Станок токарно револьверный с чпу: Токарно-револьверные станки с ЧПУ — купить в Москве, цена
Содержание
1В340Ф30 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка модели 1В340Ф30
Изготовитель токарно-револьверного станка модели 1В340Ф30 — Бердичевский станкостроительный завод «Комсомолец», г. Бердичев, Житомирской область, Украина.
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
- 1А341ц — станок токарно-револьверный с цикловым управлением, Ø 400
- 1В340Ф30 — станок токарно-револьверный с вертикальной осью револьверной головки с ЧПУ, Ø 400
- 1Г340П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 400
- 1Д340П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 400
- 1Е340П — станок токарно-револьверный с вертикальной осью револьверной головки повышенной точности, Ø 400
- 1К341 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 400
- 1П420ПФ4 — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности с ЧПУ, Ø 450
- 1341 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 400
1В340Ф30 Станок токарно-револьверный повышенной точности с ЧПУ.
 Назначение, область применения
Назначение, область применения
Станок токарно-револьверный 1В340Ф30 с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Принцип работы и особенности конструкции станка
Восьмипозицнонная револьверная головка на крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары.
Токарно-револьверный станок 1В340Ф30 оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок 1В340Ф30 изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке 1В340Ф30 реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.

Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
1В340Ф30 Габарит рабочего пространства станка
Габаритные размеры рабочего пространства станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Шпиндель
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головка
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Фото токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Фото револьверной головки токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Пульт управления токарного станка с ЧПУ
Пульт управления револьверного станка 1в340ф30
Пульт управления револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Управление станком может производиться с пульта и от устройства числового программного управления.
Наличие напряжения на пульте станка (рис. 10.13) подтверждается свечением сигнальной лампы 14.
Включение гидропривода осуществляется нажатием кнопки 5.
Перед началом работы переключатель 20 режима работы станка ставится в требуемое положение: наладочный, полуавтоматический и автоматический режимы.
В положении «наладочный режим» станок управляется с помощью кнопок и переключателей, расположенных на пультах станка.
Например, переключателем 2 можно выбрать позицию револьверной головки, а нажатием кнопки 1 осуществить ее поворот; переключателем 18 установить требуемое направление вращения шпинделя, а кнопкой 17 осуществить пуск или кнопкой 15 — останов шпинделя.
На пульте станка имеется кнопка 23 — аварийный стоп, при нажатии которой выключаются все системы станка.
1В340Ф30 Схема кинематическая токарного станка с ЧПУ
Кинематическая схема токарного револьверного станка 1в340ф30
Кинематическая схема токарного револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Главное движение (вращение шпинделя) осуществляется от двухскоростного электродвигателя M1 мощностью 15 кВт с числом оборотов 4500 через ременную передачу на входной вал со шкивом D2 коробки скоростей 1.
Коробка скоростей имеет четыре вала с зубчатыми колесами, которые попарно находятся в зацеплении, и электромагнитные муфты. Электромагнитные муфты включаются попарно, что обеспечивает ступенчатое изменение частоты вращения выходного вала коробки скоростей. Выходной вал коробки скоростей связан плоскозубчатой передачей со шкивом D1, который передает вращение на шпиндель станка 2. Ступенчатое изменение частоты вращения шпинделя 2 может производиться на холостом ходу и под нагрузкой. Торможение шпинделя осуществляется включением электромагнитных муфт коробки скоростей. Контроль за частотой вращения шпинделя при резьбонарезании осуществляется датчиком обратной связки К1.
Движение подач — продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт — гайка качения с ходом винтов, соответственно, 10 и 5 мм.
В продольном направлении он перемещается винтовой передачей с гайкой качения 7, которая получает вращение через ременную передачу от электродвигателя М2 с регулируемой частотой вращения. Контроль за частотой вращения винтовой пары качения осуществляется датчиком обратной связи КЗ; этим контролируется величина подачи револьверного суппорта.
Поперечное перемещение револьверной головки 5 на револьверном суппорте 6 осуществляется винтовой передачей с гайкой качения 9, которая получает вращение от электродвигателя МЗ с регулируемой частотой вращения. При этом перемещение револьверной головки контролируется датчиком обратной связи К4. Поворот револьверной головки осуществляется гидродвигателем М4 через червячную передачу 4; контроль положения револьверной головки — датчиком обратной связи К2, который связан с ее осью вращения зубчатой передачей.
Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 мм/мин) отрезного суппорта осуществляются при помощи гидравлики.
Гидроцилиндром 3 осуществляются подвод и рабочая подача отрезного суппорта, гидроцилиндром 5 — фиксация револьверной головки в рабочем положении.
1В340Ф30 Установочный чертеж токарного станка
Установочный чертеж токарного револьверного станка 1в340ф30
Читайте также: Производители токарных станков в России
Читайте также: Поколения систем ЧПУ. Термины и понятия систем ЧПУ
1В340Ф30 Станок токарно-револьверный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1В340Ф30
| Наименование параметра | 1В340Ф30 | |
|---|---|---|
| Основные параметры станка | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 50 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 120 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя, об/мин | 45. ..2000 ..2000 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 45…250 | |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 40 | |
| Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z) / поперечное (X), мм | 310/ 110 | |
| Диапазон скоростей продольных и поперечных подач револьверного суппорта, мм/мин | 1..2500 | |
| Число подач револьверного суппорта | б/с | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10/ 5 | |
| Диапазон скоростей продольных и поперечных подач отрезного суппорта, мм/мин | 5. .600 .600 | |
| Число подач отрезного суппорта | б/с | |
| Скорость быстрых ходов отрезного суппорта, м/мин | 8 | |
| Количество позиций (инструментов) в револьверной головке | 8 | |
| Наибольшее усилие продольных/ поперечных подач, кгс | 600/ 300 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 6 | |
| Электродвигатель продольных подач, кВт | 1,5 | |
| Электродвигатель поперечных подач, кВт | 1,5 | |
| Электродвигатель станции смазки, кВт | 0,37 | |
| Электродвигатель гидростанции, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Электродвигатель инструментальной головки, кВт | ||
| Суммарная мощность электродвигателей, кВт | 11,69 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 2840 1770 1670 | |
| Масса станка с ЧПУ, кг | 3600 |
- Станок токарно-револьверный с вертикальной головкой на крестовом суппорте, с ОСУ, повышенной точности 1В340Ф30.
 Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987
Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987 - Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
- Проников А.С. Металлорежущие станки и автоматы,1981
- Фещенко В.
 Н. Обработка на токарно-револьверных станках, 1989
Н. Обработка на токарно-револьверных станках, 1989 - Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Список литературы:
Связанные ссылки. Дополнительная информация
Горизонтальный токарно-револьверный станок с ЧПУ модели СрВ1640S
Стоимость станка в базовой комплектации 46 830,00 долларов США, включая НДС 20% на условиях DDP Самара.
Основные технические характеристики
| МОДЕЛЬ | CLK6140 |
|---|---|
| Основные технологические возможности | |
| Максимальный диаметр устанавливаемого изделия, мм | 540 |
| Максимальный диаметр точения, мм | 400 |
| Максимальная длина точения, мм | 600 |
| Диаметр патрона, дюйм | 8ʺ |
| Максимальный диаметр прутка, мм | 50 |
| Шпиндель | |
| Отверстие в шпинделе, мм | метрический конус 80 |
| Торец шпинделя | А2-6 |
| Мощность двигателя привода шпинделя, кВт | 7,5 |
| Максимальный момент двигателя привода шпинделя, Н·м | 48 |
| Передача двигатель-шпиндель | ременная |
| Скорость вращения шпинделя, об/мин | 30-4000 |
| Оси X, Z | |
| Максимальная величина перемещения по оси X, мм | 200 |
| Максимальная величина перемещения по оси Z, мм | 600 |
| Быстрые перемещения по осям X/Z, м/мин | 18 |
| Тип направляющих | Качения |
| Ширина направляющих по осям X/Z/задней бабки, мм | 35/45/45 |
| Диаметр / шаг ШВП по оси X, мм | 32/8 |
| Диаметр / шаг ШВП по оси Z, мм | 40/10 |
| Револьверная головка | |
| Количество позиций револьверной головки | 10 |
| Сечение державки инструмента, мм | 20 x 20 |
| Диаметр хвостовика осевого инструмента, мм | 25 |
| Задняя бабка | |
| Тип задней бабки | гидравлическая |
| Тип конуса пиноли | КМ 5 |
| Перемещение корпуса задней бабки | 450 |
| Общие данные | |
| Система ЧПУ | GSK980TDC |
| Точность позиционирования / повторяемость | ±0,008 мм / ±0,004 мм |
| Напряжение, В | 380±10% |
| Общая потребляемая мощность, кВА | 15 |
| Емкость бака СОЖ, литров | 200 |
| Вес станка, кг | 3 500 |
| Размеры длина / ширина / высота, мм | 2800 х 1750 х 1870 |
Оставить заявку
Токарно-револьверный станок
или набор инструментов для ЧПУ? [+Swiss Lathes]
Это одна из многих тем, которая, кажется, вызывает религиозный пыл с одной стороны, а не с другой. Я лично просмотрел несколько сотен онлайн-статей и переписок с нашими клиентами G-Wizard об этом выборе.
Я лично просмотрел несколько сотен онлайн-статей и переписок с нашими клиентами G-Wizard об этом выборе.
Кстати, вот видео по теме, которое быстро освещает основные моменты:
Для более подробного обсуждения продолжайте читать.
Давайте начнем с некоторых определений и основных выводов, к которым я пришел после всех этих разговоров и исследований, а затем углубимся в множество деталей.
Какие токарно-револьверные станки и инструментальная оснастка?
На токарных станках с ручным управлением мы привыкли видеть один инструмент на быстросменном инструментальном посте (QCTP). Это работает, но на ЧПУ мы хотим более высокую производительность. Хотя вы можете установить обычный ручной токарный станок Quick Change Toolpost (QCTP) на токарный станок с ЧПУ, это обычно делается только для токарных станков Toolroom.
Для производственных токарных станков оснастка обычно устанавливается либо на опорную плиту, либо на револьверную головку.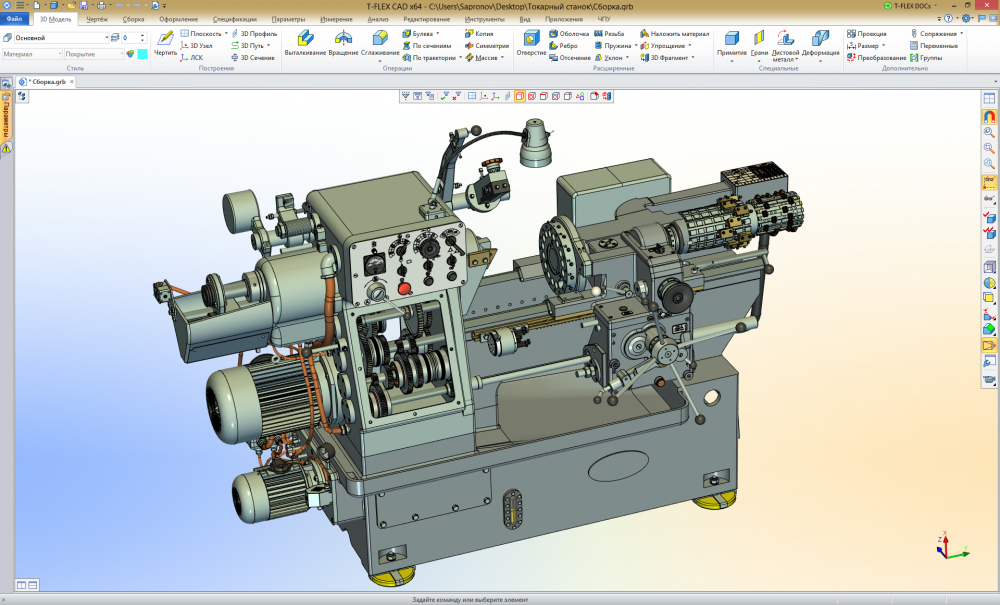 По иронии судьбы, на приведенном выше рисунке показаны оба формата в использовании: на каждой инструментальной станции с револьверной головкой установлена монтажная пластина, которая увеличивает количество инструментов, доступных для каждой позиции револьверной головки.
По иронии судьбы, на приведенном выше рисунке показаны оба формата в использовании: на каждой инструментальной станции с револьверной головкой установлена монтажная пластина, которая увеличивает количество инструментов, доступных для каждой позиции револьверной головки.
Чистый набор инструментов — самый простой вариант. В этом режиме инструменты устанавливаются в ряд на суппорте токарного станка. Доступ к инструменту — это вопрос отвода от заготовки вдоль оси шпинделя, чтобы инструменты не ударялись о заготовку, перемещения по оси X до тех пор, пока нужный инструмент не окажется в нужном положении, а затем перемещения вдоль оси Z назад, чтобы начать резку.
Суппорт с установленными инструментами обычно выглядит следующим образом:
На видео хорошо видно простое движение смены инструмента, а также скорость смены инструмента. Обратите внимание на два формата инструмента: инструмент для чернового точения делает большой глубокий рез и представляет собой типичную державку для токарных станков с квадратным хвостовиком. В остальной оснастке используется круглый хвостовик с лыской, что более характерно для групповой оснастки. Он более компактен, и иногда вы даже увидите, что на один держатель устанавливаются две вставки, которые используются для разных задач.
В остальной оснастке используется круглый хвостовик с лыской, что более характерно для групповой оснастки. Он более компактен, и иногда вы даже увидите, что на один держатель устанавливаются две вставки, которые используются для разных задач.
А вот револьверный токарный станок в действии:
Этот станок на видео на самом деле имеет 2 револьверные головки и использует одну, чтобы удерживать аккуратную подвижную центральную «заднюю бабку» для точения этой длинной тонкой детали. Вы получаете представление о токарно-револьверном станке. Револьверные токарные станки очень похожи на ротационные устройства смены инструмента, знакомые пользователям фрезерных станков с ЧПУ.
Какой из них лучше?
Существует длинный список плюсов и минусов каждого из них, к которым мы вскоре вернемся, но, как и было обещано, давайте начнем с выводов верхнего уровня:
Выбор набора инструментов или револьверных головок на токарном станке с ЧПУ больше зависит от того, какие детали вы будете изготавливать, чем от чего-либо еще. Gang Tooling очень трудно превзойти для коротких деталей меньшего диаметра, для которых не требуется задняя бабка. Револьверные токарные станки трудно превзойти по универсальности и, конечно же, они необходимы, когда вам нужна задняя бабка.
Gang Tooling очень трудно превзойти для коротких деталей меньшего диаметра, для которых не требуется задняя бабка. Револьверные токарные станки трудно превзойти по универсальности и, конечно же, они необходимы, когда вам нужна задняя бабка.
Просматривая множество статей, которые я исследовал по этой теме, я часто сталкивался с машинистами, которые хотели бы использовать свои групповые токарные станки для всего, но имели револьверные станки для деталей, которые были слишком длинными и тонкими для изготовления на групповом токарном станке.
Swiss Lathes
В некотором смысле это почти означает, что «конкуренция» между Gang и Turret Lathes немного вводит в заблуждение. Возможно, лучшим «соревнованием» были бы групповые токарные станки против швейцарских станков. Швейцарские станки используют направляющую втулку и поворачиваются от конца к передней бабке, так что работа всегда хорошо поддерживается с очень небольшим выступом для отклонения:
В обмен на большую стоимость, сложность и потребность в прутковой бабке дорогой, потому что он должен быть совместим со швейцарской установкой втулки, швейцарский станок может обрабатывать детали, которые были бы слишком длинными и тонкими для токарного станка.
Преимущество группового инструмента №1: Скорость
Давайте начнем с точки зрения компании Gang Tool, почему их станки лучше:
Если деталь можно изготовить на групповом токарном станке, ее можно изготовить быстрее и дешевле, чем на токарно-револьверном станке.
Помните, что некоторые детали просто невозможно изготовить на токарном станке, потому что вы не можете использовать заднюю бабку. потому что задняя бабка мешает. Есть некоторые многоточечные станки с выдвижной задней бабкой, но втягивание задней бабки каждый раз, когда требуется смена инструмента, сводит на нет главное преимущество многоместного токарного станка — сверхбыструю смену инструмента.
Смена инструмента выполняется очень быстро, поскольку для смены инструмента используется движение скольжения и не требуется индексация револьверной головки. Если подумать, типичный револьверный токарный станок должен переместиться в положение смены инструмента, прежде чем он сможет начать вращение нужного инструмента на место. Как только инструмент окажется на месте, он может вернуться в положение резки. Это почти точно такое же количество движений, которое необходимо для смены инструмента группы в худшем случае, но инструмент группы не выполняет индексацию. Он перемещается в положение смены инструмента (разное для каждого инструмента группы) и перемещает следующий инструмент на место, а затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре опорной плиты, и они перемещаются лишь на небольшую часть расстояния до самого дальнего положения смены инструмента, необходимого револьверному токарному станку.
Как только инструмент окажется на месте, он может вернуться в положение резки. Это почти точно такое же количество движений, которое необходимо для смены инструмента группы в худшем случае, но инструмент группы не выполняет индексацию. Он перемещается в положение смены инструмента (разное для каждого инструмента группы) и перемещает следующий инструмент на место, а затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре опорной плиты, и они перемещаются лишь на небольшую часть расстояния до самого дальнего положения смены инструмента, необходимого револьверному токарному станку.
Таким образом, групповой инструмент почти всегда работает быстрее. Вы можете услышать цитаты от станков с инструментами, например: «Станок с многоосевым инструментом может обработать деталь, отрезать ее, устройство подачи прутка продвигает материал, и он входит во вторую деталь, прежде чем револьверный токарный станок сможет закончить вторую операцию».
Преимущество инструментальной оснастки #2: Простота и низкая стоимость
Револьверные головки — это дорогостоящие прецизионные устройства с большим количеством движущихся частей. Инструменты банды минималистичны. Он включает в себя несколько блоков, установленных на поперечных салазках, и все. Сервоприводы нормальной оси токарного станка и ходовые винты выполняют всю работу по смене инструмента. Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки с револьверной головкой. В некоторых случаях магазины покупают двухсекционные токарные станки за то, что стоил бы один причудливый двухшпиндельный револьверный токарный станок, и чувствуют, что они выходят далеко вперед.
Инструменты банды минималистичны. Он включает в себя несколько блоков, установленных на поперечных салазках, и все. Сервоприводы нормальной оси токарного станка и ходовые винты выполняют всю работу по смене инструмента. Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки с револьверной головкой. В некоторых случаях магазины покупают двухсекционные токарные станки за то, что стоил бы один причудливый двухшпиндельный револьверный токарный станок, и чувствуют, что они выходят далеко вперед.
Если ваша деталь нуждается в инструментах с приводом, например, для навинчивания плоских гаечных ключей на деталь или для просверливания окружности болта на фланце, гораздо дешевле использовать набор инструментов. Пневматические шпиндели, шпиндели с тросовым приводом и электрические шпиндели меньшего размера могут быть введены в эксплуатацию, если токарный станок оснащен индексируемым шпинделем с осью C. Моторизация револьверной головки увеличивает стоимость во многих отношениях из-за трудностей с передачей мощности вращения к позициям инструмента на поворотной револьверной головке. Это также увеличивает размер токарно-револьверного станка, что делает инструмент с вращающейся револьверной головкой непрактичным на небольших токарных станках.
Это также увеличивает размер токарно-револьверного станка, что делает инструмент с вращающейся револьверной головкой непрактичным на небольших токарных станках.
Групповые инструменты, как правило, дешевле, в то время как револьверные инструменты, как правило, дороже, но они могут быть более масштабными и надежными. Некоторые из стандартов инструмента револьверной головки требуют довольно дорогих держателей инструмента, чтобы, помимо прочего, приспособить приводной инструмент. Преимущество № 3: Быстрая установка Это не может быть сделано быстрее, так как это можно сделать в автономном режиме или сохранить в виде собранного блока инструментов для различных работ. Вот блок с 7 установленными инструментами:
Замена блока инструментов выполняется быстро и позволяет разместить все инструменты, необходимые для конкретной детали… например, спиральное сверло определенного размера.
Преимущество инструментальной оснастки #4: Точность
Простота и уменьшение количества движущихся частей устраняют накопление допусков и различные виды люфтов (люфтов) в движущихся частях револьверной головки. Проблема точности заключается в достижении правильного положения центральной линии (оси Y) с помощью инструмента. После установки прокладок или специальной втулки, просверленной для спирального сверла, трудно добиться большей точности, и большинство револьверных головок будут менее точными.
Проблема точности заключается в достижении правильного положения центральной линии (оси Y) с помощью инструмента. После установки прокладок или специальной втулки, просверленной для спирального сверла, трудно добиться большей точности, и большинство револьверных головок будут менее точными.
Другим фактором, который дает токарным станкам преимущество в точности, является то, что они используются для перемещения на более короткие расстояния при обработке детали.
Преимущество инструментальной оснастки № 5: Надежность
Это тесно связано с простотой. На групповом токарном станке не так уж много ошибок. Конечно, у револьверной головки есть все точки износа и детали, которые можно сломать, как у токарного станка, а также многое другое. Если вы разбиваете турель, у вас может быть дорогостоящий счет за ремонт, или вам может просто понадобиться перенастроить ее.
Револьверный токарный станок Преимущество №1: Гибкость
Давайте обратимся к револьверным станкам, прежде чем мы начнем думать, что групповые токарные станки — единственный выход. Преимущество турели №1 — гибкость. Вы можете использовать с ним заднюю бабку, которая позволяет делать гораздо более длинные и тонкие детали, чем на токарном станке, хотя есть некоторые хитрости, такие как коробчатые резаки, которые могут помочь токарному станку сделать больше.
Преимущество турели №1 — гибкость. Вы можете использовать с ним заднюю бабку, которая позволяет делать гораздо более длинные и тонкие детали, чем на токарном станке, хотя есть некоторые хитрости, такие как коробчатые резаки, которые могут помочь токарному станку сделать больше.
Помимо длины револьверные головки позволяют изготавливать детали большего диаметра. Если подумать, то при установке многофункционального инструмента требуется зазор, чтобы деталь могла поместиться между любыми двумя инструментами. Это ограничивает диаметр или количество инструментов, которые можно поместить на пластину бандажа. Турель позволяет вам не только съесть свой пирог, но и съесть его, потому что она оставляет место для деталей гораздо большего диаметра.
Токарно-револьверный станок Преимущество №2: Простое программирование
В то время как опытные пользователи токарных станков находят программирование простым, новички, как правило, найдут программирование револьверной головки проще. С токарным станком вам придется беспокоиться об очистке детали для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неверное движение, и инструмент врежется в деталь.
С токарным станком вам придется беспокоиться об очистке детали для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неверное движение, и инструмент врежется в деталь.
Кроме того, пользователям групп приходится иметь дело как с положительной, так и с отрицательной идеей, поскольку инструменты находятся по обе стороны от заготовки. Пользователям турелей приходится иметь дело только с одним знаком и обычно выбирать положительный, поскольку это проще и интуитивно понятнее. Конечно, более сложные токарные станки будут монтировать как переднюю, так и заднюю револьверную головку, и в этот момент они будут работать как с положительными, так и с отрицательными значениями.
Токарно-револьверный станок Преимущество №3: Дополнительные инструменты
Обратитесь к верхнему правому рисунку в статье, где на каждой станции на револьверной головке установлено несколько инструментов. Эта ситуация была доведена до крайности и будет довольно сложной для программирования, но наличие двух револьверных головок или даже просто размещение держателей групп на нескольких станциях для револьверных головок по-прежнему означает наличие большего количества инструментов для токарного станка с револьверной головкой. Вот пластина с тремя инструментами, предназначенная для замены держателей инструментов с квадратным хвостовиком 3/4″ или 1″:
Вот пластина с тремя инструментами, предназначенная для замены держателей инструментов с квадратным хвостовиком 3/4″ или 1″:
Foxwood Machine, компания, которая предлагает этот продукт, говорит, что они создали его для машин, которые не вмещали достаточно инструментов или не могли менять инструменты достаточно быстро. Я вижу, что размещение инструментов, необходимых для сверления и нарезания резьбы определенного размера и размера на одном блоке, может также упростить настройку.
Преимущество токарно-револьверного станка № 4: Больше операций, осей и деталей.
Это связано с преимуществом гибкости револьверных головок, но они кажутся хорошо подходящими для более сложных станков с двумя шпинделями и несколькими осями. и другие функции для размещения деталей, которые в противном случае потребовали бы нескольких настроек.
Токарно-револьверный станок Преимущество №5: Лучшее измельчение?
Револьверные головки могут обеспечить лучшее измельчение только потому, что они чаще используются на больших токарных станках. Но машина с двумя револьверными головками также может выполнять трюк с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который сделает пропил 1/8″. Поместите одну по обе стороны от заготовки с помощью двух револьверных головок, чтобы одна немного опережала другую. Теперь вы снимаете 1/4″ с каждым проходом, и два инструмента уравновешивают склонность друг друга к отклонению детали.
Но машина с двумя револьверными головками также может выполнять трюк с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который сделает пропил 1/8″. Поместите одну по обе стороны от заготовки с помощью двух револьверных головок, чтобы одна немного опережала другую. Теперь вы снимаете 1/4″ с каждым проходом, и два инструмента уравновешивают склонность друг друга к отклонению детали.
Это довольно изящный трюк, который действительно может сократить время цикла.
Токарно-револьверные станки тоже умеют работать!
Небольшая пластина в револьверной стойке…
Представьте, что каждая позиция в револьверной головке вашего токарного станка представляет собой небольшую пластину с несколькими инструментами. Вы начинаете видеть возможности?
Ностальгия: револьверные станки старой школы с ручным управлением
Вот какими были револьверные станки до ЧПУ:
Вывод: Это лошади для курсов
Несмотря на то, что у людей есть естественная склонность устраивать соревнование, которое приводит к единственному победителю, в данном случае это «Лошади для курсов».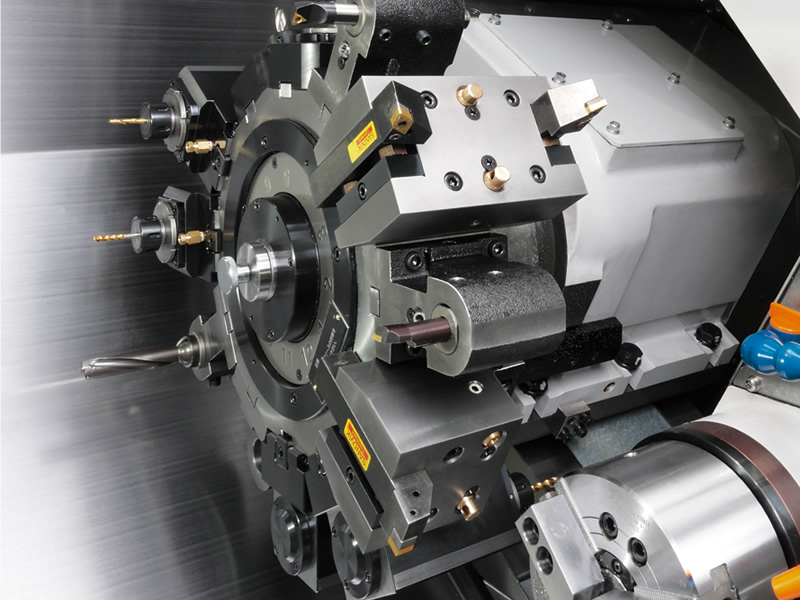 Выбор групповой оснастки по сравнению с токарно-револьверными станками лучше всего делать путем тщательного анализа типов деталей, которые необходимо изготовить, и того, какой набор преимуществ получат эти конкретные детали.
Выбор групповой оснастки по сравнению с токарно-револьверными станками лучше всего делать путем тщательного анализа типов деталей, которые необходимо изготовить, и того, какой набор преимуществ получат эти конкретные детали.
Если вы не знаете, какие детали вы в конечном итоге будете изготавливать, и не хотите мириться с ограничениями группового инструмента для более коротких деталей меньшего диаметра, вы, вероятно, предпочтете револьверную головку. Если вам нужно максимально простое программирование и меньшая кривая обучения, вам, вероятно, понадобится револьверный токарный станок. С другой стороны, если вам нужно максимально короткое время цикла, чтобы вы могли как можно дешевле обработать как можно больше деталей, изготовленных на токарных станках, обратите внимание на инструментальную оснастку.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Требуется оператор вертикально-револьверного станка с ЧПУ
Свяжитесь с намиСвяжитесь с нами
МЕНЮ
Основные должностные обязанности
Настройка и эксплуатация вертикального револьверного станка с ЧПУ для изготовления металлических и неметаллических деталей, выполняя следующие обязанности.
Подать заявку сейчас
Ключевые задачи
- Настройка и эксплуатация VTL — использование знаний о рабочих свойствах и процессах обработки для широкого спектра материалов, таких как нержавеющая сталь, монель, хасталлой, другие никелевые сплавы, чугун, углеродистая сталь, бронза, алюминий , пластмассы и т.д.
- Производство компонентов в пределах отведенного времени, указанного для командировочных.
- Обеспечение удовлетворенности клиентов продуктами и услугами.

- Дает технологические рекомендации для повышения эффективности и работает с программистом ЧПУ для оптимизации процессов, программ и режущих инструментов.
- Применяйте активный подход к постоянному совершенствованию, включая производительность, качество, безопасность, экологичность и эргономику.
+ Показать больше
Основные рабочие функции
- Настройка и эксплуатация VTL с минимальным контролем.
- Должен иметь хорошее знание G-кода со способностью выполнять ручное редактирование программы ЧПУ, необходимое для выполнения объема работ.
- Чтение и интерпретация чертежей заказчика с пониманием геометрических размеров и допусков в соответствии с ANSI Y-14.5.
- Осмотр произведенной работы (изделие 1 st и контроль в процессе производства) с использованием точного измерительного оборудования, включая: микрометры, нутромеры, штангенциркули или другие измерительные инструменты для проверки соответствия спецификациям.
 Соблюдайте допуски на уровне 0,002 дюйма на диаметре 55 дюймов.
Соблюдайте допуски на уровне 0,002 дюйма на диаметре 55 дюймов. - При необходимости задокументируйте результаты проверки на предоставленных листах IDS и/или контрольных распечатках.
- Содержите оборудование (машину, измерительные приборы, инструменты и т. д.) в чистоте и хорошем состоянии, а также следите за чистотой и порядком на рабочем месте.
- Следуйте процедурам профилактического обслуживания оборудования, предписанным руководителем, и сообщайте о проблемах с работой оборудования.
- Документируйте ежедневную деятельность, чтобы обеспечить выполнение в соответствии со стандартами работы.
- Эффективно работать с коллегами и руководством в командной среде, помогая/обучая других сотрудников по мере необходимости.
- Готов работать сверхурочно, когда это необходимо для удовлетворения требований клиентов.
- Сотрудник может быть обязан управлять вилочными погрузчиками и иметь возможность безопасно устанавливать и перемещать продукты весом до 4 тонн.

- Должен быть в состоянии стоять, поворачиваться, сгибаться и многократно поднимать до 50 фунтов. Должен уметь использовать руки и зрение для совершения скоординированных действий.
- Методы работы должны соответствовать Политике компании, включая, помимо прочего, посещаемость, конфиденциальность, безопасность и злоупотребление психоактивными веществами.
- От сотрудника может потребоваться выполнение других инструкций, связанных с работой, и выполнение других задач, связанных с работой, по мере необходимости в соответствии с применимым законодательством штата и федеральным законодательством.
+ Показать больше
Дополнительная квалификация
Следующие навыки и квалификации являются плюсом, но не являются обязательными для этой должности.
- Mastercam Опыт программирования.
- Способность настраивать и эксплуатировать горизонтально-расточные станки и/или горизонтальные/вертикальные обрабатывающие центры.

