Станок токарно револьверный с чпу: Токарно-револьверные станки с ЧПУ — купить в Москве, цена
Содержание
1В340Ф30 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка модели 1В340Ф30
Изготовитель токарно-револьверного станка модели 1В340Ф30 — Бердичевский станкостроительный завод «Комсомолец», г. Бердичев, Житомирской область, Украина.
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
- 1А341ц — станок токарно-револьверный с цикловым управлением, Ø 400
- 1В340Ф30 — станок токарно-револьверный с вертикальной осью револьверной головки с ЧПУ, Ø 400
- 1Г340П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 400
- 1Д340П — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности, Ø 400
- 1Е340П — станок токарно-револьверный с вертикальной осью револьверной головки повышенной точности, Ø 400
- 1К341 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 400
- 1П420ПФ4 — станок токарно-револьверный с горизонтальной осью револьверной головки повышенной точности с ЧПУ, Ø 450
- 1341 — станок токарно-револьверный с горизонтальной осью револьверной головки, Ø 400
1В340Ф30 Станок токарно-револьверный повышенной точности с ЧПУ.
 Назначение, область применения
Назначение, область применения
Станок токарно-револьверный 1В340Ф30 с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе.
Принцип работы и особенности конструкции станка
Восьмипозицнонная револьверная головка на крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой.
Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары.
Токарно-револьверный станок 1В340Ф30 оснащен оперативной системой управления типа «Электроника НЦ-31».
Станок 1В340Ф30 изготавливается в двух исполнениях:
- для обработки прутковых материалов диаметром до 40 мм
- для обработки штучных заготовок диаметром до 200 мм.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка.
В станке 1В340Ф30 реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности.
Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка.
Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм.
Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм. Основные преимущества станка:
Основные преимущества станка:
- конструкция восьмипозиционной револьверной головки обеспечивает высокую жесткость (фиксация головки на плоские зубчатые колеса) и высокое быстродействие;
- наличие гидравлического отрезного суппорта позволяет совмещать операцию отрезки или прорезки канавок с другими операциями при обработке детали;
- обработка деталей из прутка в автоматическом цикле;
- широкий диапазон нарезаемых резьб, включая многозаходные;
- крестовый суппорт с вертикальной осью револьверной головки позволяет производить все виды токарной обработки малым числом инструмента;
- наличие оперативной системы управления дает возможность рабочему на рабочем месте в ходе обработки первой детали при помощи средств ручного управления и, используя элементы автоматического управления, формировать управляющую программу, позволяющую следующую деталь обрабатывать в автоматическом цикле;
- значительно сокращается время на составление и отладку управляющей программы по сравнению с имеющимися станками с ЧПУ.
Станок предназначен для работы в условиях серийного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА.
Разработчик — Бердичевский станкостроительный завод «Комсомолец».
1В340Ф30 Габарит рабочего пространства станка
Габаритные размеры рабочего пространства станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Шпиндель
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головка
Посадочные и присоединительные базы станка 1в340ф30
1В340Ф30 Фото токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Фото револьверной головки токарного станка с ЧПУ
Фото токарного револьверного станка 1в340ф30
1В340Ф30 Пульт управления токарного станка с ЧПУ
Пульт управления револьверного станка 1в340ф30
Пульт управления револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Управление станком может производиться с пульта и от устройства числового программного управления.
Наличие напряжения на пульте станка (рис. 10.13) подтверждается свечением сигнальной лампы 14.
Включение гидропривода осуществляется нажатием кнопки 5.
Перед началом работы переключатель 20 режима работы станка ставится в требуемое положение: наладочный, полуавтоматический и автоматический режимы.
В положении «наладочный режим» станок управляется с помощью кнопок и переключателей, расположенных на пультах станка.
Например, переключателем 2 можно выбрать позицию револьверной головки, а нажатием кнопки 1 осуществить ее поворот; переключателем 18 установить требуемое направление вращения шпинделя, а кнопкой 17 осуществить пуск или кнопкой 15 — останов шпинделя.
На пульте станка имеется кнопка 23 — аварийный стоп, при нажатии которой выключаются все системы станка.
1В340Ф30 Схема кинематическая токарного станка с ЧПУ
Кинематическая схема токарного револьверного станка 1в340ф30
Кинематическая схема токарного револьверного станка 1в340ф30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Главное движение (вращение шпинделя) осуществляется от двухскоростного электродвигателя M1 мощностью 15 кВт с числом оборотов 4500 через ременную передачу на входной вал со шкивом D2 коробки скоростей 1.
Коробка скоростей имеет четыре вала с зубчатыми колесами, которые попарно находятся в зацеплении, и электромагнитные муфты. Электромагнитные муфты включаются попарно, что обеспечивает ступенчатое изменение частоты вращения выходного вала коробки скоростей. Выходной вал коробки скоростей связан плоскозубчатой передачей со шкивом D1, который передает вращение на шпиндель станка 2. Ступенчатое изменение частоты вращения шпинделя 2 может производиться на холостом ходу и под нагрузкой. Торможение шпинделя осуществляется включением электромагнитных муфт коробки скоростей. Контроль за частотой вращения шпинделя при резьбонарезании осуществляется датчиком обратной связки К1.
Движение подач — продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт — гайка качения с ходом винтов, соответственно, 10 и 5 мм.
В продольном направлении он перемещается винтовой передачей с гайкой качения 7, которая получает вращение через ременную передачу от электродвигателя М2 с регулируемой частотой вращения. Контроль за частотой вращения винтовой пары качения осуществляется датчиком обратной связи КЗ; этим контролируется величина подачи револьверного суппорта.
Поперечное перемещение револьверной головки 5 на револьверном суппорте 6 осуществляется винтовой передачей с гайкой качения 9, которая получает вращение от электродвигателя МЗ с регулируемой частотой вращения. При этом перемещение револьверной головки контролируется датчиком обратной связи К4. Поворот револьверной головки осуществляется гидродвигателем М4 через червячную передачу 4; контроль положения револьверной головки — датчиком обратной связи К2, который связан с ее осью вращения зубчатой передачей.
Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 мм/мин) отрезного суппорта осуществляются при помощи гидравлики.
Гидроцилиндром 3 осуществляются подвод и рабочая подача отрезного суппорта, гидроцилиндром 5 — фиксация револьверной головки в рабочем положении.
1В340Ф30 Установочный чертеж токарного станка
Установочный чертеж токарного револьверного станка 1в340ф30
Читайте также: Производители токарных станков в России
Читайте также: Поколения систем ЧПУ. Термины и понятия систем ЧПУ
1В340Ф30 Станок токарно-револьверный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1В340Ф30
| Наименование параметра | 1В340Ф30 | |
|---|---|---|
| Основные параметры станка | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 50 | |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе, мм | 40 | |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 120 | |
| Шпиндель | ||
| Мощность двигателя главного движения, кВт | 6 | |
| Количество рабочих скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя, об/мин | 45. ..2000 ..2000 | |
| Частота вращения шпинделя в I диапазоне, об/мин | 45…1400 | |
| Частота вращения шпинделя во II диапазоне, об/мин | 63…2000 | |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 45…250 | |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 40 | |
| Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z) / поперечное (X), мм | 310/ 110 | |
| Диапазон скоростей продольных и поперечных подач револьверного суппорта, мм/мин | 1..2500 | |
| Число подач револьверного суппорта | б/с | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10/ 5 | |
| Диапазон скоростей продольных и поперечных подач отрезного суппорта, мм/мин | 5. .600 .600 | |
| Число подач отрезного суппорта | б/с | |
| Скорость быстрых ходов отрезного суппорта, м/мин | 8 | |
| Количество позиций (инструментов) в револьверной головке | 8 | |
| Наибольшее усилие продольных/ поперечных подач, кгс | 600/ 300 | |
| Параметры системы ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | |
| Число координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 6 | |
| Электродвигатель главного привода, кВт | 6 | |
| Электродвигатель продольных подач, кВт | 1,5 | |
| Электродвигатель поперечных подач, кВт | 1,5 | |
| Электродвигатель станции смазки, кВт | 0,37 | |
| Электродвигатель гидростанции, кВт | 2,2 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Электродвигатель инструментальной головки, кВт | ||
| Суммарная мощность электродвигателей, кВт | 11,69 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 2840 1770 1670 | |
| Масса станка с ЧПУ, кг | 3600 |
- Станок токарно-револьверный с вертикальной головкой на крестовом суппорте, с ОСУ, повышенной точности 1В340Ф30.
 Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987
Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987 - Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
- Проников А.С. Металлорежущие станки и автоматы,1981
- Фещенко В.
 Н. Обработка на токарно-револьверных станках, 1989
Н. Обработка на токарно-револьверных станках, 1989 - Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Список литературы:
Связанные ссылки. Дополнительная информация
Токарно-револьверные станки, основные узлы. Принципы обработки резцами в револьверной головке в Петербурге
Отличие токарных станков с револьверной головкой от обычных универсальных токарных станков — в наличии многопозиционного держателя обрабатывающего инструмента — револьверной головки. Большой выбор оснастки и резцов для токарных станков в продаже Вы можете найти у нас в магазине .
Револьверная головка позволяет вести последовательную обработку заготовки несколькими инструментами с получением детали за одну установку. Это расширяет технологические возможности многооперационной обработки и сокращает время операции резания за счет отсутствия необходимости в перенастройке станка.
Револьверная головка напоминает барабан револьвера с крепежными пазами и отверстиями для установки режущего инструмента. Способ крепления инструмента и дал название обширной группе токарного оборудования.
Способ крепления инструмента и дал название обширной группе токарного оборудования.
Токарно-револьверные станки имеют «конкурентов» по эффективности обработки — группу оборудования с линейными многопозиционными резцедержками (крепление оправок на суппорте в Т-образный паз), есть комбинированные модели, оснащенные и тем и другим видом державок для инструмента. Применение линейных резцедержек чаще всего эффективно на небольших диаметрах обработки.
В зависимости от модели оборудования, в револьверную головку можно закрепить от 6 до 12 инструментов и производить с ее помощью операции растачивания, обтачивания, рассверливания, зенкерования, нарезания резьбы и так далее на металлических, композитных, пластиковых и деревянных изделиях.
Современное оборудование токарно-револьверной группы поставляется только под управлением системы ЧПУ.
Назначение и устройство токарно-револьверных станков ЧПУ
При изготовлении средних и крупных партий деталей на токарно-винторезных станках принято вести пооперационную обработку металла, так как на каждую операцию необходим свои режимы обработки, вид режущего инструмента и прочая настройка оборудования (например проверка зон взаимовлияния резцов). Такие станки при серийном производстве часто работают парами (или с применением противошпинделя), образуя единую технологическую линию, где изделие, обработанное с одной стороны, передается на другой станок для дообработки. Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
Такие станки при серийном производстве часто работают парами (или с применением противошпинделя), образуя единую технологическую линию, где изделие, обработанное с одной стороны, передается на другой станок для дообработки. Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
Станок ЧПУ токарно-револьверной группы (двухсуппортной, с наклонной станиной):
|
1 — двигатель; 2 — шпиндельная бабка; 3 — верхний продольно-поперечный суппорт, 4 — револьверная головка верхнего суппорта; 5 — задняя бабка; 6 — револьверная головка нижнего суппорта; 7 — нижний продольно-поперечный суппорт станка. |
Точная обработка изделий с помощью станков ЧПУ требует грамотного базирования заготовки (выбор технологической базы) и уточненной настройки режущего инструмента (например с помощью системы HPMA от Renishaw). Особенно это касается деталей сложной конфигурации, с жесткими допусками и высокими требованиями к точности поверхностей.
Особенно это касается деталей сложной конфигурации, с жесткими допусками и высокими требованиями к точности поверхностей.
Программированием ЧПУ модуля станка и калибровкой режущего инструмента задается точность обработки. Если ось головки можно позиционировать под различным углом к заготовке, получают детали с более сложными поверхностями.
Виды многопозиционных резцедержек
Выделяют следующие группы:
-
По количеству закрепляемого инструмента различают 4x-12- ти позиционные револьверные головки. Большее количество позиций очень сильно усложняет конструкцию и уменьшает ремонтопригодность. -
По виду привода резцедержки подразделяют на гидравлические и электромеханические (станки ТС16К20). -
Резцедержка токарно-револьверного станка может быть с горизонтальной, вертикальной осью вращения. Со времен универсальных станков повелось, что 4х позиционные фиксаторы инструментов с вертикальной осью — считаются резцедержкой. Устройство с горизонтальной осью вращения из-за своей похожести на магазин револьвера называется револьверной головкой. Резцедержка с вертикальной осью имеет меньшее количество позиций, но обладает большей жесткостью. Револьверная головка/резцедержка установлена на суппорт станка, перемещающийся в продольном, поперечном направлениях.
Устройство с горизонтальной осью вращения из-за своей похожести на магазин револьвера называется револьверной головкой. Резцедержка с вертикальной осью имеет меньшее количество позиций, но обладает большей жесткостью. Револьверная головка/резцедержка установлена на суппорт станка, перемещающийся в продольном, поперечном направлениях. -
Револьверная головка также может быть снабжена приводом для инструмента, обеспечивающим его вращение относительно неподвижной или подвижной детали (ТС1720Ф4). Таким образом на станках токарной группы, оснащенных приводной револьверной головкой, можно реализовать операции фрезерования в осевом и аксиальном направлении, с получением более сложных поверхностей.
Параметры выбора токарно-револьверных станков
Выделяют следующие параметры:
-
Расстояние между центрами (РМЦ) определяет максимальную длину обрабатываемой заготовки (например для станков ТС16К20Ф3 и ТС1640Ф3 составляет 1500 мм).
-
Высота оси шпинделя над станиной станка определяет максимальный диаметр заготовки. У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца) -
Диаметр отверстия шпинделя характеризует максимальный диаметральный размер прутковой заготовки, проходящей через шпиндельную бабку. Этот параметр важен при обработке длинномерных заготовок, а также при обработке серии заготовок малой длины. -
Момент на шпинделе (измеряется в Н*м) характеризует мощностные параметры обрабатывающего станка и максимальный диаметр рассверливания заготовки, глубину резания и подачу инструмента. Современные мощные обрабатывающие токарные станки производят операции резания габаритных термообработанных заготовок.
-
Бесступенчатое регулирование оборотов на всем рабочем диапазоне скоростей вращения шпинделя или внутри диапазона (например ТС16А20Ф3) позволяет производить более точную настройку режимов резания и получать более высокую скорость вращения шпинделя из-за отсутствия ограничений скорости вращения шестерен. -
Максимальная скорость вращения шпинделя: величина, определяющая диапазон обрабатываемых материалов и чистоту получаемой поверхности. На высоких скоростях производят изготовление деталей из вязких сплавов. -
Станки с наклонной станиной имеют более жесткую конструкцию, что повышает и жесткость всей системы станок-инструмент-деталь (ТС1720Ф3, ТС1720Ф4). Также обеспечивают удобство стружкоотведения (наличие транспортера). Телескопическая защита зоны резания увеличивает ресурс направляющих.
Консультанты нашей компании в любом случае помогут подобрать нужный станок под Ваши требования. Все вопросы Вы можете задать по телефонам 8 (4822) 620-620.
Все вопросы Вы можете задать по телефонам 8 (4822) 620-620.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Что такое токарно-револьверный станок? Полное руководство
Токарные станки — это популярные обрабатывающие инструменты, состоящие из быстро вращающейся заготовки и режущего инструмента, установленного на резцедержателе, который можно перемещать по осям X и Z.
Эти станки можно использовать для выполнения различных операций, таких как токарная обработка, расточка, нарезание резьбы, сверление, накатка и т. д.
д.
Однако для разных операций требуются разные инструменты, а смена инструмента для каждой операции увеличивает время цикла.
9Токарно-револьверный станок 0002 представляет собой модификацию обычных токарных станков, которая решает эту проблему и повышает производительность за счет сокращения времени цикла.
Так что же делает револьверные станки особенными и какие преимущества они предлагают по сравнению с другими токарными станками?
В этой статье я подробно рассказал о токарно-револьверных станках, рассказав об их деталях, особенностях и типах.
В заключение я также сравнил револьверные станки с токарными станками с токарными станками и машинными станками, чтобы пролить свет на преимущества использования револьверных станков.
Что в этой статье?
- Что такое револьверный токарный станок?
- Основные части токарно-револьверного станка
- Типы токарно-револьверного станка
- Сравнение токарно-револьверных станков с другими токарными станками
- Преимущества токарно-револьверного станка
- Часто задаваемые вопросы
Что такое токарно-револьверный станок?
Токарно-револьверный станок представляет собой модифицированную версию традиционных токарных станков по металлу, в котором стойка инструмента заменена револьверной головкой, которая может вращаться вокруг своей вертикальной оси. Как правило, револьверная головка содержит шесть режущих инструментов, которые можно использовать для выполнения нескольких операций обработки за один сеанс.
Как правило, револьверная головка содержит шесть режущих инструментов, которые можно использовать для выполнения нескольких операций обработки за один сеанс.
Традиционные токарные станки содержат один режущий инструмент, который можно использовать для выполнения конкретной операции обработки, перемещая его вдоль осей станка, тем самым увеличивая время смены инструмента и снижая производительность процесса.
Вращающаяся револьверная головка устраняет необходимость останавливать процесс и менять режущий инструмент токарного станка для выполнения различных операций обработки, тем самым повышая производительность.
важные детали револьверного станка
конструкция типового револьверного станка
Важными частями токарно-револьверного станка являются:
- Револьверная головка
- Передняя бабка
- Приводная муфта
- Стойка инструмента
- Каретка
Револьверная головка
устанавливается на седло. Каждая сторона башни имеет четыре резьбовых отверстия для крепления насадок.
Он может вмещать до шести инструментов, а револьверную головку можно поворачивать, чтобы получить доступ к инструменту, необходимому для операции обработки.
Кроме того, седло можно перемещать вдоль горизонтальной оси, чтобы продвигать режущий инструмент к заготовке.
Например, токарная обработка полого алюминиевого цилиндра и нарезание резьбы требуют двух разных режущих инструментов для завершения процесса обработки.
В этом случае для выполнения токарной операции используется токарный инструмент, а затем можно повернуть револьверную головку, чтобы получить доступ к инструменту для нарезания резьбы и выполнить операцию нарезания резьбы.
Револьверная головка установлена на свободно подвижном подшипнике, поэтому оператор может поворачивать ее для изменения положения инструментов после освобождения зажимов.
Передняя бабка
Передняя бабка револьверного станка — это место, где находятся все приводные механизмы.
В нем находятся все органы управления станка, такие как пуск, останов, регулировка скорости и т.д.
В зависимости от типа привода передние бабки могут быть двух типов: электрические и редукторные.
В электрической передней бабке изменение скорости шпинделя достигается за счет управления скоростью электродвигателя.
Электрическая передняя бабка обеспечивает лучший контроль скорости за счет крутящего момента и обычно используется для обработки небольших заготовок.
С другой стороны, редукторные передние бабки состоят из специальных конфигураций шестерен для изменения скорости вращения шпинделя.
Редукторный механизм снижает скорость шпинделя за счет увеличения его крутящего момента, что делает его идеальным для обработки заготовок большего диаметра.
Этот тип передней бабки обычно используется в больших токарных станках, которые используются для выполнения сравнительно более глубоких резов в твердых материалах.
ведущая муфта
Подобно сцеплению автомобиля, ведущая муфта токарно-револьверного станка используется для соединения и разъединения первичного двигателя и шпинделя. Первичным двигателем может быть двигатель или вал с зубчатой муфтой.
Первичным двигателем может быть двигатель или вал с зубчатой муфтой.
В идеальном состоянии первичный двигатель и шпиндель разъединены, и вы можете использовать приводную муфту, чтобы зацепить их перед началом операции обработки.
Стойка для инструмента
Стойка для инструмента используется для установки режущих инструментов на токарно-револьверном станке.
Может перемещаться по осям X и Y, а также поперек кровати с помощью каретки. Эти движения могут быть выполнены с помощью маховика или даже автоматизированы.
Каретка
Каретка также называется поперечным суппортом и находится между стойкой инструмента и седлом.
Поперечные салазки могут перемещаться по машине перпендикулярно движению седла.
Типы револьверных станков
В зависимости от ориентации, операции и количества револьверных головок существует шесть типов револьверных станков.
Горизонтальный токарно-револьверный станок (ручной)
Это самый старый и наиболее распространенный тип токарно-револьверного станка.
Токарный станок с горизонтальной револьверной головкой, как следует из названия, имеет револьверную головку, выровненную по горизонтали.
Ось револьверной головки коллинеарна оси заготовки.
Вертикальный револьверный токарный станок
Вертикальный револьверный токарный станок
В вертикальном револьверном станке ось револьверной головки перпендикулярна основанию станка.
Револьверная головка может перемещаться вверх/вниз и из стороны в сторону по направляющим.
Помимо вертикально ориентированной револьверной головки, он состоит из двух квадратных стоек для инструментов по бокам, каждая из которых может вмещать 4 инструмента.
Стойки инструмента также можно перемещать в направлениях X и Y для выполнения операции обработки заготовки.
Таким образом, всего на вертикально-револьверном станке можно разместить 14 различных инструментов для обработки материала.
Этот тип токарно-револьверного станка подходит для обработки больших и тяжелых заготовок.
Автоматический револьверный токарный станок
Автоматический револьверный токарный станок является модификацией ручного револьверного станка.
Этот тип револьверной головки позволяет автоматизировать скольжение и индексацию револьверной головки с помощью распределительного вала, что повышает производительность за счет сокращения времени обработки.
Это снижает потребность в квалифицированном операторе для управления машиной.
Автоматизация процесса повышает повторяемость, что делает револьверные автоматы идеальными для массового производства.
Однако автоматизация скольжения и индексации с помощью распределительного вала подходит для простых геометрий и не облегчает изготовление сложных геометрий.
Токарно-револьверный станок с ЧПУ
ЧПУ означает числовое программное управление. Револьверные станки с ЧПУ используют сгенерированный компьютером G-код для управления скоростью подачи, скоростью шпинделя и движением револьверной головки.
Станки с числовым программным управлением (ЧПУ) используют компьютерную программу для управления различными параметрами обработки.
Эти машины состоят из компьютерной системы, которая преобразует цифровой дизайн в специальный код (G-коды).
G-коды затем интерпретируются контроллером, чтобы направлять револьверный токарный станок с ЧПУ для выполнения желаемого процесса обработки.
Эти станки также поддерживают автоматическую смену инструментов на револьверной головке, что устраняет необходимость вмешательства человека во время выполнения операции обработки.
Движение режущего инструмента, управляемое компьютером, делает токарно-револьверные станки с ЧПУ идеальными для обработки сложных форм с высокой точностью.
Двухревольверный токарный станок
Двухревольверный токарный станок от CMZ
Двухревольверный токарный станок состоит из двух автоматизированных револьверных головок, которые могут одновременно выполнять операции обработки заготовки.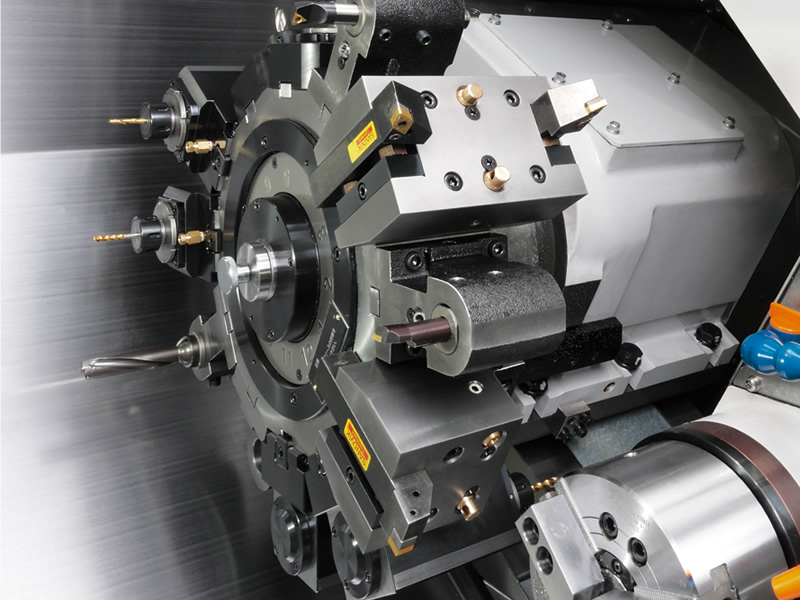
Это значительно сокращает время цикла почти вдвое по сравнению со временем, которое требуется для выполнения аналогичной операции обработки на токарном станке с одной револьверной головкой.
Из двух турелей одна ведет за собой другую. Эта последовательная операция между двумя револьверными головками позволяет станку выполнять черновую и чистовую операции за один проход.
Вы можете загружать и выгружать детали из одного шпинделя, не мешая работе другого. Некоторые токарные станки Twin-Turret могут даже запускать две отдельные программы на каждом из своих шпинделей.
Настройка токарного станка с двумя револьверными головками занимает больше времени, чем токарного станка с одной револьверной головкой. Следовательно, токарные станки с двумя револьверными головками подходят для серийного производства, когда за один присест производится большой объем однородной продукции.
Haas Automation и CMZ всемирно известны производством двухревольверных токарных станков и других станков с ЧПУ премиум-класса.
Сравнение токарно-револьверного станка с другими токарными станками
Токарно-револьверный станок — это тип токарного станка по металлу, который позволяет устанавливать несколько режущих инструментов на его шестигранную револьверную головку.
По сравнению с токарными станками по дереву, токарные станки по металлу обеспечивают больший крутящий момент для вращения тяжелой заготовки и большую силу резания для удаления материала.
Даже самые лучшие токарные станки по дереву, доступные на рынке, имеют сравнительно меньший выходной крутящий момент, и поэтому токарные станки по дереву не идеальны для обработки металлов.
Следовательно, для обработки металла требуются специальные токарные станки по металлу, и в зависимости от их характеристик, конструкции и возможностей материала станки по металлу бывают разных типов.
В этом разделе мы сравним токарно-револьверные станки с другими аналогичными токарными станками по металлу: токарными станками Capstan и Engine.
Токарно-револьверный станок против токарного станка с токарным станком
Токарно-револьверный станок с токарно-револьверным станком
В приведенной ниже таблице я суммировал основные различия между токарным станком с токарно-револьверным станом и токарно-револьверным станком.
| Parameters | Capstan lathe | Turret lathe |
|---|---|---|
| Turret shape | Hexagonal, Square, or circular | Hexagonal |
| Speed of operation | Fast | Slow |
| Types | Horizontal только | Горизонтальное и вертикальное |
| Револьверная головка, установленная на | Рама, установленная на седле | Непосредственно на седле |
| Workpiece size | Small (up to 60mm in diameter) | Large (up to 120mm in diameter) |
| Workholding | Collet | Jaw chuck |
| Feed motion | Ram is moved | Седло перемещается |
| Размер станка | Легкий | Тяжелый |
Краткое изложение основных различий между токарным станком Capstan и револьверным токарным станком
Токарный станок Capstan представляет собой легкий станок, предназначенный для обработки небольших заготовок диаметром до 60 мм.
Токарные станки с револьверной головкой, с другой стороны, крупнее и могут обрабатывать заготовки почти в два раза больше, чем токарные станки Capstan.
Нежесткая конструкция и малый вес токарных станков Capstan делают их непригодными для выполнения тяжелых резов на заготовке.
Токарно-револьверный станок, будучи более тяжелым и устойчивым, может относительно легко выполнять тяжелые резы.
Токарный станок с револьверной головкой позволяет работать с заготовками меньшего размера, что также делает их более быстрыми по сравнению с токарными станками с револьверной головкой.
В токарных станках Capstan ползун скользит по седлу, обеспечивая подачу инструмента. Это уменьшает диапазон движения, тем самым уменьшая максимальную длину заготовки, которую можно обработать.
В токарно-револьверных станках суппорт целиком может скользить по направляющим, что обеспечивает больший диапазон движений, позволяя токарно-револьверным станкам обрабатывать более длинные заготовки.
Некоторые револьверные станки допускают боковое перемещение револьверной головки по отношению к станине, но ползун токарных станков с токарным станком не обеспечивает возможности бокового перемещения.
Механизмы индексации на обоих станках совершенно разные. На токарных станках Capstan маховик ползуна вращается в обратном направлении, чтобы индексировать инструмент.
В то время как на токарно-револьверных станках револьверную головку необходимо вращать вручную после освобождения всех зажимов, чтобы индексировать инструменты.
Револьверный токарный станок и моторный токарный станок
Двигатель и револьверный токарный станок
В таблице ниже я суммировал основные различия между револьверным токарным станком и моторным токарным станком.
| Parameters | Turret lathe | Engine lathe |
|---|---|---|
| Speed | Faster | Slower |
| Size | Comparatively small | Large |
| Direction of rotation | Clockwise and anti- по часовой стрелке | Только против часовой стрелки |
| Ходовой винт | Отсутствует | Присутствует |
| Количество инструментов | До шести | Только по одному |
| Цена | Дешевле | Дороже |
Основные различия между токарно-револьверными станками 90 инструменты, которые они могут держать.
Токарные станки с двигателем обычно имеют инструментальную стойку, которая может вмещать максимум 4 режущих инструмента, тогда как револьверная головка может одновременно вмещать шесть режущих инструментов.
Револьверные станки требуют больше времени для настройки, но они обеспечивают более высокую скорость обработки, что делает их подходящими для массового производства.
С другой стороны, токарные станки с двигателями требуют меньше времени для настройки, но их низкая скорость обработки делает их непригодными для массового производства.
Токарно-револьверные станки обеспечивают сравнительно большую гибкость в регулировке оптимальной скорости вращения шпинделя, что позволяет выполнять различные операции обработки различных материалов.
Помимо этих токарных станков, также доступны токарные станки по металлу: швейцарские токарные станки, токарные станки с ЧПУ и т. д.
Преимущества токарно-револьверного станка
Токарно-револьверный станок имеет очевидное преимущество перед обычными токарными станками, поскольку на них можно разместить до шести инструментов.
Замена инструмента на обычном токарном станке требует времени и замедляет производственный процесс.
В токарном станке с револьверной головкой револьверную головку можно вращать, чтобы менять инструменты для обработки детали. Это экономит время и снижает потребность в квалифицированных рабочих.
Использование токарно-револьверных станков повышает производительность за счет сокращения времени смены инструмента, тем самым сокращая время цикла.
Автоматические токарные станки с револьверной головкой могут производить дубликаты деталей с высокой повторяемостью по сравнению с токарными станками с ручным револьверным управлением.
Часто задаваемые вопросы
Что такое револьверная головка в револьверном станке?
Револьверная головка в токарно-револьверном станке представляет собой держатель инструмента, похожий на пистолет, который содержит шесть инструментов, которые можно использовать взаимозаменяемо. Башня может вращаться вокруг вертикальной оси либо вручную с помощью маховика, либо автоматически с помощью автоматизированного механизма.
Почему токарно-револьверный станок лучше обычных токарных станков?
Токарно-револьверные станки лучше, чем обычные токарные станки, потому что они одновременно держат несколько инструментов. Револьверную головку можно повернуть, чтобы получить доступ к режущему инструменту, необходимому для операции обработки. Это сокращает время смены инструмента, тем самым ускоряя производственный процесс.
Какой тип двигателя используется для управления револьверной головкой токарного станка с револьверной головкой?
Шаговые или серводвигатели используются для управления револьверной головкой токарного станка с револьверной головкой. Они обеспечивают высокую точность с точки зрения частоты вращения и угла поворота, которые необходимы для точного выравнивания инструментов с заготовкой.
Револьверный токарный станок с ЧПУ — Chiah Chyun Machinery
Револьверный токарный станок с ЧПУ — Chiah Chyun Machinery — Производитель на Тайване
ЧИАХ ЧЮН МАШИНЕРИ КО. , ЛТД.
, ЛТД.
- Около
- Продукты
- Показания
- Новости
- Видео
- Контакт
- Карта сайта
- Официальный сайт
- Дом
Револьверные головки Тип
Токарно-фрезерный станок
- WTS-52Y2M
- Серия СТ
- СТ1
- СТ2
- СТ3
- МЛ-250
- CY2-52M.(Б)
Токарно-фрезерный станок с ЧПУ
- SY2-52
- КБ-32М
- НКИ-32М.(С)
- СИ2-42Е
Токарный станок с ЧПУ
- КДС-42/КДС-52
- CL-250
- С-428 / С-4212
- C-428T.(S) и C-4212T.(S)
- С-4212Т.(М)
Автоматический токарный станок
- C-1525A/AD и C-2025A
- C-1525C/CD и C-2025C
- С-4225В
- С-3225КА
CT3 может выполнять сложную обработку быстрее и экономичнее за один установ.
Независимо от того, производите ли вы сложные или простые детали с высокой производительностью, CT3 с двойным шпинделем и тремя револьверными головками обеспечивает непревзойденную универсальность. Этот станок состоит из трех 16-позиционных револьверных головок с сервоприводом, которые значительно повышают эффективность обработки и максимизируют производительность.
- Двойной встроенный шпиндель
- Двойная ось Y для универсального фрезерования
- Турель с тремя сервоприводами
- Всего 48 рабочих станций
Трехревольверная головка
CT3 состоит из трех 16-позиционных серворевольверных головок, которые значительно повышают эффективность обработки и максимально повышают производительность.
Система смазки масляным туманом
Система смазки масляным туманом обеспечивает смазку шестерен в башне, которая обеспечивает непрерывное уменьшение тумана и снижение температуры шестерни.
Встроенный шпиндель
Встроенный шпиндель обеспечивает короткое время ускорения/замедления и низкую вибрацию, что обеспечивает высокую точность и высокую эффективность.
Дополнительные аксессуары:
- 6-дюймовый гидравлический патрон
- Держатель осевого и радиального приводного инструмента
- Стабилизатор напряжения/трансформатор
- Устройство подачи прутка
- Устройство подачи СОЖ высокого давления
- Портальная система серии CT
| СТ3 | |||
| Товар | КТ3-52И2М | КТ3-76И2М | |
| Вместимость | |||
| Контроллер | Мицубиси | Мицубиси / Фанук | |
| Макс. Ману. Диаметр | Ø360 мм | ||
Стандарт Ману. Диаметр Диаметр | Ø210 мм | ||
| Поворот над кроватью диам. | Ø830 мм | ||
| Расстояние между двумя центрами | 1045 мм | ||
| Макс. Ману. Длина | 310 мм | 285 мм | |
| Бар | Ø51 мм | Ø76 мм | |
| Характеристики осей | |||
| Перемещение по оси B | 775 мм | 655 мм | |
| Z1, Z2, Z3 Осевое перемещение | 310/250/440 мм | 252 / 250 / 382 мм | |
| X1, X2, X3 Ход оси | 227,5 / 227,5 / 230 мм | ||
| Перемещение по осям Y1, Y2 | ±50/±50 мм | ||
| Скорость быстрого перемещения по осям X, Y, Z | 16 / 6 / 40 м/мин | ||
| Скорость быстрого перемещения по оси B | 40 м/мин | ||
Мин. Блок ввода Блок ввода | 0,001 мм | ||
| Шпиндель | |||
| Емкость шпинделя | Ø51 мм | Ø76 мм | |
| Шпиндель Макс. об/мин | 6000 об/мин | 4000 об/мин | |
| Двигатель шпинделя | М: 7,5 / 11 кВт Ж : 11 / 15 кВт | М: 15/22 кВт Ж: 18/22 кВт | |
| Высота центра | 1188 мм | ||
| Нос шпинделя | А2-5 | А2-6 | |
| Отверстие шпинделя | Ø60,5 | Ø88 мм (Оп: Ø86 мм) | |
Диаметр подшипника шпинделя. | Ø90 | Ø120 мм | |
| Размер патрона | 6 дюймов (опция 8 дюймов) | 8 дюймов (опция: 10 дюймов) | |
| Вспомогательный шпиндель | |||
| Емкость шпинделя | Ø51 мм | Ø65 мм | |
| Шпиндель Макс. об/мин | 6000 об/мин | 4000 об/мин | |
| Двигатель шпинделя | М: 7,5/11 кВт Ж: 11/15 кВт | М: 7,5/11 кВт Ж: 18/22 кВт | |
| Нос шпинделя | А2-5 | А2-6 | |
| Отверстие шпинделя | Ø60,5 | Ø88 | |
| Размер патрона | 6 дюймов (опция 8 дюймов) | 8 дюймов (опция 10 дюймов) | |
| LRC | |||
Мин. Передвижной блок Передвижной блок | 0,001° | ||
| Скорость быстрого перемещения по оси C | 600 мин -1 | ||
| Револьверная головка с приводным инструментом | |||
| Турельная станция | 16 станций | ||
| Квадратный инструмент | 25 мм | ||
| Круглый инструмент | Ø25 мм | ||
| Режим вращения | Трансмиссия одинарного инструмента | ||
| Приводной инструмент об/мин | 60~6000мин -1 | ||
| Двигатель приводного инструмента | 3,7/5,5 кВт | М: 3,7 / 5,5 кВт Ж: 4,5 кВт | |
| № приводного инструмента | 16×3 | ||
| Размер цанги | ER Ø32 | ||
| Держатель инструмента и размер инструмента | БМТ65 | ||
| Мощность | |||
| Мощность | 93кВА | (М:107,Ж:120)КВА | |
| Гидромотор | 5 л. с. / 3,7 кВт с. / 3,7 кВт | ||
| Двигатель охлаждающей жидкости | 1 л.с. / 0,75 кВт | ||
| Емкость бака | |||
| Гидравлический бак | 48л | ||
| Бак охлаждающей жидкости | 305л | ||
| Машина | |||
| Размер (ДхШхВ) (включая конвейер для стружки) | 4327x2335x2164 мм | ||
| Станок N.W. (включая конвейер для стружки) | 11100 кг | 11200 кг | |
※ M: Контроллер Mitsubishi F: Контроллер Fanuc
* Конструкция и технические характеристики могут быть изменены без предварительного уведомления.
| Стандартные принадлежности | ||
| Набор инструментов и коробка | Устройство цангового патрона | Интерфейс автоматического устройства подачи прутка |
| Захват готовых деталей и конвейер | Устройство подачи охлаждающей жидкости для промывки стружки и устройство продувки воздухом — Насос подачи охлаждающей жидкости — Устройство контроля охлаждающей жидкости — Подача охлаждающей жидкости через вспомогательный шпиндель | Автоматический выключатель питания |
| для электрического шкафа | Стальной ленточный конвейер для стружки | Двойной держатель расточной оправки (CT2 x 2 / CT3 x 3) Одинарный держатель расточной оправки (CT2 x 8 / CT3 x 12) Держатель инструмента для обрезки x 1 Держатель инструмента для наружного диаметра (CT2 x 10 / CT3 x 14) Патрон для радиальных пазов (CT2 x 2 / CT3 x 3) Втулка для инструмента (Ø6, 8, 10, 12, 16, 20) (CT2: 4 шт.  каждого / каждого /CT3: 6 шт. каждого) |
| Опции | ||
| Гидравлический патрон 6” / 8” | Держатель осевого и радиального приводного инструмента | Стабилизатор напряжения |
| Устройство подачи СОЖ высокого давления 15 бар с фильтром | Устройство охлаждения шпинделя | Устройство подачи прутка |
| Сборник масляного тумана | Автоматическое дверное устройство | Робот Мицубиси |
| Портальная система | – | – |
Токарный станок с ЧПУ | Автоматический токарный станок с ЧПУ | Токарный центр с ЧПУ | Токарный станок с подшпинделем | Карта сайта
Copyright © Chiah Chyun Machinery Co.
