Станок токарно револьверный с чпу: 1В340Ф30 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описание
Содержание
1В340Ф30 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка модели 1В340Ф30
Изготовитель токарно-револьверного станка модели 1В340Ф30 — Бердичевский станкостроительный завод «Комсомолец», г. Бердичев, Житомирской область, Украина.
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
- 1А341ц — станок токарно-револьверный с цикловым управлением, Ø 400
- 1В340Ф30 — станок токарно-револьверный с вертикальной осью револьверной головки с ЧПУ, Ø 400
- 1Г340П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 400
- 1Д340П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 400
- 1Е340П — станок токарно-револьверный с вертикальной осью револьверной головки повышенной точности, Ø 400
- 1К341 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 400
- 1П420ПФ4 — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности с ЧПУ, Ø 450
- 1341 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 400
1В340Ф30 Станок токарно-револьверный повышенной точности с ЧПУ.
 Назначение, область применения
Назначение, область применения
Станок токарно-револьверный 1В340Ф30 с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Принцип работы и особенности конструкции станка
Восьмипозицнонная револьверная головка на крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары.
Токарно-револьверный станок 1В340Ф30 оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок 1В340Ф30 изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке 1В340Ф30 реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.

Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
1В340Ф30 Габарит рабочего пространства станка
Габаритные размеры рабочего пространства станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Шпиндель
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головка
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Фото токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Фото револьверной головки токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Пульт управления токарного станка с ЧПУ
Пульт управления револьверного станка 1в340ф30
Пульт управления револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Управление станком может производиться с пульта и от устройства числового программного управления.
Наличие напряжения на пульте станка (рис. 10.13) подтверждается свечением сигнальной лампы 14.
Включение гидропривода осуществляется нажатием кнопки 5.
Перед началом работы переключатель 20 режима работы станка ставится в требуемое положение: наладочный, полуавтоматический и автоматический режимы.
В положении «наладочный режим» станок управляется с помощью кнопок и переключателей, расположенных на пультах станка.
Например, переключателем 2 можно выбрать позицию револьверной головки, а нажатием кнопки 1 осуществить ее поворот; переключателем 18 установить требуемое направление вращения шпинделя, а кнопкой 17 осуществить пуск или кнопкой 15 — останов шпинделя.
На пульте станка имеется кнопка 23 — аварийный стоп, при нажатии которой выключаются все системы станка.
1В340Ф30 Схема кинематическая токарного станка с ЧПУ
Кинематическая схема токарного револьверного станка 1в340ф30
Кинематическая схема токарного револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Главное движение (вращение шпинделя) осуществляется от двухскоростного электродвигателя M1 мощностью 15 кВт с числом оборотов 4500 через ременную передачу на входной вал со шкивом D2 коробки скоростей 1.
Коробка скоростей имеет четыре вала с зубчатыми колесами, которые попарно находятся в зацеплении, и электромагнитные муфты. Электромагнитные муфты включаются попарно, что обеспечивает ступенчатое изменение частоты вращения выходного вала коробки скоростей. Выходной вал коробки скоростей связан плоскозубчатой передачей со шкивом D1, который передает вращение на шпиндель станка 2. Ступенчатое изменение частоты вращения шпинделя 2 может производиться на холостом ходу и под нагрузкой. Торможение шпинделя осуществляется включением электромагнитных муфт коробки скоростей. Контроль за частотой вращения шпинделя при резьбонарезании осуществляется датчиком обратной связки К1.
Движение подач — продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт — гайка качения с ходом винтов, соответственно, 10 и 5 мм.
В продольном направлении он перемещается винтовой передачей с гайкой качения 7, которая получает вращение через ременную передачу от электродвигателя М2 с регулируемой частотой вращения. Контроль за частотой вращения винтовой пары качения осуществляется датчиком обратной связи КЗ; этим контролируется величина подачи револьверного суппорта.
Поперечное перемещение револьверной головки 5 на револьверном суппорте 6 осуществляется винтовой передачей с гайкой качения 9, которая получает вращение от электродвигателя МЗ с регулируемой частотой вращения. При этом перемещение револьверной головки контролируется датчиком обратной связи К4. Поворот револьверной головки осуществляется гидродвигателем М4 через червячную передачу 4; контроль положения револьверной головки — датчиком обратной связи К2, который связан с ее осью вращения зубчатой передачей.
Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 мм/мин) отрезного суппорта осуществляются при помощи гидравлики.
Гидроцилиндром 3 осуществляются подвод и рабочая подача отрезного суппорта, гидроцилиндром 5 — фиксация револьверной головки в рабочем положении.
1В340Ф30 Установочный чертеж токарного станка
Установочный чертеж токарного револьверного станка 1в340ф30
Читайте также: Производители токарных станков в России
Читайте также: Поколения систем ЧПУ. Термины и понятия систем ЧПУ
1В340Ф30 Станок токарно-револьверный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1В340Ф30
| Наименование параметра | 1В340Ф30 | |
|---|---|---|
| Основные параметры станка | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 50 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 120 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя, об/мин | 45. ..2000 ..2000 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 45…250 | |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 40 | |
| Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z) / поперечное (X), мм | 310/ 110 | |
| Диапазон скоростей продольных и поперечных подач револьверного суппорта, мм/мин | 1..2500 | |
| Число подач револьверного суппорта | б/с | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10/ 5 | |
| Диапазон скоростей продольных и поперечных подач отрезного суппорта, мм/мин | 5.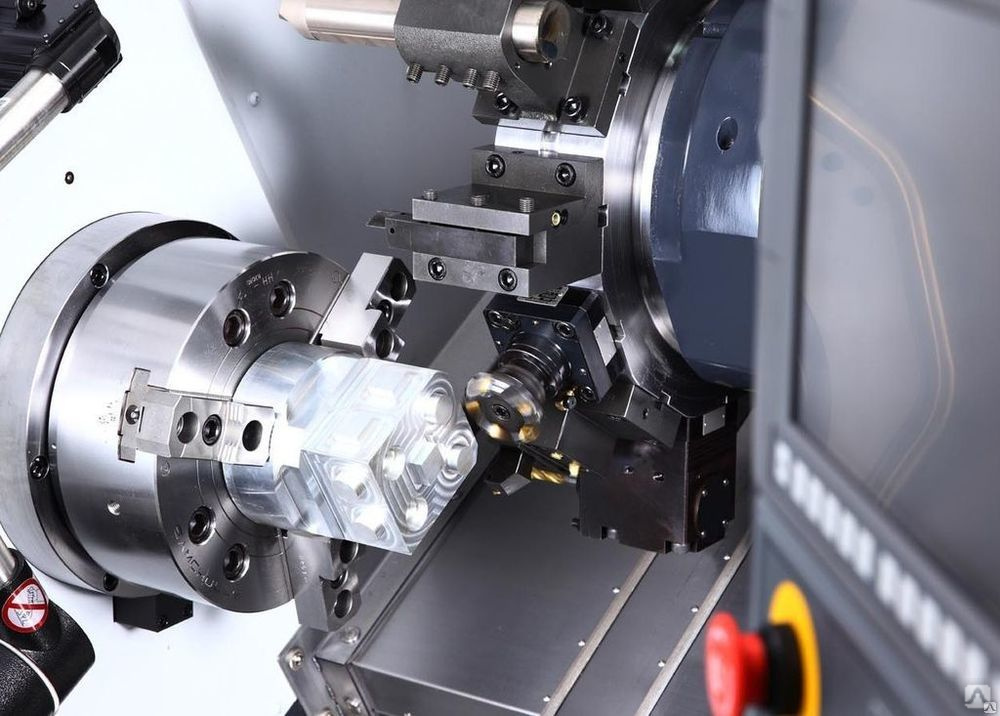 .600 .600 | |
| Число подач отрезного суппорта | б/с | |
| Скорость быстрых ходов отрезного суппорта, м/мин | 8 | |
| Количество позиций (инструментов) в револьверной головке | 8 | |
| Наибольшее усилие продольных/ поперечных подач, кгс | 600/ 300 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 6 | |
| Электродвигатель продольных подач, кВт | 1,5 | |
| Электродвигатель поперечных подач, кВт | 1,5 | |
| Электродвигатель станции смазки, кВт | 0,37 | |
| Электродвигатель гидростанции, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Электродвигатель инструментальной головки, кВт | ||
| Суммарная мощность электродвигателей, кВт | 11,69 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 2840 1770 1670 | |
| Масса станка с ЧПУ, кг | 3600 |
- Станок токарно-револьверный с вертикальной головкой на крестовом суппорте, с ОСУ, повышенной точности 1В340Ф30.
 Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987
Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987 - Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
- Проников А.С. Металлорежущие станки и автоматы,1981
- Фещенко В.
 Н. Обработка на токарно-револьверных станках, 1989
Н. Обработка на токарно-револьверных станках, 1989 - Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Список литературы:
Связанные ссылки. Дополнительная информация
Токарно-револьверный станок с ЧПУ JOA-252 (гидравлика) по цене производителя с доставкой – «TopStanok»
- Описание
-
Характеристики
Хар-ки
- Комплектация
Описание
Greenway JOA-252 представляет собой токарный автомат, произведенный в Тайване, который оснащен револьверной головой, что позволяет осуществлять не только токарные, но и фрезерные и сверлильные операции без переустановки заготовок.
Максимальный диаметр обработки над станиной составляет 600 мм, а максимальная длина обработки варьируется в зависимости от комплектации – 600/900/1200 мм. Мощность главного шпинделя 11 кВт, частота вращения достигает 4000 об/мин. Доступно опциональное увеличение мощности двигателя до 15 кВт.
Мощность главного шпинделя 11 кВт, частота вращения достигает 4000 об/мин. Доступно опциональное увеличение мощности двигателя до 15 кВт.
Cтанина станка Greenway JOA-252 цельнолитая и жесткая, вместе с закаленными направляющими они минимизируют вибрации во время работы, что обеспечивает высокую надежность и точность при длительной обработке деталей. Более того, широкий диапазон и большой ход по осям X и Z гарантируют стабильную обработку и упрощают установку инструмента. Эргономичные габариты токарного автомата Greenway JOA-252 позволяют организовать рабочее пространство, и расположить оборудование не только на крупном предприятии, но и в небольшом цеху или мастерской.
Большое количество дополнительных опций, таких как Ось Y, дают возможность установить на токарном автомате Greenway JOA-252 приводные инструментальные блоки, расширив функционал обработки заготовок. Задняя бабка подойдет для обработки и устойчивой фиксации длинномерных и тяжелых заготовок. Более того, среди дополнительной комплектации имеется шлифовальное устройство и устройство для пескоструйной обработки, чтобы Вы могли произвести финишную обработку детали, повысив тем самым точность и производительность.
Наличие системы ЧПУ сводит к минимуму участие человека в процессе обработки и производства деталей, тем самым налаживает автоматизацию рабочего процесса и повышает производственную мощность.
Видео
Общие характеристики
| Характеристика | JOA-252 | JOA-252SV |
|---|---|---|
|
Диапазон обработки | ||
| Максимальный диаметр обрабатываемого прутка | 350 мм | 350 мм |
| Максимальная длина точения | 600 мм | 600 мм |
|
Главный шпиндель/ противошпиндель | ||
| Частота вращения главного шпинделя | 4 000 об/мин | 4 000 об/мин |
| Мощность главного шпинделя | 11/15 кВт | 11/15 кВт |
Макс. диаметр сквозного отверстия главного шпинделя /противошпинделя диаметр сквозного отверстия главного шпинделя /противошпинделя | 62 мм | 62 мм |
|
Общие | ||
| Длина | 3800 мм | 3800 мм |
| Ширина | 1900 мм | 1900 мм |
| Высота | 2050 мм | 2050 мм |
| Масса | 3700 кг | 3700 кг |
| Размер инструмента для обработки внутреннего диаметра | Ø40 | Ø40 |
| Размер инструмента для обработки наружного диаметра | 口25 | 口25 |
|
Вращающийся инструмент с фасонным профилем для противошпинделя | ||
| Мощность насоса подачи СОЖ | 0,74 кВт | 0,74 кВт |
Стандартная комплектация
-
Педальный переключатель
-
Шпиндель A2-6 8″ 3-кулачковый патрон, включая кулачок из мягкого металла
-
Гидравлическая задняя бабка
-
Инструментальная база для обработки внутреннего диаметра (Ø40)
-
Распорка для инструмента (Верх/Низ)口25
-
Втулка переходная для фрез (Ø40)
-
Устройство охлаждения
-
Электрический конвейерный транспортер стружки
-
Лампа освещения рабочей зоны
-
Набор инструмента для обслуживания станка
-
Блок выравнивания основания
-
Система автоматической смазки
-
Насос СОЖ высокого давления
Дополнительные опции
-
Ручной механизм проверки инструмента
-
Кондиционер
-
Цанговый патрон Ø60
-
Стабилизатор напряжения
-
Сертификация СЕ
-
Устройство автоматической подачи прутка
-
Трансформатор
-
Фильтр масляного тумана
-
Приемник обработанных деталей и конвейерная лента
-
Маслоотделитель
Особенности
ЧПУ Syntec
Контроллер Syntec является полноценным административным центром, позволяющим осуществлять управление станком без подключения к персональному компьютеру. ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
Уловитель деталей
Автоматический рабочий режим с уловителем деталей позволяет экономить производственные расходы.
Цельнолитая высокопрочная станина
Цельнолитая станина из чугуна спроектирована таким образом, что позволяет свести к минимуму вибрации, достигая при этом высокой точности и жесткости. Компактная компановка, позволяет установить станок в ограниченном пространстве.
Применение
Медицина
Автомобильная промышленность
Авиакосмическая промышленность
Приборостроение
Оборонная промышленность
Нефтегазовая отрасль
UTITA TV1800 Вертикальный токарно-револьверный станок с ЧПУ Б/у оборудование
- Описание
- Детальная информация
- Об этом продавце
Вертикальный токарно-револьверный станок UTITA TV1800 б / у
ЧПУ FAGOR UC 8055-A
АТС шт. 12
12
ОЗУ
ПЛАТФОРМА
диаметр 1800 мм
макс. допустимый диаметр 2050 мм
макс. диаметр поворота с вертикальной салазкой 2050 мм
макс. диаметр растачивания с вертикальной салазкой 800 мм
максимальная допустимая высота 1900 мм
максимальная высота поворота 1400 мм
скорость непрерывного вращения в трех диапазонах об / мин 0,69-1-1,69
мощность двигателя в постоянном токе кВт 59
ПЕРЕСЕКАТЬ
вертикальный ход мм 1400
мощность двигателя кВт 7
макс. скорость перемещения мм / мин 400
высота направляющей 120 мм
общая высота крестовины 895 мм
БАШНЯ НОСИТЕЛЬ
вертикальный ход ползуна 1100 мм
горизонтальный ход суппорта 1450 мм
ход работ в вариации продолж. мм / мин 0,1 + 1000
быстрые движения мм / мин 5000
ОПЕРАЦИОННЫЕ ДАННЫЕ
максимально допустимая нагрузка 16000 кг
допустимый размер инструмента 32-40 мм
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Диаметр станины | 2050 mm |
| Высота | 1900 mm |
| Тип ЧПУ | FAGOR UC 8055-A |
| Макс. вес обраб. детали | 16000 kg |
| Мощность | 59 kW |
| Капитальный ремонт | нет |
| ——————- | |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | нет |
| Статус | в производстве |
| Тип клиента | Перекупщик |
| Активный с | 2020 |
| Предложения онлайн | 5 |
| Последняя активность | 22 сентября 2022 г. |
Описание
Вертикальный токарно-револьверный станок UTITA TV1800 б / у
ЧПУ FAGOR UC 8055-A
АТС шт.12
ОЗУ
ПЛАТФОРМА
диаметр 1800 мм
макс. допустимый диаметр 2050 мм
макс. диаметр поворота с вертикальной салазкой 2050 мм
макс. диаметр растачивания с вертикальной салазкой 800 мм
максимальная допустимая высота 1900 мм
максимальная высота поворота 1400 мм
скорость непрерывного вращения в трех диапазонах об / мин 0,69-1-1,69
мощность двигателя в постоянном токе кВт 59
ПЕРЕСЕКАТЬ
вертикальный ход мм 1400
мощность двигателя кВт 7
макс. скорость перемещения мм / мин 400
высота направляющей 120 мм
общая высота крестовины 895 мм
БАШНЯ НОСИТЕЛЬ
вертикальный ход ползуна 1100 мм
горизонтальный ход суппорта 1450 мм
ход работ в вариации продолж. мм / мин 0,1 + 1000
быстрые движения мм / мин 5000
ОПЕРАЦИОННЫЕ ДАННЫЕ
максимально допустимая нагрузка 16000 кг
допустимый размер инструмента 32-40 мм
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Диаметр станины | 2050 mm |
| Высота | 1900 mm |
| Тип ЧПУ | FAGOR UC 8055-A |
| Макс. вес обраб. детали | 16000 kg |
| Мощность | 59 kW |
| Капитальный ремонт | нет |
| ——————- | |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | нет |
| Статус | в производстве |
Об этом продавце
| Тип клиента | Перекупщик |
| Активный с | 2020 |
| Предложения онлайн | 5 |
| Последняя активность | 22 сентября 2022 г. |
Токарно-револьверный станок: характеристики, виды, конструкция
Сегодня большой популярностью пользуются револьверно-токарные станки с ЧПУ, имеющие дополнительные отделения для размещения рабочих инструментов.
Револьверные станки – один из новейших видов оборудование для создания сложных конструкций из металлических заготовок. Каждый из них различается по характеристикам и предназначается для разных видов обработки. В этой статье вы узнаете необходимую информацию о технических особенностях и предназначении устройства.
Аппарат относится к устройствам токарной группы, но имеет преимущество перед старыми моделями. Поворотная головка станка состоит из многопозиционной модели. Деталь повышает скорость и эффективность работы.
Технические характеристики оборудования
Новейшие револьверные станки по обработке металла внесли вклад в развитие металлургической промышленности. Это связано с наличием револьверных головок в аппарате.
Это связано с наличием револьверных головок в аппарате.
Если же проводить работы вместе со станком ЧПУ, то результат заметно улучшится. Мало того, что такое сочетание ускоряет работу, так ещё и повышает точность размеров.
Если работать в паре с ЧПУ, то поверхность изделий повысит шероховатость.
Если вы всерьёз заинтересовались токарными станками, то при выборе обращайте внимание на некоторые детали:
- Стоимость. Токарно-револьверные станки имеют высокую стоимость, а поэтому используются для работы на металлургических заводах. Использование аппарата в маленьком цеху не раскроет всей мощности. Оборудование становится не окупаемым.
- Класс точности – определяет точность и эффективность работы. Большинству устройств присвоен класс Н.
- Размер заготовки и расположение узлов. Станки с наибольшим размером заготовки выполняют работу гораздо быстрее.
- Материал заготовки – чугун, углерод, легированная сталь и другие.

- Количество оборотов в минуту.
- Скорость перемещения каждого отдельного узла.
- Характеристики мотора. В профессиональных станках присутствует от 2 до 4 двигателей.
- Вес и размер оборудования.
Эти характеристики присутствуют в описании товара.
Разновидности токарно-револьверного оборудования
Существует огромное количество револьверных станков, которые отличаются друг от друга по некоторым параметрам.
Отличия:
- Вид заготовок. Существует 2 главных элемента для обработки – патроны и пруты. Станки с 1 типом заготовок содержат в себе более крупные валы. Прутковые станки не имеют такой возможности, из-за низкого диаметра заготовок, но длина прутьев больше, чем у патронов.
- Расположение заготовки по оси. Заготовка может закрепляться в вертикальном или горизонтальном положении, либо же находиться под наклоном.

Самыми распространенными являются станки с прямым расположением заготовок – вертикальным или горизонтальным.
Оборудование с наклонными заготовками дает возможность проводить некоторые дополнительные операции, но используется гораздо реже. Также такая конструкция повышает эффективность работ по заточке металла.
- Станки различаются по объему принимаемой продукции. Те, что работают с крупными видами продукции, используются на крупных промышленных предприятиях.
Особенностью таких станков является наличие планшайбы. Деталь содержит в себе несколько кулачков – 3 или 4, которые действуют за счет гидравлического двигателя.
Станки для крупной обработки используются на литейных цехах. Виды продукции приравниваются к кованым или отлитым изделиям.
Полуавтоматические токарно-револьверные станки
Существует отдельная группа револьверного оборудования, работающая в полуавтоматическом режиме. Как правило, они не используют для обработки крупные заготовки, но обрабатывают прутья.
Как правило, они не используют для обработки крупные заготовки, но обрабатывают прутья.
Характеристики полуавтоматического оборудования:
- Оборудование имеет наличие одного шпинделя. Шпиндель – конструкция с отверстием под обрабатываемый прут.
- Наличие дополнительного узла для подачи и фиксации заготовок. Эта деталь используется для создания автоматического производства, так как самостоятельно отводит готовые изделия.
На рынке оборудования предоставлен огромный выбор полуавтоматических моделей станков. Между собой они различаются по следующим параметрам:
- Количество шпинделей – влияет на количество обрабатываемой продукции.
- Расположение револьверной головки – прямое (по горизонтали и по вертикали) и наклонное.
Горизонтальные станки, при выводе продукции, ведут её в одном направлении, которое зависит от того, по какой оси вращается головка.
Станки с вертикальным или наклонным расположением головок используют различные виды суппортов. В основном используются поперечные или револьверные.
В основном используются поперечные или револьверные.
Современные токарно-револьверные станки в паре с ЧПУ изменяют положение револьверной головки. Это позволяет им выполнять работу с высокой точностью.
Кроме того, такое оборудование безопасно – главные узлы аппарата находятся под специальной защитной конструкцией. Её ещё называют защитным кожухом.
Особенности конструкции
Технология создания токарно-револьверных станков довольна непроста. Устройство имеет очень сложную конструкцию, в которой выделяют несколько элементов:
- Коробка скоростей.
- Суппорт.
- Узел шпинделя.
Коробка скоростей
Скоростная коробка устройства отвечает за количество выполняемых оборотов. С количеством оборотов переключается скорость станка.
В механизме содержится 3-4 электромагнитные муфты, которые определяют количество скоростей устройства. Муфта состоит из металлических дисков.
Муфта состоит из металлических дисков.
Как правило, в каждом станке содержится по 4 муфты – 2 электромагнитные и 2 обгонные. Между ними находится 1 двухвенцовый зубчатый блок. Он обеспечивает работу деталей коробки, позволяя скоростям переключаться.
Суппорт
Суппорт токарного станка отвечает за перемещение резца по оси шпинделя.
Деталь представляет собой конструкцию в виде креста, состоящую из 3 элементов – каретка, поперечные салазки и резцовые салазки.
Узел шпинделя
Узлы металлорежущего револьверного станка передают энергию от двигателя к рабочим инструментам.
В шпинделе содержится 8 узлов:
- Станина – соединяет узлы аппарата.
- Передняя бабка – фиксирует и вращает обрабатываемый материал.
- Задняя бабка – устанавливает режущий инструмент.
- Суппорт – перемещение резца по оси.
- Коробка подач – передача движения.
- Ходовой вал – сообщает суппорту о наличии материала для обработки.

- Ходовой винт – нарезание резьбы.
- Фартук – останавливает ходовой вал и активирует суппорт.
Виды выполняемых работ
Токарно-револьверные станки работают с множеством материалов, выполняя разные задачи. Список работ:
- Чистовой проход и черный проход. Вытачивание изделия по его внешнему диаметру.
- Надрезка поверхности. С помощью дополнительных инструментов способен отрезать немалую часть материала.
- Работа с внутренней и внешней резьбой.
- Создание канавок. Требуются специальные инструменты.
Кроме проводимых работ, присутствует разнообразие обрабатываемых материалов:
- Заготовки с фасонным профилем. Лучше всего обрабатывать на полуавтоматическом станке, так как становятся доступны особые шаблоны.
- Материалы с конической поверхностью. Для выполнения обработки также используются специальные шаблоны.
Техника безопасности
Перед работой с оборудованием необходимо пройти медицинскую комиссию. Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
- Выполнять только ту работу, которая вам предоставлена, и только безопасным способом.
- Работать только на том оборудовании, в работе с которым у вас имеются специальные навыки.
- Работать только в специальной униформе, которая выдается перед началом работы.
- Работнику должны обеспечить широкое пространство для работы.
- Перед работой требуется проверка исправности аппарата.
- Ни в коем случае не пытаться ремонтировать устройство самостоятельно. Не трогать внутренний механизм станка
- На рабочем месте не должно находиться лишних предметов.
- Обрабатываемая деталь должна быть прочно закреплена.
- Не прикасаться к обрабатываемому материалу.
- Не прикасаться к заготовкам во время работы.
Токарно револьверный станок: компоновка и характеристики
Главная / ЧПУ станок / Токарный станок / Токарно револьверный станок: компоновка и характеристики
Токарно револьверный станок используется для обработки заготовок деталей сложной конфигурации в серийном промышленном производстве. Точение наружных поверхностей деталей производится резцами различных типов, обработка центральных отверстий заготовки происходит резцами, сверлами, метчиками и другим инструментом.
Точение наружных поверхностей деталей производится резцами различных типов, обработка центральных отверстий заготовки происходит резцами, сверлами, метчиками и другим инструментом.
Основной особенностью компоновки токарно револьверных станков является наличие продольного суппорта станка. Он участвует в перемещении многопозиционной поворотной револьверной головки, на которой закреплены различные инструменты.
При поворотах револьверной головки станка последовательно вводятся в обработку детали заранее настроенные на размер инструменты, благодаря чему значительно сокращается время на подготовку.
Кроме продольного суппорта, токарно револьверные станки имеют в большинстве случаев и поперечный суппорт, на котором устанавливают инструменты для обработки наружных поверхностей.
Основными параметрами револьверных станков являются наибольший диаметр обрабатываемого прутка и наибольший диаметр обработки над станиной. Ниже приведены краткие технические характеристики моделей отечественных токарно револьверных станков.
Токарно револьверный станок 1П381: характеристики
- Револьверная головка станка 1П381, расположение — вертикальное
- Максимальный диаметр обрабатываемой поверхности прутка — 160-200 мм
- Максимальный диаметр обрабатываемой поверхности заготовки — 800 мм
- Скорость главного движения — 9-800 об/мин
- Мощность приводного электродвигателя — 28-40 кВт
- Масса — 70 кН
Токарно револьверный станок 1365: характеристики
- Револьверная головка станка 1365, расположение — вертикальное
- Максимальный диаметр обрабатываемой поверхности прутка — 65-80 мм
- Максимальный диаметр обрабатываемой поверхности заготовки — 500 мм
- Скорость главного движения — 34-1500 об/мин
- Мощность приводного электродвигателя — 14-20 кВт
- Масса — 36 кН
Токарно револьверный станок 1П326: характеристики
- Револьверная головка станка 1П326, расположение — вертикальное
- Максимальный диаметр обрабатываемой поверхности прутка — 25 мм
- Максимальный диаметр обрабатываемой поверхности заготовки — 320 мм
- Скорость главного движения — 200-3350 об/мин
- Мощность приводного электродвигателя — 4,5 кВт
- Масса — 13 кН
Токарно револьверный станок 1340: характеристики
- Револьверная головка станка 1340, расположение — вертикальное
- Максимальный диаметр обрабатываемой поверхности прутка — 40 мм
- Максимальный диаметр обрабатываемой поверхности заготовки — 400 мм
- Скорость главного движения — 60-2000 об/мин
- Мощность приводного электродвигателя — 4,5 кВт
- Масса — 22 кН
Токарно револьверный станок 1П318: характеристики
- Револьверная головка станка 1П318, расположение — вертикальное
- Максимальный диаметр обрабатываемой поверхности прутка — 18 мм
- Максимальный диаметр обрабатываемой поверхности заготовки — 250 мм
- Скорость главного движения — 200-4000 об/мин
- Мощность приводного электродвигателя — 2,8 кВт
- Масса — 11 кН
Токарно револьверный станок 1341: характеристики
- Револьверная головка станка 1341, расположение — горизонтальное
- Максимальный диаметр обрабатываемой поверхности прутка — 40 мм
- Максимальный диаметр обрабатываемой поверхности заготовки — 400 мм
- Скорость главного движения — 60-2000 об/мин
- Мощность приводного электродвигателя — 4,5-7 кВт
- Масса — 22 кН
Токарно револьверный станок С-193А: характеристики
- Револьверная головка станка С-193А, расположение — наклонное
- Максимальный диаметр обрабатываемой поверхности прутка — 14 мм
- Скорость главного движения — 250-3000 об/мин
- Мощность приводного электродвигателя — 0,5/1,2/1,5 кВт
- Масса — 3,5 кН
Токарно револьверный станок 1П371: характеристики
- Револьверная головка станка 1П371, расположение — вертикальное
- Максимальный диаметр обрабатываемой поверхности прутка — 100-125 мм
- Максимальный диаметр обрабатываемой поверхности заготовки — 630 мм
- Скорость главного движения — 14-1250 об/мин
- Мощность приводного электродвигателя — 20-28 кВт
- Масса — 55 кН
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Токарно-револьверный станок в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Пешков Е.О. Наладка токарно-револьверных станков.
Доставка по Украине
246 грн
Купить
MaxBook
Токарно-револьверный станок 1В340Ф30 с ЧПУ WL4M, после капитального ремонта и модернизации
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт. ім.Горького)
ім.Горького)
Токарно-револьверный станок 1В340Ф30 с ЧПУ WL4T, после капитального ремонта и модернизации
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Токарно-револьверный станок модель 1341
Доставка по Украине
67 500 грн
Купить
«АгроЗапДетали» — интернет-магазин
Токарно-револьверний верстат 134
Доставка по Украине
от 999 грн
Купить
БЕЛОЦЕРКОВМАЗ
Устройство и наладка токарно-револьверных станков. С.Ф. Фомин
Доставка по Украине
420 грн
Купить
БУКІНІСТ +
Капитальный ремонт и модернизация токарно-револьверных станков 1В340Ф30 системами ЧПУ
Услуга
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт.ім.Горького)
Станок токарно-револьверный 1В340Ф30
Заканчивается
Доставка по Украине
130 200 грн
Купить
Стан-Комплект
Пешков Е. О. Работа на токарно-револьверных станках. Издание второе, переработанное и дополненное.
О. Работа на токарно-револьверных станках. Издание второе, переработанное и дополненное.
Доставка по Украине
222 грн
Купить
MaxBook
Фомин С.Ф. Устройство и наладка токарно-револьверных станков. Издание 3-е, переработанное.
Доставка по Украине
240 грн
Купить
MaxBook
Фещенко В.Н Обработка на токарно-револьверных станках.
Доставка по Украине
240 грн
Купить
MaxBook
Драгун А.П. Вспомогательный инструмент для токарно-револьверных станков.
Доставка по Украине
222 грн
Купить
MaxBook
Ходовой винт
Доставка по Украине
от 1 600 грн
Купить
ЧП Кузьмин (ЧП Гранд Тех плюс)
Универсальный токарный станок TYTAN 750 0,75кВт / 230В
Доставка из г. Киев
94 350 грн
Купить
SLAVLES
Универсальный токарно-винторезный станок cерии CDS6232 D патрона=200 мм Макс диаметр обработки в выемке 520мм
Доставка по Украине
от 731 862.75 грн
Купить
ООО «ЦТО КВАРЦ»
Смотрите также
Универсальный токарно-винторезный станок cерии CDS6240 D патрона=250 мм Макс диаметр обработки в выемке 700мм
Доставка по Украине
от 828 879. 98 грн
98 грн
Купить
ООО «ЦТО КВАРЦ»
Универсальный токарно-винторезный станок cерии CDS6250 D патрона=250 мм Макс диаметр обработки в выемке 760мм
Доставка по Украине
от 999 228.95 грн
Купить
ООО «ЦТО КВАРЦ»
Головка револьверная АК31100
Под заказ
Доставка по Украине
285 000 грн
Купить
ООО «АСПЕКТМАШ»
Токарный станок с ЧПУ cерии СКЕ 6130 Макс диаметр обработки над станиной 300мм Макс длина обработки 500мм
Под заказ
Доставка по Украине
от 1 224 185.08 грн
Купить
ООО «ЦТО КВАРЦ»
Токарный станок с ЧПУ cерии СКЕ 6136 Макс диаметр обработки над станиной 360мм Макс длина обработки 750/1000мм
Под заказ
Доставка по Украине
от 1 410 684.94 грн
Купить
ООО «ЦТО КВАРЦ»
Токарный станок с ЧПУ cерии СКЕ 6150 Макс диаметр обработки над станиной 500мм Макс длина обработки 750-2000мм
Под заказ
Доставка по Украине
от 1 657 759. 96 грн
96 грн
Купить
ООО «ЦТО КВАРЦ»
Токарный станок с ЧПУ cерии СКЕ 6150L Макс диаметр обработки над станиной 500мм Макс длина обработки 1000мм
Под заказ
Доставка по Украине
от 1 861 417.80 грн
Купить
ООО «ЦТО КВАРЦ»
Токарный станок с ЧПУ cерии СКЕ 6163 Макс диаметр обработки над станиной 630мм Макс длина обработки 1-4м
Под заказ
Доставка по Украине
от 2 576 868.57 грн
Купить
ООО «ЦТО КВАРЦ»
Токарный станок с ЧПУ cерии СКЕ 6180 Макс диаметр обработки над станиной 800мм Макс длина обработки 1-4 м
Под заказ
Доставка по Украине
от 2 964 116.87 грн
Купить
ООО «ЦТО КВАРЦ»
Универсальный токарный станок серия CW-E Макс диаметр обработки над суппортом 350мм Макс диаметр обработки 800
Под заказ
Доставка по Украине
от 1 230 899.08 грн
Купить
ООО «ЦТО КВАРЦ»
Универсальный токарный станок серия CW-E Макс диаметр обработки над суппортом 480мм Макс диаметр обработки1000
Под заказ
Доставка по Украине
от 1 305 499. 02 грн
02 грн
Купить
ООО «ЦТО КВАРЦ»
Универсальный токарный станок серия CW-E Макс диаметр обработки над суппортом 710мм Макс диаметр обработки1230
Под заказ
Доставка по Украине
от 1 491 998.88 грн
Купить
ООО «ЦТО КВАРЦ»
Трехопорный токарно-револьверный станок SC 2500
Недоступен
Цену уточняйте
Смотреть
ТзОВ ІНТЕР ФОРВАРД
Токарно-револьверный станок 1341 с ручным управлением.
Недоступен
Цену уточняйте
Смотреть
ПромСтарт
Токарно-револьверный станок
или набор инструментов для ЧПУ? [+Swiss Lathes]
Это одна из многих тем, которая, кажется, вызывает религиозный пыл с одной стороны, а не с другой. Я лично просмотрел несколько сотен онлайн-статей и переписок с нашими клиентами G-Wizard об этом выборе.
Кстати, вот видео по теме, которое быстро освещает основные моменты:
Для более подробного обсуждения продолжайте читать.
Давайте начнем с некоторых определений и основных выводов, к которым я пришел после всех этих разговоров и исследований, а затем углубимся в множество деталей.
Какие токарно-револьверные станки и инструментальная оснастка?
На токарных станках с ручным управлением мы привыкли видеть один инструмент на быстросменном инструментальном посте (QCTP). Это работает, но на ЧПУ мы хотим более высокую производительность. Хотя вы можете установить обычный ручной токарный станок Quick Change Toolpost (QCTP) на токарный станок с ЧПУ, это обычно делается только для токарных станков Toolroom.
Для производственных токарных станков оснастка обычно устанавливается либо на опорную плиту, либо на револьверную головку. По иронии судьбы, на приведенном выше рисунке показаны оба формата в использовании: на каждой инструментальной станции револьверной головки установлена монтажная плита, которая увеличивает количество инструментов, доступных в каждой позиции револьверной головки.
Чистый набор инструментов — самый простой вариант. В этом режиме инструменты устанавливаются в ряд на суппорте токарного станка. Доступ к инструменту — это вопрос отвода от заготовки вдоль оси шпинделя, чтобы инструменты не ударялись о заготовку, перемещения по оси X до тех пор, пока нужный инструмент не окажется в нужном положении, а затем перемещения вдоль оси Z назад, чтобы начать резку.
Доступ к инструменту — это вопрос отвода от заготовки вдоль оси шпинделя, чтобы инструменты не ударялись о заготовку, перемещения по оси X до тех пор, пока нужный инструмент не окажется в нужном положении, а затем перемещения вдоль оси Z назад, чтобы начать резку.
Суппорт с установленными инструментами обычно выглядит следующим образом:
На видео показано простое движение смены инструмента, а также скорость смены инструмента. Обратите внимание на два формата инструмента: инструмент для чернового точения делает большой глубокий рез и представляет собой типичную державку для токарных станков с квадратным хвостовиком. В остальной оснастке используется круглый хвостовик с лыской, что более характерно для групповой оснастки. Он более компактен, и иногда вы даже увидите, что на один держатель устанавливаются две вставки, которые используются для разных задач.
А вот револьверный токарный станок в действии:
Этот станок на видео на самом деле имеет 2 револьверные головки и использует одну, чтобы удерживать аккуратную подвижную центральную «заднюю бабку» для точения этой длинной тонкой детали. Вы получаете представление о токарно-револьверном станке. Револьверные токарные станки очень похожи на ротационные устройства смены инструмента, знакомые пользователям фрезерных станков с ЧПУ.
Вы получаете представление о токарно-револьверном станке. Револьверные токарные станки очень похожи на ротационные устройства смены инструмента, знакомые пользователям фрезерных станков с ЧПУ.
Какой из них лучше?
Существует длинный список плюсов и минусов каждого из них, к которым мы вскоре вернемся, но, как и было обещано, давайте начнем с выводов верхнего уровня:
Выбор набора инструментов или револьверных головок на токарном станке с ЧПУ больше зависит от того, какие детали вы будете изготавливать, чем от чего-либо еще. Gang Tooling очень трудно превзойти для коротких деталей меньшего диаметра, для которых не требуется задняя бабка. Револьверные токарные станки трудно превзойти по универсальности и, конечно же, они необходимы, когда вам нужна задняя бабка.
Просматривая множество статей, которые я исследовал по этой теме, я часто сталкивался с машинистами, которые хотели бы использовать свои групповые токарные станки для всего, но имели револьверные станки для деталей, которые были слишком длинными и тонкими для изготовления на групповом токарном станке.
Swiss Lathes
В некотором смысле это почти означает, что «конкуренция» между Gang и Turret Lathes немного вводит в заблуждение. Возможно, лучшим «соревнованием» были бы групповые токарные станки против швейцарских станков. Швейцарские станки используют направляющую втулку и поворачиваются от конца к передней бабке, так что работа всегда хорошо поддерживается с очень небольшим выступом для отклонения:
В обмен на большую стоимость, сложность и потребность в прутковой бабке дорогой, потому что он должен быть совместим со швейцарской установкой втулки, швейцарский станок может обрабатывать детали, которые были бы слишком длинными и тонкими для токарного станка.
Преимущество группового инструмента №1: Скорость
Давайте начнем с точки зрения компании Gang Tool, почему их станки лучше:
Если деталь можно изготовить на групповом токарном станке, ее можно изготовить быстрее и дешевле, чем на токарно-револьверном станке.
Помните, что некоторые детали просто невозможно изготовить на токарном станке, потому что вы не можете использовать заднюю бабку. потому что задняя бабка мешает. Есть некоторые многоточечные станки с выдвижной задней бабкой, но втягивание задней бабки каждый раз, когда требуется смена инструмента, сводит на нет главное преимущество многоместного токарного станка — сверхбыструю смену инструмента.
Смена инструмента выполняется очень быстро, поскольку для смены инструмента используется движение скольжения и не требуется индексация револьверной головки. Если подумать, типичный револьверный токарный станок должен переместиться в положение смены инструмента, прежде чем он сможет начать вращение нужного инструмента на место. Как только инструмент окажется на месте, он может вернуться в положение резки. Это почти точно такое же количество движений, которое необходимо для смены инструмента группы в худшем случае, но инструмент группы не выполняет индексацию. Он перемещается в положение смены инструмента (разное для каждого инструмента группы) и перемещает следующий инструмент на место, а затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре опорной плиты, и они перемещаются лишь на небольшую часть расстояния до самого дальнего положения смены инструмента, необходимого револьверному токарному станку.
Наиболее часто используемые инструменты размещаются в центре опорной плиты, и они перемещаются лишь на небольшую часть расстояния до самого дальнего положения смены инструмента, необходимого револьверному токарному станку.
Таким образом, групповой инструмент почти всегда работает быстрее. Вы можете услышать цитаты от станков с инструментами, например: «Станок с многоосевым инструментом может обработать деталь, отрезать ее, устройство подачи прутка продвигает материал, и он входит во вторую деталь, прежде чем револьверный токарный станок сможет закончить вторую операцию».
Преимущество инструментальной оснастки #2: Простота и низкая стоимость
Револьверные головки — это дорогостоящие прецизионные устройства с большим количеством движущихся частей. Инструменты банды минималистичны. Он включает в себя несколько блоков, установленных на поперечных салазках, и все. Сервоприводы нормальной оси токарного станка и ходовые винты выполняют всю работу по смене инструмента. Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки с револьверной головкой. В некоторых случаях магазины покупают двухсекционные токарные станки за то, что стоил бы один причудливый двухшпиндельный револьверный токарный станок, и чувствуют, что они выходят далеко вперед.
Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки с револьверной головкой. В некоторых случаях магазины покупают двухсекционные токарные станки за то, что стоил бы один причудливый двухшпиндельный револьверный токарный станок, и чувствуют, что они выходят далеко вперед.
Если ваша деталь нуждается в инструментах с приводом, например, для навинчивания плоских гаечных ключей на деталь или для просверливания окружности болта на фланце, гораздо дешевле использовать набор инструментов. Пневматические шпиндели, шпиндели с тросовым приводом и электрические шпиндели меньшего размера могут быть введены в эксплуатацию, если токарный станок оснащен индексируемым шпинделем с осью C. Моторизация револьверной головки увеличивает стоимость во многих отношениях из-за трудностей с передачей мощности вращения к позициям инструмента на поворотной револьверной головке. Это также увеличивает размер токарно-револьверного станка, что делает инструмент с вращающейся револьверной головкой непрактичным на небольших токарных станках.
Групповые инструменты, как правило, дешевле, в то время как револьверные инструменты, как правило, дороже, но они могут быть более масштабными и надежными. Некоторые из стандартов инструмента револьверной головки требуют довольно дорогих держателей инструмента, чтобы, помимо прочего, приспособить приводной инструмент. Преимущество № 3: Быстрая установка Это не может быть сделано быстрее, так как это можно сделать в автономном режиме или сохранить в виде собранного блока инструментов для различных работ. Вот блок с 7 установленными инструментами:
Замена блока инструментов выполняется быстро и позволяет поставить на место все инструменты, необходимые для конкретной детали… например, спиральное сверло определенного размера.
Преимущество инструментальной оснастки #4: Точность
Простота и уменьшение количества движущихся частей устраняют накопление допусков и различные виды люфтов (люфтов) в движущихся частях револьверной головки. Проблема точности заключается в достижении правильного положения центральной линии (оси Y) с помощью инструмента. После установки прокладок или специальной втулки, просверленной для спирального сверла, трудно добиться большей точности, и большинство револьверных головок будут менее точными.
Проблема точности заключается в достижении правильного положения центральной линии (оси Y) с помощью инструмента. После установки прокладок или специальной втулки, просверленной для спирального сверла, трудно добиться большей точности, и большинство револьверных головок будут менее точными.
Другим фактором, который дает токарным станкам преимущество в точности, является то, что они используются для перемещения на более короткие расстояния при обработке детали.
Преимущество инструментальной оснастки № 5: Надежность
Это тесно связано с простотой. На групповом токарном станке не так уж много ошибок. Конечно, у револьверной головки есть все точки износа и детали, которые можно сломать, как у токарного станка, а также многое другое. Если вы разбиваете турель, у вас может быть дорогостоящий счет за ремонт, или вам может просто понадобиться перенастроить ее.
Револьверный токарный станок Преимущество №1: Гибкость
Давайте обратимся к револьверным станкам, прежде чем мы начнем думать, что групповые токарные станки — единственный выход. Преимущество турели №1 — гибкость. Вы можете использовать с ним заднюю бабку, которая позволяет делать гораздо более длинные и тонкие детали, чем на токарном станке, хотя есть некоторые хитрости, такие как коробчатые резаки, которые могут помочь токарному станку сделать больше.
Преимущество турели №1 — гибкость. Вы можете использовать с ним заднюю бабку, которая позволяет делать гораздо более длинные и тонкие детали, чем на токарном станке, хотя есть некоторые хитрости, такие как коробчатые резаки, которые могут помочь токарному станку сделать больше.
Помимо длины револьверные головки позволяют изготавливать детали большего диаметра. Если подумать, то при установке многофункционального инструмента требуется зазор, чтобы деталь могла поместиться между любыми двумя инструментами. Это ограничивает диаметр или количество инструментов, которые можно поместить на пластину бандажа. Турель позволяет вам не только съесть свой пирог, но и съесть его, потому что она оставляет место для деталей гораздо большего диаметра.
Токарно-револьверный станок Преимущество №2: Простое программирование
В то время как опытные пользователи токарных станков находят программирование простым, новички, как правило, найдут программирование револьверной головки проще. С токарным станком вам придется беспокоиться об очистке детали для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неверное движение, и инструмент врежется в деталь.
С токарным станком вам придется беспокоиться об очистке детали для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неверное движение, и инструмент врежется в деталь.
Кроме того, пользователям групп приходится иметь дело как с положительной, так и с отрицательной идеей, поскольку инструменты находятся по обе стороны от заготовки. Пользователям турелей приходится иметь дело только с одним знаком и обычно выбирать положительный, поскольку это проще и интуитивно понятнее. Конечно, более сложные токарные станки будут монтировать как переднюю, так и заднюю револьверную головку, и в этот момент они будут работать как с положительными, так и с отрицательными значениями.
Токарно-револьверный станок Преимущество №3: Дополнительные инструменты
Обратитесь к верхнему правому рисунку в статье, где на каждой станции на револьверной головке установлено несколько инструментов. Эта ситуация была доведена до крайности и будет довольно сложной для программирования, но наличие двух револьверных головок или даже просто размещение держателей групп на нескольких станциях для револьверных головок по-прежнему означает больше инструментов для токарного станка с револьверной головкой. Вот пластина с тремя инструментами, предназначенная для замены держателей инструментов с квадратным хвостовиком 3/4″ или 1″:
Вот пластина с тремя инструментами, предназначенная для замены держателей инструментов с квадратным хвостовиком 3/4″ или 1″:
Foxwood Machine, компания, которая предлагает этот продукт, говорит, что они создали его для машин, которые не вмещали достаточно инструментов или не могли менять инструменты достаточно быстро. Я вижу, что размещение инструментов, необходимых для сверления и нарезания резьбы определенного размера и размера на одном блоке, может также упростить настройку.
Преимущество токарно-револьверного станка № 4: Больше операций, осей и деталей.
Это связано с преимуществом гибкости револьверных головок, но они кажутся хорошо подходящими для более сложных станков с двумя шпинделями и несколькими осями. и другие функции для размещения деталей, которые в противном случае потребовали бы нескольких настроек.
Токарно-револьверный станок Преимущество №5: Лучшее измельчение?
Револьверные головки могут обеспечить лучшее измельчение только потому, что они чаще используются на больших токарных станках. Но машина с двумя револьверными головками также может выполнять трюк с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который сделает пропил 1/8″. Поместите одну по обе стороны от заготовки с помощью двух револьверных головок, чтобы одна немного опережала другую. Теперь вы снимаете 1/4″ с каждым проходом, и два инструмента уравновешивают склонность друг друга к отклонению детали.
Но машина с двумя револьверными головками также может выполнять трюк с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который сделает пропил 1/8″. Поместите одну по обе стороны от заготовки с помощью двух револьверных головок, чтобы одна немного опережала другую. Теперь вы снимаете 1/4″ с каждым проходом, и два инструмента уравновешивают склонность друг друга к отклонению детали.
Это довольно изящный трюк, который действительно может сократить время цикла.
Токарно-револьверные станки тоже умеют работать!
Небольшая пластина в револьверной стойке…
Представьте, что каждая позиция в револьверной головке вашего токарного станка представляет собой небольшую пластину с несколькими инструментами. Вы начинаете видеть возможности?
Ностальгия: револьверные станки старой школы с ручным управлением
Вот какими были револьверные станки до ЧПУ:
Вывод: Это лошади для курсов
Несмотря на то, что у людей есть естественная склонность устраивать соревнование, которое приводит к единственному победителю, в данном случае это «Лошади для курсов». Выбор групповой оснастки по сравнению с токарно-револьверными станками лучше всего делать путем тщательного анализа типов деталей, которые необходимо изготовить, и того, какой набор преимуществ получат эти конкретные детали.
Выбор групповой оснастки по сравнению с токарно-револьверными станками лучше всего делать путем тщательного анализа типов деталей, которые необходимо изготовить, и того, какой набор преимуществ получат эти конкретные детали.
Если вы не знаете, какие детали вы в конечном итоге будете изготавливать, и не хотите мириться с ограничениями группового инструмента для более коротких деталей меньшего диаметра, вы, вероятно, предпочтете револьверную головку. Если вам нужно максимально простое программирование и меньшая кривая обучения, вам, вероятно, понадобится револьверный токарный станок. С другой стороны, если вам нужно максимально короткое время цикла, чтобы вы могли как можно дешевле обработать как можно больше деталей, изготовленных на токарных станках, обратите внимание на инструментальную оснастку.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Выбор револьверной головки или набора инструментов для токарного станка с ЧПУ
Автор Боб Уорфилд
Опубликовано
06 июля 2017 г.![]() — 15:45
— 15:45
Решение о том, использовать ли турель или инструменты банды, является одной из многих тем, которые, кажется, вызывают религиозное рвение от одной стороны к другой. Давайте начнем с краткого обзора каждого подхода, а затем углубимся в детали.
Инструментальная группа Pure — самый простой вариант для токарного станка с ЧПУ. Инструменты располагаются в ряд на поперечных салазках токарного станка. Чтобы сменить инструмент, конечный пользователь выполняет следующие действия:
- Вытягивает текущий инструмент из заготовки с помощью движения по оси Z.
- Скользит по оси X до тех пор, пока новый инструмент не займет свое место.
- Перемещение по оси Z для начала резки.
Револьверная головка более сложна, чем простой набор инструментов. Револьверная головка удерживает группу инструментов и вращается, чтобы установить на место новый режущий инструмент. Смена инструментов включает в себя:
- Оттягивание текущего инструмента назад, как правило, с помощью оси Z или комбинированного движения по осям X и Z.

- Вращение револьверной головки до тех пор, пока нужный инструмент не окажется в нужном положении.
- Перемещение инструмента вперед, чтобы начать резку, снова движением по оси Z или XZ.
Револьверные головки токарных станков похожи на ротационные устройства смены инструмента, знакомые пользователям фрезерных станков с ЧПУ.
Какой из них лучше?
| Башенные профи | Банды профи |
|---|---|
| Более гибкий | Быстрая смена инструмента |
| Подходит для более длинных и тонких деталей | Проще |
| Подходит для деталей большего диаметра | Более низкая стоимость |
| Легче запрограммировать | Быстрая настройка |
| Вмещает больше инструментов | Более точный |
| Больше возможных осей | Более надежный |
Вот заключение на высшем уровне:
Выбор между наборным инструментом и револьверной головкой на токарном станке с ЧПУ должен основываться на типах обрабатываемых деталей: короткие детали, которым не нужна задняя бабка.
Многие механики хотели бы использовать свои многоцелевые станки для всего, но у них есть револьверные станки для деталей, слишком длинных и тонких, чтобы их можно было изготовить на многотокарном станке.
Токарный станок с ЧПУ с револьверной головкой (слева) и набором инструментов (справа). Изображение предоставлено Б. Уорфилдом.
Для таких деталей, возможно, лучшим «конкурированием» были бы групповые токарные станки против станков швейцарского типа. Другая возможность – установить небольшие бандажные пластины на некоторых турельных станциях. Эта регулировка может сделать смену инструмента очень быстрой для инструментов на этой станции.
Револьверные головки также являются нормой для больших токарных станков с ЧПУ и многофункциональных станков. Револьверные головки предпочтительны для больших объемов работ, поскольку они не требуют зазора под деталью. Башня может подходить к детали сзади, что дает больше места для деталей большого диаметра.
Башня может подходить к детали сзади, что дает больше места для деталей большого диаметра.
Многофункциональные станки используют несколько револьверных головок и шпинделей, что значительно повышает скорость и гибкость станка. Цель состоит в том, чтобы выполнить все операции в одной настройке. С двумя шпинделями деталь может быть перенесена на второй шпиндель для обработки обратной стороны. С несколькими револьверными головками можно разместить больше инструментов, детали на двух шпинделях можно обрабатывать одновременно (одна револьверная головка на шпиндель), и даже можно увеличить MRR за счет черновой обработки наружного диаметра двумя инструментами за один проход.
На высоком уровне гибкость турелей делает их победителями. На нижнем уровне простота и скорость группового инструментария делают их победителями.
В блоге CNCCookbook (tinyurl.com/y7372pe5) доступна подробная статья о турелях и бандитских инструментах.
Связанные термины из глоссария
- зазор
зазор
Пространство позади рабочей поверхности или рельефа инструмента для предотвращения трения и последующего преждевременного износа инструмента.
 См. землю; рельеф.
См. землю; рельеф. - числовое программное управление (ЧПУ)
числовое программное управление (ЧПУ)
Микропроцессорный контроллер, предназначенный для станка, который позволяет создавать или модифицировать детали. Программируемое числовое управление активирует сервоприводы станка и приводы шпинделя и управляет различными операциями обработки. См. DNC, прямое числовое управление; ЧПУ, числовое управление.
- групповая резка (фрезерование)
групповая резка (фрезерование)
Обработка несколькими фрезами, установленными на одной оправке, как правило, для одновременной резки.
- токарный станок
токарный станок
Токарный станок, способный выполнять распиловку, фрезерование, шлифование, зубонарезание, сверление, развертывание, расточку, нарезание резьбы, торцевание, снятие фаски, накатку канавок, накатку, вращение, отрезку, вырезание шейки, нарезание конуса и кулачково- и эксцентриково-режущие, а также ступенчато- и прямотокарно-токарные.
 Поставляется в различных формах, от ручных до полуавтоматических и полностью автоматических, основными типами которых являются токарные станки с двигателем, токарные станки и контурные станки, токарные станки с револьверной головкой и токарные станки с числовым программным управлением. Токарно-винторезный станок состоит из передней бабки и шпинделя, задней бабки, станины, каретки (в комплекте с фартуком) и поперечных салазок. Особенности включают в себя рычаги переключения передач (скорости) и подачи, инструментальную стойку, составной упор, ходовой винт и реверсивный ходовой винт, шкалу нарезания резьбы и рычаг быстрого хода. К специальным типам токарных станков относятся сквозные, распределительные и коленчатые, тормозные барабанные и роторные, прядильные и ружейно-ствольные. Инструментальные и настольные токарные станки используются для точной работы; первые для работы с инструментами и штампами и подобных задач, вторые для небольших заготовок (инструменты, часы), обычно без механической подачи.
Поставляется в различных формах, от ручных до полуавтоматических и полностью автоматических, основными типами которых являются токарные станки с двигателем, токарные станки и контурные станки, токарные станки с револьверной головкой и токарные станки с числовым программным управлением. Токарно-винторезный станок состоит из передней бабки и шпинделя, задней бабки, станины, каретки (в комплекте с фартуком) и поперечных салазок. Особенности включают в себя рычаги переключения передач (скорости) и подачи, инструментальную стойку, составной упор, ходовой винт и реверсивный ходовой винт, шкалу нарезания резьбы и рычаг быстрого хода. К специальным типам токарных станков относятся сквозные, распределительные и коленчатые, тормозные барабанные и роторные, прядильные и ружейно-ствольные. Инструментальные и настольные токарные станки используются для точной работы; первые для работы с инструментами и штампами и подобных задач, вторые для небольших заготовок (инструменты, часы), обычно без механической подачи. Модели обычно обозначаются в соответствии с их «поворотом» или заготовкой самого большого диаметра, которую можно вращать; длина кровати или расстояние между центрами; и произведенная лошадиная сила. См. токарный станок.
Модели обычно обозначаются в соответствии с их «поворотом» или заготовкой самого большого диаметра, которую можно вращать; длина кровати или расстояние между центрами; и произведенная лошадиная сила. См. токарный станок. - фрезерование
фрезерование
Операция механической обработки, при которой металл или другой материал удаляется путем подачи энергии на вращающийся резец. При вертикальном фрезеровании режущий инструмент устанавливается вертикально на шпиндель. При горизонтальном фрезеровании режущий инструмент устанавливается горизонтально либо непосредственно на шпиндель, либо на оправку. Горизонтальное фрезерование далее подразделяется на обычное фрезерование, при котором фреза вращается против направления подачи или «вверх» в заготовку; и попутное фрезерование, при котором фреза вращается в направлении подачи или «вниз» в заготовку. К фрезерным операциям относятся плоскостное или поверхностное фрезерование, торцевое фрезерование, торцевое фрезерование, угловое фрезерование, фасонное фрезерование и профилирование.

- многофункциональные станки (многозадачные станки)
многофункциональные станки (многозадачные станки)
Станки и обрабатывающие/токарные центры, способные выполнять различные задачи, включая фрезерование, сверление, шлифование, растачивание, токарную обработку и резку, обычно за один установ .
- внешний диаметр (наружный диаметр)
внешний диаметр (наружный диаметр)
Размер, определяющий внешний диаметр цилиндрической или круглой детали. См. ID, внутренний диаметр.
Автор
Боб Уорфилд
Основатель CNCCookbook.com
Боб Уорфилд основал CNCCookbook.com и превратил его в один из самых популярных блогов ЧПУ в Интернете. Благодаря своей работе с CNCCookbook и серией программного обеспечения G-Wizard, Уорфилд регулярно получает вопросы от магазинов со всего мира. Для получения дополнительной информации о CNC Chef посетите его веб-сайт здесь.
Револьверный токарный станок с ЧПУ
— Chiah Chyun Machinery 9Револьверный токарный станок с ЧПУ 0001 — Chiah Chyun Machinery — Производитель на Тайване
ЧИАХ ЧЮН МАШИНЕРИ КО. , ЛТД.
, ЛТД.
- О
- Товары
- Показания
- Новости
- Видео
- Связаться с
- Карта сайта
- Официальный сайт
- Дом
Револьверные головки Тип
Токарно-фрезерный станок
- WTS-52Y2M
- Серия СТ
- СТ1
- СТ2
- СТ3
- МЛ-250
- CY2-52M.(Б)
Токарно-фрезерный станок с ЧПУ
- SY2-52
- КБ-32М
- НКИ-32М.(С)
- СИ2-42Е
Токарный станок с ЧПУ
- КДС-42/КДС-52
- КЛ-250
- С-428 / С-4212
- C-428T.(S) и C-4212T.(S)
- С-4212Т.(М)
Автоматический токарный станок
- C-1525A/AD и C-2025A
- C-1525C/CD и C-2025C
- С-4225В
- C-3225CA
CT3 может выполнять сложную обработку быстрее и экономичнее за один установ.
Независимо от того, производите ли вы сложные или простые детали с высокой производительностью, CT3 с двойным шпинделем и тремя револьверными головками обеспечивает непревзойденную универсальность. Этот станок состоит из трех 16-позиционных револьверных головок с сервоприводом, которые значительно повышают эффективность обработки и максимизируют производительность.
- Двойной встроенный шпиндель
- Двойная ось Y для универсального фрезерования
- Турель с тремя сервоприводами
- Всего 48 рабочих станций
Три револьверные головки
CT3 состоит из трех 16-позиционных револьверных револьверных головок, которые значительно повышают эффективность обработки и максимально повышают производительность.
Система смазки масляным туманом
Система смазки масляным туманом обеспечивает смазку шестерен в башне, которая обеспечивает непрерывное уменьшение тумана и снижение температуры шестерни.
Встроенный шпиндель
Встроенный шпиндель обеспечивает короткое время ускорения/замедления и низкую вибрацию, что обеспечивает высокую точность и высокую эффективность.
Дополнительные принадлежности:
- 6-дюймовый гидравлический патрон
- Держатель осевого и радиального приводного инструмента
- Стабилизатор напряжения/трансформатор
- Устройство подачи прутка
- Устройство подачи СОЖ высокого давления
- Портальная система серии CT
| СТ3 | |||
| Товар | КТ3-52И2М | КТ3-76И2М | |
| Емкость | |||
| Контроллер | Мицубиси | Мицубиси / Фанук | |
| Макс. Ману. Диаметр | Ø360 мм | ||
Стандарт Ману. Диаметр Диаметр | Ø210 мм | ||
| Поворот над кроватью диам. | Ø830 мм | ||
| Расстояние между двумя центрами | 1045 мм | ||
| Макс. Ману. Длина | 310 мм | 285 мм | |
| Вместимость бара | Ø51 мм | Ø76 мм | |
| Характеристики осей | |||
| Перемещение по оси B | 775 мм | 655 мм | |
| Z1, Z2, Z3 Осевое перемещение | 310/250/440 мм | 252 / 250 / 382 мм | |
| X1, X2, X3 Осевое перемещение | 227,5 / 227,5 / 230 мм | ||
| Перемещение по оси Y1, Y2 | ±50 / ±50 мм | ||
| Скорость быстрого перемещения по осям X, Y, Z | 16 / 6 / 40 м/мин | ||
| Скорость быстрого перемещения по оси B | 40 м/мин | ||
Мин. Блок ввода Блок ввода | 0,001 мм | ||
| Шпиндель | |||
| Емкость шпинделя | Ø51 мм | Ø76 мм | |
| Шпиндель Макс. об/мин | 6000 об/мин | 4000 об/мин | |
| Двигатель шпинделя | M: 7,5 / 11 кВт F: 11 / 15 кВт | М: 15/22 кВт Ж: 18/22 кВт | |
| Высота центра | 1188 мм | ||
| Нос шпинделя | А2-5 | А2-6 | |
| Отверстие шпинделя | Ø60,5 | Ø88 мм (Оп: Ø86 мм) | |
Диаметр подшипника шпинделя. | Ø90 | Ø120 мм | |
| Размер патрона | 6 дюймов (опция 8 дюймов) | 8 дюймов (опция: 10 дюймов) | |
| Вспомогательный шпиндель | |||
| Емкость шпинделя | Ø51 мм | Ø65 мм | |
| Шпиндель Макс. об/мин | 6000 об/мин | 4000 об/мин | |
| Двигатель шпинделя | М: 7,5/11 кВт Ж: 11/15 кВт | М: 7,5/11 кВт Ж: 18/22 кВт | |
| Нос шпинделя | А2-5 | А2-6 | |
| Отверстие шпинделя | Ø60,5 | Ø88 | |
| Размер патрона | 6 дюймов (опция 8 дюймов) | 8 дюймов (опция 10 дюймов) | |
| LRC | |||
Мин. Передвижной блок Передвижной блок | 0,001° | ||
| Скорость быстрого перемещения по оси C | 600 мин -1 | ||
| Револьверная головка с приводным инструментом | |||
| Турельная станция | 16 станций | ||
| Квадратный инструмент | 25 мм | ||
| Круглый инструмент | Ø25 мм | ||
| Режим вращения | Трансмиссия для одного инструмента | ||
| Приводной инструмент об/мин | 60~6000мин -1 | ||
| Двигатель приводного инструмента | 3,7/5,5 кВт | М: 3,7 / 5,5 кВт Ж: 4,5 кВт | |
| № приводного инструмента | 16×3 | ||
| Размер цанги | ER Ø32 | ||
| Держатель инструмента и размер инструмента | БМТ65 | ||
| Мощность | |||
| Мощность | 93кВА | (М:107,Ж:120)КВА | |
| Гидромотор | 5 л. с. / 3,7 кВт с. / 3,7 кВт | ||
| Двигатель охлаждающей жидкости | 1 л.с. / 0,75 кВт | ||
| Емкость бака | |||
| Гидравлический бак | 48л | ||
| Бак охлаждающей жидкости | 305л | ||
| Машина | |||
| Размер (ДхШхВ) (включая конвейер для стружки) | 4327x2335x2164 мм | ||
| Станок N.W. (включая конвейер для стружки) | 11100 кг | 11200 кг | |
※ M: Контроллер Mitsubishi F: Контроллер Fanuc
* Конструкция и технические характеристики могут быть изменены без предварительного уведомления.
| Стандартные аксессуары | ||
| Набор инструментов и коробка | Устройство цангового патрона | Интерфейс автоматического устройства подачи прутка |
| Захват готовых деталей и конвейер | Устройство для промывки стружки и устройство для продувки воздухом — Насос для СОЖ — Устройство контроля СОЖ — Подача СОЖ через вспомогательный шпиндель | Автоматический выключатель питания |
| для электрического шкафа | Стальной ленточный конвейер для стружки | Двойной держатель расточной оправки (CT2 x 2 / CT3 x 3) Одинарный держатель расточной оправки (CT2 x 8 / CT3 x 12) Держатель инструмента для обрезки x 1 Держатель инструмента для наружного диаметра (CT2 x 10 / CT3 x 14) Патрон для радиальных пазов (CT2 x 2 / CT3 x 3) Втулка для инструмента (Ø6, 8, 10, 12, 16, 20) (CT2: 4 шт.  каждого / каждого /CT3: 6 шт. каждого) |
| Опции | ||
| Гидравлический патрон 6” / 8” | Держатель осевого и радиального приводного инструмента | Стабилизатор напряжения |
| Устройство подачи СОЖ высокого давления 15 бар с фильтром | Устройство охлаждения шпинделя | Устройство подачи прутка |
| Сборник масляного тумана | Автоматическое дверное устройство | Робот Мицубиси |
| Портальная система | – | – |
Токарный станок с ЧПУ | Автоматический токарный станок с ЧПУ | Токарный центр с ЧПУ | Токарный станок с подшпинделем | Карта сайта
Copyright © Chiah Chyun Machinery Co. , Ltd. / ТЕЛ: 886-4-25337614 / ФАКС: 886-4-25329524
, Ltd. / ТЕЛ: 886-4-25337614 / ФАКС: 886-4-25329524
No.16, Ln. 52, Sanshe Rd., Shengang District, Taichung City 429, Taiwan, R.O.C.
Турель | Значение башни | Турель токарного станка с ЧПУ-CNC PROG
Опубликовано
Rajib в
Турель токарного станка с ЧПУ.
Револьверная головка означает
Это инструментальная станция, которая может индексировать любой инструмент для работы. Его зажим и разжим управляются гидравлически.
IT может вращаться гидродвигателем или серводвигателем.
Револьверная головка с ЧПУ
Компоненты
- Изогнутая муфта
- Цилиндр Поршень для зажима и разжима.
- Индексная шестерня
- Бесконтактный переключатель
- Мотор
Как управлять револьверной головкой?
Его индексация управляется гидравлически. Изогнутая муфта помогает зафиксировать револьверную головку в точном положении на любой станции.
Изогнутая муфта помогает зафиксировать револьверную головку в точном положении на любой станции.
Гидравлический цилиндр разжимает его во время индексации. Пружины используются для удержания его в зажатом положении.
Техническое обслуживание/удаление
- Снимите с него инструменты и держатели инструментов.
- Снимите все необходимые ограждения.
- Убедитесь, что он находится в разжатом положении.
- Держите его краном с помощью веревки. (Используйте рым-болт).
- Снимите шлицевую гайку, контргайку и все крепежные болты.
- Осторожно снимите его. Если он застрял, используйте съемник.
Для получения подробной информации нажмите здесь
CNC Lathe-O&M
- Спецификация гидравлического насоса
от Rajib
- Где находится насос в гидравлической системе?
by Rajib
- Шарико-винтовой механизм на станке с ЧПУ
by Rajib
- Пробный прогон в ЧПУ | Пробный запуск шпинделя M41 ON
от Rajib
- Каков принцип работы гидравлической системы?
by Rajib
- Принципиальная схема гидравлической системы
by Rajib
- Токарная обработка с ЧПУ | Токарный станок с ЧПУ
by Rajib
- Типы износа инструмента | Устранение неполадок с ЧПУ
by Rajib
- Держатели инструментов с ЧПУ | Спецификация держателя инструмента
от Rajib
- Каковы три основные части станка?
by Rajib
- САЛЬНИК | Размер сальника | Типы сальников
от Rajib
- Как работают концевые выключатели | Что такое концевые выключатели
by Rajib
- Механическое реле давления | Как работает реле давления
от Rajib
- Гидравлическое реле давления | Типы реле давления
by Rajib
- Подшипниковые стали | Марка стали для шарикоподшипников
by Rajib
- Советы по обслуживанию подшипников | что использовать для смазки подшипников
by Rajib
- Таблица анализа отказов подшипников
by Rajib
- Техническое обслуживание подшипников | Контрольный список и процедура
от Rajib
- Сервоклапан | Символ сервоклапана | Сервоклапан Рабочий
от Rajib
- Производители компонентов станков с ЧПУ | Производитель деталей станков с ЧПУ
by Rajib
- Производители режущего инструмента в Индии | Производители режущего инструмента USA
by Rajib
- Режущие инструменты в мастерской | Режущие инструменты для металлов
by Rajib
- Держатель инструмента с ЧПУ | Держатель токарного станка с ЧПУ
от Rajib
- Резка металла и проектирование инструмента | Одноточечный режущий инструмент, конструкция
от Rajib
- Материал режущего инструмента | Виды режущего инструментального материала
by Rajib
- Используются различные материалы для режущего инструмента
by Rajib
- Типы режущих инструментов
by Rajib
- Токарный станок | Эксплуатация и техническое обслуживание токарного станка
от Rajib
- Компоненты станков с ЧПУ | Детали и функции станков с ЧПУ
от Rajib
- Как запустить станок с ЧПУ | Токарный станок с ЧПУ
от Rajib
Револьверная головка с ЧПУ заменяет токарный станок с ручным инструментом
14.08.2019 0 комментариев
Технические советы: Dorian Tool Установка револьверной головки может значительно повысить производительность мастерских. Револьверная головка с ЧПУ позволяет одновременно нести больше инструментов. Токарная обработка на ручном токарном станке или токарном станке с ЧПУ 1. Быстросменный резцедержатель 2. Быстросменный резцедержатель для точения и торцовки 3. Державка с квадратным хвостовиком 4. Пластина 5. Заготовка 6. Патрон 7. Т-образная гайка специального назначения токарный станок — один из старейших и наиболее универсальных станков. Немногие магазины могут обойтись без возможностей обработки, предлагаемых токарным станком с ЧПУ. Задолго до того, как автоматические устройства смены инструмента стали применяться на фрезерных станках, токарные станки имели многоинструментальную конфигурацию. Многие токарные станки с ЧПУ по-прежнему предлагаются с ручным резцедержателем. Магазины обычно могут приобрести эти машины по очень разумным ценам. Некоторые мастерские сочли необходимым повысить гибкость этих токарных станков, добавив сменную револьверную головку вместо ручного инструментального поста. Установка такой револьверной головки может значительно повысить производительность мастерских, работающих на токарных станках Colchester, Harrison, Nardini, Bridgeport, Southwest Industries и других популярных комбинированных токарных станках с ЧПУ. Револьверная головка с ЧПУ позволяет одновременно нести больше инструментов. Программирование револьверной головки автоматически вводит нужный инструмент в обработку в нужное время. Нет необходимости останавливать станок для индексации резцедержателя с ручным управлением, поэтому время цикла сокращается для приложений, в которых используется более одного инструмента. Для многих операций токарной обработки достаточно ручного резцедержателя. Но любая мастерская, которая хочет увеличить производительность токарной обработки без значительных инвестиций в новые станки, может извлечь выгоду, рассмотрев возможность установки револьверной головки с ЧПУ. Вопрос больше в эффективности обработки, чем в мощности инструмента, говорит производитель принадлежностей для токарных станков Dorian Tool (Восточный Бернард, Техас). Револьверная конфигурация позволяет станку нести инструменты, установленные в рабочей последовательности. Иногда мощности револьверного инструмента достаточно для выполнения более чем одного задания без промежуточной настройки инструмента. Но значительная экономия производственного времени благодаря возможности автоматической индексации револьверной головки в рамках программы обработки деталей токарного станка. Револьверная головка, предлагаемая Dorian Tool, является двунаправленным устройством. Таким образом, при индексации от одной инструментальной станции к другой проходит самая короткая часть. Бесконтактный переключатель определяет положение инструмента и проверяет блокировку револьверной головки, прежде чем на ЧПУ будет отправлен сигнал запуска. Трехкомпонентная муфта типа Хирта используется для радиального удержания зажатой револьверной головки. Индексы башни, от станции к станции менее одной секунды. Быстрый индекс достигается за счет того, что не поднимается лицевая часть башни. Весь механизм индексации помещен в отливку марки Meehanite, которая помогает гасить вибрации, вызванные резанием. Доступны револьверные головки четырех стандартных размеров. Они составляют 100, 120, 160 и 200 мм соответственно. Диаметр инструмента от 12 до 32 мм (от 1/2 до 1-1/4 дюйма). Доступен револьверный диск VDI. Оба диска башни имеют встроенную систему подачи СОЖ. Простые электрические и охлаждающие соединения легко соединяются с токарным станком. Если индексируемая револьверная головка — это разница между токарным станком с ЧПУ и токарным центром с ЧПУ, то этот аксессуар — экономичный способ модернизировать ваши токарные станки. 0 комментариев | ОЗдесь мы публикуем технические статьи, истории применения, советы и рекомендации, анонсы новых продуктов и пресс-релизы. Архив сентябрь 2022 г. Категории Все Новостная лента |
 Стойка для инструментов дала пользователям токарных станков возможность выбирать из нескольких установленных инструментов и индексировать их по мере необходимости во время токарного цикла.
Стойка для инструментов дала пользователям токарных станков возможность выбирать из нескольких установленных инструментов и индексировать их по мере необходимости во время токарного цикла.
 Он приводится в действие трехфазным электродвигателем 220/380 вольт 50/60 герц через беззазорную зубчатую передачу. Положение инструмента контролируется абсолютным энкодером, который отслеживает фактическое положение инструментальной станции. Рабочее положение револьверной головки может быть правым или левым в зависимости от расположения агрегата перед или за осью шпинделя станка.
Он приводится в действие трехфазным электродвигателем 220/380 вольт 50/60 герц через беззазорную зубчатую передачу. Положение инструмента контролируется абсолютным энкодером, который отслеживает фактическое положение инструментальной станции. Рабочее положение револьверной головки может быть правым или левым в зависимости от расположения агрегата перед или за осью шпинделя станка. Инструментальные держатели с восемью или 12 позициями доступны в конфигурациях с внутренним, наружным или комбинированным инструментарием.
Инструментальные держатели с восемью или 12 позициями доступны в конфигурациях с внутренним, наружным или комбинированным инструментарием.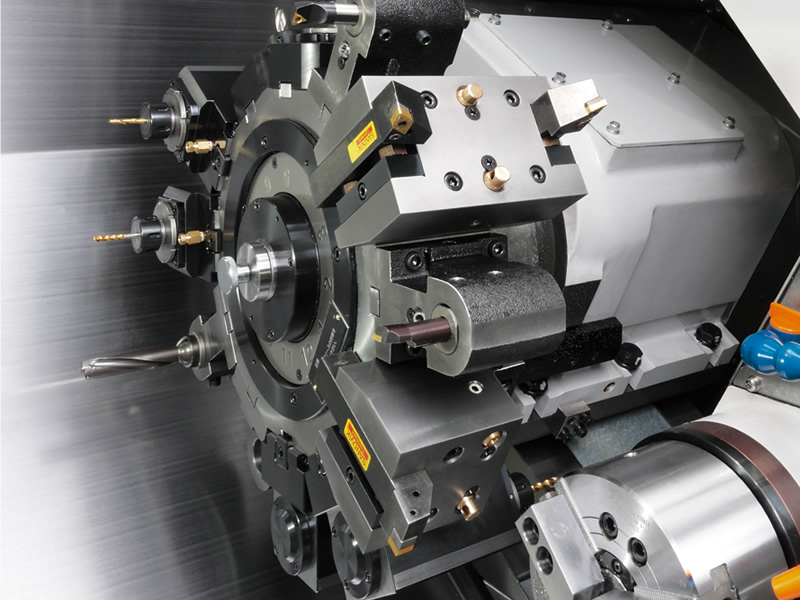
Токарно-револьверный станок с ЧПУ с шестью станциями | Витрина продукта
Пожалуйста, войдите, чтобы оставить отзыв.
