Станок фрезерный 675п: 675 Станок фрезерный широкоуниверсальный инструментальный. Паспорт, описание, схема
Содержание
Фрезерные станки 675 в России
- Главная
- Продажа
- Универсально-фрезерные станки
- Фрезерный станок 675
Вы можете очень быстро сравнить цены фрезерного станка 675 и подобрать оптимальные варианты из более чем 78135 предложений
Реклама
Сверлильно-фрезерный станок BF50PF
Станок предназначен для фрезерования, растачивания, сверления под различными углами металлов и расщепляемых пластмасс. Массивная конструкция из серого чугуна гарантирует работу без вибраций, а…
Подробное описание и цена >>>
Реклама
Настольный сверлильно-фрезерный станок MMT-45
Фрезерный станок, металлорежущий станок для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, зубьев зубчатых…
Подробное описание и цена >>>
Реклама
Фрезерный станок по металлу TRIOD ММТ-16V
Вертикальное перемещение 210 мм. Максимальный диаметр резьбы M12. Максимальный диаметр сверления 16 мм. Максимальный диаметр фрезерования 50 мм.
Максимальный диаметр резьбы M12. Максимальный диаметр сверления 16 мм. Максимальный диаметр фрезерования 50 мм.
Подробное описание и цена >>>
Широкоуниверсальный фрезерный станок 675
Производитель: Россия
В наличии
Фрезерный станок 675 — инструментальный широкоуниверсальный фрезерный станок, предназначенный как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами,…
06.04.2016
Москва (Россия)
500 000
Универсально-фрезерный станок 675
Состояние: Б/У Год выпуска: 1989
Универсально-фрезерный станок 675
07.07.2022
Санкт-Петербург (Россия)
фрезерный станок 675
Состояние: Б/У Год выпуска: 1987 Производитель: фрезерный станок 675 (Россия)
фрезерный станок 675
22. 09.2022
09.2022
Санкт-Петербург (Россия)
Фрезерный станок 675
Состояние: Б/У Год выпуска: 1965 Производитель: Армения
Фрезерный станок 675.Год выпуска 1965.Состояние б/у. Рабочий.Отсутствует фрезерная голова.Торг уместен.
26.02.2019
Обнинск (Россия)
60 000
универсально-фрезерный станок 675
Состояние: Б/У Год выпуска: 1988 Производитель: универсально-фрезерный станок 675 б/у
универсально-фрезерный станок 675 б/ууниверсально-фрезерный станок 675 б/ууниверсально-фрезерный станок 675 б/у
07.07.2022
Санкт-Петербург (Россия)
фрезерный станок 675, 676
Состояние: Б/У Год выпуска: 1987
фрезерный станок 675, 676фрезерный станок 675, 676фрезерный станок 675, 676фрезерный станок 675, 676
07. 07.2022
07.2022
Санкт-Петербург (Россия)
Широкоуниверсальный фрезерный станок 675
Состояние: Б/У Год выпуска: 1963
Продается Широкоуниверсальный фрезерный станок 675 — 1963 г.в. В хорошем рабочем состоянии. С проверкой в работе. Цена, фото по запросу. 89081541103 Татьяна
22.09.2022
Нижний Новгород (Россия)
универсально-фрезерный станок 675
Состояние: Б/У Год выпуска: 1988
универсально-фрезерный станок 675 б/ууниверсально-фрезерный станок 675 б/ууниверсально-фрезерный станок 675 б/у
07.07.2022
Санкт-Петербург (Россия)
универсально-фрезерный станок 675
Состояние: Б/У Год выпуска: 1986 Производитель: универсально-фрезерный станок 675
универсально-фрезерный станок 675 универсально-фрезерный станок 675 универсально-фрезерный станок 675
07. 07.2022
07.2022
Санкт-Петербург (Россия)
Фрезерный станок 675
Состояние: Б/У Год выпуска: 1963 Производитель: Саратов (Россия)
Фрезерный станок 675 (инструментальный широкоуниверсальный фрезерный станок, предназначенный как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами,…
29.01.2020
Санкт-Петербург (Россия)
110 000
универсально-фрезерный станок 675, 676
Состояние: Б/У Год выпуска: 1990
универсально-фрезерный станок 675, 676универсально-фрезерный станок 675, 676универсально-фрезерный станок 675, 676универсально-фрезерный станок 675, 676
07.07.2022
Санкт-Петербург (Россия)
Универсальный-фрезерный станок 675
Состояние: Б/У Год выпуска: 1988
Универсальный-фрезерный станок 675 б/уУниверсальный-фрезерный станок 675 б/уУниверсальный-фрезерный станок 675 б/у
07. 07.2022
07.2022
Санкт-Петербург (Россия)
Универсальный фрезерный станок 675
Состояние: Б/У Год выпуска: 1984
Универсальный фрезерный станок 675 б/уУниверсальный фрезерный станок 675 б/у
07.07.2022
Санкт-Петербург (Россия)
Универсально-фрезерный станок 675
Состояние: Б/У Год выпуска: 1989 Производитель: Универсально-фрезерный станок 675 б/у
Универсально-фрезерный станок 675 б/уУниверсально-фрезерный станок 675 б/уУниверсально-фрезерный станок 675 б/у
07.07.2022
Санкт-Петербург (Россия)
универсально-фрезерный станок 675
Состояние: Б/У Год выпуска: 1988 Производитель: универсально-фрезерный станок 675
универсально-фрезерный станок 675 универсально-фрезерный станок 675 универсально-фрезерный станок 675
07. 07.2022
07.2022
Санкт-Петербург (Россия)
универсально-фрезерный станок 675 с долбежной головой
Состояние: Б/У Год выпуска: 1991 Производитель: универсально-фрезерный станок 676 с долбежной головой
универсально-фрезерный станок 675 с долбежной головой
07.07.2022
Санкт-Петербург (Россия)
универсально-фрезерный станок 675
Состояние: Б/У Год выпуска: 1991 Производитель: универсально-фрезерный станок 675 б/у
универсально-фрезерный станок 675 б/у
07.07.2022
Санкт-Петербург (Россия)
универсально-фрезерный станок 675, 676
Состояние: Б/У Год выпуска: 1990 Производитель: универсально-фрезерный станок 675, 676 б/у
универсально-фрезерный станок 675, 676 б/у
07. 07.2022
07.2022
Санкт-Петербург (Россия)
универсально-фрезерный станок 675, 676
Состояние: Б/У Год выпуска: 1991 Производитель: универсально-фрезерный станок 675, 676 б/у
универсально-фрезерный станок 675, 676 б/у
07.07.2022
Санкт-Петербург (Россия)
универсальный фрезерный станок 675, 676
Состояние: Б/У Год выпуска: 1990 Производитель: универсальный фрезерный станок 675, 676 б/у
универсальный фрезерный станок 675, 676 б/у
07.07.2022
Санкт-Петербург (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по фрезерному станку 675 почти как на Авито и TIU
Видео фрезерного станка 675
675 технические характеристики | Станок фрезерный инструментальный широкоуниверсальный
Технические характеристики станка 675 позволяют выполнять фрезерные работы различными фрезами. Отличается большими технологическими возможностями, применяется в инструментальных цехах, а так же при выполнении экспериментальных работ.
Отличается большими технологическими возможностями, применяется в инструментальных цехах, а так же при выполнении экспериментальных работ.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-82 |
| П |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
Перемещение стола |
|
|
продольное (Х) | мм | 320 |
поперечное (Y) | мм | нет |
вертикальное (Z) | мм | 300 |
Скорость быстрого перемещения стола | м/мин | 0,935 |
Цена одного деления лимба | мм | 0,05 |
Перемещение стола на один оборот лимба |
|
|
продольное | мм | 5 |
поперечное | мм | нет |
вертикальное | мм | 2,5 |
Горизонтальная бабка | ||
Наибольшее перемещение | мм | 200 |
Быстрое перемещение | м/мин | 0,935 |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | Мм | 2,5 |
Вертикальная головка | ||
Расстояние от оси шпинделя до головки горизонтального шпинделя | мм | 115 |
Расстояния от торца шпинделя до стола | мм | 250 |
Наибольший угол поворота | град | ±90 |
Наибольшее перемещение шпинделя (от руки) | мм | 60 |
Внутренний конус |
| Морзе 4 |
Горизонтальный стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
Угловой универсальный стол |
|
|
Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
Наибольший угол поворота |
|
|
В горизонтальной плоскости | град | ±20 |
В вертикальной плоскости с короткой стороны | град | ±30 |
В вертикальной плоскости с длинной стороны | град | ±45 |
Делительная головка | ||
Наибольшее расстояние от шпинделя до подшипника поддержки | мм | 220 |
Высота центров | мм | 105 |
Наибольший угол поворота (в плоскости крепления) | град | ±90 |
Характеристика делительной головки |
| 40 |
Количество делительных дисков |
| 1 |
Конус шпинделя |
| Морзе 4 |
Наибольший шаг нарезаемой спирали | м | 5,38 |
Круглый стол | ||
Диаметр рабочей плоскости | мм | 250 |
Высота стола | мм | 106 |
Количество прилагаемых делительных дисков (от делительной головки) |
| 1 |
3-х кулачковый патрон | ||
Диаметр | мм | 130 |
Быстроходная головка | ||
Количество скоростей |
| 4 |
Пределы оборотов шпинделя | мм | 2770…5400 |
Тиски | ||
Размеры губок (Ш х В) | мм | 130 х 35 |
Наибольший развод губок | мм | 150 |
Наибольший угол поворота | град | 360 |
Долбежная головка | ||
Наибольший ход | мм | 80 |
Число скоростей двойных ходов |
| 4 |
Пределы чисел двойных ходов в минуту |
| 50…100 |
Механика станка | ||
Выключающие упоры подачи |
| Есть |
Электрооборудование | ||
Главный привод станка |
|
|
Число оборотов | об/мин | 1420 |
Мощность | кВт | 1,7 |
Тип |
| АО41-4 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,125 |
Тип |
| ПА-22 |
Производительность | л/мин | 22 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 960 |
ширина | мм | 1080 |
высота | мм | 1630 |
Масса станка | кг | 635 |
Фрезерный станок 675: технические характеристики, паспорт
Фрезерный станок 675 отличается от своих предшественников универсальностью. Он имеет 2 шпиндельные головки, обрабатывает детали во всех плоскостях. На нем производят расточку, фрезеровку по периметру сложных поверхностей и даже долбежку.
Он имеет 2 шпиндельные головки, обрабатывает детали во всех плоскостях. На нем производят расточку, фрезеровку по периметру сложных поверхностей и даже долбежку.
Содержание:
- 1 Для чего он предназначен?
- 2 Общий вид и органы управления
- 3 Особенности конструкции
- 3.1 Цепь главного движения
- 3.2 Цепь подач
- 3.3 Суппорт
- 3.4 Станина
- 3.5 Горизонтальный шпиндель
- 3.6 Вертикальный шпиндель
- 4 Угловой универсальный стол
- 4.1 Тиски
- 4.2 Круглый стол
- 4.3 Делительная головка
- 5 Технические характеристики
- 6 Кинематическая схема
- 7 Принципиальная электрическая схема
- 8 Руководство по эксплуатации
- 9 Паспорт широкоуниверсального станка
- 10 Дополнительная комплектация
- 11 Особенности модификации 675П
- 12 Аналоги
- 13 Отзывы
Для чего он предназначен?
Фрезерный широкоуниверсальный станок предназначен для работы на промышленных предприятиях. Для обработки поверхности горизонтальным шпинделем используются фрезы:
Для обработки поверхности горизонтальным шпинделем используются фрезы:
- дисковые;
- цилиндрические;
- фасонные.
В работе поворотным шпинделем применяют торцевые и шпоночные фрезы.
В комплект модели 675 входят столы:
- поворотный с делительной головкой;
- наклонный.
Используя головки: резцовую, быстроходную долбежную, расточную, на станке можно выполнять работы:
- сверловку;
- зенкерование;
- расточку;
- долбежку.
На станке 675 производят планки, корпуса, подушки, рычаги, косозубые шестерни, детали со сложной конфигурацией. Точность обработки класса Н. Возможность к вертикальному шпинделю устанавливать горизонтальную поворотную головку делает станок универсальным. На нем можно обрабатывать все стороны и верхнюю поверхность детали, сверлить ее по всем плоскостям и под углом, делать расточку с высокой точностью.
Общий вид и органы управления
Основание высокое с электрическим ящиком сбоку и электродвигателем сзади. Коробка подач внутри толстостенной литой стойки. Коробка скоростей собрана в отдельном ящике и расположена сбоку. Консоль небольшого размера поднимается по направляющим, обеспечивая вертикальное перемещение детали.
На основной стол с Т-образными пазами устанавливаются дополнительные приспособления, включая съемный горизонтальный стол. Справа на стойке и столе расположены маховики для ручного перемещения стола и консоли. Там же кнопки пуска и рукоятка переключения скоростей вращения шпинделя.
Особенности конструкции
Фрезерный станок 675 отличается небольшими размерами при возможности обрабатывать заготовки длиной до 600 мм. Конструкция включает в себя два шпинделя, рабочий вертикальный стол и съемный горизонтальный. В комплект станка входит шкаф под приспособления и инструмент.
Цепь главного движения
К горизонтальному шпинделю вращение передается через зубчатое зацепление с барабанной шестерней, соединенной с коробкой скоростей. Электродвигатель соединен с ведущим валом клиноременной передачей. Вертикальный шпиндель вращается через соединение коническими шестернями с горизонтальным двигателем. Настройка числа оборотов обеих рабочих органов производится одной рукояткой.
Электродвигатель соединен с ведущим валом клиноременной передачей. Вертикальный шпиндель вращается через соединение коническими шестернями с горизонтальным двигателем. Настройка числа оборотов обеих рабочих органов производится одной рукояткой.
Цепь подач
Цепь подач передает движение сразу на 3 рабочих узла, обеспечивая перемещение по всем осям:
- суппорт – вертикальное;
- салазки – продольное;
- шпиндельная бабка – поперечное.
Ускоренный ход составляет 935 мм/мин. Рабочих подач 16, от 12,5 мм/мин до 400 мм/мин. Механизм подач работает от главного привода, получая вращение от коробки скоростей через зубчатое зацепление шестеренок.
Суппорт
Через суппорт осуществляется продольное и поперечное перемещение стола с деталью через ходовой винт и приводной вал. Направление перемещения по 3 направлениям включается одной крестовой рукояткой в сторону направления движения. Смазка деталей производится лубрикатором.
Станина
Станина имеет высокое основание. Сверху расположен хобот, используемый при работе горизонтального шпинделя цилиндрическими фрезами. Сбоку в теле станины отлит ящик под коробку подач. Он закрывается дверцей. В передней части стойка с направляющими консоли.
Сверху расположен хобот, используемый при работе горизонтального шпинделя цилиндрическими фрезами. Сбоку в теле станины отлит ящик под коробку подач. Он закрывается дверцей. В передней части стойка с направляющими консоли.
Горизонтальный шпиндель
Горизонтальный шпиндель находится в верхней части станины, под хоботом. Он получает вращение от коробки скоростей через зубчатое зацепление. Шпиндельная бабка крепится на 2 радиальных опорах и стоит в 4 упорных подшипниках. Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Перемещение хобота ручное. Зажимается в рабочем положении справа 2 ручками. Скорость вращения регулируется ступенчато, имеет 16 положений. Перемещение шпиндельной бабки в горизонтальной оси ограничивают упоры. Смазка минеральным маслом осуществляется разбрызгиванием. Жидкость подается в поддон корпуса шпиндельной бабки.
Вертикальный шпиндель
Вертикальная головка относится к съемным узлам. Она закрепляется к горизонтальной шпиндельной бабки двумя винтами и получает от нее вращение. Установка производится по рискам для соосности вращающихся деталей. Хобот отводится в заднее крайнее положение.
Она закрепляется к горизонтальной шпиндельной бабки двумя винтами и получает от нее вращение. Установка производится по рискам для соосности вращающихся деталей. Хобот отводится в заднее крайнее положение.
Вертикальный шпиндель вместе с головкой поворачивается на 90⁰ вручную по шкале, нанесенной на основании его корпуса, и фиксируется штифтами. Встроенная в корпус пружина уравновешивает гильзу при ее перемещении. Радиальные нагрузки гасятся двумя опорами. Осевые вибрации гасятся упорными подшипниками.
Угловой универсальный стол
Съемный угловой стол вешается на суппорт верхними шпонками. К рабочей поверхности прикручивается болтами. Он имеет 5 Т-образных пазов для крепления заготовки и вращает ее вокруг горизонтальной оси. Вращение стола производится вручную, по лимбу на передней части. Там же расположена ручка зажима приспособления.
Справка! Угловой стол позволяет обрабатывать боковые плоскости детали обоими шпинделями. Делать сверление и расточку, шпоночные пазы, фрезеровать многогранники по периметру.
Делать сверление и расточку, шпоночные пазы, фрезеровать многогранники по периметру.
Тиски
Тиски устанавливаются на рабочий и поворотный стол, наклонно-поворотный стол. Они позволяют производить обработку мелких деталей с высокой точностью, делать сложные рельефы.
Круглый стол
К съемным приспособлениям, входящим в комплект станка, относится круглый стол. Он крепится к продольному столу. Благодаря делительной головке его функциональность увеличивается. Обработка боковых и верхней поверхности заготовки производится горизонтальным шпинделем.
Делительная головка
Делительная головка позволяет с высокой точностью прокрутить деталь на заданный угол. Приспособление позволяет изготавливать зубчатые колеса и другие сложные детали с повторяющимися элементами.
Технические характеристики
Мощность станка определяется его электродвигателем и составляет 1,5 кВт. Точность класса Н и П по ГОСТ 8–82. Технические характеристики модели СФ675:
- размеры вертикального стола 200×500 мм;
- углового 200×630 мм;
- вертикальный ход 300 мм;
- продольное перемещение 320 мм;
- поперечное 300 мм;
- количество подач горизонтального стола 16;
- количество скоростей шпинделя 16;
- частота вращения горизонтального шпинделя 50–1600 об/мин;
- вертикального 63–2000 об/мин;
- габариты станка 1110×1170×1650 мм;
- вес 1100 кг.

Вертикальная головка может поворачиваться на угол до 90⁰. Это позволяет производить обработку всех плоскостей, кроме базовой. Делать фрезеровку, сверловку и расточку, нарезать резьбу, вырезать пазы.
Кинематическая схема
Кинематическая схема фрезерного станка 675 включает в себя две подачи:
- главного движения;
- цепи подач.
Важно!
Все вращения передаются от одного привода. Отдельный двигатель имеет только насос подачи смазки.
Принципиальная электрическая схема
Электрооборудование состоит:
- электродвигатель главного привода;
- насос СОЖ;
- пусковая аппаратура;
- освещение.
Работает электродвигатель станка от трехфазного тока, напряжением в 380 В. Для местного освещения установлен понижающий трансформатор.
Читайте также: принципиальная электрическая схема фрезерного станка
Руководство по эксплуатации
В руководстве по эксплуатации указаны основные приемы работы на станке, перечислены операции, которые он выполняет. На схеме указаны органы управления оборудования, и как их правильно включать. Отдельный раздел посвящен уходу за агрегатом, его смазке, уборке. Имеется график профилактических осмотров. Техника безопасности расписана от первого подхода к оборудованию и проверке его состояния, до рабочей одежды станочника.
На схеме указаны органы управления оборудования, и как их правильно включать. Отдельный раздел посвящен уходу за агрегатом, его смазке, уборке. Имеется график профилактических осмотров. Техника безопасности расписана от первого подхода к оборудованию и проверке его состояния, до рабочей одежды станочника.
Паспорт широкоуниверсального станка
Паспорт начинается с указания марки станка и указания завода изготовителя. Далее, идет изображение оборудования во всех проекциях, описание основных узлов. Все приспособления и устройства, входящие в комплектацию оборудование, перечислены с указанием их функций. Документ включает в себя все схемы, чертежи основных узлов и перечень быстро изнашиваемых деталей. Для транспортировки станка в паспорте указаны схемы строповки и установки на фундамент.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт широкоуниверсального фрезерного станка СФ 675.
Дополнительная комплектация
В комплект поставки фрезерного станка СФ675 входит несколько дополнительных приспособлений и узлов:
- поворотный круглый стол;
- вертикальный угловой стол;
- поворотные тиски;
- делительная головка.

Дополнительно в комплект могут входить головки: быстроходная и долбежная и резцедержатель.
Особенности модификации 675П
Модель широкоуниверсального фрезерного станка 675П комплектуется инструментальным шкафом. Станок имеет преимущества перед другими агрегатами серии 675:
- повышенная точность обработки;
- увеличенный размер обрабатываемых деталей до 250 мм по ширине и 800 мм по длине;
- мощный насос с подачей 22 л масла в мин;
- дополнительная панель управления сбоку от стойки.
Малогабаритный станок можно устанавливать в небольших помещениях мастерских и гаражей.
Аналоги
Серия представлена станками 675, 675П, 6В75. Одновременно выпускалась модель широкоуниверсального станка 676. В настоящее время в Чехии выпускают современный аналог станок TOS Olomuc.
Отзывы
Sova. 675 выпускались несколькими заводами. Лучше всех их делали одесситы и саратовцы. Эти станки отличаются надежностью, высоким качеством сборки и долговечностью. Они пользуются большим спросом у специалистов и работают хорошо, несмотря на возраст.
675 выпускались несколькими заводами. Лучше всех их делали одесситы и саратовцы. Эти станки отличаются надежностью, высоким качеством сборки и долговечностью. Они пользуются большим спросом у специалистов и работают хорошо, несмотря на возраст.
Владимир. Я своим 675 режу полуоси и торсионы. Сталь нормализую. Сотки не ловит, но с точностью до десятки работает. Хочу поменять линейки и отшабрить направляющие, чтобы точнее работал.
Несмотря на возраст более 50 лет, фрезерные станки 675 хорошо сохранились и пользуются спросом и специалистов. Они почти вполовину дешевле китайских фрезерных станков, работают лучше, надежнее. На них изготавливают запчасти для ремонта и детали различных узлов.
Широкоуниверсальный фрезерный станок СФ-676 (675) — цена, отзывы, характеристики с фото, инструкция, видео
Российский широкоуниверсальный фрезерный станок СФ-676 (675) предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами под различными углами.
Станок предназначен для использования в инструментальных, и экспериментальных цехах, а также в механических цехах мелкосерийного и индивидуального производства.
Наличие широкого ряда оборотов, механических и ускоренной подач обеспечивает экономическую обработку различных деталей за счет применения высоких режимов резания и сокращения вспомогательного времени.
На станке СФ676 возможно выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью, которую можно достигнуть, если станок установлен в помещении с постоянной температурой + 20° + 2° С и влажностью воздуха 65+5% и если вблизи станка нет источников тепла.
Станок СФ-676 является аналогом производимых ранее станков 675, 675П, 676П и позволяет выполнять след. операции:
- Фрезерование
- Сверление
- Развертывание
- Растачивание
- Зенкерование
- Долбежка
Обработка плоскостей производится дисковыми, торцевыми, концевыми угловыми и фасонными фрезами.
Преимущества конструкции
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей.
- Фрезерование небольших деталей длиной до 800мм, шириной 250мм и более.
- Использование станка в инструментальных и механических цехах индивидуального производства.
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки).
- Удобное классическое управление станком.
- Не большие габариты станка позволяют разместить его практически любом помещении, в том числе и гараже.
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания.
- Подача СОЖ осуществляется от электронасоса. Производительность электрического насоса 22л/мин.
- Имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом +-90 градусов в двух взаимно перпендикулярных плоскостях.

- Возможно одновременно работать и вертикальным и горизонтальным шпинделями. На поворотную головку, для большей универсальности станка, монтируют накладную фрезерную головку, которая позволяет производить на данном станке не только фрезерные операции, но и операции сверления, зенкерования, растачивания и т.д.
Станок СФ-676 идеален в использованиии при мелком производстве, в ремонтных цехах, инструментальном производстве и различных мастерских.
| Характеристика | Значение |
|---|---|
| Размер стола, мм — съемного углового — вертикального | 250х800 250х630 |
| Конус гор. и верт. шпинделя Морзе | Морзе 40АТ5 ГОСТ15945 |
| Наибольшее перемещение стола, мм: — продольное — вертикальное | 450 380 |
| Класс точности ГОСТ-8-82 | Н |
| Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм | 80-460 |
| Наибольший ход шпиндельной бабки, мм | 300 |
| Наибольшее расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола | 380 |
| Наибольшее осевое перемещение вертикального шпинделя, мм: | 80 |
| Кол-во скоростей каждого шпинделя | 16 |
| Частота вращения, об/мин — горизонтального шпинделя — вертикального шпинделя | 50-1630 63-2040 |
| Пределы подач стола и шпиндельной бабки | 13. ..395 мм/мин ..395 мм/мин |
| Скорость (ускоренная) перемещения стола и бабки | 935 мм/мин |
| Мощность двигателя гл. привода, кВт | 3 |
| Габариты станка, мм, не более | 1200х1240х1780 |
| Масса СФ-676 (675) станка в упаковке, кг, не более | 1050 |
| Габариты станка, мм, не более | 1700х1450х2200 |
| Масса СФ-676 (675) станка в упаковке, кг, не более | 1560 |
Технологическая оснастка
В комплект станка входит:
- Вертикальная шпиндельная головка
- Хобот с серьгой
- Стол угловой горизонтальный
- Патрон цанговый с комплектом цанг (ф4, ф5, ф6, ф8,ф10)
- Оправка фрезерная ф27мм
- Набор инструмента
Оснастка за дополнительную плату
- Делительная головка
- Тиски станочные
Станок фрезерный 675П — проведение работ на станке
Станок фрезерный 675П — проведение работ на станке
- Изготовление
- Сварочные работы
- Металлообработка
- Проектирование
- О нас
- Контакты
Станок фрезерный 675П
770
Вес станка без принадлежностей, кг
1110х1170х1650
Габариты
Фрезерный станок предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Применяется в инструментальных и экспериментальных цехах крупносерийного производства, а также в мелкосерийном и единичном производстве Станок имеет в наличии съемные горизонтальную и вертикальную головки, позволяющие вести обработку в соответствующих плоскостях.
В компании Автопрагма вы можете заказать выполнение работ на фрезерном станке 675П по доступной цене.
Будем рады вам помочь, обращайтесь.
Тех. характеристики
Technical Specifications
Класс точности по ГОСТ
гост8-71 и н70-11 П
Расстояние от оси
80/380
Стол, мм
500х200
Угловой стол, мм
630х200
ПРИМЕНЕНИЕ
Конвеерного производства
Производства
МАТЕРИАЛЫ С КОТОРЫМИ РАБОТАЕМ
Сталь
Аллюминий
Нержавейка
Цинк
ПОСЛЕДНИЕ ВЫПОЛНЕННЫЕ ПРОЕКТЫ
Парковочные столбики из нержавеющей стали
Парковочные столбики из нержавейки — стиль и надежность в вопросах благоустройства города.
Дозирующая установка с логическим контроллером и тензодатчиками
Изготовление по чертежам дозирующей установки с логическим контроллером.
Изготовление уличных скамеек из металла
Проектирование и изготовление уличных скамеек со спинкой и без.
Спасибо!
Ваша заявка была отправлена
Заполнение заявки
Загрузить свой чертеж
Загрузить
Заказать
Плазменная порезка
Данный сервис поможет Вам узнать ориентировочную стоимость
Форма изделия
Квадратная
Круглая
Другая
A
Сталь
Аллюминий
Медь
Чугун
Техническая нержавейка
Пищевая нержавейка
0,5-2(мм)
3-4(мм)
5-6(мм)
7-8(мм)
9-12(мм)
13-15(мм)
16-18(мм)
19-22(мм)
23-25(мм)
26-30(мм)
31-40(мм)
Высота (мм)
Ширина (мм)
Длина реза (мм)
Диаметр изделия
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Спасибо за заполнение формы
Наш оператор свяжится с Вами в течении 30 минут
Изготовление деталей по чертежам заказчика
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Если у Вас нет чертежа, наш конструктор может спроектировать его, и подготовить все необходимые детали в производство.
Разработка чертежа конструктором + 300 грн
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Подготовка проектной документации
Данный сервис поможет Вам узнать ориентировочную стоимость
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Сварка аргоном
Данный сервис поможет Вам узнать ориентировочную стоимость
Тип изделия
Листовой металл
Труба
Ремонтные работы
Другое
Тип металла
Сталь
Аллюминий
Медь
Чугун
Техническая нержавеющая сталь
Пищевая нержавеющая сталь
Длина шва (мм)
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Сварка металлоконструкций
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Токарные и фрезерные работы
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
675, 675П фрезерные станки: технические характеристики, паспорт
Описание кинематической схемы универсального фрезерного станка 6В75
Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
- на горизонтальный и вертикальный шпиндели
- на коробку подач и дальше на суппорт и горизонтальные салазки
Различные скорости вращения горизонтального и вертикального шпинделей получаются при следующих положениях шестерен коробки скоростей:
- I. 4—5—7—2—1—8—9—16 — 95 об/мин
- II. 3—6—7—2—1—8—9—16 — 170 об/мин
- III. 1—8—9—16 (муфты шестерен 2—3 сцеплены) — 300 об/мин
- IV. 4—5—8—9—16 (муфты шестерен 7—8 сцеплены) — 470 об/мин
- V. 3—6—8—9—16 (муфты шестерен 7—8 сцеплены) — 900 об/мин
- VI. 2—7—8—9—16 (муфты шестерен 7—8 и 2—3 сцеплены) — 1650 об/мин
Вращение вертикальному шпинделю передается от шестерни — 16 горизонтального шпинделя через шестерни (15, 14, 13).
Следовательно, вертикальный шпиндель имеет также шесть различных чисел оборотов (указаны в «Механике станка»).
От ведущей звездочки 47, сидящей на приемном валу коробки скоростей, движение при помощи втулочно-роликовой цепи передается на ведомую звездочку 46, сидящую на приемном валу коробки подач.
Различные подачи, передаваемые на суппорт и горизонтальные салазки, получаются при следующих положениях шестерен коробки подач:
На горизонтальные салазки:
- I. 45—43—44—40—42—37—35—34—33—32—20—19(18) — 17,5 мм/мин
- II. 45—43—44—40—41—36—35—34—33—32—20—19(18) — 26,8 мм/мин
- III. 45—43—44—40—39—38—35—34—33—32—20—19(18) — 44,7 мм/мин
- IV. 45—43—42—37—35—34—33—32—20—19(18) — 69,7 мм/мин
- V. 45—43—42—41—36—35—34—33—32—20—19(18) — 106,9 мм/мин
- VI. 45—43—42—39—38—35—34—33—32—20—19(18) — 178 мм/мин
Примечание: При включении шестерни 18 направление подачи меняется.
На суппорт
От ходового валика, на котором сидит на шпонке шестерня 32, и дальше через шестерни (27—26) на ходовой винт 29. (При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
При перемещении суппорта в обратную сторону движение от ходового валика передается через шестерни—(23—22—21) на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Величина подач суппорта указана в разделе «Механизм подач». Ручная подача горизонтальных салазок осуществляется при помощи маховичков 50, а в суппорте — при помощи маховичка 51.
Перемещение бабки горизонтального шпинделя осуществляется при помощи маховичка 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производятся специальным ключом, который одевается на квадрат 53 валика-шестерни, а последняя зацепляется с рейкой, нарезанной на пиноли.
Предохранение механизма подач от поломок обеспечивает предохранительное устройство шарикового типа (муфта шестерни 34 и муфта 54).
Регулировка предохранительного устройства осуществляется с помощью гайки 55.
Технические характеристики фрезерного станка 6В75
| Наименование параметра | 6Е75ПФ1 | 675П | 6В75 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | П | П | Н |
| Размеры горизонтального (углового) стола, мм | 200 х 630 | 200 х 630 | 200 х 630 |
| Размеры вертикального стола, мм | 200 х 500 | 200 х 500 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 200 | ||
| Наибольшие размеры обрабатываемой с одной установки детали (длина х ширина х высота), кг | 300 х 230 х 280 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 90. .390 .390 | 80..380 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..290 | 0..300 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 130..330 | ||
| Наибольший продольный ход стола (X), мм | 320 | 320 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 290 | 300 | 290 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 200 | 200 | 150 |
| Цена деления лимбов, мм | 0,05 | 0,025 | |
| Горизонтальный и вертикальный шпиндели станка | |||
| Частота вращения горизонтального шпинделя, об/мин | 40..2000 | 50..1600 | 95..1650 |
| Частота вращения вертикального шпинделя, об/мин | 40..2000 | 63..2000 | 110..1860 |
| Количество скоростей шпинделей | 18 | 16 | 6 |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 214 | ||
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 155 | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 | |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90° | ±90° | ±45° |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 | Морзе 4 |
| Стол | |||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 10. .1000 .1000 | 12,5..400 | 17,5..178 |
| Ускоренный ход стола, мм/мин | 1800 | 935 | нет |
| Количество подач стола | Б/с | 16 | 6 |
| Наибольшее усилие подач стола, Н | 4000 | 5000 | |
| Шпиндельная бабка | |||
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 10..1000 | 12,5..400 | нет |
| Количество подач шпиндельной бабки | Б/с | 16 | – |
| Наибольшее усилие подач шпиндельной бабки, Н | 4000 | 5000 | |
| Ускоренный ход шпиндельной бабки, мм/мин | 1800 | ||
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 4 | 2 | |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 | 1,7 |
| Электродвигатель привода подач, кВт | 1,1 | нет | |
| Электродвигатель насоса гидравлики, кВт | 0,06 | нет | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,78 | 1,62 | 1,82 |
| Габарит и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1350 х 1400 х 1750 | 1110 х 1170 х 1650 | 1150 х 1100 х 1600 |
| Масса станка, кг | 810 | 1100 | 855 |
Список литературы:
Руководство по эксплуатации и обслуживанию универсально-фрезерных станков 6В75 и 6В75П, 1966
Аврутин С. В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н. Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Описание кинематической схемы универсального фрезерного станка 6В75
Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
- на горизонтальный и вертикальный шпиндели
- на коробку подач и дальше на суппорт и горизонтальные салазки
Различные скорости вращения горизонтального и вертикального шпинделей получаются при следующих положениях шестерен коробки скоростей:
- I.
 4—5—7—2—1—8—9—16 – 95 об/мин
4—5—7—2—1—8—9—16 – 95 об/мин - II. 3—6—7—2—1—8—9—16 – 170 об/мин
- III. 1—8—9—16 (муфты шестерен 2—3 сцеплены) – 300 об/мин
- IV. 4—5—8—9—16 (муфты шестерен 7—8 сцеплены) – 470 об/мин
- V. 3—6—8—9—16 (муфты шестерен 7—8 сцеплены) – 900 об/мин
- VI. 2—7—8—9—16 (муфты шестерен 7—8 и 2—3 сцеплены) – 1650 об/мин
Вращение вертикальному шпинделю передается от шестерни — 16 горизонтального шпинделя через шестерни (15, 14, 13).
Следовательно, вертикальный шпиндель имеет также шесть различных чисел оборотов (указаны в «Механике станка»).
От ведущей звездочки 47, сидящей на приемном валу коробки скоростей, движение при помощи втулочно-роликовой цепи передается на ведомую звездочку 46, сидящую на приемном валу коробки подач.
Различные подачи, передаваемые на суппорт и горизонтальные салазки, получаются при следующих положениях шестерен коробки подач:
На горизонтальные салазки:
- I. 45—43—44—40—42—37—35—34—33—32—20—19(18) – 17,5 мм/мин
- II.
 45—43—44—40—41—36—35—34—33—32—20—19(18) – 26,8 мм/мин
45—43—44—40—41—36—35—34—33—32—20—19(18) – 26,8 мм/мин - III. 45—43—44—40—39—38—35—34—33—32—20—19(18) – 44,7 мм/мин
- IV. 45—43—42—37—35—34—33—32—20—19(18) – 69,7 мм/мин
- V. 45—43—42—41—36—35—34—33—32—20—19(18) – 106,9 мм/мин
- VI. 45—43—42—39—38—35—34—33—32—20—19(18) – 178 мм/мин
Примечание: При включении шестерни 18 направление подачи меняется.
На суппорт
От ходового валика, на котором сидит на шпонке шестерня 32, и дальше через шестерни (27—26) на ходовой винт 29. (При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
При перемещении суппорта в обратную сторону движение от ходового валика передается через шестерни—(23—22—21) на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Величина подач суппорта указана в разделе «Механизм подач». Ручная подача горизонтальных салазок осуществляется при помощи маховичков 50, а в суппорте — при помощи маховичка 51.
Перемещение бабки горизонтального шпинделя осуществляется при помощи маховичка 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производятся специальным ключом, который одевается на квадрат 53 валика-шестерни, а последняя зацепляется с рейкой, нарезанной на пиноли.
Предохранение механизма подач от поломок обеспечивает предохранительное устройство шарикового типа (муфта шестерни 34 и муфта 54).
Регулировка предохранительного устройства осуществляется с помощью гайки 55.
675п характеристики
Технические характеристики станка 675п позволяют фрезеровать изделия в горизонтальной и вертикальной плоскости, а так же обрабатывать детали под углом. На станке установлен угловой стол с горизонтальной рабочей плоскостью и основной стол с вертикальной рабочей плоскостью.
Наименование характеристики | Ед. изм. | Параметры |
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола | мм | 80…380 |
Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола | мм | 0…300 |
Расстояние от торца станины до оси вертикального шпинделя | мм | 130…330 |
Расстояние от торца горизонтального шпинделя до торца серьги, наибольшее | мм | 210 |
Наибольшее перемещение стола | ||
Продольное | мм | 320 |
Вертикальное | мм | 300 |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | мм | |
Продольное | мм | 5 |
Вертикальное | мм | 2,5 |
Размеры рабочей поверхности стола (Д х Ш) | мм | 500 х 200 |
Число Т-образных пазов | 2 | |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 100 |
Размеры рабочей поверхности стола (Д х Ш) | мм | 630 х 200 |
Число Т-образных пазов | 3 | |
Ширина Т-образных пазов | мм | 14 |
Расстояние между Т-образными пазами | мм | 50 |
Наибольшее перемещение | мм | 200 |
Выключающие упоры | есть | |
Цена одного деления лимба | мм | 0,05 |
Перемещение на один оборот лимба | мм | 5 |
Внутренний конус | Морзе №4 | |
Наибольший угол поворота | град | ±90 |
Наибольшее перемещение шпинделя (от руки) | мм | 60 |
Внутренний конус | Морзе 4 | |
Главный привод станка | ||
Число оборотов | об/мин | 1420 |
Мощность | кВт | 1,5 |
Электронасос подачи охлаждающей жидкости | ||
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Габаритные размеры станка | ||
длина | мм | 1110 |
ширина | мм | 1170 |
высота | мм | 1650 |
Масса станка | кг | 770 |
Паспорт на Станок инструментальный фрезерный 675П | ПАСПОРТИЗАЦИЯ
Назначение технического устройства.
Инструментальный широкоуниверсальный фрезерный станок повышенной точности модели 675П предназначен как для выполнения разнообразных фрезерных работ с горизонтальным либо вертикальным шпинделем, который при необходимости, может быть, повёрнут под углом. Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью.
Технические характеристики.
Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм – 80-380 Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола, мм – 0-300 Расстояние от торца станины до оси вертикального шпинделя, мм -130-330 Расстояние от торца горизонтального шпинделя до торца серьги (наибольшее), мм – 210 Габариты станка, мм: длина – 1110 ширина – 1170 высота – 1650
Вес станка без принадлежностей, кг – 770
tu-passport.ru
2 Схемы и конструктивное устройство
Станина широкоуниверсального фрезера СФ-676 выполнена из чугуна, она выступает несущим основанием на котором закреплены основные конструктивные узлы станка. С левой части станины смонтирована коробка подачи и блок скоростей. По ее верхней части перемещается бабка, на которой установлен горизонтальный шпиндель. На этой же бабке по мере необходимости можно крепить вертикальный шпиндель (к передней торцевой части).
С левой части станины смонтирована коробка подачи и блок скоростей. По ее верхней части перемещается бабка, на которой установлен горизонтальный шпиндель. На этой же бабке по мере необходимости можно крепить вертикальный шпиндель (к передней торцевой части).
Суппорт фрезера установлен на вертикальные направляющие, стол — на горизонтальные. СФ-676 оснащен двумя рабочими столами, основным из которых является горизонтальный, на нем крепятся обрабатываемые детали размером до 80 см под длине и 25 см по ширине.
Схема электрооснастки СФ-676
Электропривод станка расположен в нижней части станины, на опорной плите, внутри которой находится резервуар для охлаждающей жидкости. Вся электрооснастка агрегата находится под верхней крышкой станины, что обеспечивает свободный доступ к аппаратуре по мере необходимости.
Основными функциональными элементами конструкции фрезера СФ-676 являются суппорт и шпиндельная бабка:
- суппорт удерживает и перемещает в продольно-поперечной плоскости рабочий стол станка, он приводится в действие ходовым валом, которые передает крутящий момент поступающий от двигателя к коробке подач;
- шпиндельная бабка соединена с коробкой подач посредством барабанной шестерни, сам шпиндель установлен на шариковых и радиальных подшипниках, возможность точного перемещения шпинделя обеспечивается индикатородержателем.

Кинематическая схема СФ-676
За освещение рабочего места отвечают 5 встроенных LED-светодиодов. Также СФ-676 в современном исполнении имеет блок цифровой индикации, на котором отображаются параметры текущего режима работы станка.
2.1 Рекомендации по техобслуживанию станка
Широкоуниверсальный станок СФ-676 является надежным и выносливым оборудованием, способным работать в сложных условиях эксплуатации при соблюдении норм технического обслуживания. Техобслуживание необходимо выполнять регулярно, в строго установленном временном интервале:
- каждые 10 часов работы жидким машинным маслом смазываются направляющие и ходовые винты;
- каждые 40 часов машинной смазкой покрываются линейные подшипники, подойдет Литол и его аналоги;
- каждые 400 часов производится осмотр и регулировка ремней в коробке подач, при обнаружении износа либо повреждений ремни подлежат замене;
- каждые 400 часов осматриваются и подтягиваются винтовые узлы.

Фрезерный станок 676П
Также регулярному осмотру должны подвергаться все подвижные части фрезера. Перед первым запуском станка в работу после техобслуживания необходимо выполнить следующие пункты:
- Проверить наличие и надежность крепления защитных кожухов и крышек.
- Убрать ремонтные инструменты с рабочей зоны, очистить стол от смазочных материалов и жидкостей.
- Запустить станок и убедиться в его работоспособности на холостом ходу.
Проверка работоспособности начинается с прогонки станка на минимальной скорости вращения шпинделя, после чего скорость увеличивается вплоть до максимальной. В режиме основной рабочей скорости агрегат должен работать в течении 2-ух часов, по истечению которых шпиндельные опоры не должны нагреваться на температуру более 50 градусов.
После прогонки на холостом ходу выполняется проверка станка под нагрузкой. Агрегат должен поработать на максимальной силе резания и в режиме 25% перегрузки (кратковременно). СФ-767, находящийся в хорошем техническом состоянии, даже при перегрузке в указанных пределах не производит вибрации, влияющие на точность фрезерной обработки. Проверка станка должна проводится при температуре окружающей среды +20 градусов, рекомендуемая влажность воздуха 65%.
СФ-767, находящийся в хорошем техническом состоянии, даже при перегрузке в указанных пределах не производит вибрации, влияющие на точность фрезерной обработки. Проверка станка должна проводится при температуре окружающей среды +20 градусов, рекомендуемая влажность воздуха 65%.
Особенности конструкции
Фрезерный станок 675 отличается небольшими размерами при возможности обрабатывать заготовки длиной до 600 мм. Конструкция включает в себя два шпинделя, рабочий вертикальный стол и съемный горизонтальный. В комплект станка входит шкаф под приспособления и инструмент.
Цепь главного движения
К горизонтальному шпинделю вращение передается через зубчатое зацепление с барабанной шестерней, соединенной с коробкой скоростей. Электродвигатель соединен с ведущим валом клиноременной передачей. Вертикальный шпиндель вращается через соединение коническими шестернями с горизонтальным двигателем. Настройка числа оборотов обеих рабочих органов производится одной рукояткой.
Цепь подач
Цепь подач передает движение сразу на 3 рабочих узла, обеспечивая перемещение по всем осям:
- суппорт – вертикальное;
- салазки – продольное;
- шпиндельная бабка – поперечное.

Ускоренный ход составляет 935 мм/мин. Рабочих подач 16, от 12,5 мм/мин до 400 мм/мин. Механизм подач работает от главного привода, получая вращение от коробки скоростей через зубчатое зацепление шестеренок.
Суппорт
Через суппорт осуществляется продольное и поперечное перемещение стола с деталью через ходовой винт и приводной вал. Направление перемещения по 3 направлениям включается одной крестовой рукояткой в сторону направления движения. Смазка деталей производится лубрикатором.
Станина
Станина имеет высокое основание. Сверху расположен хобот, используемый при работе горизонтального шпинделя цилиндрическими фрезами. Сбоку в теле станины отлит ящик под коробку подач. Он закрывается дверцей. В передней части стойка с направляющими консоли.
Горизонтальный шпиндель
Горизонтальный шпиндель находится в верхней части станины, под хоботом. Он получает вращение от коробки скоростей через зубчатое зацепление. Шпиндельная бабка крепится на 2 радиальных опорах и стоит в 4 упорных подшипниках. Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Для крепления деталей в шпинделе имеется конус Морзе 4. При установке оправки с фрезами, используют серьгу.
Перемещение хобота ручное. Зажимается в рабочем положении справа 2 ручками. Скорость вращения регулируется ступенчато, имеет 16 положений. Перемещение шпиндельной бабки в горизонтальной оси ограничивают упоры. Смазка минеральным маслом осуществляется разбрызгиванием. Жидкость подается в поддон корпуса шпиндельной бабки.
Вертикальный шпиндель
Вертикальная головка относится к съемным узлам. Она закрепляется к горизонтальной шпиндельной бабки двумя винтами и получает от нее вращение. Установка производится по рискам для соосности вращающихся деталей. Хобот отводится в заднее крайнее положение.
Вертикальный шпиндель вместе с головкой поворачивается на 90⁰ вручную по шкале, нанесенной на основании его корпуса, и фиксируется штифтами. Встроенная в корпус пружина уравновешивает гильзу при ее перемещении. Радиальные нагрузки гасятся двумя опорами. Осевые вибрации гасятся упорными подшипниками.
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Устройство и работа фрезерного станка 679
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.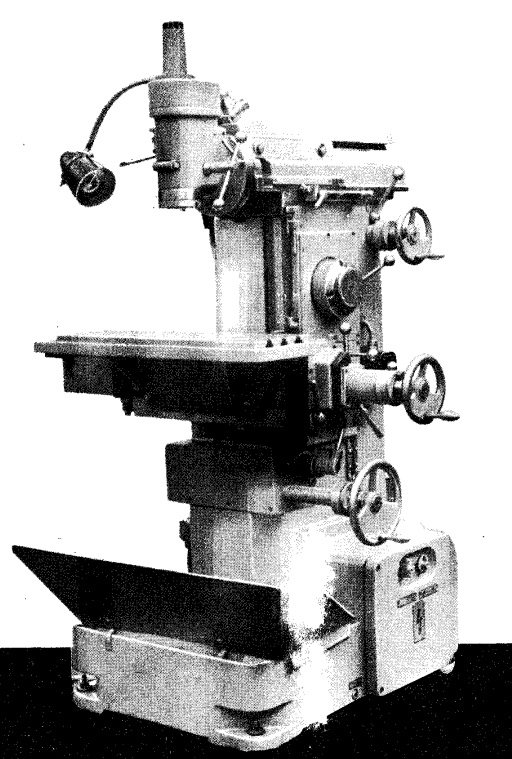
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
Достоинства и недостатки оборудования
К достоинствам станков типа 675П относят:
- Хорошее поглощение вибраций за счет массивности чугунной станины, что гарантирует высокое качество обработки деталей.

- Широкий диапазон размеров обрабатываемых деталей (до 80 см в длину и до 25-ти см – в ширину).
- Расширенный функционал (допустимость проведения ударных операций посредством входящей в комплект головки).
- Возможность установки в инструментальных мастерских и небольших цехах.
- Простое и понятное управление.
- Расширенный диапазон скоростей вращения обеих шпинделей, что позволяет выбирать оптимальный режим обработки.
В станке предусмотрена возможность применения еще одной шпиндельной головки, крепящейся на выдвижном хоботе. Этот вспомогательный узел способен поворачиваться в обеих плоскостях под углами ±90 градусов.
К относительным недостаткам этих моделей относят недостаточно высокую надежность, а также низкую производительность, из-за чего они не годятся для крупносерийного производства.
Преимущества и недостатки модели
Рассматриваемый фрезер 675 характеризуется довольно большим количеством преимуществ. Они следующие:
- Управление очень просто и интуитивное.

- Конструкция характеризуется относительно небольшими габаритами. Кроме этого, небольшой вес фрезерного станка позволяет проводить их установку в домашних мастерских.
- Устройство имеет широкий диапазон вращения, что позволяет подобрать наиболее подходящий режим работы.
- Есть электрический насос, который обеспечивает подачу СОЖ в место фрезерования. Подобная смазка существенно снижает температуру в зоне резания.
- У устройства есть шпиндельная головка, которая поворачивается под углом 90 градусов в двух направлениях.
Недостатки у подобной модели также существенные. Примером можно назвать относительно небольшую надежность, а также сниженный показатель производительности, за счет чего модель не может устанавливаться для выпуска крупных серий изделий.
Угловой универсальный стол
Съемный угловой стол вешается на суппорт верхними шпонками. К рабочей поверхности прикручивается болтами. Он имеет 5 Т-образных пазов для крепления заготовки и вращает ее вокруг горизонтальной оси. Вращение стола производится вручную, по лимбу на передней части. Там же расположена ручка зажима приспособления.
Вращение стола производится вручную, по лимбу на передней части. Там же расположена ручка зажима приспособления.
Тиски
Тиски устанавливаются на рабочий и поворотный стол. Они позволяют производить обработку мелких деталей с высокой точностью, делать сложные рельефы.
Круглый стол
К съемным приспособлениям, входящим в комплект станка, относится круглый стол. Он крепится к продольному столу. Благодаря делительной головке его функциональность увеличивается. Обработка боковых и верхней поверхности заготовки производится горизонтальным шпинделем.
Делительная головка
Делительная головка позволяет с высокой точностью прокрутить деталь на заданный угол. Приспособление позволяет изготавливать зубчатые колеса и другие сложные детали с повторяющимися элементами.
Преимущества и недостатки модели
Рассматриваемый фрезер 675 характеризуется довольно большим количеством преимуществ. Они следующие:
- Управление очень просто и интуитивное.

- Конструкция характеризуется относительно небольшими габаритами. Кроме этого, небольшой вес фрезерного станка позволяет проводить их установку в домашних мастерских.
- Устройство имеет широкий диапазон вращения, что позволяет подобрать наиболее подходящий режим работы.
- Есть электрический насос, который обеспечивает подачу СОЖ в место фрезерования. Подобная смазка существенно снижает температуру в зоне резания.
- У устройства есть шпиндельная головка, которая поворачивается под углом 90 градусов в двух направлениях.
Недостатки у подобной модели также существенные. Примером можно назвать относительно небольшую надежность, а также сниженный показатель производительности, за счет чего модель не может устанавливаться для выпуска крупных серий изделий.
Паспорт горизонтально-фрезерного станка 6Т82Г (6Р82Г)
Данное руководство по эксплуатации «Горизонтальный фрезерный станок 6Т82Г (6Р82Г)» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Модель 6Р82 принадлежит классу горизонтально-фрезерных станков с горизонтальным размещением шпиндельной части. Производителем является Горьковский завод фрезерных агрегатов. Он способен обрабатывать стальные, чугунные изделия, а также из цветных металлов. Его многофункциональность характеризуется возможностью работы с пальцевыми, дисковыми, концевыми и торцевыми разновидностями фрез. Станок может применяться для индивидуальных целей в домашних условиях или серийного производства.
Назначение и преимущества оборудования
Важным замечанием является то, что на протяжении всей эксплуатации положение шпинделя неизменно и зафиксировано в горизонтальном состоянии. А вот рабочий стол может располагаться вертикально, а относительно шпиндельного вала перпендикулярно оси вращения. Это позволяет существенно расширить сферу деятельности агрегата.
А вот рабочий стол может располагаться вертикально, а относительно шпиндельного вала перпендикулярно оси вращения. Это позволяет существенно расширить сферу деятельности агрегата.
Он является горизонтальным консольно-фрезерным станком 6Р82, так как базовая комплектация включает в себя наличие консоли в качестве опорного элемента для перемещения стола по горизонтали. Многие крупные предприятия по изготовлению металлических изделий используют его в серийном производстве. Однако он не менее практичен для осуществления индивидуальных работ в заводских или бытовых условиях. Для работы могут использоваться любые фрезы для обработки чугунных, стальных изделий и болванок из цветных металлов и сплавов. Он активно применяется в автоматизированных линиях производства, а также в совокупности с другими видами оборудований для проведения рабочих операций. Конструкция модели продумана так, что при эксплуатации обеспечивается максимальная безопасность оператора и удобство в управлении.
Утилизация использованных аккумуляторов — переработка литиевых аккумуляторов, переработка никель-кадмиевых аккумуляторов
Переработка использованных аккумуляторов — переработка литиевых аккумуляторов, переработка никель-кадмиевых аккумуляторов
Переработка аккумуляторов
Переработка аккумуляторов — это деятельность по переработке, направленная на сокращение количества аккумуляторов, утилизируемых как твердые бытовые отходы. Батареи содержат ряд тяжелых металлов и токсичных химических веществ, и их утилизация с помощью того же процесса, что и обычный мусор, вызывает опасения по поводу загрязнения почвы и воды.
Батареи содержат ряд тяжелых металлов и токсичных химических веществ, и их утилизация с помощью того же процесса, что и обычный мусор, вызывает опасения по поводу загрязнения почвы и воды.
Как утилизируются батареи?
Ниже приводится краткое описание того, как каждый основной химический состав батареи перерабатывается на предприятии по переработке.
СВИНЦОВО-КИСЛОТНЫЕ АККУМУЛЯТОРЫ | ЩЕЛОЧНЫЕ/ЦИНК-ВОЗДУШНЫЕ/ЦИНК-УГОЛЬНЫЕ БАТАРЕИ | ИОННО-ЛИТИЕВЫЕ АККУМУЛЯТОРЫ | НИКЕЛЬ-КАДМИЙ (NiCD) | НИКЕЛЬ МЕТАЛЛОГИДРИД (NiMh) | ЛИТИЕВЫЕ БАТАРЕИ | MERCURY BATTERIES
A. Свинцово-кислотные батареи
5 Основные шаги
1. Сбор: Аккумуляторы собираются в пунктах утилизации и сбора отходов и доставляются на предприятие по переработке
2. Дробление: По прибытии на предприятие по переработке аккумулятор разбивается на части в молотковой дробилке (машина который дробит батарею на мелкие кусочки)
3. Сортировка: Разбитые куски проходят через чан, где тяжелые металлы и свинец отделяются от пластика.
Сортировка: Разбитые куски проходят через чан, где тяжелые металлы и свинец отделяются от пластика.
4. Просеивание: Кусочки полипропилена вычерпывают, а жидкости просеивают, чтобы оставить только свинец и тяжелые металлы. Куски полипропилена промывают, а затем переправляют вниз по течению для производства новых корпусов батарей.
5. Гидрометаллургические и пирометаллургические процессы: Это процессы, используемые для извлечения ценных металлов и минералов из руд. Это заключительные процессы, используемые при переработке аккумуляторов для извлечения свинца и других тяжелых металлов из остатков аккумуляторов после четвертого этапа. Гидрометаллургия — это процесс извлечения, в котором используется водный химический состав в процессе, дополненном пирометаллургией, который облегчает химические и физические превращения для извлечения свинца и других ценных металлов. Процесс включает прокаливание, обжиг, плавку и рафинирование для получения конечного продукта свинца.
Пластмассы. Кусочки полипропилена промывают, сушат продувкой и отправляют на переработку пластика, где куски сплавляются вместе до почти жидкого состояния. Расплавленный пластик пропускают через экструдер, который производит небольшие пластиковые гранулы одинакового размера. Гранулы возвращаются в производственные корпуса аккумуляторов, и процесс начинается снова.
Свинец. Свинцовые сетки, оксид свинца и другие детали из свинца очищаются и нагреваются в плавильных печах. Затем расплавленный свинец заливают в изложницы. Через несколько минут примеси всплывают на поверхность еще расплавленного свинца в изложницах. Эти примеси соскребают, а слитки охлаждают. Когда слитки остынут, их извлекают из форм и отправляют производителям аккумуляторов, где они переплавляются и используются для производства новых аккумуляторов.
Серная кислота. Со старой аккумуляторной кислотой можно обращаться двумя способами: 1. Кислота нейтрализуется промышленным составом, аналогичным бытовой пищевой соде. Нейтрализация превращает кислоту в воду. Затем вода обрабатывается, очищается, тестируется на очистных сооружениях, чтобы убедиться, что она соответствует стандартам чистой воды. 2. Кислота перерабатывается и превращается в сульфат натрия, белый порошок без запаха, который используется в стиральных порошках, производстве стекла и текстиля.
Кислота нейтрализуется промышленным составом, аналогичным бытовой пищевой соде. Нейтрализация превращает кислоту в воду. Затем вода обрабатывается, очищается, тестируется на очистных сооружениях, чтобы убедиться, что она соответствует стандартам чистой воды. 2. Кислота перерабатывается и превращается в сульфат натрия, белый порошок без запаха, который используется в стиральных порошках, производстве стекла и текстиля.
Свинцово-кислотные батареи перерабатываются по замкнутому циклу, то есть каждая часть старых батарей перерабатывается в новую батарею. Подсчитано, что 98% всех свинцово-кислотных аккумуляторов перерабатываются.
B. Щелочные/цинково-воздушные/цинково-угольные батареи
Щелочные цинково-воздушные/цинково-угольные батареи на 99,9 % перерабатываются в рамках инновационного процесса механической разборки. Эти части включают 1) сталь, 2) бумагу и пластик и 3) концентрат цинка и марганца. Затем все они возвращаются на предприятия по переработке, где повторно используются для производства новых продуктов. Эти батареи на 100% переработаны.
Эти батареи на 100% переработаны.
C. Аккумуляторы ионной литии
Эти батареи приказываются в специализированной комнатной температуре, не содержат оксигенов. делятся на три конечных продукта. Эти предметы; а) концентрат солей кобальта и лития, б) нержавеющая сталь, в) медь, алюминий и пластик. Затем все эти продукты возвращаются на рынок для повторного использования в новых продуктах. Эти батареи на 100% переработаны.
D. Никель-кадмий (NiCd)
9002. Затем металлы перерабатываются с помощью процесса высокотемпературной регенерации металлов (HTMR), во время которого все высокотемпературные металлы, содержащиеся в исходном сырье для батареи (т. е. никель, железо, марганец и хром), попадают в ванну с расплавленным металлом внутри печи. амальгамируют, а затем затвердевают во время операции литья. Легкоплавкие металлы (т. е. цинк и кадмий) при плавлении выделяются. Затем металлы и пластик возвращаются для повторного использования в новых продуктах. Эти батареи на 100% переработаны.
Легкоплавкие металлы (т. е. цинк и кадмий) при плавлении выделяются. Затем металлы и пластик возвращаются для повторного использования в новых продуктах. Эти батареи на 100% переработаны.
E. Никель-металлогидрид (NiMh)
Перед процессом переработки пластмассы удаляются из части элемента. Клетки проходят процесс сушки для удаления влаги (электролита гидроксида калия (KOH) и h3O) из клеток. В процессе сушки клетки нагреваются с контролируемым временем и температурой с помощью запатентованной и проверенной формулы. После сушки эти элементы становятся ценным сырьем для производства нержавеющей стали и/или сплавов. Затем металлы и пластик возвращаются для повторного использования в новых продуктах. Эти батареи на 100% переработаны.
F. Литиевые батареи
Содержимое батарей вскрывается с помощью измельчителя или высокоскоростного молотка в зависимости от размера батареи. Затем содержимое погружают в едкую (основную, а не кислую) воду. Этот едкий раствор нейтрализует электролиты, и извлекаются черные и цветные металлы. Затем чистый металлолом продается переработчикам металлов, чтобы компенсировать затраты на переработку этих батарей. Затем раствор фильтруют. Уголь извлекают и прессуют во влажные листы угольной лепешки. Часть углерода перерабатывается вместе с кобальтом. Литий в растворе (гидроксид лития) превращается в карбонат лития, мелкий белый порошок. В результате получается технический карбонат лития, который используется для изготовления слитков лития и фольги для аккумуляторов. Он также поставляет металлический литий для перепродажи и производства аккумуляторов на основе диоксида серы.
Затем чистый металлолом продается переработчикам металлов, чтобы компенсировать затраты на переработку этих батарей. Затем раствор фильтруют. Уголь извлекают и прессуют во влажные листы угольной лепешки. Часть углерода перерабатывается вместе с кобальтом. Литий в растворе (гидроксид лития) превращается в карбонат лития, мелкий белый порошок. В результате получается технический карбонат лития, который используется для изготовления слитков лития и фольги для аккумуляторов. Он также поставляет металлический литий для перепродажи и производства аккумуляторов на основе диоксида серы.
G. Аккумуляторы Mercury
Аккумуляторы и тяжелые металлы извлекаются с помощью процесса с регулируемой температурой. Важно отметить: процент ртутьсодержащих батарей снижается с момента принятия Закона об управлении ртутьсодержащими аккумуляторными батареями (Закон о батареях) 1996 года. Этот закон запрещает или иным образом обуславливает продажу определенных типов ртутьсодержащих аккумуляторов. батареи (например, щелочные марганцевые, угольно-цинковые, ртутно-оксидные и другие ртутно-оксидные батареи) в Соединенных Штатах.
батареи (например, щелочные марганцевые, угольно-цинковые, ртутно-оксидные и другие ртутно-оксидные батареи) в Соединенных Штатах.
Преимущества переработки аккумуляторов
По данным Агентства по охране окружающей среды, переработка дает следующие преимущества:
> Сокращение отходов, отправленных на свалки
> Сохранение природных ресурсов, таких как металлы и минералы
> помогает предотвратить загрязнение, уменьшая необходимость сбора новых сырья
> Save Energy
> Снижение выбросов парниковых газов. которые способствуют глобальному изменению климата
> Помогает сохранить окружающую среду для будущих поколений
> Помогает создавать новые высокооплачиваемые рабочие места в перерабатывающей и обрабатывающей промышленности в США
> После переработки материалы можно повторно использовать для производства новых продуктов
2
2 Wat Betekent УНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК in het Nederlands
Универсальный фрезерный станок с фрезерной головкой Huron тип 3 автоматический fe.
Универсальная автоматическая машина с типом бесплатного скопа Huron 3 автоматических соединения… Â.
Универсальный фрезерный станок с поворотной головкой необходим для обработки любого типа древесины-
Een Универсальный станок Freesmachine met zwenkbare kop is onontbeerlijk voor elke soort hout-
Универсальный фрезерный станок 07 90 FP17 подходит для 95 90 6 заготовки длиной до 580 миллиметров.
De DECKELFP4 — это вселенная Freesmachine размер изделия составляет 580 миллиметров в длину.
Это означает, что движения коленного фрезерного станка более обширны, чем у универсального фрезерного станка .
Этот код указывает на то, что он предназначен для работы с ножевыми станками, более широкими по сравнению с универсальными станками для фристайла .
Универсальный фрезерный станок TRM 750 подходит для фрезерных работ в диапазоне
0176 TRM 750 представляет собой бесплатное программное обеспечение для среднего программного обеспечения.
Mensen Vertalen OOK
HSC-Maning Machine
Новая фрезерная машина
Вертикальная фрезерная машина
Первая фрезерная машина
Мельничная машина
Машина High Accore
Инструмент .
Hulpmiddel Universele Freesmachine van Hoge Nauwkeurigheid model675P is
XL Универсальные фрезерные станки с сервоприводом подачи.
XL Универсальные машины Freesmachines с сервоприводом для voedingen.
XL Универсальные фрезерные станки с сервоприводом подачи Цена по запросу Запросить сейчас. Запросить сейчас.
UWF 110 Servo 02-1282XL Универсальные фрезерные станки с сервоприводом подачи.
Сервопривод UWF 110 02-1282XL Универсальные машины Freesmachines с сервоприводом, предназначенным для въезда в страну.
Фрезерные станки со станиной доступны в виде горизонтально-вертикальных или универсальных фрезерных станков .
De freesmachines van het bed-type zijn verkrijgbaar als horizontale verticale of Универсальные Freesmachines .
станок универсальный
станок фрезерный
станок фрезерный
станок горизонтально-фрезерный и универсальные фрезерные станки вертикальный обрабатывающий центр MC-2150 с высоким крутящим моментом
машины горизонтальная заморозка en универсальные станки de MC-2150 verticaal bewerkingscentrum is met een hoog koppel
OptiDrill Универсальный ленточно-сверлильный станок 1 ведомый. Â Сильный.
OptiDrill Universele Precision Boorfreesmachine мет snaar/riemaandrijving. T….
Универсальный 9Шлифовальный станок 0176 — это компьютерный гравировальный станок и вспомогательное оборудование, требующее моментной формы. фрезерный станок , специально разработанный для шлифовального гравировального станка.
Универсальная шлифовальная машина представляет собой компьютерную гравировальную машину, предназначенную для использования в реальном времени.
трехосная навеска трехосная универсальная Токарно-карусельный станок с ЧПУ фрезерный комплекс машины серии продуктов;
Сухой агрегат для установки на сушильный станок Всеобщий Вертикальный станок с ЧПУ Фрезерный станок Комплекс Станок Серия продуктов;
Параллельное использование CO2-лазеров для резки и фрезерования на одном станке превращает систему eurolaser в универсальный резак .
Дверные CO2-лазеры en messen c.q. frezen gecombineerd op één machine te gebruiken verandert u uw eurolaser-system во вселенной snijmachine.
Киров, который разрабатывает и производит фрезерные станки универсальные модели
Киров умирает завод по производству freesmachines universale modellen
Идеально подходит для универсальный применение на токарных станках с высоким сверлильным станком со сменными сверлильными и фрезерными станками 176 жесткость инструмента и низкие силы резания.
Ideal voor универсальная inzet op draai-booren freesmachines : PolyDrill de wisselplaatboor met hoge gereedschapstabiliteit en geringe snijkrachten.
Представлен первый универсальный инструмент Hermle фрезерный станок. 1975.
De erste Hermle универсальные gereedschapsfreesmachine wordt gepresenteerd. 1975.
OptiMill Универсальный прецизионный сверлильно-фрезерный станок станок с зубчатой передачей a.
Toevoegen aan selectie OptiMill Universele PRECISIE BOORFREESMACHINE MET TANDWIELOVERBRENGING
The UWF 130 Servo Universal Melling Machin универсальный фрезерный станок поставляется с регулируемой скоростью
De Universele freesmachine UWF 80 E Vario is standard geleverd met een variabele toerentalregeling
Добавить к сравнению Универсальный фрезерный станок UWF 95 N Vario предназначен для экономичного производства отдельных деталей. E a твердый универсальный фрезерный станок
Toevoegen aan vergelijklijst De robuuste универсальный freesmachine UWF 80 E is
универсальный прецизионный сверлильный фрезерный станок с ременным приводом. Â Сильный.
Universele precisie boorfreesmachine со снааром/риемаандрийвингом. T….
Неопреновый коленный фрезерный станок новый универсальный инж.
Neopreen kniefreesmachine nieuwe Universele ingenieurs.
Универсальный прецизионный сверлильно-фрезерный станок с ременным приводом. Â Сильный.
Universele precisie boorfreesmachine с снайаром/римандрайвингом.& n….
OptiMill Универсальный прецизионный сверлильно-фрезерный станок с зубчатой передачей a.
Toevoegen aan selectie OptiMill Universele Precision Boorfreesmachine with tandwieloverbrengingt
OptiMill Universal Прецизионный сверлильно-фрезерный станок с зубчатой передачей a.
OptiDrill Универсальный Precision BoorFreesMachine с Snaar/Riemaandrijving. T….
Универсальный прецизионный сверлильно-фрезерный станок с зубчатой передачей и… ¬ 4 19500.
Универсальный прецизионный сверлильный станок с тангенциальным наддувом и цифровым… ¬ 4 19500.
CNC Universal и фрезерные машины типа кровати 8.
CNC Gestuurde Universele Breadfreesmachines 8.
NAICS 332420 — Металлический танк (тяжелый калиб).

Gale
992

 9
9 36
36 4
4 4
4 0
0 7P
7P9054.44448
2
9054.444448 9048 2
9054,5P
 0P
0P| INDICES OF CHANGE | ||||||||||||
| Year | Companies | Establishments | Employment | Compensation | Production ($ million) | |||||||
| Total | with 20 or more employees | Total (000) | Production | Payroll ($ mil) | Wages ($/ ч) | Стоимость материалов | Добавленная стоимость по производству | Стоимость поставок | Capital Invest. | |||
| Рабочие (000) | Часы (мил) | |||||||||||
| Источники : То же, что и в Общей статистике. Значения отражают изменения по сравнению с базовым 2002 годом. Значения выше 100 означают больше, чем в 2002 году, значения ниже 100 означают меньше, чем в 2002 году, а значения 100 в другие годы означают то же самое, что и в 2002 году. «Р показывает прогнозы редакторов. | ||||||||||||
| 1997 | 92 | 92 | 113 | 109 | 107 | 110 | 96 | 84 | 110 | 93 | 100 | 116 |
| 1998 | 95 | 111 | 105 | 104 | 108 | 98 | 86 | 108 | 96 | 101 | 119 | |
| 1999 | 95 | 110 | 108 | 106 | 110 | 104 | 91 | 110 | 96 | 103 | 127 | |
| 2000 | 92 | 105 | 98 | 97 | 102 | 99 | 93 | 103 | 96 | 98 | 110 | |
| 2001 | 91 | 103 | 92 | 91 | 92 | 92 | 96 | 91 | 99 | 95 | 89 | |
| 2002 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| 2003 | 97 | 101 | 95 | 96 | 98 | 98 | 101 | 97 | 102 | 99 | 55 | |
| 2004 | 102 | 101 | 96 | 94 | 95 | 102 | 107 | 106 | 103 | 102 | 83 | |
| 2005 | 98 | 96 | 94 | 96 | 98 | 103 | 107 | 120 | 120 | 118 | 100 | |
| 2006 | 101P | 94P | 108 | 114 | 114 | 123 | 114 | 157 | 146 | 148 | 154 | |
| 2007 | 102P | 92P | 95P | 99P | 99P | 111P | 115P | 133P | 124P | 125P | 100P | |
| 2008 | 102P | 90P | 95P | 99P | 98P | 113P | 119P | 136P | 127P | 129P | 99P | |
| 2009 | 103P | 88P | 94P | 98P | 98P | 114P | 122P | 140P | 131P | 132P | 98P | |
| 2010 | 104P | 86P | 93P | 98P | 97P | 116P | 125P | 144P | 134P | 135P | 97P | |
| Выбранные рейтинги | |||||||
| 8 | |||||||
| Анализируемая отрасль | Индекс | За 2002 г. | Ср. всего производства. | Анализируемая отрасль | Индекс | ||
Источники : То же, что и в Общей статистике. Столбец «Среднее значение для всех производств» представляет собой среднее значение для всех отраслей обрабатывающей промышленности, представленных за последний полный доступный год. Индекс показывает взаимосвязь между средним значением и анализируемой отраслью. Например, 100 означает, что они равны; 500, что анализируемая отрасль в пять раз превышает средний показатель; 50 означает, что анализируемая отрасль составляет половину среднего показателя по стране. Аббревиатура «na» используется для обозначения того, что данные «недоступны». Соотношения показаны за 2002 г., последний полный год переписи. Аббревиатура «na» используется для обозначения того, что данные «недоступны». Соотношения показаны за 2002 г., последний полный год переписи. | |||||||
| Employees per Establishment | 42 | 47 | 111 | Value Added per Production Worker | 182,367 | 114,207 | 63 |
| Payroll per Establishment | 1,639,184 | 1,779,699 | 109 | Затраты на предприятие | 5 769 015 | 3 235 038 | 56 |
| Заработная плата на одного работника | 39 053 | 38,177 | 98 | Cost per Employee | 137,446 | 69,397 | 50 |
| Production Workers per Establishment | 30 | 34 | 116 | Cost per Production Worker | 195,506 | 94,771 | 48 |
| Заработная плата по предприятию | 694 845 | 1 138 195 | 164 | Отгрузки по предприятию | 7,175,188 | 64 | |
| Wages per Production Worker | 23,548 | 33,344 | 142 | Shipments per Employee | 265,847 | 153,919 | 58 |
| Hours per Production Worker | 1,980 | 1 982 | 100 | Отгрузки на одного производственного работника | 378 144 | 210 198 | 56 |
Заработная плата 824 904 в час0545 11. 89 89 | 16.82 | 141 | Investment per Establishment | 361,338 | 158,346 | 44 | |
| Value Added per Establishment | 5,381,325 | 3,898,496 | 72 | Investment per Employee | 8,609 | 3,397 | 39 |
| Добавленная стоимость на одного работника | 128 210 | 83 629 | 65 | Инвестиции на одного производственного работника | 12,245 | 4,639 | 38 |

LEADING COMPANIES Number shown: 75 Total sales ($ mil): 57,898 Total employment (000): 179. 4 4 | |||||||||||||||||
| Название компании | Адрес | Имя генерального директора | Телефон | Тип компании | Продажи 916pl 1 (000) | ||||||||||||
| Источник : Бизнес-справочник частных и государственных компаний США , тома 1 и 2, 2008 г. Используемый код типа компании следующий: P — государственная, R — частная, S — дочерняя, D — Подразделение, J — Совместное предприятие, A — Филиал, G — Группа. Продажи исчисляются миллионами долларов, количество сотрудников – тысячами. Звездочка (*) указывает на предполагаемый объем продаж. Символ < означает «меньше». Названия компаний и адреса в некоторых случаях усекаются, чтобы уместиться в доступном пространстве. | |||||||||||||||||
API Group Inc. | 2366 Rose Pl. | St. Paul | MN | 55113 | Lee R. Anderson Sr. | 651-636-4320 | R | 9,000 | 5.0 | ||||||||
| Dover Corp. | 280 Park Ave. | New York | NY | 10017 | 212-922-1640 | P | 7,226 | 33.4 | |||||||||
| McDermott International Inc. | 757 N Элдридж Пки. | Houston | TX | 77079 | Robert Deason | 281-870-5011 | P | 5,632 | 28. 4 4 | ||||||||
| Harsco Corp. | PO Box 8888 | Camp Hill | PA | 17001 | S. D. Fazzolari | 717-763-7064 | P | 3,688 | 21.5 | ||||||||
| Amsted Industries Inc. | 2 Prudential Plaza | Chicago | IL | 60601 | W. Robert Reum | 312-645-1700 | R | 3,050 | 9.9 | ||||||||
| Baltimore Aircoil Company Inc. | PO Box 7322 | Baltimore | MD | 21227 | Steven Duerwachter | 410-799-6200 | R | 2,510* | 0. 2 2 | ||||||||
| Consolidated Metco Inc. | PO Box 83201 | Portland | или | 97283 | 503-286-5741 | R | 2 510* | Eddystone | PA | 19022 | Michael J. Hall | 610-876-9292 | S | 2,370* | 3.3 | ||
| A.O. Smith Corp. | Почтовый ящик 245008 | Милуоки | Висконсин | 53224 | 414-359-4000 | P | 2,312 | 16. 8 8 | |||||||||
| Hutchinson FTS Inc. | 1835 Technology | Troy | MI | 48083 | Paul Campbell | 248-589-7710 | R | 1,863* | <0.1 | ||||||||
| Williams Enterprise of Georgia | 1285 Hawthorne | Smyrna | GA | 30080 | Dale Williams | 770-436-1596 | R | 1,478* | 0.6 | ||||||||
| Babcock and Wilcox Co. | PO Box 351 | Barberton | OH | 44203 | John A. Fees Fees | 330-753 -4511 | S | 1,080* | 10.8 | ||||||||
| TriMas Corp. | 39400 Woodward | Bloomfield Hls | MI | 48304 | Grant Beard | 248-631-5450 | P | 1,068 | 5.1 | ||||||||
| C and D Zodiac Inc. | 5701 Bolsa Ave. | Huntington Bch | CA | 714-934-0000 | R | 1,045* | 0.5 | ||||||||||
EPE Industrial Filters Inc. | 9250 Bloomington | Bloomington | MN | 55431 | William Cook | 847-381-0860 | R | 1,024* | 1.5 | ||||||||
| McWane Corp. | PO Box 43327 | Birmingham | AL | 35243 | G. Ruffner Page, Jr. | 205-414-3100 | R | 944* | 7.0 | ||||||||
| Manchester Tank and Equipment | 1000 Corp Centre Dr | Franklin | TN | 37067 | Robert Richard | 615-370-3833 | R | 926* | <0. 1 1 | ||||||||
| Chart Industries Inc. | One Infinity Corp. | Garfield Height | OH | 44125 | Samuel F. Thomas | 440-753-1490 | P | 666 | 2.8 | ||||||||
| Riley Power Inc. | PO Box 15040 | Worcester | MA | 01615 | 508-852-7100 | R | 612* | 0.4 | |||||||||
| American Cast Iron Pipe Co. | PO Box 2727 | Birmingham | AL | 35202 | 205-325-7701 | R | 596* | 2. 3 3 | |||||||||
| NATCO Group Inc. | 2950 N Loop W, 700 | Houston | TX | 77092 | John U. Clarke | 713-683-9292 | P | 570 | 2.5 | ||||||||
| Alaskan Copper Co’s Inc. | PO Box 3546 | Seattle | WA | 98124 | Kermit Rosen | 206-623-5800 | R | 392* | 0.3 | ||||||||
| Mestek Inc. | 260 N Elm St. | Westfield | MA | 01085 | R. Bruce Dewey Bruce Dewey | 413-568-9571 | R | 372* | 2.6 | ||||||||
| Mobile Mini Inc. | PO Box 79149 | Phoenix | AZ | 85062 | Steven G. Бангер | 480-894-6311 | P | 318 | 2.1 | ||||||||
| Maxcess Technologies Inc. | 230 Deming Way | Summerville | SC | 29483 | Andy Miarka | 843-821-1200 | R | 291* | <0. 1 1 | ||||||||
| Kirk and Blum Manufacturing | 3120 Forrer St. | Cincinnati | OH | 45209 | Richard J. Blum | 513-458-2600 | S | 265* | 0.4 | ||||||||
| CEI Enterprises Inc. | 245 Woodward SE | Albuquerque | NM | 87102 | 505-842-5556 | S | 264* | 0,1 | |||||||||
| Southern Heat Exchanger Corp. | PO Box 1850 | Tuscaloosa | AL | 35403 | BILL LAGANKE | BILL LAGANKE | . 0482 0482 | 0.2 | |||||||||
| General Atomics | PO Box 85608 | San Diego | CA | ||||||||||||||
| James Blue | 858-455-3000 | R | 219* | 1.0 | |||||||||||||
| Burnham Holdings Inc. | PO Box 3205 | Lancaster | PA | 17604 | Albert Morrison III | 717-397-4700 | 717-397-4700 | 717-397-4700 | PO Box 5107 | Sioux Falls | SD | 57117 | Conrad J. Hoigaard Hoigaard | 605-336-2750 | P | 217 | 0.9 |
| Amtrol Inc. | 1400 Дивизион Роуд. | West Warwick | RI | 02893 | Larry T. Guillemette | 401-884-6300 | R | 213 | 1.3 | ||||||||
| Cleaver-Brooks Inc. | PO Box 421 | Milwaukee | WI | 53201 | Welch Goggins | 414-359-0600 | R | 210* | 0.2 | ||||||||
Poly Processing Co. | 8055 Ash Street | French Camp | CA | Dixon Abell | 209-982-4904 | R | 204* | 0.3 | |||||||||
| Ameri-Forge Ltd. | 13770 Industrial Rd | Houston | TX | 77015 | William Friel | 713-393-4200 | R | 200* | 0.2 | ||||||||
| Robinson Steel Company Inc. | 4303 Kennedy Ave. | East Chicago | В | 46312 | 219-398-4600 | R | 200* | 0,2 | |||||||||
| API DelEVAN | |||||||||||||||||
. | Восточная Аврора | Нью-Йорк | 14052 | 716-652-3600 | S | 195* | 1,8 | ||||||||||
| . | Wellsville | NY | 14895 | E Bysiek | 585-593-2700 | S | 191* | 0.6 | |||||||||
| Keppel Amfels Inc. | PO Box 3107 | Brownsville | TX | 78523 | С Но | 956-831-8220 | R | 183* | 1. 5 5 | ||||||||
| Roberts Company Inc. | PO Box 1109 | Winterville | NC | 28590 | John Roberts | 252-355-9353 | R | 163* | 0.3 | ||||||||
| Aluminum Precision Products | 3333 W Warner | Santa Ana | CA | Philip Keeler | 714-546-8125 | R | 155* | 0.7 | |||||||||
| Paul Mueller Co. | PO Box 828 | Springfield | MO | 65801 | Paul Mueller | 417-831-3000 | P | 153 | 1. 2 2 | ||||||||
| Southeast Texas Industries | PO Box 1449 | Buna | TX | 77612 | Richard Purkey | 409-994-3570 | R | 146* | 0.3 | ||||||||
| Taco Inc. | 1160 Cranston St. | Cranston | RI | 02920 | 401-942-8000 | R | 140* | 0.4 | |||||||||
| Ultra Air Products Inc. | 3309 John Conley | Lapeer | MI | 48446 | Don Swanson | 810-667-6800 | R | 136* | 0. 7 7 | ||||||||
| Suspa Inc. | 3970 Rgr B Chaffee | Grand Rapids | MI | 49548 | Steve Garvelink | 616-241-4200 | R | 116* | 0.2 | ||||||||
| Beall Trailers of Montana Inc. | PO Box 2543 | Billings | MT | 59103 | Джерри Билл | 406-252-7163 | S | 113* | 0,8 | 0,8 | 3 | ||||||
| 0,8 | TX | 76118 | Charles Anderson | 817-595-2894 | R | 113* | 0.6 | ||||||||||
| Consolidated Fabricators Corp. | 4600 S Santa Fe Ave | Los Angeles | CA | Michael Melideo | 323-586-4500 | R | 109* | 0,1 | |||||||||
| Служеб Стейль-Стала | |||||||||||||||||
| .0482 | MS | 39302 | Tommy Dulaney | 601-483-5381 | R | 108* | 0. 2 2 | ||||||||||
| Mervis Industries Inc. | PO Box 827 | Danville | IL | 61834 | Louis Mervis | 217-442-5300 | R | 100* | 0.3 | ||||||||
| Besser Co. | 801 Johnson St. | Alpena | MI | 49707 | Kevin Curtis | 989-354-4111 | R | 99* | 0.4 | ||||||||
| EvapCo Inc. | 5151 Allendale Ln. | Taneytown | MD | 21787 | Wilson Bradley | 410-756-2600 | R | 96* | 0. 2 2 | ||||||||
| Apache Stainless Equipment | PO Box 538 | Beaver Dam | WI | 53916 | Патрик Олбрегтс | 920-356-9900 | S | 96* | 0.2 | ||||||||
| HTP Inc. | PO Box 429 | East Freetown | MA | 02717 | David Davis | 508-763-8071 | R | 87* | 0.2 | ||||||||
| Enerfab Inc. | 4955 Spring Grove | Cincinnati | OH | 45232 | Wendell Bell | 513-641-0500 | R | 84* | 0. | ||||||||
| ООО «Дельтак» | 13330 12th Ave. N | Plymouth | MN | 55441 | 763-557-7440 | S | 83* | 0.1 | |||||||||
| Burger Iron Co. | 3100 Gilchrist Rd. | Mogadore | OH | 44260 | Tom Fiocca | 330-253-5121 | R | 79* | 0.2 | ||||||||
| Super Steel Products Corp. | 7900 Вт Twr. Ave. | Milwaukee | WI | 53223 | 414-355-4800 | R | 79* | 0.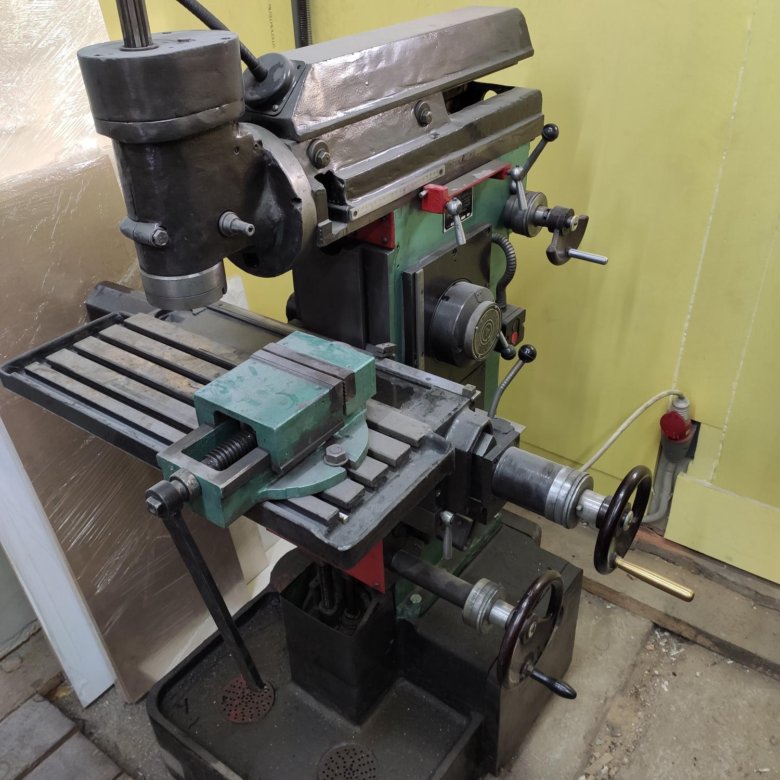 6 6 | |||||||||
| Manitowoc Ice Inc. | 2110 S 26th St. | Manitowoc | WI | 54220 | Дэн Брандел | 920-682-0161 | S | 77* | 0,4 | ||||||||
| 0,4 | |||||||||||||||||
| 2 | 0,4 | ||||||||||||||||
| 0,4 | |||||||||||||||||
| AL | 35403 | Leroy McAbee | 205-349-2212 | R | 77* | 0.5 | |||||||||||
| Lyon Workspace Products L.L.C. | PO Box 671 | Aurora | IL | 60507 | 630-892-8941 | R | 76* | 0. 6 6 | |||||||||
| CST Industries Inc. | PO Box 2907 | Kansas City | КС | 66110 | 913-621-3700 | R | 76* | <0.1 | |||||||||
| Smithco Engineering Inc. | PO Box 571330 | Tulsa | OK | 74157 | Judith Smith | 918-446 -4406 | R | 76* | <0.1 | ||||||||
| Tricon Metals and Services | PO Box 101447 | Birmingham | AL | 35210 | J Cashio | 205-956-2567 | R | 73* | 0. 2 2 | ||||||||
| McKenzie Tank Lines Inc. | PO Box 1200 | Tallahassee | FL | 32302 | Joseph Audie | 850-576-1221 | R | 72* | <0.1 | ||||||||
| Sioux City Foundry Co. | PO Box 3067 | Sioux City | IA | 51102 | Andrew Galinsky | 712-252-4181 | R | 71* | <0,1 | ||||||||
| Центр обслуживания и сварки | 2620 Keysville Rd. | Lithia | FL | 33547 | Conrad Varnam | 813-737-1402 | R | 67* | 0. 3 3 | ||||||||
| Graham Corp. | PO Box 719 | Batavia | NY | 14021 | Джеральд Д. Бидлак | 585-343-2216 | P | 66 | 0.3 | ||||||||
| Taylor Forge Engineered System | 208 N Iron St. | Paola | KS | 66071 | Michael Kilkenny | 913-294-5331 | R | 61* | 0.2 | ||||||||
| Modern Welding Company of TX | PO Box 85 | Rhome | TX | 76078 | John Jones | 817-636-2215 | R | 61* | 0. 6 6 | ||||||||
| Sweco Fab Inc. | PO Box 34546 | Houston | TX | 77234 | Durga Agrawal | 713-731-0030 | R | 61* | 0.4 | ||||||||
| Slant Fin Corp. | 100 Forest Dr. | Greenvale | NY | 11548 | Donald Brown | 516-484-2600 | R | 60* | 0.4 | ||||||||
| Astro Air Inc. | 1653 N Bolton St. | Jacksonville | TX | 75766 | Rex Dacus | 903-586-3691 | R | 59* | 0. 3 3 | ||||||||
| Saylor-Beall Manufacturing Co. | PO Box 40 | Saint Johns | MI | 48879 | Bruce Mc Fee | 989-224-2371 | S | 58* | 0.3 | ||||||||
 0482
0482| MATERIALS CONSUMED | ||||||||||||||||||||||||||||
| Материал | Количество | Стоимость поставки (млн долл. США) | ||||||||||||||||||||||||||
| Источник : 2002 Экономическая перепись . Пояснение к используемым символам: (D): не раскрывается во избежание раскрытия конкурентных данных; нет данных: недоступно; (S): Отказано, поскольку статистические нормы не были соблюдены; (Х): Не применимо; (Z): менее половины показанной единицы; не включенные в другие группировки: не классифицированные в других рубриках; nsk: не указано по типу; — : нуль; p : оценочное значение 10-19 процентов; Вопрос: 20-29расчетный процент. | ||||||||||||||||||||||||||||
| Fabricated metal pipe (excluding castings and forgings) | (X) | 89.3 | ||||||||||||||||||||||||||
| Fabricated metal valves and pipe fittings | (X) | 145.4 | ||||||||||||||||||||||||||
| All other miscellaneous fabricated metal детали, предназначенные для стальных энергетических котлов (кроме литья и поковок) | (X) | 17,0 | ||||||||||||||||||||||||||
| Все прочие готовые металлические изделия (кроме литья, поковок и всех других деталей, предназначенных для стальных энергетических котлов) | (x) | 82,5 | ||||||||||||||||||||||||||
| Железные и стальные литья (грубая и полуфинатная) | (x) | 17,8 | ||||||||||||||||||||||||||
| 43 17,8 | ||||||||||||||||||||||||||||
| 43. (X) | (D) | |||||||||||||||||||||||||||
| Поковки | (X) | 26,4 | ||||||||||||||||||||||||||
| Стальной стержень и фасонные изделия (кроме бетонной арматуры, литья, поковок) и готовых металлических изделий ) | 54.0 | |||||||||||||||||||||||||||
| Steel sheet and strip (including tinplate) | (X) | 158.5 | ||||||||||||||||||||||||||
| Steel plate | (X) | 266.9 | ||||||||||||||||||||||||||
| Wide flange steel structural beams | (X ) | 14,8 | ||||||||||||||||||||||||||
| Все прочие стальные конструкционные формы (кроме шпунтовых свай, отливок, поковок и готовых стальных изделий) | (X) | 41,9 | ||||||||||||||||||||||||||
| , все прочие стальные формы и прочие стальные формы, вкл. шпунт | (X) | (D) | ||||||||||||||||||||||||||
| Трубы и трубки из меди и сплавов на основе меди (кроме литья, поковок, металлоизделий) | (X) | 2.9 | ||||||||||||||||||||||||||
| (X) | 0,7 | |||||||||||||||||||||||||||
| Алюминий и листы, плиты, фольга и сварные трубы из алюминиевых сплавов Х) | 30,3 | |||||||||||||||||||||||||||
| Все прочие формы и формы из алюминия и сплавов на его основе (кроме литья, поковок, изделий из металлоконструкций) | (X) | 14.2 | ||||||||||||||||||||||||||
| Все прочие формы и формы из цветных металлов (кроме литья, поковок, изделий из . Металлические изделия) | (x) | 28,1 | ||||||||||||||||||||||||||
| Краски, лак, пятна, лаки, шеллаки, японии, эмали и т. Д. | (x) | 24,61482 | (x) | 24,61482 | (x) | 24,6 | . ) | 12,1 | ||||||||||||||||||||
| Все остальные материалы, компоненты, детали, контейнеры и расходные материалы | (x) | 324.3 | ||||||||||||||||||||||||||
| Материалы, инчредиенты, контейнеры и поставки, NSK | ||||||||||||||||||||||||||||
| ПОДРОБНЫЕ СВЕДЕНИЯ О ПРОДУКТАХ | |||
| Отгрузки продуктов или классов продуктов | Mil. $ | Поставки продукта или класса продукта | Мил. $ |
| Источник : 2002 Экономическая перепись . Значения представляют собой поставки продукции в миллионах долларов за 2002 год. Общие поставки продукции могут быть ниже или выше, чем поставки в отрасли. См. Введение для полного обсуждения. Значения подкатегорий с отступом суммируются в основных заголовках. Символ (D) появляется, когда данные не раскрываются для предотвращения раскрытия информации о конкурентах. Аббревиатура nsk означает «не указанный по типу», а nec означает «не классифицированный в других рубриках». Прочерк (-) означает ноль. | |||
| METAL TANKS (HEAVY GAUGE) | 4,432.9 | Liquefied petroleum gas tanks, ferrous and nonferrous, custom fabricated at the factory | 58. 7 |
| Gas cylinders | 492.4 | All прочие резервуары и сосуды из черных металлов, изготовленные на заказ в заводских условиях | 424,7 |
| Газовые баллоны из черных и цветных металлов бесшовные | 252,4 | Все остальные нерушистые металлические резервуары и сосуды, изготовленные на заказ на заводе | 100,6 |
| Сварные железы и нерейшные газовые цилиндры | 240,0 9048 2 . | 111,5 | |
| Металлические резервуары в заводской комплектации (стандартное линейное давление) | 622,5 | Металлические резервуары и сосуды, изготовленные по индивидуальному заказу | 1 019,6 |
| Резервуары для сжиженного нефтяного газа (все типы), укомплектованные на заводе. | 258,1 | Гервазовые и нерушимые металлические резервуары для хранения, изготовленные на заказ и поля, возвышенные и наземные типы хранения | 622.3 |
| Air -приемники (резервуары), комплекс At Forcory | . , приподнятого типа, для сухих материалов | 34.9 | |
| Другие банки под давлением (включая безводную аммиаку). линия безнапорная) | 435.5 | Наливные резервуары из черных металлов надземного типа для других жидкостей | 87.1 |
| Резервуары для хранения черных и цветных металлов0482 | 435.0 | . Необразные металлические резервуары для хранения, повышенный тип | (D) |
| Ферховые резервуары, комплексные за фабрики, 4000 галлонов. сухие материалы | (D) | ||
| Резервуары для цветных металлов, укомплектованные на заводе, вместимостью 4000 галлонов или менее | 26,5 | Резервуары для хранения нефтепродуктов из черных металлов, наземного типа | 84.7 |
| Ferrous tanks, complete at factory, more than 4,000 gal capacity | 138.1 | Ferrous metal bulk storage tanks, ground storage type, for water | 66.5 |
| Nonferrous tanks, complete at factory, вместимостью более 4000 галлонов | 21,7 | Резервуары для наливного хранения черных металлов, наземного типа, для хранения других материалов | 58. 3 |
| Прочие резервуары для черных металлов, укомплектованные на заводе (включая резервуары для прицепов и т. д.) | 68.5 | Nonferrous metal bulk storage tanks, ground storage type | 35.8 |
| Other nonferrous metal nonpressure storage tanks, complete at factory (including tanks for trailers, metal septic tanks, etc.) | 39.3 | Ferrous металлические сосуды под давлением и резервуары, изготовленные на заказ и смонтированные на месте, для нефтеперерабатывающих заводов, химических и бумажных фабрик | 130,7 |
| Металлические резервуары в сборе на заводе (стандартная линия без давления), nsk | 0.6 | Ferrous and nonferrous metal pressure vessels and tanks | 219. 0 |
| Metal tanks and vessels, custom fabricated at the factory and field erected | 1,364.5 | Ferrous metal pressure vessels and tanks, custom изготовленные и смонтированные на месте, для других обрабатывающих производств | 136,8 |
| Напорные резервуары и сосуды из черных металлов (наружный диаметр более 24 дюймов и вместимость не менее 5 куб. футов) | 551.3 | Сосуды и резервуары под давлением из цветных металлов, изготовленные на заказ и смонтированные на месте | 82.2 |
| Изготовленные на заводе по индивидуальному заказу для нефтеперерабатывающих, химических и бумажных фабрик. | 307,8 | Емкости и сосуды металлические, изготовленные по индивидуальному заказу и смонтированные на месте, nsk | 47,6 |
| Изготавливаемые на заводе по индивидуальному заказу, для других перерабатывающих производств | 2 0 8,8,5 47,6 | ||
| 0480 Metal tanks (heavy gauge), nsk, total | 498. 4 | ||
| All other metal tanks and vessels, custom fabricated at the factory | 701.7 | ||
| Nonferrous metal process pressure vessels, резервуары и котлы для нефтеперерабатывающих, химических заводов, бумажных фабрик (внешний диаметр более 24 дюймов и вместимость не менее 5 куб. футов), изготовленные на заказ на заводе | 117,7 | ||
| INPUTS AND OUTPUTS FOR METAL TANK (HEAVY GAUGE) MANUFACTURING | ||||||||||||
| Economic Sector or Industry Providing Inputs | % | Sector | Economic Sector or Industry Buying Outputs | % | Сектор | |||||||
| Источник : Контрольные счета затрат-выпуска для экономики США, 2002 , Министерство торговли США, Вашингтон, округ Колумбия, январь 2008 года. | ||||||||||||
| Compensation of employees | 32.5 | Private fixed investment | 41.2 | |||||||||
| Iron & steel mills & ferroalloys | 15.2 | Manufg. | Нежилые строения, не включенные в другие категории | 17,6 | Констр. | |||||||
| Оптовая торговля | 4,8 | Торговля | Экспорт товаров и услуг | 7,5 | Крышка Инв | |||||||
| Сборные трубы и фитинги | 4.7 | Изготовитель. | Жилые капитальные строения | 7,0 | Строй. | |||||||
| Управление компаниями и предприятиями | 3.1 | Услуги | Жилые строения, не включенные в другие категории | 5.7 | Строительство. | |||||||
| Алюминиевые изделия из покупного алюминия | 1,4 | Производ. | Автозапчасти | 2.9 | Изготов. | |||||||
| Краски и покрытия | 1.3 | Производ. | Коммерческие и медицинские сооружения | 2,6 | Строительство. | |||||||
| Клапаны и фитинги, кроме водопроводных | 1.2 | Изготовитель. | Общие услуги федерального правительства, не связанные с обороной | 2,6 | Федеральное правительство | |||||||
| Ценные бумаги, товарные контракты, инвестиции | 1,2 | Плавник/R. E. | Жилые помещения, занимаемые собственниками | 1,5 | ||||||||
| Автоперевозки | 1,0 | Комм. | Техническое обслуживание/ремонт нежилых помещений | 1,5 | Строй. | |||||||
| Металлические баки (большого диаметра) | 0,9 | Изготовитель. | Краски и покрытия | 1,5 | Изготов. | |||||||
| Производство и поставка электроэнергии | 0,8 | Утил. | Туалетные принадлежности | 1.2 | Изготовитель. | |||||||
| Химические продукты и препараты, не включенные в другие группировки | 0,8 | Производство | Металлические резервуары (большого диаметра) | 0,8 | Изготовитель. | |||||||
| Арендодатели нефинансовых активов | 0,8 | Fin/R.E. | Механические мастерские | 0,5 | Производство | |||||||
| Денежно-кредитные органы/депозитарное кредитное посредничество | 0,8 | Плавник/Р.Э. | Мыло и чистящие составы | 0,5 | Изготовитель. | |||||||
| Недвижимость | 0,8 | Фин/Р.Э. | Металлические изделия, не включенные в другие группировки | 0,5 | Изготов. | |||||||
| Специализированные проектные услуги | 0,8 | Услуги | Содержание/ремонт жилых сооружений | 0,5 | Строительство. | |||||||
| Архитектурные, инженерные и сопутствующие услуги | 0,8 | Услуги | Прочее S/L гос. предприятия | 0,4 | S/L Правительство | |||||||
| Механические мастерские | 0,7 | Производство | Промышленное оборудование, не включенное в другие группировки | 0,4 | Изготов. | |||||||
| Ковка, штамповка и спекание, не включенные в другие группировки | 0,7 | Изготов. | Химические продукты и препараты, не включенные в другие группировки | 0,4 | Производство | |||||||
| Профессиональные, научные, технические услуги, не включенные в другие группировки | 0,7 | Услуги | Производственные сооружения | 0,4 | Строй. | |||||||
| Услуги по трудоустройству | 0,6 | Услуги | Недвижимость | 0,3 | Fin/R.E. | |||||||
| Юридические услуги | 0,6 | Услуги | Основные органические химикаты, не включенные в другие группировки | 0,3 | Manufg. | |||||||
| Полупроводники и родственные устройства | 0,6 | Изготовитель. | Оборудование двигателя, не включенное в другие группировки | 0,3 | Изготовитель. | |||||||
| Услуги по поддержке бизнеса | 0,6 | Услуги | Турбины и турбогенераторные установки | 0,2 | Производство | |||||||
| Печатные платы (электронные сборки) | 0,6 | Изготовитель. | Клеи | 0,2 | Изготовитель. | |||||||
| Рекламные и сопутствующие услуги | 0,5 | Услуги | Фармацевтические препараты | 0,2 | Производство | |||||||
| Нанесение покрытий, гравировка, термообработка и сопутствующая деятельность | 0,5 | Производство | Краски для печати | 0,2 | Изготовитель. | |||||||
| Аренда и лизинг автомобильного оборудования | 0,5 | Fin/R.E. | Нефтяные смазочные масла и смазки | 0,2 | Изготовитель. | |||||||
| Металлопродукция из покупной стали | 0,4 | Производ. | Синтетические красители и пигменты | 0,1 | Производ. | |||||||
| Предприятия питания и питья | 0,4 | Услуги | Энергетические котлы и теплообменники | 0,1 | Производство | |||||||
| Литейное производство черных металлов | 0,4 | Производство | Машины общего назначения, не включенные в другие группировки | 0,1 | Изготовитель. | |||||||
| Распределение природного газа | 0,4 | Комм. | Рафинация и смешивание жиров и масел | 0,1 | Производство | |||||||
| Вспомогательные услуги, не включенные в другие группировки | 0,4 | Услуги | Пестициды и другие сельскохозяйственные химикаты | 0,1 | Производство | |||||||
| Машины общего назначения, не включенные в другие группировки | 0,4 | Изготовитель. | Машины для производства пластмасс и резины | 0,1 | Изготов. | |||||||
| Data processing, hosting, & related services | 0.4 | Services | ||||||||||
| Services to buildings & dwellings | 0.3 | Services | ||||||||||
| Maintenance /ремонт нежилых помещений | 0,3 | Строй. | ||||||||||
| Картонные контейнеры | 0,3 | Изготовитель. | ||||||||||
| Металлические банки, ящики и другие емкости (тонкие) | 0,3 | Изготовитель. | ||||||||||
| Плиты и готовые конструкционные изделия | 0,3 | Изготов. | ||||||||||
| Scientific research & development services | 0.3 | Services | ||||||||||
| Accounting, tax preparation, bookkeeping, & payroll | 0.3 | Services | ||||||||||
| Недепозитное кредитное посредничество | 0,3 | Fin/R.E. | ||||||||||
| Железнодорожный транспорт | 0,3 | Комм. | ||||||||||
| Прокатный стан и другое металлообрабатывающее оборудование | 0,3 | Изготовитель. | ||||||||||
| Taxes on production & imports, less subsidies | 0.3 | |||||||||||
| Telecommunications | 0.3 | Services | ||||||||||
| Складирование и хранение | 0,3 | Утил. | ||||||||||
| Investigation & security services | 0.3 | Services | ||||||||||
| Turned products & screws, nuts, & bolts | 0.3 | Manufg. | ||||||||||
| Гостиницы и мотели, включая гостиницы-казино | 0,3 | Услуги | ||||||||||
| Металлические изделия, не включенные в другие группировки | ||||||||||||
| Аренда и лизинг коммерческого и промышленного оборудования | 0,2 | Fin/R. E. | ||||||||||
| Воздушный транспорт | 0,2 | Утил. | ||||||||||
| Профилирование под заказ | 0,2 | Изготов. | ||||||||||
| Ремонт и техническое обслуживание автомобилей, напр. Автомобильные стирки | 0,2 | Услуги | ||||||||||
| Неповмещаемый импорт | 0,2 | Hitilepable | 0,2 | Hitilepable | 0,2 | .0478 | Коммерческое и промышленное оборудование Ремонт/техническое обслуживание | 0,2 | Услуги | |||
| ПЛАСТИКИ ПЛАСТИКИ СУКЦИЯ САМЕТА, FILM & SEATH | ||||||||||||
| . | ||||||||||||
| Режущие инструменты и принадлежности для станков | 0,1 | Изготовитель. | ||||||||||
| Переработка глинозема и производство первичного алюминия | 0,1 | Изготовитель. | ||||||||||
| Производство глиняных и неглинистых огнеупоров | 0,1 | Производство | ||||||||||
| Автозапчасти | 0,1 | Изготовитель. | ||||||||||
| Коронки и колпачки и металлическая штамповка | 0,1 | Изготовитель. | ||||||||||
| Other computer related services, including facilities | 0. 1 | Services | ||||||||||
| Facilities support services | 0.1 | Services | ||||||||||
| Management, научно-технический консалтинг | 0,1 | Услуги | ||||||||||
| Абразивные изделия | 0,1 | Изготовитель. | ||||||||||
| Шариковые и роликовые подшипники | 0,1 | Изготовитель. | ||||||||||
| Металлорежущие и формовочные станки | 0,1 | Изготовитель. | ||||||||||
| Ручные инструменты | 0,1 | Изготовитель. | ||||||||||
| Civic, social, & professional organizations | 0.1 | Services | ||||||||||
| OCCUPATIONS EMPLOYED BY BOILER, TANK, & SHIPPING CONTAINER MANUFACTURING | |||||||
| Занятие | % от общего количества 2006 | Изменение к 2016 году | Занятие | % от общего количества 2006 | Изменение к 2016 году | ||
| Источник : Матрица отраслей и занятий , Бюро статистики труда, 4 декабря 2007 г. Эти данные представлены на основе 4-значных категорий NAICS, но сопоставлены с соответствующими 6-значными отраслевыми кодами NAICS. Изменение, зарегистрированное для каждой профессии по сравнению с 2016 годом, представляет собой процент роста или снижения по оценке Бюро статистики труда. Аббревиатура nec означает «не классифицированный в других рубриках». | |||||||
| Сварщики, резаки, Solderers, & Brainers | 13,8 | -4,1 | . | -18,9 | Рабочие и грузовые, запасы и грузоподъемники, рука | 1,8 | -18,9 |
| .0482 | 1.6 | -18.9 | |||||
| First-line supervisors/managers of production workers | 4.0 | -9.9 | Welding, soldering, & brazing machine operators | 1. 4 | 1.3 | ||
| Structural metal fabricators монтажники | 3,7 | -9,9 | Инженеры-технологи | 1,4 | 9,4 | ||
| Операторы машин для нанесения покрытий, окраски и распыления | 3.0 | -14.4 | Boilermakers | 1.3 | -1.6 | ||
| Industrial truck & tractor operators | 2.7 | -18.9 | Shipping, receiving, & traffic clerks | 1.2 | -13.3 | ||
| Инспекторы, тестировщики, сортировщики, пробоотборники и весы | 2,6 | -15,0 | Упаковщики и упаковщики, ручные | 1,2 | -27,9 | ||
| Helpers—Production workers | 2. 5 | -9.9 | Machine feeders & offbearers | 1.2 | -18.9 | ||
| Maintenance & repair workers, general | 2.4 | -9.9 | Bookkeeping, accounting, | 1.1 | -9.9 | ||
| Механики промышленных машин | 2.1 | 3.6 | Операторы нескольких станков и операторы тендеров | 1.1 | -0.9 | ||
| Machinists | 2.1 | -5.4 | Mechanical engineers | 1. 1 | -9.9 | ||
| General & operations managers | 1.9 | -18.9 | Industrial production managers | 1,1 | -9,9 | ||
| Обработчики листового металла | 1,9 | -11,6 | Операторы шлифовальных, притирочных, полировальных станков | 1.1 | -12.6 | ||
| INDUSTRY DATA BY STATE | ||||||||||||||||||||||||||||
| State | Establishments | Shipments | Employment | Cost as % of Shipments | Investment per Employee ($ ) | |||||||||||||||||||||||
| Итого (млн долл. США) | % от США | По учреждению | Общее количество | % от США | На уч. | Заработная плата ($/час) | ||||||||||||||||||||||
| Texas | 81 | 393.1 | 8.2 | 4,853.2 | 2,615 | 8.4 | 32 | 15.57 | 50.5 | 3,923 | ||||||||||||||||||
| Ohio | 27 | 364.6 | 7,6 | 13 502,7 | 3,132 | 10,1 | 116 | 21,69 | 50,2 | 3,378 | 3,378 | 8 | 3,378 | 8 | 3,378 | 3,378 | 3,378 | . 0545 359.7 | 7.5 | 6,095.8 | 1,979 | 6.4 | 34 | 17.99 | 42.2 | 3,530 | ||
| Pennsylvania | 36 | 330.1 | 6.9 | 9,168.1 | 2,224 | 7.2 | 62 | 16.11 | 38.8 | 3,842 | ||||||||||||||||||
| Wisconsin | 29 | 247.3 | 5. 2 | 8,528.6 | 1,806 | 5.8 | 62 | 18.42 | 45.3 | 2,633 | ||||||||||||||||||
| Oklahoma | 24 | 233.9 | 4.9 | 9,747.9 | 1,452 | 4.7 | 61 | 17.62 | 62.7 | 1,479 | ||||||||||||||||||
| Georgia | 23 | 203.1 | 4.3 | 8,831. 7 | 936 | 3.0 | 41 | 16.25 | 47.7 | 2,908 | ||||||||||||||||||
| Tennessee | 20 | 201.5 | 4.2 | 10,075.5 | 1,119 | 3.6 | 56 | 15.28 | 52.7 | 5,500 | ||||||||||||||||||
| Iowa | 10 | 199.5 | 4.2 | 19,948.9 | 643 | 2. 1 | 64 | 17.22 | 25.1 | 2,163 | ||||||||||||||||||
| Kentucky | 16 | 198.6 | 4.2 | 12,411.2 | 1,144 | 3.7 | 72 | 14.26 | 38.6 | 2,305 | ||||||||||||||||||
| Minnesota | 13 | 152.8 | 3.2 | 11,750.3 | 1,074 | 3.5 | 83 | 18. 47 | 45.2 | 1,901 | ||||||||||||||||||
| Indiana | 23 | 149.9 | 3.1 | 6,518.0 | 1,157 | 3.7 | 50 | 16.45 | 44.4 | 1,576 | ||||||||||||||||||
| Missouri | 17 | 144.4 | 3.0 | 8,492.1 | 1,335 | 4.3 | 79 | 15.24 | 40. 3 | 3,880 | ||||||||||||||||||
| Louisiana | 20 | 130.0 | 2.7 | 6,500.2 | 959 | 3.1 | 48 | 14.74 | 50.6 | 6,382 | ||||||||||||||||||
| Alabama | 19 | 127.0 | 2.7 | 6,682.7 | 760 | 2.5 | 40 | 16.61 | 51.4 | 5,504 | ||||||||||||||||||
| Illinois | 25 | 123. 0 | 2.6 | 4,918.6 | 854 | 2.8 | 34 | 15.36 | 44.0 | 6,311 | ||||||||||||||||||
| Kansas | 12 | 114.9 | 2.4 | 9,575.2 | 618 | 2.0 | 52 | 13.50 | 55.9 | 2,299 | ||||||||||||||||||
| Massachusetts | 6 | 111.7 | 2. 3 | 18,621.0 | 674 | 2.2 | 112 | 15.75 | 42.9 | 2,162 | ||||||||||||||||||
| New Jersey | 16 | 87.3 | 1.8 | 5,456.8 | 534 | 1.7 | 33 | 18.77 | 49.9 | 8,880 | ||||||||||||||||||
| North Carolina | 16 | 85.6 | 1.8 | 5,352. 3 | 516 | 1.7 | 32 | 14.72 | 42.7 | 1,498 | ||||||||||||||||||
| Florida | 22 | 78.9 | 1.7 | 3,585.9 | 613 | 2.0 | 28 | 13.33 | 38.7 | 1,587 | ||||||||||||||||||
| New York | 18 | 67.6 | 1.4 | 3,756.6 | 547 | 1. 8 | 30 | 17.19 | 32.0 | 1,868 | ||||||||||||||||||
| Michigan | 14 | 42.3 | 0.9 | 3,019.4 | 174 | 0.6 | 12 | 17.42 | 39.1 | 3,557 | ||||||||||||||||||
| New Mexico | 7 | 33.5 | 0.7 | 4,781.9 | 302 | 1.0 | 43 | 17. 23 | 37.7 | 2,964 | ||||||||||||||||||
| South Carolina | 4 | 27.2 | 0.6 | 6,812.5 | 177 | 0.6 | 44 | 15.39 | 42.1 | (D) | ||||||||||||||||||
| Idaho | 7 | 25.8 | 0.5 | 3,681.3 | 214 | 0.7 | 31 | 14.89 | 40. 5 | 5,925 | ||||||||||||||||||
| Washington | 11 | 25.7 | 0.5 | 2,337.7 | 207 | 0.7 | 19 | 16.03 | 28.2 | 652 | ||||||||||||||||||
| Oregon | 8 | 23.5 | 0.5 | 2,941.6 | 158 | 0.5 | 20 | 14.89 | 44.9 | 11,734 | ||||||||||||||||||
| INDUSTRY DATA BY STATE — Continued | ||||||||||
| State | Establishments | Shipments | Employment | Cost as % of Shipments | Investment per Employee ($) | |||||
| Total ( $ mil) | % от США | По учреждению | Общее количество | % от США | По учреждению | Заработная плата ($/час) | ||||
| Источник : 2002 Экономическая перепись . Государства расположены в порядке убывания отгрузок или предприятий (если для большинства отсутствуют данные об отгрузках). Символ (D) появляется, когда данные не раскрываются для предотвращения раскрытия информации о конкурентах. Штаты, отмеченные (D), отсортированы по количеству заведений. Прочерк (-) означает, что элемент данных не может быть рассчитан. Данные могут не отображать все состояния, активные в категории NAICS. Показаны все данные, доступные на момент публикации. | ||||||||||
| Connecticut | 6 | 17.7 | 0.4 | 2,947.0 | 117 | 0.4 | 20 | 14.74 | 52.1 | 1,744 |
| Arizona | 12 | 16. 8 | 0,4 | 1,399,1 | 164 | 0,5 | 14 | 10,31 | 42.1 | 1,341 | 1,341 | 1,341 | 1,341 | 1,341 | 1,341 | 1,341.0005Ривер Стрит, 32 | Исторический заповедник АндоверАрхитектурное описание:Полутораэтажный модифицированный план мыса Исторический рассказ: 32 River Street – Riley – Quinn House Этот бывший мельничный дом внесен в список местного исторического района Баллардвейл. Дом представляет собой полутораэтажный мыс измененного плана, аналогичный другим домам, построенным на этой улице. Переднее крыльцо было более поздним дополнением, создавшим нынешний стиль коттеджа-бунгало, и жители могли наслаждаться прекрасным видом на реку Шоушин через дорогу. Эта земля была включена в собственность компании Ballard Vale Machine Shop Co. 1848 года на плане деревни Баллард-Вейл и участков домов, обследованных в мае 1848 года Франклином Дарракоттом. Перечисленный как лот № 4 в документах, он был приобретен Джоном А. и Элизабет Райли в 189 году.7, которые жили поблизости на соседнем участке к северу. Дом был куплен Уильямом Ф. Куинном 27 апреля 1914 года. Уильям Ф. Куинн родился в Ирландии в мае 1862 года в семье Генри и Энни (Мелия) Куинн. Они иммигрировали в Америку в 1868 году. Уильям женился 25 декабря 1884 года в церкви Святого Августина на Энни Т. Койл, 25 лет, дочери Джона и Энни (Кэффри) Койл из Андовера. Затем семья Куинн переехала по адресу 30½ Bisson St. Beverly, MA примерно на десять лет. В 1910 году Уильям работал полировщиком обуви. Пятеро из их шести детей переехали с ними. Уильям Фрэнсис младший р. 13 сентября 1887 года сантехник Энни Э.Б. Февраль 1889 г. канцелярская работа на обувной фабрике Рози Т.б. В июне 1890 года в Коннектикуте был оператором общественного телефона Джозеф б. 189 апр.2 продавец розничной бакалейной лавки и самый молодой Питер Д. б. Октябрь 1894 г. 14 лет еще не поступил на работу. Старший сын Джон Генри р. 4 мая 1886 года он был добытчиком на фабрике Smith & Dove Mills в Андовере. Джон женился на Юджинии Э. Пру. Жена Уильяма Энни вернулась в Андовер, купив дом на Ривер-стрит в 1914 году. Уильям Ф. Библиография/Ссылки: Essex County Registry Deeds, Salem, MA Владельцы 2-й участок со зданиями на западной стороне Ривер-стрит Инвентарные данные:
Изображения:Карта:Для просмотра этой карты требуется Javascript. Многоцикловая усталость и характер распространения усталостных трещин в β-отожженном сплаве Ti-6Al-4V Текст научной работы на тему «Материаловедение»ИСХОДНЫЙ АРТИКУЛ Исходная информация Современные самолеты с высокими характеристиками, включая отношение мощности двигателя к весу, прочность планера, скорость и дальность полета, в значительной степени связаны с использованием титановых сплавов с высокой удельной прочностью и вязкостью разрушения (Ezugwu and Wang). 1997; Андраде и др., 2010). Использование титановых сплавов в авиастроении в последнее время растет по мере увеличения использования CFRP (полимера, армированного углеродным волокном) (Inagaki et al. В ряде литературных источников показано, что различные способы термической обработки могут создавать различные микроструктуры в сплавах + P Ti-6Al-4 V (Ti64), что сильно влияет на статические и динамические свойства (Venkatesh et al. 2009; Morita и др., 2005; Семиатин и др., 2003; Ивасишин и др., 2002; Чандлер, 1996). Типовая термообработка * Адрес для переписки: [email protected] 1Кафедра материаловедения и технологии конвергенции, ReCAPT, Национальный университет Кёнсан, Чинджу 52828, Южная Корея Полный список сведений об авторе доступен в конце статьи Springer Open International Journal of Mechanical and Materials Engineering Open Access CrossMaxk процессы сплава Ti64 проводятся в области +P ниже P transus, включая дуплексный отжиг, термообработку на твердый раствор и старение (STA), рекристаллизационный отжиг и отжиг на мельнице. © Автор(ы). Открытый доступ, 2017 г. Эта статья распространяется в соответствии с условиями международной лицензии Creative Commons Attribution 4.0 (http://creativecommons.org/licenses/by/4.C/), которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе, при условии, что вы укажете первоначальных авторов и источник, предоставите ссылку на лицензию Creative Commons и укажете, были ли внесены изменения. Характеристика многоцикловой усталости и распространения усталостных трещин сплава Ti-6Al-4V, прошедшего р-отжиг Daeho Jeong1, Yongnam Kwon2, Masahiro Goto3 и Sangshik Kim1* Abstract Предыстория: Было исследовано влияние P-отжига на многоцикловую усталость (HCF) и распространение усталостной трещины (FCP) в сплаве Ti64, и были получены результаты. сравнивались с аналогами, подвергнутыми прокатному отжигу. Методы: были проведены испытания на растяжение, испытания HCF с контролируемым напряжением и испытания FCP, а также фрактографический и микрографический анализы до и после испытаний. 9Результаты 0002: Образец Ti64, подвергнутый отжигу P, показал худшие свойства HCF по сравнению с аналогом, подвергнутым прокатному отжигу, в результате более низкого предела текучести. С другой стороны, стойкость к FCP образца Ti64, отожженного методом P, была выше, чем у образца, отожженного на прокатном станке, в режиме низкой и средней AK. Выводы: Относительно легкое зарождение усталостной трещины на границах колоний образца Ti64, отожженного в P, снижает стойкость к HCF. Сопротивление FCP образца Ti64, отожженного в P, значительно увеличилось, особенно в режиме с низким AK, наряду с сильным разветвлением трещины и прогибом. Ключевые слова: многоцикловая усталость, распространение усталостной трещины, Ti-6Al-4 V, микроструктура, усталость, P-отжиг фаза на границах зерен (Доначи 2000). В титановых сплавах a + P термическая нестабильность является функцией фазового превращения P, поскольку при охлаждении от температуры отжига фаза P может превратиться в нежелательную (хрупкую) промежуточную фазу q (Donachie 2000; Froes 2015; Rajan et al. Несмотря на преимущества отожженных сплавов Ti64, особенно в толстых сечениях, необходимых для большой основной конструкции самолета, мало что известно об усталостных свойствах. В этом исследовании были изучены характеристики многоцикловой усталости (HCF) и распространения усталостной трещины (FCP) сплава Ti64, отожженного методом P, и результаты были сравнены с результатами сплава Ti64, отожженного на прокатном станке. На основе подробных фрактографических и микрографических наблюдений обсуждалось влияние свойств при растяжении и механизма зарождения трещин на поведение HCF отожженного P Ti64. Методы Для изучения поведения HCF и FCP сплава Ti64, отожженного P, были предоставлены пластины Ti64 толщиной 70 мм, отожженные P, без стабилизации P после отжига. Также был предоставлен отожженный в прокате сплав Ti64 толщиной 3 мм для сравнения настоящих результатов испытаний сплава Ti64, отожженного в P, с образцом, прошедшим термическую обработку общего назначения. На рис. 1 схематично показаны условия термообработки, использованные в данном исследовании. Для микрографического наблюдения образцы Ti64 были отполированы и протравлены с использованием раствора реактива Кролла (85 мл h3O + 3 мл HNO3 + 5 мл HF) (Gammon et al. 19).85), и использовался оптический микроскоп. На рис. 2 представлены оптические микрофотографии образца Ti64, отожженного в условиях P (а) и отожженного в мельнице (б). Образец Ti64, подвергнутый отжигу P, показал пластинчатую микроструктуру колоний игольчатых пластинок, выровненных с той же кристаллографической ориентацией в пределах границ предшествующих зерен P. / o \ O \ 2- / V / \ 5 A1® р-отжиг \ / прокатный отжиг Время (час) Рис. 1 Схематическое изображение условий термообработки Рис. 2 Оптические микрофотографии образцов Ti64 (поперечной) ориентации (а) p-отожженных, (b) прокатных отожженных. На рисунке 3 показана схематическая иллюстрация (а) образца для растяжения, (б) усталостного образца S-N и (в) образца CT, использованного в этом исследовании. Испытания на растяжение проводились на универсальной испытательной машине с винтовым приводом (модель: MTDI UT-100) при номинальной скорости деформации 1 x 10-3 /сек. Испытания на усталость S-N проводились на сервогидравлической испытательной машине (модель: Instron 8516) с прикладываемыми напряжениями в диапазоне от 170 до 405 МПа при коэффициенте R 0,1 в условиях одноосного нагружения с синусоидальной частотой 30 Гц при 25°. протестированных образцов с помощью СЭМ и оптического микроскопа. Результаты и обсуждение На рис. 4 показаны типичные кривые напряжения-деформации образцов Ti64, подвергнутых p-отжигу и отжигу в прокате, с осью нагрузки, параллельной направлению прокатки. . Деформация (%) 4 Типичные кривые напряжение-деформация образцов Ti64 после p-отжига и после отжига в прокате (МПа) (МПа) Удлинение (%) П-отжиг 867 950 4,2 Прокатный отжиг 953 979 18,0 между этими гранями прерывисто расположены ямки. Эти грани расщепления, по-видимому, являются результатом разрыва при растяжении, происходящего при разрезании выровненных а-пластин. Зарождение трещины при усталостной нагрузке во многом определяет стойкость титановых сплавов к ВПЧ (Николас, 2006). Поскольку предел текучести свидетельствует о сопротивлении деформации скольжения, вызывающей зарождение трещин на гладкой поверхности, поэтому он является одним из наиболее важных параметров, влияющих на сопротивление HCF (Jung et al. 2014; Jeong et al. 2013). Как и в случае поведения при растяжении, микроструктура может оказывать существенное влияние на сопротивление HCF сплава Ti64. Для отожженного на прокатном станке образца Ti64 более мелкое первичное а-зерно имеет тенденцию улучшать сопротивление HCF, поскольку предел текучести увеличивается с уменьшением первичного а-зерна. Затем требуется более высокое приложенное напряжение, чтобы инициировать трещину в первичном зерне из-за растрескивания полосы скольжения (Лукас и Конечны 19).- отожженный образец Ti64 повышает стойкость к HCF за счет уменьшения эффективной длины проскальзывания, как и в аналоге, подвергнутом прокатному отжигу (Lutjer-ing 1998; Ziaja et al. 0,1 Д о . □ P-Annealed □ «Аннализованная мельница 101 105 106 10 ‘ Циклы до сбоя (NF) £ 0,8 U> S A) S 06 2 ■ S> 0,4>- я „ „ О 0-2 Нормированный по пределу текучести 9-отожженный Ti64 уступал аналогу, подвергнутому прокатному отжигу. Как упоминалось ранее, такая тенденция на рис. 6а может быть в основном связана с более низким пределом текучести сплава Ti64, отожженного в P, по сравнению с аналогом, отожженным на прокатном стане. Для подтверждения такого представления кривые усталости S-N образцов Ti64, отожженных в условиях P и отожженных на мельнице, были нормированы по значениям предела текучести. отражает характер места зарождения трещины, показывая частицеподобную фазу P на поверхности разрушения для случая растрескивания на границе a/p. В целом, грубые пластинчатые микроструктуры с колониями выровненного а и протяженным плоским шликером поперек этих колоний часто имеют более низкую устойчивость к HCF по сравнению с микроструктурой мелкозернистой равноосной а-фазы с уменьшенной эффективной длиной шликера (Lutjering 1998; Ziaja et al. 2001). . Чтобы лучше понять поведение HCF сплава Ti64, подвергнутого отжигу P, были исследованы предпочтительные места для зарождения трещин и режим разрушения в образце, разрушенном усталостью. Рис. 7 Микрографическое наблюдение с помощью СЭМ образца Ti64, испытанного на усталость и отожженного в прокате, и соответствующие фрактограммы СЭМ, показывающие (а) внутризеренное растрескивание внутри зерна и (б) растрескивание на границе а/р Рис. 8 Микрографическое наблюдение образца Ti64, подвергнутого испытанию на усталость, и соответствующие фрактограммы СЭМ, показывающие растрескивание на границе колоний отожженных образцов Ti64, привели к легкому инициированию трещины из-за растрескивания полосы скольжения вдоль границы a/p по сравнению с квази- растрескивание при расщеплении на границе раздела зерен или а/частиц p для аналога, подвергнутого прокатному отжигу. На рис. 9 показаны кривые da/dN-AK для образцов Ti64, подвергнутых p-отжигу и прокатке, испытанных FCP при отношении R, равном (a) 0,1 и (b) 0,7. Было отмечено, что скорости FCP образца Ti64 после p-отжига были значительно ниже, чем у аналога, подвергнутого прокатному отжигу, при низких и средних режимах AK при обоих отношениях R, равных 0,1 и 0,7. Рис. 9 Кривые da/dN-AK для образцов Ti64, подвергнутых p-отжигу и прокатке, испытанных FCP при отношении R, равном (a) 0,1 и (b) 0,7 Направление роста трещины Рис. 10 Траектории трещин образца Ti64, подвергнутого p-отжигу, испытанному FCP при отношении R 0,1 и задокументированному в (a) режиме AKth, (b) AK 20 МПаВ·м и (c) AK 40 МПаВ·м с помощью оптического микроскопа. Для сравнения (d) также включена траектория трещины образца Ti64 после прокатки, исследованного с помощью СЭМ в режиме AKth Направление роста трещины Рис. 11. Траектории трещин в образце Ti64, подвергнутом отжигу p-типа, испытанному FCP при отношении R 0,7 и задокументированном при (a) режиме AKth и (b) AK 40 МПаВ·м настоящее наблюдение подтверждено что пластинчатая структура способствовала раздвоению трещины при низком и среднем режимах АК, что, в свою очередь, снижало эффективное значение АК и, в конечном итоге, снижало скорость FCP. На рис. 12 и 13 показаны СЭМ-фрактограммы отожженного образца Ti64, подвергнутого FCP-испытанию, задокументированные (а) в режиме околопороговой АК и (б) при АК 30 МПаВ·м соответственно при коэффициенте R 0,1. (рис. 12) и 0,7 (рис. 13). Предыдущие исследования, проведенные авторами поведения FCP образца Ti64, отожженного на мельнице, показали тонкие трансзернистые грани в результате квазискола в околопороговом режиме AK (Jeong et al. 2016b). С увеличением АК трансгранулярные грани квазискола становились более тонкими. Для p-отожженного образца Ti64 в околопороговом режиме АК наблюдались крупные трансгранулярные фасетки спайности. Учитывая размера каждой грани было высказано предположение, что как границы колоний, так и границы p-зерен влияют на поведение FCP отожженного p-образца Ti64 (Kim et al. 2011; Jeong et al. 2015b; Jeong et al. 2014). С увеличением AK для р-отожженного образца преобладала квазисколая огранка. Из-за разветвления трещин на поверхности излома периодически наблюдались вторичные трещины. Выводы Были изучены характеристики многоцикловой усталости (МЦУ) и распространения усталостных трещин (FCP) отожженного сплава Ti64 и сделаны следующие выводы. Направление роста трещины Рис. 12 Фрактограммы СЭМ образца Ti64, отожженного в ß-фазе, испытанного при коэффициенте R 0,1 и задокументированном при (а) режиме AKth и (b) AK 30 МПаВ·м Направление роста трещины Рис. 13 Фрактограммы СЭМ образца Ti64, отожженного в ß-фазе, испытанного при коэффициенте R 0,7 и задокументированном при (а) режиме AKth и (b) AK 30 МПаВм·9Отожженный образец Ti64 показал худшие свойства при растяжении по сравнению с аналогом, подвергнутым прокатному отжигу. Снижение прочности на растяжение и пластичности при P-отжиге было связано с увеличением эффективной длины скольжения, поскольку границы колоний, а также границы предшествующих зерен P действовали как микроструктурные барьеры для движения дислокаций. 2. Наряду со снижением предела текучести при Р-отжиге, стойкость к ВТС образца Ti64, отожженного Р, также была ниже, чем у аналога, отожженного на прокатном станке. Относительно легкое зарождение усталостной трещины на границах колоний образца Ti64, подвергнутого отжигу P, по сравнению с зарождением либо на поверхности раздела a/p, либо внутри зерна для аналога, отожженного в мельнице, дополнительно снижает стойкость к HCF. 3. Из-за внешнего эффекта разветвления и прогиба трещины стойкость к FCP образца Ti64, подвергнутого п-отжигу, была выше, чем у образца , подвергнутого прокатному отжигу, в режиме низкой и средней AK при обоих отношениях R, равных 0,1 и 0,7. . При высоком режиме AK ветвление и прогиб трещины больше не наблюдались, а скорости FCP образца Ti64, отожженного в β-фазе, стали такими же, как у аналога, отожженного в прокате. Благодарности Эта работа была поддержана программой Центра инженерных исследований (ERC) через Национальный исследовательский фонд Кореи (NRF), финансируемый Министерством образования, науки и технологий (2011-0030801). Вклад авторов DH провел эксперименты, собрал данные и написал статью. YN, M и SS руководили и поддерживали эту работу и внесли свой вклад в написание статьи своим опытом и советами. Все авторы прочитали и одобрили окончательный вариант рукописи. Конкурирующие интересы Авторы заявляют об отсутствии конкурирующих интересов. Сведения об авторе Кафедра материаловедения и технологии конвергенции, ReCAPT, Национальный университет Кёнсан, Чинджу 52828, Южная Корея. 2Отдел обработки материалов, Корейский институт материаловедения, Чангвон 51508, Южная Корея. 3Кафедра машиностроения, Университет Оита, Оита 870-1192, Япония. Получено: 5 августа 2016 г. Принято: 12 декабря 2016 г. Опубликовано в Интернете: 4 января 2017 г. Ссылки Андраде А., Морчелли А. и Лобо Р. (2010). Деформация и разрушение альфа/бета титанового сплава. Revista Materia, 15(2), 364-370. дои: 10.1590/S1517-70762010000200038. Стандарт ASTM E466. (2002). Стандартная практика испытания металлических материалов на осевую усталость с постоянной амплитудой, контролируемой силой проводимости. Ежегодный сборник стандартов ASTM, 03.01. Филадельфия: Американское общество испытаний и материалов. Стандарт ASTM E647. (2002). Стандартный метод испытаний для измерения скорости роста усталостной трещины. Ежегодный сборник стандартов ASTM, 03.01. Филадельфия: Американское общество испытаний и материалов. Баниа, П.Дж., Бидуэлл, Л.Р., Холл, Дж.А., Эйлон, Д., и Чакрабарти, А.К. (1982). Взаимосвязь разрушения и микроструктуры в титановых сплавах. В JC Williams & AF Belov (Eds.), Титан и титановые сплавы, научные и технологические аспекты (Том 1, стр. Борисова Е.А., Шашенкова 1.1., Кривко А.И., Барашева Т.В. (1975). Вакуумный отжиг титановых сплавов. Met Sci Heat Treat, 17(4), 313-316. дои: 10.1007/BF00663392. Боуэн, А. В., и Стаббингтон, Калифорния (1973). Влияние работы a + p на усталостные свойства и свойства растяжения стержней Ti-6Al-4V. В RI Jaffee & HM Burte (Eds.), Ttanium science and technology (стр. 2097). Нью-Йорк: Пленум Пресс. Кэмпбелл, Ф. (2008). Элементы металлургии и технических сплавов. Огайо: ASM International. Кэмпбелл, ФК, младший (2011). Технология изготовления аэрокосмических конструкционных материалов. Амстердам: Эльзевир. Чандлер, Х. (1996). Руководство по термообработке: методы и процедуры для цветных сплавов. Огайо: ASM International. Дэвис, Дж. Р. (1995). Справочник по специальности АСМ: инструментальные материалы. Огайо: ASM International. Демульсант, X., и Мендес, Дж. (1995). Влияние микроструктуры на зарождение и рост малых усталостных трещин в сплавах Ti6A14V. Доначи, М. Дж. (2000). Титан: техническое руководство (2-е изд.). Соединенные Штаты Америки: ASM International, Огайо. Эйлон, Д., и Пирс, К.М. (1976). Влияние микроструктуры на усталостные свойства Ti-6AI-4 с надрезом V. Metall Mater Trans A, 7A, 111-121. дои: 10.1007/ BF02644046. Эзугву, Э. О., и Ван, З. М. (1997). Титановые сплавы и их обрабатываемость — обзор. J Mater Process Tech, 68, 262-274. дои: 10.1016/S0924-0136(96)00030-1. Фроэс, Ф. Х. (2015). Титан: металлургия, обработка и применение. Огайо: ASM International. Гэммон, Л.М., Бриггс, Р.Д., Паккард, Дж.М., Бэтсон, К.В., Бойер, Р., и Домби, К.В. (1985). Металлография и микроструктуры Том 9. Огайо: ASM International. Halliday, MD, & Beevers, CJ (1981). Некоторые аспекты закрытия усталостных трещин в двух контрастных титановых сплавах. J Test Eval, 9, 195-201. дои: 10.1520/JTE11227J. Хикс, Массачусетс, Джил, Р. Хайнс, Дж. А., и Лютьеринг, Г. (1999). Распространение микротрещин при амплитудах напряжений ниже обычного предела выносливости в Ti-6Al-4 V. Fatigue Fract Eng Mater Struct, 22, 657-665. doi:10.1046/j.1460-2695.1999.t01-1-00217.x. Инагаки И., Такечи Т., Сираи Ю. и Ариясу Н. (2014). Применение и особенности титана для аэрокосмической промышленности. Технический отчет Nippon Steel & Sumitomo Metal, 106, 22-27. Ивасишин О.М., Семиатин С.Л., Марковский П.Е., Шевченко С.В., Ульшин С.В. (2002). Рост зерна и эволюция текстуры в Ti-6Al-4 V при бета-отжиге в условиях непрерывного нагрева. Mater Sci Eng, A337, 88-96. doi: 10.1016/S0921-5093(01)01990-6. Чон, Д. Х., Ли, С. Г., Джанг, В. К., Чой, Дж. К., Ким, Ю. Дж., и Ким, С. С. (2013). Характеристики криогенной S-N усталости и распространения усталостных трещин в аустенитных сталях с высоким содержанием марганца . Чон, Д. Х., Чой, М. Дж., Байк, С. И., Ли, Х. К., и Ким, С. С. (2014). Влияние эксплуатационного воздействия на распространение усталостной трещины в материале диска турбины Inconel 718 при повышенных температурах. Mater Charact, 95, 232-244. doi:10.1016/j.matchar.2014.06.022. Чон, Д. Х., Ли, С. Г., Со, И. С., Ю, Дж. Ю., и Ким, С. С. (2015a). Характер распространения усталостной трещины в сварном шве из стали Fe24Mn при 298 и 110 K. Met Mater Int, 21(1), 22-30. doi: 10.1007/s12540-015-1004-x. Чон, Д. Х., Ли, С. Г., Со, И. С., Ю, Дж. Ю., и Ким, С. С. (2015b). Влияние приложенного потенциала на поведение усталостной трещины в стали Fe24Mn в морской воде. Met Mater Int, 21(1), 14-21. doi:10.1007/s12540-015-1003-y. Чон, Д. Х., Сун, Х. К., Квон, Ю. Н., и Ким, С. С. (2016a). Влияние воздействия сверхпластической деформации на растяжение и усталостное поведение S-N сплава Ti64. Met Mater Int, 22(4), 594-600. Чон, Д. Х., Сунг Х. К., Квон, Ю. Н., и Ким, С. С. (2016). Влияние воздействия сверхпластической формовки на характер распространения усталостной трещины в сплаве Ti-6Al-4V. Встретил Mater Int, принят. doi: 10.1007/s12540-016-6075-9 Юнг, Д. Х., Квон, Дж. К., Ву, Н. С., Ким, Ю. Дж., Гото, М., и Ким, С. С. (2014). Характеристики усталостной усталости S-N и распространения усталостной трещины в стали Х80 при комнатной и низких температурах. Металл Матер Транс А, 45А, 654-662. doi: 10.1007/s11661-013-2012-4. Каминака Х., Абэ М., Мацумото С., Кимура К. и Камио Х. (2014). Характеристики и применение высококоррозионностойких титановых сплавов. Технический отчет Nippon Steel & Sumitomo Metal, 106, 34-40. Ким, Й.Дж., Квон, Дж.К., Ли, Х.Дж., Джанг, В.К., Чой, Дж.К., и Ким, С.С. (2011). Влияние микроструктуры на распространение усталостной трещины и усталостные характеристики S-N сталей TMCP с пределом текучести примерно 450 МПа. Ким, С.С., Квон, Дж.К., Ким, Ю.Дж., Джанг, В.К., Ли, С.Г., и Чой, Дж.К. (2013). Факторы, влияющие на поведение усталостных трещин в аустенитных сталях. Мел Матер Инт, 19 лет(А), 1-8. doi: 10.1007/s12540-013-4007-5. Лукас, Дж. Дж., и Конечны, П. П. (1971). Взаимосвязь между размером альфа-зерна и усталостной прочностью при возникновении трещин в Ti-6AI-4 V. Metall Mater Trans A, 2A, 2. doi:10.1007/BF02662756. Лютьеринг, Г. (1998). Влияние обработки на микроструктуру и механические свойства (а + ß) титановых сплавов. Mater Sci Eng, A243, 32-45. doi:10.1016/S0921-5093(97)00778-8. Лютьеринг, Г., и Уильямс, Дж. К. (2013). Титан. Берлин: Springer Science & Business Media. Морита Т., Хацуока К., Иидзука Т. и Кавасаки К. (2005). Упрочнение сплава Ti-6Al-4 V кратковременной дуплексной термообработкой. Mater Trans, 46 (7), 1681–1686. doi: 10.2320/matertrans.46.1681. Мразова М. Николас, Т. (2006). Многоцикловая усталость: взгляд на механику материалов. Амстердам: Эльзевир. Раджан Т.В., Шарма С.П. и Шарма А. (2011). Термическая обработка: принципы и приемы. Нью-Дели: PHI Learning Pvt. ООО Руппен, Дж., Бховал, П., Эйлон, Д., и МакЭвили, А.Дж. (1979). О процессе зарождения подповерхностной усталостной трещины в Ti-6Al-4V. В J. Fong (Ed.), Механизмы усталости, ASTM STP 675 (стр. 47). Филадельфия: Американское общество испытаний и материалов. Семиатин С.Л., Книсли С.Л., Феджин П.Н., Чжан Ф. и Баркер Д.Р. (2003). Эволюция микроструктуры при альфа-бета-термообработке Ti-6Al-4 V. Metall Mater Trans A, 34A, 2377-2386. doi: 10.1007/s11661-003-0300-0. Старке, Э. А., и Уильямс, Дж. К. (1989). Микроструктура и механика разрушения усталостных трещин. В RP Wei & RP Gangloff (Eds. Сун, Х.К., Чон, Д.Х., Пак, Т.Д., Ли, Дж.С. и Ким, С.С. (2016). S-N усталостное поведение стали Fe25Mn и ее сварного шва при 298 и 110 K. Met Mater Int, принято. doi: 10.1007/s12540-016-6108-4 Суреш, С. (1983). Прогиб трещины: значение для роста длинных и коротких усталостных трещин. Металл Матер Транс А, 14А, 2375-2385. дои: 10.1007/BF02663313. Суреш, С. (1985). Прогиб усталостной трещины и контакт поверхности разрушения: микромеханические модели. Металл Матер Транс А, 16А, 249-260. дои: 10.1007/BF02815306. Суреш, С., и Ричи, Р.О. (1982). Геометрическая модель закрытия усталостной трещины, вызванной морфологией поверхности разрушения. Металл Матер Транс А, 13А, 1627-1631. дои: 10.1007/BF02644803. Венкатеш, Б.Д., Чен, Д.Л., и Бхоле, С.Д. (2009). Влияние термической обработки на механические свойства сплава Ti-6Al-4 В ЭЛИ. Ванхилл Р. и Бартер С. (2011). Усталость бета-обработанных и бета-термообработанных титановых сплавов. Берлин: Springer Science & Business Media. Уэлш Г., Бойер Р. и Коллингс Э. У. (1993). Справочник по свойствам материалов: титановые сплавы. Огайо: ASM International. Йодер, Г. Р., Кули, Л. А., и Крукер, Т. В. (1976). Микромеханистическая интерпретация поведения циклического роста трещины в бета-отожженном сплаве Ti-6Al-4V. Вашингтон: Военно-морская исследовательская лаборатория США. Зияя В., Сенявский Дж., Кубяк К. и Мотыка М. (2001). Усталость и микроструктура двухфазных титановых сплавов. Inzynieria Materiaiowa, 22(3), 981-985. doi: 10.1016/S0921-5093(97)00778-8. Отправьте свою рукопись в журнал SpringerOpen и получите следующие преимущества: 7 Удобная подача в режиме онлайн 7 Тщательное рецензирование 7 Немедленная публикация после принятия 7 Открытый доступ: статьи находятся в свободном доступе в Интернете 7 Высокая видимость в данной области 7 Сохранение авторских прав на вашу статью Mill, Большой дом отдыха для больших групп в Пик Дистрикт, 22 спальных места
Брэйлсфорд МиллПосмотреть все 15 изображений 7 Nights
Availability Short Breaks From
О Уникальном Mill Mill. Брэйлсфорд — идеальное место для отдыха. Он находится в самом сердце Дербишир-Дейлс, недалеко от национального парка Пик-Дистрикт. Гости могут насладиться милями пешеходных и велосипедных маршрутов, которые подходят для всех способностей в любое время года. Посетители, которые живут в городах или других оживленных районах, часто удивляются тому, насколько красив этот сельский пейзаж и как быстро города могут превратиться в холмистые поля, леса и сельскую местность. Помимо прогулок и езды на велосипеде, время на открытом воздухе может включать рыбалку, парусный спорт, скалолазание, спелеологию и верховую езду, а всего в нескольких минутах ходьбы от мельницы находится поле для гольфа. Другие близлежащие достопримечательности включают Альтон-Тауэрс, Дендрарий Дерби, Пикфорд-Хаус, Карсингтон-Уотерс, Высоты Авраама и собор Дерби. Места для выходного дня могут состоять из посещения рыночного дня в Бейкуэлле, прогулок по элегантным авеню в Бакстоне, шоппинга в Ноттингеме и посещения гончарных мастерских Сток. Владельцы Brailsford Mill заботятся о том, чтобы их гости могли расслабиться и повеселиться во время своего пребывания, поэтому они предоставили выбор игр, книг и других развлечений в доме и на территории. Пожалуйста, посетите их веб-сайт для получения дополнительной информации. Фотогалерея (15 изображений)Удобства и услугиРасположение (Пик-Дистрикт)Размещение Включает: Brailsford Mill включает в себя три этажа и просторную территорию. Первый этаж:
Первый этаж:
Верхний этаж: Остальные спальни и ванная комната находятся на верхнем этаже.
Снаружи: Brailsford Mill располагает обширной территорией, которая включает в себя патио со столом и стульями для трапезы на свежем воздухе, мельничный ручей, отдельные места для барбекю и пикника, а также игровую комнату с настольным футболом. Также есть наземная парковка на десять автомобилей. Дополнительная информация: Все коммунальные услуги, WiFi, постельное белье предоставляются. Доступны детские кроватки. Пожалуйста, сообщите владельцу, если они потребуются при бронировании. Тарифы Brailsford Mill и дополнительная информация
|
