Станок 1м63 технические характеристики: 1М63 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
1м63 технические характеристики | Станок токарный винторезный
Технические характеристики станка 1м63 позволяют вести токарную обработку чугунов и сталей, а так же цветных металлов на высоких скоростях, с применением резцов из быстрорежущией стали и твердых сплавов.
Наименование характеристики | Ед. измерения | Значение |
Обрабатываемые заготовки | ||
Наибольший диаметр устанавливаемой заготовки над станиной | мм | 700 |
Наибольший диаметр обрабатываемой заготовки |
|
|
над станиной | мм | 630 |
над суппортом | мм | 350 |
в люнете | мм | 20…350 |
Наибольшая длина обрабатываемой заготовки (в зависимости от РМЦ) | мм | 750; 1400; 1500; 2000; 2800; 3000; 4000; 5000; 8000; 10000 |
Наибольший вес изделия, обрабатываемого в центрах | кг | 2000 |
Высота резца, устанавливаемого в резцедержателе | мм | 32 |
Шпиндель | ||
Размер конца шпинделя передней бабки по DIN | 11М | |
Внутренний конус в шпинделе бабки шпиндельной (метрический) | 80 | |
Количество ступеней частот вращения шпинделя | 22 | |
Диаметр цилиндрического отверстия в шпинделе | мм | 65 |
Пределы частот вращения шпинделя | об/мин | 10—1250 |
Пределы рабочих подач |
|
|
продольных | мм/об | 0,064 — 1,025 |
поперечных | мм/об | 0,0256 — 0,378 |
Параметры нарезаемых резьб | ||
Пределы шагов нарезаемых резьб |
|
|
метрических | мм | 1—192 |
дюймовых | ниток/дюйм | 24—0,25 |
модульных | модуль | 0,5—48 |
питчевых | питчи | 96—1 |
Суппорт | ||
Пределы скоростей быстрых перемещений суппорта, не менее |
|
|
продольное | мм/мин | 5200 |
поперечное | мм/мин | 2000 |
Привод | ||
Наибольшее усилие резания, Px, допускаемое механизмом подач, при подачах |
| |
продольное | кН | 6,80 |
поперечное | кН | 3,7 |
Наибольший крутящий момент на шпинделе | кНм | 3 |
Мощность главного привода | кВт | 15 |
Габариты и масса | ||
Габаритные размеры (вместе с электрооборудованием) |
|
|
длина (в зависимости от РМЦ) | мм | 2950; 3550; 3700; 4200; 4950; 5250; 6230; 7250; 10300; 12470 |
ширина | мм | 1690 |
высота | мм | 1420 |
Масса | кг | 4200; 4600; 4840; 5100; 5560; 5750; 6530;9000; 11800; 13200 |
Токарно-винторезный станок модели 1м63 (стр.
 1 из 5)
1 из 5)
Технические характеристики токарно-винторезного станка
Первые станки были созданы специалистами Рязанского завода. Своими техническими характеристиками станок получил популярность и его начали использовать многие предприятия.
Высота центров станка 1М63 составляет тридцать один с половиной сантиметров. Работать на нём можно с деталями длиной до сто сорока сантиметров. Шпиндель вращается от 10 до 1250 оборотов в минуту на прямом ходе, а на обратном до 1800 оборотов в минуту.
В станке имеется сквозное отверстие диаметр, которого составляет семь сантиметров. В резцовую головку можно поместить четыре токарных инструмента за один раз.
Токарно-винторезный станок модели 1м63 (стр. 1 из 5)
1. Назначение и устройство токарно-винторезного станка 1м63
Данный токарно-винторезный станок нормальной точности 1м63 (н) предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Техническая характеристика 1М63
| Наибольший диаметр детали устанавливаемой над станиной, мм | 630 | |
| Расстояние между центрами, мм | 1400 | |
| Диаметр отверстия шпинделя, мм | 70 | |
| Число значений частот вращения шпинделя | 22 | |
| Частота вращения шпинделя, мин-1 | 10÷1250 | |
| Подачи на один оборот шпинделя, мм | продольные поперечные | 0.064÷1.025 0.0256÷0.378 |
| Шаг нарезаемой резьбы: | метрической, мм дюймовой (число ниток на 1»)модульной, модульпитчевых, питч питчевой, питч | 1÷192 24÷ 0,5÷48 96÷1 |
| Мощность электродвигателя, кВ | 13 | |
2. Устройство и работа основных узлов станка
Устройство и работа основных узлов станка
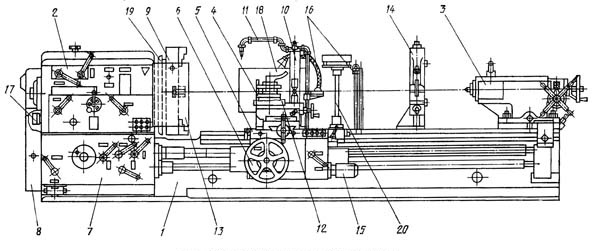
Рисунок 1 (Токарно-винторезный станок мод. 1М63)
Станок состоит из следующих основных узлов (рис. 1):
Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14.
Станина. Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская.
Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости.
В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода.
Передняя бабка. Передняя бабка (рис2) установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами.
Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами.
Рисунок 2(развертка коробки скоростей)
Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой.
Задняя бабка.
Задняя бабка перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике. Перемещение пиноли производится маховичком.
Перемещение пиноли производится маховичком.
Суппорт.
Суппорт (рис3) крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой.
Фартук.
Фартук (рис4) закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче.
Коробка подач.
Коробка подач (рис5) имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой.
Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой.
Сменные зубчатые колеса.
Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными.
Люнеты.
Для обработки нежестких деталей диаметром от 20 до 150 мм станок оснащен подвижным и неподвижным люнетами. Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условия работы.
Охлаждение.
От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц.
Очистку корыт и бака необходимо производить не реже одного раза в месяц.
Рисунок 3 (суппорт)
Рисунок 4(фартук)
Рисунок 5(коробка подач)
Особенности конструкции
Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
3. Анализ характеристик обрабатываемых деталей
Параметры заготовок должны быть следующими: наибольший рекомендуемый диаметр обработки составляет 340 мм; рекомендуемая наибольшая длина заготовки не должна превышать 1400 мм.
Рекомендуемые режимы резания для обработки различных материалов приведены в таблице 1.
Таблица 1.
| Обрабатываемый материал | Материал рабочей части режущего инструмента | Параметр шероховатости поверхности, мкм | Подача, мм/об | Скорость резания, м/мин | |
| Стали | σв < 650 МПа | Т5К10, ВК4, Т15К6 | 2,5 – 1,25 | 0,10–0,35 | 125–150 |
| σв = 650 – 800 МПа | 75–100 | ||||
| σв > 800 МПа | 70–95 | ||||
| Чугуны | НВ 149 – 163 | ВК6, ВК8 | 6,2 – 2,5 | 85–110 | |
| НВ 156 – 229 | 65–85 | ||||
| НВ 170 – 241 | 55–70 | ||||
| Алюминиевые сплавы и баббит | ВК3, ВК4 | 1,25 – 0,63 | 0,07–0,16 | 140–280 | |
| Бронза и латунь | 0,07–0,14 | 90–250 | |||
| Титановые сплавы | ВК4 | 2,5 – 1,25 | 0,12–0,30 | 65–85 | |
Заготовки закрепляют в трехкулачковом патроне, поэтому установочными базами служат торец детали (лишает 2-х степеней свободы) и цилиндрическая поверхность (лишает 3-х степеней свободы), а также силовое замыкание (усилие зажима кулачков), которое лишает 1 – ой степени свободы.
Для обработки заготовок на станке применяются различные виды инструментов: резцы (проходные, подрезные, отрезные), сверла, зенкеры, фрезы и др.
Материалы режущей части также различны и зависят от обрабатываемого материала. Рекомендуемые марки твердого сплава при различных видах обработки приведены в таблице 2.
Твердые сплавы в виде пластин соединяют с державкой резца с помощью пайки или специальных высокотемпературных клеев.
Многогранные твердосплавные пластины закрепляют прихватами, винтами, клиньями и т.д.
Таблица 2.
| Виды и характер обработки | Марка твердого сплава при обработке | |||||||||
| Углеродистой и легированной стали | Труднообрабатыва-емых материалов | Коррозионностойкой стали | Закаленной стали | Титана и его сплавов | Чугуна | Цветных металлов и их сплавов | Неметаллических материалов | |||
| В40 | В00–00 | |||||||||
| Получистовое и чистовое точение | Т15К614К8 | К4 К8 К8В | К4 К8 | 5К10 К4 К8 | К4 | К4 К6 К8 | К6М | ВК3 ВК3М ВК4 | ||
| Отрезка и прорезка канавок | Т15К6 Т14К8 Т5К10 | К6М К4 | К6М К4 К3М | К4 К8 | К6М К3 | |||||
| Нарезание резьбы | 30К4 Т15К6 | 30К4 15К6 14К8 | К6М К3М | К6М К4 К3М | К3 К3М К4 | К6М К3 К3М | К3 К3М | К6М К4 ВК3М | ||
Металлорежущие инструменты изнашиваются по передней и задней поверхности. На размерный износ влияют материал режущей части инструмента, конструкция, геометрия и состояние лезвия, режимы обработки, жесткость системы и многие другие факторы. Значения относительного износа резцов при чистовом точении указаны в таблице 3.
На размерный износ влияют материал режущей части инструмента, конструкция, геометрия и состояние лезвия, режимы обработки, жесткость системы и многие другие факторы. Значения относительного износа резцов при чистовом точении указаны в таблице 3.
Область применения
1М63 предназначен для токарных и винторезных работ по металлам цветного или черного цвета. Например, на станке растачивают цилиндрические, конические отверстия, обрабатывают торцевые поверхности, сверлят, обтачивают наружные и фасонные поверхности.
Быстрота вращений шпинделя, а также мощность в 15 кВт позволяет станку совершать данного рода работу.
Маркировка моделей
Маркируется модель по буквам и цифрам, каждая из которых имеет особое обозначение.
- цифра 1 показывает, что станок относится к токарным изделиям;
- «М» говорит о том, какого поколения станок;
- 6 показывает, что станок — металлорежущий;
- 3 обозначает правильный радиус обрабатывания болванки.
Вот таким образом, маркируется токарный станок 1М63.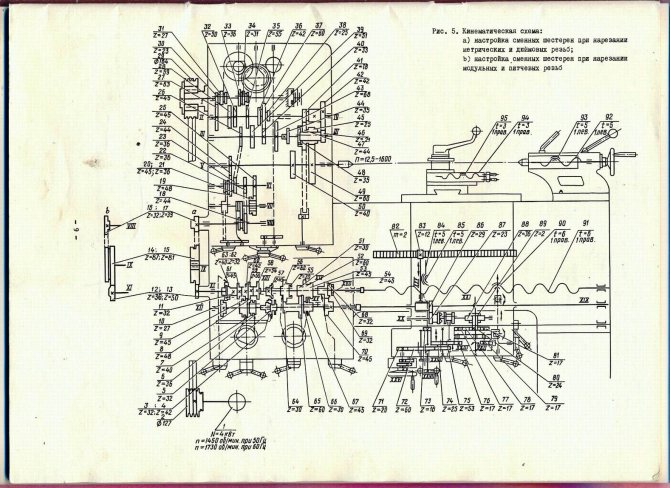
Характеристики и особенности станка
Любой завод, закупивший подобное оборудование, выходил на лидирующие позиции по эффективности в собственном регионе. Даже в современных цехах используется модель 1М63 в качестве высокоэффективного средства обработки. Особенностями этого агрегата считаются:
- В работе агрегата используются твердые резцы, они создаются из быстрорежущего металла. Легко работать с инструментом из специальных прочных сплавов.
- Отрегулировать шаг резьбы, осуществить настройку величины подач мастера могут простым способом. За эту регулировку отвечает гитара шестеренок сменного вида, зубчатые колесики основной коробки передач.
- Благодаря увеличенной жесткости каретки, станины и тонкой настройки шпиндельного механизма поддерживается высокая скорость для любой операции.
- Верхняя часть токарно-винторезного станка 1М63 незначительно смещается, это обуславливает возможность вытачивать конусы увеличенной длинны.
- Суппорт передвигается быстро в различных направлениях.
 Эти движения обеспечивает дополнительный двигатель, он питается от общей сети.
Эти движения обеспечивает дополнительный двигатель, он питается от общей сети.
Супорт токарного станка
Модификационные модели
Со временем один станок заменяет другой. 1М63 в свое время послужил заменой стандартной модели 163.
1М63 отличается от предыдущих версий своей безопасностью, повышенной скоростью обработки резьбы, повышенной мощность привода. В модификационных моделях используются свои обозначения. Вот некоторые из них:
- Б показывает быстроту станка.
- К означает, что на приборе есть копировальная оснастка.
- П говорит о точности установки.
1М63БГ, 1М63М, 1М63Н — некоторые из основных модифицированных моделей станка, который рассматривается в данной статье.
Описание и тонкости использования оборудования
Для допуска любого специалиста к агрегату этому человеку необходимо полностью разобраться с техническими характеристиками токарного станка 1М63. Знание возможностей, основных модулей устройства и правил безопасности становится пропускным билетом к осуществлению первой операции.
Цикл работы:
- начало эксплуатации сопровождается предстартовой проверкой рабочей зоны, ее очистки;
- разбросанные инструменты следует убрать, проверить отсутствие посторонних предметов на станине;
- включить привод необходимо нажатием на кнопку запуска, она расположена рядом с коробкой подач;
- приборная панель оснащена дополнительной кнопкой запуска, это облегчает работу;
- мотор привода отвечает за рабочую подачу оборотов, ускоренное движение обеспечивается дополнительным двигателем.
Пуск основного двигателя производится при выключенном фрикционе.
Устройство фрикционной муфты токарного станка
Любая поломка, ограничивающая работоспособность агрегата, не должна ремонтироваться собственными средствами. Поскольку станок – агрегат повышенной опасности, его ремонт обязан осуществлять квалифицированный мастер.
Характеристики суппорта устройства:
- максимально допустимое перемещение в продольной плоскости равняется 126 см, при поперечном движении допускается отклонение от изначального положения на 40 см;
- резцовая головка одновременно оснащается 4 токарными инструментами;
- поддерживается продольное ускоренное движение суппорта по имеющимся направляющим станины 4,5 м, а в поперечной плоскости – 1,6 м.

Рассматривая лимб, легко обнаружить множество делений, каждое из них соответствует 1 мм в продольной плоскости, 0,05 мм при поперечном передвижении.
При совершении лимбом полного оборота происходит смещение суппорта на 30 см в продольной плоскости, и 5 мм в поперечное отклонение.
Обеспечивает передвижение суппорта механический привод, имеется ручное управление этим модулем, но для ускоренного движения суппорта необходимо применить специальный электродвигатель.
Изначально устройство токарно-винторезного станка 1М63 кажется сложным, но изучение предписаний инструкции позволяет легко овладеть тонкостями работы на этом агрегате.
Конструктивные особенности
Характеристик множество, но среди них важными являются:
- Максимальный вес болванки составляет три с половиной тонн. Мощность — 15к Вт.
- Масса оборудования составляет пять тысяч семьсот пятьдесят килограмм.
- Диаметр цилиндрического проема в шпинделе — сто пять миллиметров.

Люнет
Люнет — одно из станочных приспособлений. Он служит основной опорой на станке. Бывают с опорами качения — роликовые люнеты, скольжения — кулачковые. Люнеты влияют на точность обработки. Их можно увеличивать, уменьшать, поворачивать.
Суппорт
Суппорт — узел для крепления или перемещения инструмента в станках. Перемещать можно вручную и автоматически. Их различают:
- По виду обработки — токарные.
- По расположению на станке — верхние, передние.
- По направлению — продольные, поперечные.
- По типу резцедержателя — резцовые.
Суппорты используют в автомобилях, велосипедах.
Сменные зубчатые колеса
Сменные зубчатые колеса входят в механизм, который называется «гитара». Гитара предназначается в станке для изменения передаточного отношения расчетной кинематической цели. В станках использую гитары с одной, двумя либо тремя сменными зубчатыми колесами.
Задняя бабка
Бабка задняя — узел с конусным отверстием для установки центра, который поддерживает заготовку, используется для закрепления инструмента для обработки детали по оси с обратной стороны.
Охлаждающая система
Охлаждающая система подает в зону резания охлаждающую жидкость, которая улучшает качество обрабатываемой поверхности и обеспечивает повышение стойкости режущего элемента. Жидкость подается по обычной системе трубопроводов.
Фартук
Фартук — узел металлорежущего агрегата, внутри которого механизм, который преобразует вращательное движение ходового вала, ходового винта в поступательное перемещение суппорта.
Электрооборудование
Электрооборудование станков необходимо, чтобы приводить механизмы в движение, автоматически управлять агрегатами, контролировать состояния механизмов и проводить техническую диагностику.
Блок скоростей и подач агрегата
Блок скоростей и подач агрегата расположен в левой лицевой стороне станины. Все скорости регулируются по принципу ступенчатой работы коробки.
За счёт блока скоростей и подач агрегата оператор надежно контролирует и регулирует работу во время выполнения, выданных ему задач.
Из истории производства
Первый станок ДИП 300 с диаметром обработки до 630 мм был освоен в 1934 году на заводе Красный пролетарий в Москве. В дальнейшем, производство было передано на Рязанский станкостроительный завод, а модель получила обозначение 163, которая стала выпускаться с длинной обработки 1400 мм и 2800 мм. Эта серия выпускалась еще в г. Тбилиси под маркой 1Д63А, 1М63Д.
В 1968 г. с конвейера сошла первая партия марки 1М63 и 1М63Б, а в последующие годы были разработаны новые модели 16К30, 16М30Ф3.
Современное поколение станков данной серии с обозначением 1М63Н началось с 1992 года.
Технологические свойства
- Высокая приводная мощность и жесткость основных узлов, широкий диапазон оборотов шпинделя и подач позволяют использовать большой спектр режущего инструмента, в качестве которых применяют резцы из быстрорежущей стали и со сменными твердосплавными пластинами.
- Зажим небольших заготовок по длине допускается в патроне, а длинных валов в центрах, с применением задней бабки.

- При комплектации дополнительными устройствами функциональные возможности увеличиваются.
- Направляющие скольжения станины закалены и отшлифованы, тем самым обеспечиваются точные движения суппорта и задней бабки.
- Точение небольших конических деталей производится за счет поворота каретки на требуемый угол.
- При изготовлении длинных конусов включается совместная подача суппорта и каретки.
- Для проточки деталей большой длины применяют люнеты (подвижные и неподвижные).
- Устройство цифровой индикации (УЦИ) позволяет оператору контролировать величину подач рабочих органов, при этом значения положений высвечиваются на цветном дисплее.
- При обработке отверстий используют различный осевой инструмент: сверла, метчики, развертки и т.д.
- Защитные ограждения в зоне резания обеспечивают безопасную работу оператора, предотвращая вылет стружки и охлаждающей жидкости.
- По исполнению бывает нормальной и повышенной точности.
Технические характеристики
| Диаметр обрабатываемой заготовки над поверхностью станины, мм | 630 |
| Наибольший диаметр над суппортом, мм | 350 |
| Диаметр устанавливаемой заготовки над выемкой, мм | 900 |
| Длина детали, мм | 750 / 1500 / 3000 / 5000 / 8000 / 10000 |
| Диаметр отверстия в шпинделе, мм | 105 |
| Максимальная масса изделия, кг | 3500 |
| Конец на шпинделе | 11М |
| Крутящий момент, Нм | 3000 |
| Число оборотов шпинделя в прямом направлении, мин-1 | 10-1250 |
| Число оборотов шпинделя в обратном направлении, мин-1 | 18-1800 |
| Диапазон рабочих подач резцовых салазок, мм/об | 0,019-0,434 |
| Диапазон продольных рабочих подач, мм/об | 0,06-1,4 |
| Диапазон поперечных рабочих подач, мм/об | 0. 024-0,518 024-0,518 |
| Количество ступеней вращения шпинделя прямых/обратных | 22/11 |
| Величина шагов нарезаемой резьбы: | |
| метрической, мм | 1-224 |
| дюймовой, ниток на дюйм | 28-0.25 |
| модульной, модуль | 0,25-56 |
| питчевой, питч диаметральный | 112-0,5 |
| Ускоренное перемещение продольное / поперечное, м/мин | 5,2 / 2 |
| Центр шпинделя | М6 |
| Ход пиноли, мм | 220 |
| Мощность главного привода, кВт | 15 |
| Габариты станка, мм | |
| длина | 2950/3750/5250/7250/10300/12470 |
| ширина | 1780 |
| высота | 1550 |
| Масса общая, кг | 4200/4840/5750/9000/11800/13200 |
Основные принадлежности
| Базовые | Дополнительные |
|
|
Исполнение станка токарно-винторезного 1М63:
- 1М63Н — токарно-винторезный станок нормальной точности.

- 1М63П — повышенной точности.
- 1М63Ф1 — станок с устройством цифровой индикации.
- 1М63Б, 1М63БГ — быстроходные станки повышенной мощности.
- 1М63М, 1М63МФ101 — повышенной мощности.
Основные узлы и механизмы
Станина станка коробчатой формы из чугуна обладает достаточной жесткостью и прочностью. Она является основанием станка, на котором монтируются остальные узлы и детали. На станине расположены две направляющие, по которым перемещаются суппорт и задняя бабка. Для придания износостойкости, направляющие подвергают закалке с последующей шлифовкой. В нижней части станины располагается лоток для сбора стружки и емкость для охлаждающей жидкости.
Шпиндель устанавливается на двух подшипниках:
- передний — специальный 2-х рядный роликовый с регулируемым радиальным зазором
- задний — шариковый радиально-упорный совместно с упорным шарикоподшипником.
Шпиндель передает вращение обрабатываемой заготовке, которая устанавливается в зажимной патрон. Допускается установка токарных патронов 250, 315, 400, 500 мм.
Допускается установка токарных патронов 250, 315, 400, 500 мм.
Задняя бабка служит для обработки заготовок большой длины и поджима их с торца при помощи подвижного или неподвижного центра. Кроме этого, в пиноль устанавливаются различные осевые инструменты: сверла, метчики, развертки др. Перемещение пиноли осуществляется с помощью маховика и фиксируется в нужном положении рукояткой.
Суппорт крестовой конструкции способен производить точение длинных конических валов. В верхней части расположен резцедержатель, в котором устанавливается режущий инструмент. Суппорт имеет ускоренное продольное и поперечное перемещение, которое осуществляется отдельным двигателем.
Фартук закрытого типа служит для преобразования вращения ходового винта в поступательные движения суппорта. Благодаря обгонной муфте допускается включение быстрого хода при включенной подаче. На фартуке имеется система блокирующих устройств, обеспечивающих безаварийную работу.
Люнет используется для предотвращения прогиба длинных не жестких валов во время обработки. Они бывают подвижными и неподвижными, и каждый тип применяется в зависимости от поставленных задач.
Токарный патрон фиксирует обрабатываемую заготовку зажимными кулачками. По своему назначению, исполнению и конструкции бывают трех кулачковыми и четырех кулачковыми. Кроме этого, на данные станки допускается установка план шайбы.
Сменные зубчатые колеса используются для нарезания различной резьбы: метрической, модульной, дюймовой, питчевой. Они располагаются с левой стороны коробки скоростей и закрыты защитным ограждением.
Система охлаждения предотвращает перегрев рабочего инструмента во время обработки. Охлаждающая жидкость от насоса, расположенного в правой тумбе, через трубопровод поступает в зону резания. И после этого, через в нижние лотки стекает обратно в бак к электронасосу.
Электрооборудование включает в себя четыре электродвигателя: главного привода, ускоренного движения каретки, насоса охлаждения, системы смазки, а так же, электрошкаф, при помощи которого происходит управление работой узлов станка.
Механическая обработка — обработка чертежей, расчеты, испытания
Перейти к содержимому
Machining3sens2022-11-09T12:36:03+01:00
Более 50 лет опыта
Teknisk Produksjon располагает современными станками с ЧПУ и 11 осями. Это высокоточные токарные станки, обеспечивающие высокое качество, точность и быстроту работы. приложение 16 «ключевых» станков работают в две смены, что важно для обеспечения гибких и надежных поставок. Наши координатно-измерительные машины также способствуют высокому качеству продукции. Мы обрабатываем такие материалы, как высокопрочные сплавы, алюминий и композиты; как единичные детали, так и серийное производство. Мы производим комплектующие и оборудование по чертежам и спецификациям клиентов, а также OEM продукцию от TP Asker Subsea и TP Connectors. В рамках TP Group мы также можем помочь с инженерным консультированием. В непосредственной близости от нас есть несколько отличных поставщиков/субпоставщиков услуг, которые мы не можем полностью обеспечить собственными силами (например, обработка поверхности и облицовка).
Нашим главным конкурентным преимуществом является постоянное обновление нашего обрабатывающего оборудования. Наши передовые технологии позволяют нам оставаться на переднем крае нашей отрасли. В дополнение к нашим современным и универсальным машинам TP имеет большой опыт и квалифицированных, преданных делу операторов. Качество на каждом уровне имеет наивысший приоритет для TP.
Более 50 лет опыта
Teknisk Produksjon располагает современными станками с ЧПУ и числом осей до 11. Это высокоточные токарные станки, обеспечивающие высокое качество, точность и быстроту работы. приложение 16 «ключевых» станков работают в две смены, что важно для обеспечения гибких и надежных поставок. Наши координатно-измерительные машины также способствуют высокому качеству продукции. Мы обрабатываем такие материалы, как высокопрочные сплавы, алюминий и композиты; как единичные детали, так и серийное производство. Мы производим комплектующие и оборудование по чертежам и спецификациям клиентов, а также OEM продукцию от TP Asker Subsea и TP Connectors. В рамках TP Group мы также можем помочь с инженерным консультированием. В непосредственной близости от нас есть несколько отличных поставщиков/субпоставщиков услуг, которые мы не можем полностью обеспечить собственными силами (например, обработка поверхности и облицовка).
В рамках TP Group мы также можем помочь с инженерным консультированием. В непосредственной близости от нас есть несколько отличных поставщиков/субпоставщиков услуг, которые мы не можем полностью обеспечить собственными силами (например, обработка поверхности и облицовка).
Нашим главным конкурентным преимуществом является постоянное обновление нашего обрабатывающего оборудования. Наши передовые технологии позволяют нам оставаться на переднем крае нашей отрасли. В дополнение к нашим современным и универсальным машинам TP имеет большой опыт и квалифицированных, преданных делу операторов. Качество на каждом уровне имеет наивысший приоритет для TP.
СПИСОК МАШИН ДЛЯ МАСТЕРСКОЙ
ТОКАРНЫЙ СТАНОК
| СТАНОК | МАКС. ДИАМ. | ДЛИНА |
|---|---|---|
| Руссер 1М63 | 630 | 2000 |
| Мори Сейки MR | 500 | 1500 |
ТОКАРНЫЙ СТАНОК С ЧПУ
| СТАНОК | МАКС. ДИАМ. ДИАМ. | 901 ДЛИНА |
|---|---|---|
| Mazak Slant-Turn Nexus | 910 | 3000 |
| Мори Сейки LL-7B/2500 | 1000 | 2500 |
| Мори Сейки SL-45B | 500 | 1000 |
| Мори Сейки SL-35B | 400 | 1000 |
| Mori Seiki SL-403 BMC/800 | 650 | 863 |
| Mori Seiki SL-603 BMC/2000 | 900 | 2000 |
| Nakamura STW-40 11 осей 2 шпинделя фрезерно-токарный центр | 410 | 1000 |
| Nakamura Super NTX 9-осевой 2-шпиндельный фрезерно-токарный центр | 380 | 750 |
| Nakamura SC-300MY 4 оси, устройство подачи и делители | 300 | 600 |
| Окума Мультус U4000 | 650 | 1500 |
| Топпер ТВЛ-12ДКМ | 1500 | 1000 |
МАШИННЫЙ ЦЕНТР
| СТАНОК | МАКС. РАЗМЕР РАЗМЕР |
|---|---|
| Горизонтальная многофункциональная машина Mazak FH 8800 2 поддона | 1300 x 1100 x 1000 |
| Горизонтальный многоцелевой станок Mazak FH 8800 2 поддона и буровая головка D`Andrea | 1300 x 1100 x 1000 |
| Mazak Variaxis I-600, вертикальный 5-осевой обрабатывающий центр Full Simultant | |
| Mazak Variaxis I-600, вертикальный 5-осевой обрабатывающий центр Full Simultant | |
| Мори Сейки GV-503/5X. 5 Ось с поворотным и наклоняемым столом | 600 x 800 x 600 |
ФРЕЗЕРНЫЕ СТАНКИ
| СТАНОК | МАКС. РАЗМЕР |
|---|---|
| Sajo PF 54 (м/цифровой) | 800 x 300 x 465 |
ИЗМЕРИТЕЛЬНОЕ ОБОРУДОВАНИЕ
| МАШИНА | ДИАПАЗОН ИЗМЕРЕНИЙ |
|---|---|
| Координатно-измерительная машина Zeiss, Accura II Compact со сканированием | x = 900 мм, y = 1400 мм, z = 800 мм |
| Zeiss DuraMax med scan | x = 500 мм, y = 500 мм, z = 400 мм |
Различные
-
СВЕДЕНИЯ И ТРИЗИЯ
- .
 0003
0003 -
2 поперечных крана грузоподъемностью 5 тонн
-
Крупнейший ящик района: Bomar 1000 x 820 мм
9004 ТЕСТ И
Ссылка для загрузки страницы
Перейти к началу
Бывшее в употреблении и новое инженерное оборудование, бывшее в употреблении машиностроение, промышленное оборудование
Добро пожаловать в M.S.S Worldwide Machinery
Предпринимательская оценка 1991. Специализируется на продаже новых и бывших в употреблении машиностроительного оборудования, ВСЕХ общепромышленных машин и инструментов. Позвоните нам, если вам нужны конкретные машины. Ознакомьтесь с политикой покупки подержанных автомобилей *
В настоящее время мы обслуживаем клиентов в Австралии и по всему миру, расположенные в Южном Сиднее.
Индивидуальное обслуживание и профессиональные консультации по всем вопросам производства.
позвоните в MSS Worldwide Machinery СЕЙЧАС
Токарный станок Victor 400 мм x 1500 мм Все аксессуары вкл.
Всегда популярный токарный станок Victor (Тайвань) размером 400 мм x 1500 мм
Версия с зазором, имеет 3 захвата, 4 захвата, фиксированные и передвижные люнеты
Работает очень хорошо, все шестерни, некоторые инструменты, хороший оригинал Условие
Только что прибыло 25 6 2022, позвоните в настоящее время, продаст
Цена $ 5960 + GST
Surface Grinder Jones & Shipman 540
Полный гидравский корм x & y exis
Magnetic 540mm x 150mm exis
.0003
Сделано в Великобритании. Очень популярная модель, номер 1
выбор инженеров, направляющие в хорошем состоянии. + сепаратор 415V
Пробеги хорошо, готово к ходу 07 2022
Цена $ 6800 + GST
Триумф Колчестер 390 мм x 750 мм
9000 3 и 4 jaw must removable dap. ХОРОШО, РАБОТАЕТ ХОРОШО
книги и руководства вкл. Полностью поддерживается
РЕДКАЯ ВОЗМОЖНОСТЬ, СЕЙЧАС В НАЛИЧИИ 20 08 20
Таких, как этот, осталось немного !!
Цена $9500 + НДС
МЕЛЬНИЦА PACIFIC VERTICAL, UNIVERSAL HUGE FUV4 Прямая подача питания.
Направляющие стола 2000 мм x 300 мм. Подробности по телефону.0003
Сделано в Австралии, Гидравлика ISO, рычажная педаль,
Регулируемые ограничители длины с измерением, 415 В, Полный запасной
набор заточенных лезвий, Отличная быстрая машина для производства
ЛИСТОВОЙ МЕТАЛЛ Цена 3580 долларов США + НДС Доля стоимости замены.
Только что перечисленный 25 6 2022, позвоните, чтобы увидеть Сидней
ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ МАШИН W НЕМЕЦКИЙ, БОЛЬШОЙ КОЛПАЧОК.
Полная подача во всех направлениях + ускоренный ход,
Большой магнитный патрон 1000 мм x 550 мм x 550 мм
Ход Макс. 1200 мм x 550 мм Функция автоматического цикла
Автоматический цикл подачи вниз, большой камень, диаметр колеса 350 мм +
x 100 мм, широкий, высочайшее качество, осторожное низкое использование,
Ex Gov в хорошем состоянии, чрезвычайно прочный блок
Цена снижена 31 800 $ + gst Доступно СЕЙЧАС 08 2021
ПРИНАДЛЕЖНОСТИ ДЛЯ СТАНКОВ, Б/У
Фрезерные, поворотные столы
Делительные головки, расточные торцевые головки
Станочные тиски, все узлы ведущих производителей
Сотни сверл с конусом Морзе
ВСЕ ЦЕНЫ ДО СБРОСА
*** Звоните, чтобы узнать подробности !!!
Мощный пресс John Heine 206A S3, пневматическая педаль 415 В
Усилие 60 тонн, полностью защищенная передняя и задняя части,
в хорошем состоянии, в хорошем состоянии
МНОГИЕ ДРУГИЕ В НАЛИЧИИ 200a, 202 S3, 203 S2 и 3 , позвоните сейчас
ЛЕНТОЧНАЯ ПИЛА ВЕРТИКАЛЬНАЯ НАГАСЭ ЯПОНИЯ ЛУЧШИЙ ДОСТУПНЫЙ
Резка металла, установка высочайшего качества, отличная машина
РАЗМЕР СТОЛА 650 ММ SQ горловина приложение. 500мм, есть все
500мм, есть все
функции, Механ. Ножевой сварочный аппарат, все
в отличном состоянии, мало гов. использование Прочная конструкция
Лучшее, что мы видели. В наличии 1 7 22
Цена $5200+ GST Уменьшено для очистки
ТОКАРНЫЙ СТАНОК 1M63 СССР 630MM Диаметр X 2800MM Bc Станко
Имеет Все оборудование в комплекте, Большой 4-х кулачковый патрон, 3-х кулачковый
+ реверсивные кулачки, 2×1 фиксированная люнета очень большой стационарный
1 x устойчивый ход, Направляющие в хорошем состоянии, очень хорошо работает на всех скоростях
Отличная сильно построенная машина, высокий уровень точности
Тестовый пробег Отличный первоначальный заказ
Только что прибыл 20 6 22
Цена $ 13850 + GST Сниженная цена сейчас
Lathe 1M63 USSR 630MM DIA X 2800MM BC STANKO
Включает в себя все оборудование, большой 4-х кулачковый патрон, 3-х кулачковый
+ реверсивные кулачки, 2 фиксированных люнета, 1 из очень больших фиксированных люнетов
1 ходовой люнет, хорошие направляющие, очень хорошо работает на всех скоростях
Отличная сильно построенная машина, высокий уровень точности
Тестовый пробег Отличный оригинальный заказ
Только что прибыл 20 6 22
Цена $ 13850 + GST Сниженная цена сейчас
BADSAW BOHRINGE ленточная пила, немецкое производство, последняя модель, гидравлическое управление
Емкость 300 мм диаметр x 650 мм, гидравлическое питание, лучший доступный
0004 Токарный станок 530 мм х 2000 мм до н. э.
э.
СДЕЛАНО В АНГЛИИ, модель SH, шпиндель 75 мм
***ВЫСОКОТОЧНЫЙ СТАНОК***
Размер стола 1100 мм квадратный Главный двигатель 10 л.с.,
HAS Original VERTICAL HEAD For milling +
BORING & FACING HEAD, PALLETS OF FIXTURES
Fully tooled
Spindle speeds x 27, 5.6 — 1120 rpm, 1100mm
X, Y & Z. Нагрузка на стол 2T, конус шпинделя Iso 40
только что прибыл 07.01.2021
Позвоните сейчас, чтобы узнать цену $ 38 500 + gst NEG
СТАНОК VICTOR 1500 мм и все оборудование Челюсть
Патроны, 2 x Steadys Все оригинальное оборудование, некоторые инструменты, В целом хорошие
Направляющие, работает хорошо, Очень популярная надежная модель,
Качество Тайвань
Цена продажи, $7850 + НДС, позвоните сейчас
В наличии 15 06 2022 Здесь СЕЙЧАС
Шкафы для хранения легковоспламеняющихся материалов, Бывшие в употреблении, соответствующие требованиям безопасности
для безопасного хранения, от 60 до 250 литров Позвоните, чтобы узнать цену примерно 50% Новые расходы
МНОГО В НАЛИЧИИ, СЕЙЧАС ПОПУЛЯРНО 250 л + гст
Больше акций прибыли в настоящее время, 1 05 2019
Гидравлический пакет энергии Vickers ISO Стандарт 22 кВт, высокий поток,
Управление направлением Большой резерв, + Accumulator Clean and Tidy,
. в рабочем состоянии машина 1 8 2021 ,
в рабочем состоянии машина 1 8 2021 ,
Цена 3620 долларов США + НДС Доступно СЕЙЧАС
Автокран, грузоподъемность 9,8 т, выдвижная стрела,
второй гидроцилиндр наклона вниз, 9 шт.0003
автоматическая коробка передач, короткий коренастый агрегат длиной 6м. Разработан
для демонтажа машин, работ внутри зданий
Редкая возможность, в настоящее время проходит ремонт, в рабочем состоянии.
Цена для РАСПРОДАЖИ СЕЙЧАС 10 8 21 $12 000 + НДС NEG
БУФЕРНАЯ машина, Arboga Maskina (Швеция) 415v 2 л.с.
Цена 1450 $ + НДС
ВЕРТИКАЛЬНО-БУРОВАЛЬНАЯ МАШИНА WEBSTER & BENNET ПОДЪЕМНЫЙ МОСТ 9
Крепления для патронов и различных держателей инструментов до 1 тонны Поворотная стрела с поворотом на 270 градусов, 6 м
Высокая опора x радиус 3 м, 4 м под стрелой.0003
Отличное сооружение, с таким же успехом может подойти и на набережной.
Цена $ 4400 + GST neg Call с вашим предложением 20 1 22
Erlo Drill (Европа) Все, что предназначено,
TCA 40 Модель 40 мм + емкость Поздняя модель
Производитель качества имеет питания
Ex Gov.
Цена $3850 + gst
ЛЕНТОЧНАЯ ПИЛА ДЛЯ РЕЗКИ МЕТАЛЛА, SAWMASTER DS500MM THROAT
Имеет диск с регулируемой скоростью, 2 диапазона Сделано в Тайване
Горловина 500 мм, наклоняемый стол + стол подачи с гидравлическим приводом
Цена СНИЖЕНА ДО 2750 долларов США + НДС Проверено, работает хорошо
Гидравлический силовой агрегат, бывший в употреблении, 415 В с контролем направления, последняя модель
Vickers 7,5 кВт Все гидравлические системы AU ISO
6 ГИДРАВЛИЧЕСКИЙ БЛОК 10 кВт + Пульт управления
Шланги и электрическая кабина для работы В комплекте
Только что прибыл 1 10 2019 ЦЕНА ПРОДАЖИ
+ 0 Цена $ 3 307
ПРЕСС SERVEX 60 T, ГИДРАВЛИЧЕСКОЕ УПРАВЛЕНИЕ
Сделано в Австралии, гидравлический привод 415 В,
Хорошая квадратная рама, имеет защиту, которая поворачивается 8 21
ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ МАШИН JONES SHIPMAN 540 ГИДРАВЛИЧЕСКИЙ
ТРАВЕРС СТОЛА С МОЩНОСТЬЮ, Мощное колесо подъема и опускания
Магнитный патрон 450 мм x 150 мм, ранее использовавшийся
охлаждающая жидкость Eq Inc. все работает хорошо 415v
все работает хорошо 415v
Цена без НДС 6800$ + НДС
ТОКАРНЫЙ СТАНОК 1M63 СССР 630MM Dia X 2800MM Bc Stanko
Имеет все оборудование в комплекте, большой 4-х кулачковый патрон, 3-х кулачковый
+ реверсивные кулачки 2 фиксированных люнета, 1 из очень больших стационарных
1 передвижной люнет, Направляющие в хорошем состоянии, очень хорошо работает на всех скоростях
Отличная массивная машина, ВЫСОКИЙ уровень точности
пробный запуск Отличный первоначальный заказ
ТОЛЬКО ПРИБЫЛО 20 6 22
Цена $13850 + НДС ЦЕНА СНИЖЕНА
ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ МАШИН W НЕМЕЦКИЙ, БОЛЬШОЙ КОРПУС.
Полная подача во всех направлениях + ускоренный ход,
Большой магнитный патрон 1000 мм x 550 мм x 550 мм
Ход Макс. 1200 мм x 550 мм Функция автоматического цикла
Автоматический цикл подачи вниз, большой камень, диаметр колеса 350 мм +
x 100 мм Широкий, высочайшее качество, осторожное использование,
Ex Gov хорошо обслуживается, чрезвычайно прочный блок
Цена снижена $31800 + НДС Доступно СЕЙЧАС 08 2021
ТОКАРНЫЙ СТАНОК 1M63 СССР 630MM Dia X 2800MM Bc Stanko
Имеет все оборудование в комплекте, большой 4-х кулачковый патрон, 3-х кулачковый
+ реверсивные кулачки, 2×1 фиксированных кулачков фиксированный stdy
1 x устойчивый ход, Направляющие в хорошем состоянии, Очень хорошо работает на всех скоростях
Отличная массивная машина, ВЫСОКИЙ уровень точности
пробный запуск Отличный первоначальный заказ0306 Сниженная цена в настоящее время
Бриджпорт Милл, R 8 Spindle, RPM
67 — 4600, 415V Table 1250MM x 255mm
9066 SLIDEWAYDIODSELIDES.
