Станок токарный 16к25: 16К25 Станок токарно-винторезный облегченный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Токарный станок 16К25: технические характеристики, описание, схемы
При токарной обработке встречаются ситуации, когда деталь не помещается над направляющими. Использование станка 16К25 решает проблему. Конструкторы «Красного Пролетария» удовлетворили запрос промышленности, подняв ось центров базовой модели 16К20, при прежних прочих характеристиках. В результате пропала необходимость переходить на следующий типоразмер оборудования из-за ограниченной группы изделий, применяется идентичная оснастка, эффективней используется мощность.
Основные технические характеристики
Рассмотрим более подробно каждую характеристику.
Типоразмеры
Токарно винторезный изготовляли 4-х межцентровых длин L: 2000, 1400, 1000, 710 мм. Центра отстоят на 250 мм от плоских направляющих станины.
Габариты представителей ряда L, мм:
- длина – 3795 / 3195 / 2795 / 2505;
- ширина – 1240;
- высота – 1500.

Вес ряда L: 3775, 3315, 3095, 2925 кг.
Механика привода
Интервал оборотов, об/мин:
- прямых – 12,5 – 1600; 24 ступени (2 дублируются), φ = 1,26;
- обратных – 19 – 1900; 11 ступеней.
Интервал подач, мм/об:
- продольных – 0,05 – 2,8;
- поперечных – 0,025 – 1,
Сила подачи, допустимая по прочности, кгс:
- продольная на резцовой державке / упоре – 600 / 800;
- поперечная на резцовой державке / упоре – 360 / 460.
Мощность главного электродвигателя – 11 кВт.
Шпиндель
Присоединительные базы вала по ГОСТ 12593-72 – 6К, прочие сведения содержит рис. 1.
Рис. 1. Шпиндель, размеры присоединений
Суппорт
Предельные хода, мм:
- продольный – 1935 / 1335 / 935 / 645, сообразно L;
- поперечный – 300.
Цена штриха шкалы штурвала, мм:
- каретки – 1 мм;
- поперечных салазок – 0,05 мм на диаметр.

Ускоренный ход, мм/мин:
- каретки – 3800;
- поперечных салазок – 1900.
Наибольшая допускаемая скорость движения, работая по упорам – 250 мм/мин; наименьшая допускаемая продольная скорость – 10 мм/мин.
Верхние салазки, резцедержатель
Ход салазок, мм:
- полный – 150;
- на деление шкалы – 0,05
Поворот градусов:
- полный ± 90;
- на деление шкалы – 1.
Фиксируемых положений резцедержки (закрепленных инструментов) – 4. Сечение державок – 25×25 мм.
Показатели обработки
Предельный диаметр заготовки, мм:
- над станиной – 500 мм;
- над салазками – 290 мм;
- прутка в центральном отверстии – 50 мм.
Максимальная длина обточки (межцентровая): 1930, 1330, 930, 640 мм, соответственно L. Предельный вес изделия, кг:
- в патроне – 300;
- в центрах – 3775, 3315, 3095, 2925, сообразно L.

Оборудование укомплектовано съемными шестернями, которые устанавливают для обработки перечня резьб, приведенных на табличке панели бабки. Возможно нарезание профилей шагом:
- метрических – 0,5 – 112 мм;
- дюймовых – 56 – 0,5 ниток на дюйм;
- модульных – 0,5 – 112 модуля;
- питчевых – 56 – 0,5 питча.
Точность оценивают, измеряя проточенные образцы. Контролируют постоянство диаметрального сечения, плоскостность торца, равномерность шага нарезанной резьбы. Для класса Н отклонения формы образцов не более: овальность – 6 мкм; конусность – 6 мкм / 100 мм; плоскостность – 12 мкм / 300 мм (только вогнутость).
Габариты рабочего пространства токарного станка
Операционная зона ограничена торцом шпинделя; конечными положениями суппорта, бабкой задней. Крайние позиции каретки обуславливают максимальную длину обточки, которой идентичны.
Диаметры деталей ограничены расстоянием между направляющими или салазками и центральной осью.
Рис. 2. Рабочая зона 16К25 (сечение суппорта)
Стандартная комплектация
Рассмотрим основные составляющие стандартной комплектации.
Расположение органов управления
Подача питания осуществляется автоматическим выключателем 5 пульта управления, после чего загорается сигнальная лампа 6. Уровень нагрузки главного двигателя отображается указателем 8. Электронасос охлаждения запускается выключателем 7.
На лицевой панели передней бабки находятся рукояти:
- 1, 4 – выбора частоты вращения;
- 2 – выбора направления резьбы;
- 3 – выбора нормального / увеличенного шага.
Для управления коробкой подач служат рукоятки:
- 23 – выбора значений подач, шагов резьб;
- 22 – выбора вида работы: подач / типа резьб;
- 21 – выбора значений подач, шагов, отключения цепей коробки при прямом нарезании;
- 20 – управления фрикционом, объединена с 17.
На фартуке, суппорте размещены штурвалы передвижения вручную: каретки 16, поперечных салазок 15; кнопочная станция 18 с кнопками «пуск», «стоп». Грибок 19 включает / отключает реечную шестерню. Рычаг 14, повернутый вверх, включает маточную гайку, вниз – отключает. Кнопкой 12 включают ускоренный ход, одновременно запуская механическую подачу каретки или поперечных салазок поворотом мнемонической ручки 13.
Пиноль, перемещаемую штурвалом 11, обездвиживают ручкой 9. Поворачивая рычаг 10 от себя, закрепляют основание бабки на направляющих и наоборот.
Рис. 3. Элементы управления: бабка передняя (а), вид справа (б), общий вид (в), суппорт (г)
Схема кинематическая
Для точности разделим схему на составляющие.
Обороты
Входной вал II коробки скоростей получает крутящий момент от шкива 3, связанного поликлиновым ремнем со шкивом 2, насаженным на конец ротора электродвигателя М1. Сторона вращения шпинделя V задается включенным фрикционом сдвоенной муфты 6.
При сжатии левых дисков реализуются прямые обороты. Момент передается через колесо 4 (5) двухвенцовому блоку (8,9), далее трехвенцовый блок (13, 14, 15) сопрягается с одной из шестерен 10, 11, 12, шпиндельный двойной блок (21, 22) с колесами 18, 19 соответственно.
Перебор задействуют, смещая шпиндельный блок вправо. Цепь от вала IV к V замыкается посредством блока (23, 24), зацепляемого с колесом 16 или 17, пары 25–27. Разное положение блоков: (8, 9), (13, 14, 15), (21, 22) дает 12 частот на шпинделе, еще 12 – получают с помощью перебора.
При сжатии правых дисков муфты 6 соединяются валы II, III посредством промежуточных паразитных шестерен 28, 29, изменяющих направление оборотов на обратное. Далее кинематика идентична прямым оборотам.
Рис. 4. Кинематика
Подачи
Каждому из четырех возможных движений суппорта соответствует своя кинематическая ветвь: продольной, поперечной подач, винторезная, быстрого хода. Вал VIII получает момент со шпинделя посредством передачи 20–32 или узла увеличения шага (перебора), связанных колес 16, 33. От реверсивного механизма, содержащего неподвижные колеса 30, 31; паразитное – 34, подвижное – 35; через гитару (a, b, c, d) сообщается момент приемному валу X механизма подач.
От реверсивного механизма, содержащего неподвижные колеса 30, 31; паразитное – 34, подвижное – 35; через гитару (a, b, c, d) сообщается момент приемному валу X механизма подач.
Переключая муфты в различном сочетании с зубчатыми блоками, изменяют обороты конечного вала XV коробки подач. Он передает движение ходовому валу XVI или винту 61. Первый вариант получают за счет двух зубчатых пар, смонтированных на подшипниках, обгонной муфты 67, неподвижных соединенных колес 68, 64. Во втором случае XV, 61 связывает муфта 60.
Вращение ходового винта 61 преобразовывается маточной гайкой, смонтированной внутри фартука, в прямолинейное движение каретки. Комбинируя переключения муфт, блоков коробки подач, устанавливают необходимый шаг. Часть диапазона получают за счет настройки гитары, отключив коробку муфтами 60, 116.
Вал XVII механизма фартука получает движение от ходового вала со скользящей шестерней 65,по цепочке 69 – 70 – 71, муфта 72, червяк 73, связанный с колесом 74. Замыканием кулачковых полумуфт 77, 84 задают направление вращения XVIII с колесом 94. Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Замыканием кулачковых полумуфт 77, 84 задают направление вращения XVIII с колесом 94. Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Вращение ходового вала, полученное от двигателя 113 через ременную пару, преобразуется в ускоренный ход каретки. Благодаря обгонной муфте 67 движение может происходить при отсоединенной коробке. Винтами 97, 109, вручную перемещают поперечные, верхние салазки, вращая – 112, выдвигают пиноль.
Коробка скоростей
Непосредственно к коробке относятся валы II – VI с неподвижными колесами, четырьмя блоками. Переборы отношением: 1:32; 1:8; 1:2; 1,25:1 обеспечивают 4 диапазона оборотов:12,5 – 40; 50 – 160; 200 – 630; 500 – 1600 об/мин.
Механизмы размещены внутри передней бабки. Передачи, валы изготовлены из хромистой стали. Зубья закаленные, шлифованные, торцы закруглены для облегчения переключений. Шлицы обработаны аналогично.
Шлицы обработаны аналогично.
Величина момента, передаваемого фрикционной муфтой регулируется подтяжкой гаек 62, 59 (см. рис. 5) для прямых, обратных оборотов соответственно.
При угле проворота более 1/16 обязательно сравнить крутящий момент с допустимым паспортом.
Шпиндельная бабка
Содержит коробку скоростей, два промежуточных вала, связанных гитарой с коробкой подач. Шпиндельные подшипники отрегулированы заводом. Жесткость удовлетворительна, если вертикальная нагрузка 50 кгс, приложенная под фланец, вызывает смещение не более 0,001 мм.
Серии первых выпусков комплектовались: передняя опора – роликовый радиальный двухрядный подшипник 4 класса с коническим отверстием: 4-3182120. Задняя – шариковый радиально-упорный 5 класса: 5-46216Л. В поздних версиях заменены на роликовый радиально-упорный конический двухрядный 4-697920Л1, роликовый радиально-упорный с пружинами на наружном кольце 5-17716Л.
Внутри корпуса размещены трубки, распределительные лотки централизованной автоматической смазки. Масло И20 поступает к подшипникам шпинделя, передачам, подвижным шлицевым соединениям блоков.
Рис. 5. Развертка шпиндельной бабки
Коробка подач
Самостоятельный узел, расположенный над левой тумбой. Кинематика (см. 3.2). Агрегат вкупе с цепью увеличения шага, сменной гитарой обеспечивает 24 продольные / поперечные подачи.
Предусмотрена обработка прецизионной резьбы, минуя механику коробки, при отсоединенном винте. Запуск двигателя быстрого движения сопровождает автоматическое отключение ходового вала сработавшей муфтой свободного хода. С целью повышения долговечности опор везде применены подшипники качения. Смазка пар трения автоматическая, поливом, подвод масла от отдельного насоса.
Рис. 6. Разрез коробки
Фартук
Корпус содержит четыре пары кулачковых полумуфт, изготовленных за одно целое с шестернями. Сочетание включений обеспечивает прямые, обратные хода каретки, салазок суппорта. Половинка маточной гайки 62 при резьбонарезании подводится до сопряжения с профилем ходового винта.
Половинка маточной гайки 62 при резьбонарезании подводится до сопряжения с профилем ходового винта.
Блокировки предохраняют от одномоментного пуска ходового вала, винта, двух подач. Формируемая сила подачи настраивается гайкой 11 по динамометру. Конструкция узла отключения подачи гарантирует точность остановки по упору 50 мкм.
Рис. 7. Разрезы фартука
Суппорт
Крестовая компоновка позволяет реализовать продольное движение по направляющим станины, поперечный ход салазок по направляющим каретки. Пуск механической поперечной подачи отключает ручной штурвал 33.
Четырехпозиционный резцедержатель 43 установлен на резцовых салазках 9, перемещающихся вручную по направляющим поворотной части 10. Рукоятью 4 резцедержатель поворачивается, стабильно фиксируется с точностью 5 мкм. Сверху на салазках суппорта может устанавливаться задний держатель 6 для ускорения отрезных работ.
Рис. 8. Поперечный разрез суппорта
Задняя бабка
Отжатая бабка двигается вручную. Закрепляется планкой 31, прижимающей плиту 28 к направляющим, при повороте на себя рычага 19, посаженного на эксцентрик 20, соединенный тягой 25 с планкой. Предусмотрен подвод воздуха для аэростатической подушки, уменьшающей потребное усилие смещения до 5 кгс, исключающей образование задиров.
Закрепляется планкой 31, прижимающей плиту 28 к направляющим, при повороте на себя рычага 19, посаженного на эксцентрик 20, соединенный тягой 25 с планкой. Предусмотрен подвод воздуха для аэростатической подушки, уменьшающей потребное усилие смещения до 5 кгс, исключающей образование задиров.
Вращение штурвала 12, надетого на винт 5, трансформируется гайкой 6 в движение пиноли 3. Выдвижение контролируют по шкале отсчета 11 с ценой штриха 0,1 мм, максимальный ход – 150 мм. Пиноль расточена под конус Морзе №5, блокируется рукояткой 48. Корпус 2 можно смещать поперек винтами 41 на ± 15 мм, обтачивая пологие конуса. Исходную соосность со шпинделем обеспечивает совмещение платиков А в одной плоскости.
Рис. 9. Бабка задняя
Токарные станки 16к25 в России
- Главная
- Продажа
- Токарно-винторезные станки
- Токарный станок 16к25
Вы можете очень быстро сравнить цены токарного станка 16к25 и подобрать оптимальные варианты из более чем 76737 предложений
Реклама
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
ЧПУ Fanuc, Dст=500мм, РМЦ=1500мм, 6 поз. рев. гол.
рев. гол.
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK16
Диаметр обработки над станиной 160 мм, РМЦ 260
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK32
Диаметр обработки над станиной 320 мм, РМЦ 650 (580)
Подробное описание и цена >>>
токарный станок 16К25
Состояние: Б/У
Продам токарный станок 16К25 РМЦ 1500
23.01.2014
Кострома (Россия)
токарный станок 16к25 на 1500 или 2000мм, без люфтов, в рабочем состоянии. Можно аналог
Производитель: Россия
куплю токарный станок 16к25 на 1500 или 2000мм, без люфтов, в рабочем состоянии. Можно аналогкуплю токарный станок 16к25 на 1500 или 2000мм, без люфтов, в рабочем состоянии. Можно аналог
Можно аналог
14.11.2015
Брянск (Россия)
токарный станок 16к25 рмц 1000
Состояние: Б/У Год выпуска: 1981
Продается токарный станок 16к25 рмц 1000Станок подключен можно проверить в работе, проверить на точность Состояние отличное.Осмотр г. Уфа. Отправим в регионы при необходимости.Дополнительная…
09.04.2018
Уфа (Россия)
380 000
Токарный станок 16к25
Состояние: Б/У Год выпуска: 1989 Производитель: Россия
Токарный станок 16к25
14.09.2022
Санкт-Петербург (Россия)
Токарный станок 16к25, РМЦ 1500ММ, отличное состояние
Состояние: Б/У Год выпуска: 3000 Производитель: Россия
Токарный станок 16к25, РМЦ 1500ММ, отличное состояние
29. 09.2020
09.2020
Москва (Россия)
290 000
токарный станок 16к25 (750мм)
Состояние: Б/У Год выпуска: 1988
16к20 токарный станок 16к25 (750мм)
14.09.2022
Санкт-Петербург (Россия)
токарный станок 16К25 (16К20,1К62)
Состояние: Б/У Год выпуска: 1983
токарный станок 16К25 (16К20)
07.07.2022
Санкт-Петербург (Россия)
ТОКАРНЫЙ СТАНОК 16К25 рмц 1500 мм
Состояние: Б/У Год выпуска: 1986 Производитель: ТОКАРНЫЙ СТАНОК 16К25 рмц 1500 мм
ТОКАРНЫЙ СТАНОК 16К25 рмц 1500 мм
07.07.2022
Санкт-Петербург (Россия)
Токарный станок 16К25
Состояние: Б/У Год выпуска: 1989 Производитель: Токарный станок 16К25
Токарный станок 16К25
07. 07.2022
07.2022
Санкт-Петербург (Россия)
токарный станок 16к25 (16К20)
Состояние: Б/У Год выпуска: 1988
токарный станок 16к25 (16К20)
07.07.2022
Санкт-Петербург (Россия)
токарный станок 16К25
Состояние: Б/У Год выпуска: 1986 Производитель: токарный станок 16К25
токарный станок 16К25
07.07.2022
Санкт-Петербург (Россия)
токарный станок 16К25 рмц 1400,после капремонта
Состояние: Б/У Год выпуска: 1979
Продам токарный станок 16К25 рмц 1400,после капремонта.В рабочем состоянии. Подключен.Находится в г. Таганроге.По запросу вышлем подробные фото и видео работы станка.Стоимость по запросу.Т.:…
Таганроге.По запросу вышлем подробные фото и видео работы станка.Стоимость по запросу.Т.:…
15.09.2022
Таганрог (Россия)
токарный станок 16К25 РМЦ 1400
Состояние: Б/У Год выпуска: 1990
Продается (продаю, продам, продажа) после капитального ремонта токарный станок 16К25 РМЦ 1400 (аналог 1В62Г, 16К25Г, 16К20, 1К625).Производство: Красный Пролетарий.Технические…
08.09.2022
Таганрог (Россия)
токарный станок 16К25 РМЦ 710
Состояние: Б/У Год выпуска: 1979
Продается (продаю, продам, продажа) токарный станок 16К25 РМЦ 710 (токарно-винторезный, токарно, винторезный, аналог 1В62Г, 16К25, 16К20, 1К625).Производство: Красный Пролетарий.Технические…
08. 09.2022
09.2022
Таганрог (Россия)
токарный станок 16К25 рмц 750 мм
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок 16К25 рмц 750 мм
токарный станок 16К25 рмц 750 ммтокарный станок 16К25 рмц 750 ммтокарный станок 16К25 рмц 750 мм
07.07.2022
Санкт-Петербург (Россия)
токарный станок 16К25 РМЦ 1400
Состояние: Б/У Год выпуска: 2019
Продается (продаю, продам, продажа) после капитального ремонта токарный станок 16К25 РМЦ 1400 (аналог 1В62Г, 16К25Г, 16К20, 1К625).Производство: Красный Пролетарий.Технические…
08.09.2022
Таганрог (Россия)
(,, продажа) после капитального ремонта токарный станок 16К25 РМЦ 1400 (аналог 1В62Г, 16К25Г, 16К20, 1К625)
Состояние: Б/У Год выпуска: 1968
Продается (продаю, продам, продажа) после капитального ремонта токарный станок 16К25 РМЦ 1400 (аналог 1В62Г, 16К25Г, 16К20, 1К625). Производство: Красный Пролетарий.Технические…
Производство: Красный Пролетарий.Технические…
15.09.2022
Таганрог (Россия)
токарный станок 16К25
Состояние: Б/У Год выпуска: 1990
токарный станок 16К25 б/утокарный станок 16К25 б/утокарный станок 16К25 б/утокарный станок 16К25 б/у
07.07.2022
Санкт-Петербург (Россия)
токарный станок 16к25
Состояние: Б/У Год выпуска: 1982 Производитель: токарный станок 16к25 (Россия)
токарный станок 16к25
14.09.2022
Санкт-Петербург (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарному станку 16к25 почти как на Авито и TIU
Видео токарного станка 16к25
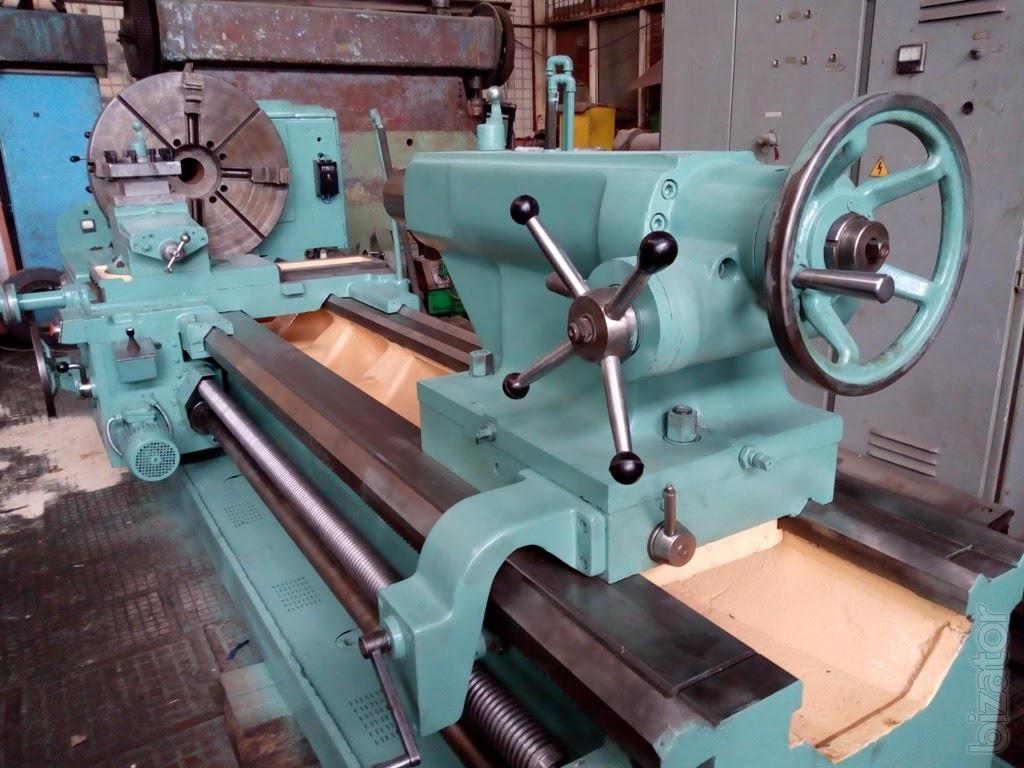
Токарно-винторезный станок 16К25 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т. Токарно-винторезный станок 16К25 является облегченной версией станка 16К20 с увеличиным диаметром обрабатываемой детали. Диаметр обрабатываемой детали увеличился с 400мм. до 500мм. Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. |
 п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К25. Содержание данной документации:
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К25. Содержание данной документации:

 Часть диапазона получают за счет настройки гитары, отключив коробку муфтами 60, 116.
Часть диапазона получают за счет настройки гитары, отключив коробку муфтами 60, 116.
| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 500 |
| Наибольший диаметр точения над поперечным суппортом | мм | 290 |
| Наибольший диаметр обрабатываемого прутка | мм | 53 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2925, 3095, 3315, 3775 |
Шпиндельная бабка
Содержит коробку скоростей, два промежуточных вала, связанных гитарой с коробкой подач. Шпиндельные подшипники отрегулированы заводом. Жесткость удовлетворительна, если вертикальная нагрузка 50 кгс, приложенная под фланец, вызывает смещение не более 0,001 мм.
Шпиндельные подшипники отрегулированы заводом. Жесткость удовлетворительна, если вертикальная нагрузка 50 кгс, приложенная под фланец, вызывает смещение не более 0,001 мм.
Серии первых выпусков комплектовались: передняя опора – роликовый радиальный двухрядный подшипник 4 класса с коническим отверстием: 4-3182120. Задняя – шариковый радиально-упорный 5 класса: 5-46216Л. В поздних версиях заменены на роликовый радиально-упорный конический двухрядный 4-697920Л1, роликовый радиально-упорный с пружинами на наружном кольце 5-17716Л.
Внутри корпуса размещены трубки, распределительные лотки централизованной автоматической смазки. Масло И20 поступает к подшипникам шпинделя, передачам, подвижным шлицевым соединениям блоков.
Рис. 5. Развертка шпиндельной бабки
Устройство
Основные узлы и механизмы 16к25:
- Литая массивная станина.
- Передняя (шпиндельная бабка). Шпиндель устанавливается на прецизионных подшипниках качения, что увеличивает технологическую точность и возможности.

- Задняя бабка. Она необходима для поджатия детали.
- Суппорт, оснащенный салазками, с кареткой. Крепеж инструмента для токарного станка 16к25 производится с помощью винтов. Подача суппорта включается и отключается в результате воздействия оригинального механизма.
- Коробка передач, передающая вращающий момент с помощью сменных шестерней от шпиндельного узла на коробку подач.
- Патрон с кулачками. Часто их нужен комплект для работы с различными категориями деталей.
- Система управления, объединяющая много разных устройств, переключателей, приборов. Например, главный привод управляется путем рукоятки, соединенной с фрикционной муфтой.
- Щитки и кожухи, защищающие все подвижные и электроопасные части техники.
- Система смазки.
- Электрическая часть.
Для точения технические характеристики при обработке деталей вместе с соблюдением режимов являются основными.
Коробка подач
Самостоятельный узел, расположенный над левой тумбой. Кинематика (см. 3.2). Агрегат вкупе с цепью увеличения шага, сменной гитарой обеспечивает 24 продольные / поперечные подачи.
Кинематика (см. 3.2). Агрегат вкупе с цепью увеличения шага, сменной гитарой обеспечивает 24 продольные / поперечные подачи.
Предусмотрена обработка прецизионной резьбы, минуя механику коробки, при отсоединенном винте. Запуск двигателя быстрого движения сопровождает автоматическое отключение ходового вала сработавшей муфтой свободного хода. С целью повышения долговечности опор везде применены подшипники качения. Смазка пар трения автоматическая, поливом, подвод масла от отдельного насоса.
Рис. 6. Разрез коробки
Ремонт токарно-винторезного станка 16К25
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К25. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание «Ремонт токарно-винторезного станка 16К25.
 Альбом 1. Общее описание»
Альбом 1. Общее описание»
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К25. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К25. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К25. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К25. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К25
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К25. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Фартук
Корпус содержит четыре пары кулачковых полумуфт, изготовленных за одно целое с шестернями. Сочетание включений обеспечивает прямые, обратные хода каретки, салазок суппорта. Половинка маточной гайки 62 при резьбонарезании подводится до сопряжения с профилем ходового винта.
Блокировки предохраняют от одномоментного пуска ходового вала, винта, двух подач. Формируемая сила подачи настраивается гайкой 11 по динамометру. Конструкция узла отключения подачи гарантирует точность остановки по упору 50 мкм.
Конструкция узла отключения подачи гарантирует точность остановки по упору 50 мкм.
Рис. 7. Разрезы фартука
Суппорт
Крестовая компоновка позволяет реализовать продольное движение по направляющим станины, поперечный ход салазок по направляющим каретки. Пуск механической поперечной подачи отключает ручной штурвал 33.
Четырехпозиционный резцедержатель 43 установлен на резцовых салазках 9, перемещающихся вручную по направляющим поворотной части 10. Рукоятью 4 резцедержатель поворачивается, стабильно фиксируется с точностью 5 мкм. Сверху на салазках суппорта может устанавливаться задний держатель 6 для ускорения отрезных работ.
Рис. 8. Поперечный разрез суппорта
Задняя бабка
Отжатая бабка двигается вручную. Закрепляется планкой 31, прижимающей плиту 28 к направляющим, при повороте на себя рычага 19, посаженного на эксцентрик 20, соединенный тягой 25 с планкой. Предусмотрен подвод воздуха для аэростатической подушки, уменьшающей потребное усилие смещения до 5 кгс, исключающей образование задиров.
Вращение штурвала 12, надетого на винт 5, трансформируется гайкой 6 в движение пиноли 3. Выдвижение контролируют по шкале отсчета 11 с ценой штриха 0,1 мм, максимальный ход – 150 мм. Пиноль расточена под конус Морзе №5, блокируется рукояткой 48. Корпус 2 можно смещать поперек винтами 41 на ± 15 мм, обтачивая пологие конуса. Исходную соосность со шпинделем обеспечивает совмещение платиков А в одной плоскости.
Рис. 9. Бабка задняя
16к25 станок в Украине. Цены на 16к25 станок на Prom.ua
Работает
Клапан воздушный ИВ76-21
Доставка по Украине
825 грн
Купить
ООО «Импульспром»
Работает
DMT 25 ПРОМЫШЛЕННЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ПО МЕТАЛЛУ (1,6 кВт) Bernardo
Под заказ
Доставка по Украине
76 077 грн
Купить
Станмастер
Работает
BM 25 SB ПРОФЕССИОНАЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК НА КОЛОННЕ (1,6 кВт) реверс, цифровая индикация и лазер Bernardo
Под заказ
Доставка по Украине
52 416 грн
Купить
Станмастер
Работает
Люнеты к станкам, подвижный и неподвижный люнет 1К62,16К20,16К25, К280,1М63 (ДИП 300),1М64,1М65 (ДИП
Доставка по Украине
от 6 000 грн
Купить
ЧП Кузьмин (ЧП Гранд Тех плюс)
Работает
Винт поперечной подачи токарного станка 16К25
Доставка по Украине
2 600 грн
Купить
ЧП Кузьмин (ЧП Гранд Тех плюс)
Работает
Поперечный суппорт к станку 16К20, 16К25
Доставка по Украине
4 600 грн
Купить
ООО «АМЕТПРОМ»
Работает
Гитара в сборе к станку 16к20,16К25
Доставка по Украине
3 800 грн
Купить
ООО «АМЕТПРОМ»
Работает
Вилка переключения фрикциона к станку 16К20, 16К25
Доставка по Украине
1 600 грн
Купить
ООО «АМЕТПРОМ»
Работает
ТАБЛИЧКИ,ШИЛЬДЫ,ШИЛЬДИКИ,БИРКИ НА ТОКАРНЫЕ СТАНКИ 16В20, 16К20, 16К25, МК6056, 1М63
Доставка по Украине
от 890 грн
Купить
ТОВ «Турфан-Трейд»
Работает
ТАБЛИЧКИ, БИРКИ, ШИЛЬДЫ ДЛЯ СТАНКОВ 1к62, 1к625,16к20, 16к25, 16Б05П, 16Б05А, 1В62г, 1И611п, ИЖ250 и др
Доставка по Украине
от 1 460 грн
Купить
ТОВ «Турфан-Трейд»
Работает
ТАБЛИЧКИ НА ТОКАРНЫЕ СТАНКИ 16в20, 16к20, 16к25, мк6056, 1м63 (КОМПЛЕКТ)
Доставка по Украине
от 4 900 грн
Купить
ТОВ «Турфан-Трейд»
Работает
Тарельчато-ленточный шлифовальный станок JET JDBS-5-M 230В 0.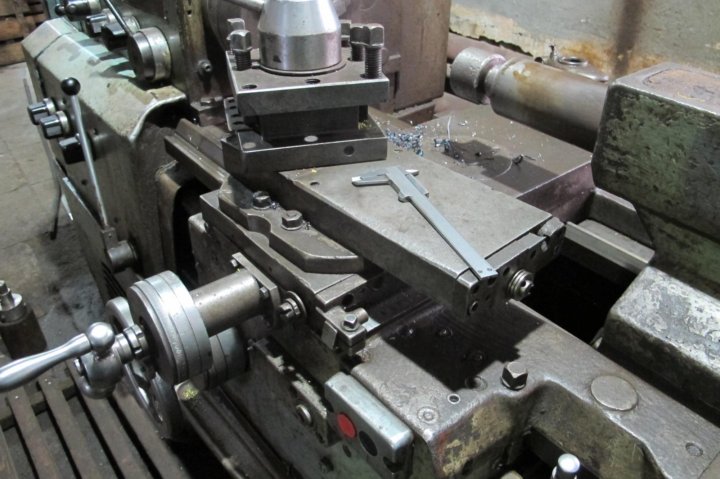 25/0.16кВт
25/0.16кВт
Доставка по Украине
6 100 грн
Купить
Агросервис
Работает
Сверлильно-фрезерный станок FDB Maschinen BF 16/25 (1.1 кВт)
Доставка из г. Днепр
по 76 200 грн
от 2 продавцов
87 630 грн
76 200 грн
Купить
«Море инструментов»
Работает
Сверлильно-фрезерный станок FDB Maschinen BF 16/25 (1.1 кВт)(1472349005)(1472349005)
Доставка по Украине
87 630 грн
76 200 грн
Купить
Интернет-магазин ЭлектроХаус
Работает
BM 25 SB ПРОФЕССИОНАЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК НА КОЛОННЕ (1,6 кВт) реверс, цифровая индикация и лазер Bernardo
Под заказ
Доставка по Украине
60 310 грн
Купить
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
Смотрите также
Работает
Точильний верстат JET JBG-200 : 230В, 0,67(0,37)кВт, диски Ø= 200/16х 25 мм, зернист.- 36G і 60G
Доставка по Украине
9 850 грн
Купить
Интернет-магазин «RADIOMART»
Работает
Полірувальний верстат професійний JET IBG-8VSB : 230В 1,1(0,75)кВт, диски Ø200х25х16мм 0-3600 об/хв.
Доставка по Украине
16 800 грн
Купить
Интернет-магазин «RADIOMART»
Работает
Точильний верстат професійний JET IBG-8VS : 230В 1,1(0,75)кВт, диски Ø200х25х16мм 0-3600 об/хв.
Доставка по Украине
21 000 грн
Купить
Интернет-магазин «RADIOMART»
Работает
Фарби акв. худ. «СОНЕТ» 16кол., 2,5 мл., кювети, п/к ЗХК
На складе
Доставка по Украине
по 276.1 грн
от 2 продавцов
276.10 грн
Купить
Справжні канцтовари
Работает
Сверлильный станок Lex 1500 Вт — Патрон 16мм — 1.5 кВт
На складе
Доставка по Украине
3 300 грн
Купить
Prostor
Работает
Сверлильный станок Lex 1500 Вт | Патрон 16мм 1.5кВт
На складе
Доставка по Украине
3 300 грн
Купить
Online Tochka
Работает
Сверлильно-фрезерный станок FDB Maschinen BF 16/25 (1. 1 кВт)(1472349005)(1793348320756)
1 кВт)(1472349005)(1793348320756)
Доставка по Украине
87 630 грн
76 200 грн
Купить
Интернет магазин «pro100market»
Работает
Сверлильно-фрезерный станок FDB Maschinen BF 16/25 (1.1 кВт)(1472349005)(38630474)
Доставка по Украине
87 630 грн
76 200 грн
Купить
Интернет магазин «Домовичок»
Работает
Станок сверлильный Einhell TC-BD 630 (0.63 кВт, 16 мм)
На складе в г. Днепр
Доставка по Украине
по 13 235.4 грн
от 2 продавцов
13 932 грн
13 235.40 грн
Купить
«Море инструментов»
Работает
Сверлильный станок TITAN PMD16 с электромагнитным основанием (1.5 кВт, 220 В)
На складе в г. Днепр
Доставка по Украине
по 10 197 грн
от 2 продавцов
10 876 грн
10 442 грн
Купить
«Море инструментов»
Работает
Сверлильный станок Optimum OPTIdrill B 17PRO basic (0. 5 кВт, 16 мм, 220В)
5 кВт, 16 мм, 220В)
На складе
Доставка по Украине
13 944 грн
Купить
«Море инструментов»
Работает
Сверлильный станок Eltos HCC-1500 (1.5 кВт, 16 мм)
Доставка из г. Днепр
по 4 079 грн
от 2 продавцов
4 200 грн
4 177 грн
Купить
«Море инструментов»
Работает
Трехфазный стабилизатор напряжения симисторный АМПЕР 12-3/25 16,5кВА
На складе в г. Одесса
Доставка по Украине
46 290 грн
Купить
Электросветотехник — Интернет-магазин
Работает
Элекс Герц У 16-1/25А 5.5кВт v3.0
Доставка из г. Одесса
16 150 грн
Купить
Стабилизаторы Элекс в Одессе
Технические характеристики токарно-винторезного станка 16к25
Содержание
- 1 Инструкция по эксплуатации
- 2 Схема кинематическая
- 2.1 Обороты
- 2.2 Подачи
- 3 Основные технические характеристики
- 3. 1 Типоразмеры
- 3.2 Механика привода
- 3.3 Шпиндель
- 3.4 Суппорт
- 3.5 Верхние салазки, резцедержатель
- 3.6 Показатели обработки
- 3.
- 4 Краткая история серии
- 5 Назначение, функциональные возможности
- 5.1 Технические характеристики
- 6 Токарно винторезный станок Б16Д25
- 6.1 Дополнительная комплектация станка Б16Д25:
- 6.2 Возможны конструктивные исполнения узлов станка Б16Д25:
- 6.3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНОГО СТАНКА Б16Д25, Б16Д25-01, Б16Д25-02
- 7 Техника безопасности
- 8 Конструкция станка
- 8.1 Габариты токарно-винторезного станка 16К20
- 8.2 Шпиндель
- 8.3 Шпиндельная бабка
- 8.4 Фартук
- 8.5 Суппорт
- 8.6 Задняя бабка
- 9 Конструкция
- 10 Схема электрическая принципиальная
- 10.1 Суппорт токарно-винторезного станка 16к20
Инструкция по эксплуатации
Инструкция по эксплуатации станка включает полные данные о доступных регулировках параметров выполняемых операций и включена в документацию к оборудованию. Общие правила использования 16к20 включают свод требований к персоналу и особенности применения установки.
Общие правила использования 16к20 включают свод требований к персоналу и особенности применения установки.
- К работе не допускается персонал без достаточной квалификации, не обладающий специальностью, не сдавший экзамен по технике безопасности проведения работ.
- При работе на станке, во избежание травматизма, должен использоваться комплект спецодежды, включающий брюки, спецовку с длинным рукавом и плотно застегиваемыми манжетами, берет и очки. Свисающие части одежды и пряди волос — запрещены.
- Нельзя близко наклоняться к зоне обработки.
- Перед тестовым пуском станка нужно проверить состояние заземления, питающего кабеля, функциональность УЗО, состояние вилки включения.
- Не допускается эксплуатация станка, если температура в помещении ниже 10 градусов Цельсия.
- Не допускается работа станка в помещениях, где воздух содержит большое количество абразивных частиц или окалины.
- При работе с чугунными деталями и заготовками (при их количестве выше 20% от общего числа назначенных в наряде на смену), чтобы избежать повышенного износа оборудования, рекомендуется смазывать трущиеся части через малые интервалы, особенно — элементы направляющих.

- Чтобы сохранить стабильность показателей точности при обработке больших партий деталей, рекомендуется проводить чистовые и черновые операции на разных экземплярах станка и не менять назначение единиц оборудования.
Если следовать требованиям по размещению и тонкостям использования оборудования — станок 16к20 способен проработать 10 лет между капитальными ремонтами, при условии его использования в 2 смены.
После окончания работ, персоналу необходимо убрать остатки стружки, грязь, следы смазки со всех поверхностей станка, привести рабочее место в надлежащее состояние.
Схема кинематическая
Для точности разделим схему на составляющие.
Обороты
Входной вал II коробки скоростей получает крутящий момент от шкива 3, связанного поликлиновым ремнем со шкивом 2, насаженным на конец ротора электродвигателя М1. Сторона вращения шпинделя V задается включенным фрикционом сдвоенной муфты 6.
При сжатии левых дисков реализуются прямые обороты. Момент передается через колесо 4 (5) двухвенцовому блоку (8,9), далее трехвенцовый блок (13, 14, 15) сопрягается с одной из шестерен 10, 11, 12, шпиндельный двойной блок (21, 22) с колесами 18, 19 соответственно.
Момент передается через колесо 4 (5) двухвенцовому блоку (8,9), далее трехвенцовый блок (13, 14, 15) сопрягается с одной из шестерен 10, 11, 12, шпиндельный двойной блок (21, 22) с колесами 18, 19 соответственно.
Перебор задействуют, смещая шпиндельный блок вправо. Цепь от вала IV к V замыкается посредством блока (23, 24), зацепляемого с колесом 16 или 17, пары 25–27. Разное положение блоков: (8, 9), (13, 14, 15), (21, 22) дает 12 частот на шпинделе, еще 12 – получают с помощью перебора.
При сжатии правых дисков муфты 6 соединяются валы II, III посредством промежуточных паразитных шестерен 28, 29, изменяющих направление оборотов на обратное. Далее кинематика идентична прямым оборотам.
Рис. 4. Кинематика
Подачи
Каждому из четырех возможных движений суппорта соответствует своя кинематическая ветвь: продольной, поперечной подач, винторезная, быстрого хода. Вал VIII получает момент со шпинделя посредством передачи 20–32 или узла увеличения шага (перебора), связанных колес 16, 33. От реверсивного механизма, содержащего неподвижные колеса 30, 31; паразитное – 34, подвижное – 35; через гитару (a, b, c, d) сообщается момент приемному валу X механизма подач.
От реверсивного механизма, содержащего неподвижные колеса 30, 31; паразитное – 34, подвижное – 35; через гитару (a, b, c, d) сообщается момент приемному валу X механизма подач.
Переключая муфты в различном сочетании с зубчатыми блоками, изменяют обороты конечного вала XV коробки подач. Он передает движение ходовому валу XVI или винту 61. Первый вариант получают за счет двух зубчатых пар, смонтированных на подшипниках, обгонной муфты 67, неподвижных соединенных колес 68, 64. Во втором случае XV, 61 связывает муфта 60.
Вращение ходового винта 61 преобразовывается маточной гайкой, смонтированной внутри фартука, в прямолинейное движение каретки. Комбинируя переключения муфт, блоков коробки подач, устанавливают необходимый шаг. Часть диапазона получают за счет настройки гитары, отключив коробку муфтами 60, 116.
Вал XVII механизма фартука получает движение от ходового вала со скользящей шестерней 65,по цепочке 69 – 70 – 71, муфта 72, червяк 73, связанный с колесом 74. Замыканием кулачковых полумуфт 77, 84 задают направление вращения XVIII с колесом 94. Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Вращение ходового вала, полученное от двигателя 113 через ременную пару, преобразуется в ускоренный ход каретки. Благодаря обгонной муфте 67 движение может происходить при отсоединенной коробке. Винтами 97, 109, вручную перемещают поперечные, верхние салазки, вращая – 112, выдвигают пиноль.
Основные технические характеристики
Рассмотрим более подробно каждую характеристику.
Типоразмеры
Токарно винторезный изготовляли 4-х межцентровых длин L: 2000, 1400, 1000, 710 мм. Центра отстоят на 250 мм от плоских направляющих станины.
Габариты представителей ряда L, мм:
- длина – 3795 / 3195 / 2795 / 2505;
- ширина – 1240;
- высота – 1500.
Вес ряда L: 3775, 3315, 3095, 2925 кг.
Механика привода
Интервал оборотов, об/мин:
- прямых – 12,5 – 1600; 24 ступени (2 дублируются), φ = 1,26;
- обратных – 19 – 1900; 11 ступеней.

Интервал подач, мм/об:
- продольных – 0,05 – 2,8;
- поперечных – 0,025 – 1,
Сила подачи, допустимая по прочности, кгс:
- продольная на резцовой державке / упоре – 600 / 800;
- поперечная на резцовой державке / упоре – 360 / 460.
Мощность главного электродвигателя – 11 кВт.
Шпиндель
Присоединительные базы вала по ГОСТ 12593-72 – 6К, прочие сведения содержит рис. 1.
Рис. 1. Шпиндель, размеры присоединений
Суппорт
Предельные хода, мм:
- продольный – 1935 / 1335 / 935 / 645, сообразно L;
- поперечный – 300.
Цена штриха шкалы штурвала, мм:
- каретки – 1 мм;
- поперечных салазок – 0,05 мм на диаметр.
Ускоренный ход, мм/мин:
- каретки – 3800;
- поперечных салазок – 1900.
Наибольшая допускаемая скорость движения, работая по упорам – 250 мм/мин; наименьшая допускаемая продольная скорость – 10 мм/мин.
Верхние салазки, резцедержатель
Ход салазок, мм:
- полный – 150;
- на деление шкалы – 0,05
Поворот градусов:
- полный ± 90;
- на деление шкалы – 1.
Фиксируемых положений резцедержки (закрепленных инструментов) – 4. Сечение державок – 25×25 мм.
Показатели обработки
Предельный диаметр заготовки, мм:
- над станиной – 500 мм;
- над салазками – 290 мм;
- прутка в центральном отверстии – 50 мм.
Максимальная длина обточки (межцентровая): 1930, 1330, 930, 640 мм, соответственно L. Предельный вес изделия, кг:
- в патроне – 300;
- в центрах – 3775, 3315, 3095, 2925, сообразно L.
Оборудование укомплектовано съемными шестернями, которые устанавливают для обработки перечня резьб, приведенных на табличке панели бабки. Возможно нарезание профилей шагом:
- метрических – 0,5 – 112 мм;
- дюймовых – 56 – 0,5 ниток на дюйм;
- модульных – 0,5 – 112 модуля;
- питчевых – 56 – 0,5 питча.

Точность оценивают, измеряя проточенные образцы. Контролируют постоянство диаметрального сечения, плоскостность торца, равномерность шага нарезанной резьбы. Для класса Н отклонения формы образцов не более: овальность – 6 мкм; конусность – 6 мкм / 100 мм; плоскостность – 12 мкм / 300 мм (только вогнутость).
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Назначение, функциональные возможности
16К20 производился Московским станкостроительным заводом «Красный Пролетарий» в период с 1971 по 1986 год. Это одна из наиболее удачных моделей советского станкостроительства, которая стала основой множества модификаций, таких как 16К25, 16К20М, 16К20М и более современных версий с ЧПУ управлением — станок 16К20ФЗ, 16А20Ф3, 16К20Т1.
Данный агрегат способен выполнять следующие технические операции:
- обточка;
- расточка;
- подрезка торцов;
- сверление;
- развертывание;
- зенкерование;
- нарезание резьб (метрической, модульной, питчевой, дюймовой).
Среди эксплуатационных преимуществ данного агрегата в сравнении с тогдашними аналогами выделим надежность, точность обработки, простоту обслуживания, выносливость и высокую производительность.
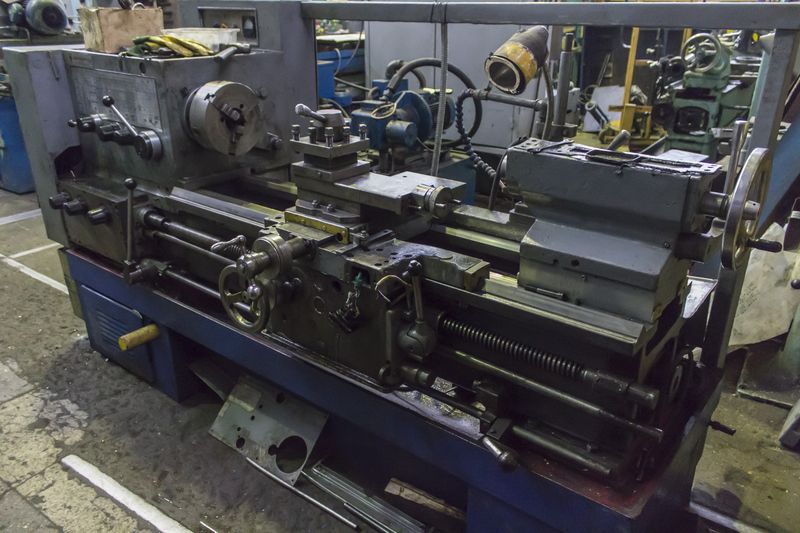
Общий вид станка 16К20
Универсальный станок 16К20 обладает следующими характерными особенностями:
- жесткую конструкцию станины, которая имеет коробчатую форму и стоит на основании в виде монолитной плиты, станина укомплектована направляющими из каленой стали;
- возможность фиксации обрабатываемых заготовок в патроне либо в центрах;
- усиленная конструкция резцедержателя, обеспечивающая максимально надежную фиксацию рабочего инструмента;
- установленный на прецизионных подшипниках качения шпиндель;
- оснастка множеством ограничительных и блокирующих механизмов, за счет которых достигается безопасность работы;
- наличие масштабных линеек с визирами, дающих возможность оператору выставить резцовые салазки предельно точно;
- комплектация устройством отключения подачи суппорта.

Советскими предприятиями производились аналоги данной модели, наиболее распространенными из которых являются: ЖА-805, МК6058, КА-280 и 16ВТ20. к меню
Технические характеристики
Рассмотрим основные параметры токарного станка 16К20:
- группа точности (в соответствии с ГОСТ №8-82) — Н;
- максимальные диаметры обработки: над станиной — 400 мм, над суппортом — 220 мм;
- высота центров над направляющими — 215 мм;
- длина обрабатываемых деталей при установке в центрах: от 710 до 2000 мм;
- расстояние от центров до резцедержателя — до 225 мм;
- вес обрабатываемых заготовок: в центре — до 130 кг, в патроне — до 200 кг.
Параметры шпиндельного узла 16К20:
- диаметр отверстия — 52 мм;
- диаметр прутка — 50 мм;
- частота вращения шпинделя — от 12 до 1600 об, на реверсном ходу — от 19 до 1900 об/мин;
- количество скоростей шпинделя: на прямом ходу — 22, на реверсном — 11;
- тип конуса шпинделя — Морзе 6К;
- тип конца шпинделя — 6К;
- фланец шпинделя — Ø170;
- максимальный крутящий момент — 1000 Нм.

Конструкция станка 16К20
Параметры подачи:
- длина перемещений: продольного — от 646 до 1935 мм, поперечного — 300 мм;
- скорость перемещений: продольного — 3800, поперечного — 1900 мм/мин;
- диапазон подач: продольных — от 0.05 до 2.9, поперечных — 0.025 до 1.4 мм/об;
- количество подач в обеих направлениях — 42;
- максимальные усилия подачи: продольной — 5584, поперечно — 3530 Н.
Параметры резцовых салазок:
- длина перемещения салазок — 150 мм;
- шаг перемещение на одно деление — 0.05 мм;
- угол поворота — до 90 градусов;
- сечение фиксатора резца — 25*25 мм;
- количество резцов в одной салазке — 4 шт.
Параметры задней бабки:
- тип конуса бабки — Морзе 5;
- максимальное перемещение пиноли — 150 мм;
- шаг перемещения бабки на 1 деление лимба — 0.1;
- величина смещения бабки в поперечном направлении — 15 мм.
На станок установлены 3 электродвигателя: основной — мощностью 11 кВт, мотор насоса подачи СОЖ — 0. 125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг. к меню
125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг. к меню
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Это интересно: Технология лазерной резки металла — освещаем суть
Токарно винторезный станок Б16Д25
Токарно винторезный станок Б16Д25 нормальной и повышенной точности предназначен для выполнения разнообразных токарно-винторезных работ по черным материалам, включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станков, высокий предел чисел оборотов в минуту (2000 об./мин.) дают возможность использовать их как скоростные станки с применением резцов из быстрорежущей стали и твердых сплавов.
Станки имеют устройство для ускоренного перемещения каретки и поперечных салазок суппорта, благодаря чему время на обработку детали сокращается в 1,5 раза.
Дополнительная комплектация станка Б16Д25:
- люнет подвижный (20-110 мм),
- люнет неподвижный (30-160 мм),
- конусная линейка,
- комплект запасных сменных зубчатых колес,
- патрон четырехкулачковый, трехкулачковый, УЦИ,
- оснастка для обработки сфер, центр вращающийся.

Возможны конструктивные исполнения узлов станка Б16Д25:
- вариант исполнения суппорта с приводом на верхние салазки,
- коробка подач исполнения, позволяющего производить нарезку резьб 11 и 19 ниток на дюйм без смены шестерен гитары,
- фартук с приводом ускоренного перемещения каретки и суппорта.
Станок снят с производства.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНОГО СТАНКА Б16Д25, Б16Д25-01, Б16Д25-02
| Класс точности станка по ГОСТ 8-82 | Н П | Н П | Н П |
| Наибольший диаметр обрабатываемого изделия: | |||
| — над станиной, мм | 500 | 500 | 500 |
| — над суппортом, мм | 290 | 290 | 290 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1500 | 2000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 63 | 63 | 63 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество скоростей шпинделя | 27 | 27 | 27 |
| Количество скоростей, переключаемых без остановки шпинделя | 9 | 9 | 9 |
Скорость быстрых перемещений суппорта, мм/мин. : : | |||
| — продольных | 4000 | 4000 | 4000 |
| — поперечных | 2000 | 2000 | 2000 |
| Шаги нарезаемых резьб: | |||
| — метрических, мм | 0,2 — 224 | 0,2 — 224 | 0,2 — 224 |
| — модульных, модуль | 0,5 — 112 | 0,5 — 112 | 0,5 — 112 |
| — дюймовых, число ниток на 1// | 112 — 0,125 | 112 — 0,125 | 112 — 0,125 |
| Габаритные размеры станка: | |||
| — длина, мм | 2880 | 3300 | 3880 |
| — ширина, мм | 1320 | 1320 | 1320 |
| — высота, мм | 1605 | 1605 | 1605 |
| Род тока питания сети | Переменный трехфазный | ||
| Напряжение, В | 380 | 380 | 380 |
| Частота тока, Гц | 50 | 50 | 50 |
| Количество электродвигателей (с электронасосом) | 3 | 3 | 3 |
| Электродвигатель главного движения | |||
| — мощность, кВт | 11 | 11 | 11 |
| — номинальная частота вращения, мин-1 | 1500 | 1500 | 1500 |
| Электродвигатель быстрых перемещений | |||
| — мощность, кВт | 0,75 | 0,75 | 0,75 |
| — номинальная частота вращения, мин-1 | 1500 | 1500 | 1500 |
| Электродвигатель насоса охлаждения | |||
| — мощность, кВт | 0,125 | 0,125 | 0,125 |
| — частота вращения, мин-1 | 2800 | 2800 | 2800 |
— подача насоса, л/мин. | 22 | 22 | 22 |
| Суммарная мощность всех электродвигателей, кВт | 11,875 | 11,875 | 11,875 |
Автоматическая коробка передач АКП Б16Д25 080.Автоматическая коробка передач применяется в главном приводе металлорежущих станков и предназначена для главного переключения частот вращения шпинделя в процессе резания в широком диапазоне с постоянной мощностью.Привод АКП осуществляется от нерегулируемого или регулируемого электродвигателя.
| Номинальный нагрузочный момент на входном валу, Нм, не менее | 100 |
| Предел частоты вращения выходного вала, мин-1 | 125 — 2000 |
| Номинальная частота вращения, мин-1 | 1000 |
| Количество прямых передач | 9 |
| Коэффициент ряда частот вращения выходного вала | 1,41 |
| Время разгона выходного вала на высшую ступень частоты вращения, сек., не более | 2,5 |
Время торможения с высшей частоты вращения до остановки, сек. , не более , не более | 2,0 |
| Напряжение цепей управления электромагнитными муфтами, В (ток постоянный) | 243,0 |
| Отклонение фактической частоты вращения от номинальной, % | 4,0 |
Отзывов пока нет, но ваш может быть первым. Оставить отзыв
Компания-изготовитель оставляет за собой право на изменение комплектации и места производства товара без уведомления!
Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой!
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.
- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры, не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.

- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».
- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.
- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.

- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.
- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее станков 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.
Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно!
Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.

- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-.
- F2 – Автомат АЕ-.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
Суппорт токарно-винторезного станка 16к20
Суппорт — служит для установки режущего инструмента и сообщения ему движения подачи. Суппорт состоит (рис.4) из каретки продольного перемещения 4, поперечных салазок 5, по воротной части 6, резцовой каретки 7 с резцедержателем 8. Резцовая каретка может устанавливаться под углом к оси центров станка для обработки конических поверхностей.
С этим читают
- Характеристики вертикально-сверлильного станка 2н118
- Технические характеристики токарно-винторезного станка 1к625
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Токарный станок 16к20
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Обзор токарного станка тв-320: технические характеристики и особенности
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Круглошлифовальный станок 3м151
Станки 16к25 в Новокузнецке: 500-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Новокузнецк
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Текстиль и кожа
Текстиль и кожа
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Все категории
ВходИзбранное
Станки 16к25
1 568 000
Станок токарно-винторезный облегченный 16К25 (РМЦ 1000) Тип станка: токарно-винторезный
ПОДРОБНЕЕЕще цены и похожие товары
 mds.yandex.net/get-mpic/5318100/img_id757495609608364304.jpeg/300×300″>
mds.yandex.net/get-mpic/5318100/img_id757495609608364304.jpeg/300×300″>
1 694 616
Токарный станок по металлу DMTG СDS6250B/1500 (аналог токарного станка 16К25) Тип станка: токарный,
ПОДРОБНЕЕЕще цены и похожие товары
1 764 000
Станок токарно-винторезный облегченный 16К25 (РМЦ 2000) Тип станка: токарно-винторезный
ПОДРОБНЕЕЕще цены и похожие товары
1 738 950
Токарный станок по металлу DMTG СDS6250B/2000 (аналог токарного станка 16К25) Тип станка: токарный,
ПОДРОБНЕЕЕще цены и похожие товары
1 666 000
Станок токарно-винторезный облегченный 16К25 (РМЦ 1400) Тип станка: токарно-винторезный
ПОДРОБНЕЕЕще цены и похожие товары
Gillette mach 3 бритва со сменной кассетой
В МАГАЗИНЕще цены и похожие товары
Gillette blue 2 бритвы безопасные одноразовые n5
В МАГАЗИНЕще цены и похожие товары
Gillette venus 2 simply одноразовая бритва n4
В МАГАЗИНЕще цены и похожие товары
Станок для обработки наклейки «Porper Cue Rite Tip Shaper»
В МАГАЗИНЕще цены и похожие товары
Gillette venus кассета n4
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/images2/2d/57/2d5759764e2b7b66454a5a154566b5bc.jpg»>
regmarkets.ru/listpreview/images2/2d/57/2d5759764e2b7b66454a5a154566b5bc.jpg»>
Станок заточной Энкор Корвет 489 94890 Мощность: 350, Количество оборотов: 2850, Наружный диаметр
В МАГАЗИНЕще цены и похожие товары
Станок заточной Энкор Корвет 486 (ЭНКОР 94860) Мощность: 150, Количество оборотов: 2850, Наружный
В МАГАЗИНЕще цены и похожие товары
 jpg»>
jpg»>
Заточной станок Энкор Корвет 488 (94880) Мощность: 300, Количество оборотов: 2850, Наружный диаметр
В МАГАЗИНЕще цены и похожие товары
39 300
Станок для заточки зубьев пильных Энкор Корвет 472 (ЭНКОР 94720) Мощность: 550, Количество
В МАГАЗИНЕще цены и похожие товары
47 500
Сверлильный станок Энкор Корвет 242 92420 Мощность: 750, Тип электродвигателя: асинхронный
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/idata2/a4/c9/a4c9bd0434b7e3abce0090649ff326b3.jpg»>
regmarkets.ru/listpreview/idata2/a4/c9/a4c9bd0434b7e3abce0090649ff326b3.jpg»>
109 500
Станок рейсмусовый Энкор Корвет 220М 92201 Количество оборотов: 5000, Максимальная глубина
В МАГАЗИНЕще цены и похожие товары
16 300
Станок токарный по дереву Корвет-70 (ЭНКОР 90700) Тип: настольный, Мощность: 250, Гарантийный срок:
В МАГАЗИНЕще цены и похожие товары
 regmarkets.ru/listpreview/images2/c4/c0/c4c090568cf0769e7875eec974bc8ff7.jpg»>
regmarkets.ru/listpreview/images2/c4/c0/c4c090568cf0769e7875eec974bc8ff7.jpg»>
15 100
Станок заточной Энкор Корвет Эксперт 485 (94850) Мощность: 750, Количество оборотов: 2850, Наружный
В МАГАЗИНЕще цены и похожие товары
Станок заточной Энкор Корвет 487 94870 Мощность: 250, Количество оборотов: 2850, Наружный диаметр
В МАГАЗИНЕще цены и похожие товары
 jpg»>
jpg»>
Станок заточной Энкор Корвет Эксперт 482 (ЭНКОР 94820) Мощность: 250, Количество оборотов: 2850,
В МАГАЗИНЕще цены и похожие товары
57 000
Универсальный станок деревообрабатывающий Энкор Корвет-320 (93200) Мощность: 1500, Тип двигателя:
В МАГАЗИНЕще цены и похожие товары
 jpg»>
jpg»>
11 300
Станок заточной Энкор Корвет Эксперт 496 (94960) Мощность: 370, Количество оборотов: 2850, Наружный
В МАГАЗИНЕще цены и похожие товары
33 200
Станок строгальный Энкор Корвет 101 (91010) Мощность: 1100, Количество оборотов: 10000, Диаметр
В МАГАЗИНЕще цены и похожие товары
29 450
Станок для замены втулки кия Tweeten Tenoning Machine
В МАГАЗИНЕще цены и похожие товары
161 712
Станок для гибки арматуры с концевиком TSS GW 52A
ПОДРОБНЕЕЕще цены и похожие товары
 regmarkets.ru/listpreview/images2/36/d4/36d435654309f05162b9f0ac79f8d009.jpg»>
regmarkets.ru/listpreview/images2/36/d4/36d435654309f05162b9f0ac79f8d009.jpg»>
4 990
6660
Бритва Bolin Webb R1, белая, Gillette Mach4 BW R1 ALP Цвет: Белый, Производство: Великобритания
ПОДРОБНЕЕЕще цены и похожие товары
Заточной станок (точило) Elmos BG750 Вес: 12.00
ПОДРОБНЕЕЕще цены и похожие товары
Заточной станок Складишок + 5 камней из карбида кремния (F120,220,400,600,1000) от Grinderman
ПОДРОБНЕЕЕще цены и похожие товары
Станок СКЛАДИШОК-М + 5 камней GRINDERMAN из карбида кремния (F120,220,400,600,1000)
ПОДРОБНЕЕЕще цены и похожие товары
Фрезерный
станок WATTSAN M1 1313
ПОДРОБНЕЕЕще цены и похожие товары
Фрезерный
станок WATTSAN A1 1325
ПОДРОБНЕЕЕще цены и похожие товары
Фрезерный
станок WATTSAN M1 1325
ПОДРОБНЕЕЕще цены и похожие товары
Фрезерный
станок WATTSAN A1 1313
ПОДРОБНЕЕЕще цены и похожие товары
Фрезерный
станок WATTSAN A1 6090
ПОДРОБНЕЕЕще цены и похожие товары
Фрезерный
станок WATTSAN 0609 mini
ПОДРОБНЕЕЕще цены и похожие товары
22 476
Фрезерный
станок WATTSAN M2S 1325
ПОДРОБНЕЕЕще цены и похожие товары
Фрезерный
станок WATTSAN 0404 mini
ПОДРОБНЕЕЕще цены и похожие товары
Станок для обработки шафта, кия, наклеек Tweeten Rapid Cue Top Sander
ПОДРОБНЕЕЕще цены и похожие товары
194 768
Балансировочный станок для грузовых автомобилей NORDBERG 45TRK (380в)
ПОДРОБНЕЕЕще цены и похожие товары
Ножи для станка А40 Тип: запчасти, Применение: для отрезных станков, Состояние: новый
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
TC1625F3 Токарный станок с ЧПУ (плоский)
ТОКАРНЫЙ СТАНОК С ЧПУ TC1625F3
Легендарный российский токарный станок 16K20 десятилетиями завоевывает любовь международных клиентов, таких как 16K2 и его производные. Но после упадка завода «Красный пролетарий» в конце советской эпохи эти прекрасные ручные станки были доступны только в подержанном или восстановленном виде. Однако всего несколько лет назад команда самоотверженных инженеров взялась возродить былую славу российского машиностроения. И им удалось разработать ряд новых станков с ЧПУ, характеристики которых превосходят оригинальные станки 16K20 и 16K25 как по механической конструкции, удобству использования, эффективности и эргономике. На этой странице StankoForward представляет одну модель: TC1625F3 .
Но после упадка завода «Красный пролетарий» в конце советской эпохи эти прекрасные ручные станки были доступны только в подержанном или восстановленном виде. Однако всего несколько лет назад команда самоотверженных инженеров взялась возродить былую славу российского машиностроения. И им удалось разработать ряд новых станков с ЧПУ, характеристики которых превосходят оригинальные станки 16K20 и 16K25 как по механической конструкции, удобству использования, эффективности и эргономике. На этой странице StankoForward представляет одну модель: TC1625F3 .
TC1625F3 с высотой центра 280 мм отличается более широкой станиной (680 мм) и твердостью направляющих не менее 70 HRc. Эти особенности позволили установить на станке более высокую мощность – 10 кВт на шпиндель – и добиться штатной глубины резания легированных сталей до 8 мм. Панель оператора подвешена на подвеске, что обеспечивает больший комфорт токарю. Перемещение задней бабки облегчено и может быть выполнено одним пальцем. Все узлы токарного станка спроектированы с мыслью о легком доступе для обслуживания токарного станка в кратчайшие сроки. TC1625F3 , вероятно, самый эргономичный и мощный, компактный и производительный токарный станок с ЧПУ среднего размера на сегодняшний день. Станок в основном производится на склад, поэтому сроки поставки очень короткие – 2-3 месяца. Кроме того, на него распространяется 2-летняя гарантия в упаковке.
Все узлы токарного станка спроектированы с мыслью о легком доступе для обслуживания токарного станка в кратчайшие сроки. TC1625F3 , вероятно, самый эргономичный и мощный, компактный и производительный токарный станок с ЧПУ среднего размера на сегодняшний день. Станок в основном производится на склад, поэтому сроки поставки очень короткие – 2-3 месяца. Кроме того, на него распространяется 2-летняя гарантия в упаковке.
Другие доступные модели горизонтальных токарных станков: TC1620F3 (поворот 450 мм, DBC 750 мм), TC1640F3 (поворот 800 мм, диапазон DBC 1,5 м, 2 м, 3 м, 4 м, 5 м).
| Технические характеристики | Единицы | Параметры |
| Качели над кроватью | мм | 580 |
| Качели над поперечными салазками | мм | 280 |
| Расстояние между центрами | мм | 1. 000/1.500 000/1.500 |
| Максимальный вес заготовки | кг | 500 |
| Ширина основания | мм | 680 |
| Ширина кровати | мм | 440 |
| Твердость направляющих | HRc | 70 |
| Эффективная глубина закалки | мм | 1,5 |
| X ход | мм | 290 |
| Z-ход | мм | 1.000/1.500 |
| Быстрые скорости перемещения X/Z | м/мин | 8/12 |
| Рабочие каналы | мм/мин | 0,01 – 6,000 |
| X диаметр/шаг ШВП | мм | 24/5 |
| Z диаметр/шаг ШВП | мм | 40/6 |
| X мощность сервопривода | кВт | 1,9 |
| Мощность сервопривода Z | кВт | 1,9 |
| Х-образный тип | — | V-образные направляющие |
| Z-образные направляющие | — | коробчатый |
| Точность позиционирования | мкм | 5 |
| Повторяемость | мкм | 3 |
| Носик шпинделя | — | Д8 ГОСТ 26651-85 |
| Диаметр патрона | мм | 250 |
| Отверстие шпинделя | мм | 77 |
| Конус шпинделя | — | М 90 (1:20) |
| Диаметр переднего подшипника шпинделя | мм | 120 |
| Скорости шпинделя | об/мин | 10 – 214 64 – 672 160 – 1. |
| Питание главного привода: произвольное/постоянное | кВт | 25/10 |
| Максимальный крутящий момент шпинделя | Н·м | 2,288 |
| Револьверная головка типа | — | ТС80×8 горизонтальный, моторный |
| Инструментальные станции № | — | 8/12 |
| Хвостовик инструмента | мм | ВДИ40 (ВДИ30) |
| Время смены инструмента | с | 0,8 – 1,6 |
| Диаметр пиноли задней бабки | мм | 75 |
| Ход пиноли | мм | 150 |
| Конус пиноли | — | Морзе 5 |
| Потребляемая мощность | кВА | 35,5 |
| ЧПУ | — | Синумерик 828D |
| Объем бака охлаждающей жидкости | л | 45 |
| Объем гидравлического блока | л | 80 |
| Размеры машины Д×Ш×В | мм | 2,775/3,475×1,585×1,670 |
| Вес машины | кг | 3. 200/3.500 200/3.500 |
 650
650
| Стандартное оборудование | Дополнительное оборудование |
| Синумерик 828Д | Отверстие шпинделя 81 мм |
| Автосмазка для направляющих и ШВП | Квадратная вертикальная револьверная головка |
| Система охлаждения | Вертикальная револьверная головка TC80×12 VDI30 |
| Рабочий фонарь | Приводные инструменты |
| Баруффальди VDI40 TC80 | Следящий упор 35-165 мм |
| 3-кулачковый патрон ⌀ 250 мм | Люнет 35-165 мм |
| Токарные ключи | 3-кулачковый гидравлический патрон |
| Ключ для патрона | Гидравлическая установка |
| Переходные втулки 90 мм Морзе 5 (2 шт.) | Гидравлическая пиноль |
Мертвые точки Морзе 5 (2 шт. ) ) | Моторизованная пиноль |
| Клиновые подкладки (6 шт.) | Устройство подачи прутка ⌀ 25-55 мм, L200-1500 мм |
| Анкерные болты (6 комплектов) | Ленточный конвейер для стружки для DBC 1000 мм |
| Цветная световая мачта | Насос охлаждающей жидкости 50 л/мин |
| Руководство пользователя, руководство по обслуживанию (на английском языке) | Насос охлаждающей жидкости 200 л/мин |
| ShopTurn и другие опции Siemens |
▷ 3d модели токарного станка 【STLFinder 】
Токарный станок передвижного люнета
грабкад
Модель передвижного люнета Lathe, сделанная в SolidWorks.
Токарный люнет
грабкад
Люлька
Подвижная опора для токарного станка
грабкад
Подвижная опора для токарного станка
Стационарная опора для токарного станка
грабкад
передвижной люнет
роликовый люнет
грабкад
Роликовый люнет для токарного станка
Люнет для токарного станка Gingery
грабкад
Из Книги 6 Дэвида Джинджери. …Сделано специально для конструкции его токарного станка.
…Сделано специально для конструкции его токарного станка.
Токарный станок ФИКСИРОВАННЫЙ СТАЦИОНАРНЫЙ
вещьвселенная
из АБС, все остальные детали по чертежу — из металла
Lathe Steady Project
грабкад
Дизайн-концепт для токарного станка. Если скачаешь, поставь лайк.
Устойчивая сборка токарного станка
грабкад
Используется на токарном станке для поддержки более длинных прутков при обработке.
6IN1 Люнет для токарного станка
вещьвселенная
A Люнет для «игрушки» 6 в 1 токарный станок, фрезерный станок и т. д.
д.
Распечатайте 1 стойку и основание и 3 пальца.
Сделанный из ABS со стенкой 2 мм и заполнением 25%, он действительно работает хорошо.
Я использовал 2 винта с потайной головкой M4, чтобы закрепить стойку на основании, 2 винта M3…
Люнет для токарного станка
вещьвселенная
Просто моя конструкция люнета для токарного мини станка (unimat 1, первый инструмент)
3 шарикоподшипника диаметром внутр. 3 мм, внешн. 10 мм
3 винт 3 мм для ролика l=15 мм
3 шайбы диам. 6 мм внутр. 3 мм
3 винт 4 мм l=20 мм
6 шайба диам. 4 мм, вн. 10 мм
2 винта 4 мм для…
Простой люнет для токарных станков
грабкад
Это люнет относительно большой емкости (внутренний диаметр 8 дюймов), установленный на токарном станке Harrison. Его легко отрегулировать, так как три опоры перемещаются до касания, а зажим осуществляется путем легкого закрывания фиксирующей рукоятки. Изготовлен из стали. …Три подшипника…
Его легко отрегулировать, так как три опоры перемещаются до касания, а зажим осуществляется путем легкого закрывания фиксирующей рукоятки. Изготовлен из стали. …Три подшипника…
Люнет для токарного станка
мояминифабрика
Люнет (люнет) для токарного станка Bernardo Hobby 250 / Proficenter 250.
…
Для установки требуется 5 шт. гаек М5, 3 шт. винтов М5 длиной 50 мм, 2 шт. винтов М5 длиной 30 мм.
Роликовая опора для токарного станка
грабкад
Роликовый люнет для токарного станка
Люнет для токарного станка Sherline
вещьвселенная
Это ремикс от death5u для люнета Sief c1.
https://www.thingiverse.com/thing:4266661
который был ремиксом дизайна Вацлава Крмелы.
…
https://www.myminifactory.com/object/3d-print-steady-rest-for-lathe-23206
Люнет для токарного станка AI Hembrug
грабкад
Люнет для ранних токарных станков AI Hembrug, таких как DR1.
AI Hembrug «Artillerie Inrichtingen» (артиллерийские работы правительства Нидерландов, предназначенные для того, чтобы сделать государство независимым от внешних поставщиков), позже названная AI Hembrug Company, произвела кое-что действительно…
передвижной люнет для ручного токарного станка
грабкад
Предназначен для ручного токарного станка 16К25. Диапазон 1/2″ — 6″ Для обработки длинных валов, установленных на станине. 1. Обработайте конец вала желаемого диаметра рядом с центром задней бабки (длины 1,25 дюйма должно быть достаточно для роликов всех типов) 2. Фреза перемещается…
1. Обработайте конец вала желаемого диаметра рядом с центром задней бабки (длины 1,25 дюйма должно быть достаточно для роликов всех типов) 2. Фреза перемещается…
Жиклер 1014 Люнет для токарного станка по дереву
мояминифабрика
Легкий люнет для мини-токарного станка по дереву Jet 1014. Текущий прототип печатался из PLA и наработал на нем около четырех часов. Эта деталь напечатана на ТАЗ 5.
Вот два поворотных видео, где я использовал его, создавая магию…
Путешествие
скетчфаб
Солдат в путешествии, вариант 5
В путешествии
скетчфаб
Солдат в путешествии, вариант 8
В путешествии
скетчфаб
Солдат в пути, вариант 9
Люнет немного отличается для моего маленького станка
вещьвселенная
К сожалению, аксессуары для моего маленького токарного станка больше не доступны, так как последний раз он продавался не менее 20 лет назад. Это французский автомобиль Minilor TR1 докитайского производства, который продавался, как и современные китайские модели, в разных цветах и под разными названиями (Minilor,…
Это французский автомобиль Minilor TR1 докитайского производства, который продавался, как и современные китайские модели, в разных цветах и под разными названиями (Minilor,…
Странствующая лягушка
вещьвселенная
Материнский файл и учебник:
http://www.portionstudio.com/model-bar/traveling-frog
Файл включен:
-СТП
-СТЛ
-ИГС
-OBJ
зарядное устройство для путешествий
грабкад
Зарядное устройство для путешествий Дизайн Эр Маниш Палайя
Кролик для путешествий
вещьвселенная
Мультик, веселье…
…
Кролик с чемоданами Ремикс от White Rabbit
Неподвижный кулачок
вещьвселенная
Это распечатанный на 3D-принтере стабилизирующий кулачок для вашей камеры!
инструкции
Вы можете найти полные инструкции здесь http://www. instructables.com/id/3D-Printed-Steady-Cam/
instructables.com/id/3D-Printed-Steady-Cam/
Если вам это нравится, пожалуйста, не стесняйтесь…
STEADY REST
грабкад
МЕСИН ТОЧЕНИЕ
люнет
грабкад
люнет для токарного станка D280X700
Люнет
вещьвселенная
Я разработал этот стедикам для коллеги и хотел поделиться им с вами, чтобы вы могли распечатать его самостоятельно.
Вам нужно распечатать каждую часть один раз, за исключением «Outside_Piece», которую вы можете распечатать одной частью или двумя частями…
устойчивая рука
грабкад
плоттер XY, аналогичный axidraw
Общие | Токарный станок Станко 1К62 | Практик-механик
Шварцвальд
Пластик
#1
Не уверен, что это подходящее место для публикации, но вот. Купил токарный станок Станко 1К62. Я был бы очень заинтересован здесь от любого, кто использовал или имеет один из этих токарных станков российского производства.
Тайрон Шнурки
Алмаз
#2
Я не уверен, что много знаю об их токарных станках (фото бы не помешало), но русские станки строятся как танки. Сверхсложные, но довольно низкотехнологичные и, следовательно, надежные, они были хорошо спроектированы с целью сделать обслуживание неквалифицированными людьми относительно простым. Из минусов — очень старомодная электрика. С уважением Тайрон
Из минусов — очень старомодная электрика. С уважением Тайрон
Шварцвальд
Пластик
#3
picture
Этот токарный станок простоял несколько лет.
Тайрон Шнурки
Алмаз
#4
Я никогда не работал над таким, на фото выглядит нормально, я бы сказал, что производство конца 60-х начала 70-х. С уважением Тайрон.
С уважением Тайрон.
Лими Сами
Алмаз
#5
Тайрон Шнурки сказал:
Я не уверен, что знаю много об их токарных станках (фото было бы кстати), но русские станки строятся как танки. Сверхсложные, но довольно низкотехнологичные и, следовательно, надежные, они были хорошо спроектированы с целью сделать обслуживание неквалифицированными людьми относительно простым. Из минусов — очень старомодная электрика. С уважением Тайрон
Нажмите, чтобы развернуть…
X2, . ….. В последний раз я использовал относительно новую мельницу в середине 70-х, построенную как кирпичный сортир, и иногда тяжеловатую для оператора, …… Я помню одну мельницу, которую сравнивал всю мастерскую к тюремному заключению с каторжными работами
….. В последний раз я использовал относительно новую мельницу в середине 70-х, построенную как кирпичный сортир, и иногда тяжеловатую для оператора, …… Я помню одну мельницу, которую сравнивал всю мастерскую к тюремному заключению с каторжными работами
IIRC Поскольку те, что я использовал, были довольно новыми, электрика не была проблемой, но, вообще говоря, русские вещи той эпохи были, скажем так, немного грубоваты по краям электрики
На С другой стороны, это были хорошие, точные, надежные токарные станки, которые действительно могли снимать металл.
Овайс
Пластик
#6
у меня есть токарный станок 1k625 из СССР, модифицированный из Швеции, его станок gr8 для работы на нем, это модель 1972 года, у меня проблема с его насосом охлаждающей жидкости, он не работает.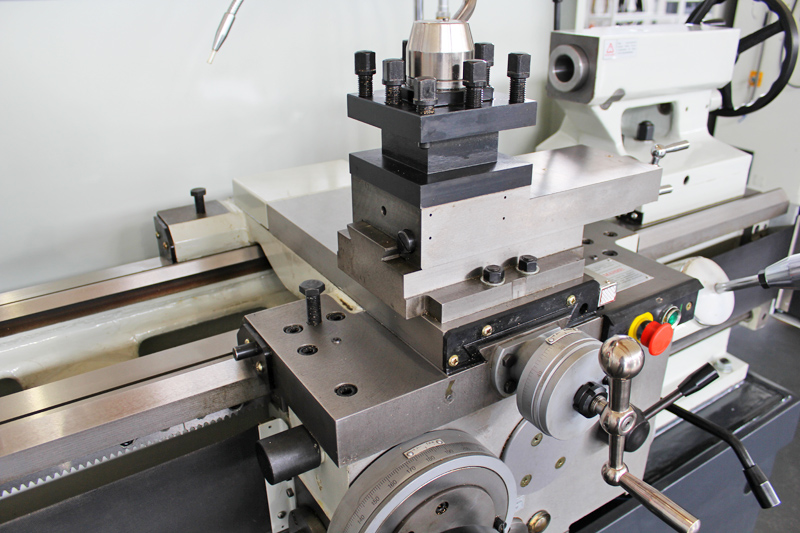 ..
..
3т-
Алюминий
#7
Я слежу за этим постером на Youtube. Похоже, у него может быть токарный станок, как у вас. Он может быть кем-то, чтобы связаться.
FactoryDragon87 кан
красный
Нержавеющая сталь
#8
Работал годами! Сложен как русская женщина — большая и волосатая. Очень сильный и был надежным. Одна особенность, которая мне очень понравилась, заключалась в том, что Compound питался ею. Не та модель, что у вас. Так что много об этом не знаю. У нас сейчас работает сверлильный станок Stanko, это отличная машина.
Очень сильный и был надежным. Одна особенность, которая мне очень понравилась, заключалась в том, что Compound питался ею. Не та модель, что у вас. Так что много об этом не знаю. У нас сейчас работает сверлильный станок Stanko, это отличная машина.
Бенджамин А.
Пластик
#9
Тайрон Шнурки сказал:
Я не уверен, что знаю много об их токарных станках (фото было бы кстати), но русские станки строятся как танки. Сверхсложные, но довольно низкотехнологичные и, следовательно, надежные, они были хорошо спроектированы с целью сделать обслуживание неквалифицированными людьми относительно простым.
Из минусов — очень старомодная электрика. С уважением Тайрон
Нажмите, чтобы развернуть…
У меня станко 16К25. Это был лучший токарный станок, которым я когда-либо пользовался, поэтому я его купил. Очень тяжелый режим работы и компоненты очень высокого качества. В его дизайне есть некоторые приятные особенности, которых я не видел на других токарных станках. Несмотря на то, что это монстр, он по-прежнему приятно ощущается рукой, что позволяет мне аккуратно обрабатывать очень маленькие детали.
🇷🇺 ЗАПЧАСТИ ДЛЯ СТАНОК Россия. Топ 10+ поставщиков ЗАПЧАСТЕЙ ДЛЯ СТАНОК из России
Российский экспорт запасных частей для токарного станка:
- Азербайджан
- Германия
- Таджикистан
- Uzbekistan
- WHRANE
.
Российские запасные части для токарных оптовых продуктов
Женские
Котлы настенные газовые двухконтурные мощностью до 46 кВт
600 — 614 $/шт
Брюки женские оптом от производителя
7,14 — 19,29 $/шт
Pouf Banquet
11 $/PCS
Офис скамей садово-парковые чугунные
152 — 157 $/шт
Скамейки (скамейки), банкетки, садово-парковые чугунные
128 — 154 $/шт
Круглая оттоманка 9,0003
114 — 143 $/PCS
Банкеты
23 $/PCS
Bench -Bench Office
28 $/PCS
Banquet Office Square Tub Недорогие банкетки
32 — 32,86 $/шт
Скамья-скамейка в прихожую.
 Скамейка в прихожую
Скамейка в прихожую
171 $/шт
Груши, Банкетки
5,71 — 30 $/шт
Buy a bench, a bench with a seat
32 — 32.86 $/pcs
Bench Office upholstered 5
38 $/pcs
For the hallway Shoe rack bench
34 $/pcs
Seeds Elite Wheat, Rape, Peas from the Manufacturer Subsidy
171 $/MT
171 $/MT
Pulse oximeter, Oximeter, pulse meter, blood oxygen
21 — 22.86 $/pcs
Бензин автомобильный неэтилированный АИ-92 TU
629 $/MT
Высокий Джек -Джек (CAR)
47 — 57,14 $/PCS
0,07 — 0,14 $/кг
Автомобильный воздух. — 2,57 $/шт.
Сухие овощи, молоко, овсянка, амарант,. … .
3,57 — 5 $/кг
Молоко сухое обезжиренное в Нижнем Новгороде
2,81 $/кг
Молоко сухое обезжиренное
986 -2 0,4 $/кг0003
Молоко сухое СОМ и СКМ
0. 8 — 3.57 $/кг
8 — 3.57 $/кг
🇷🇺 ТОП Экспортеры Запчасти к токарным станкам из РФ
Запчасти к токарным станкам компаний-производителей которых вы много покупаете:
Товар из России
ООО «ГРС УРАЛ Экспортер»
Металлообрабатывающие станки: токарные станки горизонтальные; модель токарно-карусельного станка: (см. приложение)
ООО СТАНКОМАШСТРОЙ оптовый экспортер
ОАО ЗАВОД НОВОСИБИРСКИЙ ПРИБОР Производство
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ МАШИНОСТРОЕНИЯ: патроны токарные самоцентрирующиеся трехкулачковые 80 мм, 100 мм, 125 мм, 160 мм, 200 мм, 250 мм, 315 мм, 400 мм; запчасти к токарным патронам: кулачки прямые, ку
ООО Р — Поставщик ТЕХНО
Станки металлообрабатывающие: станки токарно-карусельные, станки токарные, станки горизонтально-расточные с поперечным столом, координатно-расточные, станки универсальные продольно-строгальные, станки продольно-фрезерные с
ООО Фабрика ДЭГ — РУС
АКЦИОНЕРНОЕ ОБЩЕСТВО ГРС УРАЛ оптовый поставщик
Металлообрабатывающие станки: токарные станки горизонтальные; модель токарно-карусельного станка: (см. Приложение №1)
Приложение №1)
ООО КР ГРУПП поставщик
Металлообрабатывающие станки: токарные станки горизонтальные; вертикальные токарные станки, модель:
ООО СТАНКИ И ТЕХНОЛОГИИ оптовые дистрибьюторы
ООО СЛАВЕРС производители
ООО ОРСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД компания
ПОЛИТЕХ
Металлообрабатывающее оборудование: Станки токарно-винторезные металлорежущие 250ИТВМ.01, 250ИТВМ.Ф1, 250ИТВМ.03, 250ИТВМ. 03Ф1
НЕЛИДОВПРЕССМАШ (ООО НЕЛИДОВПРЕССМАШ)
843
843
ООО АЛАПАЕВСКИЙ СТАНКОЗАВОД
Металлообрабатывающие станки: токарно-револьверный станок
ООО ЗАВОД ТОКАРНЫХ СТАНКОВ
 приложение на одном листе). Продукция выпускается в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 010/2011 «О безопасности
приложение на одном листе). Продукция выпускается в соответствии с ТР ТС 004/2011 «О безопасности низковольтного оборудования», ТР ТС 010/2011 «О безопасностиОАО «АСТРАХАНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД»
ООО СКС СТАНКО
Металлообрабатывающие станки: Токарно-винторезный станок универсальный,
ООО КВЕРС
ОАО СТАНКОМАШКОМПЛЕКС
Металлообрабатывающие станки: токарный станок с ЧПУ
ЗАО ДИОМАШ
Станок токарно-винторезный высокоточный с цифровым индикатором
ООО ТОРГОВО — ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ АВЕС
Станок токарно-винторезный металлообрабатывающий
ООО МЕХАНИКА
РЯЗАНСКИЙ ЗАВОД ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
ОАО САСТА
ИНТЕХ
ЗАО НЕЛИДОВПРЕССМАШ
Токарно-винторезный станок
ООО ГРАНАТ — СПБ
Станки токарные горизонтальные многоцелевые металлообрабатывающие с числовым программным управлением (ЧПУ),
ТОРГОВЫЙ ДОМ ПРАЙД
Грибы сушеные: белые, подберезовики, подберезовики, рыжики, опята, лисички, козлятники (плети), сморчки
ООО СКБ СТАНКОСТРОЕНИЕ
Токарные станки с ЧПУ
ОАО «УЛЬЯНОВСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД»
АКЦИОНЕРНОЕ ОБЩЕСТВО СОВМЕСТНОЕ ТЕХНОЛОГИЧЕСКОЕ ПРЕДПРИЯТИЕ ПЕРМСКИЙ ЗАВОД МЕТАЛЛООБРАБАТЫВАЮЩИХ ЦЕНТРОВ
Станки токарные горизонтальные с числовым программным управлением,
ООО АЗИАТСКИЙ ТОРГОВЫЙ ДОМ
Токарный станок с ЧПУ,
ООО НОВЫЕ ЛАЗЕРНЫЕ ТЕХНОЛОГИИ
ООО ПРОМ — ОЙЛ
ООО КОВОСВИТ
Токарный станок с ЧПУ
ООО РЯЗАНСКАЯ СТАНКОСТРОИТЕЛЬНАЯ ГРУППА
ОАО КОНЦЕРН КАЛАШНИКОВ
Токарно-винторезный станок
ООО НИЖЕГОРОДСКАЯ СТАНКОСТРОИТЕЛЬНАЯ КОМПАНИЯ
Металлообрабатывающее оборудование: станки токарные с числовым программным управлением
АКЦИОНЕРНОЕ ОБЩЕСТВО КРАСНЫЙ ПРОЛЕТАРИЙ
Металлообрабатывающее оборудование: токарно-винторезный станок
ООО АВЕС СТАНКОЗАВОД
Станки металлообрабатывающие: Станки токарно-винторезные металлорежущие, модели: МК6056. 01, МК6056.Ф1
01, МК6056.Ф1
ОАО САСТА
ООО САВЕЛОВСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД
ООО ТД СТАНКОСЕРВИС
Металлообрабатывающее оборудование: станки токарно-винторезные моделей: 1М63Н (1М63Н-0 (РМЦ750), 1М63Н-1 (РМЦ 1500) 1М63Н-3, 1М63-8, 1М63Н-5, 1М63-10), 16К40 (16К40-0 (РМЦ 750), 16К40-1 (РМЦ 1500), 16К40-3, 16К40- 10, 16
ООО РСПК
ООО СТАНКОЗАВОД ТБС
ООО РЯЗАНСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД
Станки металлообрабатывающие: Токарно-винторезный станок модели 1М63Н РМЦ-5000
ООО РЗПО
ООО ОСК
Металлообрабатывающее оборудование: токарно-винторезные станки
ООО СТАНГИДРОМАШ
Металлообрабатывающее оборудование: токарно-винторезные станки,
ООО ИНТЕХ
ООО РЯЗАНСКИЙ СТАНКОЗАВОД
ООО ПРОМЫШЛЕННАЯ ГРУППА АЛЬФАМАШ
Токарный станок,
ООО ИНДЕКС РУС
Многоцелевые металлорежущие горизонтальные токарные станки с ЧПУ
ООО ИВТЕХСЕРВИС

ООО ПРОИЗВОДСТВЕННО КОММЕРЧЕСКАЯ ФИРМА СТАНКОСЕРВИС
ООО РИЦ — СТАНКО
ООО ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ МАКРО МИКРО
ООО ПЕРИТОН ИНДАСТРИАЛ
Токарные станки с ЧПУ:
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ МАЯК
ООО РЯЗАНСКАЯ СТАНКОСТРОИТЕЛЬНАЯ ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ
ООО ПРОМКАСКАД
Металлообрабатывающие станки: токарно-винторезный станок с числовым программным обеспечением
ООО АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
Токарные станки с ЧПУ:
ООО ДЭГ
ООО НЕЛИДОВПРЕССМАШ
 01, 250ИТВМ.Ф1, 250ИТВМ.03, 250ИТВМ.03Ф1
01, 250ИТВМ.Ф1, 250ИТВМ.03, 250ИТВМ.03Ф1ООО ТЕХНОЛИНИЯ
Металлообрабатывающее оборудование: универсальный токарный станок
ООО СПЕЦИНСТРУМЕНТ ПЛЮС
Станки токарные для металлообработки ст. Тр 363-1-2 Сб Т 5 К10, Тр 373-1-1 Сб Т 5 К 10
ООО СТАНКОСЕРВИС
Металлообрабатывающее оборудование: станки токарные мод. 1М63, 1М63Н, 1М65, 1Н65, 16К40, СА562, СА562П, СА630, СА630П, СА700, СА700П, СА550, СА550П, СА564, СА564П, 16Р25П, 16Р25МП, РТ817, РТ317, 1А983, 1H983
ООО РЯЗАНСКИЙ ТЕХНОЛОГИЧЕСКИЙ КОНСТРУКТОРСКИЙ И КОНСАЛТИНГОВЫЙ ЦЕНТР
Металлообрабатывающее оборудование: токарно-винторезные станки
ООО ЭМГ
ЗАО РЗТС
Металлообрабатывающие станки: токарно-винторезные станки
ООО УЛЬЯНОВСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД
Универсальные токарные станки с ЧПУ, модели: CTX 310 Ecoline, CTX 450 Ecoline, CTX 510 Ecoline, CTX 650
ОБЩЕСТВО ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТИ РЯЗАНСКАЯ СТАНКОСТРОИТЕЛЬНАЯ ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ
Станки металлообрабатывающие: токарно-инторезные
ЗАО НЕЛИДОВПРЕССМАШ
BKL MAKINE SANAYI TICARET LIMITED SIRKETI
Металлообрабатывающие станки: токарный станок
ООО СРЕДНЕВОЛЖСКИЙ СТАНКОЗАВОД
Металлообрабатывающие станки: токарный станок
ООО ПРОМЫШЛЕННЫЙ ТЕХНО — ПАРК
Станок токарно-винторезный металлообрабатывающий
ОАО СТП — САСТА
ООО ПРОМЫШЛЕННО — ФИНАНСОВАЯ КОМПАНИЯ ВОРОНЕЖСКИЙ СТАНКОЗАВОД — ХОЛДИНГ
ШТАБ-КВАРТИРА EMCO MAIER GES. M.B.H
Металлообрабатывающие станки: токарный станок
ТОРГОВЫЙ ДОМ ОБЪЕДИНЕННЫЙ СТАНКОСБОРОЧНЫЙ ЗАВОД
Станки токарные и фрезерные: согласно приложению № 1
ЗАО НЕЛИДОВСКИЙ ЗАВОД ГИДРАВЛИЧЕСКИХ ПРЕССОВ
Токарно-карусельные станки одноколонные вертикальные, модели: 1512, 1512F1, 1512F3, 1516, 1516F1, 1516F3
ООО ВЕГА-М
Токарные станки с многогранными твердосплавными пластинами
ЗАО ИРЛЕН — ИНЖИНИРИНГ
Станки токарные металлообрабатывающие с числовым программным управлением,
ООО ТАВС 1
ООО УРАЛСИНТЕЗГРУПП
Металлообрабатывающее оборудование: токарные станки
ЗАО БАЛТИЙСКАЯ ПРОМЫШЛЕННАЯ КОМПАНИЯ
ООО ПРОГРЕСС
Деревообрабатывающее оборудование: токарный станок
ООО ПЕРИТОН ИНДАСТРИАЛ
Токарные станки с ЧПУ:
ЗАО КОМТЕХ — ПЛЮС
Станки токарно-винторезные ТВ-7М, ТВ-9, ТВ-11. Продукция производится по ТУ 3811-012-80395231-2011
ООО СПЕЦПРОМГРУПП
Станки металлообрабатывающие: Токарно-винторезные станки Иж 250 И ТВМ.01, Иж 250 ИТВМ.03, Иж 250 ИТВМФ1
ООО РОСТОВСКИЙ ЗАВОД СТАНКО
Металлообрабатывающие станки: токарные станки с ЧПУ
ООО РЯЗАНСКИЙ СТАНКОСТРОИТЕЛЬ
ООО ПРОИЗВОДСТВЕННАЯ КОМПАНИЯ СТАНКОСПЕЦПРОММАШ
Металлообрабатывающее оборудование: токарно-винторезные станки
ООО НАУЧНО — ПРОИЗВОДСТВЕННОЕ ПРЕДПРИЯТИЕ МЕАТЭК
Токарные станки с ЧПУ для металлообработки
ЭЙНХЕЛЛ ГЕРМАНИЯ АГ
Оборудование деревообрабатывающее (кроме бытовых деревообрабатывающих) марки Einhell: рейсмусовый станок для древесины моделей TH-SP 204, TC-SP 204; токарный станок по дереву, модели TC-WW 1000
ООО ТОСГУЛИН РУС
Токарно-карусельные станки с ЧПУ и токарно-фрезерные обрабатывающие центры с ЧПУ модельного ряда SKIQ-P, BT-R, PT-R, ET-R, FT-R. Продукция выпускается по ТУ 3811-001-8
89-2014
ЗАО ГИГАНТ
Станки металлообрабатывающие: Токарно-винторезные станки моделей: 16Р25П и модификаций: 16Р25П — 0, 16Р25П — 1, 16Р25П — 1,5, 16Р25П — 2. МК6056 и модификации: МК6056М, МК6056Г, МК6057, ГМК608, МК6057Г 1М63Н и М
ООО «СОВРЕМЕННЫЕ ТЕХНОЛОГИИ МЕТАЛЛООБРАБОТКИ»
Токарно-винторезные станки моделей: ССМ-1224БВ, ССМ-1236БВ, ССМ-1340БВ, ССМ-1330 (СВ), ССМ-1340 (СВ), ССМ-1430 (СВ), ССМ-1440 (СВ), TURNPOWER- 1330 (В), TURNPOWER-1340 (В), TURNPOWER-1430 (В), TURNPOWER-1440 (В), ССМ-1540А (АВ),
ООО ПРОФИТЛАЙФ
Грибы сушеные: белые, вешенки, козлятники (плети), лисички, подберезовики (летние, поздние, болотные, лиственничные, сибирские, кедровые, пихтовые), моховики (желто-коричневые, зеленые, пестрые), опята,
ОАО КРАСНОДАРСКИЙ ЗАВОД ТЯЖЕЛОГО СТАНКОСТРОЕНИЯ
ООО АЛТАЙСКИЙ ГЕОФИЗИЧЕСКИЙ ЗАВОД
Металлообрабатывающее оборудование: Токарные станки с ЧПУ, торговой марки АГФЗ, серии АСС 16 ФЗ, моделей: АСС 16П ФЗ, АСС 16В ФЗ.
ООО ЭМКО — РУС
ООО АВРОРА МАШЗАВОД
Металлорежущие станки: горизонтальные револьверные станки с ЧПУ
ООО ТЕПЛОВОЗО — РЕМОНТНАЯ КОМПАНИЯ ПРОГРЕСС
Станки металлообрабатывающие: токарный, модель CRITTER-700, артикул КОМПАКТ-4, торговая марка ООО ТРК ПРОГРЕСС
НЕЛИДОВПРЕССМАШ
Оборудование металлообрабатывающее: Станки токарно-винторезные, моделей: 16К40, 16К40-1, 16К40-2, 16К40-3, 16К40-4, 16К40-5, 16К40-8, 16К40-10
ООО СТАНКОКОМПАНИЯ РУСМАШ
СТАНКИ ТОКАРНО-РЕЗНЫЕ СВЕРХВЫСОКОЙ ТОЧНОСТИ SAMAT 400S, SAMAT 400N, SAMAT 400L, 16B16A, P, 16K20, 16K25
ООО СТАНКОСПЕЦПРОММАШ
Металлообрабатывающее оборудование: токарно-винторезные станки
ООО СОНАТЕК
Металлообрабатывающие станки: горизонтальный многоцелевой токарный станок
АКЦИОНЕРНОЕ ОБЩЕСТВО СТАНКОМАШКОМПЛЕКС
Металлообрабатывающие станки: токарный станок с ЧПУ,
ООО СТАНКОКОМПАНИЯ СД
Металлообрабатывающее оборудование: станки токарно-винторезные моделей 16К20, 16К20П, 16К25, МК6056М
Наш специалист составил таблицу оптовых цен Запчасти к токарным станкам с учетом поставок из России в различные страны мира.
Вы можете найти цены на разные товары из других стран: Электронное оборудование для систем управления цена 2021, Токарно-фрезерный станок цена, Цена станка с числовым программным управлением за тонну, кг, Цена токарных станков, Токарные станки по металлу калькулятор цена, Принадлежности для токарных станков прогноз цен, автоматический Таблица индекса цен на токарные станки
Станко 16к25 | Usinages
JavaScript деактивирован. Налейте лучший опыт, s’il vous plaît activer JavaScript dans votre navigationur avant de continuer.
-
Автор обсужденияНенес
-
Дата дебюта
Ненес
Ученик
#1
Bonjour je travaille depuis aujourd’hui sur un tour de l’ex URSS, un stanko 16K25 de 1984
Mon problème, c’est que l’abaque pour le filetage et le chariotage est effacé, si quelqu’un sait ou je peux retrouver cette abaque ou si quelqu’un a une photo ca serait cool merci d’avance
Джоуп004
Компаньон
#2
Désolé, je ne peux rien, касающийся этого тура. Je n’en ai pas.
Ненес
Ученик
#3
Ou meme une aqtuce pour faire ressortir le gravage sur la plate d’abaque
рабочий
Компаньон
#4
bonjour,
en cherchant sur le net, je suis tombé sur un site qui peut fabriquer des plats pour les tours Stanko (используя перевод Google и копируя адрес сайта (выбор адреса puis ctrl c puis ctrl v dans) le traducteur) для визуализатора le site traduit):
https://shildservice.com/product/stanok-it-1m-tablitsy-variant2/
j’espère que cela te sera utile.
Cordialement
Etienne
edit: 800грн (monnaie ukrainienne) = 24,89 €
Ненес
Ученик
#5
Merci je vais aller voir ca
Ненес
Ученик
#6
Я просматриваю сайт, просматриваю табличку, которая похожа на beaucoup
Merci
рабочий
Компаньон
#7
в списке или «пластины для 16k25», ça doit ressembler, en effet…
изюбрь
Компаньон
#8
Bonsoir,
Страница 23 режима работы:
http://stankos. ru/images/catalog/Pasporta/16k20-16K20P-16K20G-16K25.pdf
Ненес
Ученик
#9
Merci a vous deux ca va bien m’aider
Ненес
Ученик
#10
Bonjour je relance ce poste pour un autre soucis sur cette becane
J’ai effectué l’entretien pas n’avais pas été fait depuis 19ans
Donc vidange, nettoyage des filtre et des reservoirs. Et en nettoyant le réservoir de la boite de vitesse je me suis rendu compte qu’il était percé. Je l’ai donc prefabrique en inox.
Mon problème ce que mon arrivée d’huiles cache pas mal d’air et que la roulette de verification du bon foctionnement tourne pas très bien.
Qu’est-ce que je peux faire pour y remedier ?
Ненес
Ученик
#11
Quelqu’un aurait une petite idee?
ремилациотат
Компаньон
#12
Bonsoir,
J’y connais rien en tour Stanko mais si tu veux de l’aide sur ton problème, il nous faut plus d’explications, photos, dessins . …
«l’arrivée d’huiles cache pas» mal d’air и que la roulette de vérification du bon fonctionnement tourne pas très bien » c’est un peu court sauf bien sûr pour celui qui a le même tour et le même problème.
Cordialement
Реми
КАЙТ
Компаньон
№13
Ça doit vouloir dire : «l’arrivée d’huile crache pas mal d’air et l’indicateur de débit (Rotamètre ou equival) ne tourne pas très bien»
Enfin, c’est ce que j’ai interprété !
Саймон74
Компаньон
№14
D’ici -> https://www. netbid.com/en/auctions/detail-overview/19579988-Stanko-16K25-Lathe/, прецедент изображения как la reste mais presque illisible vu l’angle
Ненес
Ученик
№15
Merci Simon больше проблем с déjà réglé
Là s’en est un autre
Ненес
Ученик
№16
Голоса схемы смазки
Ненес
Ученик
# 17
Или вы можете отфильтровать крепин, который можно заменить крепином в хорошем смысле?
Ненес
Ученик
# 18
J’ai fait une vidéo pour vous montrer les conséquences
Ненес
Ученик
# 19
C’est bon problème résolu c’était un tuyau de pompe qui était desserré
Merci à ceux qui on essée de m’aider
Цел.
Ученик
#20
Bonjour
Grâce à ce theme j’ai reçu des nouvelles plate pour mon tour aujourd’hui. Montage un de ces jours. Fournisseur в Украине является рекомендателем си уоус авез ине машина руссе.
А+
Марсель
Цел.
Ученик
# 21
До обеда и ужина!
рабочий
Компаньон
# 22
Добрый день,
Супер плакетки.
c’est vraiment un beau bestiau, il a quelles capacités?
кто
Компаньон
# 23
salut, c’est pas trop raide comme machine car dans la vidéo les gars on l’aire de galérer..
belle machine
Цел.
Ученик
# 24
работа с номером:
bonjour,
супер плакетки.
c’est vraiment un beau bestiau, il a quelles capacités?Cliquez pour agrandir…
Bonsoir
Il a entre pointe 1400 мм, et hauteur de center 220 мм.
А+
Марсель
Чел
Ученик
# 25
Bonsoir
J’ai ce mandrin avec le tour, apparemment jamais utilisé. Quelqu’un peut me dire à quoi ce type de mandrin sert?
Merci d’Avance
Марсель
Муфи55
Модератор
# 26
Один из видов колпачков с призовым фондом, для подачи на пуантах?
данспа
модерн
# 27
Добавлено:
Cliquez pour agrandir.
Bien le bonjour à tous,
Navré d’arriver si tard dans la discovery, mais j’ai récemment fait l’acquisition d’un 16k20 de 1979. Мануэль залить en apprendre davantage сюр cette машина. J’ai reçu le tour sans manuel, j’ai trouvé la verrsion Russe ici, un grand merci! Il semble qu’il Existe une version française du manuel, quelqu’un a-t-il connaissance d’une numérique version ? Sinon pourrions nous аранжировщик ла numérisation du manuel pris en photo ?
Доброго вам пути!
Pour répondre, connectez ou inscrivez vous.
Восстановление
Станко 16К20; Возврат в пути
- Туры
данспа
- Ответы
- 8
- Афиши
- 1 406
сиолугелькрам
Dépannage
TDM400 или GTG MODELLO 09806 — Идентификационные детали
- Туры
Ксавьер69
- Ответы
- 20
- Афиши
- 733
гай34
Общие
SERRMAC RAG25L — Какой двигатель?
- Перцеи
АкваПулько
2
- Ответы
- 36
- Афиши
- 1 308
AquaPulco
номер 1060 — монтажная власть
- Номер
Филуал
- Ответы
- 1
- Афиши
- 326
Filoual
CN Fagor me joue des tours
- Автоматика Fagor
нервный
- Ответы
- 3
- Афиши
- 384
42000Стефан
problème sur Hernault Batignolles AC280
- Туры
скорость3
- Ответы
- 22
- Афиши
- 1 545
veloce3
Résolu
Vuilleumier VF250 — Замечания по телефону
- Туры
Эскичагар
- Ответы
- 13
- Афиши
- 986
Эскичагар
Проект
Choix d’un Tour pour Débutant + quelques petites, вопросы
- Туры
тире
- Ответы
- 16
- Афиши
- 1 783
Fred69
NVEM Карта управления 5 осей ЧПУ MACh4
- Специальная электроника ЧПУ
jbf
- Ответы
- 13
- Афиши
- 387
dh52
Общий
Дюрометр Ernst NR2
- Машины Autres Outils Conventionnelles
паскальконстанта
- Ответы
- 8
- Афиши
- 5 681
паскальконстанта
Проект
Dernière trouvaille: Tour Junior
- Туры
труд29
2
- Ответы
- 31
- Афиши
- 5 082
Pervenche
Модификация
Un faux-platau à partir d’un moyeu de voiture
- Аксессуары и принадлежности для купе для турне
Равикан
- Ответы
- 17
- Афиши
- 2 446
антроповергнат
Тур Майфорд
- Туры
Папибус
- Ответы
- 13
- Афиши
- 3 470
Francesou43
Проект
Mon 3ième et futur tour, lequel choisir?
- Туры
Франсуа3
- Ответы
- 7
- Афиши
- 1 467
Франсуа3
Партагер:
Партагер
Верхний
ИНСТРУКЦИИ ДЛЯ МАШИН | Сасгеп
Высококачественные обычные токарные станки и станки с ЧПУ Только у нас! Длина заготовки 750 — 2000 мм! Нажмите ЗДЕСЬ, чтобы узнать подробности! |
ИНСТРУКЦИИ ДЛЯ МАШИН.
Цены: от 27 евро до 57 евро
| Токарный станок | Фрезерный станок | Шлифовальный станок | Компактор | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 М-61 (4ДБ), 1М-61 П | Y1-250 Y2-250(ОРОСЗ) | 3A-423 (ФЁТЕНГЕЛЫ ОРОС) | Pye-S/1-SS160t HDR. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 М-63 4ДБ | БХУ-32/А 2ДБ (ТОС) | Пай-10 250т гдр. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 К 20, 16 К 20 Q ES 16 К 25 | 6R12 | K301(АЛВАНЬЁСКЁШОРШ) | Пе-63 та эксцентрик | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 К 20-25 (ОРОСЗ) 2ДБ | АПТУ-135 (ОСЗТОФЕЙ) (WMW) 3DB | КСУХ-250 (ШЕРШАМ) 2DB | Pye 10/100т, HDR. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| BP-U 10 MÉLYHÚZÓ FÉMNYOMÓ(HOSSZAUTOMATA) 2DB | BFT80-3 (VIZSZINTES FURÓ MARÓ) | КУ-250 01-02(ФЕХЕРВАРИ) | Эксцентрик Pee-250t (немет) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| F/400-FSS(НЕМЕТ)(ХЕКЕРТ) 3ДБ | NUA-25 lengyel szerszámköszörű | Эксцентрик Ле-160Т (чех) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| FANUK СЕРИЯ 0-ТБ (ВЕЗЕРЛЕС) | SPC-203 (СИККОШОРШ ХОТЕС) | Ленр-40а — 25а-63а | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ca 6155 ES 6161 D | ФНД32(ЛЕНГИЭЛЬ) 3ДБ | СПД-30(ЙОТЕС СИККОСЗОРЮЛЬЖ) | Эксцентрик SD-100 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Са К 6150 Д 2ДБ | ФУ-32 2ДБ | СПД-30П (СИККОСЗОРРЖ) | SD-63 эксцентрик | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| CA-61-50(КИНАИ) | ФУ-36*1000 | SWU-250 (ШЕРШАМКОШОРШ) | Пай-25 hdr. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ТС-321-322 2ДБ | ФУВ-250(НДК) | TH-110-3500 (WMW SÍKKÖSZÖRŰ) | ДКС-25-40-63 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| DCJ 230-265 (НЕМЕТ) | ФВД-ФЖД-ФВД-32J-32(НДК) 2ДБ | ТМП-200-КА(ШЕРШАМКОШОРШ) | SD-40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ДЛЗ-603-503-550 | FWA-41M (LENGYEL) 2DB | Эрозимат (шикра) | SD-25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ДРТ-63 (WMW) | МЕ-1000(СТРИГОН) | 102б-27 | П63-34А | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Е-400 8ДБ | МКА-320 ДАНУВИЯ (КОРАШТАЛЬ) | Братан (Фортуна Фехервари) | ЭП-63 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E1N | MP-200 (ПАНТРОГРАФМАРО) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| E2N-E2N-M-E2N-H | MS-400(СЕРШАМ МАРОГЕП) | BU-28 üzemeltetési utasítás ___ | Len25c 63c 250c 400 c excenterpres __ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Е-320 | Ме-1000(СТРИГОН) | 3B722 сиккосзору__ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| EAN 340-750-1000 3DB | У-1 (ОРОШ МАРОГЕП) |
| XLC3000/25 lemezhengerítő__ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ЕЕ- 500-630-800 | X61-25-30-125-30 (КОНАИ) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| EE-800-001/ 3000-500-630-800 (4DB) | ФБ-40(ТОС) 2 дБ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ЭМУ-250 2ДБ | КМ-400(КЁРАСТАЛЬ НЕМЕТ) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| HYDROPLAN 412 (АВТОМАТ) 2DB | 1-3-FD(КОРАСТАЛЬ) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| FLP-660(МАРОГЕП) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р-5 2ДБ | ФСС-ФВ-ФУ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| РТ-12 2ДБ | 6П10-6П80(ОРОСЗ) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| РТ-25(ЧАСТЬ-РЕВОЛЬВЕР) 3DB | 6П82-6П83(ОРОСЗ) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С-32 | 6М83-6М83 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| СК-360-СК-14А 2ДБ | РАКОШИ M1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| СМ- 16 Б 3ДБ | Ме-250 (Стригон) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| СМ-16А (ТОС)-616 1Д 2дб | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| СНБ-360 (РОМАН) | Fu Fo Fv gépkönyv ___ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| СУ-125*2000 | Fnc 25 szerszammaro __ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| SUI 40-50 (ТОС) | Gt 80 s konzolos marógép __ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| СВ-18 РА | Вмв фув 200__ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| США-225 (ПОТИСЬЕ) 2DB | Фу 32 marogep__ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Е-400 телиталпас | FNGJ20 szerszámmaró __ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| HYDROPLAN 412 (АВТОМАТ) 3DB | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Спа 5 6 7 Эстерга__ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Sc 22 27 43 43 ч karuszeleszterga__ Hg28 csúcseszterga_
|
Инструкции (смешанные):
| смешанные | ||
| FKLG7-24/2 Фестексзоро Берендезес | ||
| KFD-250 Керетес Фурешгеп | 2ДБ | |
| PP 300 A szalagfűrész | ||
| KF200 KF250 фюрешгеп | 6,5db a kf250 hidraulikus keretes fűrészgéphez | |
| SZFD-250 фемфюрэш | ||
| 500 немецких марок дьердарало | ||
| дараболо 210 | ||
| vf17 keretes fűrészgép gépkezelési utasítás | ||
| kfd-400-02 keretes fűrészgép | ||
| gh560-03 harántgyalugép | ||
| Фюреш 0423/2 | ||
| fo-32 oszlopos fúrógép | 3 дб | |
| RF2A, B сахарный песок | ||
| RF22 сахарный песок | ||
| 2N125, 2N135, 2N150 Függőleges furógép | ||
| ТКК-250 Корашталь | ||
| Наконечник TOF. Егиетемес Остофеек | ||
| PK203 булгарфуро | ||
| FO-20 oszlopos furógép | ||
| FO-23 FO-32 oszolopos furógép | 3 дб | |
| MO 6 oszlopos menetfurógép | ||
| Fpo jelű oszlopos furógép | ||
| FA jelű asztali furógép | 2 дб | |
| FP/a asztali furógép | ||
| FO32 oszlopos furógép | ||
| FO 32-20 oszlopos furógép | ||
| FO 25 oszlopos furógép | ||
| электромос фурогеп райз | ||
| FO 22 oszlopos furógép | ||
| Телефон HS30VG | ||
| MFA 10/20 MF0/20 Furógép | ||
| FP13/A asztali furógép | ||
| ZXT820 (ангол) | ||
| OSZH-10 olajszűrő berendezés | ||
| PDA 2 Hossz osztókészülek | ||
| ДУА 2 | ||
| Супертроник 2s 3s 4s Менеджмент | ||
| AMR -2 наконечника kerékkiegyensúlyozó készülek | kezelési utmutatás | |
| THO Hosszosztókészülek | 2 дб | |
| ТКК 250 кёрашталь | ||
| lefejtő marógéphez szükséges számítás | ||
| Rfh 75 sugárfurógép | ||
| Oh5 maró(német) | ||
| vr5n (шловак) | ||
| E-200 вилламос эмелодоб | ||
| РФ-20/25 | ||
| FO 32-10 furógép | ||
| EMW-5/10 Pn Felfüggeszthető ponthegesztőgép | ||
| гидравлическое оборудование olh8*2050 | ||
| f04 faipari szalagfűrészgép | ||
| гыкв кромпесзорок | ||
| AL 10 legkrompesszorcsaládhooz gépkönyv | 2ДБ | |
| диатестер 2rc(n) | ||
| МУТ-400б | ||
| Астра Чиссологеп | ||
| Ланкос вилламос футомацка BO81M | ||
| Наконечник TOF. Едьетемес Остофеек | 2 дб | |
| DU (TOS) egyetemes osztófej | ||
| TOS w-100 маро | ||
| SE 2/F jelű sikesztergához | ||
| PI-695 vésőfej (орос, мадьяр) | ||
| co2 védőgázad hegesztőkészűlékek gépkönyve | ||
| 6т80 | ||
| исо 9002 | ||
| AB 80A (немецкий) | ||
| kezelési utasítás a210es mintáju géphez | ||
| KFD 400 Hidraulikus keretes fémfűrészgép | ||
| AHE 250 Egyenáramu ivhegesztőgép | ||
| Mh36-30 | ||
| élezőgép | ||
| прежний | ||
| амк 18 | ||
| ленр25а | ||
| SD-100 Típusu körhagyós sajtó | 3 дб | |
| sd25 körhagyós сайт | ||
| PYE 10-250 S. 1/SS M предыд. | ||
| XOM 200/4A lemezajlító | ||
| Эльхайлито LE 100-3000 | ||
| dks 25 körhagyós sajtó (nemet) | 2 дб | |
| LEN пресс (немецкий) | ||
| FF04 НАКОНЕЧНИК. Салагфюреш | ||
| лист 3,15 | ||
| леп-25/22а пред | ||
| голиоспресс | ||
| PYE Hirdaulikus pres | ||
| PYE 045-016/155 ПРЕСС | ||
| OLLO vízszinteshidraulikus sajtológép | ||
| DLB-6/3050 (vagy -7,-8) лемезолло | ||
| rbv típusú lemezolló | ||
| Sc TP 3,15/2500 лемезолло | ||
| Sc TP 10*2500 лемезолло | ||
| gh-400 harántgyalugép | 3 дб | |
| Наконечник sd-10 körhagyó excenterpres | ||
| GS-300/I понтегештё | ||
| P10E szakítógép | ||
| TOF 100 Egyetemes osztófej | ||
| olj3*1250 лемезолло | ||
Наконечник HAP-10. | ||