Станок токарный чертеж: Чертежи токарно-винторезного станка 1К62
Содержание
Чертежи токарно-винторезного станка 1К62
Сведения о производителе токарно-винторезного станка 1К62
Производитель токарно-винторезного станка модели 1К62 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 — станок токарно-винторезный универсальный, Ø 400
- 1К62 — станок токарно-винторезный универсальный, Ø 400
- 1К62Б — станок токарно-винторезный повышенной точности универсальный, Ø 400
- 1К282 — станок токарный восьмишпиндельный вертикальный, Ø 250
- 1К620 — станок токарно-винторезный универсальный с вариатором, Ø 400
- 1К625 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 16А20Ф3 — станок токарный с ЧПУ, Ø 400
- 16Б20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20 — станок токарно-винторезный универсальный Ø 400
- 16К20ВФ1 — станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400
- 16К20М — станок токарно-винторезный механизированный, Ø 400
- 16К20П — станок токарно-винторезный повышенной точности,Ø 400
- 16К20ПФ1 — станок токарно-винторезный повышенной точностии с УЦИ, Ø 400
- 16К20Ф3 — станок токарный с ЧПУ, Ø 400
- 16К20Ф3С32 — станок токарный с ЧПУ, Ø 400
- 16К20Т1 — станок токарный с оперативным управлением, Ø 500
- 16К25 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 162 — станок токарно-винторезный универсальный, Ø 420
- 1622 — станок токарно-винторезный универсальный, Ø 120
- 1730 — станок токарный многорезцовый копировальный полуатомат, Ø 410
- ДИП-40 (1Д64) — станок токарно-винторезный универсальный, Ø 800
- ДИП-50 (1Д65) — станок токарно-винторезный универсальный, Ø 1000
- ДИП-200 — станок токарно-винторезный универсальный, Ø 400
- ДИП-300 — станок токарно-винторезный универсальный, Ø 630
- ДИП-400 — станок токарно-винторезный универсальный, Ø 800
- ДИП-500 — станок токарно-винторезный универсальный, Ø 1000
- МК6046, МК6047, МК6048 — станок токарно-винторезный универсальный, Ø 500
- МК6056, МК6057, МК6058 — станок токарно-винторезный универсальный, Ø 500
- МК-3002 — станок токарный настольный, Ø 220
Спецификация основных узлов и органов управления токарным станком
Основные узлы и органы управления токарным станком 1к62
Основные узлы и органы управления токарным станком 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления токарного станка 1К62
- Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль;
- Рукоятки установки чисел оборотов шпинделя;
- Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многоэаходные резьбы;
- Рукоятка установки правой и левой резьбы и подачи;
- Рукоятки установки чисел оборотов шпинделя;
- Кнопка включения реечной шестерни при нарезании резьбы;
- Рукоятка индексации и закрепления резцовой головки
- Рукоятка поперечной подачи суппорта;
- Кнопочная станция пуска и останова электродвигателя главного привода;
- Рукоятка подачи верхней части суппорта;
- Рукоятка управления быстрыми перемещениями каретки и суппорта;
- Рукоятка крепления пиноли задней бабки;
- Выключатель насоса охлаждения;
- Линейный выключатель;
- Рукоятка крепления задней бабки;
- Выключатель местного освещения;
- Маховичок перемещения пиноли задней бабки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка включения маточной гайки;
- Маховичок ручного перемещения суппорта и каретки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка установки величины подачи и шага резьбы.

Спецификация составных частей токарного станка 1К62
- Бабка передняя (коробка скоростей) — 1К62.02.01
- Станина — 1К62.01.01
- Фартук — 1К62.06.01
- Каретка — 1К62.05.01; Суппорт — 1К62.04.01
- Охлаждение — 1К62.14.01
- Бабка задняя — 1К62.03.01
- Моторная установка — 1К62.15.01
- Коробка подач — 1К62.07.01
- Электрооборудование — 1К62.18.01
- Приклон — 1К62.78.01; Шестерни сменные — 1К62.78.02
- Ограждение — 1К62.50.01
- Переключение — 1К62.11.01
Кинематика токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного 1к62
Кинематика токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Расчет кинематической настройки токарно-винторезного станка 1К62
Схема установки подшипников на токарно-винторезном станке 1К62
Схема установки подшипников на токарно-винторезном станке 1к62
Схема установки подшипников на токарно-винторезном станке 1К62.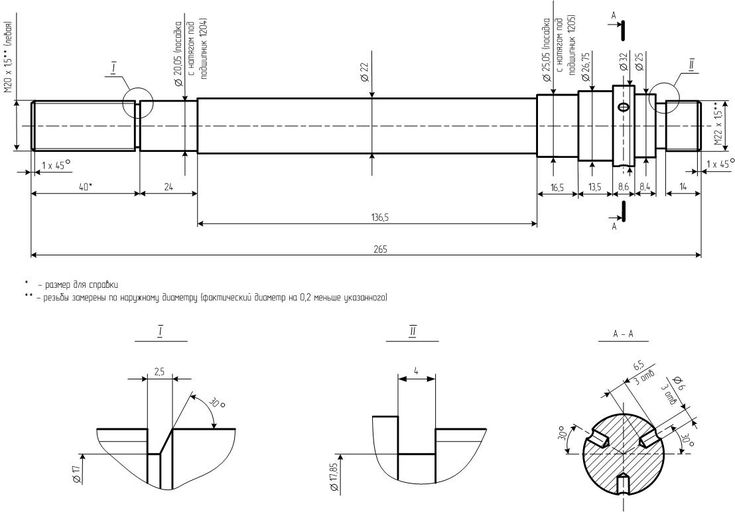 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Описание конструкции токарно-винторезного станка 1К62
1К62.02.01. Передняя бабка (коробка скоростей) токарно-винторезного станка 1К62
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Развертка передней бабки токарно-винторезного станка 1к62
1. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
2. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
3. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Приклон и гитара токарно-винторезного станка 1к62
Приклон и гитара токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Приклон и гитара токарно-винторезного станка 1к62
Приклон и гитара токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62.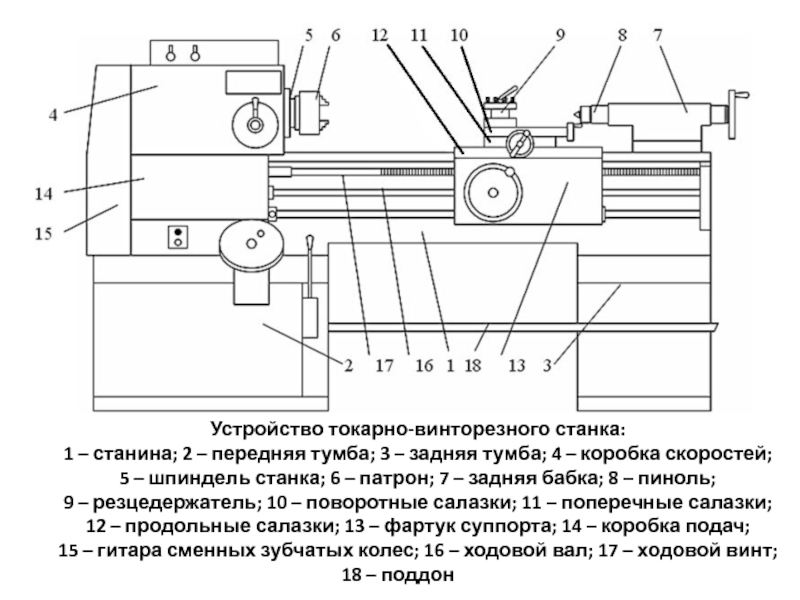 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Шпиндель токарно-винторезного станка 1к62
Чертеж шпинделя токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции шпиндельной бабки токарно-винторезного станка 1К62
1К62.03.01. Задняя бабка токарно-винторезного станка 1К62
Задняя бабка токарно-винторезного станка 1к62
Задняя бабка токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
1К62.04.01. Суппорт токарно-винторезного станка 1К62
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
1К62.06.01. Фартук токарно-винторезного станка 1К62
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции фартука токарно-винторезного станка 1К62
1К62.06.01. Коробка подач токарно-винторезного станка 1К62
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62.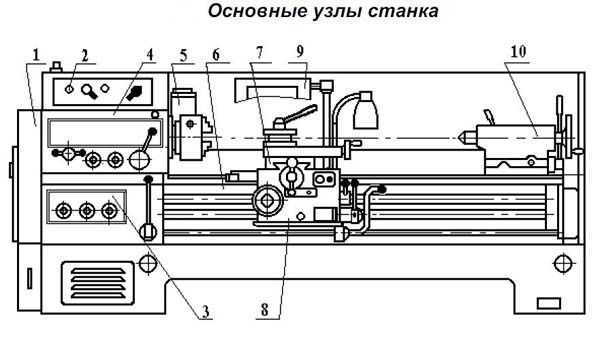 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции коробки подач токарно-винторезного станка 1К62
Ремонт токарно-винторезного станка 1к62. Видеоролик
Технические данные и характеристики токарно-винторезного станка 1К62
| Наименование параметра | ДИП-200 (1д62м) | 1А62 | 1К62 | 16К20 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 410 | 400 | 400 | 400 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 210 | 210 | 220 | 220 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1500 | 750, 1000, 1500 | 710, 1000, 1400 | 710, 1000, 1400, 2000 |
| Наибольшая длина обточки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Высота оси центров над плоскими направляющими станины, мм | 202 | 215 | 215 | |
| Наибольшее расстояние от оси центров до до кромки резцедержателя, мм | 228 | 228 | 240 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 23 | 25 | 25 | 25 |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 | 25 х 25 | 25 х 25 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | 200 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 1500 | 460, 650, 900, 1300 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 36 | 38/ 47 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 37 | 34 | 36/ 45 | 50 |
| Число ступеней частот прямого вращения шпинделя | 18 | 21 | 24 | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 11,5. .600 .600 | 11,5..1200 | 12,5..2000 | 12,5..1600 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 | 12 | 12 |
| Частота вращения шпинделя в обратном направлении, об/мин | 18..760 | 18..1520 | 19..2420 | 19..1900 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5/ 6 | Морзе 6 |
| Конец шпинделя фланцевого | М90х6 | М90х6 | М90х6/ 6 | 6К по ГОСТ 12593-72 |
| Торможение шпинделя | есть | есть | есть | |
| Материал шпинделя | Ст.45 | Ст.45 | ||
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | |
| Наибольшее перемещение продольной каретки суппорта по валику и по винту, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Наибольшее перемещение поперечной каретки суппорта от руки, мм | 280 | 280 | 250 | 300 |
| Наибольшее перемещение поперечной каретки суппорта по валику и по винту, мм | 280 | 280 | 250 | |
| Продольное перемещение на одно деление лимба, мм | нет | 1 | 1 | 1 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение на один оборот лимба (шаг винта поперечного суппорта), мм | 5 | 5 | ||
| Число ступеней продольных подач | 35 | 35 | 49 | |
| Пределы рабочих подач продольных, мм/об | 0,082. .1,59 .1,59 | 0,082..1,59 | 0,07..4,16 | 0,05..2,8 |
| Число ступеней поперечных подач | 35 | 35 | 49 | |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,027..0,522 | 0,035..2,08 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 3,4 | 3,8 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 1,7 | 1,9 |
| Максимально допустимая скорость при работе по упорам, м/мин | 0,25 | |||
| Количество нарезаемых резьб метрических | 25 | 19 | 44 | |
| Пределы шагов метрических резьб, мм | 1..12 | 1..12 | 1..192 | 0,5..112 |
| Количество нарезаемых резьб дюймовых | 30 | 20 | 38 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24.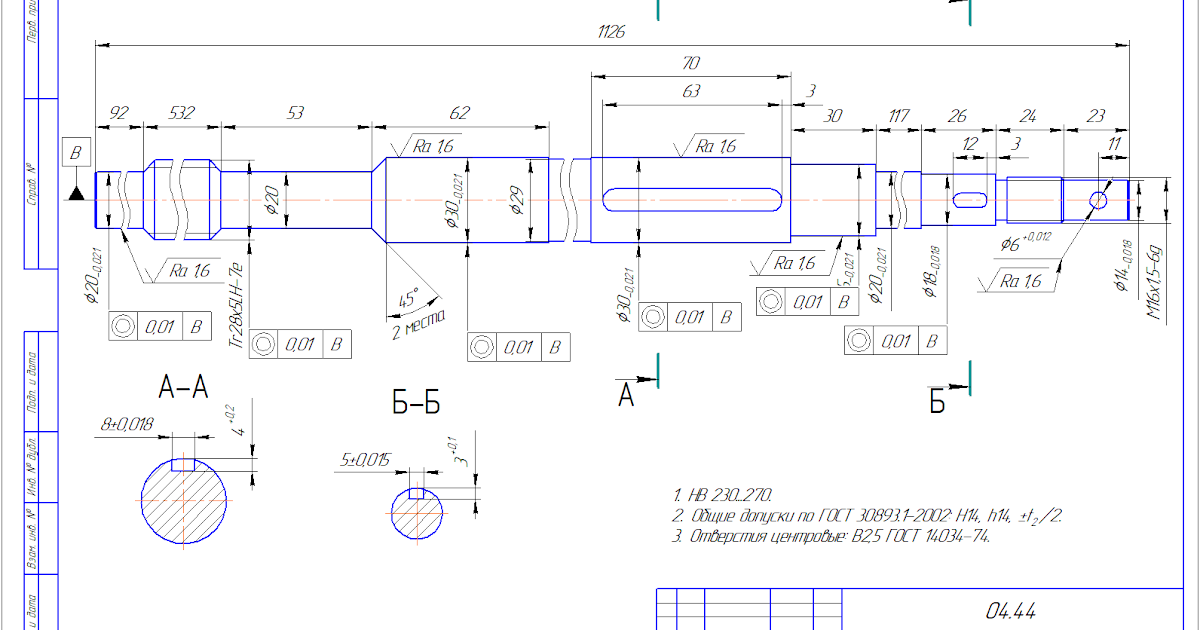 .2 .2 | 24..2 | 24..2 | 56..0,5 |
| Количество нарезаемых резьб модульных | 12 | 10 | 20 | |
| Пределы шагов модульных резьб, модуль | 0,25..3 | 0,5..3 | 0,5..48 | 0,5..112 |
| Количество нарезаемых резьб питчевых | 24 | 24 | 37 | |
| Пределы шагов нарезаемых резьб питчевых | 96..7 | 95..7 | 96..1 | 56..0,5 |
| Выключающие упоры продольные | есть | есть | есть | есть |
| Выключающие упоры поперечные | нет | нет | нет | |
| Предохранение от перегрузки | есть | есть | есть | есть |
| Блокировка одновременного включения продольного и поперечного движения суппорта | есть | есть | есть | есть |
| Резьбоуказатель | нет | |||
| Наружный диаметр ходового винта, мм | 40 | 40 | ||
| Шаг ходового винта, мм | 12 | 12 | ||
| Диаметр ходового вала, мм | 30 | 30 | ||
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 100 | 113 | 140 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба (шаг винта резцовых салазок), мм | 5 | 5 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | 65 | 70 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | нет | нет | 0,05 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 2 | 4 | 4 |
| Электродвигатель главного привода, кВт | 4,3 | 7 | 10 | 11 |
| Электродвигатель быстрых перемещений, кВт | нет | нет | 0,8 | 0,75 |
| Электродвигатель гидростанции, кВт | нет | нет | 1,1 | 1,1 |
| Электродвигатель насоса охлаждения, кВт | нет | 0,125 | 0,125 | 0,12 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2650 х 1315 х 1220 | 2650 х 1580 х 1210 | 2812 х 1166 х 1324 | 2795 х 1190 х 1500 |
| Масса станка (РМЦ = 1000), кг | 1750 | 2105 | 2140 | 3005 |
- Токарно-винторезный станок 1К62.
 Руководство по уходу и обслуживанию, КП, 1962, 1966
Руководство по уходу и обслуживанию, КП, 1962, 1966 - Токарно-винторезный станок 1К62. Рабочие чертежи, КП, 1970
- Универсальный токарно-винторезный станок 1К62. Каталог запасных частей, Станкоимпорт,
- Ремонт токарно-винторезных станков моделей 1К62, 1К625 часть 1, часть 2, часть 3, Тула, 1974
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.
 Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980 - Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки
1К62 Паспорт токарно-винторезного станка, (djvu) 1,8 Мб, Скачать
1К62 Руководство по ремонту токарно-винторезных станков. Часть 1. Общее описание станков и чертежи узлов
1К62 Руководство по ремонту токарно-винторезных станков 1К62, 1К625. Часть 2. Сменяемые детали
1К62 Руководство по ремонту токарно-винторезных станков 1К62, 1К625. Часть 3. Маршрутная технология сборки-разборки
Токарный станок — Чертежи в AutoCAD’е
10 Posts
Токарный станок, Чертежи в AutoCADe 0
Для отрезки деталей, типа п/ш колец, на токарном автомате используется резцедержавка отрезного резца, с креплением в двух степенях свободы.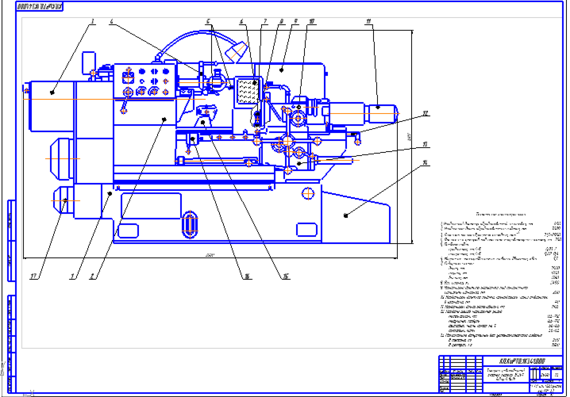 Использование оригинальных прихватов резца, позволяет быструю смену резца. Упор державки с…
Использование оригинальных прихватов резца, позволяет быструю смену резца. Упор державки с…
Read More Read More by Алексей Васильевич
Токарный станок, Чертежи в AutoCADe 0
Люнет — станочное приспособление. Назначение люнета — дополнительная опора во избежание прогиба заготовки при обработке на токарном или шлифовальном станке.
Read More Read More by Алексей Васильевич
Токарный станок, Чертежи в AutoCADe 0
Для подрезки торца заготовки используется державка для твёрдосплавной пластины с механическим креплением. Использование пружины для крепления пластины позволяет быструю её замену. Использование упора державки, установленного на продольном суппорте, позволяет настройку…
Read More Read More by Алексей Васильевич
Токарный станок, Чертежи в AutoCADe 0
Отрезной резец крепится в державке с регулировочным винтом для настройки на размер. 1Б265НП-6К — Полуавтомат токарный шести-шпиндельный горизонтальный патронный
1Б265НП-6К — Полуавтомат токарный шести-шпиндельный горизонтальный патронный
Read More Read More by Алексей Васильевич
Резцы, Токарный станок, Чертежи в AutoCADe 0
Фасонный резец, для обточки нескольких наружных наружных фасок на станке 1Б290-6К Автомат токарный шести-шпиндельный горизонтальный прутковый.
Read More Read More by Алексей Васильевич
Токарный станок, Чертежи в AutoCADe 0
Обточка нажимного ролика ВАЗ осуществляется проходным резцом, с базированием за внутренний расточенный диаметр заготовки.Высокая производительность достигается за счёт закрепления несколькихколец( до10шт.) и применением быстро съёмной шайбы. Токарно-винторезный станок модели…
Read More Read More by Алексей Васильевич
Резцы, Токарный станок, Чертежи в AutoCADe 0
Фасонные резцы Державка обеспечивает угловую регулировку резца относительно оси заготовки с помощью двух винтов с высокой точностью, а так же регулировку вдоль оси. Задний угол(5…10гр.) создаётся смещением оси резца относительно…
Задний угол(5…10гр.) создаётся смещением оси резца относительно…
Read More Read More by Алексей Васильевич
Резцы, Токарный станок, Чертежи в AutoCADe 0
Для получения деталей типа колец, применяется державка отрезного резца с пазовым креплением и торцевым зажитом. Державка обеспечивает быструю и точную замену затупившегося резца. Резец — режущий инструмент, предназначен для обработки…
Read More Read More by Алексей Васильевич
Токарный станок, Чертежи в AutoCADe 0
Для закрепления штучной заготовки применяется цанговый патрон внутреннего базирования для обработки наружных поверхностей.Заготовка устанавливается автооператором в патрон до подпружиненого упора. Пружина обеспечивает автоматический съём детали при разжиме цанги. …
Пружина обеспечивает автоматический съём детали при разжиме цанги. …
Read More Read More by Алексей Васильевич
Обработка с ЧПУ или ручная обработка: что лучше
Обработка с ЧПУ или компьютерное числовое управление стала более быстрой и эффективной производственной стратегией. Этот метод создает необходимые детали с помощью программно управляемых фрезерных, токарных или электроэрозионных станков, которые удаляют слои материала с заготовки. В то время как ручная обработка должна выполняться вручную и опытными или высококвалифицированными машинистами. Преимущества обработки с ЧПУ кажутся заметно безграничными при окончательном сравнении обработки с ЧПУ и ручной обработки.
Однако есть производители, которые полагаются на инструменты ручной обработки для изготовления прототипов деталей. В частности, ручная обработка занимает видное место в промышленности и при изготовлении небольших серий быстрых прототипов.
Хороший выбор технологий производства приводит к успешному проекту. Если вы выбираете, какой метод использовать для своего бизнеса, вот подробное сравнение обработки с ЧПУ и ручной обработки, чтобы помочь вам сделать лучший выбор для ваших пользовательских прототипов и производственных деталей для конечного использования.
Если вы выбираете, какой метод использовать для своего бизнеса, вот подробное сравнение обработки с ЧПУ и ручной обработки, чтобы помочь вам сделать лучший выбор для ваших пользовательских прототипов и производственных деталей для конечного использования.
Принципы ЧПУ и ручной обработки
Сравнение ЧПУ и ручной обработки можно начать с изучения принципов их работы.
Принципы обработки с ЧПУ
Для автоматической обработки с ЧПУ требуются цифровые файлы с инструкциями по резке и инструментам. Таким образом, для обработки станков с ЧПУ требуются различные инструменты для изготовления обработанных деталей, а инженеры и машинисты создают цифровые библиотеки инструментов для взаимодействия со станками с ЧПУ.
Эти машины могут работать автоматически, применяя цифровые инструкции и запуская проектирование в программном обеспечении САПР (автоматизированное проектирование). 3D-модель, созданная с помощью программного обеспечения, определяет необходимые свойства и размеры конечной детали.
Поскольку пакеты CAD-CAM поставляются в комплекте с некоторыми из этих программ, производство может продолжаться в тех же программах. И не будет необходимости в переводе файлов, если программное обеспечение CAD и CAM будет производить одно и то же семейство продуктов. В противном случае вам необходимо импортировать файл САПР.
Принципы ручной обработки
Ручные станки управляются вручную, включая любые традиционные станки, такие как ленточные пилы, сверлильные станки, шлифовальные станки, концевые фрезы и токарные станки. С помощью этих ручных машин машинисты могут создавать огромное количество прототипов для различных целей. Однако по сравнению с обработкой на станке с ЧПУ, управляемой автоматикой или компьютером, ручная обработка требует больше времени и внимания для выполнения любой функции.
В чем преимущества обработки с ЧПУ по сравнению с ручной обработкой?
Вы также можете сравнить и сопоставить ручную обработку и обработку с ЧПУ, поняв преимущества каждой из них.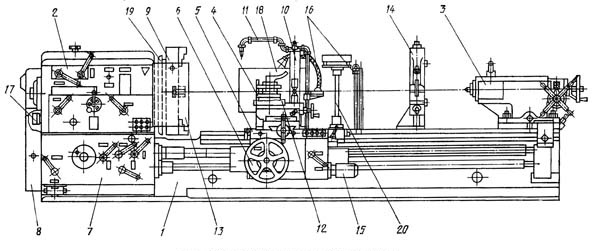
Преимущества обработки с ЧПУ
Некоторые из основных преимуществ услуг обработки с ЧПУ заключаются в следующем:
1. Универсальность и согласованность
Отличительной особенностью обработки с ЧПУ является ее универсальность и точность. Различные отрасли промышленности используют механическую обработку с ЧПУ для изготовления деталей и компонентов благодаря точному изготовлению деталей, прибыльному производству, эффективности и стабильным разрезам. А с помощью станков и технологий с ЧПУ также можно производить широкий спектр нестандартных металлов. Обработка с ЧПУ используется для резки материала и крупносерийного производства деталей. Один квалифицированный инженер легко управляет несколькими станками с ЧПУ.
2. Надежность и эффективность
Обработка на станках с ЧПУ управляется компьютерами, и в этом процессе исключена вероятность человеческой ошибки. Работа с компьютером делает обработку с ЧПУ более надежным и быстрым методом, чем ручная обработка. Короче говоря, обработка с ЧПУ является более точной, и на ее изготовление уходит меньше времени.
Короче говоря, обработка с ЧПУ является более точной, и на ее изготовление уходит меньше времени.
3. Меньше человеческого труда и низкие требования к техническому обслуживанию
Станки с ЧПУ не требуют большого количества опытных операторов для производственного процесса. То есть только один квалифицированный машинист может выполнять производственные задачи. А станки с ЧПУ требуют минимального обслуживания и ухода, чем станки с ручным управлением, хотя они работают весь день. Они просто требуют периодического обслуживания.
4. Единообразие конструкции и безопасность
Одним из преимуществ ЧПУ является то, что оно может многократно изготавливать одну и ту же конструкцию, поскольку размеры и программирование одни и те же для некоторых компонентов. Таким образом, это метод увеличения прибыли без увеличения усилий и ставок. Кроме того, на станках с ЧПУ безопасно работать. Операторы находятся далеко от станков и не имеют физических приспособлений для обработки с ЧПУ.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Преимущества ручной обработки
Несмотря на то, что обработка с ЧПУ имеет передовые возможности для производства точных деталей, ручная обработка имеет ценность. Вот плюсы ручной обработки.
1.
Меньше затрат для мелкого производства
Ручная обработка также может использоваться для изготовления пластиковых и металлических деталей с тем же результатом. Это оказывается менее затратным для небольших производственных проектов и малобюджетных операций.
2. Хороший выбор для металлических профилей
Ручные станки требуют больше инструментов и больше времени для выполнения производственной процедуры. Таким образом, вы можете использовать этот процесс для небольших операций и изготовления деталей. Обычный/ручной метод обработки рекомендуется для простых металлических форм, поскольку он менее затратен, чем другие методы.
Преимущества станков с ЧПУ для прототипирования
Вот три станка с ЧПУ, которые следует обсудить, когда вы оцениваете обработку с ЧПУ по сравнению с ручной обработкой.
Фрезерный станок с ЧПУ
Фрезерование с ЧПУ – универсальный метод, используемый для изготовления сложных деталей. В нем используется вращающийся цилиндрический инструмент для удаления материала из твердого блока и создания деталей, разработанных по индивидуальному заказу. А режущие инструменты фрезерных станков с ЧПУ могут перемещаться по нескольким осям для фрезерования детали и вращения в направлениях X, Y, Z. Подводя итог, можно сказать, что фрезерные станки с ЧПУ лучше всего подходят для качественного и высокоточного производства для различных отраслей промышленности.
Фрезерные станки с ЧПУ могут преобразовывать определенные команды для автоматического управления их движениями с помощью числового контроллера, но ручное фрезерование не имеет такой возможности. Наконец-то вы можете получить деталь с большими погрешностями на ручной фрезерной станке. Кроме того, ручные фрезерные станки требуют помощи человека и приспособлений и работают медленно при разрушении материалов.
Наконец-то вы можете получить деталь с большими погрешностями на ручной фрезерной станке. Кроме того, ручные фрезерные станки требуют помощи человека и приспособлений и работают медленно при разрушении материалов.
Токарный станок с ЧПУ
Токарные станки с ЧПУ в основном используются для изготовления деталей с использованием точных инструкций по проектированию. В токарных станках зажимы материала и вращение со шпинделем используются для металлообработки, термического напыления и точения по дереву. Токарный станок с ЧПУ также может производить цилиндрические, конические или плоские поверхности. Кроме того, они могут изменять шероховатость поверхности, слабое сопротивление, фаски и визуальные свойства обработанных изделий.
Токарный станок с ЧПУ снижает вероятность человеческих ошибок и увеличивает производство точных круглых форм. Токарные станки с ручным управлением могут разрабатывать только прототипы с необходимостью ручного переключения станков. Хотя ручные токарные станки также могут обеспечить высокую точность при аккуратной резке, этот процесс потребует от вас больше времени и внимания. При сравнении токарного станка с ручным управлением и токарного станка с ЧПУ, токарный станок с ЧПУ делает процесс более быстрым и точным.
Хотя ручные токарные станки также могут обеспечить высокую точность при аккуратной резке, этот процесс потребует от вас больше времени и внимания. При сравнении токарного станка с ручным управлением и токарного станка с ЧПУ, токарный станок с ЧПУ делает процесс более быстрым и точным.
Электроэрозионная машина (электроэрозионная машина)
Производство электроэрозионной обработки — это метод удаления материала заготовки с использованием тепловой энергии. Машинистам не нужно прикладывать механическую силу во время процесса. Электроэрозионная обработка выполняет свою функцию с помощью режущего инструмента и в основном применяется для изготовления и формовки сложных деталей. Более того, он может изготавливать детали, которые ручной станок и фрезерный станок не могут произвести.
Электроэрозионная обработка является более подходящим и эффективным методом, чем ручная обработка. Этот метод позволяет изготавливать более точные и высококачественные детали на электроэрозионных станках. Общие преимущества этого процесса в некоторой степени снижают его высокую стоимость.
Общие преимущества этого процесса в некоторой степени снижают его высокую стоимость.
В чем разница в стоимости между ЧПУ и ручной обработкой?
В этой части показана разница в стоимости между обработкой на станке с ЧПУ и ручной обработкой. Основные различия в стоимости следующие:
1 . Меньше общих затрат, чем ручная обработка
На стоимость процесса обработки влияют многие факторы, такие как процент брака, стоимость рабочей силы, расходы на техническое обслуживание и производство деталей в целом. После подведения итогов между ЧПУ и ручной обработкой вы можете обнаружить, что общая стоимость обработки с ЧПУ меньше, чем ручная обработка.
2. Низкий уровень брака и проблем с техническим обслуживанием
Процесс обработки с ЧПУ более точен и имеет меньший процент брака, чем ручная обработка на производство. Затраты на рабочую силу и требования к техническому обслуживанию больше связаны с ручной обработкой, что делает ее более дорогостоящей и ограниченной.
3. Повышенный спрос в промышленности
Уровень отходов ручной обработки, стоимость рабочей силы и дополнительное техническое обслуживание делают этот метод дорогостоящим. Высокоточные детали и низкий уровень брака увеличивают спрос на детали для станков с ЧПУ во всем мире.
Если вы хотите узнать несколько советов по расчету стоимости обработки с ЧПУ, нажмите на ссылку.
Применение обработки с ЧПУ
Некоторые основные отрасли промышленности, в которых используется обработка с ЧПУ:
1. Бытовая электроника
Производители электроники часто используют обработку с ЧПУ для изготовления корпусов, приспособлений, печатных плат и приспособлений для электронной промышленности. Самый известный рынок — мобильные телефоны и микрофоны.
2. Автомобильная промышленность
Автомобильная промышленность использует станки с ЧПУ для изготовления одноразовых нестандартных деталей и прототипирования. Они производят редукторы, оси, клапаны и цилиндрические блоки с штампованными металлическими и пластиковыми деталями, включая газовые указатели и панели приборов. Для этого процесса не требуется минимальное количество деталей.
Они производят редукторы, оси, клапаны и цилиндрические блоки с штампованными металлическими и пластиковыми деталями, включая газовые указатели и панели приборов. Для этого процесса не требуется минимальное количество деталей.
3. Нефтегазовая промышленность
В нефтегазовой промышленности используются фрезерные станки с ЧПУ для изготовления штоков, пальцев и поршней. Эта отрасль требует жестких допусков и прецизионной обработки деталей, поэтому обработка с ЧПУ является лучшим методом для производства таких компонентов.
4. Медицинская промышленность
Медицинская промышленность требует бескомпромиссного качества деталей, сложных поверхностей и высокой точности. Таким образом, обработка с ЧПУ является наиболее подходящим методом для медицинской промышленности. В медицинской промышленности необходимо сложное медицинское оборудование, в том числе рентгеновские мониторы, хирургические инструменты и сканеры MPI.
Заключение
Существует просто сравнение между обработкой на станке с ЧПУ и ручной обработкой.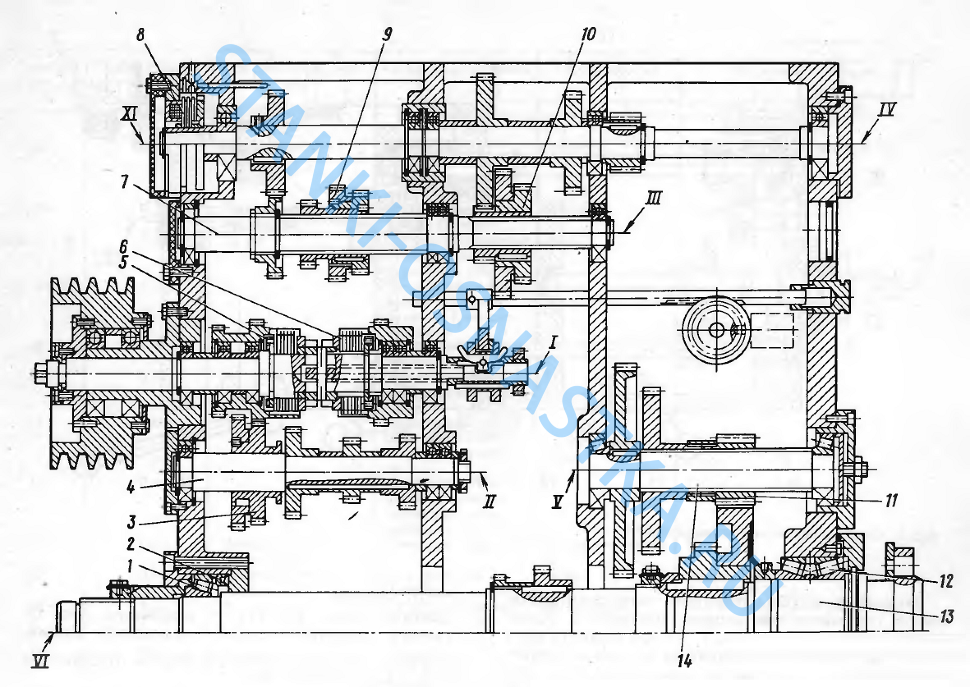 Неразумно ожидать, что ручная обработка даст вам тот же результат, что и обработка с ЧПУ.
Неразумно ожидать, что ручная обработка даст вам тот же результат, что и обработка с ЧПУ.
Точная, точная и безопасная обработка с ЧПУ, управляемая программным обеспечением CAD и CAM, обеспечивает эффективность и отличное производство по меньшей цене и, что наиболее важно, обеспечивает меры безопасности, чем ручная обработка.
Больше не нужно полагаться на ручную обработку для прототипирования деталей? Что ж, вы можете воспользоваться индивидуальными онлайн-услугами по обработке с ЧПУ, предоставляемыми RapidDirecrt . Наша платформа предоставляет вам мгновенные расценки на обработку с ЧПУ и детали, изготовленные по индивидуальному заказу, предоставляет вам полные отчеты о проверке размеров и бесплатную обратную связь DFM. Нажмите на кнопку ниже и загрузите свои файлы, чтобы получить мгновенное предложение!
Начни свой проект!
Часто задаваемые вопросы
Как отличить токарный станок с ручным управлением от токарного станка с ЧПУ?
Основное различие между токарным станком с ручным управлением и обработкой с ЧПУ заключается в точности и затратах времени. Благодаря тщательной резке вы можете получить высокую точность на ручном токарном станке, а обработка с ЧПУ обеспечивает исключительную точность и точность деталей за меньшее время и по меньшей цене. Вы можете работать и выполнять сложную обработку без опыта работы на токарном станке с ЧПУ, в то время как ручной токарный станок требует большого опыта для выполнения обработки.
Благодаря тщательной резке вы можете получить высокую точность на ручном токарном станке, а обработка с ЧПУ обеспечивает исключительную точность и точность деталей за меньшее время и по меньшей цене. Вы можете работать и выполнять сложную обработку без опыта работы на токарном станке с ЧПУ, в то время как ручной токарный станок требует большого опыта для выполнения обработки.
Каковы недостатки обработки с ЧПУ?
Хотя обработка с ЧПУ имеет много преимуществ, у этой технологии есть недостатки. Станки с ЧПУ на самом деле дороже, чем станки с ручным управлением, хотя сейчас цена, связанная с обработкой с ЧПУ, постепенно снижается. И никаких дополнительных навыков и знаний для работы на станках с ЧПУ не требуется. Это означает, что мы потеряем навыки и опытные кадры. Для обработки с ЧПУ также требуется меньше рабочей силы, что может быть причиной безработицы и упадка в инженерной сфере.
Что безопаснее: производственный процесс с ЧПУ или ручная обработка?
Вы должны управлять ручными машинами, прикасаясь к ним руками. Работа с ручными машинами может быть более опасной. Наоборот, станки с ЧПУ автоматические, и вам не нужно с ними физически обращаться. Они находятся далеко от рабочих, а рабочий процесс завершается в безопасной комнате или за дверью сейфа. Таким образом, обработка с ЧПУ оказывается более безопасным и эффективным методом, чем ручная обработка.
Работа с ручными машинами может быть более опасной. Наоборот, станки с ЧПУ автоматические, и вам не нужно с ними физически обращаться. Они находятся далеко от рабочих, а рабочий процесс завершается в безопасной комнате или за дверью сейфа. Таким образом, обработка с ЧПУ оказывается более безопасным и эффективным методом, чем ручная обработка.
Машина для волочения циклоидов | листПДХ
Распроданный
Два циклоида будут готовы к отправке к 27 сентября 2019 года. Вероятно, это будут последние машины, которые я смогу изготовить в этом году. Больше будет в январе 2020 года.
Машина теперь включает в себя дополнительный держатель для ручек; переработанный 20-страничный буклет с инструкциями с полной таблицей узлов для каждой передачи на всех трех проигрывателях; напечатанная на 3D-принтере ручка; и новые 3D-печатные слайды. Все деревянные детали от предыдущей машины все еще включены. Стержни и держатели для ручек вырезаны из лиственных пород вишни. Вся фурнитура из твердой латуни.
Вся фурнитура из твердой латуни.
Аксессуар с малым мотором также готов и готов к покупке. Его можно использовать с любой из моих чертежных машин, поскольку у него сменные приводные шестерни. Завтра выставлю на продажу.
Цена $695
+++++++++
Чертежные машины?
Задолго до того, как появились пластиковые игрушки для рисования, такие как Spirograph® , были машины для рисования из дерева и металла. Некоторые из них были элегантными гармонографами 1880-х годов. Другие были простыми деревянными эпициклоидными игрушками, такими как 9.0229 The Marvelous Wondergraph 1906 года. В то время как гармонографы можно было бесконечно регулировать, все циклоидные игрушки были простыми и ограниченными. Мы решили исправить эту оплошность давно ушедших изобретателей. Наша машина для волочения Cycloid имеет бесконечные регулировки, чтобы обеспечить точку опоры, которая вращается и перемещается. Прошли старые простые ротационные рисунки. Машина для рисования Cycloid позволяет создавать чрезвычайно сложные художественные работы. Позволяя точке опоры двигаться и имея огромное количество взаимозаменяемых шестерен, наша волочильная машина больше похожа на токарный станок с двигателем.
Машина для рисования Cycloid позволяет создавать чрезвычайно сложные художественные работы. Позволяя точке опоры двигаться и имея огромное количество взаимозаменяемых шестерен, наша волочильная машина больше похожа на токарный станок с двигателем.
Двигатели? Электрические требования?
Без двигателей. Нет электричества. Просто проверните его вручную. Есть много и очень много передач. Они удерживаются на месте латунными винтами и латунными гайками с накаткой. Вы управляете машиной, проворачивая шестерни.
Настройка может быть такой же простой, как добавление одной шестерни и приклеивание листа бумаги к проигрывателю. Для настройки этой машины не требуется никаких инструментов. Каждая деталь легко затягивается вручную. Перемещая точку опоры — также латунную гайку с накаткой — вы будете делать совершенно другие рисунки. Длину держателя ручки также можно изменить, заменив латунную гайку с накаткой. Вы можете сделать множество красивых рисунков с помощью всего одной шестеренки.
