Станок 675п: 675 Станок фрезерный широкоуниверсальный инструментальный. Паспорт, описание, схема
Содержание
Фрезерный станок 675: краткое описание и характеристики
Фрезерный станок 675 впервые был изготовлен в 60-х годах ХХ века. Сегодня он считается усовершенствованной версией станка 678М. Несмотря на то, что оборудование заменили более новыми моделями, фрезер 675 до сих пор широко используется современными отечественными и зарубежными промышленными предприятиями для обработки заготовок из стали, цветных металлов и их сплавов.
Назначение
Промышленный фрезерный станок используется для выполнения фрезерования. С помощью шпинделя горизонтального типа можно производить обработку:
- дисковыми фрезами;
- фасонными;
- цилиндрическими.
Вертикальным шпинделем поворотного типа можно работать с фрезами:
- шпоночными;
- концевыми;
- торцовыми.
При оснащении оборудования специальной насадкой можно выполнять долбежные операции. За счет наличия функции поворота рабочей фрезерной головки обработка металла может проводиться под углом.
Установка станка
Высокая точность работ по металлу достигается только тогда, когда фрезер установлен правильно.
Станок разрешается эксплуатировать в закрытых помещениях или на крытых площадках с постоянной температурой окружающей среды 20 градусов. Влажность не должна быть больше 65%. Оборудование должно устанавливаться на фундаментной основе, толщина которой не меньше 10-15 см. Станок подключается к трехфазной системе электроснабжения с рабочим напряжением 380 В, а также выполняется заземление.
Основные технические характеристики
Важные параметры станка следующие:
- класс точности согласно стандартам ГОСТ 8-82 — повышенный;
- габариты вертикального стола — 200×500 мм;
- габариты горизонтального поворотного стола — 200×630 мм;
- размеры фрезера: длина — 1110, ширина — 1170, высота — 1750 мм;
- наибольший угол поворота вертикальной головки в вертикальной плоскости ±90 градусов в обе стороны;
- скорость вращения шпинделя горизонтального типа (фрезерной головки) — 50-1600 оборотов в минуту;
- скорость вращения вертикального шпинделя — 63-2000 оборотов в минуту.

Особенности конструкции
Перед тем как покупать станок, важно изучить его строение. Описание фрезерного станка 675:
- Универсальный агрегат оснащен литой чугунной станиной, на которой крепится рабочий стол и шпиндельная бабка.
- Основное движение фрезера — это вращение рабочей оснастки в шпинделе. Вращение передается через коробку скоростей на шпиндель горизонтального типа и через коническую пару шестерен — на вертикальный шпиндель.
- За счет крестовой рукоятки производятся механические подачи, при этом направление перемещений совпадает с движением стола.
- В конструкцию фрезера 675 встроены горизонтальный и поворотный вертикальный шпиндели.
- Через механизм суппорта передается вертикальное и продольное перемещение рабочего стола.
- Шпиндельной бабке, а именно шпинделю с оснасткой, сообщается поперечная подача.
- Рабочий режущий инструмент устанавливается в конус «Морзе № 4».
- Движение бабки ограничивается упорами.

- Фрезерный станок оснащен основным электродвигателем мощностью 1,5 кВт.
- Движение от электродвигателя передается на вал через клиноременную передачу; имеется встроенное местное освещение.
- Защитные и пусковые устройства располагаются в нише фрезера.
- Агрегат оснащен автоматическими смазочными станциями, которые подают масло к вращающимся и подвижным элементам.
- В рабочую зону подается смазочно-охлаждающая жидкость, что позволяет минимизировать риск растрескивания оснастки при работе на предельных скоростях.
- Подача СОЖ производится электронасосом.
- В конструкцию фрезера 675 вмонтирован выдвижной хоботок, на котором крепится дополнительная вертикальная фрезерная головка.
- Масса станка — 1100 кг.
Преимущества
Универсальное оборудование обладает жесткой и массивной конструкцией, благодаря чему высокоточную обработку металлических изделий можно производить на протяжении длительного времени (2-3 смены подряд). Фрезерный станок 675, характеристики которого позволяют встраивать оборудование в серийные и мелкосерийные производственные линии, отлично поглощает вибрации, благодаря чему сохраняется качество работ.
Фрезерный станок 675, характеристики которого позволяют встраивать оборудование в серийные и мелкосерийные производственные линии, отлично поглощает вибрации, благодаря чему сохраняется качество работ.
С помощью данной модели возможно производить фрезерные работы как небольших заготовок (ширина 250 мм, длина 800 мм), так и массивных деталей. Большим преимуществом является то, что управление фрезерным станком 675 удобное, а также интуитивно понятное. Так как элементы регулировки и наладки эргономически правильно расположены на корпусе.
Экономичная обработка изделий с помощью фрезерного станка 675 возможна за счет наличия широкого диапазона оборотов шпинделя и подач, а также за счет наличия быстрых перемещений. Обратите внимание, что за счет классической компоновки время на обучение и получение навыков работы за станком — минимальное.
Дополнительная комплектация
В стандартную комплектацию помимо станка в сборке входят инструкция по эксплуатации и комплект рабочей оснастки. Обратите внимание, что технологические возможности промышленного оборудования могут быть значительно расширены за счет оснащения конструкции вспомогательными инструментами и комплектом фрез для станков. Такого рода приспособления и оснастка поставляются за дополнительную плату.
Обратите внимание, что технологические возможности промышленного оборудования могут быть значительно расширены за счет оснащения конструкции вспомогательными инструментами и комплектом фрез для станков. Такого рода приспособления и оснастка поставляются за дополнительную плату.
Усовершенствовать фрезерный станок 675 можно следующими устройствами:
- поворотными тисками, что вращаются параллельно станине;
- круглым столом, который проворачивается;
- делительной, быстроходной или долбежной головкой.
Фрезерный станок 675, описание которого представлено также в его паспорте, который входит в стандартную комплектацию, может устанавливаться как на крупных промышленных предприятиях, так и в малых ремонтных мастерских.
675, 675П фрезерные станки: технические характеристики, паспорт
Для чего он предназначен?
Фрезерный широкоуниверсальный станок предназначен для работы на промышленных предприятиях. Для обработки поверхности горизонтальным шпинделем используются фрезы:
- дисковые;
- цилиндрические;
- фасонные.

В работе поворотным шпинделем применяют торцевые и шпоночные фрезы.
В комплект модели 675 входят столы:
- поворотный с делительной головкой;
- наклонный.
Используя головки: резцовую, быстроходную долбежную, расточную, на станке можно выполнять работы:
- сверловку;
- зенкерование;
- расточку;
- долбежку.
На станке 675 производят планки, корпуса, подушки, рычаги, косозубые шестерни, детали со сложной конфигурацией. Точность обработки класса Н. Возможность к вертикальному шпинделю устанавливать горизонтальную поворотную головку делает станок универсальным. На нем можно обрабатывать все стороны и верхнюю поверхность детали, сверлить ее по всем плоскостям и под углом, делать расточку с высокой точностью.
Фрезерный станок 676
По техническим характеристикам станок во многом похож на 675. Он имеет широкий диапазон скоростей шпинделя. Как и в предыдущей модели, есть возможность использовать цилиндрические, дисковые, шпоночные, концевые и другие фрезы.
Функция анализа в реальном времени также впечатляет. Выберите триосные данные и одновременно проверьте все три оси. Обмен информацией и результатами вибрации никогда не был таким простым. Технология репликации базы данных позволяет синхронизировать две или более базы данных в любой точке мира через Интернет. Данные также могут использоваться совместно с заводами с использованием переносных или онлайн-систем для обеспечения централизованного мониторинга.
Данные также могут использоваться совместно с заводами с использованием переносных или онлайн-систем для обеспечения централизованного мониторинга.
Это гарантирует, что ваши инвестиции будут длиться целую жизнь. Все видеоконтроллеры предназначены для легкой досягаемости и бесперебойной работы по всему корпусу. Этот рычаг легко управляется большим пальцем, используя небольшое движение вперед. Все кнопки сделаны из высококачественной нержавеющей стали марки 304 и работают плавно для естественного ощущения и интуитивно понятной работы.
Различаются размеры поверхности рабочего стола, он крупнее и составляет 800 х 250 мм. Шпиндельная бабка способна проходить большее расстояние, чем у предыдущей модели, — 300 мм. Вместе две эти особенности конструкции позволяют обрабатывать более крупные детали.
Масса станка тоже больше, он весит 1100 кг. А вот мощность электродвигателя такая же — 3 кВт.
Эта схема, с простым добавлением клапана и набора насосов, предложит возможность контролировать вакуумное давление внутри корпуса. Цепь обнаружения влажности находится на постоянной защите, готова сообщить вам, посредством звукового и визуального сигнала, любой инфильтрации, независимо от того, как это будет минутно.
Цепь обнаружения влажности находится на постоянной защите, готова сообщить вам, посредством звукового и визуального сигнала, любой инфильтрации, независимо от того, как это будет минутно.
На дизайн сильно повлияли тесное взаимодействие и прослушивание вклада профессиональных создателей изображений со всего мира
Результатом является беспрецедентное внимание к деталям и профессионально разработанным решениям. Этот высококачественный и покрытый оптический искатель дает яркий и полный обзор искателя. Легкие и литые из одного куска, они никогда не выходят из слюны или разъедают
Легкие и литые из одного куска, они никогда не выходят из слюны или разъедают.
Возможности модели позволяют использовать станок как в небольшом, индивидуальном производстве, так и на крупных предприятиях.
Узнать подробные технические характеристики, подобрать нужную модель и купить универсальный фрезерный станок можно в .
Универсальный фрезерный агрегат 675П выпускался Ереванским (Армения) и Одесским (Украина) комбинатом фрезерного оборудования. Данная модель станка пользуется немалой популярностью и в настоящее время.
Данная модель станка пользуется немалой популярностью и в настоящее время.
На вершине обеих рукоятки резьбовые монтажные отверстия готовы принять популярный монтажный кронштейн нашей системы, а также совместимы с большинством современных стробов и осветительных приборов на рынке. С его критически точным оптическим свойством была стабильная платформа, на которую тысячи фотографов на протяжении более 20 лет полагались на создание изображений состояния искусства. Его ручки с накатанной головкой и негабаритные элементы управления позволяют легко управлять всеми видами погружений.
Тип 304 морской сорт Нержавеющая сталь Все валы с двойным уплотнением с двойными уплотнительными кольцами Все штифты, запечатанные четырьмя кольцами. Механизм фиксации объектива. Двойные жертвенные аноды. 5 точек входа в переборку. Стандартные функции: последняя строка 5 Входная точка доступа к перегородке для различных аксессуары.
- Эргономичная оптимизация для условий погружения.
- Негабаритные ручки с накатанной головкой.

- Прочная удобная ручка.
- Расширенная спуск затвора.
- Механизм блокировки замка.
Эти машины обеспечивают высокую производительность для любого приложения обработки.
Особенности конструкции
Фрезерный станок 675 отличается небольшими размерами при возможности обрабатывать заготовки длиной до 600 мм. Конструкция включает в себя два шпинделя, рабочий вертикальный стол и съемный горизонтальный. В комплект станка входит шкаф под приспособления и инструмент.
Цепь главного движения
К горизонтальному шпинделю вращение передается через зубчатое зацепление с барабанной шестерней, соединенной с коробкой скоростей. Электродвигатель соединен с ведущим валом клиноременной передачей. Вертикальный шпиндель вращается через соединение коническими шестернями с горизонтальным двигателем. Настройка числа оборотов обеих рабочих органов производится одной рукояткой.
Цепь подач
Цепь подач передает движение сразу на 3 рабочих узла, обеспечивая перемещение по всем осям:
- суппорт – вертикальное;
- салазки – продольное;
- шпиндельная бабка – поперечное.

Ускоренный ход составляет 935 мм/мин. Рабочих подач 16, от 12,5 мм/мин до 400 мм/мин. Механизм подач работает от главного привода, получая вращение от коробки скоростей через зубчатое зацепление шестеренок.
Суппорт
Через суппорт осуществляется продольное и поперечное перемещение стола с деталью через ходовой винт и приводной вал. Направление перемещения по 3 направлениям включается одной крестовой рукояткой в сторону направления движения. Смазка деталей производится лубрикатором.
Станина
Станина имеет высокое основание. Сверху расположен хобот, используемый при работе горизонтального шпинделя цилиндрическими фрезами. Сбоку в теле станины отлит ящик под коробку подач. Он закрывается дверцей. В передней части стойка с направляющими консоли.
Горизонтальный шпиндель
Горизонтальный шпиндель находится в верхней части станины, под хоботом. Он получает вращение от коробки скоростей через зубчатое зацепление. Шпиндельная бабка крепится на 2 радиальных опорах и стоит в 4 упорных подшипниках. Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Перемещение хобота ручное. Зажимается в рабочем положении справа 2 ручками. Скорость вращения регулируется ступенчато, имеет 16 положений. Перемещение шпиндельной бабки в горизонтальной оси ограничивают упоры. Смазка минеральным маслом осуществляется разбрызгиванием. Жидкость подается в поддон корпуса шпиндельной бабки.
Вертикальный шпиндель
Вертикальная головка относится к съемным узлам. Она закрепляется к горизонтальной шпиндельной бабки двумя винтами и получает от нее вращение. Установка производится по рискам для соосности вращающихся деталей. Хобот отводится в заднее крайнее положение.
Вертикальный шпиндель вместе с головкой поворачивается на 90⁰ вручную по шкале, нанесенной на основании его корпуса, и фиксируется штифтами. Встроенная в корпус пружина уравновешивает гильзу при ее перемещении. Радиальные нагрузки гасятся двумя опорами. Осевые вибрации гасятся упорными подшипниками.
Встроенная в корпус пружина уравновешивает гильзу при ее перемещении. Радиальные нагрузки гасятся двумя опорами. Осевые вибрации гасятся упорными подшипниками.
Фрезы по металлу для фрезерного станка
Многообразие конфигураций фрез позволяет выполнить выборку материала на самых труднодоступных участках, благодаря чему деталь принимает требуемые размеры и очертания.
Фрезы классифицируются по расположению резцов, типу конструкции, направлению, форме зубьев, способу крепления и материалу режущего инструмента.
Модификации:
- Дисковые фрезы используются для обрезки заготовок, выборке пазов, металла, снятия фасок. Режущая часть таких элементов может размещаться с одной или с двух сторон.
- Торцовые фрезы работают с плоскими заготовками ступенчатого типа. Рабочей частью инструмента является торец, ось его вращения перпендикулярна поверхности заготовки.
- Цилиндрическая фреза по металлу для фрезерного станка может быть с винтовыми или прямыми зубцами.
 Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории.
Первый вариант позволяет обрабатывать плавно заготовку, а вторая конфигурация – отделывать узкие плоскости, поэтому такой инструмент относится к универсальной категории. - Угловые варианты. Такие фрезы используются для обработки наклонных поверхностей, имеют коническую конфигурацию. Различают одно и двухугловые модификации, отличающиеся размещением режущей кромки.
- Концевые фрезы предназначаются для создания пазов, контурных выемок, уступов и обработки взаимно перпендикулярных частей.
Также существуют фасонные, червячные и кольцевые фрезы. Они служат для обработки фасонных поверхностей и заготовок неординарных конфигураций и еще больше расширяют возможности станка 676.
Кинематическая схема
Для понимания особенностей взаимодействия отдельных составляющих станка желательно изучить его кинематическую схему.
Описание схемы
Указанный документ обычно приводится в паспорте станка и сопровождается расшифровкой обозначений отдельных узлов и деталей (фото слева).
Только после ознакомления с ней можно приступать непосредственно к освоению основных приемов работе на станке.
Цепь главного движения
От двигателя заявленной мощностью 1,5 кВт вращающий момент передается ремнем на вал 1. От него через КС он дальше поступает на шестерню 54, а затем через другую передачу 39 – на шпиндель VI.
В свою очередь шпиндель VIII получает приводной импульс от своего горизонтального аналога посредством конической пары шестерен 40, 41 и цилиндрической – 45, 44.
Различные позиции блочных шестерен КС обеспечивают широкий выбор скоростей для обоих шпинделей.
Цепь подач
Цепь подач приводит в движение вертикальный суппорт, а также имеющиеся на станине продольные салазки и размещенную тут же бабку (в последнем случае движение будет в поперечном направлении). Диапазон скоростей при 16-ти градациях подач — от 12,5 до 400 мм/минуту.
Механизм подач объединен с главной передачей электропривода и получает вращение от КС через зубчатые элементы 30, 29. При перемещениях с ускорением расположенная на валу муфта XIV приходит в зацеплении с колесом позиция 71.
При перемещениях с ускорением расположенная на валу муфта XIV приходит в зацеплении с колесом позиция 71.
Технические свойства и назначение
Рассматриваемый станок для фрезеровальных работ 675, технические свойства которого формируют его большую сферу использования, отличается большой точностью. Модель может использоваться для фрезеровки во время установки таких видов инструмента:
- Концевые и торцевые, шпоночные. Аналогичные фрезы ставятся в вертикальном положении, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они ставятся при фиксации в шпинделе горизонтального типа.
Станок многоцелевой фрезерный рассматриваемой модели может применяться для обработки заготовки под угол. При этом аппарат располагает специализированной делительной головкой и столом круглой формы, благодаря чему можно создавать отверстие и иные элементы на равном расстоянии по отношению друг к другу.
Рассматриваемая модель укомплектовывается инструментальным шкафом, предназначенного для хранения инструмента и разного оборудования. За счет данного компонента значительно становится шире сфера применения устройства. При использовании дополнительного инструмента и оснастки проводятся непростые операции, которые выполнить на обыкновенных моделях не выйдет.
За счет данного компонента значительно становится шире сфера применения устройства. При использовании дополнительного инструмента и оснастки проводятся непростые операции, которые выполнить на обыкновенных моделях не выйдет.
Техвозможности рассматриваемого оборудования также очень обширны. Ключевыми моментами можно назвать следующее:
- Размеры конструкции дают возможность проводить фрезеровка заготовок, ширина которых более 25 см и длина до 80 см. Очень высокая точность дает возможность проводить обработку заготовок с маленькими геометрическими размерами.
- Вертикальный шпиндель устанавливается на специальном подвижном хоботе. При этом имеется возможность поворота во обоюдно поперечных плоскостях под угол 90 градусов.
- Требуемая точность достигается благодаря уменьшению степени вибрации установки во время работы. Для этого все узлы размещены на чугунной станине, которая отлично справится с задачей по гашению вибрации.
- На станине есть электрический насос с критерием продуктивности около 22 литров за минуту.
 Благодаря этому узла выполняется подача смазочно-охлаждающей жидкости. Аналогичное вещество дает возможность значительно увеличить служебный срок устройства и обеспечивает стабильное функционирование.
Благодаря этому узла выполняется подача смазочно-охлаждающей жидкости. Аналогичное вещество дает возможность значительно увеличить служебный срок устройства и обеспечивает стабильное функционирование. - Созданная система управления удобная для оператора. Собственно поэтому не появляется проблем с его управлением.
- Позволяется проводить установку станка для фрезеровочных работ в цехах со штучным и мелкосерийным критерием продуктивности труда.
- Наличие вертикального и горизонтального шпинделя дает возможность значительно увеличить область использования фрезеровочных станков.
- Небольшие размеры агрегата дают возможность проводить его установку в традиционном гараже или мастерской дома. По мимо этого, главные характеристики дают возможность проводить установку станка для фрезеровочных работ в помещениях для производственных нужд.
- Значительно увеличить возможности станка для фрезеровочных работ можно путем установки долбежной головки. В основном, они используются для проведения долбежной процедуры.

Технологичными характерностями модели можно назвать приведенные ниже параметры:
- Масса станка для фрезеровочных работ составляет 1,1 тонн. Данный момент определяет то, что оборудование может ставиться без подготовительной подготовки основания. Значительно увеличить точность обработки можно за счёт создания основания, представленного плитой.
- Для подачи СОЖ ставится насос с мощностью 0,12 кВт. Подача аналогичной жидкости проходит в территорию резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов за минуту, у вертикального данный показатель в диапазоне от 63 до 2000 оборотов за минуту.
- Самый большой вращающий момент 214 Нм.
Область назначения рассматриваемого оборудования состоит в установке в домашних мастерских, а еще маленьких помещениях на производстве. Благодаря использованию самых разных инструментов имеется возможность получить изделия очень разной формы и размеров.
675п характеристики
Технические характеристики станка 675п позволяют фрезеровать изделия в горизонтальной и вертикальной плоскости, а так же обрабатывать детали под углом. На станке установлен угловой стол с горизонтальной рабочей плоскостью и основной стол с вертикальной рабочей плоскостью.
Наименование характеристики | Ед. изм. | Параметры |
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола | мм | 80…380 |
Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола | мм | 0…300 |
Расстояние от торца станины до оси вертикального шпинделя | мм | 130…330 |
Расстояние от торца горизонтального шпинделя до торца серьги, наибольшее | мм | 210 |
Наибольшее перемещение стола | ||
Продольное | мм | 320 |
Вертикальное | мм | 300 |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | мм | |
Продольное | мм | 5 |
Вертикальное | мм | 2,5 |
Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
Число Т-образных пазов | 2 | |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 100 |
Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
Число Т-образных пазов | 3 | |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 50 |
Наибольшее перемещение | мм | 200 |
Выключающие упоры | есть | |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | мм | 5 |
Внутренний конус | Морзе №4 | |
Наибольший угол поворота | град | ±90 |
Наибольшее перемещение шпинделя (от руки) | мм | 60 |
Внутренний конус | Морзе 4 | |
Главный привод станка | ||
Число оборотов | об/мин | 1420 |
Мощность | кВт | 1,5 |
Электронасос подачи охлаждающей жидкости | ||
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Габаритные размеры станка | ||
длина | мм | 1110 |
ширина | мм | 1170 |
высота | мм | 1650 |
Масса станка | кг | 770 |
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
Зажим инструмента в фрезерной и вертикальной головках механизирован.
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Паспорт горизонтально-фрезерного станка 6Т82Г (6Р82Г)
Данное руководство по эксплуатации «Горизонтальный фрезерный станок 6Т82Г (6Р82Г)» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Модель 6Р82 принадлежит классу горизонтально-фрезерных станков с горизонтальным размещением шпиндельной части. Производителем является Горьковский завод фрезерных агрегатов. Он способен обрабатывать стальные, чугунные изделия, а также из цветных металлов. Его многофункциональность характеризуется возможностью работы с пальцевыми, дисковыми, концевыми и торцевыми разновидностями фрез. Станок может применяться для индивидуальных целей в домашних условиях или серийного производства.
Его многофункциональность характеризуется возможностью работы с пальцевыми, дисковыми, концевыми и торцевыми разновидностями фрез. Станок может применяться для индивидуальных целей в домашних условиях или серийного производства.
Назначение и преимущества оборудования
Важным замечанием является то, что на протяжении всей эксплуатации положение шпинделя неизменно и зафиксировано в горизонтальном состоянии. А вот рабочий стол может располагаться вертикально, а относительно шпиндельного вала перпендикулярно оси вращения. Это позволяет существенно расширить сферу деятельности агрегата.
Он является горизонтальным консольно-фрезерным станком 6Р82, так как базовая комплектация включает в себя наличие консоли в качестве опорного элемента для перемещения стола по горизонтали. Многие крупные предприятия по изготовлению металлических изделий используют его в серийном производстве. Однако он не менее практичен для осуществления индивидуальных работ в заводских или бытовых условиях. Для работы могут использоваться любые фрезы для обработки чугунных, стальных изделий и болванок из цветных металлов и сплавов. Он активно применяется в автоматизированных линиях производства, а также в совокупности с другими видами оборудований для проведения рабочих операций. Конструкция модели продумана так, что при эксплуатации обеспечивается максимальная безопасность оператора и удобство в управлении.
Для работы могут использоваться любые фрезы для обработки чугунных, стальных изделий и болванок из цветных металлов и сплавов. Он активно применяется в автоматизированных линиях производства, а также в совокупности с другими видами оборудований для проведения рабочих операций. Конструкция модели продумана так, что при эксплуатации обеспечивается максимальная безопасность оператора и удобство в управлении.
Технические характеристики фрезерного станка 6В75
| Наименование параметра | 6Е75ПФ1 | 675П | 6В75 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | П | П | Н |
| Размеры горизонтального (углового) стола, мм | 200 х 630 | 200 х 630 | 200 х 630 |
| Размеры вертикального стола, мм | 200 х 500 | 200 х 500 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 200 | ||
| Наибольшие размеры обрабатываемой с одной установки детали (длина х ширина х высота), кг | 300 х 230 х 280 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 90. .390 .390 | 80..380 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..290 | 0..300 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 130..330 | ||
| Наибольший продольный ход стола (X), мм | 320 | 320 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 290 | 300 | 290 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 200 | 200 | 150 |
| Цена деления лимбов, мм | 0,05 | 0,025 | |
| Горизонтальный и вертикальный шпиндели станка | |||
| Частота вращения горизонтального шпинделя, об/мин | 40..2000 | 50..1600 | 95..1650 |
| Частота вращения вертикального шпинделя, об/мин | 40..2000 | 63..2000 | 110..1860 |
| Количество скоростей шпинделей | 18 | 16 | 6 |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 214 | ||
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 155 | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 | |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90° | ±90° | ±45° |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 | Морзе 4 |
| Стол | |||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 10. .1000 .1000 | 12,5..400 | 17,5..178 |
| Ускоренный ход стола, мм/мин | 1800 | 935 | нет |
| Количество подач стола | Б/с | 16 | 6 |
| Наибольшее усилие подач стола, Н | 4000 | 5000 | |
| Шпиндельная бабка | |||
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 10..1000 | 12,5..400 | нет |
| Количество подач шпиндельной бабки | Б/с | 16 | – |
| Наибольшее усилие подач шпиндельной бабки, Н | 4000 | 5000 | |
| Ускоренный ход шпиндельной бабки, мм/мин | 1800 | ||
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 4 | 2 | |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 | 1,7 |
| Электродвигатель привода подач, кВт | 1,1 | нет | |
| Электродвигатель насоса гидравлики, кВт | 0,06 | нет | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,78 | 1,62 | 1,82 |
| Габарит и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1350 х 1400 х 1750 | 1110 х 1170 х 1650 | 1150 х 1100 х 1600 |
| Масса станка, кг | 810 | 1100 | 855 |
Список литературы:
Руководство по эксплуатации и обслуживанию универсально-фрезерных станков 6В75 и 6В75П, 1966
Аврутин С. В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н. Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Описание отдельных узлов и принадлежностей
При описании состава станков модели 675 можно выделить перечисленные ниже рабочие узлы.
Станина
Это основа станка, на которой размещаются все остальные рабочие узлы. Здесь же располагаются органы управления режимами фрезерования и сверления, а также включением и выключением устройства.
Суппорт
Этот узел обеспечивает подачу заготовки посредством ходовых винтов 1 и 8, а также основного приводного вала 24. Изменение ее направления осуществляется с помощью рукоятки крестовой (позиция 16).
В крайних положениях во всех плоскостях перемещения суппорта его подача отключается за счет специальных упоров с концевыми выключателями 6 и 15.
Горизонтальный шпиндель
Горизонтальное положение шпинделя – основное его рабочее состояние, в котором осуществляются операции фрезерования деталей, фиксируемых на угловом наклонном столе. Он крепится на станине справа и управляется отдельной ручкой подач вращающегося типа.
Вертикальный шпиндель
Вертикальная головка – это съемный узел, при установке которого оборудование легко переналаживается на другой режим работы. Он фиксируется на бабке посредством двух болтов соосно второму шпинделю. Размещенная вертикально головка способна поворачиваться на 90° по обе стороны, для чего на корпусном фланце имеется разметка в виде делений в градусах.
Угловой универсальный стол
Плоскость горизонтального универсального стола имеет встроенный механизм регулировки наклона, обеспечивающий удобство обработки закрепленных на нем заготовок.
Круглый стол
Поворотный круглый стол располагается по центру станины; он нужен для фиксации заготовок, обрабатываемых посредством инструмента, закрепляемого в шпинделе.
Тиски параллельные
Специальные тиски параллельные служат для зажима обрабатываемой детали в основном рабочем столе. Их наличие существенно упрощает фиксацию заготовок перед их обработкой и повышает производительность совершаемых операций.
Делительная головка
Специальная делительная или ударная головка не входит в стандартную комплектацию данного образца оборудования. Обычно она приобретается отдельно и устанавливается на вертикальный шпиндель. Применяется при необходимости нарезания на металлических заготовках различных пазов и шлицов или для распиловки.
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30. .360 .360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25. .285 .285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25. .285 .285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Список литературы:
Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955 Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
Аврутин С. В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н. Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Инструментальный широкоуниверсальный фрезерный станок повышенной точности 675П
Инструментальный широкоуниверсальный фрезерный станок повышенной точности 675П
- Подробности
- Категория: Фрезерные станки
Инструментальный широкоуниверсальный фрезерный станок повышенной точности модели 675П предназначен для горизонтального и вертикального чистового фрезерования изделий цилиндрическими, дисковыми, фасонными, торцовыми, концевыми, шпоночными и другими фрезами, а также может быть использован для расточных работ.
Наличие горизонтального и поворотного вертикального шпинделей, а также ряда прилагаемых к станку приспособлений (углового универсального стола, делительной головки, круглого делительного стола и др. ) делает станок широкоунпверсальным и весьма удобным для работы в инструментальных цехах при изготовлении приспособлений, инструментов, рельефных штампов, пресс-форм и прочих изделий.
) делает станок широкоунпверсальным и весьма удобным для работы в инструментальных цехах при изготовлении приспособлений, инструментов, рельефных штампов, пресс-форм и прочих изделий.
Скачать документацию
Кинематическая схема
Суппорт
Суппорт (рис. 9) служит для продольного и вертикального перемещений обрабатываемых изделий механически или вручную. Механическая подача осуществляется от приводного вала 1, получающего вращение от коробки подач. Механические подачи управляются крестовой рукояткой 2.
Направление движения суппорта совпадает с направлением перемещения крестовой рукоятки. Механические подачи (продольные и вертикальные) отключаются упорами 3 и 4 или вручную.
Точное перемещение суппорта (вертикально) и салазок (горизонтально) контролируется по лимбам 5 и 6. Для особо точной установки суппорта и салазок служат индикаторные устройства.
Для особо точной установки суппорта и салазок служат индикаторные устройства.
Горизонтальный шпиндель
Горизонтальный шпиндель 1 (рис. 10) монтируется в шпиндельной бабке 2, осуществляющей поперечную подачу станка.
Передней опорой горизонтального шпинделя является двухрядный роликовый подшипник 3 с коническим отверстием. Задняя опора 4 — шариковая. Осевые нагрузки воспринимаются упорными подшипниками 5. Смазка опор — автоматическая.
Зажим инструмента в горизонтальном шпинделе осуществляется шомполом 6. Величина механического перемещения шпинделей бабки устанавливается упорами 7 При работе-цилиндрическими фрезами оправка фрезы поддерживается кронштейном 8 хобота 9. Кронштейн 8 можно переставлять вдоль направляющих хобота и зажимать в нужном положении.
Вертикальный шпиндель
Вертикальный шпиндель (рис. 11) смонтирован в специальной головке У, позволяющей повернуть его на 90° в каждую сторону относительно вертикальной оси. Шпиндель 2 помещен в подвижной гильзе 3.
11) смонтирован в специальной головке У, позволяющей повернуть его на 90° в каждую сторону относительно вертикальной оси. Шпиндель 2 помещен в подвижной гильзе 3.
Нижняя опора шпинделя 4 — роликовая коническая. Верхняя опора 5 — шариковая. Осевые нагрузки воспринимаются упорными шариковыми подшипниками 6. Вертикальное перемещение шпинделя ручное (рукояткой 7) При этом гильза 3 может быть зажата в нужном положении специальным винтом 8. Инструмент закрепляется шомполом 9. Смазка опоры гильзы производится масленкой.
Для выбора радиального зазора между конической шейкой шпинделя и его подшипником служит компенсаторное кольцо.
Коробка скоростей
Коробка скоростей (рис. 12) сообщает горизонтальному и вертикальному шпинделям 16 различных скоростей.
Управление коробки скоростей осуществляется следующим образом.
Рукоятку переключения скоростей 1 нужно поднять вверх. При этом разводятся диски 2У имеющие ряд отверстий. При повороте диска набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 4. Этим самым производится подготовка для переключения скоростей.
При повороте диска набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 4. Этим самым производится подготовка для переключения скоростей.
Рукояткой переключения 1 диски опять сводятся в первоначальное положение. При этом пальцы 4 перемещаясь, рычагами переводят перешибные шестерни коробки скоростей.
Коробка подач
Коробка подач (рис. 13) сообщает суппорту и шпиндельной бабке 16 различных подач, а также ускоренные перемещения. Управление коробки подач производится так же, как и и коробке скоростей.При переключении- подач необходимо следить за тем, чтобы крестовая рукоятка суппорта находилась в нейтральном положении.
Ускоренное перемещение подач осуществляется рукояткой 6 размещенной на фланце коробки подач.
Смазка шестерен коробки скоростей, коробки подач и шпиндельной бабки производится поршневым насосом, который приводится в движение эксцентриком 7, сидящим на первом валу коробки подач.
Угловой горизонтальный стол
Угловой горизонтальный стол (рис. 15) применяется для обычных фрезерных работ. Крепится он болтами 1 к вертикальной поверхности салазок.
Угловой универсальный стол
Угловой универсальный стол (рис. 16) служит для установку деталей, обрабатываемых в различных плоскостях под углом. Крепится к вертикальной поверхности салазок вместо углового стола. ?
На рис. 16 а показаны различные положения углового универсального стала на станке.
Долбежная головка
Доска 1 с инструментом получает движение от горизонтального шпинделя через поводок 2, диск 5, шатун 4.
Для установки необходимой величины хода нужно отжать винт 5, вращением винта 6′ установить величину хода по шкале, нанесенной на передней плоскости доски 1, и затем зажать винт 5.
Зажим инструмента производится винтом 7 Установка головки в вертикальной плоскости производится винтом 8, после установки нанести риску на корпусе горизонтального шпинделя против нулевого деления головки.
Делительная головка
Делительная головка (рис. 20) предназначена для всевозможных делительных работ в условиях инструментальных цехов.
С помощью делительной головки на станке можно производить:
1. Деление по шкале (в градусах).
2. Непосредственное деление, используя для этого диск 1, имеющий 24 зуба, и фиксатор 2.
3. Простое деление, применяя комплект сменных дисков 3.
4. Сложное деление и нарезание спиралей, используя гитару (рис. 21)
Делительная головка может устанавливаться на вертикальной и горизонтальной поверхностях столов.
Положения делительной головки на станке показаны .на рис. 21 а.
Корпус головки 4 поворачивается в горизонтальной плоскости на 360°
Изделие может крепиться в центрах 5, в трехкулачковом патроне 6 или в самом шпинделем 7 шомполом 8.
Электрическая схема
Включением вводного выключателя ВВ (рис. 22) подается напряжение в цепи рабочего тока и управления.
Нажатием на кнопку «пуск» 1КУ получают питание катушки реле РП и пускателя К. Пускатель своими контактами включает электродвигатель 1М и электронасос 2М.
При переключении скоростей цепь питания -тушки пускателя К разрывается конечным выключателем КВ, отключая при этом электродвигатель от сети.
Включение электродвигателей при установке новой скорости происходит автоматически. Нажатием на кнопку «стоп» 2КУ электродвигатели отключаются.
При необходимости электронасос 2М может быть отключен от сети пакетным выключателем ВН.
Реверсирование электродвигателя 1М осу-ществляется барабанным переключателем БП.
Включение и отключение местного освещения осуществляется выключателем ВО.
Защита электрооборудования станка от токов короткого замыкания осуществляется плавкими предохранителями, а нулевая защита — катушкой реле РП Электродвигатели защищены от перегрузок тепловым реле.
Скачать документацию
Фрезерный станок 675 технические характеристики
Главная » Станок » Фрезерный станок 675 технические характеристики
675П характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 675п предназначены для горизонтального и вертикального фрезерования цилиндрическими, дисковыми, фасонными, торцевыми, концевыми и другими фрезами. Применяется в инструментальных и экспериментальных цехах крупносерийного производства, а также в мелкосерийном и единичном производстве
Класс точности по гост8-71 и н70-11 П Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола наименьшее/наибольшее 80/380 Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола наименьшее/наибольшее 0/380 Расстояние от торца станины до оси вертикального шпинделя наименьшее/наибольшее 130/330 Расстояние от торца горизонтального шпинделя до торца серьги 210 габариты 1110х1170х1650 Вес станка без принадлежностей 770 СУППОРТ Наибольшее перемещение продольное/вертикальное 320/300 Цена одного деления лимба 0,05 Перемещение на один оборот лимба продольное/вертикальное 0,5/2,5 СТОЛ Рабочая поверхность 500х200 Число т-образных пазов 2 Ширина т-образных пазов 14 Расстояние между т-образными пазами 100 УГЛОВОЙ СТОЛ Рабочая поверхность 630х200 Число т-образных пазов 3 Ширина т-образных пазов 14 Расстояние между т-образными пазами 50 ШПИНДЕЛЬНАЯ БАБКА Наибольшее перемещение 200 Цена одного деления лимба 0,05 Перемещение на один оборот лимба 5 Внутренний конус Морзе4 ВЕРТИКАЛЬНАЯ ГОЛОВКА Наибольший угол поворота в вертикальной плоскости 90 Наибольшее перемещение шпинделя 60 Внутренний конус Морзе4
Купить этот станок без посредников:
mashinform. ru
ru
675п характеристики
Технические характеристики станка 675п позволяют фрезеровать изделия в горизонтальной и вертикальной плоскости, а так же обрабатывать детали под углом. На станке установлен угловой стол с горизонтальной рабочей плоскостью и основной стол с вертикальной рабочей плоскостью.
Наименование характеристики | Ед. изм. | Параметры |
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола | мм |
|
Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола | мм | 0…300 |
Расстояние от торца станины до оси вертикального шпинделя | мм | 130…330 |
Расстояние от торца горизонтального шпинделя до торца серьги, наибольшее | мм | 210 |
Наибольшее перемещение стола | ||
Продольное | мм | 320 |
Вертикальное | мм | 300 |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | мм | |
Продольное | мм | 5 |
Вертикальное | мм | 2,5 |
Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
Число Т-образных пазов | 2 | |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 100 |
Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
Число Т-образных пазов | 3 | |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 50 |
Наибольшее перемещение | мм | 200 |
Выключающие упоры | есть | |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | мм | 5 |
Внутренний конус | Морзе №4 | |
Наибольший угол поворота | град | ±90 |
Наибольшее перемещение шпинделя (от руки) | мм |
60 |
Внутренний конус | Морзе 4 | |
Главный привод станка | ||
Число оборотов | об/мин | 1420 |
Мощность | кВт | 1,5 |
Электронасос подачи охлаждающей жидкости | ||
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Габаритные размеры станка | ||
длина | мм | 1110 |
ширина | мм | 1170 |
высота | мм | 1650 |
Масса станка | кг | 770 |
www. stanoktehpasport.ru
stanoktehpasport.ru
675п фрезерный станок
675п инструментальный универсальный фрезерный станок. Режущий инструмент можно закреплять как в горизонтальном, так и в вертикальном шпинделе. При необходимости обработки под углом, можно сместить ось вертикального шпинделя путем его поворота.
Рисунок — 675П станок фрезерный
Оснастка
Функциональные возможности станка можно расширить, применяя различные приспособления, включая универсальный стол, делительную головку. При наличии оснастки можно выполнять расточные, сверлильные и долбежные операции.
Основные характеристики
Стол имеет рабочую зону (ДхШ) 500х200мм, оснащен двумя Т-образными пазами. Расстояние от плоскости стола, до торца горизонтального шпинделя 80…380мм, вертикального – 0…300мм. Все технические характеристики приведены в паспорте станка.
Кинематическая схема
Цепь главного движения отделена от цепи подачи. Главное движение осуществляется от электродвигателя, установленной мощности 1,5кВт. Шкив входного вала коробки скоростей принимает вращательное движение от двигателя через клиноременную передачу. Для движения подачи используется тот же привод, что и для реализации главного движения.
Шкив входного вала коробки скоростей принимает вращательное движение от двигателя через клиноременную передачу. Для движения подачи используется тот же привод, что и для реализации главного движения.
Процедуры настройки, наладки и регулировки подробно изложены в руководстве на станок.
Скачать 675П руководство, паспорт на станок фрезерный
www.stanoktehpasport.ru
6В75 Станок фрезерный широкоуниверсальный. Паспорт, описание, схема
Станок модели 6В75 выпускался предприятием Одесский завод фрезерных станков им. С.М.Кирова, который разрабатывал и производил фрезерные станки универсальных моделей.
Одесский завод фрезерных станков прекратил свое существование в 2000 г.
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки. Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные)
- специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
Инструментальный широкоуниверсальный станок модели 6В75, 6В75П выпускался Одесским заводом фрезерных станков в 60-х годах прошлого века и заменил устаревшие модели станков 678М (1948 год) и 679 (1959 год).
В свою очередь, станок модели 6В75, 6В75П был заменен более совершенной моделью универсального фрезерного станка 675П с механической подачей шпиндельной бабки, ускоренным ходом стола и 16-ю ступенями скоростей шпинделя и подач.
Фрезерный станок модели 6В75 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную головки и комплект вспомогательного инструмента, можно выполнять на станке расточные, сверлильные и долбежные работы. Подробное описание этих устройств приводится ниже.
Подробное описание этих устройств приводится ниже.
К станку прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Преимущества использования широкоуниверсального фрезерного станка 6В75:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом.
 Производительность электрического насоса 22 л/мин
Производительность электрического насоса 22 л/мин - Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Габаритные размеры рабочего пространства и присоединительные базы станка 6В75
Посадочные и присоединительные базы станка:
- габариты рабочего пространства при работе горизонтальным шпинделем
- габариты рабочего пространства при работе вертикальным шпинделем
- горизонтальный шпиндель
- вертикальный шпиндель
- основной вертикальный стол
- угловой горизонтальный (съемный)
- присоединительные размеры серьги
- габариты станка в плане
Общий вид широкоуниверсального фрезерного станка 6В75
Расположение органов управления фрезерным станком 6В75
Расположение органов управления фрезерным станком 6В75. Смотреть в увеличенном масштабе
Перечень составных частей широкоуниверсального фрезерного станка 6В75
- Вертикальная головка
- Коробка скоростей
- Шпиндельная бабка
- Коробка подач
- Угловой горизонтальный стол
- Суппорт
- Станина
- Электрооборудование
- Основной вертикальный стол
Перечень органов управления фрезерным станком 6В75
- Рукоятки для установки числа оборотов шпинделей
- Рукоятки для установки подач
- Рукоятка включения и переключения направления движения стола и суппорта
- Маховичок ручной подачи стола в горизонтальной плоскости
- Маховичок ручной подачи стола в вертикальной плоскости
- Маховичок ручной подачи бабки горизонтального шпинделя
- Маховичок ручного вращения шестерен коробки скоростей
- Квадрат для рукоятки подачи гильзы вертикального шпинделя
- Рукоятка зажима бабки
- Рукоятка зажима стола на горизонтальных направляющих суппорта
- Рукоятка зажима суппорта на вертикальных направляющих станины
- Кнопочная станция для пуска и останова станка
- Выключатель пакетный сети
- Выключатель пакетный насоса охлаждения
Схема кинематическая универсального фрезерного станка 6В75
Схема кинематическая универсального фрезерного станка 6В75. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Описание кинематической схемы универсального фрезерного станка 6В75
Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
- на горизонтальный и вертикальный шпиндели
- на коробку подач и дальше на суппорт и горизонтальные салазки
Различные скорости вращения горизонтального и вертикального шпинделей получаются при следующих положениях шестерен коробки скоростей:
- I. 4—5—7—2—1—8—9—16 — 95 об/мин
- II. 3—6—7—2—1—8—9—16 — 170 об/мин
- III. 1—8—9—16 (муфты шестерен 2—3 сцеплены) — 300 об/мин
- IV. 4—5—8—9—16 (муфты шестерен 7—8 сцеплены) — 470 об/мин
- V. 3—6—8—9—16 (муфты шестерен 7—8 сцеплены) — 900 об/мин
- VI. 2—7—8—9—16 (муфты шестерен 7—8 и 2—3 сцеплены) — 1650 об/мин
Вращение вертикальному шпинделю передается от шестерни — 16 горизонтального шпинделя через шестерни (15, 14, 13).
Следовательно, вертикальный шпиндель имеет также шесть различных чисел оборотов (указаны в «Механике станка»).
От ведущей звездочки 47, сидящей на приемном валу коробки скоростей, движение при помощи втулочно-роликовой цепи передается на ведомую звездочку 46, сидящую на приемном валу коробки подач.
Различные подачи, передаваемые на суппорт и горизонтальные салазки, получаются при следующих положениях шестерен коробки подач:
На горизонтальные салазки:
- I. 45—43—44—40—42—37—35—34—33—32—20—19(18) — 17,5 мм/мин
- II. 45—43—44—40—41—36—35—34—33—32—20—19(18) — 26,8 мм/мин
- III. 45—43—44—40—39—38—35—34—33—32—20—19(18) — 44,7 мм/мин
- IV. 45—43—42—37—35—34—33—32—20—19(18) — 69,7 мм/мин
- V. 45—43—42—41—36—35—34—33—32—20—19(18) — 106,9 мм/мин
- VI. 45—43—42—39—38—35—34—33—32—20—19(18) — 178 мм/мин
Примечание: При включении шестерни 18 направление подачи меняется.
На суппорт
От ходового валика, на котором сидит на шпонке шестерня 32, и дальше через шестерни (27—26) на ходовой винт 29. (При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
(При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
При перемещении суппорта в обратную сторону движение от ходового валика передается через шестерни—(23—22—21) на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Величина подач суппорта указана в разделе «Механизм подач». Ручная подача горизонтальных салазок осуществляется при помощи маховичков 50, а в суппорте — при помощи маховичка 51.
Перемещение бабки горизонтального шпинделя осуществляется при помощи маховичка 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производятся специальным ключом, который одевается на квадрат 53 валика-шестерни, а последняя зацепляется с рейкой, нарезанной на пиноли.
Предохранение механизма подач от поломок обеспечивает предохранительное устройство шарикового типа (муфта шестерни 34 и муфта 54).
Регулировка предохранительного устройства осуществляется с помощью гайки 55.
Разрез универсального фрезерного станка 6В75
Разрез универсального фрезерного станка 6В75. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Описание отдельных узлов и принадлежностей фрезерного станка 6В75
Станина
Станина станка состоит из двух основных частей: постамента 1 и станины 2.
Постамент станка пустотелый, одновременно служит резервуаром для охлаждающей жидкости.
Станина станка имеет коробчатое сечение. В верхней внутренней части станины смонтирована коробка скоростей 3, которая позволяет сообщать горизонтальному и вертикальному шпинделям по 6 различных чисел оборотов.
В нижней внутренней части помещена коробка подач 4, которая позволяет сообщать суппорту 5 и горизонтальным салазкам 6 также по 6 различных подач.
На валу 7 смонтировано предохранительное устройство шарикового типа, которое предохраняет цепь подач от перегрузки.
Регулировка поджатая пружины предохранительного устройства производится с помощью гайки 8.
В самом низу станины 2, в специальной нише, расположено электрооборудование станка.
На верхней части станины в горизонтальных направляющих перемещается бабка 9 горизонтального шпинделя 10.![]()
По вертикальным направляющим станины перемещается суппорт 5.
На задней части станины внизу крепится кронштейн 11, на котором устанавливается электродвигатель привода станка.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения обрабатываемых изделий как вручную, так и механическим путем.
Ручная подача осуществляется непосредственно маховичками 12 и 13.
Механическая подача осуществляется от вала 7, получающего вращение от коробки подач.
Величина механической подачи устанавливается с помощью рукояток 2 (черт. 3), а управление суппортом и горизонтальными салазками производится рукояткой 3 (черт. 3).
Для автоматического отключения продольной механической подачи предусмотрены конечные упоры 15 (черт. 3) и передвижные упоры 16 (черт. 3), с помощью которых можно регулировать величину хода салазок.
Для автоматического отключения вертикальной подачи также предусмотрены конечные упоры 17 (черт. 3) и передвижные упоры 18 (черт. 3), с помощью которых можно регулировать величину хода суппорта.
3), с помощью которых можно регулировать величину хода суппорта.
Точное перемещение суппорта и салазок производится соответственно с помощью лимбов 19 и 20 (черт.З).
Для особо точных работ используются индикатор и мерительные плитки.
Для установки индикатора предусмотрен специальный зажим 21 (черт. 3).
Мерительные плитки устанавливаются на специальную полочку 22 (черт. 3), ограниченную упором 23 (черт. 3).
При появлении осевого люфта в маточной гайке 18 последний может компенсироваться, по мере надобности, специальной гайкой 19.
Горизонтальный шпиндель
В корпусе бабки 9 смонтирован на подшипниках качения горизонтальный шпиндель 10.
Передней опорой шпинделя служит двухрядный роликовый подшипник № 3182110 кл. «А» с регулируемым радиальным зазором.
Задней опорой шпинделя являются два радиальных шарикоподшипника № 207 кл. «В».
Осевые нагрузки воспринимаются двумя упорными подшипниками №8111 кл. «В».
Поперечная подача горизонтальной бабки осуществляется вручную маховичком 6 (черт. 3).
3).
В верхней части бабки имеются направляющие для хобота вертикального шпинделя.
Крепление бабки в направляющих станины производится рукояткой 9 (черт. 3).
Вертикальный шпиндель
Головка 14 вертикального шпинделя 15 является съемной частью станка. Она монтируется на специальном хоботе 17, фиксируемом в верхних направляющих горизонтальной бабки двумя сухарями, которые затягиваются болтами 25 (черт. 3).
Конструкция хобота позволяет осуществлять поворот головки вертикального шпинделя на угол 45° в обе стороны.
Шпиндель 15 смонтирован в гильзе 16, которая может перемещаться в корпусе головки. Перемещение гильзы со шпинделем осуществляется вручную посредством съемной рукоятки, которая одевается на квадрат 8 (черт. 3).
Шпиндель головки смонтирован на подшипниках качения. Передней опорой шпинделя служит роликовый двухрядный подшипник № 3182109 кл. «А», задней опорой—два радиальных шарикоподшипника № 7000106 кл. «П».
Осевые усилия воспринимаются двумя упорными шарикоподшипниками № 8107 кл. «В».
«В».
Вертикальное положение оси шпинделя фиксируется рукояткой 26 (черт. 3) посредством конусного фиксатора.
В связи с быстроходностью шестерен привода шпинделя вертикальной головки особое внимание необходимо уделить их смазке.
Смазку шестерен производить 1 раз в смену перед началом работы. Несвоевременная смазка шестерен может привести к преждевременному износу их зубьев.
Угловой универсальный стол
Угловой универсальный стол служит для обработки деталей, обрабатываемые поверхности которых расположены наклонно относительно их базовой плоскости.
Угловой универсальный стол состоит из плиты 1, на которую крепится угольник 2, на угольник крепится консоль 3, а на консоль—стол рабочий 4.
Конструкция стола позволяет производить:
- наклоны стола относительно вертикальной и горизонтальной осей станка
- поворот рабочего стола в горизонтальной или наклонно расположенной плоскостях
Установка стола в различных положениях, а также поворот его осуществляется вручную при ослабленных болтах 5, 6, 7.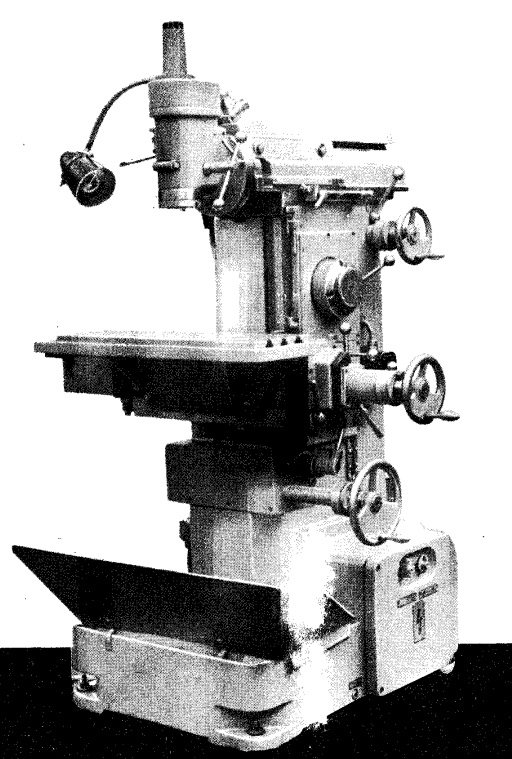
Отсчет угла наклона стола относительно горизонтальной плоскости определяется что шкалам, нанесенным на основании стола и угольнике.
Круглый стол
Круглый стол применяется во всех (случаях, когда требуется выполнение работ, связанных с делением или обработкой поверхностей по определенным радиусам.
На основании 1 устанавливается стол 2, который крепится на основании с помощью червячной шестерни 3 и винтов 4.
Вращение стола производится (рукояткой 5, которая насажена на конец червяка 6.
Крепление стола на основании производится двумя рукоятками 7.
Отсчет угла поворота стола производится по шкале стола с помощью указателя 8.
Для более точного отсчета величины угла поворота стола имеется лимб 9, цена одного деления которого равна 1 минуте, и нониус на эксцентриковой втулке 10, цена одного деления которого равна 5 секундам.
Крепление эксцентриковой втулки в основании производится с помощью винта 11.
Для предохранения лимба от проворачивания служит винт 12.
Тиски параллельные
Для крепления мелких деталей на станке в качестве универсального (приспособления применяются параллельные тиски.
Они состоят из круга поворотного 1, на который устанавливается основание 2.
Зажим изделия производится между неподвижной губкой 3 и подвижной губкой 4 с помощью винта 5 и маточной гайки 6, укрепленной в основании губки.
Поворотный круг позволяет производить поворот основания на 360°.
Отсчет поворота основания производится по шкале, нанесенной на цилиндрической части поворотного круга.
При работах, не связанных с поворотом изделия, для придания тискам большей жесткости рекомендуется тиски устанавливать без поворотного круга. В этом случае крепление основания к станку производится с помощью двух болтов, которые вводятся в прорези 7.
Делительная головка
Делительная головка предназначена:
- для непосредственного деления посредством диска 1, закрепленного на шпинделе головки
- для косвенного деления при помощи комплекта делительных дисков 2, которые устанавливаются на валу червяка
- для деления по градусам, пользуясь шкалой 3 и нониусом с точностью отсчета 2 минуты
При непосредственном делении червяк 4 должен быть выведен из зацепления с шестерней 5. Вывод червяка из зацепления осуществляется поворотом эксцентриковой втулки за гайку 6.
Вывод червяка из зацепления осуществляется поворотом эксцентриковой втулки за гайку 6.
При косвенном делении червяк должен быть включен и закреплен рукояткой 7. Деление производится вращением рукоятки 8, а отсчет деления осуществляется по гнездам дисков фиксатором 9.
После каждого поворота шпинделя в процессе деления, он должен быть закреплен в корпусе головки рукояткой 10. Регулировка осевого зазора между червяком и втулкой осуществляется гайками 11. При этом необходимо предварительно снять рукоятку 8 и отвернуть гайку 6.
Осевой и радиальный зазоры шпинделя регулируются гайками 12.
К станку прикладывается делительная головка новой конструкции.
Схема электрическая фрезерного станка 6В75
Элктрооборудование фрезерного станка 6В75. Общие сведения
Электрооборудование станка рассчитано для подключения к сети 3-фазного переменного тока напряжением 380 вольт, частотой 50 периодов в секунду.
Станок приводится в движение от электродвигателя типа А41-4; N=1,7 кВт; n=1420 об/мин; 220/380 Вольт.
Электросхемой предусмотрено:
- местное освещение напряжением 12 вольт через трансформатор типа ТПБ-50 380/12 В
- нулевая защита (от чрезмерного падения или исчезновения напряжения в питающей сети) — магнитным пускателем П6
- защита от токов короткого замыкания — плавкими предохранителями
Панель электрооборудования расположена в специальной нише в нижней части станины.
Описание электрической схемы фрезерного станка 6В75
Питание от сети подается на вводной пакетный выключатель «ВП1». При включении выключателя «ВП1» напряжение подается на контакты «К» магнитного пускателя и на трансформатор «ТР», при этом загорается сигнальная лампа «ЛС» — сеть включена.
Нажатием кнопки «Пуск» через контакты «К» магнитного пускателя включается в работу электродвигатель «1M». При этом катушка пускателя получает питание по цепи: «Лз2»—«К»—«6», «СТОП»— «5»—«ПУСК»—«Л12».
Когда кнопка «ПУСК» отпущена, катушка пускателя продолжает получать питание через свой блокконтакт, который шунтирует пусковую кнопку.
Включение электродвигателя «2М» возможно только после пуска электродвигателя «1М» с помощью пакетного выключателя «ВП2».
Останов станка осуществляется нажатием кнопки «СТОП».
Электродвигатели «1М» и «2М» защищены от токов ‘короткого замыкания плавкими предохранителями «1П».
Питание на светильник местного освещения подается от трансформатора посредством включения выключателя «В».
Трансформатор защищен от токов короткого замыкания плавким предохранителем «2П».
Технические характеристики фрезерного станка 6В75
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | Н | П | Н |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 200 х 630 | 200 х 630 |
| Размеры вертикального стола, мм | 250 х 630 | 200 х 500 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 80. .460 .460 | 80..380 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 0..300 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 125..375 | 130..330 | |
| Наибольший продольный ход стола (X), мм | 450 | 320 | 250 |
| Наибольший ход шпиндельной бабки (Y), мм | 300 | 200 | 150 |
| Наибольший вертикальный ход стола (Z), мм | 380 | 300 | 290 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,025 |
| Горизонтальный и вертикальный шпиндели станка | |||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 50..1600 | 95..1650 |
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 63..2000 | 110. .1860 .1860 |
| Количество скоростей шпинделей | 16 | 16 | 6 |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 148 | 214 | |
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 120 | 155 | |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 | ±45 |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 | Морзе 4 |
| Стол | |||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 13..395 | 12,5..400 | 17,5..178 |
| Ускоренный ход стола, мм/мин | 935 | 935 | нет |
| Количество подач стола | 16 | 16 | 6 |
| Наибольшее усилие подач стола, Н | 5000 | 5000 | |
| Шпиндельная бабка | |||
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 13. .395 .395 | 12,5..400 | нет |
| Количество подач шпиндельной бабки | 16 | 16 | — |
| Наибольшее усилие подач шпиндельной бабки, Н | 5000 | 5000 | |
| Электрооборудование и привод станка | |||
| Электродвигатель главного привода, кВт | 3 | 1,5 | 1,7 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 3,12 | 1,62 | 1,82 |
| Габарит и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1200 х 1240 х 1780 | 1110 х 1170 х 1650 | 1150 х 1100 х 1600 |
| Масса станка, кг | 1050 | 1100 | 855 |
Связанные ссылки. Дополнительная информация
Каталог справочник широкоуниверсальных фрезерных станков
Паспорта к широкоуниверсальным фрезерным станкам и оборудованию
stanki-katalog. ru
ru
Фрезерный станок 675: описание и характеристики
Фрезерный станок 675 впервые был изготовлен в 60-х годах ХХ века. Сегодня он считается усовершенствованной версией станка 678М. Несмотря на то, что оборудование заменили более новыми моделями, фрезер 675 до сих пор широко используется современными отечественными и зарубежными промышленными предприятиями для обработки заготовок из стали, цветных металлов и их сплавов.
Назначение
Промышленный фрезерный станок используется для выполнения фрезерования. С помощью шпинделя горизонтального типа можно производить обработку:
- дисковыми фрезами;
- фасонными;
- цилиндрическими.
Вертикальным шпинделем поворотного типа можно работать с фрезами:
- шпоночными;
- концевыми;
- торцовыми.
При оснащении оборудования специальной насадкой можно выполнять долбежные операции. За счет наличия функции поворота рабочей фрезерной головки обработка металла может проводиться под углом.
Установка станка
Высокая точность работ по металлу достигается только тогда, когда фрезер установлен правильно.
Станок разрешается эксплуатировать в закрытых помещениях или на крытых площадках с постоянной температурой окружающей среды 20 градусов. Влажность не должна быть больше 65%. Оборудование должно устанавливаться на фундаментной основе, толщина которой не меньше 10-15 см. Станок подключается к трехфазной системе электроснабжения с рабочим напряжением 380 В, а также выполняется заземление.
Основные технические характеристики
Важные параметры станка следующие:
- класс точности согласно стандартам ГОСТ 8-82 — повышенный;
- габариты вертикального стола — 200×500 мм;
- габариты горизонтального поворотного стола — 200×630 мм;
- размеры фрезера: длина — 1110, ширина — 1170, высота — 1750 мм;
- наибольший угол поворота вертикальной головки в вертикальной плоскости ±90 градусов в обе стороны;
- скорость вращения шпинделя горизонтального типа (фрезерной головки) — 50-1600 оборотов в минуту;
- скорость вращения вертикального шпинделя — 63-2000 оборотов в минуту.
Особенности конструкции
Перед тем как покупать станок, важно изучить его строение. Описание фрезерного станка 675:
- Универсальный агрегат оснащен литой чугунной станиной, на которой крепится рабочий стол и шпиндельная бабка.
- Основное движение фрезера — это вращение рабочей оснастки в шпинделе. Вращение передается через коробку скоростей на шпиндель горизонтального типа и через коническую пару шестерен — на вертикальный шпиндель.

- За счет крестовой рукоятки производятся механические подачи, при этом направление перемещений совпадает с движением стола.
- В конструкцию фрезера 675 встроены горизонтальный и поворотный вертикальный шпиндели.
- Через механизм суппорта передается вертикальное и продольное перемещение рабочего стола.
- Шпиндельной бабке, а именно шпинделю с оснасткой, сообщается поперечная подача.
- Рабочий режущий инструмент устанавливается в конус «Морзе № 4».
- Движение бабки ограничивается упорами.
- Фрезерный станок оснащен основным электродвигателем мощностью 1,5 кВт.
- Движение от электродвигателя передается на вал через клиноременную передачу; имеется встроенное местное освещение.
- Защитные и пусковые устройства располагаются в нише фрезера.
- Агрегат оснащен автоматическими смазочными станциями, которые подают масло к вращающимся и подвижным элементам.
- В рабочую зону подается смазочно-охлаждающая жидкость, что позволяет минимизировать риск растрескивания оснастки при работе на предельных скоростях.

- Подача СОЖ производится электронасосом.
- В конструкцию фрезера 675 вмонтирован выдвижной хоботок, на котором крепится дополнительная вертикальная фрезерная головка.
- Масса станка — 1100 кг.
Преимущества
Универсальное оборудование обладает жесткой и массивной конструкцией, благодаря чему высокоточную обработку металлических изделий можно производить на протяжении длительного времени (2-3 смены подряд). Фрезерный станок 675, характеристики которого позволяют встраивать оборудование в серийные и мелкосерийные производственные линии, отлично поглощает вибрации, благодаря чему сохраняется качество работ.
С помощью данной модели возможно производить фрезерные работы как небольших заготовок (ширина 250 мм, длина 800 мм), так и массивных деталей. Большим преимуществом является то, что управление фрезерным станком 675 удобное, а также интуитивно понятное. Так как элементы регулировки и наладки эргономически правильно расположены на корпусе.
Экономичная обработка изделий с помощью фрезерного станка 675 возможна за счет наличия широкого диапазона оборотов шпинделя и подач, а также за счет наличия быстрых перемещений. Обратите внимание, что за счет классической компоновки время на обучение и получение навыков работы за станком — минимальное.
Обратите внимание, что за счет классической компоновки время на обучение и получение навыков работы за станком — минимальное.
Дополнительная комплектация
В стандартную комплектацию помимо станка в сборке входят инструкция по эксплуатации и комплект рабочей оснастки. Обратите внимание, что технологические возможности промышленного оборудования могут быть значительно расширены за счет оснащения конструкции вспомогательными инструментами и комплектом фрез для станков. Такого рода приспособления и оснастка поставляются за дополнительную плату.
Усовершенствовать фрезерный станок 675 можно следующими устройствами:
- поворотными тисками, что вращаются параллельно станине;
- круглым столом, который проворачивается;
- делительной, быстроходной или долбежной головкой.
Фрезерный станок 675, описание которого представлено также в его паспорте, который входит в стандартную комплектацию, может устанавливаться как на крупных промышленных предприятиях, так и в малых ремонтных мастерских.
Ремонт фрезерного станка 675п в Санкт-петербурге
Ремонт фрезерного станка 675П по доступной стоимости и с гарантией качества. Дополнительная комплектация металлообрабатывающего оборудования для расширения его функционала.
Широкоуниверсальный фрезерный станок 675П повышенной точности используется для обработки фасонных поверхностей, канавок (винтовых и прямых), нарезания шлицов, зубьев. Также на нем можно обрабатывать как наружные, так и внутренние плоские поверхности. В качестве металлорежущего инструмента используются следующие виды фрез:
- цилиндрические;
- фасонные;
- торцовые;
- дисковые;
- шпоночные;
- концевые.
Кроме фрезерных и расточных операций на станке производятся с высокой точностью следующие виды работ:
- сверление;
- центрование;
- зенкерование;
- растачивание;
- долбление;
- развертывание.
Конструктивные особенности станка 675П
Станок 675П состоит из вертикальной станины с горизонтальными направляющими, которые установлены в его верхней части. Они необходимы для перемещения шпиндельной бабки с установленным на ней шпинделем. Передняя часть станины оснащена вертикальными направляющими с салазками. Их вертикальная рабочая поверхность служит основным рабочим столом. Обрабатываемую деталь устанавливают на одном из столов: на угловом с горизонтальной поверхностью или основном.
Они необходимы для перемещения шпиндельной бабки с установленным на ней шпинделем. Передняя часть станины оснащена вертикальными направляющими с салазками. Их вертикальная рабочая поверхность служит основным рабочим столом. Обрабатываемую деталь устанавливают на одном из столов: на угловом с горизонтальной поверхностью или основном.
Оснащение станка горизонтальным и вертикальным шпинделями, а также различной оснасткой делают станок широкоуниверсальным. Он отлично подходит для единичного и мелкосерийного производства, а также для работы в инструментальных цехах, ремонтных мастерских, пр.
Дополнительная комплектация станка
Технологические возможности станка можно значительно расширить, дополнительно используя станочные приспособления, которые не входят в основную комплектацию:
- делительная головка;
- поворотные тиски;
- долбежная головка;
- резцедержатель для выполнения расточных работ;
- быстроходная головка (для увеличения числа оборотов).

- поворотный круглый стол
Виды услуг по ремонту станка
Фрезерные станки, как и любое другое оборудование, в процессе длительной эксплуатации может выйти из строя. Могут возникать такие неисправности, как:
- выход из строя одного из шпинделей, коробки подач, пр.;
- повреждение направляющих, стола;
- несинхронная работа электродвигателя;
- замедление вращения шпинделя;
- резкое прерывание работы станка, пр.
Наша компания выполняет пусконаладочные работы, а также все виды ремонта металлорежущих станков с выездом к заказчику. Специалисты компании выполняют ремонт гидросистем, механических узлов и электронных систем. Также в перечень услуг входит диагностика, в том числе и проверка геометрической точности станков, их техническое обслуживание. Кроме этого мы производим монтаж и демонтаж металлорежущего оборудования.
Ремонт фрезерных станков, в том числе 675П, состоит из ремонта механической и электрической части. Он включает в себя следующие операции:
Он включает в себя следующие операции:
- разборка металлорежущего оборудования;
- мойка и проверка состояния отдельных деталей и механизмов;
- составление дефектной ведомости;
После определения объема работ наши специалисты приступают к ремонту:
- направляющих станины;
- стола;
- коробки скоростей;
- пар винт-гайка;
- шпиндельной головки;
- коробки подач и переключения;
- системы смазки;
- электрооборудования (электрошкафа, замене неисправных комплектующих, измерению сопротивления изоляции и заземления).
На завершающем этапе осуществляются сборочные операции и регулировка оборудования, проверяется точность. Она определяется путем проверок при помощи измерительных инструментов и приборов. Дополнительно производится косвенная оценка точности методом измерения образцов, обработанных на чистовых режимах. После этого осуществляется покраска станка и консервация.
Мы выполняем все виды ремонта: плановые (текущие), аварийные или капитальные. Текущий ремонт производится без демонтажа оборудования, капитальный – на нашей производственной базе. Его стоимость зависит от категории сложности ремонтных работ и затрат на расходные материалы.
Текущий ремонт производится без демонтажа оборудования, капитальный – на нашей производственной базе. Его стоимость зависит от категории сложности ремонтных работ и затрат на расходные материалы.
Почему с нами выгодно сотрудничать
Ремонт металлорежущего оборудования осуществляется по оригинальным спецификациям производителя. Для замены вышедших из строя узлов и деталей используются только высококачественные изделия, соответствующие требованиям ГОСТ. К преимуществам сотрудничества с нами относятся:
- наличие в штате опытных специалистов;
- техническая оснащенность современным диагностическим и ремонтным оборудованием;
- предоставление длительной гарантии качества;
- конкурентоспособная стоимость услуг.
Ремонт, выполненный нашими специалистами, позволит восстановить эксплуатационные характеристики фрезерных станков, увеличить производительность работ и минимизировать возможность их выхода из строя.
Форма заказа
Я не робот
Батарейки для слуховых аппаратов | Размер 675 Батарейки
Батарейки для слуховых аппаратов Размер 675:
Батарейки для слуховых аппаратов Размер 675 можно узнать по синему ярлычку. Батарея размера 675 представляет собой батарею таблеточного типа с физическими размерами диаметром 11,6 мм и высотой 5,4 мм. Общая мощность и разряд батареи зависят от химического состава батареи. Батарейки для слуховых аппаратов от разных производителей имеют разную цену и разные характеристики.
Батарея размера 675 представляет собой батарею таблеточного типа с физическими размерами диаметром 11,6 мм и высотой 5,4 мм. Общая мощность и разряд батареи зависят от химического состава батареи. Батарейки для слуховых аппаратов от разных производителей имеют разную цену и разные характеристики.
Щелкните здесь, чтобы просмотреть размер 675 Батарейки для слуховых аппаратов оптом
Размер 675 Информация | |
Код цвета: | Синий |
Диаметр ячейки: | 11,6 мм |
Высота ячейки: | 5,4 мм |
Диапазон номинального напряжения: | 1,4–1,45 В |
Цинк Воздух мАч | 600 мАч |
Эквиваленты: | PR44, 7003ZD, ZA675 и др. |
Общие марки: | Toshiba, ZeniPower, PowerOne, Varta, Duracell, Energizer, Murata, HearClear, Renata и Rayovac |

Кохлеарный имплант против. Слуховой аппарат
Слуховые аппараты и кохлеарные импланты позволяют людям с нарушениями слуха наслаждаться и четко воспринимать звук. Оба эти устройства выполняют эту задачу по-разному. Слуховые аппараты позволяют пользователю лучше слышать, усиливая окружающий звук, чтобы его было легче услышать и понять. Кохлеарные имплантаты работают, посылая электрические сигналы в мозг, которые затем, в свою очередь, расшифровываются мозгом как звуки. Эти устройства также имеют разные потребности, когда речь идет об аккумуляторах. Если вы попытаетесь использовать обычные батарейки для слуховых аппаратов в устройстве кохлеарного импланта, вы можете обнаружить, что батарейка работает не очень долго или устройство работает неудовлетворительно. Это связано с тем, что кохлеарные импланты потребляют значительно больше энергии, чем обычные слуховые аппараты.
Это связано с тем, что кохлеарные импланты потребляют значительно больше энергии, чем обычные слуховые аппараты.
При поиске батарей для вашего кохлеарного импланта важно выбрать батареи, которые обладают необходимой дополнительной мощностью, чтобы ваше устройство функционировало должным образом. Эти батареи обычно легко идентифицировать по +P. Например, батарея размера 675, имеющая дополнительную мощность для имплантатов, скорее всего, будет помечена как батарея размера 675P. Использование батареи с недостаточным питанием для устройства имплантации может привести к сокращению срока службы, нечеткому звуку или даже повреждению устройства. Всегда дважды сверяйтесь с инструкцией по эксплуатации, чтобы убедиться, что вы используете правильный тип батареи для своего устройства.
Щелкните здесь, чтобы просмотреть размер 675P Батарейки для кохлеарных имплантов от Microbattery.com
Батарея какого размера подходит для моего слухового аппарата?
Самый простой способ выяснить, какой аккумулятор используется в вашем устройстве, — это просмотреть руководство пользователя. Лучшая информация обычно предоставляется непосредственно от производителя. Следуя руководству, вы можете убедиться, что с вашим устройством все в порядке. Даже если что-то пойдет не так, следуя руководству, вы можете быть уверены, что не аннулируете гарантии производителя. Если ваше руководство по эксплуатации было утеряно, повреждено или просто выброшено; не нужно беспокоиться, так как быстрый поиск вашего устройства в Интернете может помочь вам быстро определить аккумулятор, который ему нужен.
Лучшая информация обычно предоставляется непосредственно от производителя. Следуя руководству, вы можете убедиться, что с вашим устройством все в порядке. Даже если что-то пойдет не так, следуя руководству, вы можете быть уверены, что не аннулируете гарантии производителя. Если ваше руководство по эксплуатации было утеряно, повреждено или просто выброшено; не нужно беспокоиться, так как быстрый поиск вашего устройства в Интернете может помочь вам быстро определить аккумулятор, который ему нужен.
Если у вас возникли проблемы с поиском нужного продукта в Интернете, попробуйте измерить батарейный отсек и сравнить его со стандартными размерами батарей для слуховых аппаратов, указанными ниже.
Щелкните здесь, чтобы просмотреть Руководство по батареям для слуховых аппаратов от Microbattery.com
Размер (название) | Высота | Ширина |
Размер 10 | 5,8 мм | 3,6 мм |
Размер 13 | 7,9 мм | 5,4 мм |
Размер 312 | 7,9 мм | 3,6 мм |
Размер 675 | 11,6 мм | 5,4 мм |
Аккумуляторы для слуховых аппаратов
Для тех, кто не любит постоянно менять и заменять старые батарейки для слуховых аппаратов, отличной альтернативой являются аккумуляторы. Перезаряжаемые батарейки для слуховых аппаратов, как правило, стоят немного дороже, чем обычные, но их можно перезаряжать и использовать многократно без замены. Убедитесь, что вы используете только высококачественные перезаряжаемые батареи для слуховых аппаратов от надежных поставщиков, чтобы обеспечить максимальный срок службы ваших продуктов и оборудования. Аккумуляторы низкого качества могут иметь низкую производительность, а также повредить зарядное устройство или устройство.
Перезаряжаемые батарейки для слуховых аппаратов, как правило, стоят немного дороже, чем обычные, но их можно перезаряжать и использовать многократно без замены. Убедитесь, что вы используете только высококачественные перезаряжаемые батареи для слуховых аппаратов от надежных поставщиков, чтобы обеспечить максимальный срок службы ваших продуктов и оборудования. Аккумуляторы низкого качества могут иметь низкую производительность, а также повредить зарядное устройство или устройство.
Нажмите здесь, чтобы просмотреть Руководство по перезарядке батареи от microbattery.com
Нажмите здесь, чтобы просмотреть аккумуляторы для слуховых аппаратов Microbattery.com
Советы и уловки: как расширить жизнь. Батарейки для слуховых аппаратов
Надлежащее хранение
Батарейки для слуховых аппаратов следует хранить при комнатной температуре и низком уровне влажности. Они должны оставаться в защитной упаковке до тех пор, пока не будут готовы к использованию, чтобы избежать преждевременного заполнения и нежелательного саморазряда. Правильно храня батарею, вы можете гарантировать, что она будет максимально свежей, когда это необходимо для использования. Также важно приобретать батарейки для слуховых аппаратов только у первоклассных розничных продавцов, чтобы обеспечить их надлежащее хранение. Здесь, на сайте microbattery.com, мы храним наши аккумуляторы на складе с климат-контролем и круглосуточным кондиционированием воздуха. Мы также регулярно заменяем или запасаем батареи, чтобы гарантировать, что батареи не садятся в течение длительных периодов времени.
Они должны оставаться в защитной упаковке до тех пор, пока не будут готовы к использованию, чтобы избежать преждевременного заполнения и нежелательного саморазряда. Правильно храня батарею, вы можете гарантировать, что она будет максимально свежей, когда это необходимо для использования. Также важно приобретать батарейки для слуховых аппаратов только у первоклассных розничных продавцов, чтобы обеспечить их надлежащее хранение. Здесь, на сайте microbattery.com, мы храним наши аккумуляторы на складе с климат-контролем и круглосуточным кондиционированием воздуха. Мы также регулярно заменяем или запасаем батареи, чтобы гарантировать, что батареи не садятся в течение длительных периодов времени.
Зарядка батареи
Самая большая ошибка, которую совершают пользователи батареек для слуховых аппаратов, — это пропуск этапа заправки перед использованием батареи. Воздушно-цинковые батареи используют воздух для правильной активации и обеспечения надлежащей работы. Чтобы воздух попал в батарейку вашего слухового аппарата, просто снимите защитный язычок с цветовой маркировкой на ячейке батарейки и оставьте ее на несколько минут. Это позволит воздуху проходить через ячейку и активировать химические вещества внутри, что позволит использовать полную мощность.
Чтобы воздух попал в батарейку вашего слухового аппарата, просто снимите защитный язычок с цветовой маркировкой на ячейке батарейки и оставьте ее на несколько минут. Это позволит воздуху проходить через ячейку и активировать химические вещества внутри, что позволит использовать полную мощность.
Очистите соединения
Перед установкой новой батареи в устройство рекомендуется протереть все соединения в устройстве, а также точки подключения на батарее. Это обеспечит чистое соединение без сопротивления, вызывающего грязь. Чем больше сопротивление потоку энергии, тем менее эффективно он будет питать устройство.
Универсальный фрезерный станок Stanko 675 P Станки б/у
- Описание
- Характеристики
- Об этом продавце
Исполнитель: Станко
Тип: 675 P.
Год выпуска: 1973
Мощность: около 2,5 кВт
Вес: около 1130 кг
Размеры: 1700 x 1200 x 1500
параметры:
• Размеры стола: 720×250 мм
• Продольная подача: 9 0320 мм • Поперечная подача: 210 мм
• Вертикальная подача: 300 мм
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Ось X | 320 мм |
| Ось Y | 210 мм |
| Ось Z | 300 мм |
| Мощность двигателя шпинделя | 2,5 кВт |
| Капитальный ремонт | № |
| ——————- | |
| Длина x ширина x высота | 1500,0 × 1200,0 × 1700,0 |
| Вес | 1130 кг |
| Рабочее время | |
| Время работы под напряжением | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2015 |
| Предложения онлайн | 23 |
| Последнее действие | 29 сентября 2022 г. |
Описание
Производитель: Станко
Тип: 675 П.
Год выпуска: 1973
Мощность: около 2,5 кВт
Вес: около 1130 кг
Размеры: 1700 х 1200 х 1500
параметры:
• Размеры стола: 720×250 мм
: 320 мм
• Поперечная подача: 210 мм
• Вертикальная подача: 300 мм
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2015 |
| Предложения онлайн | 23 |
| Последнее действие | 29 сентября 2022 г. |
Китай Производитель ультразвуковых датчиков, Направляющая иглы, Поставщик ультразвуковых датчиков
Горячие продукты
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Ультразвуковые датчики
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
В наличии
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Ультразвуковой преобразователь/зонд Sonoscape C353 для S8exp, S9, С9ПРО, С22, С30, С40, С50
Цена на условиях ФОБ:
2000-5000 долларов США
/ шт.
Мин. Заказ:
1 шт.
Свяжитесь сейчас
Свяжитесь сейчас
Направляющая иглы
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util.each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls. length > 1){ }}
length > 1){ }}
{{ } }}
| Вид бизнеса: | Торговая компания | |
| Основные продукты: | Ультразвуковой зонд , Направляющая иглы | |
| Количество работников: | 15 | |
| Год основания: | 2010-05-14 | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: в течение 15 рабочих дней Время выполнения в межсезонье: в течение 15 рабочих дней |
Информация отмечена
проверяется
БВ
Компания Rencheng (Guangzhou) Medical Equipment Maintenance Co. , Ltd. была основана в мае 2010 года и расположена в Гуанчжоу. Наша компания занимается продажей и обслуживанием различного медицинского оборудования, такого как монитор пациента, ЭКГ/ЭКГ, ультразвук B, рентгеновский аппарат, эндоскоп, биохимический анализатор, дыхательный аппарат, наркозный аппарат и различные ультразвуковые датчики (новые, бывшие в употреблении, импортные), ультразвуковой преобразователь, набор для биопсии/прокалывания и т.д. Мы занимаемся предложением нашим клиентам одношагового обслуживания, поставляя конкурентоспособные …
, Ltd. была основана в мае 2010 года и расположена в Гуанчжоу. Наша компания занимается продажей и обслуживанием различного медицинского оборудования, такого как монитор пациента, ЭКГ/ЭКГ, ультразвук B, рентгеновский аппарат, эндоскоп, биохимический анализатор, дыхательный аппарат, наркозный аппарат и различные ультразвуковые датчики (новые, бывшие в употреблении, импортные), ультразвуковой преобразователь, набор для биопсии/прокалывания и т.д. Мы занимаемся предложением нашим клиентам одношагового обслуживания, поставляя конкурентоспособные …
Просмотреть все
Сертификаты
8 шт.
Сертификат Dotmed
Топ100 с точками
Разрешение на ведение бизнеса
Бизнес-лицензия
Наш сертификат
Наш Сертификат
Наш Сертификат
Наш сертификат
Отправьте сообщение этому поставщику
* От:
* Кому:
г-жа Трейси Ли
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Aristocrat Leisure покупает Playtech в рамках игровой сделки на 3,7 млрд долларов
- Акционерам Playtech предлагается 680 пенсов (9,35 долларов США) за акцию
- Aristocrat привлечет 964,21 млн долларов в виде капитала для финансирования приобретения
- Акции Playtech выросли на 57% 18 октября до 675 пенсов (9,28 долларов США)
- Aristocrat ожидает, что итальянский оператор азартных игр Playtech Snaitech откроет новые рынки в Европе
Марк Пирсон
Краткая биография
Австралийский лидер игровых автоматов Aristocrat Leisure сделал гигантский стратегический шаг в индустрии онлайн-игр и спортивных ставок после объявления о приобретении Playtech за 3,7 миллиарда долларов. [Изображение: Shutterstock.com]
Крупнейший в мире поставщик
Австралийский производитель игровых автоматов Aristocrat Leisure Ltd. объявил о поглощении за 5 млрд австралийских долларов (3,7 млрд долларов США) британской компании Playtech Plc, крупнейшего в мире поставщика программного обеспечения для онлайн-игр и спортивных ставок.
Ведущая австралийская онлайн-брокерская компания CommSec 18 октября поделилась в Твиттере новостями о приобретении Aristocrat компании Playtech, сославшись на то, что австралийский игровой гигант заявил, что сделка «ускорит [его] стратегию роста».
Компания Aristocrat $ALL предложила наличными приобрести Playtech, ведущего мирового поставщика программного обеспечения и контента для онлайн-гемблинга, за 5 миллиардов австралийских долларов.
Правление Playtech заявило, что «считает условия приобретения справедливыми и разумными». $ALL считает, что покупка ускорит ее стратегию роста. pic.twitter.com/C45gZzgkuo
— CommSec (@CommSec) 18 октября 2021 г.
Покупка позволит Aristocrat выйти на новые области роста, такие как ставки на спорт и онлайн-игры. Согласно заявлению Aristocrat, опубликованному 18 октября, акционерам Playtech предлагается 680 пенсов (9,35 долларов США) за акцию, что на 58% выше цены закрытия компании в пятницу. В заявлении говорится, что директора Playtech, владеющие акциями лондонской компании, «безоговорочно обязались» проголосовать за поглощение.
Аристократ заявил, что привлечет 1,3 млрд австралийских долларов (
долларов США).64,21 млн) собственного капитала, чтобы помочь финансировать приобретение, наряду с новым долгом и существующими денежными средствами.
Компания добавила, что в результате сделки будет создан один из крупнейших поставщиков платформ для бизнеса в игровой индустрии в мире.
Aristocrat готовится к значительному росту
Генеральный директор Aristocrat Тревор Крокер заявил, что это приобретение предложит игровым клиентам по всему миру обширный портфель «сквозных решений […], а также беспрепятственный игровой опыт, подкрепленный общим вниманием к ответственному игровому процессу». и инновации».
воспользоваться возможностями в быстро растущем глобальном сегменте онлайн-игр на реальные деньги
Крокер добавил, что транзакция позволит бизнесу воспользоваться возможностями в быстро растущем глобальном сегменте онлайн-игр на реальные деньги, «особенно в Северной Америке».
По данным Австралийской радиовещательной корпорации (ABC), сделка с Aristocrat была частью «лихорадки поглощений со сделками», которая подстегнула фондовый рынок Австралии. По данным ABC, австралийский индекс All Ordinaries «вырос на одну пятую процента до 7,69».0». Тем временем акции Playtech выросли на 57% 18 октября до 675 пенсов (9,28 долларов США).
За последние несколько лет Aristocrat наращивала масштабы своих цифровых операций, став мировым лидером на рынках социальных казино, казуальных игр и ролевых игр (RPG). В онлайн-интервью Fantini Research в прошлом году Крокер рассказал об амбициях своей фирмы в отношении рынка спортивных ставок, сказав: «У нас есть баланс, и у нас также есть намерение […] либо построить, либо купить».
Поглощение компании в понедельник, однако, является крупнейшим на сегодняшний день заявлением о намерениях Aristocrat на рынке спортивных ставок и онлайн-игр.
Заголовки газет в США
После сделки в понедельник компания Aristocrat заявила, что ожидает, что Snaitech — итальянский многоканальный оператор азартных игр Playtech — откроет новые рынки в Европе, в то время как его бизнес в США продолжает процветать.
Компания Aristocrat за последний год попала в заголовки газет в США, как с Aristocrat Gaming, так и с ее дочерней компанией Aristocrat Technologies в Лас-Вегасе.
В мае 2021 года Aristocrat Gaming подписала соглашение с Churchill Downs Incorporated (CDI) на поставку исторических гоночных машин (HRM) на предприятия CDI в Кентукки.
Хотя HRM выглядят и работают как игровые автоматы, то, как они определяют результаты вращений, совершенно отличается. Вместо использования алгоритма для рандомизации результата вращения исторические скачки анонимны. HRM также являются пари-мутуэлем, когда ставки объединяются и делятся между победителями.
В прошлом году клуб NFL Las Vegas Raiders and Allegiant Stadium назвал Aristocrat Technologies своим официальным партнером. Сделка предоставила Aristocrat права на использование вывесок на стадионе Raiders «Звезда Смерти» в Вегасе, а также возможность создания игровых автоматов Aristocrat под брендом Raider в будущем.
Опубликовано в: Casino Financial Sports World News
Теги: Aristocrat Leisure Australia Playtech захват спортивных ставок
Non-Rechargeable Batteries : 65342, 70347, 7846
Get a Quote
Part Number
Quantity
| MFG SKU | NSN | Item Name | Details | Manufacturer (CAGE ) | Запрос предложений | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 65342 | 6135-01-416-8342 | Аккумулятор, нереагируемая | Влия: 3,0 Количество терминала: 16 Терминальный тип: PIN | AEROFLEX WICHITA INC. (511 (511 | AEROFLEX WICHITA INC. (511 | . 660087 | 6135-01-602-3042 | АВТОЕКАЯ АВТОМАЯ0019 660139 | 6135-01-602-3041 | Battery Assembly | END Item Identification: BS330-9014, B | Ascom US Inc. (3C854) | |
| 675P | 6135-01-297-5565 | Батарея, неперезаряжаемая | Напряжение IN Вольт: 1,4 Форма: цилиндрическая Количество клемм: 2 | Panasonics (S5175) | |||||||||
| 6960911 | 6135-01-421-3189 | Battery, Nonrechargeable | Naval Sea Systems Command (53711) | ||||||||||
| 6963051 | 6135-00- 835-7210 | Аккумулятор, неперезаряжаемый | Количество клемм: 2 Тип клеммы: Плоская поверхность Общая длина: 2,390 дюйма номинальная | Команда Naval Sea Systems (53711) | |||||||||
| 6ES7971-0BA00 6ES79710BA00 | 6135-01-512-8105 | 70011. 10124. будет соответствовать спецификации контроля качества, производства и тестирования navicp activity hx 10124. будет соответствовать спецификации контроля качества, производства и тестирования navicp activity hx | Wesco Distribution Inc. (1QRQ4) | ||||||||||
| 700106 | 6135-01-550-6279 | Battery Assembly | Saft America Inc. (7X634) | ||||||||||
| 700-1693-001 7001693001 | 6135-01-616-0696 | Батарея, неперезаряжаемая | Honeywell International Inc. (97896) | ||||||||||
| 700186 | 6135-01-550-6279 | Battery Assembly | Saft America Inc. (7X634) | ||||||||||
| 700471741 | 6135-01-614-1355 | Аккумулятор, неперезаряжаемый | Особенности: Заменяет ИБП (120 В) на карту web/snmp и комплект направляющих, P/N 700465305 (4NCQ6), 6130-01-602-7356 КОНЕЦ Идентификация изделия: A63190-SW-HD2 (4NCQ6), набор J, телефонная система; SB-010298-AM(4NCQ6), media ser Part Name Assigned BY Controlling Agency: 1500 va internal battery replacement kit | Avaya Federal Solutions Inc. (4NCQ6) (4NCQ6) | |||||||||
| 70347 | 6135- 01-615-6205 | Батарея, влажная, первичная | Напряжение IN Вольт: 12,0 Общая длина: номинальная 210,0 мм КОНЕЦ Идентификация изделия: Yanmar L 100 ae, дизельный агрегат 94092 | Yanmar Diesel America Corp. (0AK42) | |||||||||
| 7085245 | 6135-01-498-1498 | 6135-01-498-1498 | . Обозначение: MK85MOD6, учебная головка, торпеда MK46 Количество компонентов: 3 | Командование морских систем ВМФ (53711) | |||||||||
| 7214569220000004 | 6135-01-604-6972 | Аккумулятор, нереагируемый | Тип терминала: кнопка Общая длина: 1,969 дюйма Номинальная Общая толщина: 0,583 дюйма | 3 SAFT Федеральные | |||||||||
| 7293-652 7293652 | 6135-01-615-5378 | Аккумулятор в сборе | КОНЕЦ Идентификация изделия: Рентгенографический аппарат Part Name Assigned BY Controlling Agency: Overlay, M9-BATTERY | Ludlum Measurements Inc. (23609) (23609) | |||||||||
| 735709091 | 6135-01-550-2518 | Battery, Wet, Primary | Идентификация конечного изделия: Sat amrel, marcom ivcs | American Reliance Inc. (0KAG7) | |||||||||
| 7450076 5-30004 8058 | 0024 | Battery, Nonrechargeable | END Item Identification: 3431-01-498-4423 | Jackson Products Inc. (74936) | |||||||||
| 7-511B11061-001 7511B11061001 | 6135-01- 612-3643 | Аккумулятор в сборе | КОНЕЦ Идентификация изделия: Служба поддержки авиадиспетчеров Название детали присвоено контролирующим агентством: Аккумулятор для самолетов, 18 ампер/час | Компания Boeing, The (8V613) | |||||||||
| 7520 | 6135-00-835-7210 | Аккумуляторная батарея, нереатическая поверхность | Терминальная. (71092) (71092) | ||||||||||
| 7846 | 6135-00-985-7846 | Аккумулятор, неперезаряжаемый | Количество терминала: 2 Тип терминала: плоская поверхность Общая длина: 1,951 дюйма номинальная | Восточная Каролина Профессиональный центр (4U407) |
- WE SOLVES SPESISESESES 61112
- WE SOLVES SPESISESSES 61112
- . , 700-1693-001, 70347, 72145622000, 7293-652, 7520, 7846 — Запчасти NSN, трудно найти, долгое время выполнения и устаревшие компоненты.
Тележка для подачи напитков из нержавеющей стали Lakeside 636P с 3 полками и фиолетовым ламинированным покрытием
Войдите или добавьте в корзину чтобы увидеть нашу цену!
$X,XXX.XX
Розничная цена
$1 493,00
Зачем мы это делаем?
Earn up to $44.79 back (4,479 points)with a Webstaurant Rewards Visa® Credit Card
Other Available Colors:
- Устраняет необходимость в специальном сервировочном столе
- Прочная конструкция из нержавеющей стали
- Водостойкое ламинированное покрытие для защиты от пролитой жидкости и беспорядка
- 4-дюймовые поворотные ролики для удобства транспортировки
- 2-дюймовые направляющие вдоль верхней части помогают предотвратить падение предметов
- 3 внутренние полки обеспечивают незаметное место для хранения
Код UPC:400011897543
Доставка:Обычно отправляется в течение 1-2 недель
Посмотреть все Сервировочные тележки Lakeside
- Тележка для напитков Lakeside из нержавеющей стали 672P с 3 полками и пурпурным ламинированным покрытием — 33 1/8 x 21 x 38 1/4 дюйма
2 489,50 долл.
 США/каждая
США/каждаяСервисная тележка с 3 полками и фиолетовой отделкой — 44 1/4″ x 24″ x 38 1/4″
3 237,00 $/шт.
- Lakeside 676P Сервисная тележка для напитков с откидными листами, 3 полки и фиолетовая ламинированная отделка — 61 3 /4 дюйма x 24 дюйма x 38 1/4 дюйма
4 348,50 долл. США/каждые
- Тележка для подачи напитков из нержавеющей стали Lakeside 678P с 3 полками и фиолетовым ламинированным покрытием — 40 3/4 x 24 x 38 1/4 дюйма
2 316,50 долл. США/шт. Фиолетовый ламинат отделка — 58 3/8 «x 24» x 38 1/4 «
$ 3,365,50/каждый
Спецификации озера 736P . 30 1/4 дюйма Ширина 21 дюйма высота 38 1/4 дюйма .  Inches
InchesCasters With Casters Color Purple Features Made in America Material Нержавеющая сталь Количество полок 3 полки - Могу ли я изменить этот элемент?
- Интернет-магазин предлагает некоторые дополнительные модификации для этого товара. Если вас интересует дополнительная информация о модификации этого устройства, заполните эту форму, Форма запроса специального заказа , и член нашей команды по индивидуальному предложению свяжется с вами в течение 1-2 рабочих дней!
Задайте свой вопрос!
Повысьте эффективность подачи напитков на мероприятии с обслуживанием, небольшом завтраке «шведский стол» или обслуживании номеров в отеле с помощью этой тележки для напитков из нержавеющей стали Lakeside 636 с 3 полками и отделкой из фиолетового ламината! Независимо от применения, эта тележка эффективно устраняет необходимость в специальном сервировочном столе, позволяя вам загружать тележку напитками, закусками и другими принадлежностями, прежде чем выкатить ее в зону обслуживания для гостей.
 Он даже имеет 2-дюймовые направляющие по бокам верхней части, чтобы предотвратить падение продукта. Кроме того, он может похвастаться 4-дюймовыми поворотными роликами для удобства транспортировки.
Он даже имеет 2-дюймовые направляющие по бокам верхней части, чтобы предотвратить падение продукта. Кроме того, он может похвастаться 4-дюймовыми поворотными роликами для удобства транспортировки.Прочная конструкция тележки из нержавеющей стали гарантирует долговечность, а лиловое ламинированное покрытие снаружи придает ей утонченную элегантность, которая несомненно дополнит любой интерьер. Благодаря водонепроницаемой ламинированной верхней части этого устройства вы даже можете быть спокойны, зная, что оно защищено от неизбежных разливов, связанных с любой подачей напитков. Эта тележка также оснащена 3 внутренними полками, на которых можно незаметно хранить дополнительные расходные материалы и предметы обслуживания, что еще больше повысит эффективность вашей работы.
Габаритные размеры:
Длина: 30 1/4 дюйма
Ширина: 21 дюйм
Высота: 38 1/4 дюйма
Внутренние полки: 24 дюйма x 15 1/2 дюйма
Расстояние между полками (средняя и верхняя) : 7 3/8 дюйма
Зазор на полке (внизу): 12 3/8 дюймаЭтот товар доставляется через Common Carrier.
 Для получения дополнительной информации и советов по обеспечению бесперебойной доставки нажмите здесь. не хранится на нашем складе, обработка, время доставки и наличие на складе могут различаться. Если вам нужны товары к определенной дате, пожалуйста, свяжитесь с нами до размещения заказа. Доступность ускоренной доставки может варьироваться. Мы не можем гарантировать, что этот товар может быть отменен выключены из заказа или возвращены после его размещения.
Для получения дополнительной информации и советов по обеспечению бесперебойной доставки нажмите здесь. не хранится на нашем складе, обработка, время доставки и наличие на складе могут различаться. Если вам нужны товары к определенной дате, пожалуйста, свяжитесь с нами до размещения заказа. Доступность ускоренной доставки может варьироваться. Мы не можем гарантировать, что этот товар может быть отменен выключены из заказа или возвращены после его размещения.Вниманию жителей штата Калифорния: Опора 65 Предупреждение
Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак, врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov.
Ресурсы и загрузки для
Lakeside 636P
Для просмотра информации об этом продукте требуется программа просмотра PDF.

- WE SOLVES SPESISESSES 61112
