Станки вертикальные: Фрезерные вертикальные станки с ЧПУ купить в ГК ПРОМОЙЛ
Содержание
Вертикальные токарные станки серии VSC
Производитель: TDZ TURN
Описание:
Станки серии VSC – вертикально токарные станки с ЧПУ, с возможностью зажима заготовки на гидравлическом патроне или ручной планшайбе (опция), диаметром от 380 мм до 1000 мм Вертикальные токарные станки серии VSC, кроме прочего, отличаются увеличенным рабочим пространством с рабочим диаметром от 850 мм до 1100 мм
Линейка станков VSC, в зависимости от размера заготовки, позволяет подобрать оптимальный диаметр зажима рабочего стола и пространства, а так же другие параметры станка. Станки серии VSC предлагаются в 3 типоразмерах — S, M и L.
ТЕХНИЧЕСКИЕ ДАННЫЕ | VSC S / VSC S+C | VSC M / VSC M+C | VSC L / VSC L+C | |
Диаметр гидравлического патрона | мм | от 380 до 810 | от 610 до 810 | от 610 до 1000 |
Макс. | мм | 850 | 950 | 1 100 |
Макс. высота заготовки | мм | 700 | 800 | 1 000 |
Максимальная масса детали | кг | 1 300 | 2 000 | 4 000 |
Ход по оси X | мм | 700 | 800 | 1 000 |
Ход по оси Z | мм | 680 | 850 | 1 000 |
Главный шпиндель | ||||
Макс. обороты главного шпинделя | мин-1 | 2 200 | 1 800 | 800 |
Мощность шпинделя главного (S1/S6 40%) | кВт | 13/20 | ||
Максимальный крутящий момент | Нм | 4 100 | 4 800 | 14 100 |
Инструментальная система | ||||
Количество мест в магазине |
| 12 | ||
Тип конуса | мм | SK50 | ||
Максимальный вес державки | кг | 50 | ||
Макс. | мин-1 | 2 500 | ||
Мощность фрезерного шпинделя S1/S6 40% (опция) | кВт | 5,5/8,5 | 11/17 | |
Макс. крутящий момент фрезерного шпинделя (опция) | Нм | 456 | 840 | |
Система ЧПУ |
| SIEMENS, FANUC | ||
Масса станка | кг | 14 000 | 17 000 | 19 000 |
 диаметр обрабатываемой заготовки
диаметр обрабатываемой заготовки обороты фрезерного шпинделя (опция)
обороты фрезерного шпинделя (опция)Дополнительная информация:
Заказать фрезерные вертикальные станки моделей FV
|
ОСНОВНЫЕ ПАРАМЕТРЫ
| ||||||
|
Наименование параметра
|
модель
|
FV 251M
|
FV 301
|
FV 321M
|
FV 361
|
FV 401
|
|
Размер рабочего стола
|
мм
|
250х1120
|
300х1250
|
320х1350
|
360х1500
|
400х1600
|
|
Расстояние от оси шпинделя до рабочей поверхности стола min/max
|
мм
|
170/580
|
170/580
|
208/630
|
208/630
|
208/630
|
|
Т-образные пазы
|
шт
|
3
|
5
|
5
|
5
|
5
|
|
Ширина Т-образных пазов
|
мм
|
14
|
14
|
18
|
18
|
18
|
|
Расстояние между Т-образными пазами
|
мм
|
50
|
50
|
63
|
63
|
80
|
|
Поворот стола влево и вправо
|
гр.
|
45o
| ||||
|
Продольный ход стола при ручной подачи
|
мм
|
820
|
950
|
1000
|
1150
|
1250
|
|
Продольный ход стола при механизированной подачи
|
мм
|
800
|
930
|
980
|
1130
|
1230
|
|
Поперечный ход стола при ручной подачи
|
мм
|
280
|
320
|
360
|
360
|
360
|
|
Поперечный ход стола при механизированной подачи
|
мм
|
260
|
300
|
340
|
340
|
340
|
|
Вертикальный ход стола при ручной подачи
|
мм
|
410
|
410
|
460
|
460
|
460
|
|
Вертикальный ход стола при механизированной подачи
|
мм
|
390
|
390
|
440
|
440
|
440
|
|
БЕССТУПЕНЧАТЫЕ ПОДАЧИ
| ||||||
|
Диапазон подач, X,Y /Z
|
мм/мин
|
10.
| ||||
|
Диапазон ускоренных подач X,Y /Z
|
мм/мин
|
2500 / 1040
| ||||
|
ШПИНДЕЛЬ
| ||||||
|
Передний конец шпинделя
|
ISO
|
40
|
40
|
50
|
50
|
50
|
|
Оборотные ступени шпинделя
|
шт.
|
12
| ||||
|
Диапазон оборотов шпинделя, стандартное исполнение
|
мин-1
|
45-2000
|
45-2000
|
45-2000
|
45-2000
|
45-2000
|
|
ФРЕЗЕРНАЯ ГОЛОВКА
| ||||||
|
Вращение вертикальной фрезерной головки
|
гр.
|
360o
|
360o
|
360o
|
360o
|
360o
|
|
Вращение универсальной фрезерной головки относительно 2-х осей (Доп оборудование)
|
гр.
|
360o
|
360o
|
360o
|
360o
|
360o
|
|
ПРИВОД
| ||||||
|
Мощность главного двигателя
|
кВт
|
4
|
4
|
4
|
4
|
4
|
|
Мощность двигателя подачи
|
кВт
|
1.
|
1.5
|
2.2
|
2.2
|
2.2
|
|
ГАБАРИТНЫЕ РАЗМЕРЫ
| ||||||
|
Вес
|
кг
|
2300
|
2450
|
3100
|
3150
|
3175
|
|
Длина (А)
|
мм
|
2500
|
2500
|
2755
|
2755
|
2755
|
|
Высота (B)
|
мм
|
1856
|
1856
|
2000
|
2000
|
2000
|
|
Длина станка с выдвинутом вперед хоботом (С)
|
мм
|
2620
|
2620
|
2775
|
2775
|
2775
|
|
D
|
мм
|
1145
|
1145
|
1230
|
1230
|
1230
|
|
Ширина (Е)
|
мм
|
2610
|
2870
|
3090
|
3390
|
3590
|

 ..1000 / 4-415
..1000 / 4-415

 5
5Вертикальные фрезерные станки
Компания «Булстан» предлагает универсальные вертикально фрезерные станки моделей FV производства завода «Арсенал» АД Болгария. Данные станки имеют очень прочную конструкцию, что позволяет выдерживать в сравнении с универсальными и широкоуниверсальными фрезерными станками более высокие нагрузки.
Данные станки имеют очень прочную конструкцию, что позволяет выдерживать в сравнении с универсальными и широкоуниверсальными фрезерными станками более высокие нагрузки.
Вертикальные фрезерные станки моделей FV(321M, 401) в стандартной комплектации оснащаются вертикальными фрезерными головками моделей VFG 323 с внутренним конусом шпинделя ISO 50 и передаточным отношением 1:1. Подшипники, установленные в шпиндельном узле головки, производства фирм SKF / FAG обеспечивают высокую точность и жесткость при фрезеровании.
Технологические возможности вертикально фрезерных станков FV можно расширить с помощью универсальной головки UFG использование которой позволяет фрезеровать торцевые поверхности, поверхности образующие угол между поперечной и продольной осями станка, применять для фрезерования винтообразных каналов и пр.
Главный привод
Привод приводится в движение электрическим двигателем мощностью 4 кВт, который расположен в задней части механизированного хобота и обеспечивает 12 скоростей вращения. Максимально допустимый крутящий момент шпинделя – 150 N.m.
Максимально допустимый крутящий момент шпинделя – 150 N.m.
Консоль
К консоли закреплены все механизмы, которые обеспечивают движения подачи станка. Также в консоли установлена предохранительная муфта, которая прерывает движение подачи при перегрузке. Она отрегулирована на передачу крутящего момента 140 Nm. При работе в этом режиме муфта должна отключить движение подачи. По консоли перемещается суппорт, на котором установлены салазки продольного стола с возможностью их поворота на 45° в двух направлениях. В качестве дополнительной опции устанавливается устройство позволяющее осуществлять автоматический маятниковый цикл и полуавтоматические линейные циклы продольного движения стола.
Все шестерни коробки скоростей фрезерного станка отшлифованы и оптимально подобраны, это снижает уровень шума при работе оборудования, который составляет не более 82 dB (А) в режиме резки.
Защита рабочего пространства
Подвижные защитные устройства, установленные на вертикальном фрезерном станке FV, изготовленные итальянской фирмой REPAR2, спроектированы так, что они включаются в систему привода станка и при открытых защитных устройствах запуск станка невозможен из-за существующей блокировки.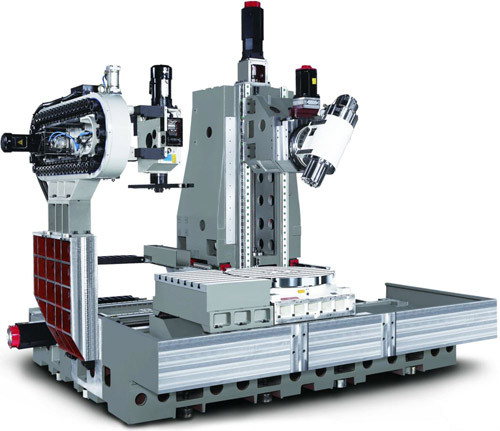 Для защиты оператора от выброса охлаждающей жидкости и стружки предусмотрены защитные устройства в виде прозрачного экрана. Все защитные устройства имеют микровыключатель с затрудненным прерыванием со степенью защиты IP 65.
Для защиты оператора от выброса охлаждающей жидкости и стружки предусмотрены защитные устройства в виде прозрачного экрана. Все защитные устройства имеют микровыключатель с затрудненным прерыванием со степенью защиты IP 65.
Стандартная комплектация
- Вертикальная фрезерная головка
- Автоматическая система смазки
- Охладительная система
- Рабочее освещение
- Электрооборудование 400V 50Hz
- Комплект инструментов
- Защита рабочего пространства
ДЖТЕКТ | Вертикальные обрабатывающие центры
Видео
Полная линейка вертикальных обрабатывающих центров JTEKT Machinery для различных видов обработки, включая высокоскоростную, сверхмощную и 5-осевую обработку, обеспечивает длительную производительность. Благодаря основанию из чугуна Meehanite, гасящему вибрацию, и большим прецизионным подшипникам шпинделя мы предлагаем магазинам повышенную жесткость при сохранении более высокой грузоподъемности. Каждый вертикальный обрабатывающий центр оснащен полностью оборудованной системой управления Fanuc, обеспечивающей максимальные возможности обработки. 9
Каждый вертикальный обрабатывающий центр оснащен полностью оборудованной системой управления Fanuc, обеспечивающей максимальные возможности обработки. 9
Серия AA-65
Производство #40/#50 Taper Boxway
Полностью оборудованные стандартные элементы управления Fanuc
X-Axis — 59,1 дюйма (1500 мм)
Ось Y: 25,6 дюйма (650 мм)
Ось Z: 23,6 дюйма (600 мм)
Шпиндель: 6000 об/мин, 8000 об/мин или 15000 об/мин
Просмотр моделей
AA-8013 Серия
Производство №50 Taper Boxway
Полностью оборудованная стандартная система управления Fanuc
Ось X: 55,1″ (1400 мм) — 63″ (1600 мм)
Ось Y: 31,5″ (800 мм)
Ось Z: 27,6″ (700 мм) — 31,5″ (800 мм)
Шпиндель: 6000
Просмотр моделей
Серия FV-90
Производство #50 Taper Boxway
Полностью оборудованная стандартная система управления Fanuc
Ось X: 78,7 дюйма (2000 мм)
Ось Y: 3 оси Y 900 мм)
Ось Z: 35,4″ (900 мм)
Шпиндель: 6000 об/мин с редуктором или 10000 об/мин DD
Просмотр моделей
Серия PRO
Перемещение по оси X: 39,4 дюйма (1000 мм)
Перемещение по оси Y: 23,6 дюйма (600 мм)
Перемещение по оси Z: 23,6 дюйма (600 мм)
Шпиндель: 12 000 об/мин S Пресс-форма
Ось X: 40,2″ (1020 мм) — 47,2″ (1200 мм)
Ось Y: 20,1″ (510 мм) — 25,6″ (650 мм)
Ось Z: 20,1″ (510 мм) — 24,0″ (610 мм)
Шпиндель: 12 000 об/мин, прямой привод
Просмотр моделей
Серия AQ
Ось X: от 31,5″ (800 мм) до 63″ (1600 мм)
2 оси Y-0,1″: (510 мм) до 25,6 дюйма (650 мм)
Ось Z: от 20,1 дюйма (510 мм) до 24 дюймов (610 мм)
Шпиндель: 15 000 об/мин, прямой привод
Просмотр моделей
Встроенные машины смены паллет
Ход по оси X: 31,5 дюйма (
мм) Перемещение по оси: 17,72 дюйма (450 мм)
Перемещение по оси Z: 19,7 дюйма (500 мм)
Шпиндель: 12 000 об/мин
Просмотр моделей
Двойной шпиндель
750 мм)
Ось Y: 17,7″ (450 мм) — 19,6″ (500 мм)
Ось Z: 18,8″ (480 мм) — 23,6″ (600 мм)
Просмотр моделей
Центры для метчиков
Станки DTC предназначены для метчиков и полных возможностей фрезерования.
Просмотр моделей
Сверлильные станки для печатных плат
Высокоскоростные многошпиндельные сверлильные станки, предназначенные для печатных плат, металлов, пластика и т. д.
Просмотр моделей
Вертикальные обрабатывающие центры (VMC) | Современный механический цех
Вертикальные обрабатывающие центры с ЧПУ серии
(VMC) остаются основным продуктом механического производства. Эти фрезерные станки имеют вертикально ориентированные шпиндели, которые подходят к заготовкам, установленным на их столе сверху, и обычно выполняют 2,5- или 3-осевые операции обработки. Они дешевле, чем горизонтальные обрабатывающие центры (HMC), что делает их привлекательными как для небольших ремонтных мастерских, так и для крупных обрабатывающих предприятий. Кроме того, производительность этих станков с годами увеличилась за счет использования таких технологий, как высокоскоростные шпиндели и расширенные возможности ЧПУ (включая программирование диалогового управления). Также доступно вспомогательное оборудование для повышения гибкости и возможностей этих станков, в том числе ускорители шпинделя, угловые головки, датчики для инструментов и деталей, быстросменные зажимные приспособления и поворотные индексаторы для обеспечения четырех- или пятиосевой обработки.
Также доступно вспомогательное оборудование для повышения гибкости и возможностей этих станков, в том числе ускорители шпинделя, угловые головки, датчики для инструментов и деталей, быстросменные зажимные приспособления и поворотные индексаторы для обеспечения четырех- или пятиосевой обработки.
Machining 101: Что такое обрабатывающие центры?
Обрабатывающие центры предлагают широкий спектр возможных операций, но эта адаптируемость связана с необходимостью оставаться гибким и выполнять успешные измерения в любое время.
Вертикальные обрабатывающие центры: необходимая литература
Покупка VMC: смена инструмента, подача охлаждающей жидкости и удаление стружки
Среди характеристик, таких как конструкция и качество шпинделя, вот несколько факторов, которые следует учитывать при покупке вертикального обрабатывающего центра.
Покупка VMC: основы скорости шпинделя и конусности
В чем разница между конусами CAT, BT и HSK? Эти и другие вопросы важны при выборе нового вертикального обрабатывающего центра.
Покупка VMC: учитывая структуру и стабильность
Дизайн и конструкция определяют способность вертикального обрабатывающего центра обрабатывать детали с жесткими допусками с точностью и повторяемостью.
Сколько на самом деле стоит обрабатывающий центр: общая окупаемость инвестиций в течение жизненного цикла
В официальном документе объясняется, почему важно рассматривать весь жизненный цикл машины, чтобы определить ее истинные затраты и выгоды.
Что нужно для эффективной, ориентированной на производство VMC?
Увеличенное время цикла VMC из-за скромной производительности шпинделя и медленных функций, не связанных с резанием, может увеличить затраты для крупносерийных приложений. Тем не менее, новые предложения VMC могут минимизировать время цикла и максимально повысить конкурентоспособность производственных работ.
ПОСЛЕДНИЕ ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
ПОСМОТРЕТЬ ВСЕ ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ СТАТЬИ
DN Solutions предлагает компактный пятиосевой VMC
Sunnen предлагает систему вертикального хонингования для тяжелых деталей
DN Solutions представляет высокопроизводительный вертикальный обрабатывающий центр
Okuma America запускает компактный двухколоночный VMC
Цифровая демонстрация: люди и история управляют решениями
Серия VMC от Dynamic International обеспечивает поглощение силы резания
Вертикальный токарный станок выполняет тяжелую, длинную и непрерывную резку
VMC обеспечивает надежное пятиосевое производство без участия человека
Вертикальный обрабатывающий центр, созданный для гибкости
Тяжелое машиностроение: сложная логистика перемещения крупногабаритных станков
Часовое производство: взгляд механика
Передовой опыт: обработка сложных материалов
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ВЕРТИКАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Часто задаваемые вопросы: Вертикальные обрабатывающие центры
Что такое вертикальный обрабатывающий центр?
Горизонтальные и вертикальные трехосные станки различаются главным образом наклоном шпинделя, при этом шпиндели горизонтальных станков параллельны поверхности стола станка, а шпиндели вертикальных станков перпендикулярны поверхности, хотя отдельные конструкции сильно различаются по поддерживать различные приложения.
Для вертикального обрабатывающего центра ось X управляет движением влево и вправо, параллельно рабочей поверхности; ось Y управляет движением вперед и назад, перпендикулярно осям X и Z; а ось Z управляет движением вверх и вниз. В большинстве станков используется фиксированный шпиндель и подвижный стол или фиксированный стол и подвижный шпиндель. Вращение шпинделя никогда не считается осью.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое обрабатывающий центр?
Обычно обрабатывающие центры представляют собой многоцелевые станки с числовым программным управлением. Эта гибкость не только позволяет повысить производительность, но и позволяет одной машине заменить несколько одноцелевых машин.
Обрабатывающие центры позволяют выполнять несколько операций над заготовкой, от черновой до чистовой, за одну установку.
На что следует обратить внимание при покупке VMC?
Точность и воспроизводимость
Необходимо учитывать возможность обработки деталей с жесткими допусками и делать это раз за разом. Именно здесь в игру вступают дизайн и конструкция машины.
Именно здесь в игру вступают дизайн и конструкция машины.
Термическое расширение и компоненты, препятствующие этому
Термическое расширение в первую очередь влияет на стабильность машины. Шпиндели выделяют тепло, как и шарико-винтовые пары, столы станков и системы направляющих. Кроме того, чем быстрее движется машина, тем больше трения и тепла она производит. Это тепло вносит значительный вклад в изменение размера и положения компонентов станка, вызывая «рост» или деформацию станка, а также непредсказуемое перемещение вершины шпинделя или вершины инструмента. Из-за этих сдвигов одной из самых больших проблем пятиосевой обработки является неспособность системы управления постоянно рассчитывать точное положение точек поворота осей.
Прочный фундамент
Фундамент станка и его размещение в цеху могут сильно повлиять на производительность. Хотя можно просто установить стандартные станки на существующий бетонный или деревянный пол, обработка на высоких скоростях с быстрым ускорением оси может потребовать привязки станка, чтобы он не «ходил» по полу. Большая глубина резания некоторых материалов также может вызвать чрезмерную вибрацию, требующую надежного крепления станка к полу.
Большая глубина резания некоторых материалов также может вызвать чрезмерную вибрацию, требующую надежного крепления станка к полу.
Скорости вращения шпинделя, крутящий момент и мощность
Выбор станка с соответствующим диапазоном скоростей вращения шпинделя является важным фактором. Тенденции последних лет заключаются в использовании инструментов с покрытием, инструментов меньшего размера, меньшей глубины резания и более высоких скоростей подачи. Инструменты меньшего размера требуют более высокой скорости вращения шпинделя. Более быстрая подача и скорость обеспечивают лучшее качество поверхности.
CAT, BT и HSK
После выбора шпинделя, который наилучшим образом соответствует требованиям по мощности, скорости шпинделя и крутящему моменту, следует выбрать тип или тип конуса инструмента и его размер. Конусность инструмента относится к особой форме конуса части держателя инструмента, которая входит в отверстие шпинделя. Каждый шпиндель предназначен для использования с определенным стандартизированным стилем и размером конуса. Другие стили или размеры не могут быть использованы. Сегодня в основном используются три типа конуса: CAT, BT и HSK.
Другие стили или размеры не могут быть использованы. Сегодня в основном используются три типа конуса: CAT, BT и HSK.
Выбор размера конуса шпинделя
Размер конуса шпинделя и соответствующий конус хвостовика во многом зависят от веса и длины используемых инструментов и количества удаляемого материала.
Выбор устройства смены инструмента
Устройство смены инструмента, указанное для нового VMC, должно иметь достаточное количество инструментальных гнезд и быть в состоянии вместить размер и вес узлов режущего инструмента.
Проблемы с охлаждающей жидкостью
Для некоторых применений рекомендуется дополнительная подача СОЖ под высоким давлением непосредственно через шпиндель. Давление охлаждающей жидкости до 1000 фунтов на квадратный дюйм предназначено для эвакуации стружки из глубоких отверстий, в которых разрушение стружки направлено на острие инструмента.
Удаление стружки
Удаление стружки является важным фактором, который часто упускают из виду при оценке нового станка с ЧПУ. Независимо от того, удаляется ли стружка из зоны обработки с помощью водяных, масляных или воздушных струй, она падает на дно станка. Меньший объем стружки можно удалить с помощью шнека, который обычно является стандартным для большинства VMC, но для большого объема стружки может потребоваться конвейер.
Независимо от того, удаляется ли стружка из зоны обработки с помощью водяных, масляных или воздушных струй, она падает на дно станка. Меньший объем стружки можно удалить с помощью шнека, который обычно является стандартным для большинства VMC, но для большого объема стружки может потребоваться конвейер.
Источник: Покупка VMC: рассмотрение структуры и стабильности
Поставщики вертикальных обрабатывающих центров
Сузить по категории вертикальных обрабатывающих центров
Вертикальные обрабатывающие центры, пятиосевые
Вертикальные обрабатывающие центры, до четырех осей
Универсальные обрабатывающие центры
Для Fischer USA обработка 3+2 с высокоточным поворотным столом добавляет гибкости без затрат на полноценный пятиосевой станок.
Брент Дональдсон
Главный редактор, Современный механический цех
Как этот мотоциклетный стартап добьется успеха с производством в США
Land Moto — вторая мотоциклетная компания основателя. Первый раз производство было в Китае. На этот раз несколько факторов помогают продвигать усилия по производству недорогого велосипеда в Соединенных Штатах. Одним из них является то, как электрификация открывает двери для поставщиков.
#zaxis
Ячейка автоматизации превосходит станки с ЧПУ в четыре раза
Автоматизированная обрабатывающая ячейка «под ключ» упростила обработку деталей одного производителя из Юты и вдвое сократила продолжительность цикла.
Назад к таблицам производительного фрезерования
Черновые операции могут довести шпиндель с ЧПУ до предела своих возможностей. Понимание того, как интерпретировать диаграмму лошадиных сил, может удерживать эти операции в безопасных пределах.
Chiron запускает двухшпиндельный вертикальный обрабатывающий центр
Двухшпиндельные вертикальные обрабатывающие центры Chiron DZ 28 имеют зазор шпинделя 1200 мм и инструментальный магазин на 60 инструментов.
United Precision Services предлагает станки с ЧПУ Hexram
Станки Hexram с ЧПУ оснащены элементами управления FANUC, подвижным порталом, подвижным порталом, подвижным столом, а также опциями с подвижным и фиксированным поворотным столом.
