Станок сверлильный вертикальный 2н135: 2Н135 станок вертикально-сверлильный универсальный одношпиндельный. Паспорт, схемы, описание, характеристики
Содержание
2Н135 вертикально-сверлильный универсальный станок (Ø сверления до 35мм)
- Доска объявлений
- Металлообработка
- Сверлильное оборудование
- Вертикально-сверлильные станки
Объявление не актуально!
Сверлильный станок 2Н135 применение: для сверления отверстий в сталях диаметром до 35мм, в чугуне до 40мм. Станок имеет автоматическую настраиваемую подачу инструмента, регулируемый ход шпинделя, возможность эксплуатации в полу-автоматическом режиме. Производительность станка сверлильного 2Н135 – единичная при ручной подаче сверла, серийная. Весь сверлильный узел двигается по вертикали, по своим направляющим, станок имеет высокую точность сверления.
Основные виды работ вертикально-сверлильного станка 2Н135: это сверлильные операции, расточные до 50мм, нарезание метрической внутренней резьбы с механической подачей метчика, зенкование, зенкерование. Заготовка может быть установлена в тиски поворотные, делительную головку, поворотный стол.
Заготовка может быть установлена в тиски поворотные, делительную головку, поворотный стол.
Создано 13.05.2020 Изменено 13.05.2020
Станки по металлу
Металлообрабатывающие станки
Вертикально-сверлильный станок
Сверлильный станок б у
Похожие объявления
Интересные статьи партнеров
Руководство по обработке нержавеющей стали [Часть 2]
Факторы выбора поставщика услуг по обработке на станках с ЧПУ
Пусконаладка фрезерного станка с ЧПУ с водяным охлаждением TS 2030L 3,2 кВт в Череповце
Пусконаладка фрезерного станка с ЧПУ TS 1625 PRO в Москве
Руководство по обработке нержавеющей стали [Часть 3]
Пусконаладка гидравлического листогибочного пресса MetalTec HBM 125/3200М E22 в Санкт-Петербурге
Пусконаладка оптоволоконного лазерного станка по металлу STL-1530FP/3000 Raycus и листогибочного 2-осевого гидравлического пресса HBM 125/2500С TP10S в Туле
Уникальная пластинка для фонографа из МДФ!
Автоматизируйте производство дров дровокольной линией ДЛН-450
Вы недавно смотрели
Все просмотренные объявления →
Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150
Станки универсальные вертикально-сверлильные 2Н125, 2Н135, 2Н150
- Подробности
- Категория: Сверлильные и расточные станки
Станки универсальные вертикально-сверлильные 2h225, 2h235, 2h250 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.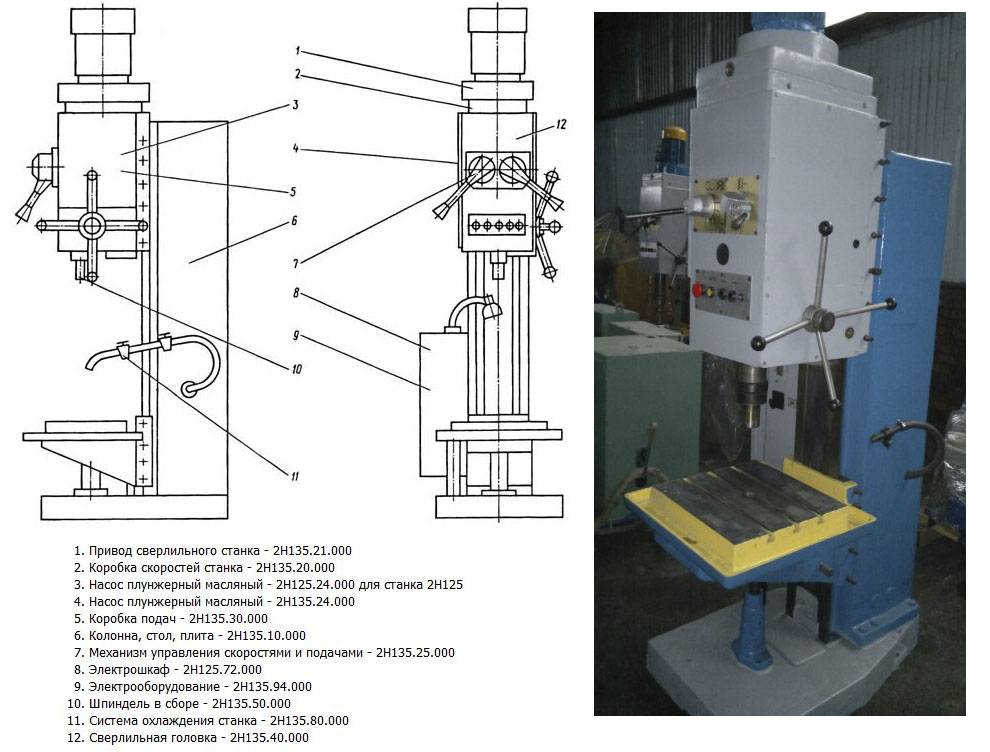
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Скачать документацию
Кинематическая схема
Схема кинематическая станков 2h225, 2h235 представлена на рис.5.
Ввиду простоты кинематических схем описание их не приводится.
Примечание. Цепь движения стола одинакова для всех трех станков.
Цепь подач одна и та же для станков моделей 2125 и 2h235.
Колонна, стол, плита
Колонна станка представляет собой чугунную отливку. По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты — резервуар с отстойником для охлаждающей жидкости.
По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты — резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод
Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах -верхней 1 и нижней 4,скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенная электродвигателем через эластическую муфту Ю и зубчатую передачу 9. Последний вал 2 коробки — гильза — имеет шлицевое отверстие, через которое вращение передается шпинделю. Через зубчатую пару 3 вращение передается на коробку подач.Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса,закрепленного на низшей плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм переключение скоростей и подач
Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси» переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2h225, 2h235 и четыре для 2h250, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач
Механизм смонтирован в отдельном корпусе в устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2h225, 2h235 и двенадцать подач на станке 2h250. На станках 2h225 и 2h235 коробки подач отличаются только приводом, который состоит на станке 2h225 из зубчатых колес I (рис. 9), на станках 2h225, 2h235 — из зубчатых колес 2, 3 — соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
9), на станках 2h225, 2h235 — из зубчатых колес 2, 3 — соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка
Сверлильная головка представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
ручного подвода инструмента к детали; включения рабочей подача;
ручного опережения подачи;
выключения рабочей подачи;
ручного отвода шпинделя вверх;
ручной подача, используемой при нарезания резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полу муфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, в обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме — полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой с собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска 6 выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полу муфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт 11 передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработки и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары 1. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель
Шпиндель (рис.11) смонтирован на двух шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилие по выбивке инструмента — верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. регулировка подшипников шпинделя осуществляется гайкой 1
регулировка подшипников шпинделя осуществляется гайкой 1
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси выбивает инструмент.
Электрическая схема
Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя К1 получает питание, главные контакты включают электродвигатель M1 на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя K1, электродвигателя M1, реле К7. После разряда конденсатора СЗ контакты реле К7 (28-26) замыкаются,и происходит включение пускателя КЗ в электродвигателя M1 на левое вращение шпинделя. Реле К7 включается снова.
Реле К7 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя S6 от кулачка,установленного на лимбе.
Останов осуществляется нажатием на кнопку S1 СТОП. При этом отключаются пускатели K1 или КЗ, К2,отключающие электродвигатели M1, М2. Через контакты реле К7 (7-9) включается реле К6 с последующим включением пускателей К4 и К5. Обмотки электродвигателя M1 подключаются через выпрямитель V1, V2 к трансформатору T1. Происходит электродинамическое торможение шпинделя.
После разряда конденсаторов C1, С2 отключается реле К6, отключающее пускатели K4, К5.
При переключении скоростей, если зубчатые колеса не входят в зацепление, применяют качательное движение ротора двигателя M1. Нажатием кнопки S4 КАЧАТЕЛЬНСЕ ДВИЖЕНИЕ включается пускатель К4, подающий по фазам IC2-IC3 пониженное выпрямленное напряжение.
Через сопротивление R2 с задержкой включается реле К6, отключающее пускатель К4 и включающее пускатель К5. При этом пониженное напряжение протекает по фазам ICI-IC2.
