Станок токарно винторезный тв 6: Токарный станок ТВ-6 – технические характеристики, устройство
Содержание
Токарно-винторезный станок КОМТЕХ ТВ-10 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок КОМТЕХ ТВ-10 для выполнения всех видов токарных работ, (в том числе точных), в центрах, в патроне, цанге и для нарезания резьб. Технологические возможности станка позволяют выполнять программы основного производства. Весовые и мощностные характеристики обеспечивают обработку деталей длиной до 1000мм, в том числе и современным инструментом, что позволяет без шлифовки достичь шероховатости поверхности 0,8-1,6 Ra .
Станок предназначен для замены устаревших моделей ИТ1Е,16Б16 и т.д. При этом значительно снижены масса и габариты, шумовые характеристики и энергоемкость. Применение современных частотно управляемых приводов позволило снизить количество смазочных материалов до 3.5 литра. Для смазки применены автомобильные масла позволяющие работать при отрицательных температурах, что существенно для передвижных ремонтных мастерских.
При точении коробка подач, «гитара» и другие механизмы отключаются, что резко снижает шум и, соответственно, износ деталей станка. Привод подачи осуществляется от отдельного управляемого привода, позволяющего обеспечить все требуемые характеристики.
Привод подачи осуществляется от отдельного управляемого привода, позволяющего обеспечить все требуемые характеристики.
В целях упрощения выбора режимов обработки, станок ТВ-10 имеет цифровые индикаторы частоты вращения шпинделя и значения подач. При этом индикация подачи может быть выполнена как в мм/мин., так и мм/об. шпинделя. (по требованию заказчика).
Приводы оснащены частотными преобразователями с векторным управлением, позволяющим производить бесступенчатое регулирование частоты вращения шпинделя, при высоком моменте во всем диапазоне.
Преобразователь частоты имеет ряд дополнительных функций в т.ч:
- расширенный температурный режим — 10 C +50 С
- функция самодиагностики при включении;
- функция диагностики двигателя, и автонастройки под применяемый двигатель;
- рекомендательный режим регламентных работ преобразователя;
- функция автоматической установки оптимального времени «разгона – торможения»;
- индикация текущего момента на валу или одного из 32х параметров по выбору оператора.

| Характеристика | Значение |
|---|---|
| Наибольший диаметр заготовки, устанавливаемой | |
| — над станиной, мм | 320 |
| — над суппортом, мм | 170 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 |
| Высота центров над станиной, мм | 165 |
| Диаметр сквозного отверстия в шпинделе, мм | 36 |
| Диаметр токарного патрона, мм | 200 |
| Пределы шагов нарезаемых резьб: | |
| — метрических, мм | 0,5-7 |
| — дюймовых, ниток на 1 | 4-28 |
Предел частот вращения шпинделя, об/мин. регулировка оборотов | 25-2400 плавная, бесступенчатая |
| Мощность электродвигателей вращения шпинделя, кВт перемещения суппорта, кВТ | 4 1,1 |
| Значение продольных и поперечных рабочих подач суппорта, мм/мин. регулировка подач | 40-900 плавная, бесступенчатая |
| Класс точности станка по ГОСТ 8-32 | Н |
| Перемещение суппорта: | |
| продольное | механическое |
| поперечное | механическое |
| Центр в шпинделе, Морзе | №5 |
| Центр в пиноли, Морзе | №4 |
| Габаритные размеры станка (длина x ширина x высота) | 2040x800x1000 |
| Масса ТВ-10 станка, кг | 850 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Токарно-винторезный станок ТВ-10 | ЗАО КомТех — малогабаритное станочное оборудование
Станок токарно-винторезный универсальный предназначен для выполнения различных токарных работ, нарезки метрических и дюймовых резьб.
Весовые и мощностные характеристики обеспечивают обработку деталей длиной до 1000 мм, в том числе и современным инструментом, что позволяет без шлифовки достичь шероховатости поверхности 0,8-1,6 Ra.
Предназначен для замены устаревших моделей ИТ1Е, 16Б16 и т.д. При этом значительно снижены масса и габариты, шумовые характеристики и энергоемкость.
В целях упрощения выбора режимов обработки, станок ТВ-10 имеет цифровые индикаторы частоты вращения шпинделя и значения подач. При этом индикация подачи может быть выполнена как в мм/мин., так и мм/об. шпинделя.
Класс точности станка – Н по ГОСТ 8-82.
Станок предназначен для работы в условиях ремонтного и единичного производства, в передвижных мастерских на базе колесного парка.
Основные характеристики станка ТВ-10:
Наибольший диаметр заготовки, устанавливаемой | |
| над станиной, мм | 320 |
| над суппортом, мм | 170 |
Наибольшая длина обрабатываемого изделия, мм | 1000 |
Высота центров над станиной, мм | 165 |
Диаметр сквозного отверстия в шпинделе, мм | 36 |
Диаметр токарного патрона, мм | 200 |
Пределы шагов нарезаемых резьб: | |
| метрических, мм | 0,5-7 |
| дюймовых, ниток на 1? | 4-28 |
Предел частот вращения шпинделя, об/мин. | 25-2400 |
Мощность электродвигателей вращения шпинделя, кВт | 4 |
Значение продольных и поперечных рабочих | 40-900 |
Класс точности станка по ГОСТ 8-32 | Н |
Перемещение суппорта: | |
продольное | механическое |
поперечное | механическое |
Центр в шпинделе, Морзе | №5 |
Центр в пиноли, Морзе | №4 |
Габаритные размеры станка (длина/ширина/высота) | 2040/800/1000 |
Масса станка, кг | 850 |

ksadminТокарно-винторезный станок ТВ-10
LPR Toolmakers — Калибр для нарезки винтов из нержавеющей стали
Поиск
Посещение мастерской приветствуется, только по предварительной записи. Пожалуйста, позвоните, чтобы договориться о времени визита.
ДАТЫ ЗАКРЫТИЯ НА ПРАЗДНИКИ: 22.12.2022 — 01.09.2023
- Доставка:
- Бесплатная доставка
Сейчас:
$18,95
Текущий запас:
38
Количество:
Часто покупают вместе:
- Описание
Описание
Приспособление для нарезки винтов Aprica
НЕОБХОДИМЫЙ ИНСТРУМЕНТ ДЛЯ ТОКАРНОГО СТАНКА!
Изготовлен из закаленной и полированной нержавеющей стали и используется для проверки углов инструмента при нарезании резьбы на токарных станках по металлу.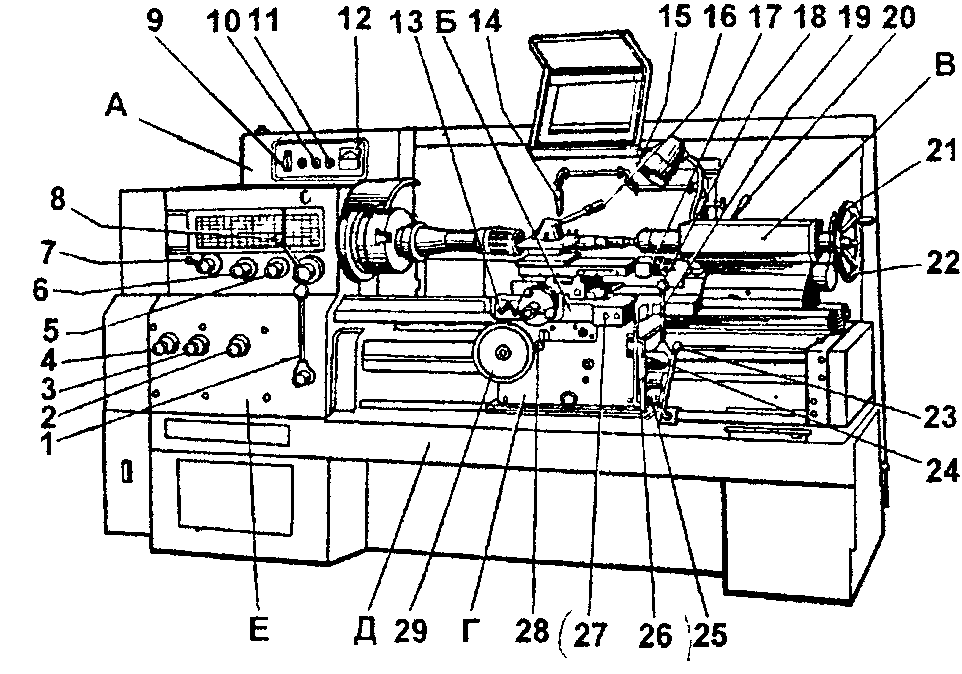
BSW Углы резьбы BSF, BA, Metric, American National и Acme четко выгравированы на пластине для легкого распознавания.
Крышки BA, Whitworth, BSF, Amercian Thread и 14.1/2″ Acme
Цена включает доставку с отслеживанием
Посмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
Нет в наличии
Быстрый просмотр
НАРЕЗКА ВИНТА НА ТОКАРНОМ СТАНОКЕ, Мартин Клив
MSRP:
$32,95
Сейчас:
$29.95
Одной из наиболее полезных функций современного токарного станка является его способность нарезать любую форму наружной или внутренней резьбы любой формы, шага или диаметра в пределах общей производительности станка. ..
..
Клиенты также просмотрели
В корзину
Быстрый просмотр
Центр резьбы (подпружиненный) — 1/2 дюйма
MSRP:
$29,95
Сейчас:
26,95 долларов США
Идеально подходит для выравнивания метчиков на сверлильном станке, токарном или фрезерном станке.
Тип: Подпружиненный
Размер: хвостовик 1/2 дюйма (подпружиненный центр)
Земля и…
Нет в наличии
Быстрый просмотр
НАРЕЗКА ВИНТА НА ТОКАРНОМ СТАНОКЕ, Мартин Клив
MSRP:
$32,95
Сейчас:
$29.95
Одной из наиболее полезных функций современного токарного станка является его способность нарезать любую форму наружной или внутренней резьбы любой формы, шага или диаметра в пределах общей производительности станка. ..
В корзину
Быстрый просмотр
Поиск центра круглого стержня
Сейчас:
26,95 $
ЦЕНТРАЛЬНЫЙ ИСКАТЕЛЬ КРУГЛОГО ПРУТКА
Простой в использовании искатель центра круглого стержня
Точно и быстро определяет центр круглой заготовки.
Как использовать искатель центра круглого стержня:
Простой в использовании, просто поместите…
Нет в наличии
Быстрый просмотр
Система быстрой смены инструмента T37
MSRP:
$295,95
Сейчас:
289,95 $
СИСТЕМА БЫСТРОЙ СМЕНЫ ИНСТРУМЕНТАЛЬНОЙ СТОЙКИ
МОДЕЛЬ 37 ММ
Подходит для токарных станков MYFORD, SOUTHBEND, HERCUS и небольших токарных станков до 24 дюймов.
600 мм между высотой центрального блока.
Центральное отверстие под втулку: 1/2″. ..
Нет в наличии
Быстрый просмотр
Тестовый стержень для выравнивания токарного станка 3MT — высокоточный шлифованный стержень
MSRP:
$139,95
Сейчас:
128,95 $
3MT — Выравнивание на токарном станке ЗАКАЛЕННЫЙ И ШЛИФОВАННЫЙ ИСПЫТАТЕЛЬНЫЙ БАЛОН.
С помощью этого тестового стержня легко выровняйте заднюю бабку.
Высокая точность в пределах максимального биения 0,0002 дюйма…
Добавить в корзину
Быстрый просмотр
Транспортир с глубиномером (квадратная головка)
MSRP:
$29,95
Сейчас:
$27.95
Транспортир Глубиномер
Тип тонкой линейки с квадратной головкой
Необходимый инструмент в мастерской
Измеритель глубины с транспортиром, изготовленным из пластины для измерения глубины.
Универсальный инструмент, позволяющий изменять угол и глубину…
Добавить в корзину
Быстрый просмотр
Транспортир диплом глубиномер
MSRP:
$28,95
Сейчас:
$24,95
Транспортир Глубиномер
Необходимый инструмент в мастерской.
Измеритель глубины с транспортиром — универсальный инструмент, позволяющий одновременно измерять угол и глубину.
Транспортир с глубоким…
6 Рекомендации для токарных деталей с ЧПУ
Сложные обработанные детали — наш хлеб с маслом в Wagner Machine, поэтому мы создали надежный токарный цех, оснащенный обычными и швейцарскими станками, чтобы быстро производить высокоточные токарные детали с ЧПУ. Большинство наших станков являются многоканальными, что позволяет нам одновременно работать на главном и вспомогательном шпинделях, а устройства подачи прутка позволяют выполнять производственные циклы без присмотра.
Наше программное обеспечение CAM позволяет нам быстро и точно программировать сложные профили для точения и растачивания, а также фрезерные элементы, которые можно обрабатывать с помощью приводных инструментов. Мы также предлагаем вторичные процессы для токарных деталей, такие как бесцентровое шлифование, круглое шлифование и хонингование.
Проще говоря, когда вы обращаетесь к нам за токарной обработкой с ЧПУ, мы стремимся предоставить вам детали самого высокого качества как можно быстрее, и этот процесс начинается еще до того, как вы отправите предложение.
Мы составили удобный список факторов, которые следует учитывать при доведении требований к токарным деталям с ЧПУ до любого механического цеха.
1. Класс резьбы
Указание предпочтительного класса резьбы, который определяет посадку резьбы, является передовой практикой для любого типа детали, обрабатываемой с ЧПУ. Вот не слишком техническая разбивка по классам потоков:
- Класс 1 — самая небрежная посадка, состоящая из наружной резьбы меньшего размера и внутренней резьбы большего размера.
 Этот тип посадки является обычным для приложений, используемых в суровых или грязных условиях.
Этот тип посадки является обычным для приложений, используемых в суровых или грязных условиях. - Класс 2 считается стандартным и имеет достаточный зазор. Если клиенты не указывают предпочтительный класс резьбы, механические мастерские обычно по умолчанию используют класс 2.
- Класс 3 обеспечивает самое плотное прилегание и идеально подходит для прецизионного оборудования, обычно используемого в лабораториях или чистых помещениях. Резьбу класса 3 труднее всего обрабатывать, что увеличивает стоимость детали. Переход от резьбы класса 2 к резьбе класса 3 не дает реальных преимуществ в прочности, поэтому мы не рекомендуем делать это, если ваше приложение не требует этого типа резьбы из-за точности.
2. Угловые радиусы
Пример радиуса 0,008 дюйма в углу точеной детали
Стандартные токарные пластины обычно имеют радиус закругления от 0,008 до 0,016 дюйма. Детали часто проектируются с идеально острыми углами, но их нельзя легко и надежно обработать стандартными инструментами. Даже стандартные инструменты для нарезания канавок имеют радиус вершины от 0,002 до 0,008 дюйма. Если вам нужен идеально острый угол, обязательно укажите это на чертеже, иначе большинство магазинов сочтут, что стандартный радиус угла подходит (вы можете рассчитывать на то, что мы спросим).
Если вам нужна функциональность острого угла, и у вас есть некоторая свобода дизайна, попробуйте добавить небольшую подрезку на острых внутренних углах или фаску или радиус на конце внутренних отверстий, чтобы детали подходили друг к другу. Это создает зазор для сопрягаемых деталей, позволяя использовать стандартные инструменты для надежного и быстрого процесса обработки. Надежно и быстро значит лучше и дешевле!
3. Снятие резьбы
Важно учитывать снятие резьбы, чтобы убедиться, что ваши детали будут функционировать должным образом. Нарезание наружной и внутренней резьбы является очень распространенным процессом на токарных станках с ЧПУ. Существует много процессов для создания резьбы на токарной детали, но наиболее распространенными являются нарезание резьбы в одной точке и нарезание резьбы. В любом процессе будет некоторая неиспользуемая глубина потока. На стандартном метчике первые 3-6 витков сужаются, что позволяет свободно нарезать или формировать резьбу. Это означает, что ваше просверленное отверстие должно быть как минимум на 6 витков глубже, чем количество пригодных для использования витков резьбы, чтобы его можно было легко обрабатывать.
Пример снятия резьбы у основания резьбы
Для одноточечной резьбы последние 1-2 витка будут частичными, поскольку станок должен втягиваться, когда шпиндель работает на высокой скорости. В большинстве случаев это не вызовет проблем, но если вам нужно что-то нарезать прямо до буртика, вам понадобится канавка для снятия резьбы примерно в 2 раза шире шага резьбы. Это может быть сделано для внутренней или внешней одноточечной резьбы.
При любом процессе нарезания резьбы на конце детали образуется заусенец, где профиль резьбы превращается в ленту. Этот заусенец обычно минимизируется путем добавления фаски к детали перед нарезанием резьбы, и важно, чтобы фаска была больше, чем глубина профиля резьбы. В противном случае на конце детали все равно останется заусенец, что никогда не бывает хорошо. Если вы не укажете фаску, она будет добавлена. Это необязательно, потому что мы не делаем плохих тем.
Другой вариант удаления заусенцев — использование приводного инструмента для удаления первого витка резьбы на конце детали. Это называется потоком Higbee, и его можно выполнять в потоках ID или OD. Хотя это добавляет процесс и не может быть выполнено на всех машинах, оно полностью удаляет первый частичный поток. Этот процесс обеспечивает легкое соединение деталей и исключает возможность перекрестного нарезания резьбы. Чаще всего резьба Higbee применяется для пожарного оборудования, которое необходимо быстро собрать в любой ситуации. Если вы хотите получить наилучшее качество резьбовой детали, это то, что вам нужно. Это также обеспечивает стабильное качество резьбы при больших объемах производства.
4. Допуски сопрягаемых деталей
Если у вас есть две сопрягаемые детали, важно определить допуски, чтобы детали подходили друг к другу, даже если каждая из них находится за пределом допустимого диапазона. Эта сноска особенно важна для различения прессовой посадки (детали, которые постоянно скреплены вместе) и посадки со скольжением (детали, которые скользят вместе и легко разъединяются).
Компания Wagner Machine специализируется на обработке сложных деталей, и большинство деталей, которые мы токарно обрабатываем, имеют диаметр 1 дюйм или меньше. Для большинства мелких деталей мы рекомендуем исходную точку от 0,0005 до 0,001 дюйма общего зазора для посадки со скользящим зазором и такое же количество натяга для посадки с натягом. Их можно регулировать в зависимости от материала, области применения и размера или профиля сопряженных элементов.
5. Отношение длины к диаметру.
Токарные детали с ЧПУ с отношением длины к диаметру более 3:1 подвержены проблемам с допусками и чистовой обработкой из-за возможности вибрации инструмента или детали.
Означает ли это, что вы ограничены соотношением 3:1 при проектировании детали? Не обязательно. Обычно можно обрабатывать до 6:1, тщательно регулируя параметры резки, но это увеличивает время обработки. Добавление просверленного по центру отверстия в конце детали позволяет нам поддерживать даже более длинные детали с соотношением сторон 10:1 и более с подвижным центром во время обработки.
Усовершенствованное оборудование, такое как контршпиндельные станки, также дает нам большую гибкость при токарной обработке длинных деталей. Мы можем поддерживать оба конца детали и обрабатывать различные участки в несколько этапов, чтобы сохранить наши инструменты и производить высококачественные токарные детали. Используя этот процесс, мы изготавливаем некоторые детали с соотношением сторон более 200:1.
6. Элементы фрезерования
Пример точеной детали с элементами фрезерования.
Существует распространенное заблуждение, что добавление фрезерованных элементов к токарной детали с ЧПУ требует второй операции. Это предположение могло быть точным несколько лет назад, но многие современные токарные станки оснащены приводными инструментами, способными выполнять фрезерование основных элементов.
