Станок точечной сварки: Машины точечной сварки от ООО «Вебер Комеханикс»
Содержание
Классификация станков для точечной сварки
Станок точечной сварки представляет собой аппарат, предназначенный для работы с деталями разных размеров и толщины, выполненных из различных видов металла. Это могут быть разного рода заготовки или сетки. С помощью станков такого плана выполняется соединение металлических деталей между собой. При этом задействуются высокие температуры.
Схема самодельного аппарата для точечной сварки.
Процесс контактной сварки выглядит следующим образом: на внешней стороне деталей вырабатывается тепло, которое и способствует их соединению. Тепло генерируется с помощью электрического тока, который подается на детали через контактное точечное соединение.
Следует учитывать, что контакты и их состояние оказывают огромное влияние на то, насколько качественным будет результат.
Помимо тока, вполне может быть использовано любое другое силовое воздействие. Однако ток дает наилучшие результаты.
Читайте также:
Как изготовить тороидальный трансформатор.
Способы применения магнитного угольника для сварки.
О контактной сварке читайте здесь.
Принцип сварочного процесса
Вне зависимости от типа сварочного аппарата, работает он по следующему принципу:
Схема точечного соединения сварки.
- Когда сварочный аппарат запускается, детали, которые нужно сварить, зажимаются электродами.
- Пусковой механизм запускает реле времени, которое, в свою очередь, дает сигнал прерывателю. Прерыватель замыкается на отведенное время.
- После этого к электрической сети подключается трансформатор, который должен преобразовать напряжение так, чтобы оно стало необходимого для работы сварочного аппарата уровня.
- Помимо преобразования напряжения, функция трансформатора – подача тока на электроды.
- Проходя сквозь заготовки, преобразованный сварочный ток нагревает до расплавления металл деталей конкретно в том месте, где происходит их контакт с электродами.
- Когда истекает время, отмеренное реле, прерыватель размыкается, и доставка тока к деталям прекращается.

- Расплавленный металл кристаллизуется, что приводит к образованию сварочного соединения.
- Усилие сжатия снимается.
Весь это процесс занимает от 0,5 до 15 секунд и зависит от поставленной задачи.
Вернуться к оглавлению
Вам может быть интересно: Сайт о потолках.
Преимущества контактной точечной сварки
У контактной сварки точечной направленности есть ряд преимуществ:
- Во-первых, такого рода сварка не занимает много времени.
- Во-вторых, для ее осуществления не требуется дополнительных расходных материалов. К примеру, припоя или же сварочных электродов.
- В-третьих, работа с точечным сварочным станком достаточно безопасна, ввиду того что для его работы требуется низкое напряжение тока.
- В-четвертых, такого типа сварка обеспечивает очень крепкое соединение, которое прослужит долгие годы. Особенно актуально это для металлической сетки.
И последним из преимуществ можно считать тот факт, что станок точечной сварки при определенном уровне сноровки можно запросто собрать в домашних условиях.
Вернуться к оглавлению
Классификация станков для точечной сварки
Способы получения точечных сварных швов.
Если вы решили приобрести такой аппарат для собственного использования, необходимо в первую очередь определить сферу, в которой он будет эксплуатироваться.
Если станки для сварки нужны для бытового использования или использования в небольшой мастерской, тогда можно обратить внимание на аппараты, не столь дорогостоящие. И наоборот, если на станок будут возложены сложные задачи в больших объемах, тогда нет смысла экономить.
Станки для точечной сварки классифицируют по нескольким признакам.
По типу установки можно выделить три основных вида:
- Стационарные станки.
- Подвесные станки.
- Переносные сварочные станки.
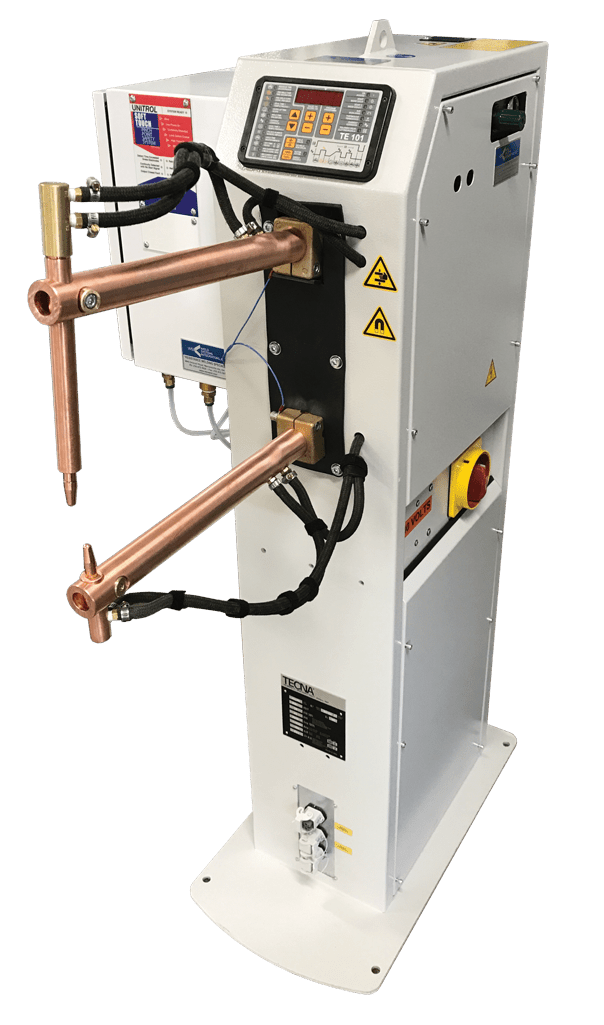
Стационарные станки наиболее часто используются на крупных и среднего размера производствах. То есть там, где необходимо обеспечить высокую интенсивность работы.
Величина подаваемого тока прямо пропорциональна мощности аппарата. Чем больше эта величина, тем больше толщина деталей, которые можно соединять с помощью такого станка. Разные модели стационарных станков могут работать на различных электрических схемах и получать питание от разных источников. Привод системы сжатия устанавливается либо механический, либо пневматический.
Чем больше эта величина, тем больше толщина деталей, которые можно соединять с помощью такого станка. Разные модели стационарных станков могут работать на различных электрических схемах и получать питание от разных источников. Привод системы сжатия устанавливается либо механический, либо пневматический.
Аппараты точечной сварки, предназначенные для стационарной установки, в большинстве своем обеспечивают сварку сразу с двух сторон детали. Как и станок холодной сварки.
Электрическая схема аппарата для точечной сварки.
В связи с тем, что интенсивность работы у такого агрегата довольно высокая, для предотвращения перегрева необходима установка охлаждающей системы.
Подвесные станки становятся частью конвейерных линий. Крайне часто используются в мастерских по ремонту автомобилей, так как приспособлены для эффективного выполнения большого спектра ремонтных работ, а также удобны в использовании благодаря своей мобильности.
Основные составные элементы такого станка это:
- сварочный трансформатор;
- блок, с помощью которого осуществляется управление режимов сварки;
- клещи.

Система привода клещей у аппаратов такого плана бывает как механической, так и пневматической. Это дает возможность снять часть нагрузки с оператора станка.
Мощность подвесного сварочного станка может колебаться в зависимости от того, с деталями какой толщины необходимо работать.
Переносные сварочные станки наиболее часто приобретаются для личного пользования. Стоимость их довольно невысокая, несмотря на то что по мощности они могут конкурировать с более дорогими аппаратами.
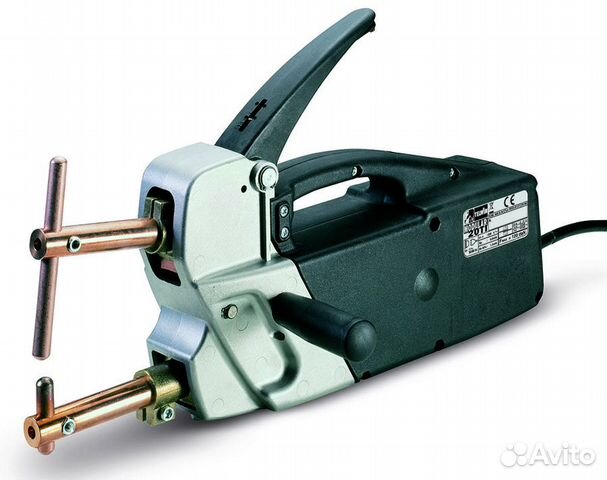
Среди переносных аппаратов выделяют два основных подвида: это клещи для точечной сварки ручного использования и инверторный аппарат.
Схема сварочного трансформатора.
Ручные клещи для осуществления точечной сварки – это аппарат небольшого размера и веса, с помощью которого можно соединить металлические детали небольшой толщины. Регулировка режимов сварки осуществляется с помощью встроенной системы управления в виде микропроцессора. Помимо автоматической регулировки, есть и ручная. Однако механизм, который отвечает за сдавливание деталей в аппарате такого типа, ручной. С его помощью можно создать давление около 150 кг.
Однако механизм, который отвечает за сдавливание деталей в аппарате такого типа, ручной. С его помощью можно создать давление около 150 кг.
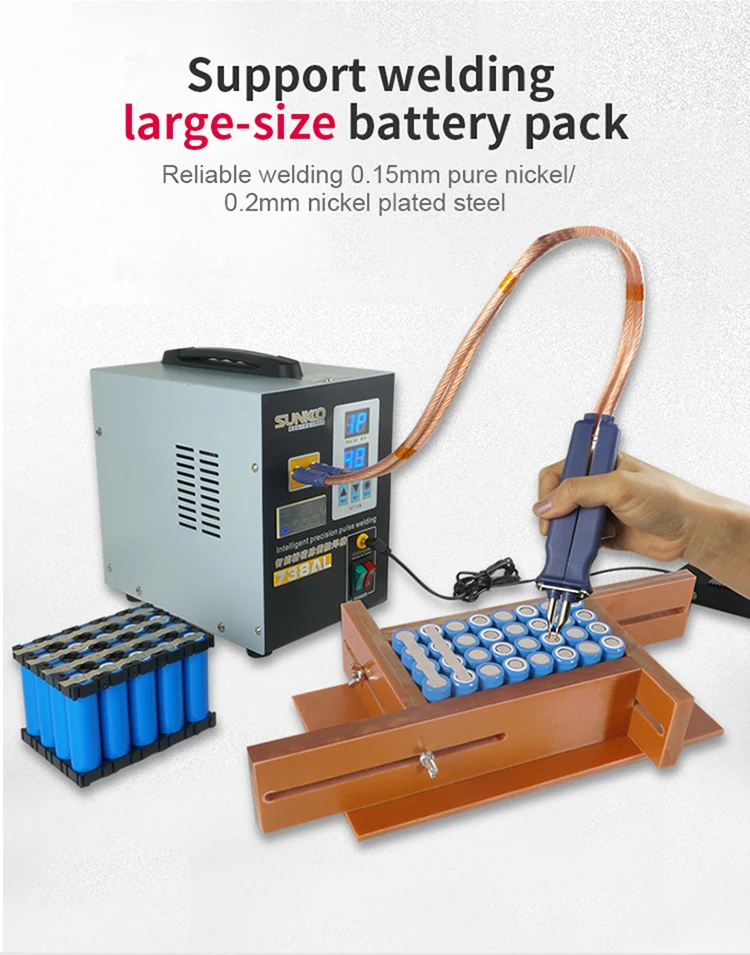
Инверторный аппарат также имеет небольшие размеры и малый вес. Ток вырабатывается тиристорным генератором, а управление осуществляется микропроцессором, который дает возможность регулирования мощности и длительности импульса. Для того чтобы обеспечить питание такому аппарату, вполне достаточно просто подключить его к бытовой электросети.
Следующий принцип классификации – по типу питания станка. Выделяют такие аппараты:
- Однофазные;
- Трехфазные;
- Инверторный станок точечной сварки;
- Конденсаторный станок.
Для станков, использование которых планируется в бытовых условиях, наиболее подходящими будут инверторный и конденсаторные типы питания. Именно их электрические схемы делают возможным минимальное воздействие на электрическую сеть, от которой идет питание.
По способу управления сварочным процессом выделяют:
- Станки с ручным управлением.
 Установка режима работы, напряжения сварочного тока и осуществление контроля за продолжительностью сварочного цикла проводятся вручную.
Установка режима работы, напряжения сварочного тока и осуществление контроля за продолжительностью сварочного цикла проводятся вручную. - Станки с автоматическим управлением. Такой тип управления в разы увеличивает производительность и сокращает количество возможного брака на выходе.
- Конструкция привода, который отвечает за сжатие деталей во время сварочного процесса, оказывает существенное влияние на качество полученного результата.
По типу привода механизма давления существуют:
- Ручной привод. Идеально подходит для сварочных работ, которые выполняются в бытовых условиях. Применение такого типа привода позволяет уменьшить стоимость станка в несколько раз.
- Пневматический привод. Такой тип привода обеспечивает наибольшее давление на свариваемые детали и дает возможность широкого диапазона регулирования давления.
- Механический привод. Наиболее часто используется в станках точечной контактной сварки.
- Гидравлический привод. Используется наиболее редко.
 В отличие от других типов привода для сжатия используется жидкость, а не воздух.
В отличие от других типов привода для сжатия используется жидкость, а не воздух.
Иногда для соединения некоторых деталей лучше всего подойдет станок холодной сварки.
В любом случае выбор аппарата и его характеристик должен полностью зависеть от задач, поставленных перед ним, и условий, в которых предполагается эксплуатация станка.
Станок контактной сварки
Главная » Станок » Станок контактной сварки
Классификация станков для точечной сварки
- 13 ноября
- 91 просмотров
- 11 рейтинг
Оглавление: [скрыть]
- Принцип сварочного процесса
- Преимущества контактной точечной сварки
- Классификация станков для точечной сварки
Станок точечной сварки представляет собой аппарат, предназначенный для работы с деталями разных размеров и толщины, выполненных из различных видов металла. Это могут быть разного рода заготовки или сетки. С помощью станков такого плана выполняется соединение металлических деталей между собой. При этом задействуются высокие температуры.
При этом задействуются высокие температуры.
Схема самодельного аппарата для точечной сварки.
Процесс контактной сварки выглядит следующим образом: на внешней стороне деталей вырабатывается тепло, которое и способствует их соединению. Тепло генерируется с помощью электрического тока, который подается на детали через контактное точечное соединение.
Следует учитывать, что контакты и их состояние оказывают огромное влияние на то, насколько качественным будет результат.
Помимо тока, вполне может быть использовано любое другое силовое воздействие. Однако ток дает наилучшие результаты.
Принцип сварочного процесса
Вне зависимости от типа сварочного аппарата, работает он по следующему принципу:
Схема точечного соединения сварки.
- Когда сварочный аппарат запускается, детали, которые нужно сварить, зажимаются электродами.
- Пусковой механизм запускает реле времени, которое, в свою очередь, дает сигнал прерывателю. Прерыватель замыкается на отведенное время.

- После этого к электрической сети подключается трансформатор, который должен преобразовать напряжение так, чтобы оно стало необходимого для работы сварочного аппарата уровня.
- Помимо преобразования напряжения, функция трансформатора — подача тока на электроды.
- Проходя сквозь заготовки, преобразованный сварочный ток нагревает до расплавления металл деталей конкретно в том месте, где происходит их контакт с электродами.
- Когда истекает время, отмеренное реле, прерыватель размыкается, и доставка тока к деталям прекращается.
- Расплавленный металл кристаллизуется, что приводит к образованию сварочного соединения.
- Усилие сжатия снимается.
Весь это процесс занимает от 0,5 до 15 секунд и зависит от поставленной задачи.
Вернуться к оглавлению
У контактной сварки точечной направленности есть ряд преимуществ:
- Во-первых, такого рода сварка не занимает много времени.
- Во-вторых, для ее осуществления не требуется дополнительных расходных материалов.
 К примеру, припоя или же сварочных электродов.
К примеру, припоя или же сварочных электродов. - В-третьих, работа с точечным сварочным станком достаточно безопасна, ввиду того что для его работы требуется низкое напряжение тока.
- В-четвертых, такого типа сварка обеспечивает очень крепкое соединение, которое прослужит долгие годы. Особенно актуально это для металлической сетки.
И последним из преимуществ можно считать тот факт, что станок точечной сварки при определенном уровне сноровки можно запросто собрать в домашних условиях.
Вернуться к оглавлению
Способы получения точечных сварных швов.
Если вы решили приобрести такой аппарат для собственного использования, необходимо в первую очередь определить сферу, в которой он будет эксплуатироваться.
Если станки для сварки нужны для бытового использования или использования в небольшой мастерской, тогда можно обратить внимание на аппараты, не столь дорогостоящие. И наоборот, если на станок будут возложены сложные задачи в больших объемах, тогда нет смысла экономить.
Станки для точечной сварки классифицируют по нескольким признакам.
По типу установки можно выделить три основных вида:
- Стационарные станки.
- Подвесные станки.
- Переносные сварочные станки.
Стационарные станки наиболее часто используются на крупных и среднего размера производствах. То есть там, где необходимо обеспечить высокую интенсивность работы.
Величина подаваемого тока прямо пропорциональна мощности аппарата. Чем больше эта величина, тем больше толщина деталей, которые можно соединять с помощью такого станка. Разные модели стационарных станков могут работать на различных электрических схемах и получать питание от разных источников. Привод системы сжатия устанавливается либо механический, либо пневматический.
Аппараты точечной сварки, предназначенные для стационарной установки, в большинстве своем обеспечивают сварку сразу с двух сторон детали. Как и станок холодной сварки.
Электрическая схема аппарата для точечной сварки.
В связи с тем, что интенсивность работы у такого агрегата довольно высокая, для предотвращения перегрева необходима установка охлаждающей системы.
Подвесные станки становятся частью конвейерных линий. Крайне часто используются в мастерских по ремонту автомобилей, так как приспособлены для эффективного выполнения большого спектра ремонтных работ, а также удобны в использовании благодаря своей мобильности.
Основные составные элементы такого станка это:
- сварочный трансформатор;
- блок, с помощью которого осуществляется управление режимов сварки;
- клещи.
Система привода клещей у аппаратов такого плана бывает как механической, так и пневматической. Это дает возможность снять часть нагрузки с оператора станка.
Мощность подвесного сварочного станка может колебаться в зависимости от того, с деталями какой толщины необходимо работать.
Переносные сварочные станки наиболее часто приобретаются для личного пользования. Стоимость их довольно невысокая, несмотря на то что по мощности они могут конкурировать с более дорогими аппаратами.
Среди переносных аппаратов выделяют два основных подвида: это клещи для точечной сварки ручного использования и инверторный аппарат.
Схема сварочного трансформатора.
Ручные клещи для осуществления точечной сварки — это аппарат небольшого размера и веса, с помощью которого можно соединить металлические детали небольшой толщины. Регулировка режимов сварки осуществляется с помощью встроенной системы управления в виде микропроцессора. Помимо автоматической регулировки, есть и ручная. Однако механизм, который отвечает за сдавливание деталей в аппарате такого типа, ручной. С его помощью можно создать давление около 150 кг.
Инверторный аппарат также имеет небольшие размеры и малый вес. Ток вырабатывается тиристорным генератором, а управление осуществляется микропроцессором, который дает возможность регулирования мощности и длительности импульса. Для того чтобы обеспечить питание такому аппарату, вполне достаточно просто подключить его к бытовой электросети.
Следующий принцип классификации — по типу питания станка. Выделяют такие аппараты:
Выделяют такие аппараты:
- Однофазные;
- Трехфазные;
- Инверторный станок точечной сварки;
- Конденсаторный станок.
Для станков, использование которых планируется в бытовых условиях, наиболее подходящими будут инверторный и конденсаторные типы питания. Именно их электрические схемы делают возможным минимальное воздействие на электрическую сеть, от которой идет питание.
По способу управления сварочным процессом выделяют:
- Станки с ручным управлением. Установка режима работы, напряжения сварочного тока и осуществление контроля за продолжительностью сварочного цикла проводятся вручную.
- Станки с автоматическим управлением. Такой тип управления в разы увеличивает производительность и сокращает количество возможного брака на выходе.
- Конструкция привода, который отвечает за сжатие деталей во время сварочного процесса, оказывает существенное влияние на качество полученного результата.

По типу привода механизма давления существуют:
- Ручной привод. Идеально подходит для сварочных работ, которые выполняются в бытовых условиях. Применение такого типа привода позволяет уменьшить стоимость станка в несколько раз.
- Пневматический привод. Такой тип привода обеспечивает наибольшее давление на свариваемые детали и дает возможность широкого диапазона регулирования давления.
- Механический привод. Наиболее часто используется в станках точечной контактной сварки.
- Гидравлический привод. Используется наиболее редко. В отличие от других типов привода для сжатия используется жидкость, а не воздух.
Иногда для соединения некоторых деталей лучше всего подойдет станок холодной сварки.
В любом случае выбор аппарата и его характеристик должен полностью зависеть от задач, поставленных перед ним, и условий, в которых предполагается эксплуатация станка.
expertsvarki.ru
Аппараты контактной сварки
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги.
Таким образом, технологический процесс представляет собой экстремальный нагрев поверхности металла электродом.
Технология контактной сварки кроме воздействия на поверхность металла электрическим током, также подразумевает воздействие давления на сварные кромки.
В строительной индустрии контактную сварку применяют для сваривания крестообразных стыков в арматуре или железных каркасов под бетон.
Экономичность и целесообразность данного вида сварки подтвердило его применение при сварке трубопроводов.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварок.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки. Подробнее об этом типе сварки читайте здесь.
Подробнее об этом типе сварки читайте здесь.
Весь технологический процесс укладывается в следующие рамки: две заготовки стыкуются между собой, при этом не стоит переживать из-за оксидных пленок, они уберутся под воздействием температуры от электрической дуги.
После этого на место стыка заготовок начинают воздействовать электрической дугой от электрода, образуется сварная ванна, которая под взаимным давлением заготовок друг на друга образует сварной диаметральный шов.
Кроме того при использовании автоматической точечной сварки заготовка подается к сварным электродам на специальных прокатных вальцах, по типу конвейера.
Чаще всего все производство автоматизировано и требует от сварщика лишь контроля и наблюдения за правильным технологическим процессом.
Оборудование для контактной сварки
Технологически все оборудование для контактной сварки разделяют на машину и контактный сварочный аппарат.
Читайте также: Разновидности современных сварочных аппаратов
Так же их подразделяют:
- по методу соединения металлов – притирка или оплавление;
- по механизму подачи сварочного электрода в автоматическом суппорте – винтовая подача, рычажная, карусельная;
- по устройству зажимов сварочных заготовок – винтовые, тисочные, прищепки;
- по видам монтажа машины подразделяют на стационарные и переносные.

Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока. Как подобрать сварочную проволоку читайте на нашем сайте.
Узнать о сварке алюминия можно здесь.
Машины контактной точечной сварки оснащаются двумя электродами – катодом и анодом, относительно которых закрепляются сварные заготовки. Так же следует понимать, что время проваривания шва в каждой точке зависит от характеристик металла заготовки.
Как правило, наименьший период времени занимает приваривание в точках на цветных металлах.
Роликовая машина для контактной сварки предполагает соединение деталей непрерывным швом за счет пропускания тока через свариваемые детали.
После того, как заготовка подана в рабочую зону, где должен быть осуществлен прожиг срабатывает фотонная защита, то есть сварка работает только с тем участком, с которым необходимо, так как фотонные поля не пропускают электрическую дугу, не позволяя ей заискрить и испортить “чистую” зону заготовки.
Контактный сварочный аппарат
Контактные сварочные аппараты основаны несколько на другом принципе работы, аппараты оснащены конденсаторами, то которых при мгновенной разрядке передается на катод и принимается анодом.
В этот момент возникает широкополосная электрическая дуга большой мощности тока.
Аппараты контактной сварки подразделяют по следующему типу:
- по характеру их мобильности – на передвижные и стационарные;
- по степени универсализации – для работы с цветным металлом и тонким листовым металлом, ювелирной фольгой;
- многофункциональные сварочные станки с возможностью перестановки роликов;
- с одним рядом роликов и сдублированным;
- по способу обращения роликов — аппарат контактной точечной сварки с приводом на 1 ролик, на 2 ролика, с единственным верхним роликом, двигающимся по неподвижной консоли, опять же с одним роликом, а также перемещающейся нижней оправкой;
Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Что же из себя представляет контактная сварка читайте в публикации.
Что же из себя представляет контактная сварка читайте в публикации.
О ремонте сварочных аппаратов, в том числе контактных, читайте здесь.
Контактные сварочные аппараты широко применяются на полуавтоматических заводах по производству автомобилей и военной техники.
Контактная точечная сварка легко автоматизируется, так как точечная сварка относится к роду высокоточных сварочных работ большой четкости.
Многоточечная машина контактной сварки
Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий.
Читайте также: Выбор сварочного аппарата для дома
Такие машины применяют в том случае, когда требуется дополнительные наплавки на шов, например в технологических трубопроводах, которые работают под давление свыше 100 Атмосфер.
Многоточечные машины работают в двух технологических режимах:
- с прерывистой подачей тока, для того, чтобы прокладывать наплавки по коротким швам для кратковременных отключений электрической дуги;
- с непрерывной подачей тока для постоянства дуги, когда надо проложить единый шов относительно сварных поверхностей.

Сварочные аппараты для контактной сварки отличаются высоким КПД и надежностью.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. О полуавтоматической сварке читайте подробнее.
О применении метода точечной сварки для кузовов и мелких деталей читайте здесь.
Читайте также:
- Контактная сварка Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей.Принцип работы контактной сварки – […]
- Газовая сварка Газовая сварка — соединение металлов путем образования сварочных ванн при нагревании поверхностей металлов пламенем высоких температур, которое […]
metallmaster.org
Машины контактной сварки — задачи и разновидности
Очень часто на крупных производствах установлены специальные машины контактной сварки, работа которых основана на принципах самой обыкновенной сварки, но в данном случае рабочий процесс производится под определенным давлением.
Ручной универсальный прибор контактной сварки представляет собой достаточно мобильное устройство, которое используется, в том числе, и в условиях дома.
В свою очередь, машина для выполнения контактной сварки представляет собой достаточно громоздкий станок, который нашел широкое применение в самых разных сферах промышленности.
Данный агрегат используется для сварки своими руками арматуры, различных металлических деталей, а также многих других материалов из металла.
Данные машины выпускаются отдельно для шовной стыковой сварки и точечной. Несмотря на относительную схожесть агрегатов двух типов — стыковой и точечной сварки, между ними есть ряд существенных различий.
Основной принцип работы машины, предназначенной для контактной стыковой сварки арматуры и других металлических заготовок, заключается в выполнении шовной сварки под определенным давлением.
Выполнять сварочные соединения своими руками на сварочных машинах достаточно просто, притом, что ее производительность в несколько раз выше, чем у ручной контактной сварки.
Получаемое сварное соединение имеет аккуратный вид и обладает высоким качеством.
Основные понятия
Машины для сварки используются как для стыковой шовной сварки, так и для точечной по принципу споттер.
Рабочий процесс такой универсальной машины состоит в том, что за счет образуемого давления, непосредственно в месте крепления материалов образуется мост между кристаллическими решетками стыкуемых заготовок.
Существует несколько различных стыковых приемов, которые способны активировать образование данных мостов.
В первую очередь, их сформировать можно за счет ультразвукового воздействия, которое преобразуется в колебания механического типа, после чего производится сильное сжатие скрепляемых деталей.
Кроме этого, формирование такого моста можно добиться за счет трения поверхностей заготовок друг о друга и после того, как они хорошо разогреются с определенным усилием, их сдавливают между собой.
Объединить кристаллические решетки между заготовками можно и при помощи сдавливания, которое вызовет пластическую деформацию рабочих поверхностей.
Видео:
Образование моста происходит и при нагревании заготовок при помощи газовой горелки и последующим их сжатием между собой.
В машинах, предназначенных для контактной сварки, образование моста происходит путем разогрева рабочих зон электрическим током и последующим их сильным сдавливанием, так называемый метод споттер.
Все сварочные машины, которые предназначены для выполнения контактной сварки своими руками методом споттер, для разогрева поверхностей двух различных металлических заготовок используют электрический ток.
После того как детали нагреются до заданной температуры, происходит их опрессовка, вследствие которой и получается сварочный шов высокого качества исполнения.
Данный метод получения сварочного соединения под давлением достаточно широко востребован, так как позволяет выполнять работу с металлическими поверхностями самых разных видов.
Следует отметить и то, что управление процессом шовной сварки на специальной машине производится своими руками со специального пульта.
При этом оператор обязательно должен контролировать весь ход выполняемых работ. По производительности машины для контактной сварки в несколько раз превосходят ручные аппараты.
При этом они имеют более сложное устройство и большие габариты, что исключает их использование в условиях дома.
Разновидности машин
Для выполнения контактной сварки своими руками используются машины различных модификаций, а соответственно, и с разным функциональным набором.
Между тем, все они работают по одному и тому же принципу.
При выполнении шовной стыковой или точечной сварки изначально металлические заготовки разогреваются до необходимой температуры при помощи электрического тока.
Видео:
Так как при этом образуется достаточно высокое сопротивление, металлические поверхности раскаляются практически докрасна, после чего происходит их сильное сжатие.
В момент сжатия давлением в кристаллических решетках обоих металлических деталях образуется одновременно несколько мостов, которые способны эффективно удержать стыкуемые между собой заготовки.
Сварочные машины обладают достаточно высокими показателями по мощности, которые способны обеспечить их высокую производительность и качественный сварной шов в месте стыка металлических заготовок.
Существует несколько различных разновидностей приемов, которые используются в сварных машинах для получения качественного соединении.
Выбор того или иного приема зависит, главным образом, от формы и площади разогреваемой рабочей зоны.
Наиболее распространенным технологическим приемом, который используется в сварных машинах для сварки арматуры и других металлических заготовок, является точечный по методу споттер.
Машина контактной точечной сварки за один свой рабочий проход может формировать одновременно несколько точек, что только увеличивает качество шва.
Есть машины, способные формировать шов рельефного типа.
В этом случае соединение методом споттер производится в некоторых отдельных точках, которые на небольшом расстоянии возвышаются над общей металлической поверхностью.
Можно встретить машины для шовной сварки арматуры и других металлических заготовок методом споттер. В этом случае соединение образуется за счет наплыва друг на друга сразу нескольких точек.
Метод шовной сварки своими руками на сварочной машине напоминает точечный. Различие состоит в используемых для этого электродах, которые имеют форму доскообразных вальцов.
Кроме этого, достаточно часто используют сварочные машины для стыковой сварки методом споттер.
При использовании метода стыковой сварки рабочие плоскости металлических деталей образуют как бы единую точку в месте соединения.
За счет стыковой сварки соединение заготовок производится по всей рабочей площади.
Метод точечной сварки
Используемые машины для точечной сварки своими руками методом споттер могут быть нескольких различных типов, а именно: ручного, стационарного, а также специализированного или подвесного.
Выполнять соединение арматуры или металлических заготовок они могут либо за счет однократного контакта, либо за счет многоточия.
Видео:
Конечно, многоточечная машина контактной сварки имеет более высокий потенциал работы и отличается большим набором самых разных функций, однако и другие станки достаточно производительны.
Аппарат данного типа в обязательном порядке состоит из специального генератора тока, электродов стержневого типа, а также гидравлического привода, который обеспечивает необходимое усилие при соединении разогретых металлических поверхностей.
Многоэлектродная машина может выполнять одновременно несколько соединительных точек на поверхности арматуры и обеспечивать их оптимальное сжатие.
Следует отметить, что наибольшим спросом пользуется многоэлектродная контактная машина, которая способна сформировать одновременно несколько точек на поверхности арматуры или какого-либо другого металла.
При этом для того, чтобы шов получился по-настоящему качественным, необходимо, чтобы она могла генерировать высокую плотность тока.
Такие машины могут выпускаться только стационарного типа, при этом они имеют достаточно высокую производительность при образуемом высокоэффективном сварном соединении.
Станок для стационарной сварки
В некоторых случаях для соединения арматуры, а также многих других материалов из металла своими руками, используют контактные станки стыкового типа.
В этом случае есть определенные ограничения для осуществления стыковки металла, которые заключаются в ограничениях по площади скрепляемых поверхностей, которые не должны превышать двухсот квадратных миллиметров.
Такой аппарат выпускается только в стационарном исполнении и обязательно состоит из специальных фиксаторов, блока центрирования, а также генератора тока и гидравлического пресса, способного обеспечить необходимое прижимное усилие рабочих металлических поверхностей.
В аппаратах данного класса должен обязательно использоваться такой трансформатор, который сможет обеспечить огромную силу тока.
Управление станком этого класса осуществляется вручную при помощи специальной панели.
Видео:
Специальные контактные станки в наше время выпускаются в самых разных модификациях и способны обеспечить максимально эффективное соединение металлических поверхностей.
Данные устройства имеют преимущественно стационарное исполнение.
Их основной принцип действия заключается в сильном сжатии нагретых до заданной температуры металлических поверхностей самых разных видов.
Данные станки отличаются высокой производительностью и достаточно простым принципом управления, освоить который сможет каждый.
Сделать аппарат контактной сварки своими руками достаточно просто. Об этом вы сможете прочитать на нашем сайте.
rezhemmetall.ru
Принцип контактной сварки
Одной из основных разновидностей сварки с использованием давления является контактная сварка, относимая к термомеханическому классу. Процесс нагрева в ней осуществляется теплом, выделяемым от пропускания электрических токов через контактирующие части соединения. Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
В ходе контактной точечной сварки принудительное формирование межатомных связей в кристаллических решетках контактирующих металлов способствует образованию сварного шва. Под действием тока с высокой плотностью в местах соприкосновения металлы заготовок нагреваются с переходом в термопластическую форму либо оплавление. От постоянного сдавливания разогретых изделий образуются дополнительные области контакта. В ходе процесса их становится все больше до окончательного сближения, то есть сварки.
Принципиальной схемой контактной сварки предусмотрено осуществление операций в три стадии. Они включают начало физического контактирования свариваемых деталей, образование химических связей в кристаллических решетках материалов и продолжение происходящих реакций на границах кромок до получения соединения. Первая стадия работы машины контактной сварки способствует сближению атомов соединяемых поверхностей. При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
Одновременно начинается межатомное взаимодействие материалов. На второй ступени при соединении электронных оболочек создаются химические реакции, способствующие формированию сварного соединения. В ходе третьей стадии сварки на контактирующих границах деталей происходит взаимное диффузное проникновение атомов. Оно вместе с попутными реакциями, протекающими в зоне сварки, оказывает деформирующее действие на металл формируемого шва и прилегающие участки.
Оборудование для контактной сварки
Контактную сварку, цена которой сегодня доступна всем, производят с помощью специальных машин. Механической составляющей этого оборудования служат узлы с механизмами, способствующие созданию требуемого давления для сжимания соединяемых изделий. Электрическую часть данного оборудования составляют сварочный трансформатор, переключатель (регулятор) контактной сварки, прерыватель сварочного тока, токопроводящие элементы.
Машины разделяют по видам осуществляемых ими швов на стыковые, шовные либо точечные. По конструкциям аппараты контактной сварки схожи между собой. Аппараты для выполнения шовных соединений добавочно снабжены приводом, вращающим электроды. Оборудование, применяемое в стыковой сварке, имеет особый привод сближения заготовок с определенной скоростью: малой – для оплавки, большей – для осаждения.
Питают данные аппараты переменными трансформаторными токами. Первичная обмотка таких трансформаторов для контактной сварки подключается к электросетям 220-380 В. Она состоит из секций, что требуется для переключения уровня мощности посредством корректировки количества работающих витков. Один-два витка с напряжением 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Необходимостью регулярных включений и отключений тока в ходе работ обусловлено применение специальных прерывателей. Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием. Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования. А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием. Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования. А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
При сжатии деталей между электродами машины контактной сварки мт необходимы особые устройства давления. Сжиманию изделий в них способствуют приводы: электромеханический, пружинный, гидравлический, пневматический. Реже используется привод ручной, целесообразность его применения доказана для стыковых, точечных станков контактной сварки, имеющих небольшую мощность.
Аппараты точечной сварки эффективны для обработки заготовок малых толщин. Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
м 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Из-за хорошей производительности, благодаря простоте выполнения все виды контактного оборудования получили широкое распространение в промышленном производстве, особенно в автомобилестроении. Этот способ сварки лежит в основе технологического процесса кузовных работ. Эффективны как стационарные установки, особые стенды, так и подвесные клещи для контактной сварки. Выбор машины зависит от характеристик металлов, сварных соединений, типов профилей обрабатываемых материалов, по ним практически нет ограничений, будь то контактная сварка арматуры, труб, цепей либо рельсов.
Проведение сварки контактным способом возможно как с помощью расплавления материала, так и без него. В последнем варианте соединение достигается деформацией материала с физическим взаимодействием свариваемых поверхностей, вследствие чего образуется их общая структура. В другом случае происходит смешивание расплавов с пластической деформацией впоследствии кристаллизующегося металла. Аппарат контактной точечной сварки позволяет это делать на ограниченном участке, а стыковая сварка методом оплавления предполагает отчасти вытеснение расплава.
На характеристики металла швов и свойства сварных соединений оказывают существенное влияние скорости нагревания, пластического деформирования и охлаждения. С повышением скорости выше бывает прочность и твердость соединения. Если последний показатель удовлетворителен, а первый недостаточен, изделие подвергают термообработке для достижения необходимых эксплуатационных свойств. Местную термическую обработку участка соединения можно производить непосредственно в сварочном аппарате контактной сварки.
Похожие статьи
Строительные, монтажные, ремонтные и прочие виды работ часто не обходится без применения газовой сварки. Она осуществляется с помощью газообразного кислорода, который находится в специальном баллоне, редукторов, газовой горелки с рукавами для… |
Сварочный выпрямитель это аппарат, который преобразует ток от сети в рабочее напряжение, высокого уровня, применяемое при сварочных работах. Существует множество… |
Непосредственно процессу сварки предшествует подготовка соединяемых деталей — их собирают при помощи специального приспособления и нагревают в вакуумной среде до необходимой температуры. Давление в процессе диффузоионной сварки оказывает важное… |
Основным узлом сварочного оборудования, используемого в процессе полуавтоматической сварки, является горелка. Она обеспечивает подачу сварочной проволоки с флюсами и защитных газов в зону соединения деталей. |
 Открытие газового клапана, как правило, также происходит с помощью…
Открытие газового клапана, как правило, также происходит с помощью…Ее устойчивое горение в процессе дуговой сварки обеспечивается поступательными движениями конца электрода вдоль своей оси в ходе его расплавления. Электрод может перемещаться вдоль соединительного шва в разных направлениях, как вперед к заготовке, так и поперек …… |
Главная трудность в процессе сварки титана дуговой сваркой — это защита металла от воздействия высоких темеператур — он нагревается выше 400 градусов. В целях уменьшения затрат энергии и сокращения зоны термического воздействия, исключения пор в швах и для повышения защиты титана от воздействия воздуха при сварочных работах… |
promplace.ru
Оборудование и станки | Для арматурного цеха и формовочного производства заводов ЖБИ, машины контактной сварки PAL RLM, оборудование для заборов 3D под ключ 3DRDN WLF, сваенавивочные линии SNM, станки SPO
Оборудование и станки для
обработки проволоки и арматуры
Контактная точечная сварка на ручной линии сварки сетки, автоматических и полуавтоматических многоэлектродных сварочных машинах
Наше предприятие реализует линии для изготовления сварной кладочной сетки из проволоки. Мы разрабатываем машины, способные составить достойную конкуренцию продукции европейских компаний. При этом оборудование для производства сварной сетки от RODEN имеет более выгодную стоимость (в среднем оно в 1,5 раза дешевле аналогов) и разработано с учётом требований именно российского потребителя.
Мы разрабатываем машины, способные составить достойную конкуренцию продукции европейских компаний. При этом оборудование для производства сварной сетки от RODEN имеет более выгодную стоимость (в среднем оно в 1,5 раза дешевле аналогов) и разработано с учётом требований именно российского потребителя.
Автоматическая линия и полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков.
Автоматическая контактная сварка способна обеспечить высокие темпы производства, большие объёмы выпускаемой продукции и строгий контроль качества. Однако добиться подобных результатов можно только при условии использования надёжной линии. Оборудование для производства сварной сетки от Завода RODEN полностью отвечает данному требованию. Оно станет отличной базой для организации рентабельного производства, приносящего стабильную прибыль.
В ассортименте продукции RODEN можно подобрать сварочное оборудование для бизнеса любого масштаба: от начинающей металлобазы до крупного промышленного предприятия. В наличии – линии с разными техническими особенностями.
В наличии – линии с разными техническими особенностями.
Автоматический станок многоконтактной точечной сварки – машина для производства сварной сетки из поставляемой в бухтах металлической проволоки. Линия позволяет наладить непрерывное производство сетки с размерами ячейки, которые задаются через программное обеспечение.
Полуавтоматическая линия многоточечной сварки формирует сетку из заранее нарезанной проволоки. Длина сетки определяется длиной продольных прутков, а ширина может варьироваться в пределах сварочного портала. Нарезка проволоки под размер выполняется на правильно-отрезном станке. Готовые прутки автоматически поступают в зону сварки. Таким образом, с помощью данной машины можно изготавливать сетку в больших объемах, совмещая различные диаметры проволоки.
В каталоге продукции RODEN представлены машины для сварки арматурных тяжелых сеток и плоских каркасов. Вы можете подобрать оборудование под определённые цели своего бизнеса и бюджет.
Ручная сварочная линия сварки строительной и арматурной сетки.
Это неприхотливое в эксплуатации и обслуживании, долговечное оборудование имеет простую конструкцию и демократичную стоимость. Именно ручные сварочные линии мы советуем заказчикам, которые только начинают свой бизнес. Станки способны удовлетворить производственные нужды нового цеха на предприятии ЖБИ или небольшой металлобазы. Они считаются бюджетной заменой машин многоточечной сварки сеток. Ручные линии используют для производства сетки на продажу и для собственного предприятия.
В настоящее время среди станков Завода RODEN самой популярной моделью считается RLM-2. Её ключевые особенности: автоматизированный протяг сетки и опускание рамы, программное управление процессом сварки. Производительность – 35 сварок в минуту.
Сваенавивочные станки, автоматические машины навивки каркасов свай
Объёмные арматурные каркасы (в первую очередь железобетонные сваи) применяются при строительстве железобетонных и монолитных конструкций. Сваи усиливают прочность конструкций, помогают им выдерживать высокую нагрузку. Наличие объёмной арматуры предупреждает появление трещин, деформацию. Кроме того, за счёт каркасов уменьшается вес конструкции, сокращается расход сопутствующих материалов.
Наличие объёмной арматуры предупреждает появление трещин, деформацию. Кроме того, за счёт каркасов уменьшается вес конструкции, сокращается расход сопутствующих материалов.
Производство сетчатых заборов и ограждений 3D
Сегодня сетчатые сварные системы ограждений становятся всё более востребованными на строительном рынке. Такие конструкции стали альтернативой «глухим» заборам из камня, профильного листа и других материалов. 3D ограждения имеют небольшой вес, что упрощает их транспортировку и монтаж. Металлические секции сварной сетки устанавливаются на опоры без помощи габаритной спецтехники. Заборные секции ограждений из сварной металлической сетки не мешают обзору территории, но при этом отлично защищают участок от несанкционированных проникновений. Установка сварных заборов разрешена даже в районах с повышенной сейсмоопасностью. Дополнительный запас прочности конструкциям обеспечивают рёбра жёсткости. Сварные секции покрывают полимерным составом, что положительно влияет на их срок службы, а также придаёт изделиям эстетичный вид. Для запекания краски используют печь полимеризации.
Для запекания краски используют печь полимеризации.
Правильно-отрезные станки и машины перемотки проволоки из бухт
Правильно-отрезные станки обеспечивают автоматическую размотку проволоки из бухты, её правку, подачу и резку под размер. Правка выполняется с помощью вращающейся правильной рамы. Проволока выпрямляется за счёт давление фильеров, изготовленных из высокопрочного материала – вольфрам-кобальта. За подачу проволоки отвечают приводные ролики. Правильно-отрезные станки от Завода Строительного Оборудования RODEN имеют высокие показатели качества правки и точность реза. Эти важные технические характеристики достигаются благодаря надёжной электронике и тонкой настройке алгоритмов…
Демистификация технологии контактной точечной сварки
Большинство средств управления контактной сваркой не имеют показаний сварочного тока и усилия. Поэтому хорошей идеей будет приобрести специализированный портативный амперметр и датчик силы для контактной сварки.
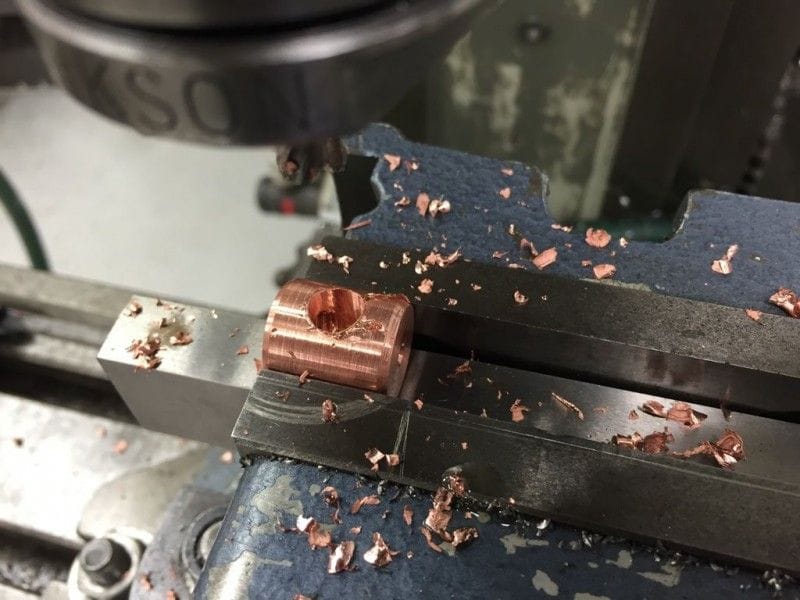
Точечная сварка сопротивлением выглядит простой и легкой до тех пор, пока сварные швы не разваливаются, и в этот момент процесс внезапно приобретает совершенно новый уровень важности.
Однако успех точечной сварки не обязательно должен быть неуловимым и загадочным.
В отличие от дуговой сварки, при которой образуется валик, который можно легко осмотреть визуально, точечные сварные швы могут выглядеть нормально, но все равно развалятся, потому что они не проварились должным образом. Однако это не вина процесса. Это может быть признаком того, что ваш аппарат для точечной сварки слишком мал для данного применения или неправильно настроен.
Несмотря на то, что для некоторых задач может подойти небольшая легкая машина, вы должны быть полностью информированы, чтобы знать, что вы получаете, прежде чем делать инвестиции.
Точечная сварка сопротивлением уникальна тем, что это высокоскоростной метод соединения металлов без добавления присадочного металла. Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока. Правильная сила зажима также является важной переменной, поскольку она помогает определить сопротивление.
Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока. Правильная сила зажима также является важной переменной, поскольку она помогает определить сопротивление.
При правильном применении контактная точечная сварка является самым быстрым, прочным и наименее дорогим методом соединения листового металла. Однако, несмотря на то, что точечная сварка используется в производстве уже более 100 лет, она до сих пор недостаточно изучена за пределами автомобильной промышленности.
Несмотря на то, что процесс выглядит простым, вы должны понимать многочисленные переменные и способы корректировки каждой из них для достижения желаемого результата — кованого соединения, которое прочнее основного металла.
Точечная сварка сопротивлением имеет три основных параметра, которые необходимо правильно настроить. Эти переменные можно запомнить как FCT:
Эти переменные можно запомнить как FCT:
1. Сила – усилие ковки
2. Ток – количество используемых сварочных ампер
Точечная сварка сопротивлением выглядит простой и легкой до тех пор, пока сварные швы не разваливаются, и в этот момент процесс внезапно приобретает совершенно новый уровень важности.
3. Время — продолжительность протекания тока
Неполное понимание того, насколько важны эти переменные и как они соотносятся друг с другом, может привести к получению слабых, некрасивых сварных швов. К сожалению, в этих проблемах часто обвиняют сам процесс, что заставляет мастерские заменять более медленные и дорогие методы соединения металлов, такие как дуговая сварка, клинчинг, клепка и клей.
Выбор подходящей машины и системы управления
Выбор подходящей машины для контактной точечной сварки и системы управления может запутать владельца магазина, поскольку доступно очень много марок и диапазонов цен. В дополнение к обычно используемым аппаратам для контактной сварки на переменном токе теперь доступны среднечастотные модели для сварки постоянным током и конденсаторным разрядом.
В дополнение к обычно используемым аппаратам для контактной сварки на переменном токе теперь доступны среднечастотные модели для сварки постоянным током и конденсаторным разрядом.
Электронные элементы управления, устанавливаемые на аппарат для контактной сварки, часто имеют другую марку и выбираются отдельно. В дополнение к управлению временем сварки и силой тока, большинство современных моделей управления теперь включают функции цифрового программирования, которые ранее были дорогими опциями, такие как нарастание и пульсация. Некоторые даже предлагают обратную связь и мониторинг процесса сварки в качестве встроенных функций.
КВА Номинальная мощность
Сегодня в США продается много импортных аппаратов для точечной сварки, но лишь немногие из них соответствуют спецификациям Союза производителей контактной сварки в тяжелых условиях (RWMA) по силе тока и мощности.
Некоторые аппараты сравниваются по размерам и параметрам в соответствии с их номинальной мощностью в киловольт-амперах (кВА), тепловой номинальной мощностью, которой производители сварочных аппаратов могут манипулировать для увеличения возможностей своих аппаратов, что вызывает путаницу у покупателей.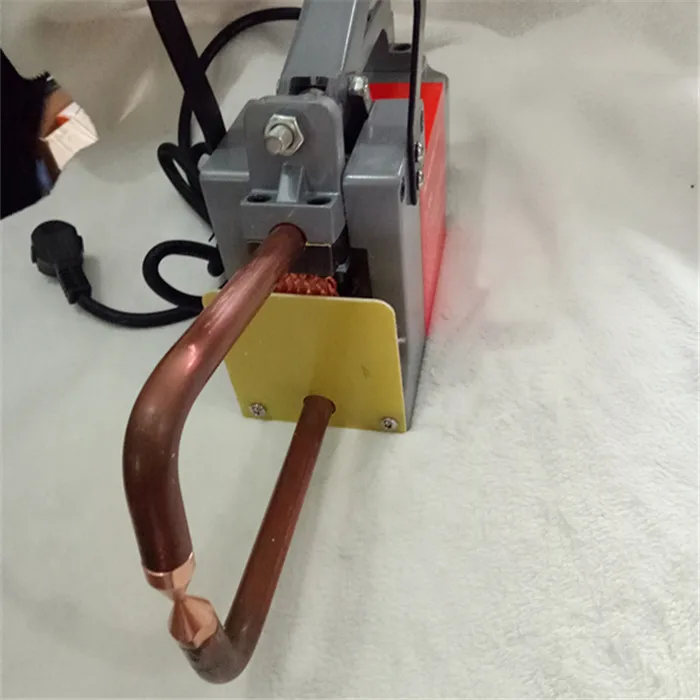
Промышленные стандарты RWMA требуют, чтобы машина для точечной сварки имела трансформатор с номинальным рабочим циклом 50%. Рабочий цикл измеряет процент времени, в течение которого трансформатор может проводить ток в течение одной минуты интегрирования без перегрева. Это значение используется для того, чтобы гарантировать, что электрические компоненты не превышают свои тепловые возможности. Однако, чтобы сбить с толку покупателя, некоторые производители машин оценивают свои трансформаторы всего на 10%, что более чем вдвое увеличивает номинальную мощность в кВА.
Кроме того, значение KVA часто имеет мало общего с фактическими возможностями аппарата для точечной сварки. Доступный выходной ток вторичной сварки сильно зависит от длины плеча аппарата (глубины горловины), вертикального зазора между плечами и вторичного напряжения трансформатора.
Как и давление воды, вторичное напряжение трансформатора должно быть достаточно высоким, чтобы вторичная сварочная сила тока выходила из трансформатора и проходила через медные рукава сварщика и электроды для точечной сварки (наконечники).
Трансформаторы для точечной сварки обычно имеют вторичный выход только от 6 до 8 В, и если для вашего сварочного процесса требуется аппарат для глубокой сварки с длинными плечами, вам, вероятно, потребуется трансформатор с более высоким номинальным вторичным напряжением, чтобы преодолеть индуктивность большого вторичная петля.
Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока.
Это особенно важно, если места сварки требуют глубокой загрузки детали в горло машины. Сталь в горловине разрушает магнитное поле между руками и лишает машину доступных сварочных токов.
Да пребудет с вами сила ковки!
Сила ковки при сварке обычно создается с помощью пневматического цилиндра. Например, на машине с коромыслом доступное усилие сварки зависит от отношения длины рычага к расстоянию от пневматического цилиндра или ножного рычажного механизма до точки опоры. Другими словами, если короткие плечи заменить длинными, доступное усилие сварки существенно уменьшится.
Другими словами, если короткие плечи заменить длинными, доступное усилие сварки существенно уменьшится.
Машины с ножным управлением требуют, чтобы оператор нажимал на механическую ножную педаль, чтобы закрыть электроды. Из-за ограниченного усилия оператора эти машины редко создают усилие ковки, необходимое для выполнения наиболее желательных требований к точечной сварке класса А.
Точечная сварка класса А имеет самую высокую прочность и самый привлекательный внешний вид. Эти оптимизированные результаты достигаются путем настройки аппарата на относительно высокую вторичную силу тока, короткое время сварки и надлежащее усилие.
Важно отметить, что сила сварки должна быть в правильном диапазоне. Слишком низкое значение усилия может привести к выдавливанию металла и образованию глубоких вмятин, рваных точечных сварных швов. А слишком высокое значение снижает сопротивление в месте соединения, что снижает прочность и пластичность сварного шва.
Выбор правильного графика сварки
Таблицы, в которых перечислены настройки машин классов A, B и C для металла различной толщины, включены в такие справочники, как «Руководство по контактной сварке» RWMA, пересмотренное 4-е издание.
Несмотря на относительно высокую прочность, сварные швы класса C часто считаются неприемлемыми из-за большой зоны термического влияния (ЗТВ) в результате увеличения времени сварки.
Например, характеристики точечной сварки класса А для двух кусков чистой низкоуглеродистой стали 18-го калибра составляют 10 300 ампер при сварке, 650 фунтов. силы сварки и 8 циклов времени сварки. (Один цикл составляет всего 1/60 секунды, поэтому восемь циклов — это очень быстро.)
График сварки класса C для той же комбинации сталей: 6100 ампер, 205 фунтов. силы и целых 42 цикла сварочного тока. Это увеличенное время сварки, превышающее полсекунды, может привести к перегреву электродов, созданию чрезвычайно большой ЗТВ и, в конечном итоге, к перегоранию сварочного трансформатора.
По сравнению со сварным швом класса А предел прочности при сдвиге одиночного точечного сварного шва класса С снижен только с 1820 фунтов. до 1600 фунтов, но изделия выглядят намного лучше с привлекательным сварным швом класса А с малой маркировкой, выполненным с помощью машины для точечной сварки подходящего размера. Кроме того, в условиях производственной линии сварные наггетсы класса А будут неизменно прочными, а срок службы электрода будет намного дольше.
Кроме того, в условиях производственной линии сварные наггетсы класса А будут неизменно прочными, а срок службы электрода будет намного дольше.
Инвестиции в инструменты для настройки
Загадочность процесса добавляет тот факт, что в большинстве средств управления контактной сваркой отсутствуют показания силы тока и силы сварки. Поэтому, чтобы правильно отрегулировать эти важные переменные, рекомендуется инвестировать в специализированный портативный амперметр и датчик силы для контактной сварки.
Управление сваркой — сердце системы
Каждый раз, когда вы выполняете точечную сварку, ее качество и стабильность зависят от контроля контактной сварки. Старая технология управления может не обеспечивать одинаковое значение времени и тепла для каждого сварного шва. В результате вам нужно будет проводить непрерывные разрушающие испытания прочности сварного шва, чтобы убедиться, что ваш сварочный отдел не производит сварные швы su-par.
Обновление системы управления контактной сваркой — это наиболее экономичный способ привести вашу операцию контактной сварки в соответствие со стандартами качества, сварка за сваркой.
Для максимально эффективной точечной сварки рассмотрите возможность установки новой системы управления сваркой со встроенным контролем силы тока и силы электрода для каждого сварного шва в режиме реального времени. Некоторые из этих элементов управления даже позволяют задавать график сварки непосредственно в амперах, в то время как функция программируемого воздуха элемента управления устанавливает желаемое усилие сварки. Кроме того, некоторые из этих современных средств управления работают по замкнутому контуру, чтобы обеспечить однородность сварных швов даже при изменении материала и напряжения в цеховой линии.
Важность водяного охлаждения
Компоненты аппарата для точечной сварки должны иметь надлежащее водяное охлаждение для обеспечения качественной сварки и длительного срока службы электрода во время производственных циклов. В некоторых магазинах используются небольшие неохлаждаемые рециркуляторы воды радиаторного типа, которые в лучшем случае могут подавать воду с температурой, близкой к комнатной.![]() Эти рециркуляторы могут негативно повлиять на производительность, когда наконечники для точечной сварки разрастаются от тепла и требуют ремонта или замены несколько раз в смену.
Эти рециркуляторы могут негативно повлиять на производительность, когда наконечники для точечной сварки разрастаются от тепла и требуют ремонта или замены несколько раз в смену.
Поскольку идеальная температура воды для аппаратов для контактной сварки составляет от 55 до 65 градусов по Фаренгейту (или выше преобладающей точки росы для предотвращения образования конденсата), лучше всего подключать аппарат к автономному охладителю/рециркулятору охлажденной воды. При правильном размере охладители охлаждают электроды и другие компоненты сварочного аппарата, что значительно увеличивает количество сварных швов, выполняемых между зачисткой или заменой электрода.
Исследования показали, что можно выполнить 8000 сварных швов из низкоуглеродистой стали или 3000 сварных швов из оцинкованной стали без зачистки или замены электродов.
Все еще нужна дополнительная информация?
Обращайтесь к квалифицированному дилеру за помощью в выборе и обслуживании аппаратов для контактной сварки.
Хотите узнать больше? Американское общество сварщиков (AWS) имеет несколько публикаций по контактной сварке, которые можно приобрести. Кроме того, AWS и другие организации предлагают учебные курсы, на которых обучают основам процесса контактной сварки.
Кроме того, AWS предлагает сертификат сертифицированного специалиста по контактной сварке, который присуждается после сдачи экзамена с несколькими вариантами ответов на 100 вопросов на знание процесса контактной сварки.
Глоссарий по точечной сварке — электроды RW
Делиться:
#
А
Аккумулятор
Резервуар для хранения воздуха, установленный на машине контактной сварки, который обеспечивает постоянное давление воздуха независимо от колебаний в системе подачи воздуха.
Аппарат точечной сварки ACME
Известное имя в области машин для точечной сварки. Самые известные и популярные аппараты контактной сварки производства США.

Воздух над маслом
Система, которая преобразует стандартное рабочее давление в высокое сварочное усилие в компактном сварочном пистолете.
Ампер
В сварке сопротивлением электрическая единица измерения, отображающая требуемую интенсивность сварки.
Отжиг
При сварке сопротивлением для медленного охлаждения основных металлов на границе сварки с использованием более низкого вторичного нагрева, чтобы устранить растрескивание и хрупкость в сварном соединении или вблизи него.
Б
Резервный электрод
Обычно используется для «косметических» или «безмаркевых» сварных швов. Большой плоский электрод, который вступает в контакт с внешним основным металлом во время процесса сварки, чтобы обеспечить обратный путь для сварочного тока. Конечным результатом является почти невидимая точечная сварка
Сварка встык
Соединение двух проводов, конец в конец, для создания непрерывного гидравлического соединения
С
Пистолет C
Сварочный пистолет с фиксированным вспомогательным устройством в форме буквы «С».
 Сила сварки передается непосредственно от подвижного электрода к неподвижному электроду
Сила сварки передается непосредственно от подвижного электрода к неподвижному электродуКолпачковый электрод
Электрод, используемый в производственной среде сварки. Требуется хвостовик
Каскад
При сварке сопротивлением для запуска более одного сварочного трансформатора в одной последовательности сварки с использованием нескольких SCR
Сварной шов по окружности
Сварное соединение по окружности двух или более перекрывающихся основных металлов
Медь класса I
Медь-Цирконий
Медь класса II
Медь-хром, наиболее часто используемый в качестве основного материала электрода для сварки низкоуглеродистой или высокоуглеродистой стали
Медь класса III
Медь-хром-бирилий, используемый в качестве основного материала электрода, где присутствуют высокие усилия сварки
Замкнутый контур обратной связи
Обычно используется при контактной сварке постоянным током на средних частотах.
 Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединения
Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединенияУгол проводимости
Функция управления контактной сваркой переменным током. Точный момент времени при определенной амплитуде входящего синусоидального сигнала с частотой 50 или 60 Гц, при котором SCR начинает проводить для создания требуемой силы сварочного тока
Постоянный ток
Тип обратной связи с замкнутым контуром, при котором вторичный сварочный ток остается постоянным независимо от изменений сопротивления материала, индуктивных потерь (деталь входит в глубину горловины) или колебаний сетевого напряжения
Расходный материал
Обычно электрод. Компонент «одноразового использования» аппарата для контактной сварки
Косметическая сварка
Точечная сварка, при которой в процессе соединения возникает очень небольшая маркировка или деформация
Токосъемная головка
Сварочная головка сопротивления высочайшего качества, обеспечивающая наиболее постоянный метод передачи сварочного тока от неподвижного элемента к вращающемуся
Д
Мембранный сварочный цилиндр
Воздушный цилиндр, используемый в критической точечной сварке сопротивлением и сварке с выступом.
 По сравнению со стандартными пневмоцилиндрами с поршневыми чашками, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением чашки на отверстии цилиндра
По сравнению со стандартными пневмоцилиндрами с поршневыми чашками, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением чашки на отверстии цилиндра.
Дифференциальное давление
Давление в верхней части цилиндра (если имеется) минус давление в нижней части цилиндра. В сварке сопротивлением это также будет известно как Net Force или Welding Force 9.0003
Прямой привод
В сварке сопротивлением — способ привода головки для шовной сварки, при котором двигатель, соединенный с редуктором, механически соединен непосредственно с головкой для шовной сварки. Без какой-либо формы устройства обратной связи, поскольку диаметр колеса изменяется из-за износа, скорость сварки изменяется
Прямая сварка
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору 9.
 0003
0003Рабочий объем
При контактной сварке измерение роста (расширения) сварного шва в точечном сварном шве или смятия выступа(ов) в выступающем сварном шве
Вниз по склону
В управлении сваркой сопротивлением, постепенное «линейное снижение» сварочного тока сразу после времени сварки или времени нагрева
Рабочий цикл
При контактной сварке зависимость времени включения сварочного трансформатора или IGBT от времени отключения относительно производственной среды
Е
Электрод
При контактной сварке «выбрасываемый» компонент, обычно изготовленный из медного сплава RWMA, который контактирует с изделием под действием сварочного усилия.
Изгнание
Также известен как «Прошивка». Во время последовательности сварки расплавленный металл выбрасывается из-за отсутствия сварочного давления, чрезмерного сварочного тока или загрязнения на поверхности сварки электрода(ов)
Ф
Быстрое продолжение
В контактной сварке термин, описывающий способность подвижного электрода реагировать на расширение сварного шва или смятие выступа(ов) во время последовательности сварки
Управление потоком
Устройство, встроенное в пневматическую систему аппарата контактной сварки, используемое для управления скоростью хода воздушного цилиндра для уменьшения удара
Датчик силы
Прибор, используемый для измерения фактического усилия сварки на электродах
Кузнечная сила
В системе с перепадом давления валовая сила или сила ковки, действующие на электроды, когда давление в нижней части цилиндра «сбрасывается» в определенный момент во время последовательности сварки.
 Это более высокое усилие обеспечивает целостность сварного соединения
Это более высокое усилие обеспечивает целостность сварного соединения.
Г
Г
Полуцикл
При сварке сопротивлением — неисправность электронной схемы управления сваркой (обычно тиристора), приводящая к насыщению сердечника сварочного трансформатора переменного тока, что наиболее заметно по отчетливому хрюканью и отсутствию сварочного тока во время последовательности сварки
Тепловой распад
В сварочном аппарате с низкочастотным преобразователем, таком как SCIAKY, тепловое затухание представляет собой временную функцию управления сваркой, позволяющую рассеивать накопленную в сварочном трансформаторе энергию между импульсами. Отсутствие теплового распада может привести к пропуску зажигания в одном из тиристоров, что приведет к «глухому удару» сварочного трансформатора или, в крайнем случае, к выходу из строя прерывателя 9.0003
Время нагрева
При сварке сопротивлением время нагрева обозначает количество времени, в течение которого сварочный трансформатор находится в состоянии короткого замыкания или проводит ток через основные материалы.
 База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц
База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 ГцВремя удержания
Управляется системой управления сваркой, продолжительность времени после времени нагрева, в течение которого сварочные электроды удерживаются при приложенном сварочном усилии до отпускания. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
я
БТИЗ
Сокращение для биполярного транзистора с изолированным затвором. В среднечастотном инверторном управлении сваркой — устройство, используемое для преобразования выпрямленного первичного напряжения постоянного тока в первичное напряжение переменного тока средней частоты (1 кГц), которое приводит в действие сварочный трансформатор во время последовательности сварки.
Непрямая сварка
Аналогичен прямой сварке, за исключением того, что электрод 1 соприкасается с деталью в месте, отличном от фактического интерфейса сварки.
 Этот метод обычно используется как следствие геометрии детали.
Этот метод обычно используется как следствие геометрии детали.Инвертор
Также известен как M.F.D.C. (Постоянный ток средней частоты), новейшая технология сварки сопротивлением, где вторичный сварочный ток представляет собой высококонцентрированный чистый постоянный ток, который точно контролируется в режиме реального времени в течение всей последовательности сварки. Инверторная технология более эффективна, чем стандартные системы переменного тока, благодаря высокому коэффициенту мощности, который может значительно снизить эксплуатационные расходы в результате снижения первичного потребления. Сегодня Inverter Technology лидирует в продвижении полного контроля процесса в индустрии контактной сварки.
Дж
К
Кабель без ключа
Также известен как двухжильный сварочный кабель. Медные токопроводящие тросы, изолированные друг от друга, расположены с чередованием полярности для достижения превосходного баланса электрических сил, который фактически снижает пульсирующую вибрацию или «УДАР».

Привод с накаткой
В сварочном аппарате — способ управления одним или обоими сварочными колесами. Двумя преимуществами накатного привода являются: постоянная скорость колеса независимо от изменения диаметра колеса и непрерывная правка сварного круга с помощью накатного привода.
кВА
Сокращение от киловольт-ампер. В сварке сопротивлением KVA обозначает номинал или размер машины для сварки сопротивлением. На самом деле, KVA — это киловольт-амперная мощность сварочного трансформатора.
л
Ламинированный шунт
Изготовлен из медных пластин, гибкое соединение вторичной обмотки аппарата контактной сварки для размещения подвижного электрода.
Распределение нагрузки
В сварке сопротивлением — способность однофазного управления сваркой управлять более чем одним сварочным трансформатором через более чем одну фазу в одной последовательности сварки.
Продольный сварной шов
Сварное соединение по длине перекрывающихся основных металлов.
НВК
Короткое замыкание на компенсацию сетевого напряжения. Способность управления сваркой компенсировать аномальные колебания мощности питания, которые могут возникнуть во время последовательности сварки.
М
Сварка по военным стандартам
Стандарт сварки сопротивлением, разработанный и опубликованный Вооруженными силами США в качестве основы для обеспечения качества сварных соединений с критическим сопротивлением. Большинство производителей аэрокосмической отрасли придерживаются стандартов и рекомендаций Mil-Spec по контактной сварке
.
Мониторинг
При сварке сопротивлением для наблюдения за фактическими результатами конкретных данных, таких как: вторичный сварочный ток, вторичное сварочное напряжение на электродах, вторичное сопротивление, сила сварки и смещение во время всей последовательности сварки.

Сбор грибов
Происходит, когда сварочные электроды теряют форму в результате воздействия сварочного усилия и сварочного тока. Это неизбежно, и его можно поддерживать, правильно одевая электроды.
Н
НЭК
Сокращение от Национального электротехнического кодекса. Стандарт безопасной установки электропроводки и оборудования.
Носовой тип
В сварке сопротивлением, описание RWMA геометрии сварочного электрода.
Расширение самородка
Рост сварного соединения, который можно измерить во время последовательности сварки.
О
Время выключения
При контактной сварке время выключения обозначает количество времени, в течение которого электроды открываются после последовательности сварки и остаются открытыми до автоматического повторения последовательности сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).

OSHA
Сокращение от Управления по безопасности и гигиене труда. OSHA, финансируемая из федерального бюджета правительством США, устанавливает и регулирует стандарты для рабочей среды, чтобы защитить всех рабочих от производственных травм или смерти, вызванных неисправным оборудованием или халатностью работников.
П
Проход через
В контактной сварке тип машины для многоточечной сварки, которая позволяет детали во время сварки «проходить» или «индексировать» через машину для производственных целей.
Пед Сварщик
См. Пресс-сварщик.
Процент тепла
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для увеличения или уменьшения вторичного сварочного тока.
Чередование фаз
Синхронизация трехфазного источника питания с аппаратом контактной сварки. Правильное чередование фаз очень важно для аппаратов контактной сварки с преобразователем частоты.

Обычная медь
Также известен как сплав 110. При сварке сопротивлением медный сплав 110 является основным материалом, используемым для создания вторичного сварочного контура.
Платформа
На пресс-сварочном аппарате основание с Т-образными пазами на верхней и нижней вторичной обмотке, используемое для крепления инструментов для конкретных применений деталей.
ПЛК
Сокращение от Программируемый логический контроллер. Полностью программируемый ЦП, который используется для управления функциями машины в промышленной и автоматизированной среде.
Коэффициент мощности
Коэффициент мощности системы электроснабжения переменного тока определяется как отношение активной мощности к полной мощности и представляет собой число от 0 до 1 включительно. Значение коэффициента мощности заключается в том, что коммунальные предприятия поставляют потребителям вольт-ампер, но выставляют счета за ватты.
 Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.
Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.Пресс-сварщик
Тип аппарата для контактной сварки, в котором сварочный цилиндр напрямую соединен с подвижным электродом, что обеспечивает плавный и управляемый метод создания силы сварки.
Управление технологическим процессом
В контактной сварке для уточнения графика сварки и постоянной проверки результатов с помощью подходящего прибора для мониторинга сварки.
Выступ
Штампованный выступ в металле.
Выступающий сварной шов
При сварке сопротивлением для закрепления или прижигания выступа с использованием подходящего сварочного тока и силы.
 Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сварку
Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сварку.
Испытание на растяжение
Испытание на разрушение, используемое для проверки прочности сварного соединения. Тест обычно выполняется с помощью Pull Tester, который измеряет и отображает результаты.
Двухтактный
Обычно используется на машине для многоточечной контактной сварки. Конфигурация сварочного трансформатора, которая позволяет детали во время сварки беспрепятственно проходить через машину плавным и продуктивным образом.
Q
Время закалки
При контактной сварке время закалки — это промежуток времени между временем нагрева и временем отпуска, также известный как последующий нагрев. База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц.
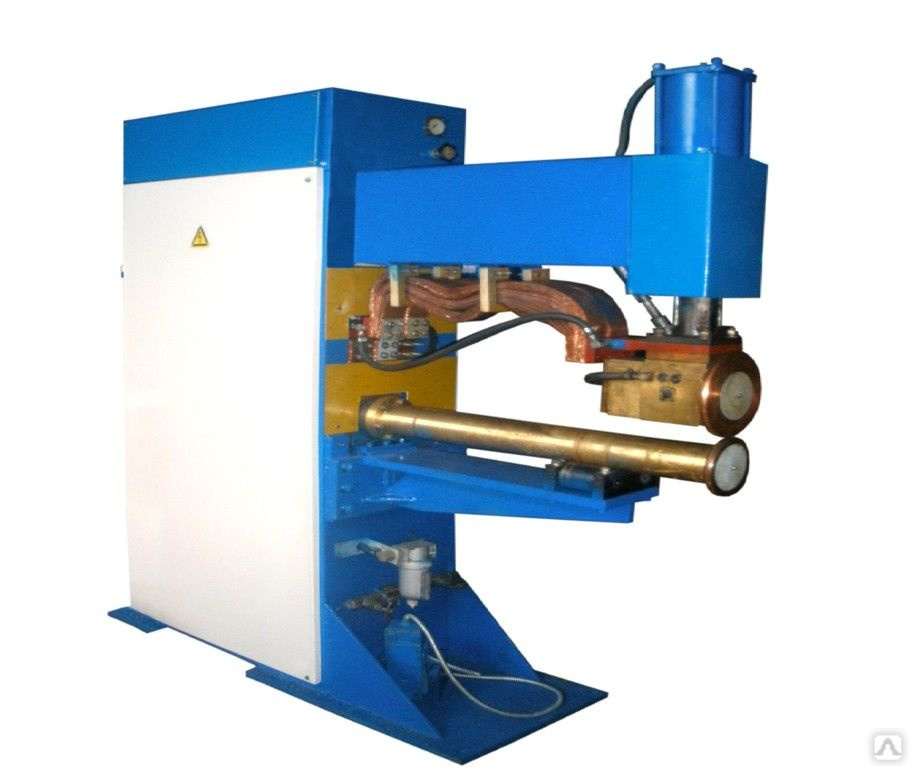
Р
Р.О.Т.Ф.
Короткая для черновой обработки Негабаритная для чистовой обработки. Термин, используемый при заказе кованых медных заготовок для сварных колес. Обработанный наружный диаметр а толщина колеса указана как R.O.T.F. размеры при заказе.
Баран
Механическое звено, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
Повторить
В управлении сваркой сопротивлением, чтобы постоянно следовать графику сварки, когда переключатель запуска удерживается замкнутым, когда переключатель повторения находится в положении «включено». См. Время отключения.
Сварка сопротивлением
См. Точечная сварка.
Втягивание
Опция, доступная для большинства аппаратов контактной сварки. Втягивание представляет собой расширенное отверстие для электрода, предназначенное для размещения деталей, геометрия которых слишком велика, чтобы войти в стандартное отверстие для электрода, которое обычно составляет примерно 1/4–3/8 дюйма.

Время нарастания
В инверторном управлении сваркой время нарастания означает время в миллисекундах, необходимое для изменения вторичного сварочного тока от нуля до запрограммированного значения.
Аппарат для точечной сварки коромысла
Тип аппарата для контактной сварки, в котором сварочный цилиндр опосредованно соединен с подвижным электродом через точку опоры.
Роликовый ползун
Прецизионное механическое звено с низкой инерцией, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
РВМА
Сокращение от Альянс производителей контактной сварки. Разрабатывает стандарты оборудования для защиты и выгоды покупателей и пользователей оборудования и принадлежностей для контактной сварки. Производственный альянс по сварке сопротивлением поддерживает самые высокие стандарты этики в отрасли сварки сопротивлением.

С
Пистолет-ножницы
Портативная сварочная горелка для сварки сопротивлением, основанная на тех же механических принципах, что и аппарат для точечной сварки с коромыслом.
СКР
Сокращение для выпрямителя с кремниевым управлением. Четырехслойное твердотельное устройство, контролирующее ток. В аппарате для контактной сварки переменным током SCR используется для включения сварочного трансформатора во время нагрева.
Сварной шов
Единая непрерывная цепь сварки сопротивлением. Сварочные электроды обычно имеют форму медных колес, которые индексируют основные металлы с точной скоростью для выполнения очень стабильного сварного соединения.
Вторичная цепь
При сварке сопротивлением — полное электрическое соединение и конструкция, прикрепленная к вторичной обмотке сварочного трансформатора.
Система быстрой регулировки пистолета SEEDORFF
На машине для многоточечной контактной сварки, гениальная система крепления сварочной горелки, которая обеспечивает бесконечную, легкую и быструю регулировку сварочной горелки.

- Серия
Сварной шов
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через последовательную резервную шину, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору. Этот метод производит два одновременных точечных сварных шва.
Хвостовик
В сварке сопротивлением — компонент, используемый для удерживания колпачкового электрода.
Шунт
См. Ламинированный шунт.
Головка подшипника скольжения
В контактной сварке тип головки для шовной сварки, обычно состоящий из медного вала класса III, который вращается в медных подшипниках скольжения класса II. Проводящая смазка используется для минимизации трения и обеспечения плавного вращения вала.
СПЦ
Сокращение для статистического контроля процессов. метод достижения контроля качества в производственных процессах.
 Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.
Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.Точечная сварка
Точечная сварка или контактная сварка — это процесс соединения металлов, не требующий присадочной среды. Этот процесс основан исключительно на принципе ЗАКОНА ОМА, где V (напряжение) = I (ток) x R (сопротивление). Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы). Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно превращает металл в жидкость на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов.
 И это основа сварки сопротивлением, также известной как точечная сварка.
И это основа сварки сопротивлением, также известной как точечная сварка.Время сжатия
Время, отведенное подвижному электроду для контакта с изделием и развития требуемой силы сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
Шаговый двигатель
Программируемая функция управления сваркой, которая автоматически увеличивает или уменьшает сварочный ток в запрограммированном количестве шагов в зависимости от скорости износа электрода.
Поверхностное сопротивление
Электрическое сопротивление на поверхности основного металла перед контактной сваркой.
Поворотный электрод
Резервный электрод, используемый на аппарате точечной сварки с коромыслом для изготовления косметических сварных швов.
Т
Переключатель ответвлений
Грубая механическая регулировка температуры сварочного трансформатора.

Закалка
Также известен как Post Heat. При контактной сварке высокоуглеродистой стали или термически обработанных сплавов цветных металлов — функция управления сваркой, при которой для отжига сварного соединения применяется вторая меньшая плавка.
Время отпуска
Программируемое время, в течение которого применяется отпускной нагрев во время последовательности сварки.
Глубина горла
В машине для контактной сварки глубина шва соответствует физическим размерам работы на сварном соединении и определяется как: беспрепятственный доступ от электродов к машине
Наконечник
См. Электрод
Устройство для обработки наконечников
Инструмент, предназначенный для очистки и восстановления электрода контактной сварки.
Транс-пистолет
Сварочная горелка со встроенным сварочным трансформатором. Также известен как Robot Weld Gun или Roboterpunktschweißung Gewehr.
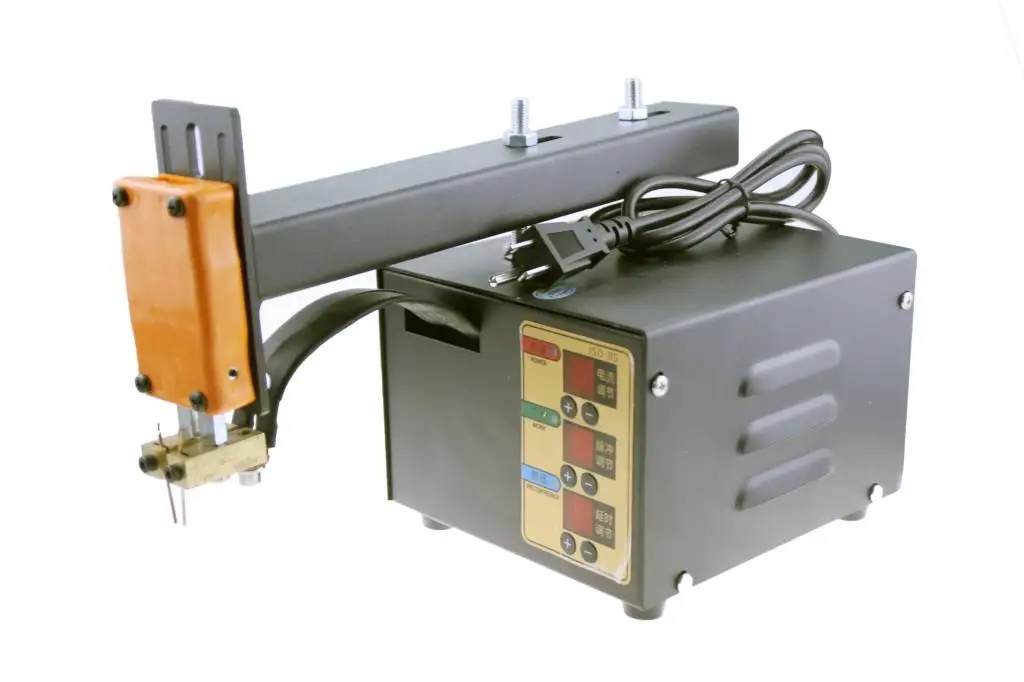
Передаточное отношение
В трансформаторе для контактной сварки соотношение первичных и вторичных обмоток. Обычно Второстепенное значение равно 1 (т.е. 50:1, 50 ходов основного к 1 ходу вторичного).
У
Расстроен
Термин, используемый при стыковой сварке, когда квадратный конец одной проволоки вдавливается под давлением в квадратный конец другой проволоки во время последовательности сварки. Конечным результатом является сварное соединение с небольшой выпуклостью по окружности провода в месте соединения.
Вверх по склону
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для постепенного увеличения сварочного тока до «прожигания» покрытия из оцинкованного, гальванизированного или алюминированного листового металла.
Вт
Охладитель воды
В сварке сопротивлением, программируемая автономная система рециркуляции воды, которая обеспечивает точное водяное охлаждение с регулируемой температурой для аппарата для контактной сварки и электродов/сварочных колес.
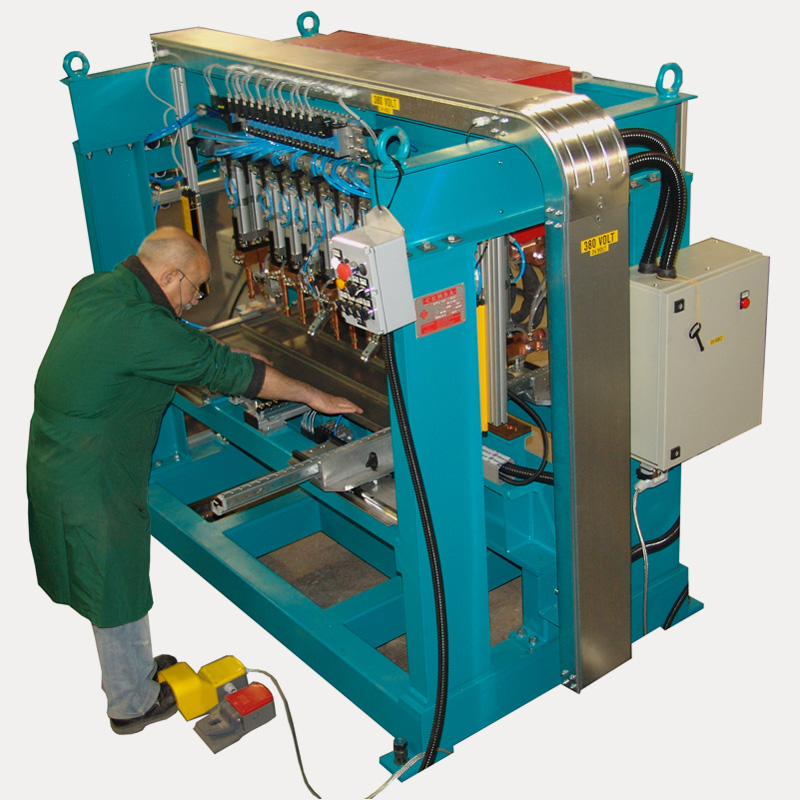
Поверхность сварного шва
Физическая область электрода или сварочного круга, соприкасающаяся с изделием. Поверхность сварного шва напрямую влияет на размер и характеристики наггета сварного шва.
Сила сварки
Требуемая физическая сила на электродах, инструментах или колесах для шовной сварки во время последовательности сварки для получения квалифицированного сварного соединения сопротивлением.
Датчик силы сварки
Прибор, используемый для измерения силы сварки на электродах или шовных сварочных кругах.
Сварной зазор
В машине контактной сварки сварочный зазор соответствует физическим размерам работы на сварном соединении и определяется как: свободная область между верхней и нижней вторичной обмоткой.
Сварной самородок
Созданное материальное соединение двух или более отдельных основных металлов, произведенное машиной для контактной сварки.

Время сварки
Запускается автоматически по истечении времени сжатия. Время, отведенное источнику электричества для «короткого замыкания» или «проведения» через стопку свариваемых металлов под действием приложенной силы. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).
Сварочное колесо
Круглый электрод, используемый в сварочном аппарате для сварки швов сопротивлением, для получения однородных линейных сварных швов.
Сварочный кабель
Гибкий проводник с высокой силой тока, используемый для передачи сварочного тока от сварочного трансформатора к сварочной горелке. Сварочные кабели изготовлены из медного каната Hi-Con и могут охлаждаться водой для уменьшения физического размера кабеля.
Контроль сварки
В контактной сварке электронное устройство на базе микропроцессора, отвечающее за управление точной временной последовательностью контактной сварки и величиной сварочного тока
Сварочный ток
В сварке сопротивлением, единица измерения (ампер) интенсивности тепла во время последовательности сварки, необходимой для успешного выполнения сварки.
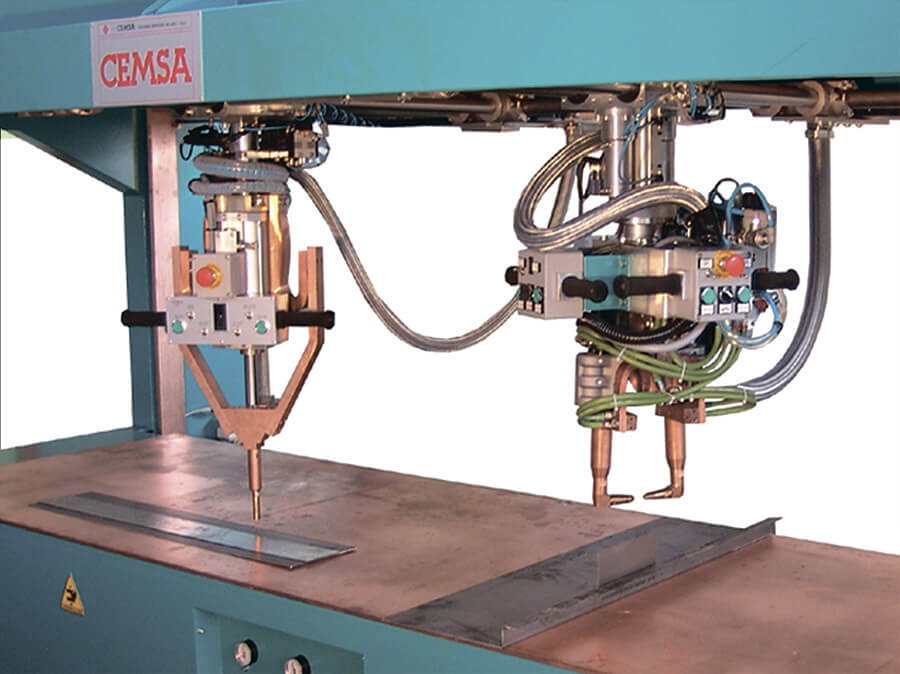
Сварочный трансформатор
Основной компонент аппарата контактной сварки, генерирующий требуемый сварочный ток за счет «короткого замыкания» через интерфейс деталей. Размер или мощность сварочного трансформатора зависит от физической мощности в киловольт-амперах (кВА) и эффективности устройства.
Х
З
Балансир в невесомости
В ручном сварочном пистолете сопротивления регулируемая система подвески, которая позволяет сварочному пистолету плавать на желаемом рабочем уровне для облегчения манипуляций.
Циркониевый электрод
Электрод, используемый для сварки оцинкованных, гальванизированных или покрытых алюминием листовых металлов. Циркониевый электрод обеспечивает антипригарную поверхность свариваемой поверхности, что снижает загрязнение наконечника, вызванное выгоранием покрытия во время последовательности сварки.
Делиться:
Следующая статья
10 часто задаваемых вопросов по сварке
Аппарат для контактной сварки и принадлежности
ПРЕДОСТАВЛЯЕМ ВАМ ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ, АРЕНДУ, ЭЛЕКТРОДЫ И ПОДДЕРЖКУ ДЛЯ ВАШЕГО ПРОЕКТА ТОЧЕЧНОЙ СВАРКИ.

Advanced Integrated Technologies (AIT) — поставщик оборудования для контактной сварки и технической поддержки для устройств для контактной точечной сварки и принадлежностей марки Nippon Avionics (Avio), а также для устройств для точечной сварки марки Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашего применения. Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Высокоточные аппараты для контактной сварки и электроды
Более низкие цены на оборудование и электроды по сравнению с другими производителями
Более короткие сроки поставки электродов
Индивидуальные решения для сварки и беспрецедентная поддержка клиентов
Точечная сварка с встречным зазором
Точечная сварка с параллельным зазором
| Иллюстрация противоположной сварочной головки | Головка для параллельной/последовательной сварки, иллюстрация |
Power Supplies
Opposed Heads
Parallel Heads
Monolithic Heads
Hand Piece Welders
Weld Head Drive Units
Electrode Holders
Stages
Accessories
Welding Monitors
Digital Force Gauges
Другие устройства
Инверторные сварочные аппараты
В сварочном аппарате инверторного типа входной переменный ток выпрямляется в выходной постоянный ток. Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Линейные сварочные аппараты постоянного тока
В линейных сварочных аппаратах постоянного тока электрический ток напрямую контролируется транзистором. Это обеспечивает высокую скорость управления и контролируемую форму волны. Этот сварочный аппарат с высокоскоростным линейным контроллером подходит для сварки очень маленьких компонентов или очень тонкой проволоки. Сварочный аппарат на транзисторах предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Режимы управления делают возможным очень надежные и стабильные сварные швы.
Режимы управления делают возможным очень надежные и стабильные сварные швы.
Аккумуляторные точечные сварочные аппараты
Аккумуляторный точечный сварочный аппарат гибридного типа обладает высокоскоростными свойствами источника постоянного тока и функцией переключения полярности источника переменного тока. Полярность сильного тока переключается с высокой скоростью силовым транзистором. Этот тип сварочного аппарата очень хорош для сварки выводов аккумуляторных батарей, когда необходимо последовательно сваривать различные типы металлов.
Аппараты для сварки с конденсаторным разрядом (CD)
В аппарате для сварки с конденсаторным разрядом электрическая энергия накапливается в конденсаторе и разряжается сразу. Поскольку одновременно может быть разряжен большой ток, этот тип подходит для сварки материалов с высокой проводимостью, таких как алюминий и медь. Кроме того, из-за короткой продолжительности сварки тепловое воздействие на окружающий материал сводится к минимуму, что делает его пригодным для сварки небольших чувствительных компонентов.
Однофазные сварочные аппараты переменного тока
В однофазных сварочных аппаратах переменного тока ток регулируется тиристором и работает при относительно низком пиковом токе. Этот тип сварочного тока менее подвержен влиянию грязи или загрязнения на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки.
| Характеристики | Противоположный тип |
| NA-121 | |
| Диапазон давления (Н) | 0,7 — 5 |
| Размер (мм) | 74x48x285 |
| Вес (кг) | 0,6 |
| Способ привода | мотор, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-122 | |
| Диапазон давления (Н) | 6 — 65 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0,8 |
| Способ привода | мотор, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-123 | |
| Диапазон давления (Н) | 20 — 150 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0,8 |
| Способ привода | мотор, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-124 | |
| Диапазон давления (Н) | 40 — 300 |
| Размер (мм) | 98x56x326 |
| Вес (кг) | 1,5 |
| Способ привода | воздух |
| Характеристики | Противоположный тип |
| NA-125 | |
| Диапазон давления (Н) | 100 — 600 |
| Размер (мм) | 212x204x75 |
| Вес (кг) | 21,5 |
| Способ привода | EH-F-02 Показан |
NA-131
24
| Тип с параллельным зазором | ||
| Особенности | NA-131 | |
| Диапазон давления (Н) | 0,7 — 5 | |
| Размер (мм) | 76x51x299 | |
| Вес (кг) | 0,7 | |
| Способ привода | мотор,пневмо, ручной | |
NA-132
| Тип с параллельным зазором | ||
| Особенности | NA-132 | |
| Диапазон давления (Н) | 5 — 65 | |
| Размер (мм) | 76x51x299 | |
| Вес (кг) | 0,7 | |
| Способ привода | мотор,пневмо, ручной | |
NA-142
| Серия Тип | |||
| Особенности | NA-141 | NA-142 | |
| Диапазон давления (Н) | 0,5 — 5 | 5 — 65 | |
| Размер (мм) | 136x50x268 | 153x50x268 | |
| Вес (кг) | 1,3 | 1,6 | |
| Способ привода | мотор,пневмо, ручной | мотор,пневмо, ручной | |
NA-143
| Серия Тип | |||
| Особенности | NA-143 | ||
| Диапазон давления (Н) | 40 — 150 | ||
| Размер (мм) | 175x62x302 | ||
| Вес (кг) | 2,7 | ||
| Способ привода | мотор,пневмо, ручной | ||
NA-60A
часы, компоненты камеры и другие различные механические детали.
Тип общего назначения
| Характеристики | НА-60А |
| Диапазон давления (Н) | 9,8-132,3 |
| Размер (мм) | 72x175x285 |
| Вес (кг) | 2,8 |
| Способ вождения | футов, воздух |
| Диаметр электрода (мм) | 6,4/3,2 |
| Размер глубины кармана | 98мм |
| Ход электрода | Макс. 12 мм |
NA-72
NA-72 подходит для сварки различных механических деталей или толстых многожильных проводов, где требуется более прочная проволока.
Тип высокого давления
| Характеристики | NA-72 |
| Диапазон давления (Н) | 98-588 |
| Размер (мм) | 107x240x615 |
| Вес (кг) | 19 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 10 |
| Размер глубины кармана | 160 мм |
| Ход электрода | Макс. 30 мм 30 мм |
NA-43
NA-43 используется для автоматизированных машин из-за использования плавающей системы, которая редко вызывает дислокацию, а также стандартного пневматического привода.
Горизонтальный напорный тип
| Характеристики | NA-43 |
| Диапазон давления (Н) | 88.2-294 |
| Размер (мм) | 248x240x319 |
| Вес (кг) | 11 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 6,4 |
| Размер глубины кармана | — |
| Ход электрода | Макс. 12 мм |
Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые не могут быть сварены сварочной головкой фиксированного типа, например, в зоне заклинивания. Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
NA-54A
| Характеристики | NA-54A |
| Диапазон давления (Н) | 7,8-44,1 |
| Ход электрода | Макс. 10 мм |
| Глубина кармана | 50 мм |
| Способ вождения | Руководство |
| Подходящий электрод | Серия EL-125 |
| Размеры (мм) | 30 x 195 x 47 |
| Сварочный кабель | 1500 мм |
NA-54LA
| Характеристики | НА-54ЛА |
| Диапазон давления (Н) | 7,8–44,1 |
| Ход электрода | — |
| Глубина кармана | — |
| Способ вождения | Руководство |
| Подходящий электрод | ЭЛ-54Л |
| Размеры (мм) | 30x195x47 |
| Сварочный кабель | 1500 мм |
NA-57A
| Характеристики | НА-57А |
| Диапазон давления (Н) | 9. 8-49 8-49 |
| Ход электрода | — |
| Глубина кармана | — |
| Способ вождения | Руководство |
| Подходящий электрод | Специально для NA-57A |
| Размеры (мм) | 36 Φ x Г207 мм |
| Сварочный кабель | 1500 мм |
NA-58A
| Характеристики | NA-58A |
| Диапазон давления (Н) | Руководство |
| Ход электрода | Макс. 1 мм |
| Глубина кармана | 75мм |
| Способ вождения | Руководство |
| Подходящий электрод | Специально для NA-58A |
| Размеры (мм) | 24 x 16 x 157 |
| Сварочный кабель | 1100мм |
- Оборудован функцией мягкой посадки и обучения.
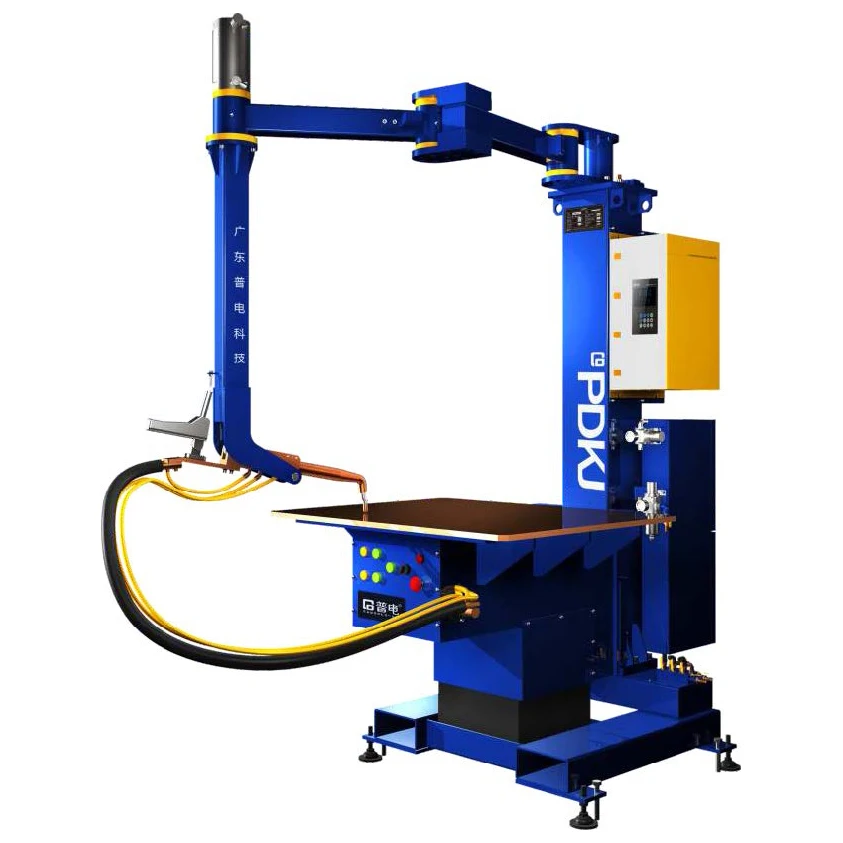
- 5 рабочих скоростей.
- Рабочее положение можно установить по 4 точкам.
- Время сварки подтверждается светодиодом
NA-201
CNT-310
NA-201+CNT-310
| Features | NA-201+CNT-310 |
| Размеры NA-201 (мм) | 50×82,5×320 |
| Размеры CNT-310 (мм) | 80x211x188 |
| Вес | NA-201: 2 кг; CNT-310: 2 кг |
| Способ привода | Импульсный двигатель |
| Ход | Макс. 50 мм, 10 мкм Шаг |
| Источник питания | 24 В пост. тока ± 10 % 2 А, дополнительно: адаптер переменного тока 100–240 В перем. |
 тока
тока
Air Drive
NA-221,222
| Характеристики | NA-221 | NA-222 |
| Размеры (мм) | 78x63x280 | 86x85x289 |
| Вес | 1,3 кг | 2,2 кг |
| Способ привода | Воздух | Воздух |
| Ход | Макс. 50 мм | Макс. 50 мм |
| Регулятор скорости | с регулятором скорости — ( Φ трубка 4 мм) | с регулятором скорости — ( Φ трубка 6 мм) |
| Давление воздуха | 0,05-0,6 МПа | 0,4-0,6 МПа |
Ручной привод
NA-231
| Особенности | NA-231 |
| Размеры (мм) | Деталь привода: 51x79x192; Ножная педаль: 124x268x125 |
| Вес | Деталь привода: 1 кг; Ножная педаль: 2,2 кг |
| Способ привода | Ручное управление с помощью педали |
| Ход | Макс. 10 мм 10 мм |
| Регулятор высоты | Диапазон 40 мм |
Прямой тип
Тип смены
0003
Принадлежность для верхнего электрода | ||||
| Головка | Диаметр зажима электрода | Тип | Держатель/рупор | Зажим |
| NA-121 | 0,0625 дюйма / 1,6 мм | Прямая | С121-16ТХД | – |
| Смена | S121-16РУГ | S121-CLMP | ||
| .125″ / 3,2 мм | Прямой | S121-32THD | – | |
| Смена | S121-32РУГОР | S121-CLMP | ||
| NA-122 | 0,125 дюйма / 3,2 мм | Прямой | S122-32THD | – |
| Смена | S122-32РУГОР | S122-CLMP | ||
| 0,250 дюйма / 6,4 мм | Прямой | S122-64THD | – | |
| Смена | S122-64РУГ | S122-CLMP | ||
| NA-124 | 0,250 дюйма / 6,4 мм | Прямой | S124-64THD | – |
| 8 мм | Прямой | S124-80THD | – | |
| Нижний электрод | ||||
| Головка | ;диаметр зажима электрода | Тип | Держатель/рупор | Основание держателя/зажим |
| NA-121 | 0,0625 дюйма / 1,6 мм | Прямой | S12X-16BHD | 12X-B-F |
| Смена | S12X-16BHORN | 12X-BS | ||
| 0,125 дюйма / 3,2 мм | Прямой | S12X-32BHD | 12X-B-F | |
| Смена | S12X-32BHORN | 12X-BS | ||
| NA-122 | 0,125 дюйма / 3,2 мм | Прямой | S12X-32BHD | 12X-B-F |
| Смена | S12X-32BHORN | 12X-BS | ||
. 250″ / 6,4 мм 250″ / 6,4 мм | Прямой | S12X-64BHD | 12X-B-F | |
| Смена | S12X-64BHORN | 12X-BS | ||
| NA-124 | 0,250 дюйма / 6,4 мм | Прямой | S12X-64BHD | 124-B-F |
| 8 мм | Прямой | S12X-80BHD | 124-B-F | |
| Дополнительный нижний держатель |
| Нижний держатель и основание нижнего держателя |
| S12X-16BHD и 12X-B-F |
Lower Electrode Stage
143-BS
Stage
11X-BS
Leveling Stage
11X-BS-F
XYZ Stage
11X-BS-F -MM
Базовый
NA-301, 302
Поддон
S-MP
Набор микроскопов
Microsocope, монтажная подставка, светодиод и подставка
S302-MP, S-SMS, S-SMS-MS, S-SMS-LED
Сварной кабель
Кабель
Двухпозиционный поворотный индексатор
ИНД-2-Р1
Высокая надежность для контроля качества
Force Monitor
QC-100
| Характеристики | QC-100 | |
| Диапазон измерения | 0-1000Н | |
| Точность | ±3%(полной шкалы) | |
| Время выборки | 0,5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост.  | |