Станок 1а616 технические характеристики: 1А616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Токарный станок 1а616 – технические характеристики, паспорт
- Характеристики станка
- Конструкция и принцип работы
- Электрическая система станка
- Обеспечение движения подачи и резания
- Паспорт 1А616 и руководство по электрооборудованию
Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.

Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
- Общие характеристики и основные размеры
- Характеристики суппорта
- Характеристики резцовых салазок, шпинделя, задней бабки
- Характеристики электродвигателя, ремней, подшипников шпинделя, муфт
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.

Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.

Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами. Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
Задняя бабка 1А616
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
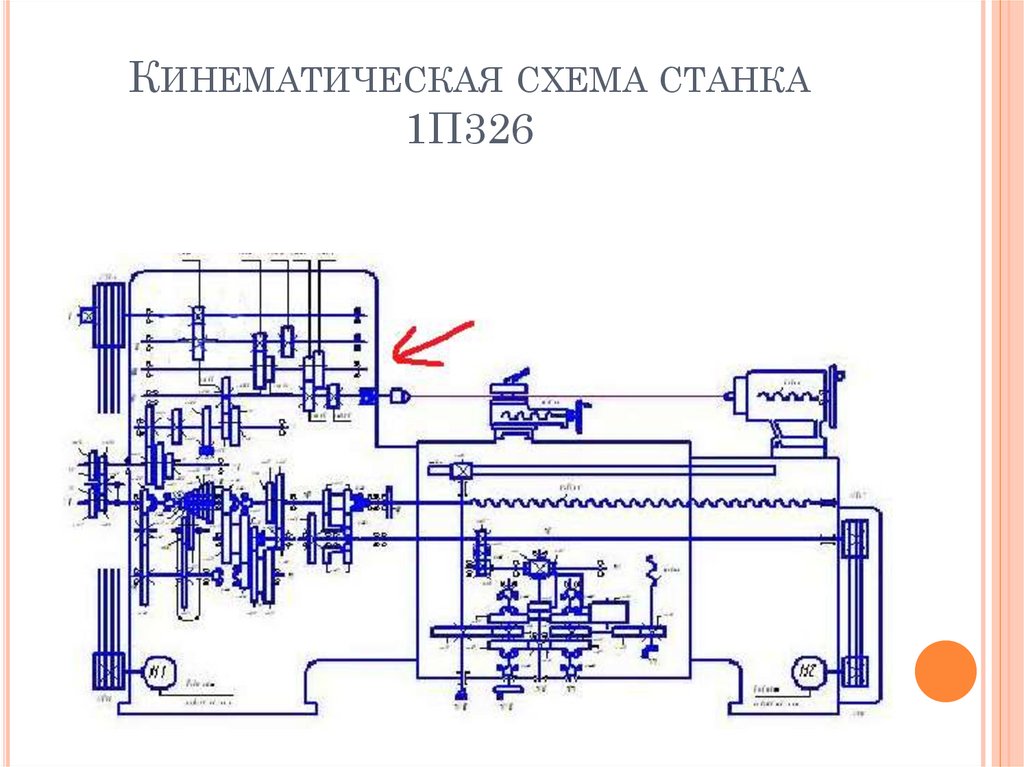
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей.
Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
Токарно-винторезный станок 1А616: характеристики, схемы, паспорт
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно винторезный станок 1А616.
Токарно-винторезный станок 1А616
Содержание
Классификация оборудования
Для облегчения ориентации в большом количестве агрегатов разного предназначения разработана десятичная система. Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Выполняемые операций и использующиеся режущие инструменты, определяют девять групп станков. Первая цифра в названии определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые. Последние цифры, указывает технические характеристики, высоту центров в см, (а) говорит о том, что в станке улучшены параметры, по сравнению с первым выпуском. У токарно винторезного станка 1А616 технические характеристики претерпели изменения на основании эксплуатационных данных.
Агрегаты данной группы делятся:
- легкие, используются в приборостроении и инструментальном производстве;
- средние, основа группы, использование приспособлений, автоматизация процессов;
- тяжелые, обработка крупногабаритных деталей.
Среди них выделяются:
- универсальные, способные выполнять большое количество процессов;
- специализированные, предназначены для узкого круга операций.

Все узлы выше рассмотренных механизмов имеют одинаковое назначение и название. Их устройство можно понять, изучив паспорт изделия. В нем вы получите обзор необходимой информации.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1А616
Не изучив инструкции и руководства, которые прилагаются к оборудованию, токарь не допускается к работе.
Описание 1А616
Токарный станок 1А616 1952 г технический паспорт, которого мог порадовать любого производственника. На тот момент технические характеристики винторезного механизма были одними из лучших. Производителем модели на тот момент являлся Станкостроительный завод в городе Самаре. Несмотря на то, что эта модель выпускается на протяжении нескольких десятилетий, токарный станок 1А616 пользуется популярностью.
Проводимые на нем операции по металлу отличаются высокой точностью. В механизме происходит движение резания, деталь, подвергаемая обработке, вращается со шпинделем. Суппорт перемещается с резцом, который определяет движение подач, а его движение с резьбовым резцом образуют винтовую поверхность. Кроме того осуществляются движения, выполняемые вручную. Это поворот резцедержателя, перемещение пиноли, корпуса, суппорта.
В механизме происходит движение резания, деталь, подвергаемая обработке, вращается со шпинделем. Суппорт перемещается с резцом, который определяет движение подач, а его движение с резьбовым резцом образуют винтовую поверхность. Кроме того осуществляются движения, выполняемые вручную. Это поворот резцедержателя, перемещение пиноли, корпуса, суппорта.
Возможны два варианта расположения детали, которая обрабатывается:
- в центрах;
- в патроне.
Резцедержатель, по своей конструкции, позволяет устанавливать четыре инструмента. Режущие инструменты, обрабатывающие отверстия, располагаются в пиноли. Допускается обработка поверхностей, имеющих разную форму. Это происходит благодаря движению вращения детали, и перемещению резца. Полное представление об операциях, которые выполняет токарный станок 1А616, дает инструкция по эксплуатации.
- Токарный станок 1А616
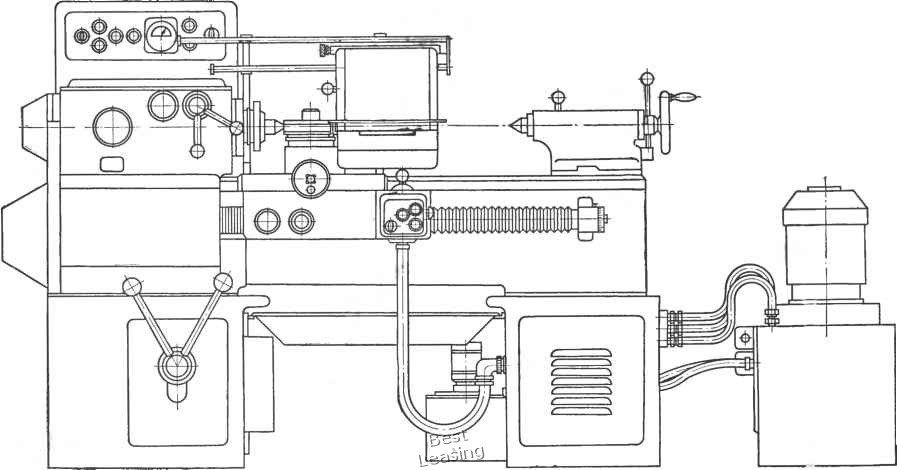
- Внешний вид станка 1А616
Назначение и применение
Разработан агрегат шестьдесят лет назад, и изначально предназначался для обработки небольших деталей. Этот момент определяет отверстие в шпинделе, и необходимая длина обработки, ограниченная расположением задней бабки. К основным параметрам относятся нижеприведенные моменты:
Этот момент определяет отверстие в шпинделе, и необходимая длина обработки, ограниченная расположением задней бабки. К основным параметрам относятся нижеприведенные моменты:
- Станок модели 1А616 имеет показатель длины протачивания 660 мм. Ходовой винт передвигает режущий инструмент без перебазирования заготовки для прохода по указанной длине. Рассматриваемое устройство разрешает устанавливать заготовки, длина которых 710 мм, и обтачивать их.
- Диаметр заготовки может составлять 180 мм, вылет над станиной 320 мм.
- В паспорте указан вес агрегата 1500 кг.
- Вращения шпинделя допускается в диапазоне начиная от 9 об/мин, и заканчивая 1 800. Скорость резания устанавливаться в зависимости от разработанного проекта.
- Устройство токарного станка 1А616 включает коробку скоростей, способную осуществлять регулировку вращения шпинделя по 21 передаче. Коробка скоростей механизма собрана из зубчатых колес. Гитара сменных шестерен, позволяет делать переналадку оборудования.
 Зубчатые колеса изготавливают из высококачественных металлов, способных противостоять большим нагрузкам. Регулировку скорости происходит посредством рычагов, все они расположены с правой стороны. Работоспособность обеспечивается надежной системой смазки.
Зубчатые колеса изготавливают из высококачественных металлов, способных противостоять большим нагрузкам. Регулировку скорости происходит посредством рычагов, все они расположены с правой стороны. Работоспособность обеспечивается надежной системой смазки.
За длительный срок выпуска технический потенциал токарного станка не изменился, конструкция имеет всю туже кинематическую схему и электрическую схему, хотя недочеты постоянно учитывались.
Нарезание резьбы
Это основная операция выполняемая данным механизмом. Кинематическая схема коробки скоростей определяет возможность проведения работы по смене зубчатых колес. Это делается в случае резьбы с повышенной точностью. На место зубчатой передачи вставляют прецизионные элементы, они поставляются в дополнительном комплекте. Нарезая резьбу повышенной точности, используют ходовой винт, при этом агрегат работает с отключенной коробкой.
Нарезая резьбу повышенной точности, используют ходовой винт, при этом агрегат работает с отключенной коробкой.
Инструкция по эксплуатации предусматривает нарезание резьбы без переналадки кинематики:
- Дюймовую.
- Модульную.
- Питчевую.
- Метрическую.
Назначение токарно винторезного станка 1А616 стандартное: обработка тел вращения с центральным расположением оси, с возможностью фиксации длинных заготовок при помощи бабки и последующее выполнение нарезания резьбы. Описание к станку указывает на то, что он похож на модели из токарной группы.
Конструктивные особенности
У токарного станка 1А616 имеется раздельный привод движения резания. Кроме того, шкив привода расположен между опорами, и благодаря их конструкции, можно менять ремни, не разбирая шпиндель.
Чтобы выполнять торможение привода, к статорной обмотке подводится ток постоянного напряжения.
Ниже приводится схема станка:
Схема станка 1А616
Делая обзор токарно винторезного станка 1А616, отметим следующие части:
- Опоры, представляющие собой тумбы заднюю (З) и переднюю (М).
- Задний конец длинной заготовки фиксирует бабка задняя (Д), которая снижает вибрации и повышает точность обработки. Установить в ней можно различные центра, которые должны соответствовать принятым стандартам.
- Передняя бабка 1А616(Б) представлена несколькими узлами: кинематический механизм, переборный, звено, которое отвечает за изменение шага. Отсек передней бабки имеет отделение, при открытии которого можно провести ремонт, изменить кинематический механизм и провести другие работы. Для перенастройки кинематического механизма, расположенного в передней бабке, изучается чертеж. Схемы, подробные чертежи и характеристики кинематического устройства указаны в паспорте.
- Несущая станина (Е) агрегата, которая объединяет переднюю бабку и задний механизм крепления заготовки.
 Она поглощает вибрацию, исходящую от коробок скоростей и суппорта.
Она поглощает вибрацию, исходящую от коробок скоростей и суппорта. - Электрический шкаф (Ж). Электрическая схема сложная, изучить ее можно по технической документации.
- Резцедержатель фиксирует резец, и устанавливается на суппорте (Г). Продольный или поперечный, внутренний механический прямой проход требует прочного крепления режущего инструмента. Обрабатываются цилиндрические и конические поверхности.
- Фартук (В) – устройство с подающим механизмом режущего инструмента агрегата.
- Электросхема дает возможность установки нескольких электрических двигателей.
- Коробка скоростей токарного станка 1А616 (Л). Рассматривая характеристики современных коробок скоростей отметим, что они работают намного тише и без толчков. При производстве современных коробок используется износостойкий металл.
- Коробка (Н) подач также представлена сложным механизмом, от надежности работы которого зависит качество обработки. От точности, с которой работает коробка, зависит и качество точения.

- Система смазки и жидкости охлаждения (И). Эксплуатация токарного станка по металлу 1А616 предусматривает возникновение трения в различных механизмах, что становится причиной износа. Система смазки увеличивает срок эксплуатации коробок скоростей. Кинематический чертеж определяет наличие большого количества подшипников, работа которых без смазки не возможна. Охлаждающая жидкость позволяет проводить обработку с более высокими показателями. Смазка в системе представлена специальным маслом, которое не может попадать в зону резания.
- Все части механизма объединены поддоном (К), на нем собирается стружка с обрабатываемой детали и жидкость охлаждающая резец.
Система смазки токарного станка 1А616 должна постоянно контролироваться обслуживающим персоналом. Отсутствие в системе необходимого количества масла приведет к поломке механизма.
Руководство по эксплуатации дает полное представление об устройстве системы смазки, и как ее правильно проводить.
Большую роль в надежности и работоспособности агрегата играет коробка скоростей. Удачная инженерная разработка отдельного узла позволила механизму в целом длительное время занимать ведущие позиции.
В ней использовалась трехвальная схема, позволяющая делать 12 переключений. Промежуточный и приводной валы изготовлены цельными с шестернями. Управление переключением передач выполняется ручками, вынесенными на панель управления. Смазка коробки происходит при запуске двигателя. Шестерни вращаются, и разбрызгивают масло по всей внутренней поверхности коробки.
Коробка скоростей станка 1А616
Электрическая схема токарного станка 1А616 дает возможность функционирования всех цепей с напряжением 380 В, однако при домашнем использовании оборудование сможет работать с 220 В. Специализированный заказ оговаривал выпуск агрегатов, работающих с 500 В.
На станке устанавливают два трехфазных двигателя. Один из них, мощностью 4 кВт, используется для работы главного привода, а второй подает охлаждающую жидкость. С помощью специального устройства запитывается 36 вольтовая лампа, используемая для освещения рабочего места.
С помощью специального устройства запитывается 36 вольтовая лампа, используемая для освещения рабочего места.
Электрическая схема станка 1А616
Всю выше перечисленную информацию содержит руководство по эксплуатации токарного станка 1А616. Также отметим размещение основной информации о токарном станке модели 1А616 на его передней части.
Хотя модель давно не выпускается, качественная сборка и удачная компоновка, позволяет использовать ее в настоящее время. Однако при покупке б/у станка нужно обращать внимание на его состояние, потому что приобретение запчастей проблематично.
технические характеристики винторезного станка, его эксплуатация и электрическая схема для ремонта
Сведения о производителе токарно-винторезного станка 1616
Производителем токарно-винторезных универсальных станков 1616 является Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615
и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616
, в шестидесятых годах модели —
1В616 и 1А616
, а с начала семидесятых годов начался выпуск серии
16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616
станок токарно-винторезный универсальный Ø 320 - 1А616к
станок токарно-винторезный с АКП Ø 320 - 1Б811
станок токарно-затыловочный Ø 250 - 1Е811
станок токарно-затыловочный Ø 250 - 1П611
станок токарно-винторезный универсальный Ø 250 - 16Б16
станок токарно-винторезный универсальный 320 - 16Б16П
станок токарно-винторезный универсальный повышенной точности Ø 320 - 16Б16КП
станок токарно-винторезный универсальный повышенной точности с АКП Ø 320 - 16Б16Ф3
станок токарный патронно-центровой с ЧПУ Ø 320 - 16Б16Т1
станок токарный с ЧПУ Ø 320 - 1615
станок токарно-винторезный универсальный Ø 320 - 1616
станок токарно-винторезный универсальный Ø 320 - 1716ПФ3
станок токарный с ЧПУ Ø 320 - 5350А
станок шлицефрезерный полуавтомат Ø 150 - Samat 400
станок токарно-винторезный универсальный повышенной точности Ø 320 - Умелец
станок токарный настольный Ø 175
Паспорт токарно-винторезного станка 1А616
Данное руководство «Станок токарно—винторезный 1А616» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1А616. Содержание данной документации:
- Назначение и область применения
- Распакока и транспортировка
- Фундамент станка, монтаж и установка
- Подготовка станка к первоначальному пуску
- Паспорт станка
- Описание основных узлов
- Смазка станка
- Первоначальный пуск
- Указания по технике безопастности
- Настройка
- Регулирование
- Ведомость комплектации
Скачать паспорт токарно-винторезного станка 1А616 (35 страниц) в хорошем качестве можно по ссылке расположенной ниже:
Скачать второй вариант паспорта токарно-винторезного станка 1А616 (21 страница) в хорошем качестве можно по ссылке расположенной ниже:
Присоединительные и посадочные базы станка 1616.
 Эскиз шпинделя.
Эскиз шпинделя.
Шпиндель токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616
Устройство токарно-винторезного станка 1А616
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится подробное описание устройства универсального токарно-винторезного станка 1А616.
Содержание данной документации:
- Общая характеристика станка
- Устройство станка
- Кинематика станка
- Движение резания
- Движения подач
- Движение образования винтовой поверхности
- Вспомогательные движения
- Компоновка станка
- Коробка скоростей
- Передняя бабка
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
Скачать Устройство токарно-винторезного станка 1А616 (11 страниц) в отличном качестве можно по ссылке расположенной ниже:
Размещение органов управления токарно-винторезным станком 1616
Размещение органов управления токарным станком 1616
Спецификация органов управления токарным станком 1616
- рычаг управления коробкой скоростей;
- рукоятка управления коробкой подач;
- рукоятка управления трензелем;
- рукоятка управления коробкой подач;
- рукоятка управления перебором;
- рукоятка включения ходового винта;
- маховичок продольной ручной подачи;
- рукоятка включения продольного самохода;
- маховичок поперечной ручной подачи;
- рукоятка поперечного самохода;
- рукоятка поворота и зажима резцовой головки;
- масляный насос;
- маховичок подачи верхней части суппорта;
- рукоятка включения маточной гайки;
- рукоятка включения, выключения и реверсирования станка;
- масляный бак
- рычаг закрепления задней бабки
- маховичок подачи пиноли задней бабки
- основание
- бак для охлаждающей жидкости
- масляный фильтр
- рукоятка включения предохранительной муфты
Конструкция и описание основных узлов токарно-винторезного станка 1616
Коробка скоростей токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616
Основанием станка 1616 является сплошная тумба. В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В корпусе редуктора на радиальных шариковых подшипниках смонтированы три валика. На первом шлицевом валике перемещается тройной блок шестерен, а на втором — двойной блок шестерен. Управление обоими блоками осуществляется от одной рукоятки и может производиться на ходу станка 1616. Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
При поворачивании рычага станка 1616 с барабаном по часовой стрелке (в) или против часовой стрелки (г) относительно оси 6 производится выбор нужного числа оборотов, которые указываются стрелкой 4, закрепленной на барабане 5. Числа оборотов нанесены на табличке, установленной на неподвижном кронштейне 3. При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем — включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем — включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
Каждой скорости редуктора соответствует свое расположение отверстий. Как уже указывалось выше, при повороте диска с барабаном происходит выбор нужной скорости, при этом против круглых реек 10 и 11 на диске располагается необходимая для данной скорости комбинация отверстий При перемещении переключающего диска в направлении стрелки б вдоль вала 6 он упирается в конец рейки 10 или 11 и перемещает ее. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616
Электрооборудование токарного станка 1616
На станке установлены два трехфазных электродвигателя;
Электродвигатель ДГ привода главного движения типа A02-41-4 мощностью 4,0 кВт, 1430 об/мин, 220/380 В.
Электронасос ДО для подачи охлаждающей жидкости к резцу — типа ПА 22 мощностью 0,12 кВт, 2800 об/мин, 220/880 в.
Станки изготавливаются с электрооборудованием, рассчитанным для работы при напряжении 380 В, как в силовых цепях, так и в цепях управления.
Лампа местного освещения питается напряжением 36 в от понижающего трансформатора Т
Согласно условиям заказа станки могут быть изготовлены с рабочим напряжением 220 или 500 В.
Схема электрическая принципиальная токарно-винторезного станка 1А616.
Схема электрическая принципиальная универсального токарно винторезного станка 1А616 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 1А616 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 1А616 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 1А616 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Технические характеристики станка 1616
| Наименование параметра | 1616 | 1А616 | 16Б16 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 175 | 180 | 180 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750 | 710 | 500,750,1000 |
| Наибольшая длина обтачивания, мм | 700 | 660 | 960 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 25 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 170 | |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 160 | 165 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | |||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 30 | 35 | 45 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 29 | 34 | 44 |
| Частота прямого вращения шпинделя, об/мин | 19. .1415 .1415 | 9..1800 | 25..2500 |
| Число ступеней частот прямого вращения шпинделя | 24 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 19..1415 | 9…1800 | 25…1250 |
| Число ступеней частот обратного вращения шпинделя | 24 | 21 | 18 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 6 |
| Конец шпинделя | М115х4 | 6К ГОСТ 12593-72 | 6К ГОСТ 12593-72 |
| Торможение шпинделя | нет | есть | есть |
| Блокировка рукояток | нет | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, по валику, по винту, мм | 850/ 750/ 750 | 670 | 500,750, |
| Наибольшее перемещение поперечной каретки суппорта от руки, по винту, мм | 210/ 90/ нет | 195 | 220 |
| Цена деления лимба продольного перемещения суппорта, мм | 1 | 1 | |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,05 | |
| Число ступеней продольных подач | 140 | ||
| Пределы продольных рабочих подач, мм/об | 0,07. .1,67 .1,67 | 0,065..0,91 | 0,05..2,8 |
| Пределы поперечных рабочих подач, мм/об | 0,02..1,24 | 0,065..0,91 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..9 | 0,5…24 | 0,25…56 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 38..2 | 56..1 | 112..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,5..9 | 0,25..22 | 0,25..56 |
| Количество нарезаемых резьб питчевых | |||
| Пределы шагов нарезаемых резьб питчевых | нет | 128…2 | 112…0,5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 105 | 120 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Наибольшее сечение державки резца, мм | 20 х 30 | 20 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 20 | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | |
| Наибольшее перемещение пиноли, мм | 95 | 120 | |
| Перемещение пиноли на одно деление лимба, мм | 1 | 1 | |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 2 | 4 |
| Мощность электродвигателя главного привода, кВт | 2,8/ 1420 | 4 | 4,2; 7,1 |
| Тип электродвигателя главного привода | АОЛ42-4 | А02-41-4 | 4А132М8/4У3 |
| Мощность электродвигателя маслонасоса, кВт | 0,1 | ||
| Мощность электродвигателя насоса охлаждения, кВт | 0,1 | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2355 х 852 х 1275 | 2135 х 1225 х 1220 | 2025 х 1110 х 2270 |
| Масса станка, кг | 1850 | 1500 | 1900 |
Технические характеристики токарно-винторезного станка 1А616.

| Величины | ||
| Наибольший диаметр обрабатываемого прутка | мм | 34 |
| Наибольший диаметр изделия, устанавливаемого над суппортом | мм | 180 |
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 320 |
| Наибольшая длинна обтачивания | мм | 660 |
| Шаг нарезаемой метрической резьбы | мм | 0,5-24 |
| Шаг нарезаемой дюймовой резбы | ниток на дюйм | 56-1 |
| Шаг нарезаемой модульной резьбы | модулей | 0,25-22 |
| Шаг нарезаемой питчевой резьбы | питчей | 128-2 |
| Пределы скоростей вращения шпинделя | об/мин | 9-1800 |
| Внутренний конус шпинделя | Морзе №5 | |
| Мощность главного двигателя | кВт | 4 |
Монтаж, техническая эксплуатация и ремонт токарно-револьверного станка модели 1А616
Назначение и область применения, технические характеристики станка. Схема и система смазки. Возможные неисправности и способы их устранения. Указание по техническому обслуживанию, эксплуатации и ремонту. Расчет категории ремонтной сложности станка.
Схема и система смазки. Возможные неисправности и способы их устранения. Указание по техническому обслуживанию, эксплуатации и ремонту. Расчет категории ремонтной сложности станка.
Краткое сожержание материала:
Размещено на
Содержание
Введение
1. Общие сведения
1.1 Назначение и область применения
1.2 Общая компоновка
1.3 Технические характеристики станка
2. Схема и система смазки станка
3. Технологический процесс монтажа
3.1 Условия хранения станка
3.2 Распаковка и транспортировка
3.3 Фундамент и установка станка
3.4 Расчет фундамента
4. Возможные неисправности и способы их устранения
5. Указание по техническому обслуживанию, эксплуатации и ремонту
5.1 Настройка и наладка станка
5. 2 Регулировка станка
2 Регулировка станка
5.3 Подготовка станка к первоначальному пуску
5.4 Ремонт станка
5.5 Особенности разборки и сборки при ремонте
5.6 Расчет категории ремонтной сложности станка
6. Требования безопасности труда при эксплуатации станка
7. Требования к экологической безопасности тех. процессов
Заключение
Список использованной литературы
ремонт токарный станок неисправность
Введение
Целью курсового проекта является изучение вопросов монтажа, технической эксплуатации и ремонта токарно-револьверного станка модели 1А616.
Для достижения цели необходимо решить следующие задачи:
— изучить общие сведения о станке;
— рассмотреть схему и систему смазки;
— рассмотреть технологический процесс монтажа;
— рассчитать фундамент;
— рассмотреть мероприятия по техническому обслуживанию, эксплуатации и ремонту;
— рассчитать категорию ремонтной сложности;
— рассмотреть вопросы безопасности труда при эксплуатации станка и экологической безопасности технологических процессов.
1. Общие сведения о станке
1.1 Назначение и область применения
Токарно-винторезный станок модели 1А616 является универсальным станком и предназначен для разнообразных токарных работ в условиях индивидуального и мелкосерийного производства, выполняемых в центрах или в патроне, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой. Токарно-винторезный станок 1А616 пожалуй, самый распространённый станок, позволяющий производить токарную обработку деталей наиболее широкой номенклатуры и наиболее типичных размеров.
Высота центров станка равна 165 мм, а максимальное расстояние между центрами — 710 мм. Наибольший диаметр обрабатываемой детали класса дисков, устанавливаемой над станиной, составляет 320 мм, а максимальный диаметр детали класса валов, закрепляемых в центрах над нижней частью суппорта, не должен превышать 180 мм.
Сквозь отверстие шпинделя проходит пруток диаметром до 34 мм. Наибольшая длина обтачивания детали с механической подачей суппорта равна 660 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами. Без дополнительных сменных колес на станке модели 1А616 можно нарезать резьбы повышенной точности: метрические с шагом от 0,5 до 24 мм; дюймовые с числом ниток на 1 дюйм от 56 до 1; модульные с шагом в модулях от 0,25 до 5,5 мм и питчевые с шагом в питчах от 128 до 2.
Предусмотрена возможность нарезания особо точных резьб путем исключения из кинематической цепи зубчатых передач коробки подач и применения специальных прецизионных сменных зубчатых колес
1.2 Общая компоновка
Станок предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые, модульные и питчевые резьбы.
Рисунок 1 Устройство токарно- станка модели 1А616
Основные узлы токарно-винторезного станка 1А616 А — гитара сменных колес, Б — передняя бабка с переборным устройством, звеном увеличения шага и реверсивным механизмов, В — фартук с механизмом подач, Г — суппорт с быстродействующим четырехпозиционным резцедержателем, Д — задняя бабка, Е — станина, Ж — встроенный шкаф с электрооборудованием, З — задняя тумба, И — система охлаждения, К — поддон для сбора охлаждающей жидкости и стружки, Л — коробка скоростей, М — передняя тумба, Н — коробка подач.
Спецификация органов управления токарным станком 1А616. 1 — рукоятка установки типа резьбы или подачи, 2 — рукоятка установки нормального или увеличенного шага, 3 — рукоятка реверсирования перемещения суппорта, 4 — рукоятка управления перебором, 5 — рукоятка переключения множительного механизма коробки подач, 6 — пуговка включения ходового винта или ходового валика, 7 — рукоятка ручного поперечного перемещения суппорта, 8 — рукоятка быстрого отвода суппорта в поперечном направлении, 9 — рукоятка поворота и закрепления четырехпозиционного резцедержателя, 10 — рукоятка ручного перемещения верхней, части суппорта, 11 — рукоятка закрепления пиноли задней бабки, 12 — рычаг закрепления корпуса задней бабки на направляющих станины, 13 — маховичок ручного перемещения пиноли задней бабки, 14 — рукоятки включения, выключения и реверсирования главного электродвигателя, 15 — рукоятка включения и выключения маточной гайки продольного ходового винта, 16 — рукоятка включения и выключения поперечной подачи суппорта, 17 — рукоятка включения и выключения продольной подачи суппорта, 18 — кнопка для выключения реечной шестерни, 19 — маховичок ручного продольного перемещения суппорта, 20 — рукоятки включения, выключения и реверсирования главного электродвигателя, 21 — рукоятки управления коробкой скоростей, 22 — рукоятки управления коробкой скоростей, 23 — рукоятка установки шага резьбы или величины подачи.
Рисунок 2 Суппорт токарно-винторезного станка 1А616
Крестовый суппорт состоит из продольных салазок 1, поперечных салазок 2, средней поворотной части 3, верхней части суппорта 4 и четырех-позиционного резцедержателя 21. Продольные салазки 1 перемещаются по внешним направляющим станины 24. Для предохранения от опрокидывания и для обеспечения более плавного хода продольные салазки с задней стороны снабжены двумя планками 25 с регулируемыми упорами 26. Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Ручное установочное перемещение поперечных салазок 2 производится рукояткой 22 посредством ходового винта 18. Для обеспечения возможности устранения зазора между ходовым винтом и гайкой последняя состоит из двух частей — неподвижной 13 и регулируемой 16. Между обеими частями гайки размещен клин 14. Если вследствие износа резьбового соединения возникнет мертвый ход поперечных салазок, освобождают винт 17 и посредством винта 15 подтягивают клин 14. После устранения зазора гайка 16 надежно закрепляется винтом 17.
После устранения зазора гайка 16 надежно закрепляется винтом 17.
Быстрый отвод и подвод суппорта в пределах до 8 мм, необходимый при нарезании резьбы и ряде других операций, производится рукояткой 23.
Перемещение верхней части суппорта осуществляется рукояткой 11, закрепленной на винте 6. Гайка 7 жестко связана со средней поворотной частью 3. Величина перемещения верхней части суппорта отсчитывается по лимбовому кольцу 9, которое удерживается в нужном положении пластинчатой пружинкой 10. Гайки 12 служат для устранения зазора между винтом 6 и корпусом верхней части суппорта. Рукоятка 5 с помощью храповика 20 и кулачка 19 обеспечивает освобождение, поворот, фиксацию и закрепление резцедержателя 21.
Для таких токарно-винторезных станков повышенной точности, как станок модели 1А616, предельное отклонение от параллельности направления движения салазок суппорта оси шпинделя передней бабки составляет 0,02 мм на длине 100 мм.
1. 3 Технические характеристики
3 Технические характеристики
Таблица 1
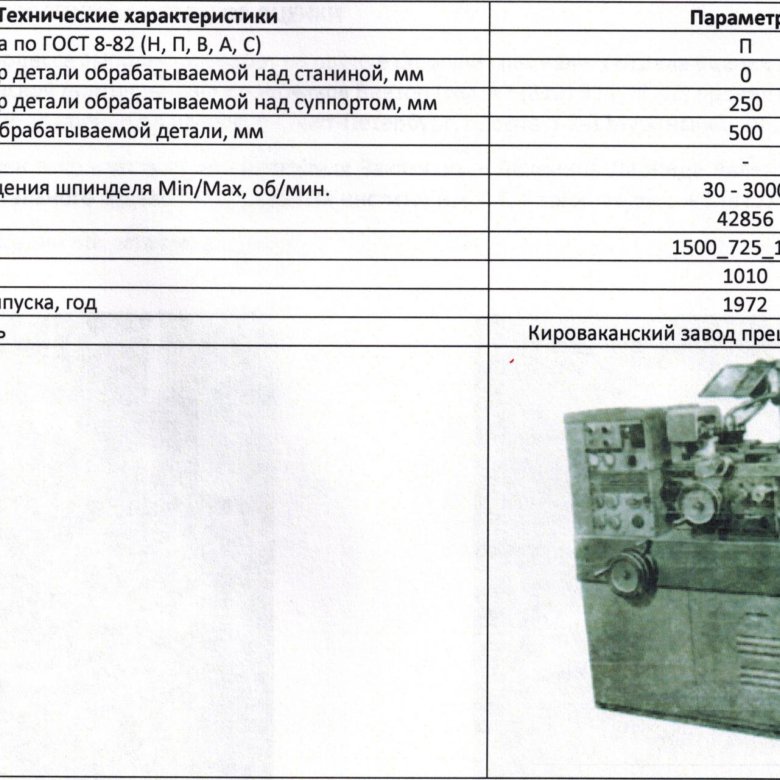
Технические характеристики токарно-винторезного станка модели 1А616
Технические характеристики | Параметры | |
Класс точности по ГОСТ 8-82 | Н,П | |
Наибольший диаметр заготовки над станиной, мм | 320 | |
Наибольший диаметр заготовки над суппортом, мм | 180 | |
Наибольшая длина заготовки (РМЦ), мм | 710 | |
Наибольшая длина обтачивания, мм | 660 | |
Шпиндель | ||
Диаметр сквозного отверстия в шпинделе, мм | 35 | |
Наибольший диаметр прутка, мм | 34 | |
Число ступеней частот прямого вращения шпинделя | 21 | |
Частота прямого вращения шпинделя, об/мин | 9. |
 ..1800
..1800Токарно-винторезный станок STALEX C6246E/1500 (Аналог токарного станка 16К20, 1А616, 1К62, 16В20, 1В62Г).
Каталог товаров
Главная Каталог оборудования Станки и станочное оборудование Металлообрабатывающие станки Токарные станки Токарно-винторезные STALEX
C6246E/1500
Продажа токарно-винторезного станка STALEX C6246E/1500 со склада (СПб, Москва, Челябинск, Казань) от производителя.
Прайс-листы с ценами на токарные винторезные станки STALEX запрашивайте в отделе станочного оборудования.
Станок токарно-винторезный STALEX
C6246E/1500 (Аналог токарного станка 16К20, 1А616, 1К62, 16В20, 1В62Г).
|
|
Токарно-винторезный станок C6246E/1500 предназначен для токарной обработки, резьбонарезания, сверления черных и цветных металлов, полимерных материалов, поддающихся обработке резанием.
| |

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА C6246E/1500:
| C6246E/1500 | |
| Диаметр обточки над станиной, мм | 460 |
| Диаметр обработки над суппортом, мм | 270 |
| Длина выемки (ГАП), мм | 165 |
| Расстояние между центрами, мм | 1500 |
| Расстояние между направляющими, мм | 300 |
| Диаметр обработки над выемкой (ГАП), мм | 690 |
| Диаметр отверстия шпинделя, мм | 80 |
| Диапазон частот вращения | 12 |
Частота вращения шпинделя, об. /мин. /мин. | 25-1700 |
| Предел продольных рабочих подач, 42, мм/об. | 0,031-1,7 |
| Предел поперечных рабочих подач, 42, мм/об. | 0,014-0,784 |
| Метрическая резьба, 41, мм | 0,1-14 |
| Дюймовая резьба, 60 | 2-112 TPI |
| Модульная резьба, 34 | 0.1-7 MP |
| Диаметральная резьба, 50 | 4-112 DP |
| Торец шпинделя | D1-8 |
| Внутренний конус шпинделя | MT7 |
| Перемещение поперечного суппорта, мм | 285 |
| Сечение резцов, мм | 25х25 |
| Перемещение продольного суппорта, мм | 128 |
| Мощность главного привода, кВт | 5,5 |
| Диаметр пиноли задней бабки,, мм | 60 |
| Ход пиноли задней бабки, мм | 130 |
| Конус пиноли задней бабки | МТ4 |
| Мощность насоса охлаждения, кВт | 0,13 |
| Габаритные размеры, мм | 2750х1080х1370 |
| Масса нетто/брутто, кг | 1810/2115 |
КОМПЛЕКТАЦИЯ СТАНКА C6246E/1500:
- Патрон 3-х кулачковый Ø250 мм.

- 4-х кулачковый патрон Ø300 мм.
- Планшайба Ø350 мм.
- УЦИ по 3-м осям (Sino).
- Галогенная лампа местного освещения.
- Ускоренное перемещение суппорта по оси X.
- Защита ходового вала.
- Защита патрона.
- Защита резцедержателя.
- Система подачи СОЖ.
- Поддон для стружки.
- Упорный не вращающийся центр MT4.
- Переходник МТ-4.
- Подвижный люнет Ø13-80 мм.
- Неподвижный люнет Ø13-152 мм.
- Анкерные болты, 6 шт.
- CE комплектация.
- Документация.
Заказать и купить токарно-винторезный станок C6246E/1500 STALEX вы можете с отгрузкой транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России. Наверх
Наверх
цена, характеристики, инструкция, паспорт, фото
Производитель:
OPTIMUM
, производство:
Китай
- Компактный токарный станок для получистовой и чистовой обработки заготовок из стали, чугуна и цветных сплавов. Отлично подходит для мастерских и обучения.
- Большие возможности: проходное отверстие шпинделя Ø52 мм, нарезание четырех типов резьб от метрической до питчевой масса обрабатываемой детали до 150 кг
- Закаленный шпиндель из высокопрочной легированной стали, установленный на регулируемые прецизионные роликоподшипники.
- Высокая жесткость и прочность станины сложной формы с многочисленными ребрами жесткости.
- Закаленные призматические направляющие станины (не ниже HRC 47-56, толщина закаленного слоя не менее 1,5 мм).
- Обработка коротких деталей большого диаметра в выемке станины.
- Принудительная циркуляционная система смазки передней бабки с собственным независимым насосом, емкость масляного бака 5 литров.

- Шпиндель станка прошел динамическую балансировку на специальном испытательном стенде.
- Двухскоростной электродвигатель имеет мощность 3,3 кВт при скорости вращения 1440 об/мин и 2,2 кВт при скорости вращения 720 об/мин.
- Дисковая электромагнитная муфта передает вращение на шпиндель и осуществляет реверс.
- Мощная задняя бабка с пинолью диметром 50 мм и ходом 125 мм дает широкие возможности по обработке заготовок осевым инструментом (сверла, развертки).
- Быстродействующий электромагнитный тормоз шпинделя.
- Перегрузочная муфта ходового винта.
- Система подачи СОЖ в зону резания.
- Современный аналог советских станков 1А616, 16В16, 1М61, ИЖ250.
Технические характеристики
|
Электропитание | |
|---|---|
|
Мощность двигателя шпинделя |
2,2 / 3,3 кВт (двухскоростной) |
|
Станочные данные | |
|
Диаметр обработки над станиной |
360 мм |
|
Диаметр обработки над суппортом |
220 мм |
|
Диаметр обработки в выемке станины |
560 мм |
|
Длина выемки станины |
200 мм |
|
Межцентровое расстояние |
500 / 750 / 1000 мм |
|
Ширина станины |
280 мм |
|
Максимальный вес обрабатываемой заготовки |
150 кг |
|
Шпиндель | |
|
Число оборотов шпинделя |
59 — 2100 об/мин |
|
Количество скоростей шпинделя |
12 |
|
Проходное отверстие шпинделя |
52 мм |
|
Фланец шпинделя |
Camlock D6 (DIN 55029, ISO 702/II) |
|
Внутренний конус шпинделя |
Морзе 6 |
|
Подачи и резьбы | |
|
Продольная подача |
0,025 — 0,84 мм/об |
|
Поперечная подача |
0,006 — 0,21 мм/об |
|
Пределы шага нарезаемых метрических резьб (40 шагов) |
0,4 — 14 мм |
|
Пределы шага нарезаемых дюймовых резьб (52 шага) |
2 — 56 ниток/дюйм |
|
Пределы шага нарезаемых модульных резьб (46 шагов) |
модуль 0,2 — 3,5 |
|
Пределы шага нарезаемых питчевых резьб (33 шага) |
питч 6 — 112 |
|
Диаметр / шаг продольного ходового винта |
28,5 / 6 мм |
|
Резцедержатель | |
|
Размер державки резца |
20 х 16 мм |
|
Угол поворота верхней каретки суппорта |
± 45° |
|
Ход верхней каретки суппорта |
115 мм |
|
Ход поперечной каретки суппорта |
180 мм |
|
Задняя бабка | |
|
Конус пиноли задней бабки |
МК4 |
|
Диаметр пиноли задней бабки |
50 мм |
|
Ход пиноли задней бабки |
125 мм |
|
Габаритные размеры | |
|
Габаритные размеры (Д х Ш х В) |
1610 / 1860 / 2110 x 910 x 1170 мм |
|
Масса станка |
1250 / 1330 / 1400 кг |
Комплект поставки:
- 3-кулачковый токарный патрон Ø200 мм
- 4-кулачковый токарный патрон Ø250 мм
- Планшайба Ø480 мм
- Поводковый патрон Ø220 мм
- Люнет подвижный Ø8-55 мм (кроме РМЦ 500 мм)
- Люнет неподвижный Ø8-90 мм (кроме РМЦ 500 мм)
- Резьбоуказатель.

- Система подачи СОЖ.
- Станочный светильник.
- Упорный центр Морзе 4.
- Оправка переходная Морзе 6 / Морзе 4.
- Защитное ограждение.
- Защитный кожух токарного патрона.
- Комплект обслуживающего инструмента.
- Руководство по эксплуатации на русском языке.
Дополнительные опции:
- Устройство цифровой индикации с оптическими линейками на две оси
- Конусная линейка
- Быстросменный картриджный резцедержатель
- Вращающийся упорный центр Морзе 4
- Комплект анкерных болтов
- Комплект клиновых башмаков
конструкция, характеристики, отзывы, цены / Paulturner-Mitchell.com
Отечественный токарный станок 1А616 выпускался с пятидесятых годов прошлого века. Серийный образец Средневолжского завода до сих пор можно встретить на различных промышленных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
Наименование
Токарный станок 1А616 оснащен суппортом, перемещаемым в поперечном направлении механически до максимального значения до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и роликом на предельное значение 670 мм. Параметры подачи имеют одинаковый диапазон в пределах от 0,065 до 0,91 оборотов в минуту.
Характеристики станка позволяют производить быструю замену шестерен в коробке подач на взаимозаменяемые прецизионные детали. Это позволяет нарезать резьбу с максимально возможной точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации такая замена не требуется. Получение точных параметров обусловлено включением ходового винта напрямую, минуя коробку подач.
Технические характеристики токарного станка 1А616
Рассматриваемый агрегат предназначен для обработки малогабаритных заготовок. Оборудование имеет следующие технические параметры:
- Предельная длина шлифования — 660 мм.

- Максимальная длина заготовки — 710 мм.
- Диаметр заготовки над суппортом/станиной — 180/320 мм.
- Вес — 1,5 тонны.
- Диаметр сквозного отверстия шпинделя — 35 мм.
- Тип наконечника резьбовой по ГОСТ — 6К.
- Интервал вращения шпинделя — 9-1800 об/мин.
- Длина/ширина/высота — 2,13/1,22/1,22 м.
На станке 1А616 нарезаются следующие типы резьбы:
- Обработка шагами 2-128.
- Дюймовая резьба — 1-56 витков на дюйм.
- Модульная версия — в диапазоне от 0,25 до 5,5 мм.
- Метрическая версия — 0,2-24 мм.
Заготовки укладываются в обычную кассету, фиксируются пневматическими или гидравлическими прижимными устройствами.
Конструкция
В состав рассматриваемого оборудования входят следующие элементы и детали:
- Столбик передний и задний.
- Передняя и задняя бабка.
- Реверсивное устройство, устройство перевыбора, а также блок, отвечающий за увеличение рабочего шага.

- Узел от сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подачи.
- Станину.
- Коробка подачи
- Система охлаждения режущих инструментов.
- Коробка передач.
- Лоток для сбора стружки и отработанного хладагента.
Принцип работы
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой закрепляется в патронном оборудовании или между центрами.
- Резцы устанавливаются в держатели суппорта. Одновременно можно установить не более четырех режущих элементов.
- Для сверления или нарезания внутренней резьбы в пиноли задней бабки закрепляется подходящий инструмент.
- Основная обработка заготовки осуществляется сочетанием поступательно-вращательного движения фрезы и вращения детали. Данная конструкция позволяет обрабатывать цилиндрические, конические и фасонные детали, в том числе винтовые и торцевые.

На токарном станке по металлу 1А616 передача крутящего момента на шпиндель и заготовку производится с помощью ременного шкива, который размещен между опорами. При необходимости замену клинового ремня можно выполнить без снятия шпинделя. В конструкции этого оборудования предусмотрен принцип раздельной передачи на суппорт. Его можно перемещать с помощью шпинделя или ролика. В обмотке двигателя задействован пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Схема электрическая
Электрическая схема станка 1А616 включает в себя следующие элементы:
- Предохранители.
- Выключатель на входе.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения
- Контакторы включения и реверса.
- Регулятор активации насоса охлаждающей жидкости.
- Реле скорости вращения двигателя и аналоговое управление контактором.
- Понижающая конфигурация трансформатора.
- Индикатор уровня нагрузки.

- Выпрямитель.
- Оборудование управления переключателем.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свою функциональность. Трехфазный двигатель PA22 имеет мощность 0,12 кВт и обороты 2800 оборотов в минуту. Он служит для включения насоса хладагента в рабочей зоне.
Трехфазный аналог А02-41-4 имеет номинальную мощность 4 кВт (1430 об/мин). Его задачей является обеспечение работы главного привода машины.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегатируются с электрической сетью 220 В. Под заказ изготавливаются модификации, рассчитанные на 500 В.
Рабочий процесс
Движение подачи при работе на металлообрабатывающих станках 1А616 происходит от узла шпинделя на суппорте. Коробка передач способна обеспечить работу техники в 48 диапазонах, официально их указано 22, так как некоторые скорости совпадают. Для продольного перемещения суппорта используется зубчатая муфта, а в поперечной плоскости — ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров суппорт и шпиндель соединяются между собой напрямую. Обработка больших значений осуществляется с помощью перебора и промежуточного элемента увеличения шага. Основным рабочим движением рассматриваемого оборудования является режущий момент, совершаемый шпинделем с закрепленной в нем заготовкой. Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Редуктор
Этот важный узел токарного станка включает в себя три вала, размещенные в отсеках с подшипниками, подвижные болты с шестернями и одну активную шестерню. Выбор скорости вращения осуществляется включением шестерен с различными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединяется непосредственно с полым валом при помощи муфты кулачкового типа.
При работе на токарном станке помните о дополнительных механических (ручных) манипуляциях. К ним относятся:
К ним относятся:
- Поверните держатель инструмента и установите его в нужное положение.
- Перемещение задней бабки с установленной пинолью.
- Установка суппорта в нужное положение.
Станок токарный 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке в зависимости от состояния, комплектации и года выпуска, на вторичном рынке составляет 40 тысяч рублей и выше.
Отзывы покупателей о станке позволяют выделить основные преимущества данного металлообрабатывающего станка. Среди пользователей:
- Многофункциональность.
- Надежность.
- Высокоточная обработка.
Среди недостатков владельцы отмечают, что многие операции необходимо настраивать вручную. Кроме того, калибровка и настройка оборудования требуют участия специалиста.
Наконец
Технические возможности отечественного токарного станка 1А616, отзывы о котором приведены выше, определяют возможность его эксплуатации на производственных предприятиях для обработки заготовок крупными партиями и при изготовлении единичных изделий. Агрегат может комплектоваться рабочими частями из быстрорежущих сталей, а также твердосплавными резцами. Универсальность оборудования позволяет не только точение, но и нарезание резьбы различной конфигурации.
Агрегат может комплектоваться рабочими частями из быстрорежущих сталей, а также твердосплавными резцами. Универсальность оборудования позволяет не только точение, но и нарезание резьбы различной конфигурации.
Общие | Нарезание резьбы на Станко 1А616 ?? | Практик-механик
Ксор
Алюминий
#1
Пытаюсь понять, как на этом станке нарезается резьба.
Переключение передач на левой стороне коробки передач вызывает у меня некоторые проблемы — я думаю, что некоторые из них я упускаю!
У меня есть только 2 поворотных механизма и 1 побольше для их соединения.
На двух поворотных шестернях сбоку выбито:
M2 20-55
и
M2 25-36
и количество зубьев на каждой отдельной шестерне. .. что означает «M2» за ?
.. что означает «M2» за ?
У меня есть несколько копий некоторых таблиц о том, как настроить нарезание резьбы, и я вижу
, там упоминается номер зуба, которого у меня нет!
Итак, мой вопрос:
Сколько шестерен переключения обычно поставляется с машиной?
У меня только один набор (M2 20-55 и M2 25-36) или … ?
Вы можете увидеть некоторые фотографии здесь — перевод Google доступен справа
в строке меню:
Gevindskæring — веб-сайт Келда …
С уважением
KSor, Дания
Чесапик
Алюминий
#2
Я только что приобрел Станко 1А616. Он продается дешево (расположен в Питерборо, Онтарио, Канада)
Он продается дешево (расположен в Питерборо, Онтарио, Канада)
У вас есть руководство по эксплуатации?
Ксор
Алюминий
#3
Чесапик сказал:
Недавно приобрел Станко 1А616. Он продается дешево (расположен в Питерборо, Онтарио, Канада)
У вас есть руководство по эксплуатации?
Нажмите, чтобы развернуть…
Ага, у меня есть скан сервис мануала — около 40 картинок, 1 сторона пр. картинка = 73Мб.
Если ваш почтовый ящик может обрабатывать такой объем данных, я могу отправить их вам.
Мурзилка
Пластик
#4
Здравствуйте, у меня такая же машина. М2 означает «модуль» — часть диаметра, приходящаяся на один зуб. Это размер главной передачи (как шаг в имперской системе). Если ваш вопрос все еще актуален, я мог бы помочь в ручном переводе.
Виктор
Джокс
Пластик
#5
У вас случайно не сохранилась копия этого руководства для 1a616
Ксор
Алюминий
#6
Джокс сказал:
У вас случайно нет копии этого руководства для 1a616
Нажмите, чтобы развернуть…
Да, если вы напишите мне в личку, вы можете получить ссылку для загрузки с OneDrive.
Мичиганбак
Алмаз
#7
KSИли тебе действительно стоит чаще постить.
Бак
нимзо
Пластик
#8
Руководство Re Stanko
У меня тоже есть этот станок, и я бы очень хотел получить к нему руководство.
Могу я получить копию вашего руководства?
Ксор
Алюминий
#9
нимзо сказал:
У меня тоже есть эта машина, и я бы очень хотел получить к ней инструкцию.
Могу я получить копию вашего руководства?Нажмите, чтобы развернуть…
Да, если вы напишите мне в личку, вы можете получить ссылку для загрузки с OneDrive.
счастливчик
Пластик
#10
Можно мне тоже копию?
Ремонт машин, очистка и осмотр | Полуавтоматический ремонт Станко | Практик-механик
Лесоруб
Горячекатаный
#1
Привет,
Решил поделиться небольшой новостью о моем последнем проекте.
Это мой старый станко 1а616. Ранее я задавал несколько вопросов относительно обработки твердых слоев с помощью возможного соскабливания и шлифовки и получил много хороших советов по дороге. Краткая предыстория обо мне в этом контексте: год назад я никогда не держал в руках скребок. Однако я был немного заинтересован и планировал пройти курс парсинга в Норвегии в 2014 году, но пропустил его, но когда это произошло в 2017 году, я был проинформирован и не мог удержаться, чтобы присоединиться. Это была отличная неделя веселья среди единомышленников. Так что этой зимой я решил, что после долгой практики в мастерской и местного праздника, устроенного в Норвегии, пришло время взяться за токарный станок.
Токарный станок имеет 13-дюймовые качели x 27 по центру и весит 1500 кг / #3000. Кровать почти в 2 раза выше по центру, а крылья седла имеют ширину около 21 дюйма. Также крестовина имеет разумные размеры. Двигатель мощностью 4 кВт обеспечивает диапазон скоростей от 9 до 1800 об/мин, а максимально допустимый крутящий момент на шпинделе составляет около 600 Нм, достигая максимума при 30-40 об/мин, насколько я помню. Эти факторы заставили меня купить токарный станок и использовать его для нужд моей домашней мастерской уже около 10 лет.
Кровать почти в 2 раза выше по центру, а крылья седла имеют ширину около 21 дюйма. Также крестовина имеет разумные размеры. Двигатель мощностью 4 кВт обеспечивает диапазон скоростей от 9 до 1800 об/мин, а максимально допустимый крутящий момент на шпинделе составляет около 600 Нм, достигая максимума при 30-40 об/мин, насколько я помню. Эти факторы заставили меня купить токарный станок и использовать его для нужд моей домашней мастерской уже около 10 лет.
После уроков шабрения и изучения много большего об осмотре и измерении станков я начал понимать, что Хммм, может быть, есть немного работы на самом токарном станке… Однако основная проблема во время использования была связана с разделением, что никогда не было легкий. Но по вибрациям было трудно точно определить, откуда они исходят. Некоторые из обычных контрольных тестов, такие как постукивание по крыльям седла или поддевание шимстока за направляющие.
Постельное белье Я сделал представление в 3D-модели, которую вы можете видеть, и протокол измерений, я с трудом мог поверить, что это так много. Я имею в виду, что я использовал его довольно успешно, хотя и был любителем. Я считаю, что могу поблагодарить внутреннюю геометрию токарного станка за компенсацию большого износа, это также дает мне надежду, что токарный станок будет работать хорошо после завершения.
Я имею в виду, что я использовал его довольно успешно, хотя и был любителем. Я считаю, что могу поблагодарить внутреннюю геометрию токарного станка за компенсацию большого износа, это также дает мне надежду, что токарный станок будет работать хорошо после завершения.
Статус прямо сейчас.
Кровать готова, можно еще немного доработать поверхность плоских направляющих, пока я работаю над кареткой и поперечиной.
Сейчас я работаю над перекладиной. Верхняя поверхность была неправильной формы, как вокруг Т-образного паза, так и в другой загадочной форме… Толстая с левой стороны и т. д. Я думал, что она сначала погнулась, но нет. Толстый был. Нижняя сторона была на самом деле довольно в порядке, просто царапать прямо вниз. Итак, верх и низ в данный момент обработаны.
Борта наклонены в обе стороны на десятые доли миллиметра! Первую сторону я зачистил, около 0,2 мм вдоль (12 дюймов) и по высоте (1 ½ дюйма) также 0,2 мм. Я воспринял это как практику соскребания, но с другой стороны, я заставил мельницу «поговорить с ней» сегодня днем.
Каретка / седло, я сделал первоначальные замеры, и, несмотря на надлежащие признаки износа, основная геометрия не слишком далека от нормы, в пределах досягаемости. Я предполагаю, что с самого начала была нарушена геометрия, и износ неравномерный, и все же он выглядит нормально, в основном это касается соотношения между направляющими и поперечными направляющими. Следующим шагом здесь является просверливание и фрезерование соединений, каналов и масляных канавок, необходимых для установки одноразовой системы смазки и подгонки к ней поперечной направляющей.
Будучи любителем, я в основном публикую это здесь, чтобы поделиться вашими советами, которые мне пригодятся, и я очень ценю комментарии, вопросы и комментарии.
Что меня больше всего пугает сейчас после того, как я договорился о станине, так это задняя бабка, так как станина опустилась примерно на 0,06 мм, а после очистки скользящих поверхностей задней бабки она также опустится на несколько сотен мм. И вот к чему в основном мои мысли. .. Как исправить высоту задней бабки. Одним из очевидных решений является, конечно, вытягивание головы приклада, но я бы не хотел этого делать. Я вижу, что многие повторно растачивают ствол, но сам ствол и его запирание выглядят довольно хорошо, так что это, кажется, исправление того, что не сломано … Оставляя мне какой-то способ поджать ножку задней бабки. Может быть, отшлифовать его и установить «подступенки», в основном как туркирование, но с более толстыми блоками CI. Я не знаю… Что вы скажете, ребята?
.. Как исправить высоту задней бабки. Одним из очевидных решений является, конечно, вытягивание головы приклада, но я бы не хотел этого делать. Я вижу, что многие повторно растачивают ствол, но сам ствол и его запирание выглядят довольно хорошо, так что это, кажется, исправление того, что не сломано … Оставляя мне какой-то способ поджать ножку задней бабки. Может быть, отшлифовать его и установить «подступенки», в основном как туркирование, но с более толстыми блоками CI. Я не знаю… Что вы скажете, ребята?
На фотографиях показан токарный станок, общий вид станины в том виде, в каком она есть, и ровность вдоль задней плоскости (проезжей части).
Последнее редактирование:
Лесоруб
Горячекатаный
#2
Хм, думаю, на этот раз я получил правильные фотографии…
На этих фотографиях должно быть видно, что задняя плоская направляющая (каретка) находится на одном уровне/поперек.
Обратите внимание, что я не обнулил сам уровень ни в каком положении, так что это просто относительно другого положения измерения, 4 более 1,2 метра / 60 дюймов
Лесоруб
Горячекатаный
#3
Этот столб теперь должен показывать уровень проезжей части / поворот поперек, что означает, что задняя плоская часть вперед перевернута V.
Шнурки Тайрона
Алмаз
#4
Я бы переделал основание задней бабки и установил стальные подступенки.
С уважением Тайрон.
Лесоруб
Горячекатаный
#5
Вот еще несколько фотографий на перекладине посредине.
Два грубых с самого начала после двух грубых проходов, чтобы разбить поверхность, а затем стороны, один зачистил перп до дна и параллельно скользящему ласточкиному хвосту (слева), а правый был слишком далеко, поэтому фрезерован это вниз. У меня был хороший день на мельнице, и я получил очень хорошую параллель при первой настройке и запуске, поэтому я пока оставляю все как есть, чтобы позже нанести наплавку.
Лесоруб
Горячекатаный
#6
Решил поделиться некоторыми достижениями на токарном станке.
В последний раз я работал над поперечным суппортом, и нужно было удалить довольно много материала, как изношенного, так и из-за того, что он не был «все квадратным и плоским» с самого начала, конечно, рабочие поверхности должны были быть в порядке, но стороны и верхняя плоскость за пределами территории комплекса было. . допускалось слабо..
. допускалось слабо..
Как бы то ни было, это было хорошей практикой очистки перед отделкой поверхностей скольжения.
На рисунках показаны различные этапы установки седла, выравнивания крестовины, разборки фартука, очистки и установки новых подшипников.
Компенсация износа и царапания станины была произведена путем повторного поднятия фартука путем фрезерования нижней стороны седла. Это была деликатная операция, так как нужно было удалить 0,25 мм. Это стало возможным из-за того, что передаточная шестерня холостого хода в фартуке, приводящая в движение ходовой винт с поперечным суппортом, значительно смещена в сторону, поэтому изменение вертикального расстояния влияет на фактическое расстояние между шестернями лишь на долю. Это и, скорее всего, «здоровая игра» с самого начала сделали это возможным.
Особое внимание было уделено обеспечению правильного контакта между фартуком и кареткой, чтобы не деформировать направляющие каретки при затяжке болтов фартука.
Наконец, поперечная балка была оснащена конической стрелой, и накопленный боковой зазор из-за износа и истирания составил прибл. 0,5 мм и был обработан эпоксидной смолой с приклеенной прокладкой из нержавеющей стали. Стрела была зачищена плоской для скольжения со стороны каретки и, в основном, плоской со стороны статики по направлению к полосе, что обеспечило равномерное контактное давление при регулировке стрелы в будущем на предмет износа.
0,5 мм и был обработан эпоксидной смолой с приклеенной прокладкой из нержавеющей стали. Стрела была зачищена плоской для скольжения со стороны каретки и, в основном, плоской со стороны статики по направлению к полосе, что обеспечило равномерное контактное давление при регулировке стрелы в будущем на предмет износа.
Смазочная система успешно установлена и введена в эксплуатацию. Передний V-образный профиль смазывается с обеих сторон на обоих концах, поэтому V-образный профиль получает масло в четырех отдельных местах в отдельных Z-образных схемах.
Задняя плоская направляющая имеет по одному Z-образному рисунку с каждой стороны с индивидуальной подачей.
Поперечные направляющие подаются снизу, а существующая S-образная масляная канавка в днище поперечной направляющей постоянно жестко соединена с помощью поперечной канавки на противоположной поверхности каретки. Система
была куплена за границей, и я немного нервничал, сработает ли она, но пока я приятно удивлен. Распределение равномерное и своевременное. Единственным недостатком было бы то, что громкость на большой стороне, однако можно немного осторожно потянуть за рычаг.
Единственным недостатком было бы то, что громкость на большой стороне, однако можно немного осторожно потянуть за рычаг.
Подгонка системы смазки, а также компоновка и прокладка деталей и трубопроводов были на самом деле главной задачей. Это также включало сверление нескольких отверстий и закупорку, направляющую масло туда, куда оно должно идти. Маслопровод, который находится «в воздухе», будет закрыт крышкой при окончательной установке, когда все будет покрашено. Торговля в этом положении, конечно, связана с вмешательством задней бабки, однако вылет задней бабки довольно адекватен, поэтому я пришел к выводу, что это был наименьший компромиссный компромисс. На разных токарных станках все может быть по-разному.
Это далеко не полный отчет о проекте, пожалуйста, не стесняйтесь задавать вопросы или комментировать, все и любой вклад приветствуется, и, поскольку это мой первый проект, я получил большую помощь и советы от нескольких на этом пути.
Далее не будет капитальный ремонт коробки передач, в основном чистка и замена всех подшипников и сальника. Реально больше всего добрался до плоской прокладки, с обратной стороны течет масло потихоньку.
Реально больше всего добрался до плоской прокладки, с обратной стороны течет масло потихоньку.
Затем бабка и немного краски! Ах да, соединение тоже…
Лесоруб
Горячекатаный
#7
В основном фотографии системы смазки
Лесоруб
Горячекатаный
#8
В основном это и то…
Ричард Кинг
Алмаз
#9
Красиво! Скрапинг замечательный! Я так горжусь тем, что учащиеся так хорошо справляются со своими обязанностями и выполняют то, о чем я их прошу. «Передай дальше» 🙂 Это также показывает скептикам, что я помогаю индустрии. Мы также должны поблагодарить Практического Машиниста за предоставленную нам возможность поделиться.
Я бы сделал смазку немного по-другому, но если ты доволен, это все, что сейчас имеет значение. . Я бы провел одну трубку под седлом или внутри середины, где проходит гайка поперечной подачи. Другие машины делают это, если есть место. Если вы оставите это так (каламбур не предназначен), то лучше сделайте остановку TS, чтобы не попасть в трубу. Также вы должны сделать крышку для других труб, так как горячая стружка может когда-нибудь разрушить медные трубы.
Вы установили дозирующие форсунки в систему смазки или это прямая подача? Их еще называют измерительными приборами. Таким образом, они дозируют небольшое количество масла за раз, пока насос медленно выгружает масло. Вы проверяли прямоугольность поперечного салазка относительно спальных мест? Также помните, что сторона передней бабки (слева) на седле должна быть выше на 0,001 дюйма или 0,0254 мм, чем сторона задней бабки (справа), потому что левая сторона изнашивается быстрее, чем правая, потому что грязь ложится на левую сторону.
За небольшое использование, которое вы ему даете, плюс вы будете чистить пути, я уверен, что вы никогда не увидите износа. Эмпирическое правило заключается в том, что вы указываете или оставляете поверхности для катания немного выше, чтобы по мере износа они становились лучше, а не хуже. Как дела с дворниками? За многие годы работы и преподавания я советую своим ученикам использовать эпоксидный линолеум Phenolic в 1/2
задней бабки путем фрезерования зазора, чтобы вы установили минимум 0,040 дюйма или 1,016 мм или вставили вставку под хвост. -шток, как предложил Тайрон. Я никогда не расточил TS, чтобы выровнять его после очистки, я бы расточил или отточил отверстие TS и хромированную пластину или сделал новую (купил) новую иглу. Я также расточил и Mogiced отверстие на нескольких Monarch EE. Обязательно измерьте боковые и верхние стороны TS так, чтобы он был направлен вверх и к вам, чтобы компенсировать гравитацию и оттолкнуть. Минимум 0,0002″ — 0,005 мм до макс. .0005″ — 0,0127 мм. Обязательно добавьте масляные канавки под TS и сделайте войлочную прокладку, чтобы вставить в углубление нижней части TS 1/2 и масленку, если ее еще нет. Спасибо за посещение класс и поделиться тем, что вы узнали и что вы сделали сами (думая самостоятельно) 🙂 Rich
Обязательно добавьте масляные канавки под TS и сделайте войлочную прокладку, чтобы вставить в углубление нижней части TS 1/2 и масленку, если ее еще нет. Спасибо за посещение класс и поделиться тем, что вы узнали и что вы сделали сами (думая самостоятельно) 🙂 Rich
PS: Вы можете закрепить плоский груз на передней части задней части седла, чтобы уравновесить насос, если он весит больше нескольких фунтов. Лучше перестраховаться, чем потом сожалеть.
Шнурки Тайрона
Алмаз
#10
Вижу, у вас ошибка очистки. Это напоминает мне магазин, в котором я работал. Все виды необычных поверхностей были покрыты перьями или в виде полумесяца. Даже горки на скамье тиски. Псих. «Butterworth British Automatic Machine Tools» — они сделали хороший токарный автомат с кулачковым приводом. Давно прошли.
Даже горки на скамье тиски. Псих. «Butterworth British Automatic Machine Tools» — они сделали хороший токарный автомат с кулачковым приводом. Давно прошли.
С уважением Тайрон.
Лесоруб
Горячекатаный
#11
Спасибо, Ричард, за быстрый и внимательный ответ, я постараюсь дополнить его.
Это действительно хорошая работа, и я думаю, что все идет хорошо, наверняка это будет намного лучше, чем с самого начала. Большое спасибо за то, что я начал с уроков в правильном направлении, и, конечно же, я получил много хороших советов по пути, некоторые из них здесь, многие от нашего местного Яна Сверре и других в нашем местном «сообществе парсинга», этому трудно научиться. самостоятельно.
самостоятельно.
Система смазки да, я очень доволен тем, что она работает! Ха-ха, трассировка была громоздкой, я пытался найти внутреннюю трассу вдоль винта поперечной подачи, но нет… И лезть под кровать было небезопасно, на случай, если она зацепится за что-то вне поля зрения. Но да, ТС — стоп, я добавлю резиновый буфер!
Система смазки имеет дозаторы, по одному для каждой отдельной подачи, за исключением переднего V-образного канала, где один дозатор обслуживает обе стороны V-образного канала, однако, учитывая смазываемые области, это достаточно хорошо.
Выравнивание
Я протестировал и измерил вперед и назад, но да, прямоугольность пересекается с направляющими станины, а также относительно шпинделя в горизонтальной плоскости и относительно плоскости шпинделя. Сделал некоторые из этих двойных и перекрестных проверок, чтобы убедиться, что я получил такие же / похожие результаты.
Средства защиты от износа
Как вы упомянули, я оставил 0,01 мм на плоской поверхности левой стороны седла, а также 0,01 мм на поперечной направляющей.
Также я пытался сделать так, чтобы скользящие поверхности располагались «посередине», чтобы предотвратить раскачивание. Это касается и кроватей седла.
Войлочные гадюки в седле подпружинены войлочными змеями толщиной ¼ дюйма. Я получил новый войлок для установки в них и сделал дополнительные запасные части, чтобы их можно было заменить.
На ТС нет вайперов из оригинала но планирую хоть что то туда поставить.
Что касается задней бабки в целом, то ствол и его запорный механизм кажутся в порядке, однако снизу имеется некоторый износ.
Я еще не решил, по какому маршруту идти, но я не могу ничего (легко) сделать посередине/разделить его, так как направляющая секция сужается в вертикальном направлении, что означает, что если я проложу ее там, я потеряю направляющую или я должен проложить это слишком.
Итак, сейчас он склоняется к предложению Тайрона (!) или просто поднимите переднюю бабку и соскребите ее прямо вниз. Я еще не поднимал его, но, судя по тому, что я видел, он должен сидеть на плоской поверхности, так что на самом деле в основном просто царапать его прямо вниз. Ого, нельзя чинить то, что не сломано…
Ого, нельзя чинить то, что не сломано…
(я рассматривал возможность химического покрытия Ni/PTFE, однако я не нашел никаких предыдущих ссылок на то, что это используется в этом приложении, и это немного похоже на добавление переменных к проблеме с известными решениями) , хотя приложение под ТС вроде бы подходит под него по характеристикам. )
Еще несколько фото
Седло поперечное скольжение перед, глубокий износ посередине. Оставив этот один плоским, вы можете увидеть рисунок масляной канавки с поперечного слайда, использованного для окончательной печати. Попеременно использовал кросслайд и SE во время царапания, после этого я немного разгрузил центральную часть кросслайда.
На Indicatorpics левая сторона выше.
И, наконец, окончательный синий цвет нижней части седла к дорожкам кровати.
Извините, если я путаю с седлом/повозкой…
Лесоруб
Горячекатаный
#12
Приспособление для износа слева и справа
Лесоруб
Горячекатаный
№13
Тайрон Шнурки сказал:
Я вижу, у вас есть ошибка соскребания. Это напоминает мне магазин, в котором я работал. Все виды необычных поверхностей были покрыты перьями или в виде полумесяца. Даже горки на скамье тиски. Псих. «Butterworth British Automatic Machine Tools» — они сделали хороший токарный автомат с кулачковым приводом.
Давно прошли.
С уважением Тайрон.
Нажмите, чтобы развернуть…
Ааа, это меня немного расстроило. Я также заметил вторичное состояние после проявления склонности к накоплению камней, предпочтительно винтажного гранита…
Ричард Кинг
Алмаз
№14
Соскоб выглядит как спецификация Jig Bore. Также Ян был моим первым европейским учеником, когда он посетил свой первый класс в 2013 году в Грузии, и именно он пригласил меня в Норвегию, Швецию и Данию в течение следующих 5 лет.
шарик
Титан
№15
Дровосек сказал:
Я еще не решил, по какому маршруту идти, но я не могу ничего (легко) сделать посередине/разделить его, так как направляющая секция сужается в вертикальном направлении, что означает, что если я проложу ее там, я потеряю направляющую или я должен проложить это слишком.
Итак, сейчас он склоняется к предложению Тайрона (!) или просто поднимите переднюю бабку и соскребите ее прямо вниз. Я еще не поднимал его, но, судя по тому, что я видел, он должен сидеть на плоской поверхности, так что на самом деле в основном просто царапать его прямо вниз.Нажмите, чтобы развернуть…
Недавно мне пришлось выровнять переднюю бабку (HS) и заднюю бабку (TS) моего цилиндрического шлифовального станка. Если возможно, вы хотите соскоблить на TS, потому что он намного легче, следовательно, его легче чистить, поднимать, очищать, чистить, поднимать, голубить, поднимать,. .. По сравнению с ним HS намного тяжелее, и поэтому он замедляет процесс.
.. По сравнению с ним HS намного тяжелее, и поэтому он замедляет процесс.
Вы проверили выравнивание шпинделя HS относительно станины? Если это хорошо, то было бы разумнее найти способ шиммировать TS. С другой стороны, если выравнивание шпинделя HS относительно станины отключено, то вы можете с тем же успехом отшлифовать/зачистить HS, чтобы выровнять шпиндель с станиной. В этом процессе убедитесь, что HS немного ниже, чем TS. Затем вы можете очистить TS, чтобы он соответствовал HS.
Последнее редактирование:
Ричард Кинг
Алмаз
№16
Если вы посмотрите в Интернете PDF-файл книги Testing Machine Tools, написанной Джорджем Шлешингером. У него есть спецификации на токарные станки и другие станки. Раньше у меня была ссылка, но она перестала работать. На Scibd.com есть копия. Отдают на 30 дней. Я пожертвовал уже 2 раза, этого пока достаточно. Баллен прав. Перед тестированием HS необходимо убедиться, что станина и седло квадратные (не квадратные, а вогнутые). Все еще супер приятная работа. Спасибо. Богатый
PS: Баллен будет посещать один из австрийских классов. 🙂 Я подумал, что мы должны как-нибудь снова провести еще одно занятие в Скандинавии. Я тоже надеюсь когда-нибудь побывать там туристом. 🙂
Лесоруб
Горячекатаный
# 17
Спасибо за ваш вклад и поддержку!
Книга Шлейзингера лежит у меня на хранении, также распечатана настольная копия для изучения.
На данный момент измерения показывают, что все работы до сих пор находятся в пределах допусков, включая привязку шпинделя HS к станине (горизонтальная/вертикальная) и поперечный ход (только подбарабанья) и т. д. Однако, прежде чем констатировать это как неопровержимый факт, я хочу подтвердить это испытанием. — резка (например, тест с двумя шейками), а также тест на рабочую нагрузку, чтобы убедиться, что он стабилен и не смещается неожиданно при различной нагрузке.
На данный момент эти указания действительно поддерживают путь отказа от переработки ГС.
В ближайшее время я снова буду разбирать ТС и выложу несколько фотографий с первоначальными выводами и мыслями по этому поводу.
Шнурки Тайрона
Алмаз
# 18
Дровосек сказал:
Спасибо за ваш вклад и поддержку!
Книга Шлейзингера лежит у меня на хранении, также распечатана настольная копия для изучения.
На данный момент измерения показывают, что все работы до сих пор находятся в пределах допусков, включая привязку шпинделя HS к станине (горизонтальная/вертикальная) и поперечный ход (только подбарабанья) и т. д. Однако, прежде чем констатировать это как неопровержимый факт, я хочу подтвердить это испытанием. — резка (например, тест с двумя шейками), а также тест на рабочую нагрузку, чтобы убедиться, что он стабилен и не смещается неожиданно при различной нагрузке.
На данный момент эти указания действительно поддерживают путь отказа от переработки ГС.В ближайшее время я снова буду разбирать ТС и выложу несколько фотографий с первоначальными выводами и мыслями по этому поводу.
Нажмите, чтобы развернуть…

В книге Шлезингера вы не найдете «теста с двумя воротничками». Просто говорю.
С уважением Тайрон.
Лесоруб
Горячекатаный
# 19
Готово!
Привет всем,
Краткое обновление этого проекта. Сразу хочу поделиться, что дело подошло к концу и машина снова готова к эксплуатации. На самом деле я уже использовал его несколько раз, может быть, 50-60 часов, и это такая полная разница с тем, что было раньше.
Отрезка, которая была сложной задачей (карбид 3 мм / 1/8″), теперь похожа на то, как воткнуть нож в теплое масло. ..
..
Спасибо всем, кто внес активный вклад, а также всем, кто уже работал раньше и делился знаниями и вдохновением.
В качестве примечания я должен упомянуть по крайней мере некоторые части «истории о хвостовой бабке», так как это в значительной степени то, с чего я ушел в прошлый раз.
Нижняя часть кровати, конечно, потерта, не беспокойтесь. Однако верхняя поверхность нижней части была наклонена почти на 1 мм вниз по направлению к передней стороне станка. И отверстие ствола задней бабки было изношено, хотя сам ствол был хорош.
Решение этой проблемы:
Нижняя часть, я вырезал одну сторону внутренней V-образной направляющей, тем самым опустив ее, чтобы исправить наклон верхней поверхности.
Распределив все фрезерование на одной поверхности, я сохранил другую в «почти чистой форме», используя их в качестве ориентира для совмещения во время шабрения, хотя на самом деле шабрение было в основном ступенчатым шабрением вбок.
Затем я подкрасил стык между нижней и верхней частью. Думаю, нижняя половина была отшлифована, а часть соскоблена. На самом деле не было никаких проблем, так что на самом деле в основном просто чистили, забивали камнями и указывали на некоторые высокие места.
Думаю, нижняя половина была отшлифована, а часть соскоблена. На самом деле не было никаких проблем, так что на самом деле в основном просто чистили, забивали камнями и указывали на некоторые высокие места.
Чтобы решить проблему с отверстием, я расточил его до большего размера и залил / впрыснул эпоксидную смолу для направляющих на стальной сердечник, сделанный до конечного размера -0,01, и тщательно отшлифовал его до плотного прилегания.
CBlair
Алмаз
#20
Это была большая работа, и я так рад, что вы поделились с нами тем, что вы сделали. Похоже, вы действительно довольны результатами, и это делает все усилия такими полезными. Я должен сказать, что единственное, с чем я никогда не мог справиться с оборудованием Stanko, с которым я работал, это шум шестерен. Боже, эти вещи были громкими, надеюсь, твой токарный станок немного лучше, чем те, что я помню.
Я должен сказать, что единственное, с чем я никогда не мог справиться с оборудованием Stanko, с которым я работал, это шум шестерен. Боже, эти вещи были громкими, надеюсь, твой токарный станок немного лучше, чем те, что я помню.
Все редукторные машины шумят, но даже плоскошлифовальный станок Stanko чертовски шумит. Конечно, это был гидронасос, визжащий, как души в муках. Ха Ха.
Чарльз
Церковное здание со сводом | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Автокад
испанский
Социально-бытовые здания
Узнайте, как скачать этот материал
Подпишитесь, чтобы получать информацию о новых материалах:
t. me/alldrawings
me/alldrawings
vk.com/alldrawings
Описание
Детали — Спецификация — Размеры.
Содержание проекта
12734.zip [ 1 МБ ] |
ELEVACIONES Y DETALLES IGLESIA. [ 1 МБ ] |
 dwg
dwgАналогичные материалы
Арочный свод
Детали металлических дверей. дверь хранилища
дверь хранилища
Церковь Козьмы и Дамиана с Примостией. Проект восстановления церкви (EP)
Проект церкви для приходской церкви Св. Фомы
3D проект церкви по образцу арианской боливарской церкви
Утепление фасадов церковного здания
Здание церкви, Венесуэла — структурные чертежи
Здание церковного прихода
Бесплатная загрузка на сегодня
Обновление через: 2 часа 14 минут
Электропечь формат чертежа а0
Генеральный план ЗАО «РемДизель»
Группа людей сидит на берегу.
Детский центр
Прочие материалы
Разрез дома
Дверь с 32 досками
Жилищный фонд
Модели — мужчины в брючных костюмах
Если глубина (это [. чем значение шага, […] Gawain максимально увеличит глубину и сделает новый проход в этом месте, пока не будут достигнуты все глубины для цикла черновой обработки. galaad.net galaad.net | Falls eine T iefe (be im Drehen is t d i es der Durchmesser) gr e r al s умереть Тифе […] des Absatzes ist, wird Gawain diese Tiefe maximieren […] und danach eine Fahrt an diesen Ort durchfhren, bis alle Tiefen der Vorfrsbearbeitung erreicht sind. galaad.net galaad.net |
Новый токарно-фрезерный центр на заводе в Рингсхайме с фрезерными станками с ЧПУ (5-осевые фрезерные станки с максимальным ходом 5750 x 1750 x 400 мм и 3-осевые фрезерные станки с […] максимальный ход 6000 x […] клиентов почти […] неограниченные возможности для желаемых готовых деталей. simona-de.com simona-de.com | Das neue Frs- und Drehzentrum im Werk Ringsheim mit CNC-Frsmaschinen (5-Achs-Frsmaschinen mit maximalen Verfahrwegen von 5750 x 1750 x 400 мм и […] 3-Achs-Frsmaschinen mit [. zu s […] мм) и Profilierungsmaschinen […] stellt den Kunden eine nahezu optimale Verfgbarkeit der gewnschten Fertigteile sicher. simona-de.com simona-de.com |
Штат сотрудников составляет более или менее 30 человек, компания оснащена самыми современными станками (многозадачные станки, вертикальные и горизонтальные токарные станки, а также вертикальные и горизонтальные паллетные обрабатывающие центры) с максимальным числом шпинделей […] скорость вращения до 20.000 оборотов, ход оси […] 4 длина rompani. rompani.it | Das Unternehmen, mit ungefhr 30 Mitarbeitern, ist mit den modernsten Werkzeugmaschinen (Multi-Funktions-Maschinen, Vertikal- und Horizontal-Drehmaschinen, Palettierten Vertikal- und Horizontal-Bearbeitungszentren) ausgestattet, die von einer Max. […] Spindelumdrehungsgeschwindigkeit bis zu 20.000 […] x 1500 фон Ln ge geprgt sind . rompani.it rompani.it |
Запустите вращение рабочего стола с помощью переключателя (21) и установите токарный инструмент на […] в разделе 6. голод-машинен.де голод-машинен.де | Arbeitstisch am Schalter (21) einschalten und Drehmeiel auf den gewnschten […] голод-машинен.де голод-машинен.де |
Используйте регулировочный винт (44), чтобы установить T H E Диаметр поворота F I F I F I F I r Digitally). 46). голод-машинен.де голод-машинен.де | An der Stellschraube (44) de n Drehdurchmesser z unchst nach de r Einstellskala ( 43) grob und eintelli ge mit 4 Digitalannze der Digitalannze mit 43 голод-машинен. голод-машинен.де |
С длиной обточки […] замечательно […] расширяет границы этой успешной серии токарно-фрезерных станков DMG. dmgbenelux.com dmgbenelux.com | M it Дрельнген von 4 .150 mm beziehungsweise 6.150 mm und einem ma ximal en Drehdurchmesser bi s 1.0 70 mm arrondieren […] Diese Beiden […] Innovationen die bereits erfolgreiche Baureihe der Dreh-Frszentren von DMG nach oben. dmgbenelux.com dmgbenelux. |
Стандартная программа включает сверло […] mas-tools.de mas-tools.de | Das Standardprogramm umfasst […] mas-tools.de mas-tools.de |
Т ч e диаметр токарной обработки i s 2 50 мм, рабочая длина токарной обработки 500 мм, шпиндель […] сквозной диаметр 42 мм, 12 позиций с приводными инструментами. металл-пезель.час металл-пезель.час | Drechselndurchmesser 250 m m, Drechselnlnge 5 00 mm , Durchmesser des Durchgangs [. durch die Spindel 42 mm, 12 Stationen mit Werkzeugbetrieb. метал-пезел.гр. метал-пезел.гр.
|
Токарный станок с ЧПУ wi t h диаметр токарной обработки o f u p до. simona-de.com simona-de.com | ЧПУ-Drehmasc hi nen m it maximalem Dr ehdurchmesser b […] на 1200 мм. simona-de.com simona-de.com |
2008 г. приобретение […] presstec-pressentuning.de presstec-pressentuning.de | 2008 Anschaffung ei ne r weiteren 1 0 Meter Dreh ba nk, Drehdurchmesser 1,6 M eter mit [. angetriebenen Werkzeugen presstec-pressentuning.de presstec-pressentuning.de |
При сбросе t ч e turning diameter t h e diameter f i ne adjustment should be in centre […] позиция. wagner-werkzeug.de wagner-werkzeug.de | Be i der Neueinrichtung ein es Drehdurchmesse rs ist die Durchmesser- Fei neins te llung […] в Mittelstellung zu Bringen. wagner-werkzeug.de wagner-werkzeug.de |
WI TH A Диаметр поворота O F U Por 10413 F. glaesener-schmidt.de glaesener-schmidt.de | M i t einem Drehdurchmesser vo n bis zu 1.600 mm bei 240 min-1 knnen dabei auch Bauteile gefertigt werden, die bisher nur von Schweren […] Karuselldrehmaschinen bewltigt werden konnten. glaesener-schmidt.de glaesener-schmidt.de |
CNC Monforts RNC 300AC револьверный токарный автомат dev ic и . Turning diameter 2 5 0 m m , turning l e ng th 500 mm, spindle passing through diameter 42 мм, […] 12 станций с приводными инструментами. металл-пезель.час металл-пезель.час | ЧПУ Monforts RNC 300AC [. metal- pezelj.hr металл-pezelj.hr |
диаметр поворота o v er кровать ekw-machines.de ekw-machines.de | Drehdurchmesser b er B et t ekw-machines.de ekw-machines.de |
ЧПУ l at h e диаметр поворота 4 0 090 80414 длина 390 мм0002 ellegiweb.it ellegiweb.it | эйне н мерище [. ellegiweb.it ellegiweb.it |
три С С С диаметр поворота м a x 900 […] Приводные инструменты на 3200 точек ellegiweb.it ellegiweb.it | d re i C NC-Drehen ma x 9 00 mit 3 20 0 Punkte […] Abstand angetriebenen Werkzeugen ellegiweb.it ellegiweb.it |
Токарно-наплавочная модель 1А616, СВ-18-РА, […] | Drehen D rehmaschinen vom Ty pe 1A616, SV-18-RA, […] E-400 bis zu einem Drehdurchmesser von 400 mm und maximale Lnge von 1500 mm bandk.hu bandk.hu |
Размеры suc h a s диаметр поворота , w ei […] адаптироваться по желанию заказчика к элементам соответствующего […] сварочные элементы или к соответствующему случаю применения. haane.de haane.de | Die Dimen si onen wie z. B. Umlaufdurchmesser, G ewi cht и Au sstattung […] werden kundenspezifisch auf die Bauteile der jeweiligen […] Schweibauteile bzw. haane.de haane.de |
T h e диаметр поворота i s i увеличен до 690 мм за счет […] мостик кровати stuermer-machines.com stuermer-machines.com | d ur ch Herausnahme wi rd der Drehdurchmesser auf 6 90 мм erhht stuermer-machines.com stuermer-machines.com |
Гидростатическая система Loadsensing / телескопическая / регулировка наклона […] | Hydrostatisch, Load-Sensing-System / hhen- und neigungsverstellbar [. steyr-traktoren.com steyr-traktoren.com |
(1) только для держателя инструмента XZ, макс. нет м . диаметр обточки а р пр вол. 230 мм (2) ручной index-werke.de index-werke.de | (1) nur fr Werkzeugtrger XZ, макс. Нендредурхмессер ок. 230 мм (2) manuell index-werke.de index-werke.de |
на универсальных токарных станках с длиной обработки […] kovostanek.cz kovostanek.cz | Durch Universalbnke mit Drehlnge verarbeitenden [. kovostanek.cz kovostanek.cz |
Наш самый большой вертикальный токарный станок […] высота поворота 2450 мм. staalbouwboom.nl staalbouwboom.nl | Unsere grte […] максимальная e Drehhhe v на 2450 мм. staalbouwboom.nl staalbouwboom.nl |
Большой GE S T Диаметр поворота 1 2 50 , SLIDE VERTICLIS VERTICLOS VINS-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-V-v. | Der groess te Drehdurchmesser 12 5 0, Stoesselsenkrwchtbewegung 80 0 zts-vos.sk zts-vos.sk |
Диаметр поворота O V ER BED MM Schlitt-Werkzeuge.de Schlitt-Werke-Werke-Werke-Werke. | Werkstckdurchmesser b er Bet т м м schlitt-werkzeuge.de schlitt-werkzeuge.de |
Изготовим токарную до […] 4 […] длина поворота для вас. smb-pn.de smb-pn.de | Wir knnen fr Sie Dreharbeiten [. Drehlnge bewerkstelligen. smb-pn.de smb-pn.de |
5 posit io n : Диаметр поворота emc-machines.com emc-machines.com | 5 Posi tio n : Drehdurchmesser emc-machines.com emc-machines.com |
Этот риск можно свести к минимуму […] ветряные турбины преднамеренно [. подальше от миграционных путей птиц. il.ee il.ee | Dieser Risiko kann minimiert werden durch Andwendung […] Ветряная турбина […] weit entfernt von Migrationspfder der Vgel. il.ee il.ee |
Он обрабатывает 4 оси ЧПУ и […] 1000 мм. neuson-hydrotec.com neuson-hydrotec.com | Es arbeitet mit 4 NC-Achsen und maximalen [. neuson-hydrotec.com neuson-hydrotec.com |
 ..]
..]
 ..]
..] it
it
 де
де com
com ..]
..] ..]
..] Erainse As 240ATH.
Erainse As 240ATH.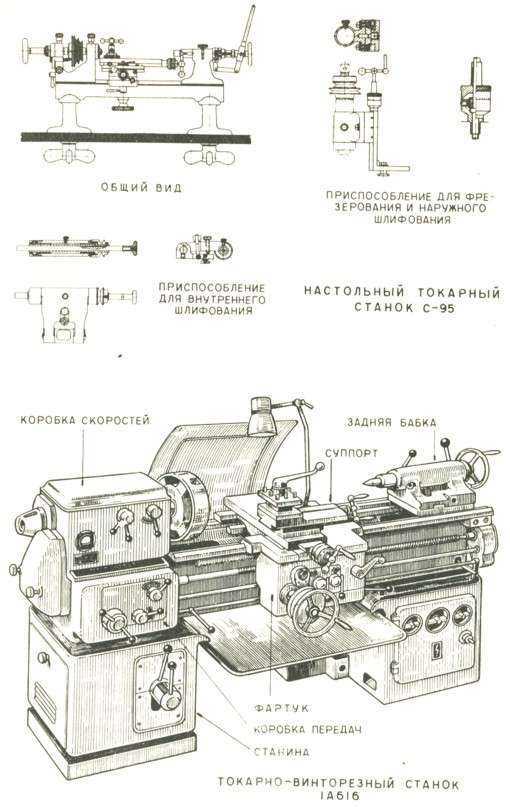 ..]
..] ..]
..]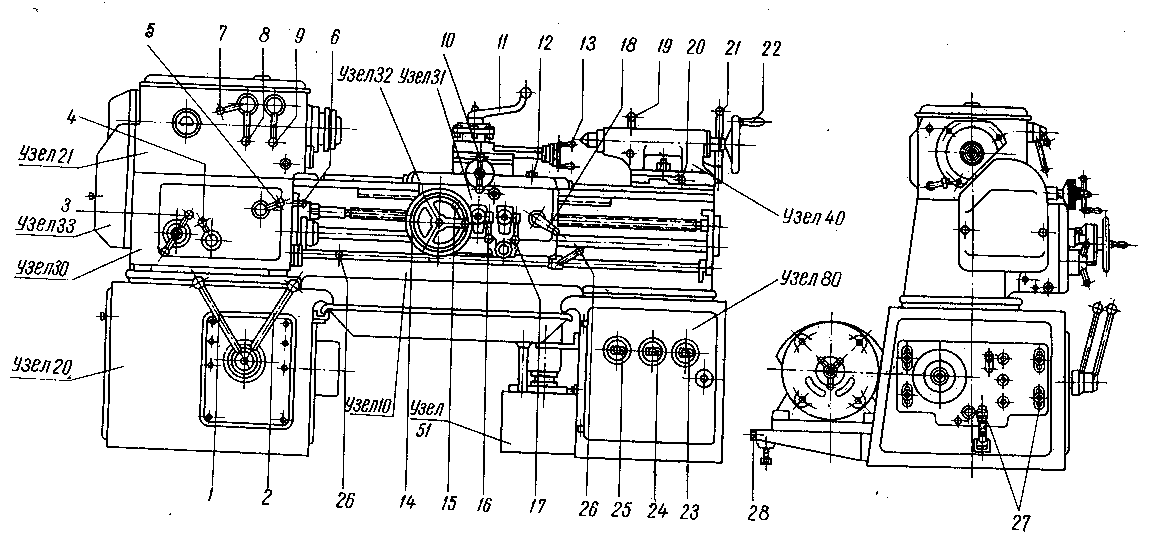
 auf den Einsatzfall angepasst.
auf den Einsatzfall angepasst. ..]
..] ..]
..]
 ..]
..] ..]
..]Текст 3 станка (1656)
До
металлу придается необходимая форма, он должен пройти ряд
процессов, таких как литье, прокатка, ковка, сварка, прошивка,
обрезки, прядения, гибки, волочения и т. д. Машины, которые работают на
поверхность металлической детали или снабдить ее канавками или отверстиями
или с резьбой, называются станками.
Наиболее распространенным станком, который можно найти почти в любой мастерской, является токарный станок,
при котором работа вращается вокруг своей оси во время работы режущего инструмента
в теме. Его основными частями являются: передняя бабка, которая обычно содержит
зубчатый механизм: патрон, в который зажимается заготовка; в
задняя бабка, которую можно перемещать вдоль станины для регулировки расстояния
между патроном и центром задней бабки; и карета
состоящий из суппорта и поперечного суппорта, на котором закреплена резцедержатель
с установленным инструментом. Скорость вращения токарного станка может быть
регулируется либо путем регулирования скорости двигателя, приводящего его в движение, либо
по редуктору. Автоматический револьверный токарный станок — это совершенство
обычный токарный станок. Его инструменты меняются автоматически. квалифицированный рабочий
при использовании токарного станка подключается токарь.
Другой
станки работают на плоских поверхностях, например, фрезерные станки,
а также строгально-фрезерные станки. На протяжном станке работает
протяжки, чтобы сделать некруглые отверстия. Круглые отверстия просверливаются
сверлильный станок или расточенный сверлильным станком или сверлильным станком. Механизм
станки для резки включают зубофрезерные станки, зубофрезерные станки,
зубодолбежные и зубошлифовальные станки. Резьбофрезерные станки есть
используется при производстве резьбы на валах и на других машинах
элементы; в то время как штамповочные машины производят штампы, которые используются
в процессе штамповки.
Все
в этих станках используются режущие инструменты, как правило, из быстрорежущей стали;
шлифовальные станки, с другой стороны, используют абразивы, такие как алмазы,
алмазная пыль, корунд, карбид кремния и др. Хонингование и притирка
машины также используют абразивы; они позволяют получить гладкую поверхность
менее 0,001 мм.
Наш
станкостроительные заводы выпускают токарные станки
тяжелого, среднего и легкого типов. Максимальный диаметр
заготовок, перевернутых над станиной, варьируется от 320
до 4000 мм.
Краткий
технические характеристики некоторых моделей токарных станков приведены ниже:
Обозначение модели
1А616
1K62
163
1А64
165
1660
1670
1680
Максимальный рабочий размер над станиной, мм
Расстояние
между центрами,
мм
шпиндель
диапазон скоростей,
р. п. м.
Масса
токарного станка, т (метрический)
320
710
33
к
2367
1.45
400
710
1000
1400
12,5
до
2000
2.1
2.3
2.4
630
1400
2800
10
к
1250
4
4.6
800
2800
7,5
к
750
11.8
1000
2800
5000
5
до
920
12,5
16. 0
1250
8000
3.15
к
200
55.4
1600
8000
2,5
к
160
126
2000
10000
от 2 до
128
137
перечисленные выше модели не включают в себя все разнообразие
типы и размеры токарных станков.
Так,
например, специальная модель Л-220
лабораторный токарный станок с высотой центра 350 мм и расстоянием
между
центры
1 500 мм могут быть успешно применены для
различные исследовательские работы, такие как изучение динамики
процесса резки или определения долговечности вольфрама
карбиды и другие режущие инструменты.
А
наиболее удобной и эффективной машиной является комбинация моделей
токарный станок для точения, фрезерования, сверления, шлифования, долбления,
и работы по заточке инструментов.
