Станок для профнастила своими руками: Ручной станок для производства профнастила своими руками
Содержание
Станок для изготовления профнастила своими руками
Сегодня профнастил все чаще пользуется популярностью у тех, кто строит современные здания, возводит ограждения, надежно укрепляет перегородки, обновляют вид старых построек. Также с профилированной сталью стают доступными широкие возможности по возведения оригинальной крыши жилого дома или офисного здания. Благодаря высокому качеству стали для проката профлист может использоваться во время строительства таких сооружений как склады и ангары.
Создать качественное строительное покрытие путем проката полосы через направляющие валики – достаточно просто. Благодаря технологи и оборудованию возможна организация производства на доступных площадях.
Листы из профнастила могут применяться как материал для таких целей:
• возведение стен разного вида сооружений;
• кровля для зданий разного назначения;
• изготовление опалубки;
• установка перегородок и ограждений.
Самостоятельная сборка станка для изготовления профлиста своими руками
Станок для изготовления профлиста своими руками — чертежи
Автоматическая линия для выпуска профлиста – это очень сложна задача для сборки своими руками. Однако вполне реально самостоятельно создать ручной станок, на котором заготовки можно сгибать на нужные углы и таким образом делать листы профнастила.
Здесь следует взять во внимание то, что на домашнем ручном станке не удастся выпускать профлисты слишком большой толщины – возможный максимум составляет примерно 5 мм.
Чертежи станков для работы с профнастилом
изготовления профлиста своими руками-чертежи
Как подготовить опоры и стол для подачи заготовок
Чтобы самостоятельно изготовить прокатный станок, в первую очередь следует собрать каркас, чтобы разместить в нем все компоненты оборудования. При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
При этом достаточно установить надежные опоры. Их нужно закрепить на прочном основании – лучше если это будет бетонный пол.
Дальше нужно приступить к сборке стола, по поверхности которого заготовка будет подаваться в станок. Стол должен иметь длину, которая в несколько раз больше длины готового изделия. На поверхности должно быть достаточно свободного пространства, чтобы принимать готовое изделие. Оптимальный материал поверхности стола – лист алюминия.
На столе нужно расположить специальную планку, которая с помощью болтов будет фиксировать заготовку на столе. В такой же способ будет закрепляться и ручной рычаг, благодаря которому по столу подаются листы материала в станок для профнастила и устанавливается нужный угол подачи.
Как установить прокатные валы и запустить приспособление
Такая часть конструкция как прокатные валы собрать своими руками довольно сложно, поэтому проще всего купить готовые. Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Сегодня это сделать не составит никакого труда – вы их найдете хотя бы рынке.
Посредством кронштейнов из металлических уголков валы фиксируются на каркасе станка возле ручного рычага.
Закручиваем все болты не в полную силу – теперь наш самодельный ручной станок для изготовления профнастила может быть использован для проведения первой обкатки материала. Если профнастил, который выпущен на станке, имеет требуемую форму, закрепляем детали на своих местах, прочно затягиваем все болты. Если же форма профнастила не соответствуем нашим требованиям, мы регулируем те или иные детали, и повторяем процедуру.
Нужно помнить, что станок по выпуску профнастила – это оборудование, опасное в эксплуатации. Этот станок оснащен большим количеством режущих и колющих элементов, которые при несоблюдении техники безопасности могут стать для оператора причиной травм. Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Поэтому на станке допускается работать только в защитной одежде и защитных очках.
Изготовление приспособления для изготовления профнастила в домашних условиях
Не так давно мы обращались в компанию Krovelson (их сайт https://www.krovelson.ru/) и Вам рекомендуем, так как остались самые положительные впечатление. Это комплексный поставщик материалов и всей сопутствующей продукции для строительства зданий и производства металлоконструкций (профнастил, профильные трубы, уголок). Максимальное удобство приобретения продукции для клиентов, обеспечивают кратчайшие сроки от момента обращения до отгрузки продукции.
Станок для производства профнастила своими руками
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли.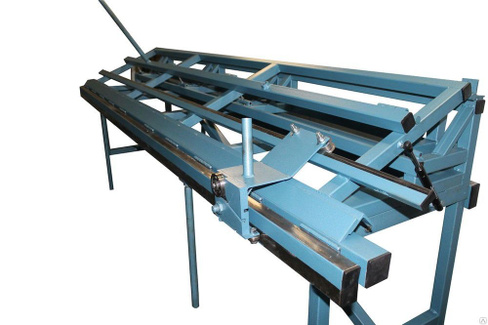 Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
- материала для стен различных сооружений;
- обшивки зданий;
- листов для изготовления опалубки;
- кровельного материала для жилых зданий;
- материала по созданию перегородок и ограждений;
Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.
Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.

Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.
Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
После этого выбираются цвет и толщина будущего материла.
Для изготовления понадобится станок для производства профнастила. На нем можно создать листы для стен, кровли и пола.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.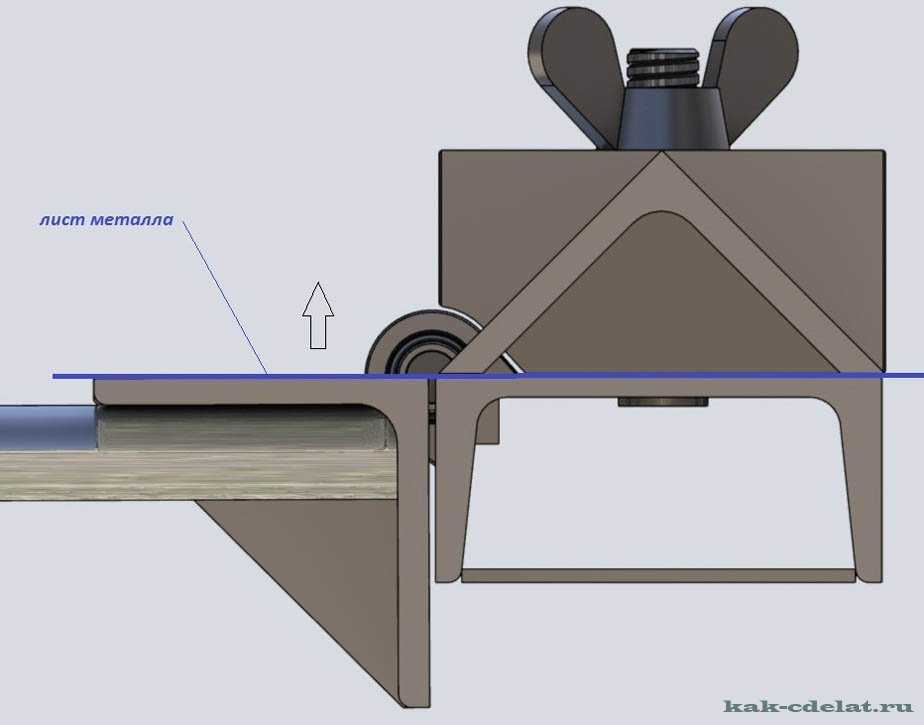
Благодаря специальным линиям – материал прокатывается и режется. Изготовление профнастила возможно в виде профилирования, то есть материал приобретает профильную форму.
Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется вид металлопрофиля и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Если необходимо изготовить волнистые листы профиля в небольшом количестве – то лучше всего использовать ручной станок для изготовления профнастила. Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании.
Очень часто такое оборудование применяется строительными организациями, занимающимися металлообработкой в специальных мастерских. Производство доборных элементов также осуществляется на ручном оборудовании.
Автоматические и полуавтоматические производственные линии представлены автоматизированными станками. Это большой комплекс механизмов различного назначения. Изготовление профилированных листов на таком оборудовании происходит за короткое время.
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.
Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей.
 Это влияет на качество продукции.
Это влияет на качество продукции. - После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Современное производственное оборудование обладает сенсорным пультом. Кроме того, большинство станков оборудовано электромеханическими ножницами, устройствами для зажима, специальными урнами для отходного материала и другими необходимыми устройствами.
Станок для производства профлиста позволяет изготовить профнастил любой формы и назначения. Необходимый материал – гладкая качественная сталь.
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Если вы решили создать станок для профнастила своими руками, то рекомендуем прочитать специальную литературу по этому вопросу. Также желательно обратиться к фото и видеоматериалам. Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Из них вы узнаете все о технологиях проектирования производства профнастила, о материалах, необходимых для этого и т.д. В любом случае самодельный станок для профнастила очень полезная в хозяйстве вещь. Особенно если вы планируете осуществлять монтаж кровли в ближайшем будущем. Если же у вас вдруг возникнут какие-либо вопросы, то вы можете обратиться к специалистам.
Самодельный станок для профнастила своими руками. Производство профлиста – какое оборудование используется? Подготовка опор и стола для подачи заготовок
Свой станок для профнастила поможет не только изготовить хороший материал, например, для загородного строительства, но и начать прибыльный бизнес, однако для этого нужно знать множество нюансов.
Такое устройство довольно просто сделать в домашних условиях своими руками, если разобраться в принципе его работы.
Учитывая, что практически ни одна стройка сегодня не обходится без этого материала, он находит широкое распространение в быту, а если сделать свой станок, то можно изготавливать товар на продажу.
Профнастил на сегодняшний день является крайне востребованным покрытием. Его используются в качестве штакетника, материала для стен и крыш, обшивочного материала.
При этом такие листы отличаются относительно низкой стоимостью и простотой монтажа.
Однако стоит понимать, что к профнастилу выдвигаются строгие эксплуатационные требования, которые нужно учитывать, особенно если изготавливать материал своими руками на самодельном станке.
Есть несколько разновидностей профнастила, при изготовлении которого применяют различное сырье. Например, большой популярностью пользуется металлический профнастил.
Его делают из стали, применяя холодный метод проката.
Для конструкций, которые будут применяться на улице, например, для штакетника, можно сделать листы, покрытые дополнительно защитным покрытием – эмалью, полимерами, волокном.
Каждый вид сырья дает свою толщину листа.
В случае со сталью, мы можем получить качественный профнастил, который также можно оцинковать для повышения прочности и устойчивости к агрессивной среде.
Если делать листы совсем без покрытия, то материал быстрее изнашивается. Поэтому можно сказать, что большую роль играет не только сам станок, но и сырье.
Сборку прокатного станка для профнастила лучше проводить в закрытом помещении, где есть ровный бетонный пол.
При этом температура в помещении также играет большую роль: оно должно быть отапливаемым, без резких перепадов. Температуру выбираем не ниже 4 градусов.
Если планируется постоянно производить такой материал, то лучше сразу приготовить и помещения для хранения рулонов, сухие и теплые.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Готовые листы подойдут для штакетника, но в качестве обшивки или устройства стен – вряд ли.
Пошаговая инструкция по сборке станка дома
Главное отличие профнастила от других металлических листов – гофра трапециевидной формы. Кажется, что в домашних условиях сделать такой материал невозможно, однако это не так.
Станок для изготовления профнастила, выполненный собственноручно, сделать вполне возможно еще листосгибом.
Однако стоит понимать, что домашнее устройство не всегда сможет помочь в изготовлении слишком толстых изделий.
Так, максимальная толщина оцинкованной стали, которую можно гнуть, не должна превышать 5 миллиметров.
На таком устройстве можно делать не только листы для штакетника, но и коньки, карнизные планки и так далее.
В первую очередь собирают каркас станка. Он имеет небольшие размеры, а также не требует полного закрытия стенок.
Достаточно будет сделать хорошие опоры и закрепить их на бетонном полу с помощью шурупов. Далее нужно приготовить стол, по которому будет подаваться лист.
Обычно его длина должна быть хотя бы в пару раз больше предполагаемой длины изделия, ведь еще должно остаться место для приема готового листа. Стол можно сделать из алюминиевой фанеры.
Главное здесь, сделать специальную планку, которая позволит закреплять рулон или сырье. Ее плотно притягивают к столу с помощью болтов. Таким же образом закрепляется и ручной рычаг.
Он нужен, чтобы подвигать листы по столу и регулировать угол подачи. Можно для большей надежности снабдить такую конструкцию регулирующей пружиной.
Стоит понимать, что некоторые детали нужно покупать уже готовыми. Например, прокатные валы. Сделать их дома из подручных средств невозможно.
Зато можно их заказать – сегодня это не проблема, да и стоимость для домашнего цеха будет весьма невысокой.
Их закрепляют на каркасе и подводят к рычагу. Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
Валы стоит закреплять с помощью кронштейнов из отрезков металлических уголков.
При такой процедуре нужно проводить предварительную сборку. На ней же проводится и первая обкатка профнастила. Все болты закручиваются не в полную силу, а листы подают крайне осторожно.
Нужно ориентироваться на то, что во время работы полка уголка и полка каркаса должны находиться на одной плоскости.
Если получилось придать профнастилу нужную форму, то все детали можно закреплять. Однако не стоит забывать о технике безопасности.
Особенно это актуально, если будут установлены гильотины.
Работу следует выполнять крайне аккуратно, без спешки, даже если вы опытный мастер, так как присутствует повышенный шанс травматизма.
Механизм действия устройства довольно простой, именно поэтому сделать такой станок дома возможно. Сначала помещаем лист металла на стол. Его фиксируют с помощью лапок или планки.
Можно также покрывать профнастил разными составами, но для этого нужно оборудовать специальный стол.
На всех этапах необходимо быть одетым в защитную форму, перчатки, а также использовать защитные очки.
1.
2.
3.
Профилированные листы из металла или профнастил довольно часто используется в строительстве. Материал является одновременно надежным и недорогим. Как правило, профнастил используют при монтаже временного сооружения (к примеру, складского ангара). Материал также применяют в процессе монтажа кровли и при облицовочных работах. Производство профнастила не предполагает больших трат. Некоторые строительные компании осуществляют изготовление материала прямо на площадках.
Виды оборудования для производства профнастила:
- механические листогибы;
- пневматические;
- гидравлические;
- магнитные;
- полуавтоматические;
- автоматические производственные линии.
Механические листогибы
Для изготовления профилированной поверхности металлического листа используется метод холодной штамповки. Но для начала необходимо подобрать несколько листов с ранее нанесенным цинковым или полимерным покрытием.
Но для начала необходимо подобрать несколько листов с ранее нанесенным цинковым или полимерным покрытием.
Существует специальный станок, на котором изготавливают профнастил в штучном количестве. На нем, в частности, можно гнуть доборные элементы – коньки, ендовы, фартуки и небольшие листы профнастила.
Чтобы привести такой станок в действие – требуется мускульная сила человека.
Рассмотрим технические возможности металлов для обработки:
- Толщина стали не должна превышать 1 миллиметра;
- Максимальная длина листа должна составлять около 2 метров;
- Угол изгиба должен быть равен 150 градусам.
Поместите лист на оборудованном столе, прижмите его планкой и при помощи рычага гните нужный профиль. Ручной станок для производства профнастила относительно недорогой и не занимает много места. Этот станок не подходит для сгибания профилей на полимерных листах, так как можно повредить защитный слой. Уязвимые места покроются ржавчиной, и лист будет протекать.
Уязвимые места покроются ржавчиной, и лист будет протекать.
Механизированные листогибы
Механизированное оборудование представлено пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Пневматический станок включает в себя пуансон. С помощью этого приспособления металлический лист вдавливается в матрицу. Для приведения пуансона в действие необходим сжатый воздух. Мощность такого станка существенно выше, чем у ручного. Это позволяет с углом изгиба в 90 градусов, а также автоматически рассчитать длину и толщину.
С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: » «). Вместе с этим обеспечивается производство больших объемов профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Вместе с этим обеспечивается производство больших объемов профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Технология изготовления профнастила
Для того чтобы выпустить большую партию профилированных листов с различными характеристиками – используется метод холодного проката.
Производственная линия включает в себя:
- разматыватель;
- прокатный станок;
- ножницы;
- устройство для приема;
- систему автоматического управления процессом.

С помощью универсальных технологий по производству профилированного настила промышленным способом, можно изготовить все профили на одном листе.
Преимуществами такого метода является:
- Отсутствие перекатов и ошибок в геометрии.
- Точная геометрия каждого профиля.
- Равномерное напряжение металла по длине и ширине, а также высокое качество работы (линии профиля не трескаются).
Ручной станок для производства профнастила, смотрите на видео:
Производить и продавать профнастил довольно выгодно. Именно поэтому станки пользуются такой популярностью у различных предприятий.
Оборудование устанавливается в отдельных цехах, в которых должны соблюдаться определенные требования:
- Использование грузоподъемного устройства, которое устанавливает рулоны на разматыватель. Вручную этот процесс осуществить невозможно.
- Минимальная температура в цеху должна составлять +4 градуса.
 Это связано с тем, что покрытия из полимеров дают трещины при более низкой температуре.
Это связано с тем, что покрытия из полимеров дают трещины при более низкой температуре. - Наличие площадей под рулоны, изготовленные заказы и другой материал.
Если вы решили использовать профилированные листы для монтажа кровли, то не забывайте о звукоизоляции. Потому что во время дождя металл довольно сильно шумит. Профлисты можно приобрести прямо на заводах-изготовителях. Кроме того, вы можете обратиться в специализированные магазины, которые кроме продажи материала, обеспечат его бесплатную доставку. Если вы приобретаете профнастил на заводе – то, скорее всего, сами осуществите транспортировку материала. В любом случае, перед покупкой профилированных листов, важно просмотреть фото- и видеоматериалы интернета. Из них вы узнаете, например, как работает листогиб ручной для профнастила.
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется , также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
В зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн.
 Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
Манипулировать такими рулонами без использования специальных приспособлений практически невозможно. - Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.

- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Сегодня лидером среди изделий из тонколистового стального проката, несомненно, является профнастил. Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций.
Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций.
По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
В промышленности он известен как профилированный или гофрированный лист. Главной функцией, которую должно выполнять оборудование для изготовления профнастила, является придание металлу определенной формы при механическом воздействии на заготовку давлением.
Если выразится проще, станок для изготовления профнастила делает из гладкого листа – профильный.
Станок для профнастила
Различают горячую и холодную промышленную обработку металлов давлением. Прокатный станок для профнастила работает при температуре окружающего воздуха и не требует нагрева исходного материала, т.е. использует холодный метод обработки сырья.
Линии и станки для производства профнастила выполняют 2 основные операции: прокат и резку. На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
Производители выпускают профнастил различных модификаций. От типа и вида зависит и область его применения. Для каждой модели, в зависимости от высоты профиля, которой характеризуется профнастил, оборудование для его производства будет развивать разное усилие давления.
Оборудование для производства профнастила можно классифицировать по степени механизации производства. Различают ручное, передвижное и автоматизированное оборудование для профнастила.
Ручные станки для профнастила применяются для изготовления небольших по размерам и количеству гофрированных изделий. Все технологические операции выполняются при помощи физической силы оператора без использования электроэнергии. Ручной станок для производства профнастила, цена на который сравнительно невысока, находит свое использование в основном при изготовлении доборных элементов из оцинкованного материала в металлообрабатывающих мастерских и в строительных организациях. Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Вернуться к оглавлению
Ручные станки для профнастила
Передвижное оборудование предназначено для организации производства профлиста непосредственно на строительной площадке. Так оборудование для производства арочного профнастила активно используется при строительстве складских помещений, аэродромных ангаров, зерновых хранилищ и прочих сооружений, имеющих в проекте арочные элементы. Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Вернуться к оглавлению
Оборудование арочный профнастил
Автоматизированное оборудование для производства профнастила, цена которого складывается из стоимости его отдельных комплектующих, представляет собой автоматическую или полуавтоматическую линию, состоящую из комплекта станков и механизмов, смонтированных в определенном порядке.
Сам технологический процесс выглядит следующим образом:
- Тонколистовая горячеоцинкованная сталь в виде рулона закрепляется на консольном разматывателе.
- Исходный материал в виде ленты направляется на профилирующий прокатный стан, имеющий в своем составе несколько пар клетей. Качество получаемого профлиста напрямую зависит от их количества. Каждая отдельная клеть имеет 2 набора роликов заданной геометрии, которые закреплены соответственно на верхнем и нижнем валу.
- Профлист при последовательном прохождении через клети постепенно приближается к намеченной геометрии изделия.
Вернуться к оглавлению
Производство профнастила оборудование
Оборудование для производства профилированного листа может комплектоваться просечными электромеханическими ножницами, рольгангами или штабелерами, а также системой автоматического управления, оборудованной сенсорным пультом. Некоторые изготовители оборудования для профнастила дополняют комплект измерительным зажимным устройством, столом и ножницами для резки кромок, устройством для сбора и удаления отходов.
В составе стандартной линии производства профлиста имеются:
- Консольный разматыватель рулона исходного сырья – оцинкованного листа с покрытием (грузоподъемность этого механизма может достигать 10 т).
- Прокатный стан для выполнения профилировки гладкого листа (оптимально иметь одновременную схему прокатки со скоростью не менее 22 м/п в мин).
- Гильотинные ножницы с ножами имеющие форму профиля листа.
- Приемное устройство для готовой продукции.
- Автоматизированная система, управляющая производственными процессами.
Кроме указанного оборудования, для организации производства профнастила потребуется отапливаемое помещение, в котором есть кран-балка и выполнено ровное покрытие промышленного пола.
Консольный разматыватель рулона, грузоподъемностью до 10 тонн, предназначается для выполнения размотки металла из ленты и его подачи в прокатный стан производственной линии. Устройство оборудуется автоматикой, позволяющей контролировать провисание петли материала между прокатным станом и непосредственно размотчиком.
Прокатный стан является основным элементом и главным механизмом в комплекте оборудования для производства профнастила. Именно с его помощью происходит получение заданного профиля из гладкой заготовки. В своем составе стан имеет рабочие прокатные клети, которые и выполняют последовательную гибку профлиста. Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Гильотинные ножницы предназначаются для отрезания полученного профилированного листа в назначенный оператором размер. Геометрия ножей ножниц полностью повторяет геометрию изделия, что обеспечивает качественный разрез без загибов и заусенцев. Для обеспечения высокой жесткости всей конструкции ножницы монтируются на единой с прокатным станом раме.
Приемное устройство предназначено для формирования пачек готовой продукции. Длина данного элемента линии зависит от вида профнастила.
Автоматизированная управляющая система связывает в единую сеть все устройства линии, контролирует ее работу, возникновение внештатных и аварийных ситуаций и обеспечивает управление всем комплексом с центрального операторского пульта.
В целом же вложение финансовых средств в производство профнастила, по мнению многих экспертов вполне экономически оправдано. Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам.
Конечно, в целях экономии можно приобрести оборудование для производства профнастила БУ, но в этом случае стоит внимательно изучать предложение и его техническое состояние, так как многие производители, обновляя производственный парк, выставляют на продажу станки находящееся на грани выработки своего ресурса.
Эти же рекомендации относятся и к оборудованию для производства профнастила из Китая. Среди заслуживающих внимания экземпляров иногда встречаются и откровенные имитации известных марок, не имеющих ничего общего с оригинальными станками.
1.
2.
3.
Профнастил – наиболее универсальное и современное покрытие. Сегодня без труда можно изготовить профнастил для фасада или кровли. Наша статья расскажет о монтаже профилированных листов и о технологиях производства материала.
Листы из профнастила могут использоваться в качестве:
Этапы производства профильных листов:
- разработка проекта с учетом параметров;
- производство на прокатном оборудовании;
- перевозка и доставка продукции.
Требования и изготовление материала
Металлический профиль для кровли производится из стали с применением холодного метода. Профнастил бывает как с защитным покрытием (полимер, эмаль), так и без него.
Каждый вид профнастила имеет свою толщину. При использовании качественного сырья (например, стали) – материал выпускают с цинковым покрытием в 26 мкм.
Если толщина покрытия снижается наполовину – то увеличивается износ материала. Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Поэтому очень важно использовать как первосортное сырье, так и оборудование высокого качества.
Требования к проектированию производства профнастила:
- наличие бетонного пола с ровной поверхностью в производственном помещении;
- использование техники с грузоподъемностью более пяти тонн;
- минимальная температура помещения должна составлять 4 градуса;
- наличие специальных ворот для разгрузки и загрузки готового материала;
- наличие помещений для хранения рулонов стали;
Требования для размещения оборудования:
- удобное расположение станков для их беспрепятственного обслуживания и ремонта;
- установка разматывающих устройств рядом с местами хранения сырья;
- при нехватке места в помещении – расположите склад в соседнем здании.
Технология и процесс изготовления профилированных листов
Первым делом следует составить эскиз конструкции и произвести математические расчеты. После этого выбираются цвет и толщина будущего материла.
После этого выбираются цвет и толщина будущего материла.
Этапы производства профнастила:
- Установка рулонной стали в разматывающее устройство станка.
- Движение профнастила по станку до специальных ножниц. Они отрезают излишки листа.
- Регулирование параметров длины и количества листов при помощи пульта управления.
- Автоматическая прокатка стальных листов.
- Их дальнейшая резка в соответствии с ранее установленными параметрами.
- Маркировка и упаковка готовых листов в пленку.
Прокатные станки для производства профнастила
Производственное оборудование включает в свою структуру метод холодного проката и горячий метод обработки металлических листов. Наиболее распространенным методом является холодная обработка. Она не требует полного нагрева сырья в начале работы.
Благодаря специальным линиям – материал прокатывается и режется. возможно в виде профилирования, то есть материал приобретает профильную форму.

Листы профилированного типа бывают различных модификаций. За это отвечает оборудование станка. После производства профнастила определяется и тип.
В соответствии со ступенями механизации станок для металлопрофиля различается:
- автоматизированное оборудование;
- ручной станок для проката профнастила;
- съемное и передвижное оборудование.
Передвижное оборудование используется для изготовления арочного профнастила. Такие листы целесообразно производить непосредственно на строительной площадке. Арочные профнастилы применяются в процессе строительства ангаров, помещений для хранения зерна или аэродромов.
Состав линии производства профиля:
- разматыватель рулонов;
- прокатный стан для формирования профиля;
- ножницы в форме гильотины;
- устройство приема;
- автоматика.
Этапы рабочего процесса оборудования:
- Помещение оцинкованного листа на специальный разматыватель;
- Поступление ленточного исходного сырья в специальный станок для проката профнастила, который содержит определенное число пар клетей.
 Это влияет на качество продукции.
Это влияет на качество продукции. - После прохождения через клети стальной лист приобретает намеченную ранее геометрию.
Стоит отметить, что сегодня спрос на профнастил с каждым годом все растет и растет. Поэтому многие эксперты считают, что вложенные средства в производство прокатной стали – быстро окупаются. Большой выбор строительных компаний предоставляет широкий спектр подобных услуг.
Машина для изготовления коробок | Машина для изготовления картонных коробок
Перейти к содержимому
ГлавнаяAOPACK2022-08-16T09:34:09+00:00
Самая экономичная машина для изготовления картонных коробок
-
Все настройки вводятся непосредственно с большого 15,6-дюймового удобного сенсорного экрана в течение одной минуты.
-
Поддерживает более 100 стилей коробок, позволяет в любое время изготовить любую коробку любого размера.
-
Подача передней кромки, прорезка пазов, надрезка, продольная резка, обрезка, высечка и встроенное склеивание в одном компактном станке, полностью автоматическом и однопроходном!
Проверить сейчас>>
Основные функции нашей машины
AOPACK BM2508-Plus — это самая передовая и интегрированная машина для изготовления коробок, обеспечивающая решения для мелкосерийного и серийного производства коробок из гофрированного картона.
Подача картона
- Можно загрузить 20-50 листов толщиной от 10 до 2 мм.
- Система непрерывной подачи картона с вакуумным насосом делает подачу картона более точной.
Горизонтальные долбежные и биговальные ножи
- Два симметричных долбежных ножа 500 мм
- Прорезной нож и биговальная балка интегрированной конструкции
Вертикальная надрезка и надрезка
- 4 Режущие ножи, вращаемые серводвигателем, чтобы сделать сторону картонной коробки более красивой и плоской
- 4 биговальных/биговальных ролика
Система поперечной резки
- Отрезать лишний картон без дополнительного разделителя бумаги
Система высечки
- Отверстие для рук, вентиляционное отверстие, закругленные углы специальной формы.
- Дешевый модуль и простая замена.
Система склеивания в линию
- Автоматическое нанесение в линию холодного склеивания, нет необходимости в дополнительной машине для склеивания.

- Высочайшая эффективность и универсальность.
Рабочий процесс машины для изготовления коробок BM2508 Plus
Комплексные решения для проектов по производству коробок из гофрокартона.
-
Мы можем предоставить конечным пользователям услуги по установке и обучению операторов за границей.
-
У нас есть услуги OEM для нашего партнера, такие как печать логотипа торгового посредника на машине, загрузка логотипа в рабочую программу.
-
Если ваша собственная группа инженеров была хорошо сформирована, мы можем предоставить индивидуальное обслуживание для вашего бизнеса.
Позвоните US
+86 150 2002 3038
Наша электронная почта
Проекты, которые мы обслуживали
.
BM2508-SE — это полностью автоматический многофункциональный станок для изготовления коробок с горизонтальной прорезкой и биговкой, вертикальной прорезкой и биговкой, а также горизонтальной резкой в одной компактной машине.
Боксмейкер BM3000
BM3000 — это полностью автоматическая машина для изготовления коробок с многофункциональными функциями автоматической подачи, прорезки, биговки/биговки, продольной резки, а также высечки через ручное отверстие. На базе машины BM2508-Plus максимальная ширина картона была увеличена до 3 метров, а эффективность производства увеличилась на 20%.
Машина для производства клея-расплава 200-HMG200
Машина для клея-расплава 200 разработана и изготовлена в качестве дополнения к ведущей в мире машине AOPACK для изготовления коробок малого тиража BM2508-Plus. Простая конструкция HMG200 обеспечивает быструю и эффективную обработку гофрокоробов любого размера.
Почему более 100 клиентов выбирают Aopack
Простая установка
Высокоинтегрированная и интеллектуальная конструкция позволяет вам занять всего несколько часов от получения до завершения установки машины для изготовления коробок Aopack, а затем запустить ее.
Простое техническое обслуживание
Весь процесс предельно прост, никаких сложных операций. Кроме того, ваш собственный оператор может легко выполнять ежедневное или еженедельное техническое обслуживание.
Простота в эксплуатации
Что вам нужно сделать, так это выбрать тип коробки на предварительно запрограммированном сенсорном экране, затем ввести размер коробки и размер материала, вот и все.
Экономия труда
Все настройки могут быть выполнены автоматически в течение 1 минуты с помощью системы управления серводвигателем, без каких-либо других ручных настроек. Требуется только один оператор, что экономит труд.
Индивидуальная упаковка
Изготовители коробок Aopack позволяют предлагать индивидуальные упаковочные решения. Это, безусловно, повысит ценность вашей продукции, в то же время предотвратит повреждение во время транспортировки и повысит удовлетворенность клиентов.
Послепродажное обслуживание
Мы обеспечиваем эффективную онлайн-поддержку послепродажного обслуживания, включая полный набор технических руководств, инструкций, а также обучающие видеоролики.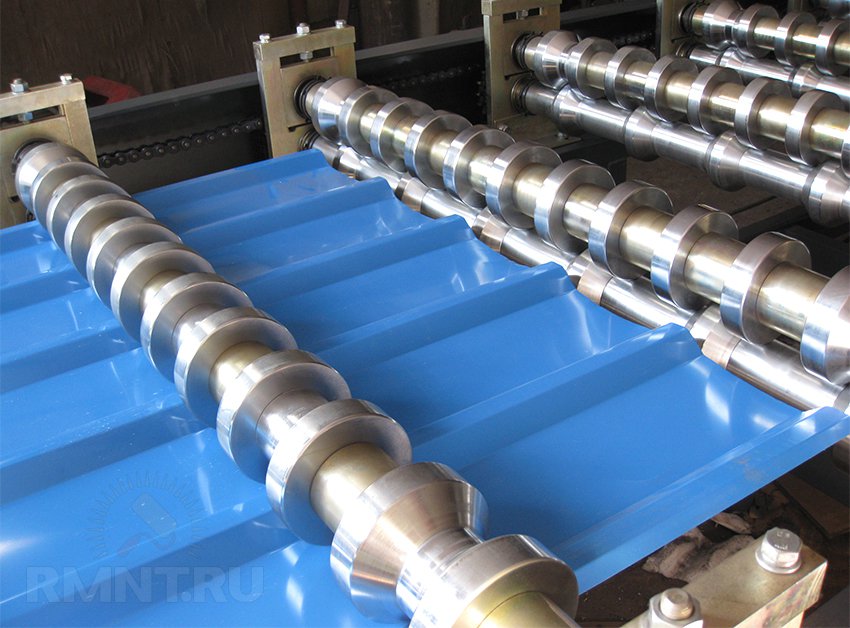 Пользователям будет предоставлена гарантия качества на 12 месяцев. Кроме того, обновления машинной программы всегда будут предоставляться бесплатно в течение всего срока службы машины.
Пользователям будет предоставлена гарантия качества на 12 месяцев. Кроме того, обновления машинной программы всегда будут предоставляться бесплатно в течение всего срока службы машины.
Часто задаваемые вопросы
Как вы обеспечиваете послепродажное обслуживание?
Сервис будет онлайн, у нас есть полный набор руководств, инструкций и видео-руководств по установке. Во время Covid мы помогли многим клиентам собрать машину самостоятельно. Этот станок не сложный, его легко установить и запустить в производство в течение одного дня. Также существует онлайн-обучение для ваших операторов.
Есть ли у вас англоговорящий специалист по обслуживанию?
Да, у нас есть англоговорящая команда инженеров, которая будет круглосуточной онлайн-службой.
Какое время до отправки машины?
Обычное время доставки составляет 20 дней с момента сдачи на хранение, если это официальный праздник, он будет соответственно отложен.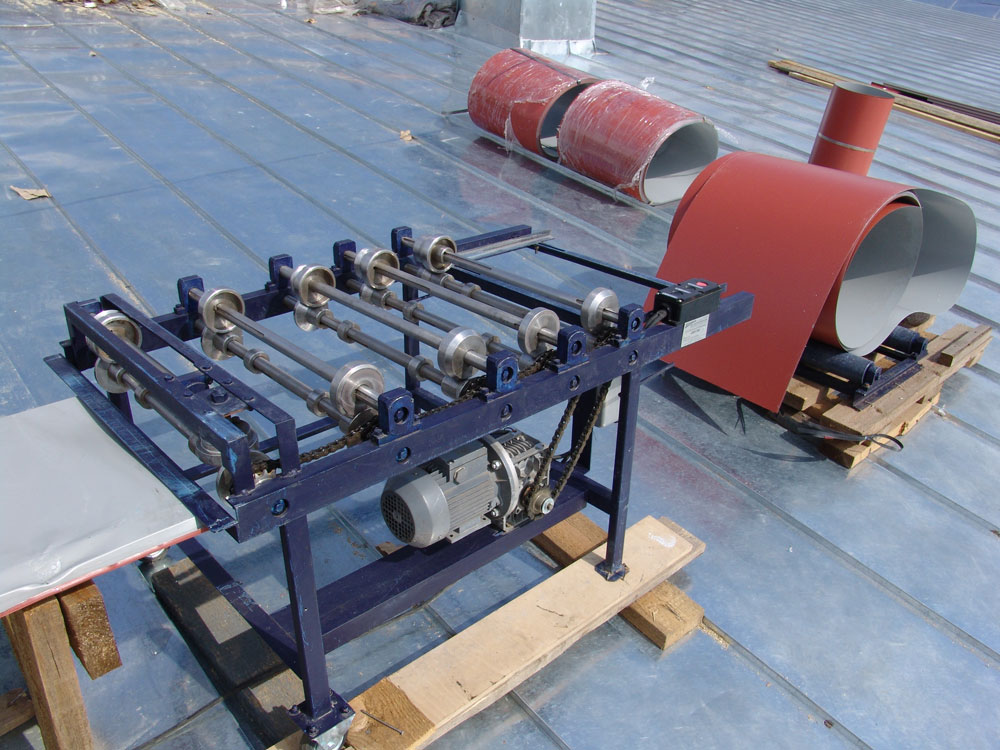
Как насчет стоимости запчастей? И сколько он прослужит до замены?
Расходные материалы, которые обычно рекомендуются, это нож для продольной резки и волоконный гребень, которые необходимо заменять каждые шесть месяцев или год.
Какая гарантия на машину?
Мы предлагаем один год гарантии с даты установки.
Что говорят о нас наши клиенты
Дилер и партнеры
- Очень конкурентоспособная цена, которая поможет вам сократить расходы и увеличить прибыль.
- Aopack обработает все детали заказа от вашего имени, обеспечив быструю доставку для обеспечения своевременной доставки.
- С отличной командой R & D вы можете протестировать свои бизнес-идеи на рынке, прежде чем принять окончательное решение.
- Aopack помогает отслеживать риски и контролировать их.
Конечные пользователи
Беспокоитесь о сотрудничестве с Aopack? Посмотрите, что говорят наши конечные пользователи о нашей машине для производства коробок из гофрокартона. Вам тоже ПОНРАВИТСЯ иметь с нами дело!
Вам тоже ПОНРАВИТСЯ иметь с нами дело!
Работать с Aopack было приятно с самого первого дня. Очень быстрая связь, все технические документы и материалы в наличии, никаких проблем и обо всем можно договориться. Анна Цинь всегда очень помогает с продажами. Также скорость отправки как машин, так и запчастей выше стандартной. Компания всегда честно сообщает обо всем и о том, как обстоят дела. В целом сотрудничество очень хорошее.
Петр Скотак в Verso Trade в Чехии , торговец машинами
Посмотрев на других производителей этого типа оборудования, мы решили добавить Aopack в наше портфолио, и это было отличное решение. Работать с Анной в отделе продаж и в сервисной команде Aopack — настоящее удовольствие, особых хлопот не возникает. Продав несколько единиц гофропереработчикам, мы теперь получаем постоянных клиентов, уже одно это говорит о том, насколько хорошо это оборудование.
Он также идеально подходит для конечного пользователя. Я очень рекомендую Aopack, молодцы все.
Пол Херсон, менеджер по продукции GTS Europe Ltd , продавец машин
PrintPack продал несколько машин AOPACK в России. По нашему мнению, оборудование является надежным и конкурентоспособным решением на рынке коробок по требованию для производства гофроящиков. Наши клиенты довольны оборудованием, которое соответствует всем их ожиданиям. И мы, PrintPack, как партнер AOPACK в России, довольны технической поддержкой, которую AOPACK предоставила нам. В этом году мы планируем продолжить сотрудничество с AOPACK и продать больше цифровых резаков на российский рынок.
Марина Чалых , руководитель отдела продаж PrintPack в России
Хотите машину для изготовления коробок?
Мы предлагаем широкий спектр машин для изготовления коробок, чтобы удовлетворить потребности вашего бизнеса
Свяжитесь с нами сейчас
Ссылка для загрузки страницы
Перейти к началу
Резка гофрированного картона с помощью лезвия ножа Cricut Maker » minorDIY
Мне нравится делать вещи из коробок из гофрированного картона.
Это обильный материал, который обычно бесплатен; с ним легко работать; отлично работает с горячим клеевым пистолетом; легко избавиться от него без всякого чувства вины, когда ваше творение больше не нужно.
Узнайте, как резать гофрированный картон с помощью лезвия ножа Cricut Maker, и используйте настройки давления в Design Space с помощью простых пошаговых инструкций.
Когда я купил свой Cricut Maker, лезвие ножа еще не было выпущено. В Design Space есть картонная установка для стандартного тонкого лезвия, поэтому я попытался заставить его работать. Я не мог заставить его прорезать весь картон, даже после того, как машина прорезала максимальное количество раз. #fail
Лезвие для глубокой резки предназначалось для более толстых материалов. Я купил его… но он рвал края при каждом разрезе. #fail
Cricut выпустил лезвие ножа, и после проб и ошибок мы получили #win !
Я не смог найти никакой информации о том, как резать гофрокартон с помощью лезвия Cricut Maker Knife, поэтому я делюсь результатами многих ( неудачных ) испытаний с остроконечным лезвием и глубоким резом. лезвие с тобой.
лезвие с тобой.
Вы станете экспертом в поиске правильных настроек давления в Design Space и выполнении тестовых вырезов для вашего Cricut Maker!
Все эти инструкции и настройки давления предназначены для Cricut Maker. Cricut перечисляет настройки для других машин на своем сайте; , однако , я думаю, что картон, который они имеют в виду, это тонкий крафт-картон, а , а не из прочных коробок, которые я использую.
Результаты: лезвие с острым концом не могло прорезать до конца, лезвие с глубоким разрезом оставляет неровные края, а лезвие-нож прорезает чисто.
Сначала найдите картон нужной толщины. Он должен быть меньше 3 мм. Выберите кусок картона, который является гладким и сухим; коробка, которая выглядит так, будто ее скинули с грузовика, не подойдет.
Кажется, что чем новее картон, тем лучше он режет. У меня есть куча «хороших» коробок, которые я сохранил, но они, похоже, не так хорошо режут, как новые коробки.
Если это очень большая коробка, она будет слишком толстой, чтобы ее можно было разрезать. Очень прочная коробка тоже может не подойти. Если он имеет двойные слои гофра, как показано ниже, Cricut Maker не будет его резать.
Очень прочная коробка тоже может не подойти. Если он имеет двойные слои гофра, как показано ниже, Cricut Maker не будет его резать.
Вы также хотите иметь острый клинок-нож. Они служат довольно долго, особенно если их чистить/затачивать.
Вопрос: Как заточить лезвие ножа Cricut Maker?
Ответ: Можно использовать шарик из алюминиевой фольги. Вонзите лезвие ножа в мяч примерно 50 раз; наклоняйте лезвие так, чтобы оно входило под разными углами. Я не думал, что это сработает, поэтому не стал делать фотографии «до» и «после»… но на самом деле это сработало очень хорошо. Моя коробка разрезалась намного ровнее после того, как я это сделал!
Пошаговая инструкция по резке гофрокартона
1) Выберите картон. Скорее всего, у вас есть запас картонных коробок. (Возможно, с Amazon Prime или с доставкой продуктов?) В долгосрочной перспективе будет проще, если ваш картон будет одинаковым, потому что толщина не будет меняться. Если вы используете другой тип картона, вам нужно будет снова проверить давление реза и настройки многократного реза.
Если вы используете другой тип картона, вам нужно будет снова проверить давление реза и настройки многократного реза.
2) Обрежьте картон до размера, подходящего для вашего коврика. Cricut рекомендует, чтобы размер материала был меньше 11 дюймов в ширину.
3) Создайте простую форму, используя Пространство дизайна, для пробного выреза, например, квадрат или треугольник. Используйте что-нибудь с углами; углы — хороший тест, чтобы убедиться, что он полностью прорезает материал.
4) Приклейте картон к центру фиолетового коврика StrongGrip. (Подсказка: зеленый коврик также подойдет для легкого материала, такого как картон, особенно если вы приклеите его скотчем!)
5) Сдвиньте белые ролики в стороны, чтобы они не ехали по картону. (Если вы никогда не двигали их, они могут показаться застрявшими. Прижмите сильнее — вы их не сломаете.)
6) Вставьте лезвие Cricut Knife в гнездо B. Оно должно выглядеть так, как показано на рисунке ниже.
7) В пространстве дизайна нажмите зеленую кнопку «Сделать». На экране предварительного просмотра расположите фигуру так, чтобы она находилась в правильном месте на коврике, выровняв ее вдали от краев, где вы приклеили картон.
8) Нажмите кнопку «Продолжить» и выберите материал. Сначала попробуйте вариант «Matboard 1,5 мм». Для моего картона эта настройка идеальна. Прорезает чисто и не врезается в коврик .
Ниже приведена удобная таблица материалов, перечисленных в Design Space, которые можно резать лезвием ножа Cricut. Загрузите и распечатайте документ «Материалы, вырезанные ножом Cricut Knife Blade » в формате PDF для справки. ( ОБНОВЛЕНИЕ: Этот список материалов больше не является точным; материалы были изменены с момента выпуска Maker 3.)
<
9) Загрузите коврик и нажмите кнопку «Вперед!» кнопка. Вы увидите сообщение о том, что время резки больше, чем обычно. По окончании резки (или всякий раз, когда вы решите остановить его), выгрузите коврик, снимите ленту и проверьте, правильно ли обрезан картон.
Предупреждение: Возможно, вы захотите остановить резку после нескольких проходов, а не полного объема, просто для проверки. Вы не хотите врезаться в свой коврик. Это тестовый разрез, так что начинайте осторожно.
Прорезал, не врезавшись в коврик?
Если он полностью прорезает материал – отлично! Запишите этот параметр или количество резов для дальнейшего использования.
НЕ полностью прорезал картон?
Скорее всего, это произойдет с первой попытки. Ничего страшного — попробуем еще.
Переклейте материал. Переместите тестовую форму на другую точку на коврике (на экране предварительного просмотра).
Вы рано остановили разрез? Если это так, дайте ему продолжить резать еще один или два прохода, прежде чем вы его остановите.
Если он обрезал полное количество проходов, попробуйте выбрать вариант «больше давления».
Проверь еще раз!
Если картон по-прежнему не прорезается, выберите другой параметр материала.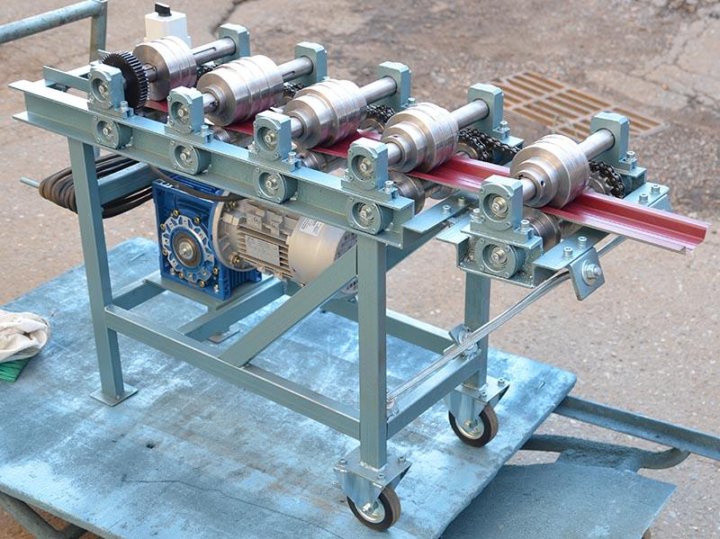 Попробуйте настройку «ДСП». При этом используется большее давление и выполняется 24 многократных прохода, поэтому остановите рез после 10 проходов и проверьте результат. Продолжайте проверять его каждые несколько проходов.
Попробуйте настройку «ДСП». При этом используется большее давление и выполняется 24 многократных прохода, поэтому остановите рез после 10 проходов и проверьте результат. Продолжайте проверять его каждые несколько проходов.
Если эта настройка не удалась, продолжайте добавлять проход или два, пока не получите чистый разрез материала.
После успешного разреза запишите этот параметр или количество разрезов для дальнейшего использования.
Он прорезал картон и оставил глубокий порез на коврике?
Слишком большое давление или слишком много проходов.
Попробуйте другую настройку. Настройка «Инструментальная кожа — 1,6 мм» может быть лучше. Он имеет меньшее давление и меньше проходов.
Если он резал хорошо, но оставил небольшой след на мате, вы можете просто попробовать опцию «меньше давления» или нажать кнопку «Пауза» на машине до того, как она завершит все мультирезки ( после шести проходов вместо полных восьми, например.)
Советы по использованию настроек давления Cricut
Знаете ли вы, что лезвие Cricut Fine-Point может резать несколько раз? Однако девять раз — это максимальное количество раз, которое он может повторить. Максимальное давление резки, которое вы можете установить для лезвия Cricut Fine-Point, составляет 350.
Максимальное давление резки, которое вы можете установить для лезвия Cricut Fine-Point, составляет 350.
Этого было недостаточно, чтобы разрезать мой картон, но этого может хватить для вашего. Давай, попробуй!
Тонкое лезвие, вероятно, подойдет для разрезания коробок с хлопьями.
Примечание: Вы НЕ МОЖЕТЕ создавать какие-либо пользовательские настройки материала с помощью лезвия ножа. Вам просто нужно выбрать материал из списка и проверить, будет ли он работать. Вы можете остановить рез раньше, или , резать в другой раз после его завершения , если вы не выгрузите мат.
Сохраните этот урок для дальнейшего использования, закрепив его на Pinterest!
У меня есть несколько картонных проектов, которые я разрабатываю, например шестигранные держатели для карандашей, кукольный домик и мебель, подарочные коробки и многое другое! Зарегистрируйтесь, используя форму ниже, чтобы получать уведомления о публикации SVG и руководств.
BOXMAT PROi Боксмейкер | Машина для изготовления картонных коробок
Boxmat PROi — передовая машина для изготовления картонных коробок, революционизирующая
мелкосерийный и среднесерийный процесс производства коробок из гофрированного картона. В нем 19ЧМИ с сенсорным экраном и системой
Inteligo
50 предварительно запрограммированных стилей коробок FEFCO
Менее 60 сек. время установки
Низкое энергопотребление
Сервопривод Eco-drive
10 секционных долбежных ножей
4 режущих ножа (макс. 8) — 2 типа
4 ролика для биговки/биговки (макс. 8)
Внешний контроль размеров
Безопасная удаленная диагностика VPN
Нет необходимости в специальных инструментах или штампах
Все настройки вводятся непосредственно с сенсорной панели без ручной настройки инструмента. Менее чем за 1 минуту машину можно перепрограммировать для любого из 100 стилей коробок. Резка, биговка, склеивание и печать все выполняется за один проход на одной компактной машине — без необходимости в дополнительном оборудовании!
Менее чем за 1 минуту машину можно перепрограммировать для любого из 100 стилей коробок. Резка, биговка, склеивание и печать все выполняется за один проход на одной компактной машине — без необходимости в дополнительном оборудовании!
10 секционных долбежных ножей, 4 продольных ножа и 4 подрезных ролика автоматически устанавливаются сервоприводами в соответствии с размером и толщиной доски. Картон расположен по центру с помощью автонаправляющих. Ролики с мягкой накладкой, прочные входные/выходные валы и двойные энкодеры обеспечивают точное управление подачей платы и предотвращают ее перекос.
Инновационная система вращающихся ножей , установленных в задней секции резки/биговки, позволяет двунаправленно регулировать размер доски без необходимости предварительной резки заготовок до точного размера на отдельном станке.
Дополнительная секция для склеивания позволяет наносить на ходу одинарную или двойную линию холодного клея .
Долбление
Обрезка досок
Оценка/биговка
Высечка
Печать
Склеивание
В ОДНОЙ МАШИНЕ со всеми установленными опциями!
Короткосерийная машина для изготовления коробок — посмотрите видео!
ЕЩЕ ВИДЕО
ЕЩЕ ВИДЕО
Коробка с образцами
Система Inteligo
19-дюймовая сенсорная панель с уникальным интуитивно понятным графическим интерфейсом с новыми опциями и возможностями.
ВСЕ настройки на ОДНОМ большом сенсорном экране
Все значения и настройки видны в ОДНОМ месте
Отличный инструмент для начинающих и неопытных операторов
Встроенная коробка WIZARD
Простая коррекция припусков на биговку/биговку и обрезку
Сохраняйте дизайны коробок и вызывайте их из памяти для производства
JQS Job Queue System — интеллектуальное планирование процесса производства коробок
Изготовление идеальной коробки после 3D-сканирования упаковываемого продукта
Никаких ДОЛГОСРОЧНЫХ контрактов на гофрокартон!
С машинами Boxmat у вас есть свобода выбора поставщика гофрированного картона и изготовления собственных КОРОБОК ПО ЗАПРОСУ
Листы или фальцованные
Машины серии Boxmat являются поистине универсальными системами, которые позволяют использовать однослойные и двустенные гофрированные листы, а также гофрированный картон FANFOLD (Z-Fold) различной ширины.

Особенности Boxmat PROi
Регулируемые двойные биговальные ролики
Круглые или плоские ножи
Прорезные ножи
Машины BOXMAT могут использовать Coroplast для изготовления коробок из гофрированного пластика
Стандартный укладчик
Устройство подачи картона
Дополнительный выходной стол:
— Съемный готовый
ящик приемный стол
— Ролики с блокировкой
— Увеличенная длина
— Складывается для удобства хранения
Дополнительные функции
Система склеивания
Инновационная система холодного склеивания для производителей коробок предлагает свежий и исключительный подход к циклу склеивания гофрированного картона!
Система miniFLEXO
Дополнительная система печати для машин Boxmat. Одноцветная мини-флексографская печать.
Автоматический укладчик
Автоматическая укладка коробок из гофрированного картона с помощью Boxmat Boxmakers. Ширина приемных досок до 2400 мм.
Ширина приемных досок до 2400 мм.
BOXMAT PRO INTELIGO — Идеальная машина для изготовления картонных коробок!
Технические характеристики
Используемый картон: | Одинарная и двойная стенка с ограничениями 906 903 (тройная и двойная стенка с ограничениями)0667 | Типы коробок: | Предварительно установленные 50 стилей Fefco + бесплатный стиль |
Средство питания: | 3 x 380/415/480 as 4067. | ||
Minimum board size: | 250 mm (10”) width x 650 mm (25”) length | ||
Maximum board size: | 2400 mm (94”) width x 10000 мм (394″) | ||
Мин./макс. Расстояние между слотами: | 70 — 2000 мм (2¾ — 79 ”) | ||
Ширина слота: | 8 мм (5/16”) 9999996666666666666669999 9067. |   | |