Станок токарный 1а616 характеристики: 1А616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
технические характеристики, область применения, отзывы, паспорт
Обработка металлов резанием применяется не только на промышленных предприятиях, но и в частных цехах. Для резки используются металлообрабатывающие токарные станки. Один из них – универсальный токарно-винторезный станок 1616 стал выпускаться в серийном варианте начиная с 1949 года на заводе СВСЗ (Средне-волжский станкостроительный завод).
История создания
Это – образец удачного и надежного оборудования для спецобработки металла, который востребован не только в нашей стране, но и за рубежом. Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
- Нормальной точности (непосредственно1616).
- Повышенной точности – 1616 П.
В дальнейшем модель была усовершенствована до серии 16Б16. С 90-х годов завод выпускает токарное оборудование «SAMAT» на основе модели 1616. Сейчас токарный станок 1616 снят с производства, выпускаются более современные модели. Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Детальное описание корпуса
Основные узлы токарного станка 1616:
- Чугунная станина с диагональными ребрами жесткости и двумя направляющими. Передняя, усиленная направляющая предназначена для перемещения суппорта, задняя – для перемещения задней бабки. Станина болтовыми соединениями укреплена на чугунных тумбах.
- Коробка скоростей (передняя шпиндельная бабка с блоком повышения шага и переборным устройством).
- Задняя бабка с перемещаемой пинолю и рукояткой закрепления положения.
- Коробка подач, обеспечивающая перемещение резца на суппорте относительно вращающейся заготовки.
- Фартук закрытого типа с блоком шестерен передачи момента.
- Подвижной суппорт для перемещения резца вдоль, поперек и под углом к оси шпинделя.
- Люнеты – специальные приспособления для облегчения работы токаря с длинными заготовками и повышения точности обработки детали.

- Электрический шкаф,.
- Два трехфазных электродвигателя на 380 Вольт.
- Электронасос для обеспечения подачи охлаждающей жидкостью (мощность 4,0 кВт, 1430 об/мин, 220/380 В).
- Лампа освещения 36 В.
- Две опорные тумбы (задняя и передняя).
- Система охлаждения, повышающая прочностные характеристики режущего инструмента и качества обрабатываемой поверхности.
- Коробка переключения скоростей, заключенная в чугунный корпус с герметично закрывающейся крышкой. Устанавливается на станине слева и крепится болтами.
В комплектацию входит поддон, находящийся между станиной и тумбами (для сбора стружки и жидкости, идущей из контура охлаждения).
Габариты рабочего пространства
Расположение органов управления
К органам управления токарного станка 1616 относятся:
- Рукоятки.
- Маховики.
- Суппорт
- Гайка крепления задней бабки, винт для ее поперечного перемещения.
- Трехфазный асинхронный электродвигатель.

Функции рукояток и маховиков как органов управления:
- Включение и выключение фрикционных муфт.
- Регулирование скорости движения шпинделя, установка его оборотов, кратных множителей для каждого режима.
- Изменение направления рабочей подачи.
- Регулирование характеристик резьбы (скорость, величина подачи и шаг).
- Изменение направления подач.
- Включение и выключение перебора.
- Включение ходового винта.
- Запуск поперечной и продольной подачи суппорта.
- Закрепление пиноли задней бабки.
- Пуск станка с реверсирования шпинделя.
Технические характеристики
Паспорт токарный станок 1а616
Согласно данным в паспорте, прилагаемом к токарному станку этой модификации, он имеет следующие общие технические характеристики.
Благодаря подобной конструкции, суппорт металлообрабатывающего оборудования может перемещаться по следующим направлениям:
- поперек по винтовой передаче. В движение механизм можно привести только вручную.
 При этом величина преодолеваемого расстояния не превышает 195 мм;
При этом величина преодолеваемого расстояния не превышает 195 мм; - передвижение суппорта вдоль обеспечивается как винтовой, так и валиковой передачей. Максимальное расстояние, на которое может перемещаться суппорт в этом направлении составляет не больше 670 мм.
Паспорт суппорта 1а616
Конструктив металлообрабатывающего станка делает возможным осуществление своевременной и быстрой замены зубчатых передач на специализированные конструктивные элементы. Эта незаменимая функция позволяет нарезать резьбу очень высокой точности и с маленьким шагом.
При выполнении резьбы высокой точности возможно включение ходового винта агрегата напрямую, а коробки передач в обход. Такое действие также предусмотрено конструктивными и техническими данными самого токарного оборудования.
В случае нанесения обычной резьбы метрического, дюймового или модульного типа проделывать вышеописанную операцию замены конструктивных рабочих элементов не требуется.
Сферы применения
Токарный станок 1616 и его модификации разработаны для обработки небольших деталей.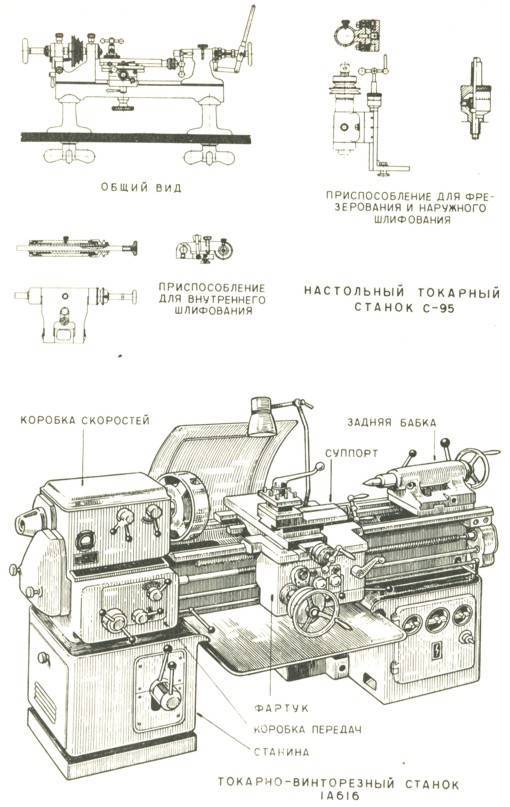 Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Основные виды работ на токарном станке 1616:
- Вытачивание наружных и внутренних цилиндрических и конических поверхностей различной сложности и конфигурации.
- Точение торцов заготовок.
- Обточка конических фасонных поверхностей.
- Нарезание метрической, модульной, дюймовой резьбы резцом.
- Нарезание метрической, дюймовой резьбы метчиком и плашкой.
- Рифление поверхностей.
- Прорезание канавок.
- Сверление, зенкерования и развертывание отверстий.
Также можно выполнять обработку деталей посредством вращения заготовки относительно режущего инструмента. На токарном станке 1616 можно обрабатывать не только металлические, но и заготовки из других материалов.
Операции выполняются твердосплавными насадками и приспособлениями из быстрорежущих инструментальных металлов.
Принцип работы токарного станка 1616 можно представить в виде следующего алгоритма:
- Фиксация заготовки в патроне станка или между его центрами.

- Закрепление резцов в резцедержателе на суппорте.
- Закрепление соответствующего инструмента (для сверления, расточки, нарезания внутренней резьбы) в пиноли задней бабки.
- Обработка заготовки за счет комбинирования двух движений – поступательного перемещения режущего инструмента и вращения детали. За счет этих движений можно обрабатывать детали цилиндрической, конической и фасонной конфигурации, винтовых поверхностей и торцов.
Станок токарно-винторезный 1А616
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно винторезный станок 1А616.
Классификация оборудования
Для облегчения ориентации в большом количестве агрегатов разного предназначения разработана десятичная система. Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Если оборудование стандартное расшифровать название не составит труда.
Выполняемые операций и использующиеся режущие инструменты, определяют девять групп станков. Первая цифра в названии определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые.
Последние цифры, указывает технические характеристики, высоту центров в см, (а) говорит о том, что в станке улучшены параметры, по сравнению с первым выпуском. У токарно винторезного станка 1А616 технические характеристики претерпели изменения на основании эксплуатационных данных.
Документация
В документацию на токарный станок 1616 входят:
- Паспорт.
- Назначение и область применения.
- Распаковка и транспортировка.
- Фундамент станка, монтаж и установка.
- Подготовка к первоначальному пуску.
- Описание основных узлов.
- Смазка.
- Первоначальный пуск.
- Указания по технике безопасности.

- Настройка.
- Регулирование.
- Ведомость комплектации.
К работе на токарном станке 1616не допускается персонал без соответствующей квалификации. Правила эксплуатации необходимо соблюдать как во время пусконаладочных работ, так и во время постоянно проводимых операций:
- Проверяется уровень масла, при необходимости производится его долив.
- Во время проведения постоянных работ с охлаждением, в систему заливается соответствующий состав и проверяется наличие накопительного поддона.
- Производится контрольный осмотр силовых ка кабелей, соединение с источником питания.
- Выполняется визуальный осмотр узлов, нужного оснащения.
Во время работы соблюдаются правила техники безопасности:
- Нельзя во время работы токарного станка 1616 касаться рукоятей, находящихся на КП и задней бабке.
- Во время обработки деталей следует обязательно использовать защитную экранную сетку.
- При обработке центрированных деталей с хомутами надо использовать специальный патрон с защитным ободом.

- Дверцы станка во время обработки заготовки должны быть плотно прикрыты.
Паспорт
Формат файла DjVu
Особенности ремонта
Токарный станок 1к62д
Особенности разборки и замены элементов есть практически у всех узлов станка 1А616. Чтобы не ошибиться — следует проводить работы, внимательно изучив чертежи, которые содержит инструкция по эксплуатации оборудования. Также, много информации по проведению отдельных операций ремонта можно найти на специальных ресурсах.
Для производства сложных работ, например, замены кулачковой муфты — следует четко следовать инструкции, приведенной в документации к оборудованию. Здесь есть все данные, касающиеся ремонта, позволяющие отрегулировать подшипник или настроить работу целого функционального узла станка.
Как снять патрон
Некоторые работы достаточно просты. В частности, снятие патрона. Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Как снять планшайбу
Снять планшайбу сложно. Она очень плотно накручивается на шестеренчатый вал передней бабки, масса детали достаточно велика, поэтому вручную провернуть соединение — практически невозможно. Опыт разборки без применения специальных приспособлений показал эффективность следующих вариантов, которые потребуют задействования шестерней коробки передач.
- Развести кулачки патрона, поместить между ними лом или более тонкий пруток металла. Провернуть шпиндель так, чтобы рычаг расположился в удобном для опускания с силой положении чуть выше головы. Включить коробку шестерен передачи на минимальные обороты и включить перебор. При начале вращения — резко потянуть пруток вниз. Данная операция потенциально опасна, как получением травмы, так и повреждением элементов коробки.
- Зажать в патроне шестигранник с надетым на него накидным ключом или металлический пруток поперек оси.
 Провернуть шпиндель так, чтобы конец рычага опирался на заднюю направляющую станины. Переключить КПП на малые обороты, обратное вращение и включить привод. Чтобы не повредить поверхность направляющей — рекомендуется подложить под рычаг доску или другой демпфер.
Провернуть шпиндель так, чтобы конец рычага опирался на заднюю направляющую станины. Переключить КПП на малые обороты, обратное вращение и включить привод. Чтобы не повредить поверхность направляющей — рекомендуется подложить под рычаг доску или другой демпфер.
Данные способы применяются при ручной разборке. Однако для проведения ремонтов такого рода — рекомендуется пригласить профессионалов со специальным оборудованием.
Ремонт коробки скоростей
В случае корректировки натяжения приводных ремней производится ремонт коробки скоростей. Для этого отвинчиваются крепежные винты, делается регулировка соответствующей гайкой для каждого шкива, после чего — крепежные элементы устанавливаются на место.
Не представляет сложности и замена клиновидных ремней двенадцатиступенчатой КПП. Для этого частично демонтируется система смазки. Снимают колпак, фланец, винты и трубки подачи. После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
Отзывы пользователей
Роман, Москва: Работаю на токарном станке 1616 более 10 лет. Отмечаю высокую точность обработки, больших проблем с ним не возникало. Василий, Екатеринбург: Справляется вполне с большими объемами. На токарном станке 1616 работаем вдвоем. Оба прошли обучение, нареканий к станку нет. Можно выполнять сложные задания по обточке, не только гайки и болты. Александр, Волгоград: Токарный станок 1616 заслуживает уважения как ветеран металлообрабатывающего оборудования. Я его купил далеко не новым, пришлось восстанавливать. Сейчас работает как часы, служит отлично, нареканий нет.
Токарно-винторезный станок 1А616
Токарно-винторезный станок 1А616
На главную Уникальные трехколесные самокаты в Новосибирске
Общая характеристика станка.
Токарно-винторезный станок модели 1А616, изготовляемый Средне-волжским станкостроительным заводом, является универсальным станком и предназначен для разнообразных токарных работ в условиях индивидуального и мелкосерийного производства, выполняемых в центрах или в патроне, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой.
Высота центров станка равна 165 мм, а максимальное расстояние между центрами — 710 мм.
Наибольший диаметр обрабатываемой детали класса дисков, устанавливаемой над станиной, составляет 320 мм, а максимальный диаметр детали класса валов, закрепляемых в центрах над нижней частью суппорта, не должен превышать 180 мм.
Сквозь отверстие шпинделя проходит пруток диаметром до 34 мм. Наибольшая длина обтачивания детали с механической подачей суппорта равна 660 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
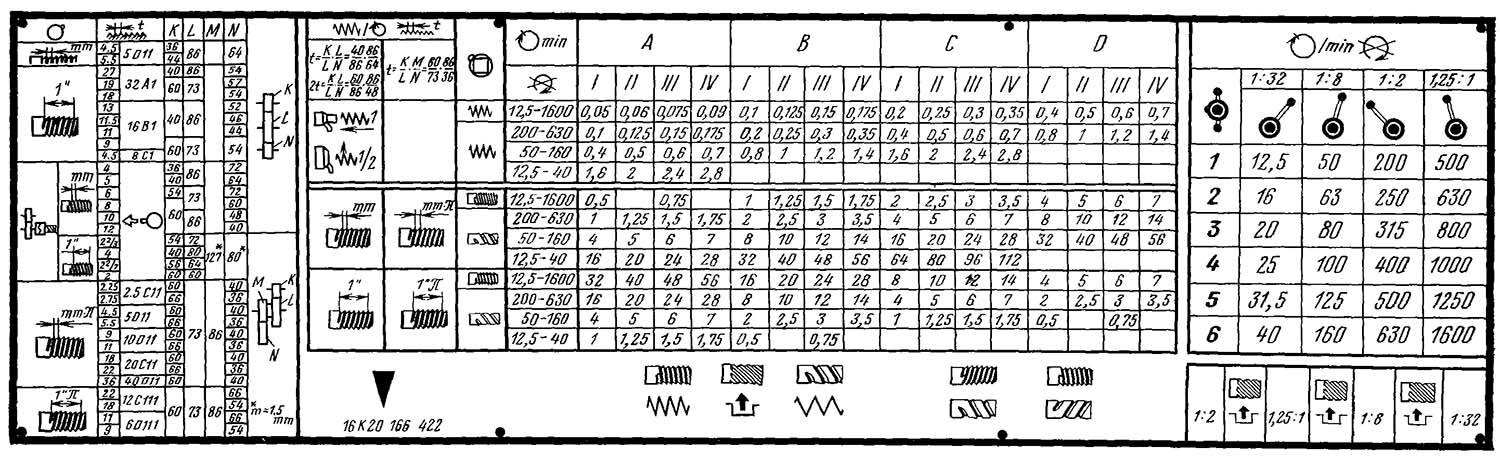
Без дополнительных сменных колес на станке модели 1А616 можно нарезать резьбы повышенной точности: метрические с шагом от 0,5 до 24 мм; дюймовые с числом ниток на 1 дюйм от 56 до 1; модульные с шагом в модулях от 0,25 до 5,5 мм и питчевые с шагом в питчах от 128 до 2.
Предусмотрена возможность нарезания особо точных резьб путем исключения из кинематической цепи зубчатых передач коробки подач и применения специальных прецизионных сменных зубчатых колес.
Устройство станка
Станина Е установлена на двух тумбах — передней М и задней 3, между которыми расположен поддон 1 (для сбора стружки). В передней тумбе смонтирована коробка скоростей Л, а в задней — электрошкаф Ж. Кроме того, к задней тумбе прикреплен бак И и насос для охлаждающей жидкости, а к передней — главный электродвигатель.
В левой головной части станины сверху закреплена передняя бабка Б, а на боковой лицевой части — коробка подач Н. Гитара сменных колес А установлена с левого торца станины.
Фартук В с суппортом Г перемещаются по внешним направляющим станины, а задняя бабка Д — по внутренним ее направляющим. Вместе со станком поставляются трехкулачковые самоцентрирующие патроны повышенной точности типа ТМ-165 и ТС-200 соответственно диаметром 165 и 200 мм и поводковый патрон диаметром 250 мм с пальцем и прихватом, а также упорные центры. По особому заказу поставляются подвижный и неподвижный люнеты.
Кинематика станка.
Движение резания.
Привод движения резания у станка модели 1А616 является разделенным. Он состоит из двух клиноременных передач, двенадцатиступенчатой коробки скоростей и переборного
устройства.
Приводной вал II коробки скоростей связан с электродвигателем мощностью 4,5 квт клиноременной
передачей 135—168. Трехваловая коробка скоростей имеет три двойных подвижных блока шестерен Б1 , Б2 и Б3 и одну одиночную подвижную шестерню 55. Вал III получает вращение от вала II через шестерни 41—26, когда блок Б1, как показано на схеме, сдвинут влево, либо через шестерни 39—31 при крайнем правом положении блока Б1 или посредством шестерен 14—55. В последнем случае шестерня 55 вводится в зацепление с шестерней 14, а блок Б1 устанавливается в среднее нейтральное положение. Два двойных блока шестерен Б2 и Б3 позволяют увеличить количество скоростей на выходном валу IV коробки скоростей до двенадцати.
Нижний ряд чисел оборотов от 11 до 280 в минуту передается шпинделю, как показано на схеме, через перебор. Вращение от коробки скоростей посредством клиноременной передачи 174—174 сообщается полому валу V и далее через шестерни 34—68, вал VI и зубчатую передачу 20—80 шпинделю VII.
Вращение от коробки скоростей посредством клиноременной передачи 174—174 сообщается полому валу V и далее через шестерни 34—68, вал VI и зубчатую передачу 20—80 шпинделю VII.
Верхний ряд чисел оборотов шпиндель получает при включенной кулачковой муфте Мг непосредственно от полого вала V.
Движения подач.
Движения подач суппорта заимствуются от шпинделя. Вал X получает вращение через шестерни 34—44—22—34. Подвижная шестерня 34 на валу X служит для изменения направления подач суппорта. При смещении шестерни влево вал X получает вращение от блока шестерен Б4, минуя паразитную шестерню 22. Для подачи суппорта сменные блоки шестерен С1 и С2 устанавливаются так, как показано на схеме, и вал XII приводится в движение от вала X через шестерни 30—66—• 36. Теоретически коробка подач может обеспечить 48 скоростей. Однако вследствие близкого совпадения ряда скоростей практически коробка подач дает только 22 различные величины подачи.
Промежуточный вал XIX и связанный с ним предохранительной муфтой Мп ходовой валик XXI получают вращение от выходного вала XVII коробки подач через колеса 23—55.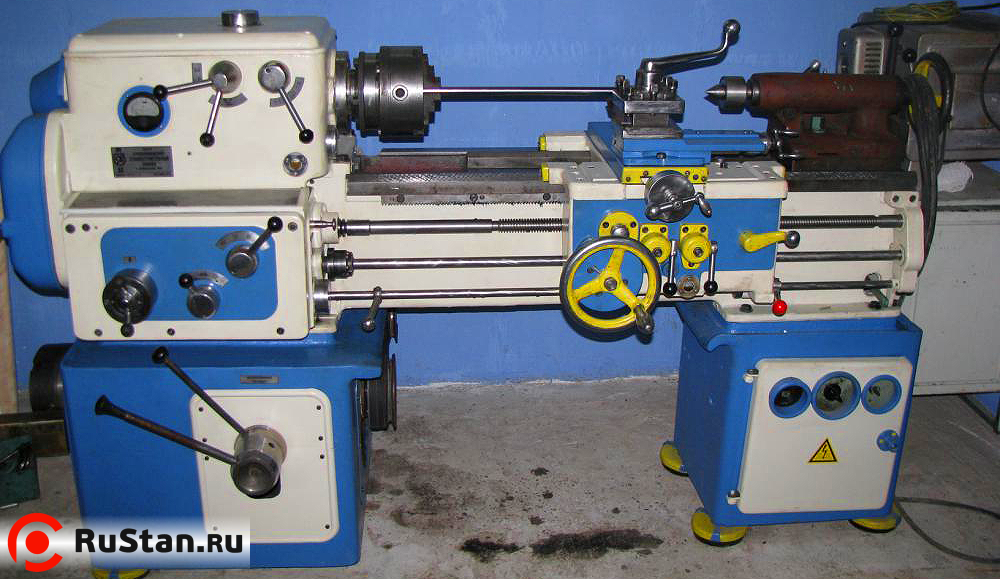 Ходовой валик XX/ передает вращение посредством червячной передачи 2—35 валу XXII. Последний связан с валом XXIII колесами 31—53.
Ходовой валик XX/ передает вращение посредством червячной передачи 2—35 валу XXII. Последний связан с валом XXIII колесами 31—53.
Мелкозубая муфта М6 служит для включения продольной подачи суппорта. Движение от вала XXIII передается суппорту через муфту М6, колеса 27—53, вал XXIV и реечную передачу 14 — рейка (т = 2 мм). Поперечная подача осуществляется ходовым винтом XXVII (при включенной муфте М5), который получает вращение от вала XXII через зубчатые передачи 50— 35 и 47—13.
Движение образования винтовой поверхности.
Для нарезания резьбы с шагом до 6 мм движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются при включенном переборе с использованием звена увеличения шага. Для этого блок шестерен Б4 смещают вправо, пока его левая шестерня 44 не войдет в зацепление с шестерней 34, закрепленной на полом валу V. В этом случае перемещение суппорта будет осуществляться от вала V. Для нарезания метрической и дюймовой резьбы сменные блоки шестерен С1 и С2 устанавливаются так же, как и при подаче: 30—66—36. При нарезании модульной и питчевой резьбы сменные блоки переставляют так, чтобы движение валу XII передавалось шестернями 36—66—55. Для некоторых шагов резьб применяются и другие варианты установки сменных блоков, при которых движение передается шестернями 25—66—55 или 36—66—30.
При нарезании модульной и питчевой резьбы сменные блоки переставляют так, чтобы движение валу XII передавалось шестернями 36—66—55. Для некоторых шагов резьб применяются и другие варианты установки сменных блоков, при которых движение передается шестернями 25—66—55 или 36—66—30.
Когда нарезаются дюймовые и питчевые резьбы (как показано на схеме), кулачковая муфта М2 выключена. Колесо 51 зацеплено с шестерней 30 вала XII, а шестерня 39 на валу XV введена в зацепление с шестерней 39 двойного блока 22—39, свободно сидящего на валу XIV. Для нарезания метрических и модульных резьб включается муфта М2, колесо 51 выводится из зацепления, а шестерня 39 перемещается по валу XV вправо до зацепления с колесом 39, жестко закрепленным на валу XIV. Суппорт получает движение от коробки подач через кулачковую муфту М4, промежуточный валик XVIII и ходовой винт XX.
Вспомогательные движения.
Лимб Л продольной подачи суппорта получает вращение от вала XXIV через шестерни 53—17 и передачу 30—30—117 с внутренним зацеплением.
Конструкция станка.
Компоновка.
Внутри передней тумбы 9 размещена коробка скоростей 6, которая благодаря наличию продолговатых пазов имеет возможность перемещаться в вертикальной плоскости для осуществления натяжения ременной передачи 3, связывающей приводные шкивы коробки скоростей 6 и передней бабки 4. Натяжение ремней производят гайками 8 после освобождения болтов 7. По окончании регулирования натяжения ремней болты 7 надо закрепить.
Главный электродвигатель 1 установлен на плите 12, которая может перемещаться в горизонтальной плоскости по кронштейну 11. Последний закреплен на задней стороне тумбы 9. Для регулирования натяжения ремней, связывающих электродвигатель с коробкой скоростей, следует освободить болты 10 и вращением винтов 13 создать необходимое натяжение, после чего вновь закрепить болты 10. Станина 2 коробчатой формы с П-образ-ными поперечными ребрами имеет две призматические и две плоские направляющие.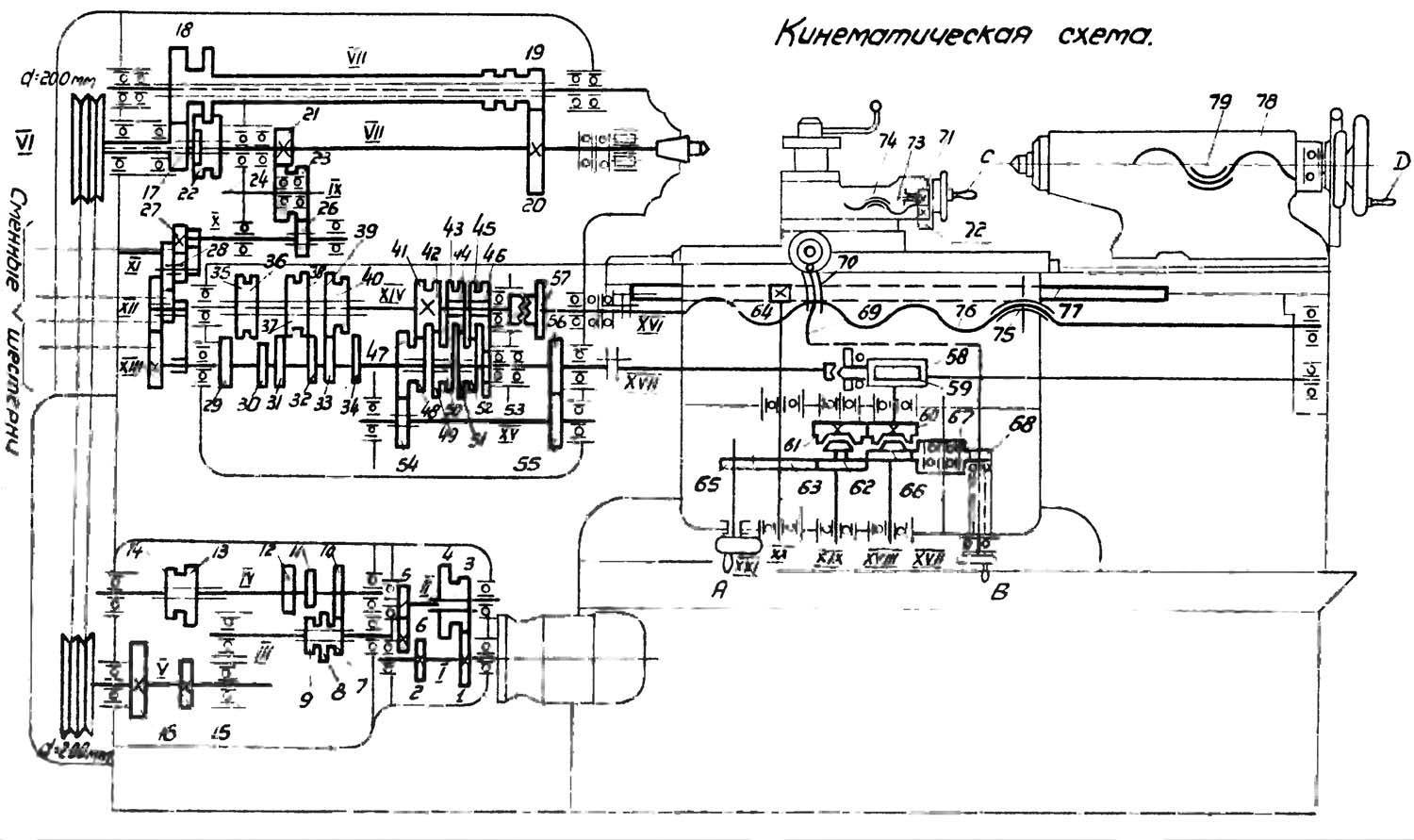 Коробка подач 5 крепится к станине 2 с лицевой стороны.
Коробка подач 5 крепится к станине 2 с лицевой стороны.
Коробка скоростей.
На станке модели 1А616 применена трехвальная 12-ступенчатая коробка скоростей. Приводной вал 13 выполнен за одно целое с малой шестерней Z. На шлицевом конце этого вала консольно установлен шкив 12. На другом конце вала 13 находится двойной подвижной блок шестерен 14. Промежуточный вал 11 также выполнен за одно целое с малой шестерней z1, имеющей, как и шестерня z, 14 зубьев. В средней части промежуточного вала неподвижно закреплены шестерни 6, 7 и 9. Зубчатое колесо 10 может перемещаться по шлицам вала 11. На выходном валу 4 находятся два двойных подвижных блока шестерен 5 и 8 и
приводной шкив 3.
Блоки шестерен 5 и 8 управляются рукояткой 17, которая имеет четыре фиксированных положения. Фиксация производится подпружиненным шариком 1, западающим в углубления закаленной планки 2. Блок шестерен 14 и подвижное колесо 10 управляются рукояткой 16. Эта рукоятка имеет только три фиксированных положения.
Эта рукоятка имеет только три фиксированных положения.
Все рабочие валы смонтированы на шариковых подшипниках в корпусе 15 коробки скоростей. Зубчатые колеса коробки скоростей изготовлены из стали 40Х и закалены ТВЧ до твердости HRC 50.
К корпусу 15 привинчена привалочная плита 18, с помощью которой коробка скоростей закрепляется на платиках передней тумбы станка.
Смазка коробки скоростей производится разбрызгиванием масла вращающимися шестернями. Масло забрасывается в лотки, укрепленные на корпусе сверху. Из лотка по трубкам масло попадает в необходимые места смазки. Заливка масла в коробку производится через пробку П3, а слив масла через пробку Пс. Уровень масла контролируется по маслоуказателю У.
Передняя бабка.
Шпиндель 18 смонтирован на высокоточных подшипниках качения класса А. В передней опоре шпинделя установлен специальный регулируемый двухрядный роликовый подшипник 17 серии 3182116А, имеющий у внутреннего кольца коническую посадочную поверхность.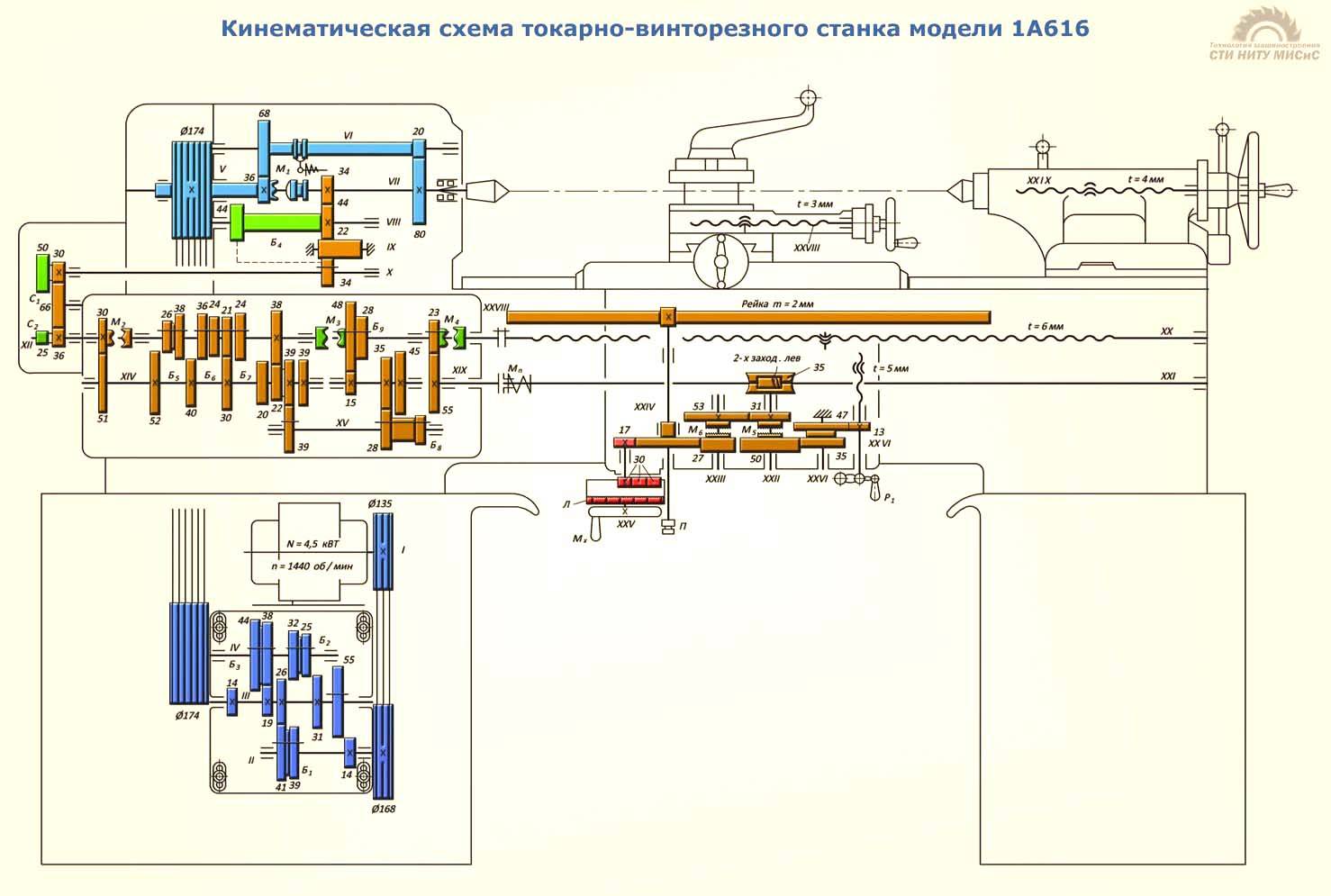 Регулирование радиального зазора в передней опоре шпинделя осуществляется гайкой 16. При подтягивании гайки внутреннее коническое кольцо подшипника перемещается вперед по конусной шейке шпинделя. Вследствие этого за счет упругих деформаций внутреннего кольца диаметр беговых канавок увеличивается, благодаря чему уменьшается или устраняется зазор между роликами и кольцами.
Регулирование радиального зазора в передней опоре шпинделя осуществляется гайкой 16. При подтягивании гайки внутреннее коническое кольцо подшипника перемещается вперед по конусной шейке шпинделя. Вследствие этого за счет упругих деформаций внутреннего кольца диаметр беговых канавок увеличивается, благодаря чему уменьшается или устраняется зазор между роликами и кольцами.
Задняя опора шпинделя состоит из радиально-упорного шарикоподшипника 6 серии 46211А и шарикового упорного подшипника 7 серии 8211 А. Регулирование задней опоры производится гайкой 2. Шпиндель 18 станка модели 1А616 имеет фланцевый передний конец с коническим центрирующим буртиком, выполненным по ГОСТу 2570—58 и обеспечивающим быстросменность установки патронов и надежность их крепления. Приводной шкив 9 закреплен на полом валу 10, который смонтирован на независимых от шпинделя шарикоподшипниках 8. Такой монтаж приводного устройства разгружает шпиндель от изгибающих усилий со стороны клиноременной передачи и ведущей шестерни г перебора, изготовленной за одно целое с полым валом 10. Конструкция задней опоры шпинделя позволяет устанавливать и заменять приводные ремни без демонтажа шпинделя. Для этого снимают защитный кожух 3, отворачивают гайку 2, отвинчивают фланец 4 и с помощью отжимных болтов выпрессовывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие заводят клиновые ремни для их монтажа или смены.
Конструкция задней опоры шпинделя позволяет устанавливать и заменять приводные ремни без демонтажа шпинделя. Для этого снимают защитный кожух 3, отворачивают гайку 2, отвинчивают фланец 4 и с помощью отжимных болтов выпрессовывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие заводят клиновые ремни для их монтажа или смены.
По шлицам переборного валика 11 перемещаются колесо 12 и шестерня 15. Они постоянно связаны друг с другом зубчатой муфтой М. На шпинделе жестко закреплена шестерня 14, которая охватывается зубчатой муфтой 13. При смещении муфты 13 влево ее зубья зацепляются с шестерней г, соединяя шпиндель с полым валом 10.
Шестерни 20 и 25 звена увеличения шага соединены в единый блок и могут перемещаться по шлицам вала 19. Широкая паразитная шестерня 22 реверсивного механизма смонтирована на оси 21 на шарикоподшипниках. Подвижная шестерня 24 реверса установлена на шлице-вом конце вала 26.
Смазка опор шпинделя производится маслом, поступающим самотеком из резервуара, расположенного в верхней части корпуса по трубам.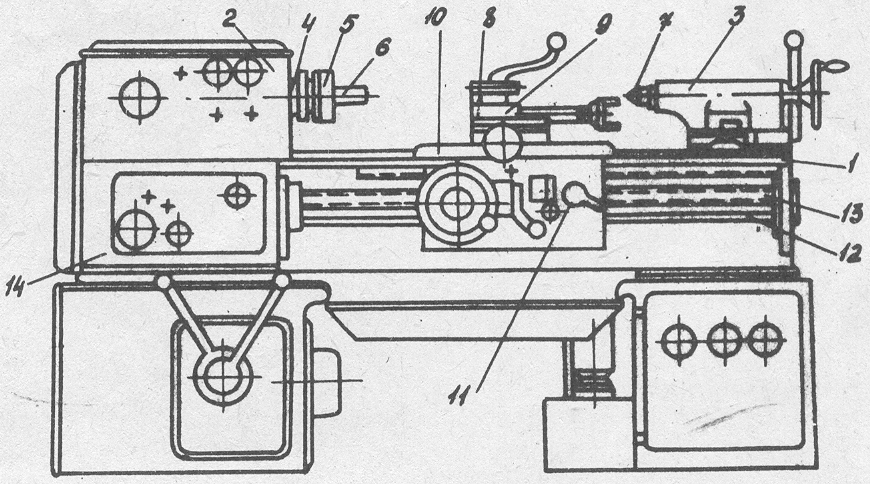 Подача масла в резервуар производится насосом 23, смонтированным на передней стенке корпуса 1 бабки, на одной оси с валом 26.
Подача масла в резервуар производится насосом 23, смонтированным на передней стенке корпуса 1 бабки, на одной оси с валом 26.
Смазка шестерен шпиндельной бабки осуществляется разбрызгиванием из масляной ванны.
Контроль уровня масла в шпиндельной бабке ведется по маслоуказателю У. Маслоуказатель У1 контролирует работу маслонасоса. Заливка масла в корпус шпиндельной бабки производится через отверстие в крышке, закрываемое пробкой. Спуск отработанного масла осуществляется через пробку, расположенную на задней стенке корпуса.
Коробка подач.
На кинематической схеме станка кулачковые муфты М2, М3 и М4 коробки подач для удобства чтения схемы и большей наглядности показаны как муфты с торцовыми кулачками. В действительности, как видно из рисунка, у этих муфт одна из полумуфт представляет собой шестерню с наружным зацеплением, а другая — зубчатое колесо с внутренним зацеплением. Такая конструкция кулачковых муфт более технологична, надежна в работе и долговечна.
Все шестерни коробки подач изготовлены из стали 45 и закалены ТВЧ до твердости HRC 50. Большинство шестерен и блоков шестерен, как подвижных, так и неподвижных, установлены на валах на шлицевых соединениях и только зубчатое колесо 4 и блок шестерен 5 по конструктивным соображениям закреплены на валах посредством сегментных шпонок, а шестерня 25 изготовлена за одно целое с валом. Все валы коробки подач смонтированы на шариковых подшипниках. Вал 11, который посредством жесткой муфты 13 связан с ходовым винтом 14, кроме двух радиальных шариковых подшипников имеет также два упорных прецизионных шариковых подшипника 8 и 10 класса А серии 8105, благодаря чему особое биение ходового винта не превышает 4 мкм. Степень предварительного натяга этих упорных шариковых подшипников регулируется гайками 12. Включение ходового винта или ходового валика производится кнопкой 9 при помощи тяги 7 и вилки 6.
Промежуточный вал 21 соединен с ходовым валиком 17 посредством предохранительной муфты, состоящей из закаленного диска 20 с отверстиями, корпуса 19, шариков 15, пружин 16 и регулировочной гайки 18. Диск 20 жестко закреплен на валу 21, а корпус 19 — на ходовом валике 17. В отверстия корпуса 19 муфты заложены шарики 15, которые посредством пружин 16 и гайки 18 поджаты к отверстиям диска 20.
Диск 20 жестко закреплен на валу 21, а корпус 19 — на ходовом валике 17. В отверстия корпуса 19 муфты заложены шарики 15, которые посредством пружин 16 и гайки 18 поджаты к отверстиям диска 20.
До тех пор пока крутящий момент, передаваемый ходовому валику, не превышает допустимой величины, все элементы предохранительной муфты работают как одно целое и вращаются совместно. Однако как только крутящий момент превысит допустимую величину, шарики 15, преодолевая сопротивление пружин 16, отойдут вправо и диск 20 начнет проскакивать относительно корпуса 19, который совместно с ходовым валиком 17 прекратит свое вращение. Регулировка величины допустимого крутящего момента производится гайкой 18.
Смазка механизмов коробки подач осуществляется под давлением маслом из резервуара, расположенного в верхней части корпуса 3 и прикрытого крышкой 1. Масло подается в резервуар насосом 22, который приводится во вращение валиком 23, связанным с шлицевым валом 24. Из резервуара масло подается к точкам смазки по трубкам 2. Заливка масла в резервуар коробки подач производится по маслоуказа-телю У2 после снятия крышки 1.
Заливка масла в резервуар коробки подач производится по маслоуказа-телю У2 после снятия крышки 1.
Фартук.
В станке модели 1А616 применен фартук закрытого типа упрощенной конструкции, так как в нем нет дополнительного механизма для реверсирования подач. Включение поперечных и продольных подач суппорта производится соответственно мелкозубчатыми кулачковыми муфтами М5 и М6.
Муфта М5 поперечной подачи суппорта управляется рукояткой 16, закрепленной на эксцентриковом валике 17. Последний установлен в отверстии стакана 20 и своей эксцентричной шейкой упирается в болт 19. При повороте рукоятки 16 совместно с эксцентриковым валиком 17 они одновременно вместе со стаканом 20 двигаются вдоль оси вала и через шарикоподшипник 15 и втулку 21 перемещают в осевом направлении шестерню-полумуфту 14. Последняя, упираясь в штыри 4 и преодолевая сопротивление пружин 5, входит в торцовое зацепление с шестерней полумуфтой 6, включая поперечную подачу.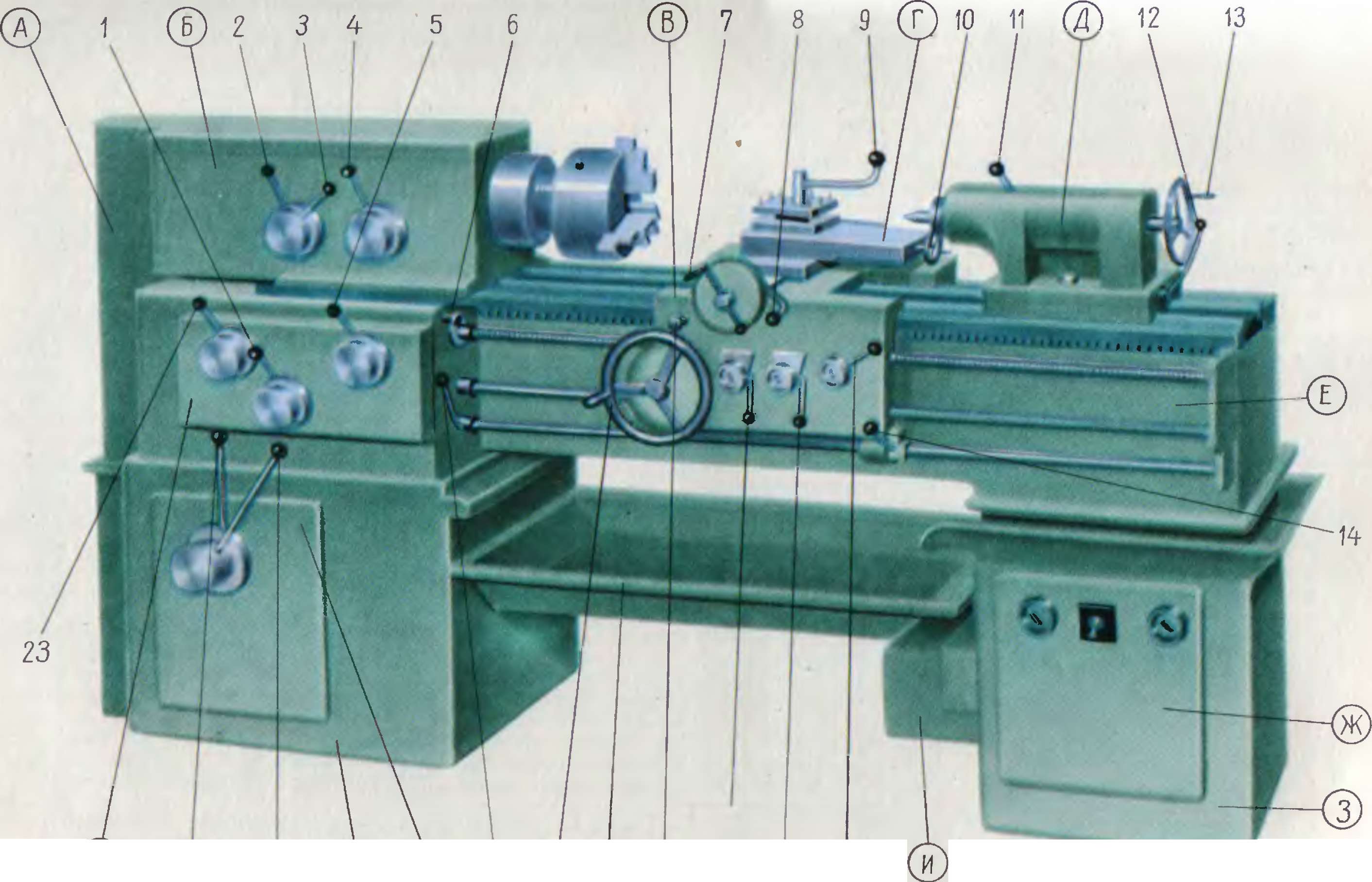
При повороте рукоятки 16 в первоначальное положение пружины 5 через штыри 4 расцепляют полумуфты 14 и 6, выключая движение подачи. Регулирование правильности включения и выключения муфты М5 производится болтом 19, который после регулировки законтривается гайкой 18. Управление муфтой М6 происходит аналогичным образом.
Включение маточной гайки 7 осуществляется рукояткой 12 посредством фасонного диска 13. Обе половинки маточной гайки 7 перемещаются по направляющим типа «ласточкин хвост», которые регулируются клином 8 и винтами 9. Последние контрятся стопорами 10.
Диск 11 служит для блокировки одновременного включения подачи от ходового валика и перемещения фартука от ходового винта. При нарезании резьбы от ходового винта реечная шестерня-валик 3 может быть выведена из зацепления с рейкой путем перемещения ее вдоль оси за кнопку 23. Положение шестерни-валика 3 фиксируется шариком 22.
Для отсчета продольных перемещений суппорта на фартуке установлен лимб 1, связанный с приводным диском-шестерней 2 посредством пружинной пластинки 24. Такая фрикционная связь позволяет быстро устанавливать лимб 1 в удобное для отсчета положение.
Такая фрикционная связь позволяет быстро устанавливать лимб 1 в удобное для отсчета положение.
Заливка масла (индустриальное 20) производится через пробку, расположенную на продольных салазках суппорта. Слив масла осуществляется через пробку, находящуюся в днище корпуса фартука. Уровень масла можно наблюдать по указателю У3.
Для смазки червячной передачи фартука предусмотрена специальная масляная ванна. Смазка мелкозубчатых муфт продольной и поперечной подачи, а также подшипников скольжения осуществляется маслом из резервуара, расположенного в верхней части фартука, через маслоподводящие трубки.
Суппорт
Крестовый суппорт состоит из продольных салазок 1, поперечных салазок 2, средней поворотной части 3, верхней части суппорта 4 и четырех-позиционного резцедержателя 21.
Продольные салазки 1 перемещаются по внешним направляющим станины 24. Для предохранения от опрокидывания и для обеспечения более плавного хода продольные салазки с задней стороны снабжены двумя планками 25 с регулируемыми упорами 26. Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Ручное установочное перемещение поперечных салазок 2 производится рукояткой 22 посредством ходового винта 18. Для обеспечения возможности устранения зазора между ходовым винтом и гайкой последняя состоит из двух частей — неподвижной 13 и регулируемой 16. Между обеими частями гайки размещен клин 14. Если вследствие износа резьбового соединения возникнет мертвый ход поперечных салазок, освобождают винт 17 и посредством винта 15 подтягивают клин 14. После устранения зазора гайка 16 надежно закрепляется винтом 17.
Быстрый отвод и подвод суппорта в пределах до 8 мм, необходимый при нарезании резьбы и ряде других операций, производится рукояткой 23.
Перемещение верхней части суппорта осуществляется рукояткой 11, закрепленной на винте 6. Гайка 7 жестко связана со средней поворотной частью 3. Величина пере- , мещения верхней части суппорта отсчитывается по лим-бовому кольцу 9, которое удерживается в нужном положении пластинчатой пружинкой 10. Гайки 12 служат для устранения зазора между винтом 6 и корпусом верхней части суппорта. Рукоятка 5 с помощью храповика 20 и кулачка 19 обеспечивает освобождение, поворот, фиксацию и закрепление резцедержателя 21.
Гайки 12 служат для устранения зазора между винтом 6 и корпусом верхней части суппорта. Рукоятка 5 с помощью храповика 20 и кулачка 19 обеспечивает освобождение, поворот, фиксацию и закрепление резцедержателя 21.
Для таких токарно-винторезных станков повышенной точности, как станок модели 1А616, предельное отклонение от параллельности направления движения салазок суппорта оси шпинделя передней бабки составляет 0,02 мм на длине 100 мм.
Задняя бабка
Основными частями задней бабки являются корпус 4, основание 17 и пи-ноль 2. Последняя совместно с центром может перемещаться вдоль своей оси в корпусе 4. От проворачивания пиноль удерживает шпонка 19, входящая в паз а пиноли. Осевое перемещение пиноли производится вручную маховичком 9, закрепленным на винте 5. Последний входит в маточную гайку 6, жестко связанную с пинолью 2. Осевые усилия, действующие на пиноль, воспринимаются упорным шарикоподшипником 7. В конце хода пиноли назад выжимается задний центр 1. Закрепление пиноли в корпусе бабки производится рукояткой 3 посредством втулочно-винтового зажима 18.
Закрепление пиноли в корпусе бабки производится рукояткой 3 посредством втулочно-винтового зажима 18.
Рычаг 8 служит для закрепления задней бабки на направляющих станины станка. При повороте рычага 8 по стрелке б эксцентрик оси 10 перемещает вверх стяжку 12 с винтом 13. Последний приподнимает правый конец рычажной планки 14, которая, будучи связана болтом 15 с корпусом бабки, нажимает через сферическую головку болта 21 на прижим 16. Прижим 16, опираясь на нижние плоскости направляющих станины (на рисунке не показаны), надежно закрепляет бабку. Упор 11 служит для ограничения хода рычага 8 и соответственно поворота эксцентрика оси 10. Для производства особо тяжелых работ задняя бабка может быть дополнительно закреплена гайкой 20.
К задней бабке также предъявляются высокие требования по точности ее монтажа и установки. Например, отклонения от параллельности перемещения пиноли задней бабки направлению перемещения продольных салазок суппорта не должно превышать в горизонтальной плоскости 10 мкм на максимальном вылете пиноли.
