Станок токарный 16а20ф3: Токарный станок 16А20Ф3 c ЧПУ NC210 (реновация) — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Токарный станок с ЧПУ 16А20Ф3: технические характеристики, паспорт
Токарные станки с числовым программным управлением 16А20Ф3 отличаются многофункциональностью и высокой производительностью. Они обтачивают средние по размеру детали, производя наружную и внутреннюю обработку сложного профиля. С момента начала их выпуска и до настоящего времени модель 16А20Ф3 является одной из востребованных.
Содержание:
- 1 Сведения о производителе
- 2 Назначение и область применения
- 3 Расположение составных частей
- 4 Расположение органов управления
- 5 Кинематическая схема
- 6 Конструкция машины, паспорт
- 7 Система Числового Управления
- 8 Технические характеристики
Сведения о производителе
Возле мастерской в Замоскворечье братья Бромлей в 1857 году начали строительство механического завода. Первой его продукцией топоры, серпы и другие инструменты для крестьян. В 1864 году братья приобрели новый участок и стали оформлять разрешение на строительство новых зданий цехов.
В 1870 и 1872 году строгальные и сверлильные станки из Замоскворечья получили золотые медали на Московской промышленной выставке. Паровая машина тройного расширения была награждена Большой золотой медалью на международной выставке в Париже.
В 1918 году завод национализировали и провели модернизацию. С 1922 года завод полностью переходит на выпуск металлорежущих станков. В 1971 году были выпущены первые токарние станки 16К20. После реконструкции завода, в 1973 года стали выпускать 16А20Ф3 с ЧПУ.
Важно!
Московский станкостроительный завод с 2016 года располагается в Новых Черемушках. Выпуск токарных станков с ЧПУ возобновился.
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.
Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Узнайте, чем так хорош универсальный токарно-карусельный станок 1516.
Расположение составных частей
Шарико-винтовые пары осей X и Z имеют повышенный ресурс работы за счет надежной защиты узлов. Шпиндель высокоточный, с отверстием 55 мм и 64 мм.
На станине имеется транспортер удаления стружки. Суппортная группа состоит из фартука и основания съемной автоматической револьверной головки. Они приводятся в движение приводом и ВГК поперечного перемещения. Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.
Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.
Слева над станиной в корпусе размещается коробка скоростей, шпиндельная бабка. Патрон установлен механизированный, имеющий свой электрический привод. Задняя бабка располагается на направляющих станины. Пиноль приводится в движение электромеханическим приводом. Пульт управления станком кнопочный. Он располагается на кронштейне и легко меняет свое положение.
Расположение органов управления
На передней бабке вверху располагается панель управления станка. Ниже рукоятка для установки частоты вращения шпинделя. Рукоятка для ручного перемещения поперечного суппорта расположена на его корпусе, выше фартука.
Продольное перемещение каретки в ручном режиме включается рукояткой в месте крепления валов, слева. Она включается в сторону движения узла. Внизу на станине педали управления:
- зажима и разжима патрона;
- подвода и отвода пиноли.
Зажим пиноли в ручном режиме выполняется рукояткой на ее корпусе.
Важно!
Управление всеми узлами дублируется на выносном блоке.
На заднем ограждении агрегата, вверху, смонтирован блок отображения символьной информации. БОСИ является элементом визуализации процесса обработки и корректирует обработку с учетом износа инструмента. Контроль работы приводов отображается на панели в верхнем правом углу ограждения. Пульт управления оборудованием вынесен вперед на кронштейне.
Кинематическая схема
Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Важно!
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарного патронно-центрового станка с числовым программным управлением 16А20Ф3.
Система Числового Управления
Все модели станков серии 16А выпускаются под числовое программное управление. Вид ОС устанавливается в зависимости от предназначения оборудования и предпочтений покупателя.
Станки 16А20Ф3 адаптированы под работу с программными системами:
- ЧПУ.

- УЧПУ.
- Замкнутыми.
- Разомкнутыми.
- CNC.
Одновременное перемещение возможно в 2 осях координат.
Технические характеристики
Точность обработки на станке 16А20Ф3 составляет 0,01 мм. Программа имеет дискретность 0,0–1 мм по обеим осям.
Технические характеристики модели токарного станка 16А20Ф3:
- диаметр заготовки над станиной 400 мм;
- над суппортом 220 мм;
- максимальная длина заготовки 1000 мм;
- диаметр отверстия шпинделя 53 мм;
- наибольшая длина заготовки при обработке револьверной головкой 870 мм;
- мощность двигателя главного привода 11 кВт;
- количество скоростей шпинделя 22;
- высота резца 25 мм;
- число координат 2;
- система ЧПУ – 2Р22;
- суммарная мощность станка 22 кВт.
Габариты станка составляют 3700×1700×2145 мм при массе с оборудованием ЧПУ 4050 кг. Токарный станок с ЧПУ 16А20Ф3 является лидером по использованию его на крупных предприятиях, имеющих металлообрабатывающее оборудование. В настоящее время агрегаты широко используют для изготовления сложных единичных деталей и при работе на потоке.
Токарный станок с ЧПУ 16А20Ф3 является лидером по использованию его на крупных предприятиях, имеющих металлообрабатывающее оборудование. В настоящее время агрегаты широко используют для изготовления сложных единичных деталей и при работе на потоке.
Токарный станок с ЧПУ T500 (аналог 16А20Ф3)
Цена на 30.09.2022
Под заказ
Производитель:
RAIS
, производство:
Болгария
T500 это горизонтальный токарный станок с ЧПУ, предназначенный для выполнения автоматической обработки внутренних и внешних цилиндрических, конусообразных и торцевых поверхностей, нарезания пазов и выемок валов, дисков. Также может нарезать метрические, дюймовые, торцевые и конусные резьбы.
Особенности:
- Может быть оснащен системой ЧПУ FANUC, SIEMENS или иной системой ЧПУ(по выбору заказчика) и соответствующими серводвигателями АС.
- Станок оборудован двухступенчатым главным приводом и 4 или 8 позиционной револьверной головкой.

- Патрон – ручной или гидравлический.
- Может быть выбрана ручная задняя бабка и гидравлическая задняя бабка.
- Соприкасающиеся поверхности между суппортом и направляющей скольжения имеют покрытие Turcite-B.
- При помощи централизованного смазочного устройства производится принудительная импульсная смазка соприкасающихся поверхностей, шарико-винтовых пар и направляющих.
Данная модель имеет расстояние между центрами равное 1000 мм.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Характеристика | Т500 | |||
|---|---|---|---|---|
| Параметры | Высота центров, мм | 280 | ||
| Диаметр обработки над станиной, мм | 500 | |||
| Диаметр обработки над суппортом, мм | 310 | |||
| Диаметр над выемкой в станине, мм | 730 | |||
| Ширина направляющих, мм | 400 | |||
| Расстояние между центрами, мм | 1000 (1500, 2000) | |||
| Шпиндель | Передний конус DIN 55027 / отверстие | Д1-8 / Metric 90 | ||
| Диаметр отверстия шпинделя, мм | 83 | |||
| Передняя бабка | Диаметр переднего подшипника, мм | 110 | ||
| Количество диапазонов скоростей шпинделя | 3 | |||
| Обороты в диапазонах, об/мин | 20-100, 100-400, 500-2000 | |||
| Мощность главного привода, кВт | 11 | |||
| Подачи | Мощность сервопривода оси «Z», кВт | 1,8 | ||
| Мощность сервопривода оси «X», кВт | 1,8 | |||
| Быстрый ход по осям «X» и «Z», м/мин | 6/8 (макс) | |||
| Диаметр / шаг ШВП оси «Z», мм | 40х10 | |||
| Диаметр / шаг ШВП оси «X», мм | 25х5 | |||
| Ход | Ход по оси «X» и «Z», мм | 280/930, 1430, 1930 | ||
| Пиноль | Диаметр пиноли, мм | 75 | ||
| Конус пиноли, Морзе | № 5 | |||
| Ход пиноли, мм | 160 | |||
| Резцедержатель | Револьверная голова (опция), шт | 4 | ||
| Деталь | Максимальный вес детали в патроне, кг | 150 | ||
| Вес детали с 2-мя люнетами на направляющих, кг | 1000 | |||
| ЧПУ | Система ЧПУ | Siemens (Fanuc, Heidenhain) | ||
| Габариты | Для РМЦ 2000 мм, мм | 3600х1750х1620 | ||
| Вес | Для РМЦ 2000 мм, кг | 3200 | ||
Базовая комплектация:
- Система управления Siemens-828
- 4-х позиционная вертикальная резцедержка
- Центр вращающийся, конус — МК5
- Ручной импульсный генератор для перемещения по осям
(джойстик) - Система охлаждения (Помпа СОЖ с резервуаром)
- Автоматическая система смазки направляющих
- Освещение рабочей зоны
- Защитный кожух всей рабочей зоны
- Двухцветная сигнальная лампа
- Инструкции по станку и ЧПУ на CD (русский язык)
- Комплект анкеров для выставления станка
- Трансформатор 380/220
- Упаковка – в полиэтилен на поддоне
Комплектация за дополнительную плату:
- Система управления — Fanuc 0i-Mate-TD
- AC двигатель для шпинделя — 15кW
- Шпиндель Д1-8 с ДИАМ.
 отв. 105мм
отв. 105мм - Трехкулачковый ручной патрон ДИАМ. 250 мм
- Трехкулачковый ручной патрон ДИАМ. 315мм
- Гидравлический проходной патрон ДИАМ. 250 мм
- Гидростанция (необходима при наличии любой опции с гидравликой)
- Педаль для управления гидравлическим патроном
- Трехкулачковый гидравлический патрон ДИАМ.315мм
- Планшайба четырехкулачковая ДИАМ. 500мм
- 8,10,12 позиционная револьверная голова Pragati (Slot type 80мм)
- 8,10,12 позиционная револьверная голова Duplomatic (Slot type 80мм)
- Револьверная голова с приводным инструментом VDI30 и «C» ось
- Устройство автоматической подачи прутков, с интерфейсом
- Задняя бабка с пинолью 105мм
- Задняя бабка с гидравлической пинолью
- Неподвижный люнет 150-380 мм
- Подвижный люнет 25-140 мм
- Стружкотранспортер
Паспорт 16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Москва)
Наименование издания:
Часть 1: Руководство по эксплуатации (16А20Ф3. РЭ) – 120 страниц
РЭ) – 120 страниц
Часть 2: Электрооборудование (16А20Ф3С39.РЭ1) – 120 страниц
Часть 3: Инструкция по вводу и настройке параметров (16А20Ф3С39.ИПТО) – 20 страниц
Часть 4: Инструкция по программированию (16А20Ф3С39.ИП) – 10 страниц
Выпуск издания: Московский станкостроительный завод «Красный пролетарий» им. А.Ф. Ефремова
Год выпуска издания: 1988
Кол-во книг (папок): 4
Кол-во страниц: 270
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (16А20Ф3.РЭ)
1. Общие сведения об оборудовании
2. Основные технические данные и характеристики
3. Комплектность
4. Указания мер безопасности
5. Состав оборудования
Состав оборудования
— Общий вид станка
— Дополнительные узлы при исполнении станка для встраивания в ПМ
6. Порядок установки
— Схема транспортировки
— Установочный чертёж станка
— Установка патрона с электрическим приводом
— Установка ограждения
— Установка пульта управления
— Монтаж механизма установки робота
— Установка рейки привода ограждения
7. Устройство и работа оборудования и его составных частей
— Органы управления станка
— Панель управления станка
— Панель контроля работы приводов
— Органы управления на левой панели пульта станка 16А20Ф3С39
— Органы управления на правой панели станка 16А20Ф3С39
— Органы управления на левой панели пульта станка 16А20Ф3С32
— Органы управления на правой панели станка 16А20Ф3С32
— Органы управления на откладной панели пульта станка 16А20Ф3С39
— Верхняя панель пульта 16А20Ф3. 512000.000 для станков 16А20Ф3С32
512000.000 для станков 16А20Ф3С32
— Передняя панель пульта 16А20Ф3.512000.000 для станков 16А20Ф3С32
— Кинематическая схема
— Шпиндельная бабка
— Опора правая винта продольного перемещения
— Суппортная группа и привод поперечного перемещения
— Задняя бабка
— Установка патрона
— Регулировка натяжения ремня главного привода
— Привод индикатора контакта
— Схема расположения кулачков в пазах линейки поперечного перемещения
— Схема расположения кулачков в пазах линейки продольного перемещения
— Регулировка радиального подшипника пиноли задней бабки
— Регулировка натяга в винтошариковой паре
— Вариант конструкции шариковой гайки
8. Гидро -и пневмосистемы и смазочная система
— Схема пневмооборудования
— Схема смазки
— Схема гидравлическая привода ограждения
— Схема гидравлическая принципиальная привода индикатора контакта
9. Порядок работы
Порядок работы
— Схема технологических возможностей станков 16А20Ф3С32 и 16А20Ф3С39 с шестипозиционной автоматической головкой
— Схема технологических возможностей станка с 12-ти позиционной головкой
— Схема технологических возможностей станка с 8-ми позиционной головкой
10. Указания по техническому обслуживанию, эксплуатации и ремонту
11. Возможные неисправности и методы их устранения
12. Особенности разборки и сборки при ремонте
13. Сведения по запасным частям
— Схема расположения подшипников
14. Гарантии изготовителя
Часть 2: Электрооборудование (16А20Ф3С39.РЭ1)
1. Краткая характеристика электрооборудования
2. Сведения о системе питания электрооборудования
3. Сведения о первоначальном пуске
4. Устройство и принцип работы блока управления
5. Режимы работы
6. Сведения о блокировках, системе сигнализации и защите
7. Меры безопасности
Меры безопасности
8. Сведения о расцветке проводов
9. Монтаж
10. Характерные неисправности и методы их устранения
11. Техническое обслуживание
12. Сведения о наличии драгоценных металлов
Схемы:
— Схема электрическая принципиальная (16А20Ф3С39. Э3)
— Перечень элементов (16А20Ф3С39. ПЭ3)
— Схема электрическая соединений (16А20Ф3С39. Э4)
— Таблица соединений (16А20Ф3С39. ТЭ4)
— Панель. Схема электрическая соединений (16А20Ф3.192100.000 Э4)
— Панель. Таблица соединений (16А20Ф3.192100.000 ТЭ4)
— Панель. Схема электрическая соединений (16А20Ф3.192200.000 Э4)
— Панель. Таблица соединений (16А20Ф3.192200.000 ТЭ4)
— Блок управления. Схема электрическая принципиальная (16А20Ф3.192501.000 Э3)
— Блок управления. Перечень элементов (16А20Ф3.192501.000 ПЭ3)
Часть 3: Инструкция по вводу и настройке параметров (16А20Ф3С39. ИПТО)
ИПТО)
— Блок управления. Сборочный чертёж (16А20Ф3.192501.000 СБ)
Часть 4: Инструкция по программированию (16А20Ф3С39.ИП)
Описание станка:
В том случае, если по той или иной причине вам необходимо, к примеру, паспорт токарно винторезного станка скачать, то эту операцию возможно осуществить и реализовать через наш электронный сервис. Сразу после заполнения заявки и оплаты документации, а так же поступления платежа на наш расчётный счёт, мы направим в электронный адрес заказчика ссылку на скачивание документов к токарному и прочему оборудованию, документация на которое находится в нашем архиве. А в этом случае, непосредственно к модели станка 16А20Ф3 и его модификаций, что так же присутствуют в паспорте. Описывая в деталях, предлагаемую нами к реализации техническую документацию, мы можем предложить наиболее полный комплект, составляющие параметры которого будут обладать объёмом сразу в четыре папки или книги каждая из которых имеет свою информацию о станке, а следовательно назначение для работы с теми или иными станочными узлами или механизмами в целом. Так же заметим, что объём представленного издания заключается в не менее чем двухсот семидесяти страницах, и это всё в наиболее выгодном формате под названием А2. Но такой вот полноценный объём будет весьма выгодным приобретением даже с той позиции, наиболее детализированного изучения для варианта эксплуатации, обслуживания, работы и даже некоторых моментов ремонта станочной техники.
Так же заметим, что объём представленного издания заключается в не менее чем двухсот семидесяти страницах, и это всё в наиболее выгодном формате под названием А2. Но такой вот полноценный объём будет весьма выгодным приобретением даже с той позиции, наиболее детализированного изучения для варианта эксплуатации, обслуживания, работы и даже некоторых моментов ремонта станочной техники.
А дело всё в том, что станок 16а20ф3 паспорт можно разделить на четыре части. В первую очередь обращаем внимание на руководство по эксплуатации, что в наиболее выразительной подаче имеет приличный объём в целых сто двадцать страниц. Этого количества информации, безусловно хватит для взаимодействия с механической частью станка. Ведь, в издании можно найти детальное, ну и конечно развёрнутое описание механических узлов, что будет подкреплено наличием всех необходимых чертежей, на основании которых можно будет изучать станок как в базовой комплектации, так и его модификации, что безусловно тоже являются важной информацией. Ведь, любое оборудование со временем модернизируется и становится всё более современным, универсальным. Но уже во второй части документа, мы обнаруживаем раздел, связанный с электрооборудованием станка, который по своему объёму не уступает первой книге, а даже дополняет её иным описанием, связанным с электрической частью. А комплект электросхем, станет тем самым отличным продолжением взаимодействия со станком токарного типа, но в наиболее детализированной подаче. Ну и завершающие комплект документов ещё два раздела или книги, способствуют изучению вариаций программирования, этот факт станет не менее примечательным и полезным.
Ведь, любое оборудование со временем модернизируется и становится всё более современным, универсальным. Но уже во второй части документа, мы обнаруживаем раздел, связанный с электрооборудованием станка, который по своему объёму не уступает первой книге, а даже дополняет её иным описанием, связанным с электрической частью. А комплект электросхем, станет тем самым отличным продолжением взаимодействия со станком токарного типа, но в наиболее детализированной подаче. Ну и завершающие комплект документов ещё два раздела или книги, способствуют изучению вариаций программирования, этот факт станет не менее примечательным и полезным.
Токарно-винторезный станок 16А20Ф3 с устройством ЧПУ NC-210 оснащем главным приводом Mitsubishi FR-740 и двумя приводами подач HA-075 и НА-040 по оси Z и X соотвественно. Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Особенности конструкции:
|
 Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство.
Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк. Область применения станка: мелкосерийное и серийное производство. А.И. Ефремова, основанный в 1857 году.
А.И. Ефремова, основанный в 1857 году.▷ Задняя бабка токарного станка 3d модели 【STLFinder 】
Задняя бабка токарного станка
грабкад
Модель задней бабки токарного станка
Задняя бабка токарного станка
грабкад
это профессиональная модель задней бабки, выполненная в мм.
ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА
грабкад
СБОРКА И ДЕТАЛИ ЗАДНЕЙ БАБКИ ТОКАРНОГО СТАНКА
Задняя бабка Токарного Станка.
грабкад
Сборка задней бабки токарного станка с помощью CATIA
Задняя бабка токарного станка
грабкад
Задняя бабка токарного станка в сборе
ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА
грабкад
Задняя бабка, также известная как babya, представляет собой устройство, часто используемое как часть машиностроительного станка, токарного станка по дереву или используемое вместе с поворотным столом на фрезерном станке. …Обычно используется для поддержки продольной оси вращения…
…Обычно используется для поддержки продольной оси вращения…
задняя бабка токарного станка
грабкад
опорная часть для заготовки на токарном станке
Задняя бабка токарного станка 16 16А20Ф3
грабкад
3D модель задней бабки токарного станка 16А20Ф3
LATHE_TAILSTOCK
грабкад
Задняя бабка токарного станка
Задняя бабка токарного станка
грабкад
Задняя бабка
ЗАДНЯЯ БАСКА
грабкад
сборочный чертеж задней бабки токарного станка
Задняя бабка токарного станка
грабкад
это 3D-модель задней бабки токарного станка, сделанная в SOLIDWORKS 2018 Визуализирована с помощью SolidWorks Visualize 2018
задняя бабка токарного станка
грабкад
задняя бабка токарного станка
задняя бабка токарного станка
грабкад
Задняя бабка токарного станка
Задняя бабка токарного станка
грабкад
Задняя бабка токарного станка в сборе
Задняя бабка токарного станка
грабкад
Задние бабки токарных станков используются для поддержки заготовок с центральным отверстием. …Задние бабки токарных станков, которые иногда называют «лапками», помогают предотвратить чрезмерное изгибание заготовки. …Они особенно подходят для работы с длинными и тонкими заготовками.
…Задние бабки токарных станков, которые иногда называют «лапками», помогают предотвратить чрезмерное изгибание заготовки. …Они особенно подходят для работы с длинными и тонкими заготовками.
Задняя бабка токарного станка
грабкад
Задняя бабка — это устройство, часто используемое как часть машиностроительного станка, токарного станка по дереву или используемое вместе с поворотным столом на фрезерном станке.
Задняя бабка токарного станка
грабкад
Задняя бабка токарного станка с использованием Autocad 2012
Задняя бабка токарного станка
грабкад
Задняя бабка представляет собой инструмент и центральное крепление, противоположное передней бабке
Токарная задняя бабка
грабкад
Задняя бабка токарного станка помогает избежать консольного эффекта в заготовке, поддерживая один конец. …Его также можно использовать для сверления отверстий.
…Его также можно использовать для сверления отверстий.
задняя бабка токарного станка
грабкад
часть токарного станка
ЗАДНЯЯ БАБКА
грабкад
задняя бабка токарного станка
задняя бабка токарного станка
грабкад
Эти детали созданы на основе шкалы, предоставленной VTU Belgaum.
У меня возникли проблемы с загрузкой собранного тела, пожалуйста, помогите мне.
Спасибо за поиск.
…
Удачи.
Задняя бабка токарного станка
грабкад
Используется для зажима длинного вала.
Токарный станок с задней бабкой
грабкад
Возьмите 2 индивидуальных рукоятки кривошипа для задней бабки моего токарного станка
вещьвселенная
Индивидуальная версия http://www.thingiverse.com/thing:101313 Создано с помощью Customizer! …http://www.thingiverse.com/apps/customizer/run?thing_id=101313
инструкции
Используя следующие параметры:…
Кронштейн для крепления суппорта к задней бабке мини-токарного станка
вещьвселенная
На рендере показаны обновления, но фотографии старой версии) (Пожалуйста, нажмите кнопку «Мне нравится», если вам это нравится!) Эта штука позволяет установить суппорт на ваш токарный станок без модификации суппорта. Щиток входит в комплект…
Щиток входит в комплект…
Шпиндель задней бабки токарного станка
грабкад
шпиндель задней бабки
задняя бабка токарного станка в сборе
грабкад
НАЗВАНИЕ: Сборка задней бабки токарного станка
Флаг задней бабки мини-токарного станка
ты представляешь
О чем говорится в кратком описании: установите на шпиндель задней бабки, установите держатель циферблатного индикатора в фиксированное место (я использую каретку, потому что задняя бабка иногда проскальзывает) и наслаждайтесь сверлением на точную глубину (скажем, для сопел 3D-принтера ;o) ) Распечатать. ..
..
| 580 | |
| Макс. диаметр дискового изделия, мм | 520 |
| Макс. диаметр обработки вала | 280 |
| RMC, мм | 1000 |
| Макс. масса заготовки, кг | 400 |
| оси | |
| Максимальное перемещение по оси Х, мм | 280 |
| Максимальный ход по оси Z, мм | 1000 |
| Быстрые перемещения по оси X, мм/мин | 8000 |
| Быстрые перемещения по оси Z, мм/мин | 12000 |
| Рабочая подача, мм/мин | 1~6000 |
| Диаметр/шаг ШВП по оси X, мм | 24/5 |
| Диаметр/шаг ШВП по оси Z, мм | 40/6 |
| Тип двигателя и крутящий момент по оси X | сервопривод |
| Тип двигателя и крутящий момент по оси Z | сервопривод |
| Направляющая типа X | ласточкин хвост |
| Направляющая типа Z | V-образный |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющей, мм | 440 |
| Передняя бабка | |
| Диаметр патрона трехкулачкового, мм | 250 |
| Диапазон скоростей вращения шпинделя, об/мин | 21-2160 |
| Диаметр отверстия шпинделя, мм | 77 |
| Максимальный диаметр прутка, мм | 75 |
| нос шпинделя | Д8 |
| Конус отверстия шпинделя | метрическая 90 (1:20) |
| Подшипник шпинделя внутреннего диаметра | |
| Крутящий момент шпинделя (длительный), Нм | 966 |
| Крутящий момент шпинделя (30 минут), Нм | 2288 |
| Мощность э/д шпинделя (постоянно), кВт | 10 |
| Мощность электрического шпинделя (30 минут), кВт | 10 |
| Тип привода шпинделя | Коробка передач |
| Шпиндель типа e/d | Сервопривод |
| Резцедержка | |
| Количество инструментов, шт | 8 (опция 12) |
| Резцедержатель типа | э/мех |
| Размер хвостовика резца, мм | VDI40, (опционально VDI30) |
Время смены инструмента — верт. башня, с башня, с | |
| Время смены инструмента — гор. башня, с | |
| Точность позиционирования башни, мм | 0,008 |
| Мощность э/д привода инструмента, кВт | — |
| Обороты приводного инструмента, об/мин | — |
| задняя бабка | |
| Ход задней бабки, мм | до патрона |
| Удлинитель пиноли задней бабки, мм | 150 |
| Диаметр пиноли, мм | 80 |
| Конус пиноли гидравлической задней бабки, №. | Морзе 5 |
| Конус пиноли задней бабки, №. | Морзе 5 |
| Прочее | |
| Потребляемая мощность, кВА | 26 |
| Система ЧПУ | Сименс 828D |
| Наличие конвейера для стружки | № |
| Объем бака охлаждающей жидкости, л | 45 |
| Объем гидростанции, л | 80 |
| Масса нетто, кг | 2800 |
| Полная масса, кг | 3000 |
| Габаритные размеры, ДхШхВ мм | 2775x1585x1670 |
| Габаритные размеры упаковки, ДхШхВ мм | зависит от заказа |
| Примечания | |
 Его можно использовать в производстве стали, чугуна и многих цветных металлов. Это российское оборудование с ЧПУ хорошо показывает себя, как в единичном, так и в серийном производстве.
Его можно использовать в производстве стали, чугуна и многих цветных металлов. Это российское оборудование с ЧПУ хорошо показывает себя, как в единичном, так и в серийном производстве.
 Данная конструкция ориентирована на длительную работу с интенсивными нагрузками. Обладает высокой точностью, необходимой для токарных станков с ЧПУ.
Данная конструкция ориентирована на длительную работу с интенсивными нагрузками. Обладает высокой точностью, необходимой для токарных станков с ЧПУ.
 Еще один способ повысить производительность — установить устройство подачи пруткового проката. Максимум. диаметр изделия над станиной, мм
Еще один способ повысить производительность — установить устройство подачи пруткового проката. Максимум. диаметр изделия над станиной, мм| Базовое оборудование | Опции |
|---|---|
1. Система ЧПУ Siemens Sinumerik 808D Advanced; Система ЧПУ Siemens Sinumerik 808D Advanced; 2. Автоматическая система смазки направляющих и ШВП; 3. Система подачи охлаждающей жидкости для каждого инструмента; 4. Освещение рабочей зоны; 5. 8-позиционная револьверная головка UG9326 6. 3-кулачковый патрон 250 мм 7. Набор инструментов для обслуживания станка: Ключ зажима патрона; Ключ для снятия патрона со шпинделя; Переходная втулка 90 мм/KM5; Неподвижный центр КМ5 — 2 шт.; Набор ключей: рожковый 17/19,12/14; шестнадцатеричные 3,5,6,8,10; Башмак клиновой 6 шт.; Болт анкерный М20х400 6 компл. 8. светофор, указывающий состояние машины | ЧПУ Siemens Sinumerik 828D Fanuc 0i mate FMS3000 Гидравлическая станция Трехкулачковый гидравлический патрон с отверстием |
Условия покупки и заказа
Универсальный с горизонтальным расположением направляющих кровати. Жесткие и надежные станки, хорошо известные потребителям и токарям. Машины полностью собраны из новых комплектующих производства России и стран СНГ.
Машины полностью собраны из новых комплектующих производства России и стран СНГ.
Токарно-винторезный станок 16К20 является наиболее типичным и распространенным представителем класса универсальных токарных станков. Предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а также для нарезания резьбы.
Диаметр обработки: 400 мм
Расстояние между центрами: 1000, 1500 мм.
Токарно-винторезный станок 1М63 — широко распространенный универсальный токарный станок, позволяющий точить детали средних и больших размеров. Предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а также для нарезания резьбы.
Диаметр обработки: 630 мм
Токарно-винторезный станок 16К40 — универсальный токарный станок, предназначенный для обработки средних и крупных деталей. Применяется для точения цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а также для нарезания резьбы.
Диаметр обработки: 800 мм
RMC: 750, 1500, 2800, 5000, 8000, 10000 мм.
Токарно-винторезный станок 1М65 — универсальный токарный станок, предназначенный для обработки средних и крупных деталей. Применяется для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а также для нарезания резьбы.
Диаметр обработки: 1000 мм
РМЦ: 1000, 3000, 5000, 6000, 8000, 10000, 12000 мм.
Токарно-винторезный станок ПТ317 — универсальный токарный станок, предназначенный для обработки крупногабаритных деталей. Применяется для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а также для нарезания резьбы.
Диаметр обработки: 1700 мм
РМЦ: 1000, 3000, 4800, 6000, 8000, 10000, 12000, 16000мм
Токарные станки пр-ва Россия
0193 находят свое применение как в единичном, так и в мелкосерийном производстве. Это самые простые в эксплуатации и обслуживании машины, не требующие высокой квалификации операторов.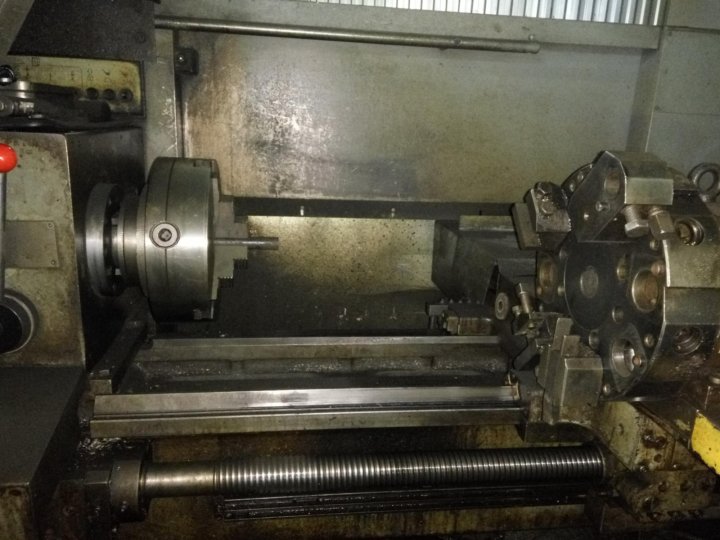 Универсальные станки характеризуются частой сменой инструмента и переналадкой для обработки различных типов деталей.
Универсальные станки характеризуются частой сменой инструмента и переналадкой для обработки различных типов деталей.
Точность станков
Станки токарные производства России по точности делятся на пять классов:
- Н — нормальной точности — это большинство токарных станков;
- П — повышенная точность;
- Б — повышенной точности;
- А — особо высокой точности;
- С — особо точные, или мастерские станки.
салазки токарные Российского производства — это достаточно актуальный товар на рынке оборудования для металлообработки. В последние годы наблюдается тенденция к повышению требований к точности обработки деталей.
Новые сплавы и материалы, необходимость точной резки и заточки привели к совершенствованию существующих моделей и вызвали удорожание их. Доступная цена и высокое качество стали основными факторами роста спроса на отечественное токарное оборудование.
Преимущества российских станков
Российские токарные станки имеют высокие стандарты качества:
- Станки предназначены для обработки заготовок из любых материалов, с высокой степенью точности;
- Высокая производительность станков снижает себестоимость готовой продукции;
- Российская техника надежна в эксплуатации и служит долго без поломок и ремонтов;
- Большой процент российских аналогов, по сравнению с зарубежными машинами, имеют лучшие показатели мощности, скорости и виброустойчивости;
- При необходимости ремонта всегда в наличии запчасти для бытовой техники;
- Доступная цена.
 Это одно из важнейших преимуществ токарных станков, выпускаемых на машиностроительных предприятиях России.
Это одно из важнейших преимуществ токарных станков, выпускаемых на машиностроительных предприятиях России.
Цена на российские аналоги
Преимущество отечественного оборудования красноречиво подчеркивают российские токарные станки по металлу. Цена аналогичного оборудования у российских поставщиков значительно ниже, чем у американских. При обработке заготовок 400 — 650 мм российское оборудование является лидером по мощности и скорости.
Также рентабельно присоединение устройств для расширения функциональности машины отечественного производства. Использование местных приспособлений снижает затраты на шлифование, фрезерование, точение и сверление радиальных отверстий.
Где купить Российский токарный станок
В нашем Торговом Доме большой выбор российского токарного оборудования. Специалисты компании предлагают не только качественную продукцию, но и помогают в выборе подходящей модели.
Вне зависимости от того, покупаете ли вы небольшой настольный или мощный промышленный станок, мы организуем распродажу с доставкой по Москве и другим городам России.
Мы продаем только конкурентоспособную продукцию высокого качества по самой низкой цене.
Савеловский машиностроительный завод смз, савма. ООО «Савеловский машиностроительный завод»
Основание завода
Савеловский машиностроительный завод расположен на правом берегу реки Волги в старинном русском городе Кимры, в 125 км к северу от Москвы, на родине А. Н. Туполева, территория — 34 га, производственная площадь — 120 тыс. м2, численность — более 1300 человек.
В 1915
В том же году на месте, где сейчас стоит завод, были созданы железнодорожные мастерские по ремонту узкоколейного подвижного состава.
В 1930
года в Савелове создан станкостроительный завод на базе учебно-производственных мастерских ЦИТ в Москве.
В 1937
№ года завод передается в ведение Наркомата обороны. Вскоре предприятие было реорганизовано в авиастроительную, которая стала выпускать гидросамолеты (корабельный разведчик КОР-2).
Вскоре предприятие было реорганизовано в авиастроительную, которая стала выпускать гидросамолеты (корабельный разведчик КОР-2).
В 1939
год Савеловский завод преобразован в Госсоюзный завод № 288.
В 1941
Предприятие эвакуировано в город Омск, на его территории созданы фронтовые мастерские по ремонту военной техники.
В 1943
Второй инструментальный завод, ориентированный на выпуск станков для авиационных заводов, передислоцирован на территорию Савеловского завода из Челябинской области.
В 1944
год предприятие получает статус Госсоюза Завод № 491.
В 1946
№ года приказом Министерства авиационной промышленности (Мавипрома) профиль предприятия определен как завод по производству прецизионных высокоточных токарных станков.
Послевоенные годы
V 1948
Минавиапром принял решение организовать на базе завода производство специального технологического оборудования для заводов авиационной промышленности.
В 1946 году стали выпускаться станок токарный 1612В и прецизионный токарный станок 1612П ДЛ-1 немецкой фирмы Г.Кергер (Gustav Körger).
В 1954 году стал выпускаться токарный станок ТС-135М (ТС-135М-491) … В основу конструкции был положен прецизионный токарный станок 1612П и ДЛ-1 немецкой фирмы G.Kärger .
Техническая документация на изготовление специального и специализированного оборудования вышеуказанного назначения поступила от НИАТ.
Конечно, в первую очередь проектировалось и изготавливалось оборудование, без которого в ряде случаев вообще было невозможно изготовление той или иной детали или узла для новых типов самолетов. В дальнейшем изготавливалось оборудование для механизации трудоемких процессов, механизации и автоматизации производства в целом.
За последние 20 лет (с 1948 по 1968 год) конструкторы НИАТ и завода постоянно нарабатывали опыт проектирования и изготовления различных видов специализированной техники и обеспечивали создание качественных сложных объектов, таких как Ил -62, ТУ-144 и др. лайнеры того времени.
лайнеры того времени.
В 1966
года предприятие преобразовано в Савеловский машиностроительный завод (СМЗ) .
В 1979
год становится Савеловское производственное объединение «Прогресс» (СПО «Прогресс») .
Завод одним из первых в СССР освоил производство станков с ЧПУ. Годовой объем производства достиг 2,5 тыс. единиц современного высокоточного специализированного оборудования с ЧПУ, включая обрабатывающие центры. Предприятием изготовлено более 35 тысяч высокоточных станков и ОЦ с ЧПУ, определяющих технический прогресс в аэрокосмической отрасли. Разработка и освоение новой техники осуществлялись совместно с НИАТ (Национальным институтом авиационных технологий). Все заводы отрасли в значительной степени были оснащены оборудованием LMP.
Наши дни
В марте 1993
предприятие зарегистрировано как ОАО «Савма» — «Савеловское машиностроительное открытое акционерное общество» .
30 октября 1996 г.
года предприятию возвращается прежнее наименование ОАО «Савеловский машиностроительный завод» — ОАО СМЗ .
С 1997
Организован серийный выпуск высокопроизводительных фрезерных центров (обрабатывающих центров) нового поколения и высокоточных прецизионных токарных станков с ЧПУ, не уступающих по своим характеристикам лучшим мировым аналогам. Первые машины были поставлены Комсомольскому-на-Амуре авиационному производственному объединению имени Ю. А. Гагарина» и КНР.
В апреле 2004
ОАО «СМЗ» вошло в группу компаний «Бородино», специализирующихся на производстве слабоалкогольных и безалкогольных напитков, других продуктов питания, торговле и недвижимости.
В 2011
В этом же году ОАО «СМЗ», обремененное обязательствами по долгам других предприятий Бородинской группы, становится банкротом. 4 октября определением Арбитражного суда Тверской области в отношении ОАО «СМЗ-надзор» введена процедура банкротства.
В марте 2012 г.
года на продолжение и развитие деятельности по разработке и изготовлению станков и специального технологического оборудования на производственной, технической и кадровой базе СМЗ ОАО «ОПК» Оборонпром » Создано 100% дочернее общество с ограниченной ответственностью «Савеловский машиностроительный завод» (ООО «СМЗ») .
С июля 2012 г.
производственно-коммерческая деятельность осуществляется в ООО «СМЗ», которое взяло на себя выполнение просроченных обязательств ОАО «СМЗ» по поставке предприятиям, в том числе входящим в оборонно-промышленный комплекс, ранее заказанных ими машин и другого технологического оборудования. С вхождением СМЗ в Объединенную промышленную корпорацию «Оборонпром» в истории Савеловского машиностроительного завода открылась новая страница.
Январь 2013
Руководители компаний ОПК «Оборонпром» Леликов Д., «Галика АГ» (Швейцария), Дерунгс Л. и GFAgieCharmilles (Швейцария) Баят П. подписали соглашение о запуске сборочного производства электроэрозионного оборудования на Савеловском машиностроительном заводе Завод.
В начале 2014 г.
года ООО «СМЗ» вошло в состав российского станкоинструментального холдинга «Станкопром», АО (ИНН 7731563940, КПП 770201001, ОГРН 5077746338192, ОКПО 99614766, г. Москва, ул. Гиляровского, д. 65, стр. 1)
Акции ОАО «Станкопром» распределяются между акционерами следующим образом: ОАО ОПК ОБОРОНПРОМ — 34,81 %, Государственная корпорация Ростех — 65,19 %.
Сегодня СМЗ является участником рынка производителей станков с ЧПУ, в том числе широкого спектра сложных высокоточных обрабатывающих центров, крупногабаритных портальных фрезерных станков и уникального технологического оборудования.
Продукция завода востребована не только авиакосмическим комплексом страны и СНГ, но и многими отраслями промышленности, включая металлургию, нефтепереработку, оборону, автомобилестроение, судостроение, МЧС, РЖД. Среди заказчиков СМЗ компании с мировым именем. Это ОАО «Объединенная авиастроительная корпорация» («Сухой», «МиГ», «Ильюшин», «Туполев»), ОАО «Оборонпром», ОАО «Вертолеты России» («Камов», «Миль»), ОАО «Алмаз-Антей», ФКА «Роскосмос», «НИИ АВТОПРОМ», ОАО «Энергоатом». Машины СМЗ востребованы как металлургическими предприятиями (Выкса, Челябинск, АВИСМА) и военно-промышленным комплексом (Ижмаш, завод Дегтярева, Тульский машиностроительный завод)9.0003
Машины СМЗ востребованы как металлургическими предприятиями (Выкса, Челябинск, АВИСМА) и военно-промышленным комплексом (Ижмаш, завод Дегтярева, Тульский машиностроительный завод)9.0003
В качестве моделей выпускаемых станков выбраны наиболее востребованные модели станков компании на российском рынке. Gf agiecharmilles … Например, проволочно-отрезные станки CUT 20P и CUT 30P в 2012 году были лидерами по количеству продаж в России. В результате для производства в Кимрах были выбраны следующие модели: проволочно-отрезные станки — РЕЗКА 20 П и РЕЗКА 30 П, протяжные станки — ФОРМА 20 и ФОРМА 30, сверлильный станок — ДРИЛ 300. Эти станки в совокупности охватывают подавляющее большинство электроэрозионные станки для нужд российской промышленности. Первая выпущенная машина будет передана в дар МГТУ «СТАНКИН».
Продукция завода известна не только в России, странах СНГ, но и в дальнем зарубежье: Англии, Китае, Италии, Индии. Завод поставляет не только новое современное оборудование, серийно выпускаемое ООО «СМЗ», но и принимает участие в реализации новых масштабных проектов, таких как:
- Совместная программа предприятий США, Норвегии, России и Украины по запуску искусственных спутников с плавучего космодрома Морской старт.
 СМЗ изготовил пусковой стол, канатную мачту и узел связи
СМЗ изготовил пусковой стол, канатную мачту и узел связи - Создание Московского монорельса — нового вида общественного транспорта для России, изготовление стрелочных переводов и фланцев для депо
- Новое магнитное ядро для одного из крупнейших ускорителей частиц в Швейцарии и других местах
- Наземное оборудование для российских космодромов и предприятий ракетно-космического комплекса
- Производство оборудования для металлургических предприятий
На сегодняшний день ООО «СМЗ» производит и предлагает к реализации:
- Токарные станки с ЧПУ с диаметром обработки от 1 мм до 1600 мм;
- Станки фрезерные различных модификаций с шириной стола от 500 до 2500 мм и длиной от 1000 до 40000 мм в 3-х, 4-х и 5-ти осевом исполнении
- обрабатывающие центры (ОЦ) с горизонтальным и вертикальным шпинделем с количеством инструментов в магазине до 39
Завод производит токарно-винторезный станок, патронно-центровальный станок, лоботокар:
- ТПК-125, ТПК-125 С1, ТПК-125 С2 — Токарный станок с ЧПУ Ø 125
- АТ-320С
- АТ-600НК
- СТМ-600НК — токарный станок с ЧПУ Ø 1000
- АТПР-800М1 — токарный станок с ЧПУ Ø 1000
- 16К20НК — токарный станок с ЧПУ Ø 500
Вертикально-фрезерные станки с ЧПУ:
- МА-655НК
- MA-655VS1 / MA-655VS2 — Вертикально-фрезерный станок с ЧПУ
- МА-655ВС14 / МА-655ВС24 — Вертикальный фрезерный станок с ЧПУ
- MA-655VS15 / MA-655VS25 — Вертикальный фрезерный станок с ЧПУ
- MA-655S5NTS — Вертикально-фрезерный станок с ЧПУ
- FP-7NK / FP-17NK — Вертикально-фрезерный станок с ЧПУ
- FP-7VS2S / FP-17VS2S — Вертикально-фрезерный станок с ЧПУ
- FP-17VS2M — Вертикально-фрезерный станок с ЧПУ
- FP-7VS3S / FP-17VS3S — Вертикально-фрезерный станок с ЧПУ
- FP-27NK / FP37NK — Вертикальный фрезерный станок с ЧПУ
- FP-27TS / FP-37TS — Вертикально-фрезерный станок с ЧПУ
- FP-37VSP5 — Вертикальный фрезерный станок с ЧПУ
- 6М13НК — Вертикально-фрезерный станок с ЧПУ
- 6М13ВСНК — Вертикально-фрезерный станок с ЧПУ
Станки фрезерные станочные с ЧПУ:
- ФП-95ВС
- VF-3VS3S — Фрезерный станок с ЧПУ
- VF-5VS — Фрезерный станок с ЧПУ
- FP-93VS2 / FP-93VS3S — Фрезерный станок с ЧПУ
Обрабатывающие центры:
- TFC-125
- TFC-600 — Токарный обрабатывающий центр
- СГПМ-500С
- CAM5-850S — Горизонтально-фрезерный обрабатывающий центр
- FC-1 — Горизонтально-фрезерный обрабатывающий центр
- FC-2 — Горизонтально-фрезерный обрабатывающий центр
- FC-3 — Горизонтально-фрезерный обрабатывающий центр
Оборудование для резки листового металла:
- КЛР-2 — Комплекс лазерной резки листового металла
- РФП-2С — Комплекс резки металлических листов фрезерованием
- РФП-6НК — Комплекс для обработки концов длинных сотовых заполнителей
- УГР-5 / УГР-3 / УГР-3Д / УГР 3-ДС — Гибридный абразив сложной резки
Адрес сайта: http://www. smz-stanki.ru, http://stankoprom.ru
smz-stanki.ru, http://stankoprom.ru
Прямой работодатель Дубна Дата вступления: 22.11.2016
Общество с ограниченной ответственностью «Савеловский станкостроительный завод» (ССЗ) — одно из крупнейших станкостроительных предприятий России по разработке и производству высокотехнологичного уникального оборудования для различных отраслей промышленности .
Савеловский завод долгое время был базовым предприятием Министерства авиационной промышленности по обеспечению заводов авиационной промышленности сложным наукоемким специальным технологическим оборудованием.
Разработка новой техники велась и ведется совместно с НИАТ (Национальный институт авиационных технологий).
Станки производства CVD поставлены и поставляются в соседние страны.
В настоящее время на заводе реализуется план технического перевооружения, который включает: приобретение нового оборудования и модернизацию устаревшего, реструктуризацию вспомогательных производств, автоматизацию процессов управления.
Современное техническое перевооружение, профессиональный коллектив высококвалифицированных специалистов и руководителей — все это позволяет выпускать современную конкурентоспособную продукцию.
Сегодня Савеловский станкостроительный завод является поставщиком эффективных комплексных решений, включающих в себя: проектирование, производство, поставку, монтаж, инжиниринг и сервисное обслуживание оборудования для металлургии, Росавиакосмоса, атомной энергетики, оборонной, автомобильной, нефтеперерабатывающей и других отраслей промышленности.
Стратегия компании направлена на дальнейшее повышение конкурентоспособности и увеличение доли рынка металлообрабатывающего оборудования, широкой номенклатуры обрабатывающих центров, крупногабаритных портальных фрезерных станков, в том числе сквозной продукции для металлургических предприятий.
Уникальные производственные возможности, мощная конструкторская и научно-исследовательская база, богатый профессиональный опыт – основа устойчивого развития Савеловского станкостроительного завода.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 , 08:25
, 08:25в планах на 2017-2018 год
Изготовление опытного образца фрезерного станка с ЧПУ (направляющие скольжения и шпиндельная передача). Образец признан не полностью удовлетворяющим запросам потребителей, ведется сбор статистики по наработке на отказ в производственном цикле, ожидается техническая доработка.
Образец признан не полностью удовлетворяющим запросам потребителей, ведется сбор статистики по наработке на отказ в производственном цикле, ожидается техническая доработка.
Начало серийного производства вертикальных обрабатывающих центров с ЧПУ,
Изготовление опытного образца горизонтально-фрезерного обрабатывающего центра FG45MF4
Исторические факты:
На начальном этапе предприятие осуществляло капитальный ремонт и модернизацию российского и импортного оборудования для крупных промышленных предприятий. Тяжелые фрезерные станки производства «Савеловский машиностроительный завод» ФП7 , ФП17 , ФП37 (включая модификации СМН), МА655 , 65А80Ф3, 65А90ф3, Станки токарные с ЧПУ производства «Красный пролетарий» и др.
Замена геометрического оборудования доведения машины до паспортных значений, замена изношенных механических узлов. Установка ЧПУ по желанию заказчика: Fanuc, Siemens, Balt-системы и сервоприводы Omron, KEB, Fanuc, Siemens, Lenze.
В 2004 году компания «СтанкоМашКомплекс» приобрела производственную площадь 4000 кв.м.
В 2005 годах данные участки были реконструированы, установлено промышленное оборудование (продольно-шлифовальный станок Heckert, фрезерно-токарное оборудование), что позволило проводить капитальный ремонт промышленного оборудования любой сложности на собственных производственных мощностях.
Установка на токарные станки с ЧПУ 16A20F3, наборы Baltsystem NC210, сервопривод Omron, новые держатели инструмента UG.
2007
установка дополнительных кранов г/п 12т
2010
Установка резцедержателей Pragati BTP100 на токарные станки 16К20НК
2012 г.
начало сборки станочных комплектов СКЕ6150, монтаж электрошкафов, всего электрооборудования. ЧПУ Fanuc 0i mate tc. Начало локализации производства корпусов и деталей механической обработки
Приобретение системы Renishaw ballbar qc20W и интерферометра XL80. Проверка геометрии всех станков с ЧПУ при модернизации и предпродажной подготовке.
Операторы станков с ЧПУ
Наладчики станков с ЧПУ
2013
Изготовление и монтаж первой монолитной тумбы (основания) на станке СКЕ6150
Станок отработка проекта станка со сплошным основанием для увеличения жесткости. Установка новой станины на базе станка 16а20. Возможность установки пластинчатого стружколома
Разработка проекта электрооборудования, электрические схемы Siemens 808 для станка СКЕ6150.
Приобретение системы вибродиагностики и балансировки. Возможность динамической диагностики подшипников, валов в шпиндельной головке, шпиндельных узлов, установленных ШВП.
В ходе развития компании с переходом на сборку и производство станков компания приобрела лицензии на конструкторско-технологическое программное обеспечение — Компас ЗД, Компас-Электрик и Спруткам.
Разработка учебно-методических материалов для обучения:
Технологи станков с ЧПУ
Разработка технологии и начало производства телескопических кожухов для вертикальных обрабатывающих центров и всех элементов защиты корпуса токарных станков с ЧПУ
С середины 2014 года год Сборка токарных станков с ЧПУ.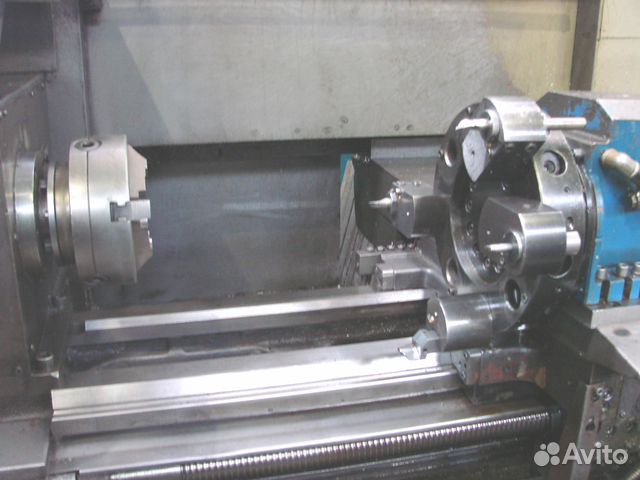 Стапели, испытательные оправки, склад узлов и агрегатов и опыт сотрудников позволяют производить сборку станков на собственных производственных мощностях.
Стапели, испытательные оправки, склад узлов и агрегатов и опыт сотрудников позволяют производить сборку станков на собственных производственных мощностях.
Обновление станочного парка предприятия — шлифовальные станки (плоско- и круглошлифовальные), фрезерные станки, токарный универсальный, гибочный станок усилием 80 тонн х 2500, гильотина 6мм х2500. Начало эксплуатации первого токарного станка с ЧПУ для производственных нужд.
С начала 2015 года сборка вертикальных обрабатывающих центров с ходом по оси X до 1000 мм. Модель
Монтаж и пуско-наладка новой покрасочной камеры с системой пылеудаления
Ввод в эксплуатацию вертикально-координатно-расточного станка.
Проект К40 … Проработка технических решений для большого токарного станка с ЧПУ. Этап амбициозной задачи по изготовлению станков с ЧПУ с диаметром обработки 800 мм. РМЦ 1400~1500 мм.
2016-й год
Разработка проектной документации на. Изготовление опытного образца
Изготовление опытного образца
Разработка документации на фрезерные станки со столом 1200х600 мм и 1400х650, получение отливок и обработка
Токарные станки теперь и с РМЦ 1500 мм. Увеличено количество стапелей для единовременной сборки. Приглашаем Вас посетить наши производственные мощности.
Электромонтажный цех обеспечивает бесперебойную сборку панелей электрошкафов с различными ЧПУ и приводами: Siemens 808, Siemens 808 advanced, Siemens 828 и Baltsystem NC301. Оптимизация времени прокладки электрических проводов через машину.
Увеличение количества сборочных стапелей для фрезерных обрабатывающих центров.
Фотогалерея части этапов станкостроительного производства:
Отливки основания и колонн стана ФС65, ФС85 | Заготовка салазок FS85 (ось Y) с подготовкой под установку танкеток | FS85MF3 — заготовка стола, обратная сторона. |
Подготовка FS86MF3 для сверления монтажных отверстий в стойке | FS65MF3 — рабочий стол с усиленным оребрением. подготовка к установке клиньев | Растачивание ШВП станка ФС85МФ3 на горизонтальном обрабатывающем центре |
FS85MF3 — база с установленными поперечными направляющими (Тайвань) | FS65MF3 — основание и поперечные салазки, подготовка к установке стола | FS85MF3 — база, направляющие X, Y |
FS65MF3 — установка опор ШВП оси Y, проверка скалками | FS65MF3 — установка направляющих шпиндельной бабки | |
Поверочные оправки, находящиеся на хранении между проверками | ||
Шлифовка станины ТС1625Ф3 | Растачивание отверстий в передней бабке токарного станка Ц1625Ф3 | Заготовки шпинделя после термической обработки |
Обработка опоры двигателя шпинделя TS1625F3 | Шлифование ШВП оси Z станка ТС1625Ф3 | TS1625F3 фрезерование суппорта типа «ласточкин хвост» |
 между этапами обработки
между этапами обработки «Портфель заказов Савёловского станкостроительного завода достиг 900 миллионов рублей. Это означает стабильную загрузку предприятия и хорошие перспективы развития до конца 2017 года, — сказал генеральный директор ООО «СТАН» Вадим Сорокин. — Правильная организация управления участком и планомерная работа с заказчиками позволяют заводу работать ритмично, своевременно выплачивать заработную плату, налоговые, социальные и коммунальные платежи».
Это означает стабильную загрузку предприятия и хорошие перспективы развития до конца 2017 года, — сказал генеральный директор ООО «СТАН» Вадим Сорокин. — Правильная организация управления участком и планомерная работа с заказчиками позволяют заводу работать ритмично, своевременно выплачивать заработную плату, налоговые, социальные и коммунальные платежи».
Глава ООО «СТАН» подчеркнул, что ЦВД вошел в состав СТАН в середине 2016 года и сразу был включен в централизованную корпоративную систему фулфилмента и производственной кооперации. Сегодня завод выполняет ряд важных контрактов с предприятиями Объединенной авиастроительной корпорации, Госкорпорации Ростех, в частности, производит станки для авиазавода «Сокол», ПАО «Роствертол». Кроме того, в кооперации с Ивановским заводом тяжелого станкостроения, также входящим в состав СТАН, ЦВД производит узлы технологического оборудования для Уралвагонзавода, отметил В. Сорокин.
В ближайшее время СТАН планирует выполнить крупные контракты с ведущими российскими компаниями на объектах ЦВД на сумму около 400 млн руб. В частности, речь идет о модернизации технологического оборудования ОАО «Авиастар-СП» в рамках госпрограммы выпуска самолета Ан-124.
В частности, речь идет о модернизации технологического оборудования ОАО «Авиастар-СП» в рамках госпрограммы выпуска самолета Ан-124.
Уникальный коллектив и производственные мощности, специализирующиеся на ключевых отраслях машиностроения, в частности, аэрокосмическом, являются основой качественного и количественного роста большинства показателей ССЗ в ближайшие годы, — сказал В. Сорокин.
ООО «Савеловский станкостроительный завод» — производственная площадка ООО «СТАН» в г. Кимры (Тверская область). Специализируется на производстве вертикально-фрезерных обрабатывающих центров, портальных фрезерных станков с подвижным столом и специального оборудования.
ООО «СТАН» — крупнейшая российская интегрированная компания по проектированию и производству станочного оборудования, созданная в 2012 году. В состав компании входят производственные площадки в Башкортостане (ООО «НПО Станкостроение», г. Стерлитамак), Коломне (ОАО «Станкотех»), Рязани (Рязанская ООО «Станкозавод»), г. Иваново (ООО «Ивановский завод тяжелого станкостроения»), г. Москва (ООО «Шлифовальные станки»), Тверская область (ООО «Савеловский станкостроительный завод», г. Кимры). Заказчиками СТАН являются ведущие отраслевые объединения России, в том числе холдинги Госкорпорации Ростех, предприятия ПАО «ОАК», «Роскосмос», «Росатом», РЖД, а также компании нефтегазового комплекса. На долю СТАН приходится более 50% металлообрабатывающих станков, производимых в России.
Иваново (ООО «Ивановский завод тяжелого станкостроения»), г. Москва (ООО «Шлифовальные станки»), Тверская область (ООО «Савеловский станкостроительный завод», г. Кимры). Заказчиками СТАН являются ведущие отраслевые объединения России, в том числе холдинги Госкорпорации Ростех, предприятия ПАО «ОАК», «Роскосмос», «Росатом», РЖД, а также компании нефтегазового комплекса. На долю СТАН приходится более 50% металлообрабатывающих станков, производимых в России.
Савеловский машиностроительный завод
Файл: http://www.allexpop.narod.ru/fot12/images/IMGP6545.jpg
Проходная и Административное здание
«Савеловский машиностроительный завод» — один из крупнейшие станкостроительные предприятия по производству высокотехнологичных и наукоемких станков. Это одно из системообразующих предприятий Российской Федерации.
Завод берет свое начало с момента постройки в г. Савелово в 1915 железнодорожных мастерских по ремонту узкоколейного подвижного состава. В 1930 году с созданием в Савелове станкостроительного завода на базе учебно-производственных мастерских ЦИТ в Москве было положено начало Савеловскому станкостроению. В 1937 году завод был передан в ведение Наркомата обороны. Вскоре предприятие было реорганизовано в авиастроительную, которая стала выпускать гидросамолеты (корабельный разведчик КОР-2). В 19№ 39 Савеловский завод был преобразован в Государственный союзный завод № 288. В 1944 году предприятие получило статус Государственного союзного завода № 491. В 1946 году приказом Министерства авиационной промышленности профиль предприятия был определен как завод по производству высокопроизводительных прецизионных токарных станков. В 1948 году Минавиопром было принято решение организовать на базе завода производство специального технологического оборудования для заводов авиационной промышленности. В 1966 году предприятие было преобразовано в Савеловский машиностроительный завод (СМЗ), а в 1979 им стало Савеловское производственное объединение «Прогресс» (СПО «Прогресс»).
В 1930 году с созданием в Савелове станкостроительного завода на базе учебно-производственных мастерских ЦИТ в Москве было положено начало Савеловскому станкостроению. В 1937 году завод был передан в ведение Наркомата обороны. Вскоре предприятие было реорганизовано в авиастроительную, которая стала выпускать гидросамолеты (корабельный разведчик КОР-2). В 19№ 39 Савеловский завод был преобразован в Государственный союзный завод № 288. В 1944 году предприятие получило статус Государственного союзного завода № 491. В 1946 году приказом Министерства авиационной промышленности профиль предприятия был определен как завод по производству высокопроизводительных прецизионных токарных станков. В 1948 году Минавиопром было принято решение организовать на базе завода производство специального технологического оборудования для заводов авиационной промышленности. В 1966 году предприятие было преобразовано в Савеловский машиностроительный завод (СМЗ), а в 1979 им стало Савеловское производственное объединение «Прогресс» (СПО «Прогресс»). 13 апреля 1983 года Указом Президиума Верховного Совета СССР СПО «Прогресс» награждено орденом Трудового Красного Знамени. В марте 1993 года предприятие было зарегистрировано как «Открытое акционерное общество «Савеловское машиностроение» (ОАО «Савма»). …
13 апреля 1983 года Указом Президиума Верховного Совета СССР СПО «Прогресс» награждено орденом Трудового Красного Знамени. В марте 1993 года предприятие было зарегистрировано как «Открытое акционерное общество «Савеловское машиностроение» (ОАО «Савма»). …
Предприятие сегодня
см. также
Примечания (редактировать)
Ссылки
| 580 | |
| Макс. Диск и диаметр продукта, мм | 520 |
| Макс. Diametri i vërtetë i trajtimit të vërtetë | 280 |
| РМК, мм. | 1000 |
| Макс. Pesha e pjesës së punës, кг | 400 |
| Акс | |
| Максимальный размер и подъем X, мм | 280 |
| Max duke lëvizur përgjatë boshtit z, мм | 1000 |
| Дюк левизур шпейт перджятэ боштит Х, мм/мин | 8000 |
| Lëvizjet e spejta përgjatë boshtit z, мм/мин | 12000 |
| Подача пуна, мм/мин | 1~6000 |
| Диаметр CVP / Hapi X, мм | 24/5 |
| СВП Диаметр / Ось Z, мм | 40/6 |
| Lloji i motorit dhe çift rrotullues përgjatë boshtit X | сервопривод |
| Lloji i motorit dhe çift rrotullues përgjatë boshtit z | сервопривод |
Ллоджи и удхезуэсве X. | нгатэрресе |
| Ллоджи и удхезуэсве З. | В форме |
| Saktësia e pozionimimit në akset X / Z, мм | ± 0,005. |
| Персеритшмерия и позиционирование тэ боштит х/з, мм | ± 0,003. |
| Угол Станна, Брешер | 0 |
| Gjerësia e udhëzuesve, мм | 440 |
| Шпиндель гжыше | |
| Картридж Diametri с 3 кулачками, мм | 250 |
| Гамэ тэ нормаве тэ гиштит, об/мин | 21-2160 |
| Диаметр и размер, мм | 77 |
| Максимальный диаметр и диаметр, мм | 75 |
| Экегиштит | Д8. |
| Гропе конте | Метрическая 90 (1:20) |
| Диаметр и брендшэм и шпиндель | |
| Моменти и гиштит (и гятэ), нм | 966 |
| Моменты не гиштин (30 минут), нм | 2288 |
| Мощность шпинделя E / D (Qëndrueshmëria), кВт | 10 |
| Мощность Э/Д шпинделя (30 минут), кВт | 10 |
| Лоджи и привод шпинделя | Коробка передач |
| Лоджи и шпиндель | Сервопривод |
| Прерье | |
Номер и месяц, шт. | 8 (12 вариантов) |
| Lloji i rezultateve të shkurtuara | Э/мех. |
| Dyqan shitjesh vegël e prerjes, мм | VDI40, (опция VDI30) |
| Koha e ndryshimit të mjeteve — vert. Крю rrotullues, мне | |
| Инструмент Time Tool — Гориз. Крю rrotullues, мне | |
| Saktësia e pozionimimit të kokës rrotulluese, мм | 0,008 |
| Инструмент Power E/D Drive, кВт | — |
| Qarkullimi i mjeteve të përzënë, об/мин | — |
| Гышья е Пасме | |
| Duke lëvizur gjyshen e pasme, мм | на фишек |
| Номиними и пинал и гжышес сэ пасме, мм | 150 |
| Диаметр штифта, мм | 80 |
| Конус Pinol Hidraulike Backstock, Nr. | Морзе 5. |
| Пиноль Конус гжышья и пасме механике, джо | Морзе 5.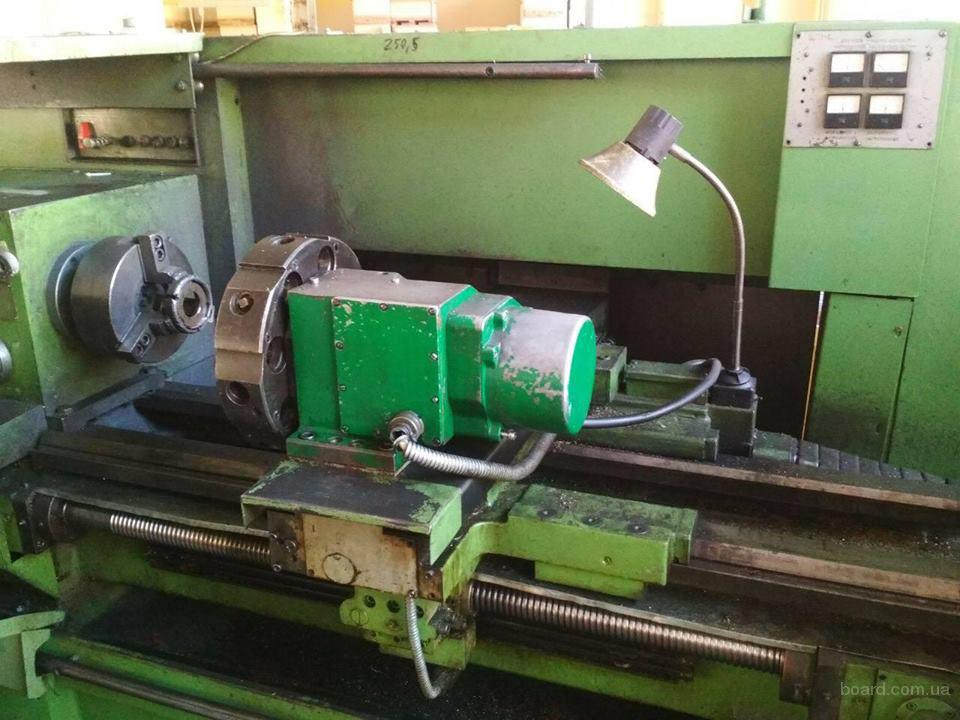 |
| Тьетри | |
| Консуми и энергия, ква | 26 |
| Системы ЧПУ | Сименс 828д. |
| Prania e cipit të transportuesit | и |
| Капацитети и фтохезит бак | 45 |
| Капацитети и гидростес, л | 80 |
| Пеша нету, кг | 2800 |
| Пеша брутто, кг | 3000 |
| Dimensionet e përgjithshme, DHSHV мм | 2775x1585x1670 |
| Madhësitë e përgjithshme të paketimit, dhshv мм | Варет нга ренди |
| Шеним | |
 Kjo është një nga avantazhet më të rëndësishme të makinave kthese të prodhuara në ndërmarrjet e ndërtimit të makinës të Rusisë.
Kjo është një nga avantazhet më të rëndësishme të makinave kthese të prodhuara në ndërmarrjet e ndërtimit të makinës të Rusisë.
 Mund të përdoret në prodhimin e produkteve të çelikut, gize dhe shumë metale me ngjyra. Kjo pajisje обмануть меня CNC tregon veten mirë, si në prodhim të vetem dhe në серийный номер.
Mund të përdoret në prodhimin e produkteve të çelikut, gize dhe shumë metale me ngjyra. Kjo pajisje обмануть меня CNC tregon veten mirë, si në prodhim të vetem dhe në серийный номер. Edhe pas operacionit afatgjatë, udhëzuesit mbajnë sipërfaqen e tire në prodhimin rus.
Edhe pas operacionit afatgjatë, udhëzuesit mbajnë sipërfaqen e tire në prodhimin rus. Përdoret në prodhimin e pjesëve metallike me masë të madhe dhe Dimensione. Ky dizajn ka per qëllim funksionimin afatgjatë me ngarkesa интенсивный. Ajo ka saktësi e lartëÇfarë është e nevojshme me токарные станки с ЧПУ.
Përdoret në prodhimin e pjesëve metallike me masë të madhe dhe Dimensione. Ky dizajn ka per qëllim funksionimin afatgjatë me ngarkesa интенсивный. Ajo ka saktësi e lartëÇfarë është e nevojshme me токарные станки с ЧПУ.
 Një tjetër mënyrë për të rritur produktivitetin është vendosja e pajisjes për të ushqyer shufrat nga metali. Максимум. Диаметр и изделие мби крепеж, мм
Një tjetër mënyrë për të rritur produktivitetin është vendosja e pajisjes për të ushqyer shufrat nga metali. Максимум. Диаметр и изделие мби крепеж, мм| Тематический номер | Вариант |
|---|---|
| 1. ЧПУ Siemens Sinumerik 808D Sistemi and avancuar; 2. Системы и смазочные автоматики СВП; 3.  Sistemi i furnizimit me llum për çdo mjet; Sistemi i furnizimit me llum për çdo mjet; 4. Ндричими зона пуна; 5. Позиционные и 8-те УГ9326 Kreu rrotullues 6. 3-рычажка пушистая 250 мм 7. Një sërë mjetesh për mirëmbajtjen и makinës: Зажим для картриджа с ключом; Fisheku i heqjes kryesore me gishtin; Mëngë tranzicioni 90мм/км5; Qendra motorike km5 — 2 коп.; Set i celesave: bri 17 / 19,12 / 14; гьяштекендеш 3,5,6,8,10; Këpucë pykë 6 коп.; Анкерный болт M20x400 6 шт. 8. Treguesi i dritës së statusit të makines | Система ЧПУ Siemens Sinumerik 828D Fanuc 0i mate. Fms3000 Гидравлическая станция Fishek hidraulike me tre tag me vrimë |
Kushtet për blerjen dhe rendin
Universal Me vendndodhjen horizontale të udhëzuesve të shtretërve. Makinat e vështira dhe të besueshme, të njohura për konsumatoret dhe tokari. Makinat janë mbledhur plotësisht nga komponentë të rinj të prodhuar në Rusi dhe në vendet e CIS.
Makina kthese 16k20 është përfaqësuesi më tipik dhe i zakonshëm i klases së lathes universale. Разработанный për përpunimin e sipërfaqeve cilindrike, konike dhe komplexe — si të brendshme dhe të jashtme, si dhe për prerjen e fijeve.
Перпуновый диаметр: 400 мм
Дистанция среднего диаметра: 1000, 1500 мм.
Makina kthese 1m63 është një torno universale e përhapur, e cila lejon të prodhojë kthimin në pjesët e madhësive të mesme dhe të mëdha. Разработанный për përpunimin e sipërfaqeve cilindrike, konike dhe komplexe — si të brendshme dhe të jashtme, si dhe për prerjen e fijeve.
Përpunimi Диаметр: 630 мм
Makina e kthesës 16k40 është një torno universale e dizajnuar për të trajtuar pjesët e madhësive të mesme dhe të mëdha. Përdoret për të mprehur sipërfaqet cilindrike, konike dhe komplexe — të brendshme dhe të jashtme, si dhe për prerjen e fijeve.
Përpunimi Диаметр: 800 мм
RMC: 750, 1500, 2800, 5000, 8000, 10000 мм.
Makinë me vidë të kthyer 1m65 — një torno universale e projektuar per të trajtuar pjesët e madhësive të mesme dhe të mëdha.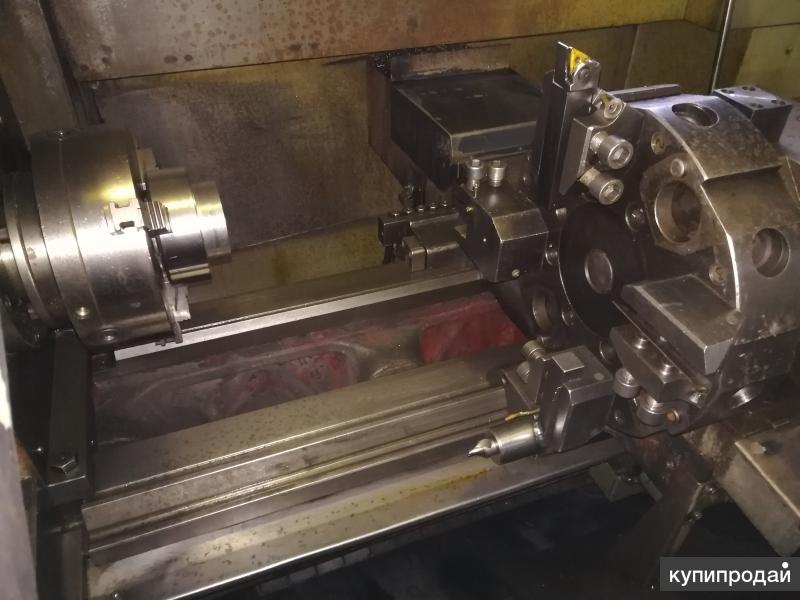 Përdoret për përpunimin e sipërfaqeve cilindrike, konike dhe complexe — si të brendshme dhe të jashtme, si dhe për të prerë fije.
Përdoret për përpunimin e sipërfaqeve cilindrike, konike dhe complexe — si të brendshme dhe të jashtme, si dhe për të prerë fije.
Перпуны Диаметр: 1000 мм
RMC: 1000, 3000, 5000, 6000, 8000, 10000, 12000 мм.
Makina kthese RT317 është një torno universale e dizajnuar për të trajtuar pjesë të madhësive të mëdha. Përdoret për përpunimin e sipërfaqeve cilindrike, konike dhe complexe — si të brendshme dhe të jashtme, si dhe për të prerë fije.
Përpunimi Diametri: 1700 мм
RMC: 1000, 3000, 4800, 6000, 8000, 10 000, 12000, 16000 мм
Makinat e Kthimit të Rusisë
Makinat e Kthimit Thryshry nehë reshryhrhy nahry nehryhrhy nahryhrhy nehhry nehhry nehhry nehhry nehhry nehhry nehrhy rushë rushry rushry rushë rushin të vetem dhe në sektorin e vogël. Këto janë makinat më të thjeshta në operim dhe mirëmbajtje që nuk kërkojnë kualifikim të lartë të operatorëve. Për makinat universale, një ndryshim i shpeshtë i mjetit dhe një deadlay për përpunimin e llojeve të ndryshme të pjesëve është karakteristikë.
Saktësi motorike
Makinat e kthimit të Rusisë Sipas saktësisë ndahet në pesë klasa:
- N — Saktësia normale është më e;
- P — rritja e saktësisë;
- Не шактеси тэ лартэ;
- А — Сактесия сидомос е лартэ;
- C — posaçërisht i saktë, ose master.
A e pëlqeu артикулин? Ndani me miqtë tuaj:
40″ x 120″ New Kingston Lathe для продажи на Worldwide Machine Tool
• Адаптер шпинделя передней бабки: ASA-450 на MT#6
• Закаленные и отшлифованные направляющие
• Т-образный паз на направляющей
• Двухскоростная пиноль задней бабки
• Защитный кожух патрона
• Система охлаждения с насосом и трубопроводом
• Тяга Поддон для стружки (масло) из выдвижного ящика
Условия: уточняйте при заказе
FOB Factory
Дополнительные принадлежности
11,9-дюймовый люнет с роликовыми захватами (мин. вместимость 1,25 дюйма)
вместимость 1,25 дюйма)
19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1-дюймовый)
23,5-дюймовый люнет с роликовыми захватами (минимальная вместимость 11,9-дюймового, 34-дюймового и 40-дюймового только поворотного механизма)
7,9″ Follow Rest (мин. емкость 0,75″)
Роликовый кронштейн (40″: 20″-33,5″)
Телескопическая коническая насадка (закаленная и отшлифованная)
Буровая установка
Модификация с более низким числом оборотов: 0,4–40 об/мин (только заводская установка)
Модификация с более высокими оборотами: 12–1200 об/мин (только заводская установка)
Гидравлическая тормозная система (только заводская установка)
Ограничитель каретки микрометра
Остановка лафета башни
Галогенный рабочий свет
Добавьте концевой выключатель в защиту патрона
Только пост инструмента Aloris DA
Держатели Aloris DA Tool Post Plus 6 (набор №5)
Только сообщения Aloris EA Tool
Держатели Aloris EA Tool Post Plus 6 (набор №6)
Newall DP-700 2-осевое цифровое считывание + установка (сеть)
Охранник стойки инструментов
Количество
Новый токарный станок Kingston 40 x 120 дюймов, модель HR3000 (видео) количество
Артикул: 18127
Категории: Токарные станки, Руководство по токарному станку Kingston
Описание
Описание
Новый токарный станок Kingston 40″ x 120″ для продажи
Новый токарный станок Kingston 40″ x 120″ известен как «Рабочая лошадка» в механических мастерских по всей стране. лидер в своем классе на протяжении почти 40 лет. В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.
лидер в своем классе на протяжении почти 40 лет. В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.
Новый токарный станок Kingston размером 40″ x 120″, модель HR3000.
 T. №6
T. №6 P.
P.Характеристики:
- Главный двигатель 20 л.с., 230 В/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе
- Отверстие шпинделя: 4,09 л.с.
- Нос шпинделя: D1-11 Camlock
- Переходник шпинделя передней бабки ASA#450 на MT#6
- Адаптер патрона
- Набор сменных шестерен для специальных проводов
- Закаленные и отшлифованные направляющие
- Суппорт с Т-образным пазом
- 4-ходовой ускоренный ход
- Регулятор резьбонарезной ручки
- Предохранительный стопор задней бабки
- 2-скоростная пиноль задней бабки
- Система охлаждающей жидкости с насосом и трубопроводом
- Выдвижной ящик Чип (охлаждающая жидкость) Поддон
- UL электрические компоненты и кабели
- Ящик для инструментов с необходимыми ключами и гаечными ключами
- Вводное руководство и список деталей
Дополнительные принадлежности:
- 11,9-дюймовый люнет с роликовыми захватами (мин.
 вместимость 1,25 дюйма). 3950 долларов США
вместимость 1,25 дюйма). 3950 долларов США - 19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1 дюйма) 4800 долл. США
- 23,5 люнета с роликовыми захватами (мин. грузоподъемность 11,9″, 34″ и 40″ только поворотные). 6700 долларов
- 7,9-дюймовый следящий упор (мин. емкость 0,75 дюйма). 2750 долларов
- Кронштейн ролика (34″: 15,75″-27,5″). 7500 долларов США
- Телескопическая конусная насадка (закаленная и отшлифованная). 6200 долларов США
- Насадка для сверления. 2900 долларов США
- Модификация с более низким числом оборотов: 0,4–40 об/мин (только заводская установка). 1000 долларов
- Модификация с более высокими оборотами: 12–1200 об/мин (только заводская установка). 1000 долларов
- Гидравлическая тормозная система (только заводская установка). 6300 долларов США
- Ограничитель каретки микрометра. $750
- Остановка лафета турели. 750 долларов
- Галогенный рабочий фонарь.
 250 долларов
250 долларов - Добавить концевой выключатель в защиту патрона. $150
- Только резцедержатель Aloris DA. 1350 долларов США
- Aloris DA Tool Post Plus 6 держателей (набор № 5) 2595 долл. США
- Aloris EA Tool Post всего за 2050 долларов США
- Aloris EA Tool Post Plus, 6 держателей (набор №6). 4050 долларов США
- Newall DP-700 2-осевой цифровой считыватель + установка (нетто): HP-3000 6500 долл. США
- Защита стойки инструмента 1250 долларов США
- Конвейер для стружки. По запросу
- Полноразмерный брызговик. По запросу
- Патроны. По запросу
Kingston HR Lathe Video
О нас
Worldwide Machine Tool является лидером в предоставлении полных продаж, запасных частей и услуг, финансирования, транспортировки и обучения новых и бывших в употреблении станков для клиентов по всей территории США. Штаты, Канада и Мексика. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Штаты, Канада и Мексика. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Мы покупаем и продаем новые и бывшие в употреблении металлорежущие станки, ножницы, токарные станки, фрезерные станки, сверла, пилы, листогибочные прессы, фрезерные станки, модели револьверных штампов, прессы, сварочные аппараты, машины для снятия заусенцев и снятия фаски, листовые валки, лазеры, гидроабразивные станки и сопутствующие инструменты и аксессуары. Мы гордимся тем, что являемся надежным партнером, на которого наши клиенты полагаются на протяжении многих лет. Наш опытный отдел продаж будет рад помочь вам с покупкой нового станка. Позвоните нам сегодня или Запросите предложение .
