Станок для профнастила своими руками: Ручной станок для производства профнастила своими руками
Содержание
Станок для производства профнастила своими руками
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
- материала для стен различных сооружений;
- обшивки зданий;
- листов для изготовления опалубки;
- кровельного материала для жилых зданий;
- материала по созданию перегородок и ограждений;
Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.
Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.

Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
Для изготовления понадобится станок для производства профнастила. На нем можно создать листы для стен, кровли и пола.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. Изготовление профнастила возможно в виде профилирования, то есть материал приобретает профильную форму.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется вид металлопрофиля и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Если необходимо изготовить волнистые листы профиля в небольшом количестве – то лучше всего использовать ручной станок для изготовления профнастила. Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании.
Автоматические и полуавтоматические производственные линии представлены автоматизированными станками. Это большой комплекс механизмов различного назначения. Изготовление профилированных листов на таком оборудовании происходит за короткое время.
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.
Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей.
 Это влияет на качество продукции.
Это влияет на качество продукции. - После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Современное производственное оборудование обладает сенсорным пультом. Кроме того, большинство станков оборудовано электромеханическими ножницами, устройствами для зажима, специальными урнами для отходного материала и другими необходимыми устройствами.
Станок для производства профлиста позволяет изготовить профнастил любой формы и назначения. Необходимый материал – гладкая качественная сталь.
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Если вы решили создать станок для профнастила своими руками, то рекомендуем прочитать специальную литературу по этому вопросу. Также желательно обратиться к фото и видеоматериалам. Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Своими руками станок для профнастила
(линия для производства двухслойного гофрированного картона)
Если вы заинтересованы в этой подержанной линии, пожалуйста, свяжитесь со мной, я вышлю вам детали.
Линия по производству однослойной облицовки также называется производственной линией из двухслойного гофрированного картона. Эта линия с одним лицом состоит из подставки для рулона бумаги , машины с одним лицом и машины для резки бумаги с круговым поворотом . Для использования вебов-бумажного материал единой производственной линии лица машины, производства и резок одного лица гофрированной бумаги в качестве необходимых размеров, она образует гофрированный картон, без необходимости сушки. Это устройство имеет преимущества разумной ткани, передовые технологии, высокое качество продукции, высокая эффективность, низкий уровень качества изготовления, эксплуатации и техническому обслуживанию легко. Это предпочтительное оборудование для производства гофрированного картона из картонных фабрик.
Это устройство имеет преимущества разумной ткани, передовые технологии, высокое качество продукции, высокая эффективность, низкий уровень качества изготовления, эксплуатации и техническому обслуживанию легко. Это предпочтительное оборудование для производства гофрированного картона из картонных фабрик.
Высокое качество, конкурентоспособная цена, своевременная доставка и сердечный сервис.
9 методов испытаний гофрированной коробки для обеспечения качества упаковки
Методы испытаний гофрированной коробки:
- Испытание на стойкость к разрыву
- Испытание на раздавливание кромок 2 Отдельная
- Водостойкость склеивания
- Тестер калибровки по Коббу
- Грамма и толщина бумаги
- Сопротивление проколу
- Тест на сопротивление сколу
- Испытание на прочность
- Box Тестирование коробок
Согласно FICCI, картонные изделия составляют более 30% упаковочной промышленности. Это потому, что гофроящики довольно популярны. Например, обычные контейнеры с прорезями являются одним из наиболее широко используемых типов ящиков для транспортировки и хранения. Гофроящики имеют низкую стоимость, долговечны и экологичны. Однако не все коробки сделаны равными. То есть они сильно различаются по прочности на сжатие, толщине, химической стойкости и другим факторам.
Это потому, что гофроящики довольно популярны. Например, обычные контейнеры с прорезями являются одним из наиболее широко используемых типов ящиков для транспортировки и хранения. Гофроящики имеют низкую стоимость, долговечны и экологичны. Однако не все коробки сделаны равными. То есть они сильно различаются по прочности на сжатие, толщине, химической стойкости и другим факторам.
Вы должны знать это, когда вам нужно выбрать подходящую коробку из гофрокартона для ваших нужд упаковки. Прочность и конструкция картона напрямую влияют на вес, который может нести коробка.Слишком слабая коробка может проколоться или разрушиться. С другой стороны, лишний ящик означает, что вы платите за материал и увеличиваете потери окружающей среды.
Чтобы определить, как гофрированные коробки противостоят внешним воздействиям, чтобы помочь вам принять взвешенное решение при комплектации коробок, производители используют несколько процедур тестирования.
Ниже приведен обзор общих методов тестирования гофрокоробов, используемых для проверки прочности гофрокоробов.
# 1– испытание на разрывную прочность
- ЧТО : Испытание на прочность коробки при воздействии давления
- ПОЧЕМУ : Чтобы определить точный вес, который может выдержать коробка, грубая обработка
Испытание на прочность по Муллену или испытание на разрыв проверяет прочность стенок гофрированного картона когда подвергается силе или давлению.В этой процедуре испытания резиновая диафрагма используется для приложения давления к стенкам гофроящика, пока он не лопнет. Диафрагма расширяется с помощью гидравлики, и по мере расширения диафрагмы гофрокартон разрывается под давлением.
Мы измеряем прочность на разрыв в килограммах на квадратный сантиметр. Коэффициент разрыва дается в тысячу раз от силы разрыва, деленной на граммаги доски.
Коэффициент разрыва = прочность на разрыв (кг / см 2 ) x 1000 / Грамма (г / м 2 )
# 2 — Испытание на удар по краям
- ЧТО : Измельчение гофрокартона в поперечном направлении
- ПОЧЕМУ : Для проверки качества материала, прочности при штабелировании, выносливости при транспортировке поддонов
Одним из наиболее популярных методов проверки прочности штабелирования гофроящиков является Испытание на удар краем или ECT.
Каждая сторона гофрокороба состоит из листов, которые имеют три или более слоев. Как правило, тонкий лист с канавками и выступами расположен между двумя плоскими листами. Эти канавки и гребни, также известные как канавки, обеспечивают анизотропную прочность коробки. Это означает, что коробки могут нести большую силу в одном направлении. Тест на краевое раздавливание, правильный тест или плоский тест на раздавливание помогает определить это.
В испытании на раздавливание кромки сила прикладывается к одной стороне коробки, перпендикулярно ребрам, до тех пор, пока коробка не будет раздавлена.В тесте Ring Crush, кольцо, вырезанное из коробки, используется для того же теста. В плоском испытании на раздавливание к одной стороне прикладывается чрезмерное усилие.
Результаты испытания на раздавливание кромки измеряются в фунтах на линейный дюйм несущей кромки, но представлены как ECT.
Однослойная гофрированная доска Прочность:
| Испытание на разрыв | Испытание на минимальную кромку 9009 | Предел максимальной нагрузки на картонную коробку |
|---|---|---|
| 125 # | 23 ДЭХ | 20 фунтов. |
| 150 # | 26 ECT | 35 фунтов. |
| 175 # | 29 ДЭХ | 50 фунтов. |
| 200 # | 32 ECT | 65 фунтов. |
| 275 # | 44 ДЭХ | 95 фунтов. |
| 350 # | 55 ДЭХ | 120 фунтов. |
Гофрированный картон с двойными стенками Прочность:
| Испытание на разрыв | Испытание на минимальную кромку 9009 | Предел максимальной нагрузки на картонную коробку |
|---|---|---|
| 200 # | 23 ДЭХ | 20 фунтов. |
| 275 # | 26 ДЭХ | 35 фунтов. |
| 350 # | 29 ДЭХ | 50 фунтов. |
| 400 # | 32 ECT | 65 фунтов. |
| 500 # | 44 ДЭХ | 95 фунтов. |
| 600 # | 55 ДЭХ | 120 фунтов. |
Ссылка: Стэндфордский университет
ECT дает вам точное представление о прочности ящиков, когда они штабелируются и перевозятся на поддонах. Кроме того, для гофрированного картона с номиналом ECT используется меньше материала, чем для аналогичного блока с тестом на разрыв, для обеспечения эквивалентного уровня прочности. Это означает, что покупать оптовые коробки с рейтингом ECT дешевле и дешевле.
Кроме того, для гофрированного картона с номиналом ECT используется меньше материала, чем для аналогичного блока с тестом на разрыв, для обеспечения эквивалентного уровня прочности. Это означает, что покупать оптовые коробки с рейтингом ECT дешевле и дешевле.
Однако важно знать, что приведенные выше результаты (общая прочность коробки) могут варьироваться в зависимости от состава каждого гофрированного листа. Следовательно, знание типа гофра важно, прежде чем принять решение.
# 3 — Водостойкость склеивания
- ЧТО : Испытание на водостойкость клеевых линий гофрокартона
- ПОЧЕМУ : Испытание на воздействие климатических условий, водопроницаемость, водопоглощение
Даже если само ДВП может поглощать и удерживать воду Также важно проверить водостойкость склеивания или герметизации.Для определенных применений стандарт FEFCO 9 используется для проверки водостойкости приклеивания коробок из гофрокартона.
В этом типе испытаний гофрированный картон погружается в воду, в то время как клеевые линии подвергаются проверке на прочность сцепления и водопоглощение.
# 4 — Cobb Sizing Tester
- ЧТО : Проверьте водостойкость и измерьте увеличение веса при воздействии воды
- ПОЧЕМУ : Для проверки качества коробки пористость
Сырье, используемое при производстве гофрированного картона, имеет тенденцию впитывать воду и удерживать ее.Тестер Cobb Sizing используется для определения степени поглощения воды.
В этом испытании гофрированный картон сначала подвергается воздействию воды. Затем вода выдавливается из образца под давлением. Обычно, в зависимости от качества, вся вода не удаляется, несмотря на то, что доска нажимается тяжелым стальным роликом. Разница в весе из-за оставшейся воды известна как значение Кобба.
Чем ниже значение Кобба, тем лучше водостойкость.Тест Кобба требуется для определенных сертификатов, особенно тех, которые связаны с упаковкой опасных материалов.
# 5 — Граммаж и толщина бумаги
- ЧТО : Проверьте плотность и толщину поверхности
- ПОЧЕМУ : Для проверки качества и жесткости ящика
Граммация и толщина — два наиболее фундаментальных свойства гофрированного ДВП, которые определяют качество ящика. В спецификациях для гофрокороба не указана «лучшая» граммажность или толщина, и она полностью соответствует вашим требованиям.
Если требуется больше набивки, используется коробка с большей толщиной. Канавки гофрированного картона больше и в них поступает больше воздуха. Тонкие доски с плотными канавками имеют высокую граммацию. Такие коробки нужны, когда упаковка должна быть более компактной и жесткой.
Image Courtesy: Shanghai GL
Толщина обычно измеряется в (миллиметрах) мм, а граммация выражается в граммах на квадратный метр (г / м 2 ).
Тонкие плиты легче складывать, легче и удобнее, когда речь идет о печати или детализации.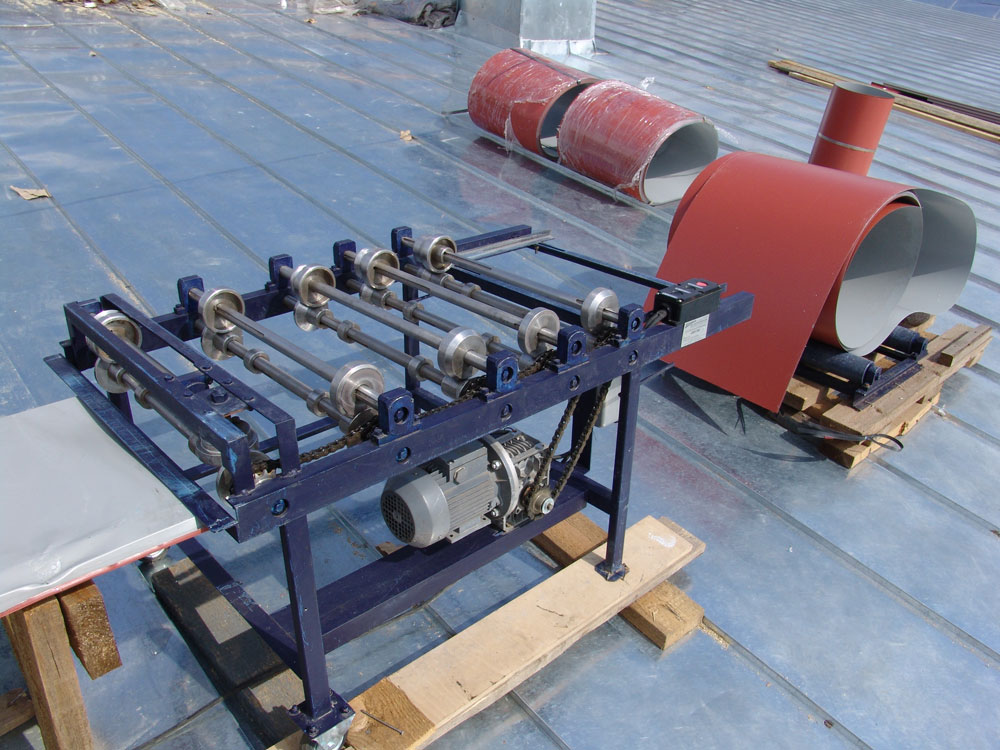 Более толстые из них более прочные и подходят для перевозки в тяжелых условиях. Обычно тип флейты (A, B, C, E или F) определяет прочность картона, при этом C является наиболее распространенным (4,0 мм).
Более толстые из них более прочные и подходят для перевозки в тяжелых условиях. Обычно тип флейты (A, B, C, E или F) определяет прочность картона, при этом C является наиболее распространенным (4,0 мм).
Стандартные гофрированные канавки:
| Флейта | Толщина флейты (мм) |
|---|---|
| A | 4,8 |
| B | 3,2 |
| C | 4,0 |
| E | 1.6 |
| F | 0,8 |
# 6 — сопротивление проколу
- ЧТО : проверить устойчивость к проникновению острых твердых предметов
- ПОЧЕМУ : проверить прочность и прочность картона при транспортировке
Испытание на стойкость к проколам проверяет, насколько хорошо коробка выдерживает удар, нанесенный пирамидальной или треугольной формы вес. Стандарты испытаний гофрокоробов на сопротивление проколу включают FEFCO 5 или ISO 3036.
# 7 — испытание на сопротивление отрыву
- ЧТО : Проверьте долговечность печатных или окрашенных коробок, чтобы противостоять истиранию
- ПОЧЕМУ : Чтобы печатный текст на картонной коробке выдержал трение, носить
Печать является неотъемлемой частью упаковки. При использовании различных типов методов печати важно проверить, насколько хорошо этикетки или отпечатки могут справляться с потертостями или истиранием. Для этой цели используются испытания на сопротивление истиранию или истиранию.Существует тест Sutherland Rub Test, который является стандартной процедурой тестирования. Поверхности с покрытием, такие как бумага, пленки, картон и все другие печатные материалы, проверяются с использованием этой процедуры.
Альтернативные методы испытаний гофрированного короба также доступны для проверки устойчивости к истиранию. К ним относятся роторные тестеры на истирание и даже ручная очистка. Испытание на сопротивление царапинам особенно важно для фармацевтической или медицинской промышленности, где разборчивость этикетки имеет первостепенное значение.
# 8 — Испытание на сжатие коробки
- ЧТО : Испытание прочности на сжатие гофрокороба
- ПОЧЕМУ : Измерение прочности при штабелировании нагрузки поддона
Испытание на сжатие ящика, также известное как испытание на сжатие контейнера, представляет собой способ проверить, сколько нагрузки коробка может взять сверху этого прежде, чем это будет деформировано и степень, в которой это деформировано. Это дает нам хорошее представление о том, сколько ящиков можно сложить вместе, не повредив содержимое самого нижнего ящика.Этот тест имеет решающее значение для проверки прочности коробок и требуется большинству отраслей промышленности, перевозящих коробки навалом.
Image Courtesy: Приборы для тестирования
Коробки тестируются в разных ориентациях. Если конструкция коробки использует внутренние опоры, такие как деревянная опора или амортизация из гофрированного картона, то такие факторы также принимаются во внимание.
Прочность на сжатие гофрокороба также можно рассчитать по формуле Макки, в которой учитываются значения краевого теста (ECT), толщины суппорта или гофрированного картона (CBT) и периметра коробки (P).
Согласно формуле Макки: прочность на сжатие = 5,874 * ECT * CBT 0,50 * P 0,492
# 9 — Химический анализ в гофрокоробе
- ЧТО : Испытание устойчивости коробки к химическим веществам
- ПОЧЕМУ : Для проверки состава продукта и соответствия нормативным требованиям
Химический анализ требуется для определенных применений, где характер ДВП, а также его устойчивость к определенным химическим веществам, проверены.Анализ древесноволокнистой плиты включает микроскопическое исследование плиты, чтобы увидеть, какие типы бумаги используются для изготовления древесноволокнистой плиты. Кроме того, содержание влаги, а также pH доски, также определяется.
Выбор правильной коробки для ваших нужд
Процедуры тестирования гофрированной коробки
помогут вам определить тип коробки, соответствующий вашим бизнес-требованиям. Большинство коробок имеют штамп Сертификат производителя коробок, в котором указаны характеристики и прочность коробки.
Например, значение ECT позволяет рассчитать вес, который может нести упаковка.Или тест сжатия коробки помогает определить прочность при укладке, что особенно важно при транспортировке и транспортировке.
Найдите время, чтобы найти идеальную коробку. Это может сэкономить вам много затрат и снизить материальные потери.
109 ,
Подержанные и бывшие в употреблении машины для производства гофрокартона (гофроагрегаты)
используются бывшим в употреблении гофрированных машины
(используются 2-слойная производственная линия гофрированного картона)
(используются 2 слойные гофрированный картон линия)
Примечание.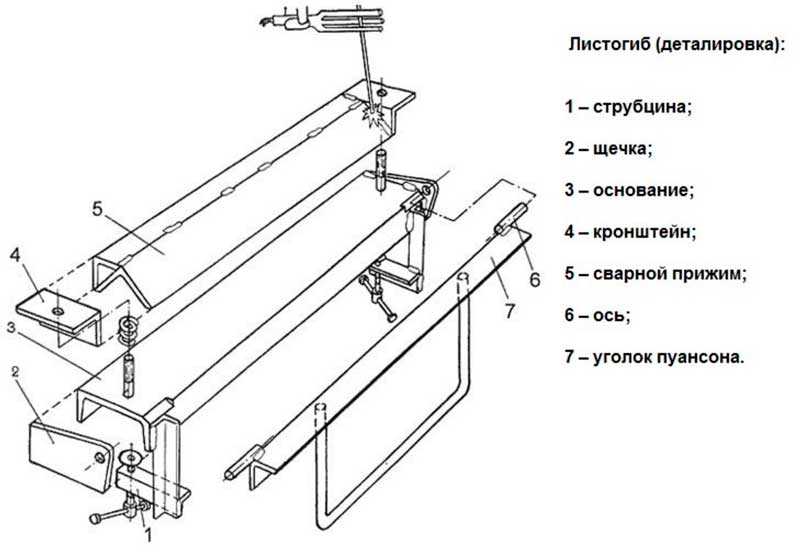 Это использованная строка, которую мы можем сохранить, сделав ее новой линией.
Это использованная строка, которую мы можем сохранить, сделав ее новой линией.
Если вы заинтересованы в этой подержанной линии, пожалуйста, свяжитесь со мной, я вышлю вам детали.
Введение:
Линия по производству однослойной облицовки также называется производственной линией из двухслойного гофрированного картона. Эта линия с одним лицом состоит из подставки для рулона бумаги , машины с одним лицом и машины для резки бумаги с круговым поворотом . Для использования вебов-бумажного материал единой производственной линии лица машины, производства и резок одного лица гофрированной бумаги в качестве необходимых размеров, она образует гофрированный картон, без необходимости сушки.Это устройство имеет преимущества разумной ткани, передовые технологии, высокое качество продукции, высокая эффективность, низкий уровень качества изготовления, эксплуатации и техническому обслуживанию легко. Это предпочтительное оборудование для производства гофрированного картона из картонных фабрик.
Технологический параметр:
Рабочая ширина | 1400mm |
0000000000000000000000000000000000000000000000000000 | ||
Способ нагрева | Электрический нагрев / масляный обогрев / паровой нагрев | |||
Расчетная скорость | 100-120 м / мин. | |||
Экономичная скорость | ||||
Давление сжатого воздуха | 0.4-0,9МПа | |||
Тип флейты | Стандартная флейта | УФ-флейта | ||
| Однонаправленный станок | Стандартные спецификации. | A, B, C, E, F | ||
Для других типов и моделей мы можем изготовить по требованию заказчика. | ||||

Другие основные модели: ROYAL УПАКОВКИ
Наша мастерская: ROYAL УПАКОВКИ
Этот сингл Facer машина Можно сделать 2 слоя гофрированного картона.
Высокое качество, конкурентоспособная цена, своевременная доставка и сердечный сервис.
,
BOXMAT PROi Боксмейкер | Машина для изготовления картонных коробок
Boxmat PROi — передовая машина для изготовления картонных коробок, революционизирующая
мелкосерийный и среднесерийный процесс производства коробок из гофрированного картона.
 Он оснащен 19-дюймовым сенсорным экраном HMI с системой Inteligo
Он оснащен 19-дюймовым сенсорным экраном HMI с системой Inteligo
50 предварительно запрограммированных стилей коробок FEFCO
Менее 60 сек. время установки
Низкое энергопотребление
Сервопривод Eco-drive
10 секционных долбежных ножей
4 режущих ножа (макс. 8) — 2 типа
4 ролика для биговки/биговки (макс. 8)
Внешний контроль размеров
Безопасная удаленная диагностика VPN
Нет необходимости в специальных инструментах или штампах
Долбление
Обрезка досок
Оценка/биговка
Высечка
Печать
Склеивание
В ОДНОЙ МАШИНЕ со всеми установленными опциями!
Все настройки вводятся непосредственно с сенсорной панели без ручной настройки инструмента. Менее чем за 1 минуту машину можно перепрограммировать для любого из 100 стилей коробок. Резка, биговка, склеивание и печать выполняется за один проход на одной компактной машине — без необходимости в дополнительном оборудовании!
Менее чем за 1 минуту машину можно перепрограммировать для любого из 100 стилей коробок. Резка, биговка, склеивание и печать выполняется за один проход на одной компактной машине — без необходимости в дополнительном оборудовании!
10 секционных долбежных ножей, 4 продольных ножа и 4 подрезных ролика автоматически настраиваются сервоприводами в соответствии с размером и толщиной доски. Картон расположен по центру с помощью автонаправляющих. Ролики с мягкой накладкой и массивные входные/выходные валы и 9Двойные энкодеры 0065 обеспечивают точное управление подачей платы и предотвращают перекос.
Инновационная система вращающихся ножей , установленных в задней секции резки/биговки, позволяет двунаправленно регулировать размер доски без необходимости предварительной резки заготовок до точного размера на отдельном станке.
Дополнительная секция для склеивания обеспечивает возможность нанесения холодного клея на ходу в один или два ряда .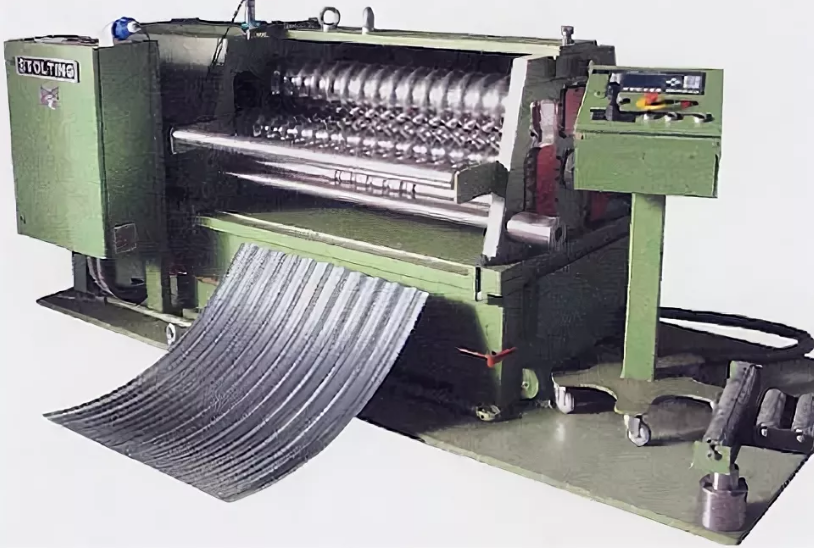
Макет:
Короткосерийный производитель коробок — посмотрите видео!
Устройство для изготовления коробок небольшого тиража – посмотрите видео!
ЕЩЕ ВИДЕО
ЕЩЕ ВИДЕО
Коробка для образцов
Система Inteligo
19-дюймовая сенсорная панель с уникальным интуитивно понятным графическим интерфейсом, удобным для пользователя, с новыми опциями и возможностями.
ВСЕ настройки на ОДНОМ большом сенсорном экране
Все значения и настройки видны в ОДНОМ месте
Отличный инструмент для начинающих и неопытных операторов
Встроенная коробка WIZARD
Простая коррекция припусков на биговку/биговку и обрезку
Сохраняйте дизайны коробок и вызывайте их из памяти для производства
JQS Job Queue System — интеллектуальное планирование процесса производства коробок
Изготовление идеальной коробки после трехмерного сканирования продукта, подлежащего упаковке
Никаких ДОЛГОСРОЧНЫХ контрактов на гофрокартон!
С машинами Boxmat у вас есть свобода выбора поставщика гофрированного картона и изготовления собственных КОРОБОК ПО ЗАПРОСУ
Листы или фальцованные
Машины серии Boxmat являются поистине универсальными системами, позволяющими использовать однослойные и двустенные гофрированные листы, а также гофрированный картон FANFOLD (Z-Fold) различной ширины.

Особенности Boxmat PROi
Регулируемые двойные биговальные ролики
Круглые или плоские ножи
Прорезные ножи
Машины BOXMAT могут использовать Coroplast для изготовления коробок из гофрированного пластика
Стандартный укладчик
Устройство подачи картона
Дополнительный выходной стол:
— Съемный готовый
приемный стол для ящиков
— Блокирующие ролики
— Увеличенная длина
— Складывается для удобства хранения
Дополнительные функции
Система склеивания
Инновационная система холодного склеивания для производителей коробок предлагает свежий и исключительный подход к циклу склеивания гофрированного картона!
Система miniFLEXO
Дополнительная система печати для машин Boxmat. Одноцветная мини-флексографская печать.
Принтер Flexomat
Возможность печати полноразмерных коробок шириной до 2400 мм (94 дюйма)! 1 или 2 цветная печать.
BOXMAT PRO INTELIGO — Идеальная машина для изготовления картонных коробок!
Технические характеристики
Используется картон: | Одиночная и двойная стена (тройная стена с ограничениями) | ||||||||||||
Типы: | 3372. Стилы | 33372. | 333. 50 Free Styles + | 33372. | . : | 3 x 380/415/480 В (США: 3 x 480 В / 20 А) | |||||||
Минимальный размер платы: | 56 мм (56 мм) ”) длина | ||||||||||||
Максимальный размер платы: | 2400 мм (94 дюйма) ширина x 10000 мм (394 дюйма) | ||||||||||||
Мин./макс. Расстояние между слотами: | 70 — 2000 мм (2¾ — 79 ”) | ||||||||||||
Ширина слота: | 8 мм (5/16”) | ||||||||||||
| 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 9 | 77777777779 гг. | 100 мм (4 дюйма) каждый |
Стандартная длина долбежных ножей: | 500 мм (20 дюймов) с каждой стороны | ||||||||||||
Мин./макс. Длина ножей высевных ножей: | 200 — 700 мм (8 — 27 1/2 ”) | ||||||||||||
Клайный клапан: | Из 5 мм (3/16”) | 3300 x 1600 x 1600 мм (130 x 63 x 63 дюйма) | |||||||||||
Загрузки:
КОЛБУС Автобокс | Машины для изготовления коробок Машины для производства картонных коробок
KOLBUS AUTOBOX на протяжении десятилетий лидирует в производстве коробочного оборудования. Мы являемся специалистами по изготовлению коробок малыми партиями: у нас есть отбивных машин World , таких как A UTOBOX 300 и B OXER BX200 , к которым теперь присоединилось наше последнее дополнение, AUTOBOX 0660 AB310 . KOLBUS предоставляет производителям коробок, дистрибьюторам и конечным пользователям предприятий любого размера полный контроль над вашей упаковкой. Быстрая настройка и простота в эксплуатации при минимальном обучении наши машины способны производить более 100 типов коробок как стандартных, так и нестандартных.
KOLBUS предоставляет производителям коробок, дистрибьюторам и конечным пользователям предприятий любого размера полный контроль над вашей упаковкой. Быстрая настройка и простота в эксплуатации при минимальном обучении наши машины способны производить более 100 типов коробок как стандартных, так и нестандартных.
ИЗГОТОВЛЕНИЕ ЯЩИКОВ ДЛЯ:
Коробчатый завод
Получите более быстрое и эффективное изготовление коробок среднего и малого тиража из более чем 100 стилей коробок без инструментов, за 60 секунд…
подробнее…
ИЗГОТОВЛЕНИЕ КОРОБОК ДЛЯ:
Распределители коробок
Предлагайте своим клиентам лучший сервис за счет быстрой доставки небольших объемов заказов и коробок нестандартных размеров…
подробнее…
ИЗГОТОВЛЕНИЕ КОРОБОК ДЛЯ:
Конечных пользователей
Узнайте, как быстро и легко сделать коробку своими руками и мгновенно увеличить свою прибыль. ..
..
подробнее…
ПОСМОТРИТЕ САМИ:
Видео о продуктах
Ознакомьтесь с полным ассортиментом ведущих на рынке машин для изготовления и склеивания коробок Kolbus AutoBox
подробнее…
Самая передовая специализированная машина для изготовления коробок малого и среднего тиража, доступная на сегодняшний день. Опция встроенной цифровой печати обеспечивает быструю, эффективную и надежную работу…
подробнее…
Технология изготовления коробок более 100 стилей с одной машины. Этот автоматический формовщик коробок прост в использовании и доступен также со встроенной цифровой печатью
подробнее…
Эта универсальная, простая в использовании и очень компактная машина обеспечивает сверхэффективное изготовление коробок на ваших условиях одним нажатием кнопки…
подробнее…
Быстросхватывающийся, высокоскоростной многоточечный клеевой станок, способный просто, быстро и без проблем закончить 100 прямых линий и стилей коробок с замком.
