Станок токарный дип 300: Токарно винторезный станок ДИП-300 — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Токарные станки ДИП-300 в России
- Главная
- Продажа
- Токарно-винторезные станки
- Токарной станок ДИП-300
Вы можете очень быстро сравнить цены токарного станка ДИП-300 и подобрать оптимальные варианты из более чем 93211 предложений
Реклама
Токарный станок с наклонной станиной KTL-S 55/300
Подробное описание и цена >>>
Реклама
Токарный станок c ЧПУ с прямой станиной MetalTec CK 80×3000
? обработки, 800 мм.
Расстояние между центрами, 3000 мм.
Мощность двигателя, 15 кВт.
Система ЧПУ, Siemens/Fanuc
Тип направляющих, скольжения.
Вес, 5400 кг.
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ Flash FL300
Токарный станок с ЧПУ с классической горизонтальной станиной и линейными направляющими. Станок может оснащаться различными системами ЧПУ.
Станок может оснащаться различными системами ЧПУ.
Подробное описание и цена >>>
токарный станок ДИП-300
Состояние: Б/У Год выпуска: 1960
Продаю токарный станок ДИП-300. Станок предназначен для выполнения широкого спектра технологических операций.
28.09.2017
Семилуки (Россия)
150 000
токарный станок ДИП 300 1М63
Состояние: Б/У Год выпуска: 1989 Производитель: токарный станок ДИП 300 1М63
токарный станок ДИП 300 1М63
07.07.2022
Санкт-Петербург (Россия)
токарный станок дип-300 дип-500
Состояние: Б/У Год выпуска: 1987 Производитель: токарный станок дип-300 дип-500 (1м63, 1м65)
токарный станок дип-300 дип-500 (1м63, 1м65)токарный станок дип-300 дип-500токарный станок дип-300 дип-500
07. 07.2022
07.2022
Санкт-Петербург (Россия)
Токарный станок ДИП 300 1М63 с системой ЧПУ Балтсистем
Состояние: Б/У
Просим Вас выставить коммерческое предложение на станки после капитального ремонта или в хорошем рабочем состоянии. В коммерческом предложении просьба указать место расположения станка, возможность…
23.07.2020
Санкт-Петербург (Россия)
Токарный станок ДИП-300
Состояние: Б/У Год выпуска: 1987 Производитель: Токарный станок ДИП-300 (Россия)
Токарный станок ДИП-300Токарный станок ДИП-300Токарный станок ДИП-300Токарный станок ДИП-300Токарный станок ДИП-300Токарный станок ДИП-300Токарный станок ДИП-300Токарный станок ДИП-300Токарный…
15.12.2022
Санкт-Петербург (Россия)
токарный станок ДИП 300 (1м63, 163)
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок ДИП 300 (1м63, 163)
токарный станок ДИП 300 (1м63, 163) токарный станок ДИП 300 (1м63, 163) токарный станок ДИП 300 (1м63, 163)
07. 07.2022
07.2022
Санкт-Петербург (Россия)
токарный станок ДИП 300
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок ДИП 300
токарный станок ДИП 300 токарный станок ДИП 300 токарный станок ДИП 300
07.07.2022
Санкт-Петербург (Россия)
токарный станок (дип-300, 163, 1м63)
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок (дип-300, 163, 1м63)
токарный станок (дип-300, 163, 1м63)
07.07.2022
Санкт-Петербург (Россия)
токарный станок ДИП-300 (163, 1М63МФ101)
Состояние: Б/У Год выпуска: 1991 Производитель: токарный станок ДИП-300 (163, 1М63МФ101,)
токарный станок ДИП-300 (163, 1М63МФ101)
07. 07.2022
07.2022
Санкт-Петербург (Россия)
Токарный станок дип-300 (1м63, 163)
Состояние: Б/У Год выпуска: 1990 Производитель: Токарный станок дип-300 (1м63, 163)
Токарный станок дип-300 (1м63, 163)Токарный станок дип-300 (1м63, 163)
07.07.2022
Санкт-Петербург (Россия)
токарный станок дип-300
Состояние: Б/У Год выпуска: 1991 Производитель: продаю токарный станок дип-300 б/у
продаю токарный станок дип-300 б/упродаю токарный станок дип-300 б/у
07.07.2022
Санкт-Петербург (Россия)
токарный станок ДИП-300, дип-400
Состояние: Б/У Год выпуска: 1991 Производитель: токарный станок ДИП-300, дип-400
токарный станок ДИП-300, дип-400
07. 07.2022
07.2022
Санкт-Петербург (Россия)
Токарный станок ДИП-300
Состояние: Б/У Год выпуска: 1986 Производитель: Россия
Токарный станок ДИП-300. В хорошем состоянии. Последние 12 лет не эксплуатировался.
30.06.2022
Агинское (Россия)
120 000
Токарный станок дип 300 (1М63) рмц 2800
Состояние: Б/У Год выпуска: 1967 Производитель: Рязанский станкостроительный завод (Россия)
Продаётся токарный станок 1м63 (ДИП 300) РМЦ 2800 Б/У.Рязанский станкостроительный завод 1967 год.Станок подключен и работает. Можно проверить. Точим на нем иногда крупное.Инв. номер 17649.Наличный…
10.02.2020
Каменск-Уральский (Россия)
295 000
токарный станок ДИП-300 ( 1М63) рмц 3 метра
Состояние: Б/У Год выпуска: 1991 Производитель: токарный станок 1М63 рмц 3 метра
токарный станок 1М63 рмц 3 метра токарный станок 1М63 рмц 3 метра токарный станок 1М63 рмц 3 метра
07. 07.2022
07.2022
Санкт-Петербург (Россия)
Токарный станок ДИП 300 ; 163
Состояние: Б/У Год выпуска: 1974 Производитель: Тбилисский завод имени Кирова
Станок после восстановительного ремонта.Полностью новая электрика, новые подшипники фартука, новые свечи электромуфт, новый масло насос ПБ, новый винт задней бабки.Резцедержка прошлифована и…
27.09.2021
Ростов-на-Дону (Россия)
420 000
Токарный станок дип 300, рмц 3000
Состояние: Б/У Год выпуска: 1988 Производитель: Россия
Б/у электрическая часть требует ревизии, обгорела краска от высокой температуры в цехе при небольшом возгорании… Направляющая без выработки, механика в отличном состоянии
01. 03.2023
03.2023
Белгород (Россия)
350 000
токарный станок ДИП 300
Состояние: Б/У Год выпуска: 1968
Основные характеристики. Отверстие в шпинделе — 105 мм Мощность электродвигателя главного привода — 15 кВт Длина — 5250 мм Ширина — 1780 мм Высота — 1550 мм Наибольший диаметр обработки изделия…
08.02.2023
Екатеринбург (Россия)
700 000
Токарно-винторезный станок ДИП-300
Состояние: Б/У Год выпуска: 1989 Производитель: Токарно-винторезный станок ДИП-300 (Россия)
Токарно-винторезный станок ДИП-300Токарно-винторезный станок ДИП-300Токарно-винторезный станок ДИП-300ДИП-300ДИП-300 б/уТокарно-винторезный станок ДИП-300Токарной станок ДИП-300
15. 12.2022
12.2022
Санкт-Петербург (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарному станку ДИП-300 почти как на Авито и TIU
Видео токарного станка ДИП-300
01:03
2 HD
www.russtanko-rzn.ru-Ходовые винты/валы для токарных станков 1М63,1М63Н,16К40,1Н65,1М65,ДИП300, ДИП500
08.08.2016
8383
+1
Станок 1М63, ДИП 300 РМЦ 2800 мм с УЦИ после капитального ремонта
Станок токарно-винторезный 1М63, ДИП 300 с УЦИ (устройство цифровой индикации) после капитального ремонта.
 Цена указана с НДС. На фото станок 1М63Н, его стоимость будет выше указанной.
Цена указана с НДС. На фото станок 1М63Н, его стоимость будет выше указанной.
Предлагаем станок токарно-винторезный серии 1М63 после капитального ремонта. РМЦ станины данного станка 2800 мм. Рассмотрим вопрос по поставке и других РМЦ станин. Предоставляем гарантии на данный станок до 12 месяцев. Также готовы произвести капитальный ремонт Вашего металлообрабатывающего станка.
При капитальном ремонте были произведены следующие виды работ:
1. Разборка и дефектовка.
- Разборка станины на узлы; узлов на детали
- Промывка всех узлов и деталей.
- Дефектовка деталей и составление дефектной ведомости.
2. Ремонт узлов станка
2.1. Станина.
- Шлифовка направляющих станины.
- Замена или ремонт ходового винта, ходового вала, маточной гайки, вала переключения.
- Выверка совпадения винта и гайки, выверка параллельности винта и гайки, а так же соосности кронштейнов с коробкой подач и фартуком.

2.2. Суппорт.
- Ремонт направляющих суппорта с дальнейшей регулировкой плавного перемещения каретки по направляющим станины.
- Ремонт направляющих каретки резцедержателя с дальнейшей регулировкой плавного перемещения по направляющим суппорта.
- Замена или ремонт винтовых пар привода салазок суппорта и каретки резцедержателя.
- Замена (подгонка) регулировочных клиньев, прижимных планок, протекторов на каретке и салазках; резцедержателя
2.3. Передняя бабка. Коробка скоростей.
- Смена подшипников, включая шпиндельные
- Замена валов, шестерен, втулок коробки скоростей, фрикционного вала, валов осей
- Смена механизмов переключения скоростей, крепежных деталей
2.4. Задняя бабка.
- Расточка задней бабки
- Шабровка направляющих основания по направляющим отремонтированной станины.
- Смена пиноли, винтовой пары, пыльников
2.5. Коробка подач.
- Замена подшипников валов, шестерен, втулок крепежей деталей.
2.6. Фартук.
- Смена подшипников валов, шестерен, втулок крепежей деталей.
- Замена обгонной муфты
- Замена насоса
2.7. Система смазки.
- Замена или ремонт маслонасосов.
- Промывка, продувка (замена) маслопроводов.
- Проверка, наладка системы смазки, устранение утечек.
2.8. Система охлаждения.
- Промывка, продувка (замена) трубопроводов.
- Проверка, наладка системы охлаждения, устранение утечек.
2.9. Ремонт ограждающих и предохраняющих устройств.
- Ремонт электрической части.
- Замена пускорегулирующей аппаратуры, электропроводки, конечных выключателей.

2.10. Установка УЦИ (устройство цифровой индикации)
3. Общая сборка станка, проверка, испытание и сдача из ремонта.
- Сборка узлов и механизмов.
- Окраска станка.
- Смена масел, СОЖ.
- Проверка действия блокирующих и предохранительных устройств.
- Испытание станка на холостом ходу.
- Испытание станка под нагрузкой.
- Проверка станка на точность.
- Устранение выявленных замечаний.
- Сдача станка из ремонта.
На видео показан в сжатом виде процесс капитального ремонта данного станка
Наша организация занимается как капитальным ремонтом и модернизацией металлообрабатывающих станков и оборудования, так и поставкой отдельных запчастей и узлов в сборе к станкам. На ремонтные работы, а также на ряд запчастей и узлов даем гарантию вплоть до 12 месяцев. Гибкая система скидок. Сжатые сроки работ. Доставка осуществляется транспортными компаниями не только по территории РФ, но и ряда близлежащих государств.
На ремонтные работы, а также на ряд запчастей и узлов даем гарантию вплоть до 12 месяцев. Гибкая система скидок. Сжатые сроки работ. Доставка осуществляется транспортными компаниями не только по территории РФ, но и ряда близлежащих государств.
Узнать стоимость, сроки выполнения, а также условия оплаты Вы можете по телефонам, которые указаны в контактах нашего сайта. Ждем Ваших звонков.
Станочный парк – основа любого металлообрабатывающего производства и токарные станки являются его неотъемлемой частью. В попытках обновить или расширить производство зачастую выгоднее приобрести бывшие в употреблении и прошедшие капитальный ремонт станки модели 1М63, купить которые можно намного дешевле, чем новое оборудование.
Капитальный ремонт позволяет полностью восстановить функциональные возможности станка и привести такие параметры как точность обработки в первоначальные рамки. Проведенный в заводских условиях он фактически дает станку новую жизнь, однако стоимость последнего получается ниже, чем аналогичного нового оборудования.
Станок 1М63
Токарно-винторезный станок 1М63 (ДИП 300) – удачная, проверенная временем модель с РМЦ 2800 мм, прекрасно зарекомендовал себя при выполнении различных токарных работ. Он позволяет обрабатывать заготовки длиной до 2800 мм, вплоть до вытачивания конусов с нарезанием резьб. При этом мощность привода, большой разброс скоростей шпинделя и широкий диапазон подач позволяют пользоваться любыми современными инструментами металлообработки различных материалов. Поэтому если купить станок ДИП 300 (1М63), восстановленный на заводе, можно решать большинство производственных задач с минимальными капиталовложениями.
Отличительными характеристиками токарного оборудования модели ДИП 300 считаются:
- лучшие показатели прочности, термостабильности и виброустойчивости конструктива, обеспечивающие требуемую точность металлообработки;
- исключительное качество исполнения комплектующих, гарантирующее продолжительную эксплуатацию с соблюдением изначальной точности;
- увеличенная скорость вращения шпинделя в обратном направлении позволяет экономить время в процессе работы;
- изготовление конусов большой длины обеспечивает одновременная продольная подача суппорта, а также подача резцовых салазок;
- две электромагнитных муфты коробки подач позволяют управлять подачами дистанционно, без остановки станка;
- силовые шестерни кинематической схемы произведены из легированных марок стали и закалены.

Станок оснащен разнообразными механическими и электрическими блокировками, патрон и рабочая зона имеют защитные ограждения, что обеспечивает полную безопасность.
На практике капремонт – сложный процесс, доверять который следует профессионалам. Однако, произведенный в заводских условиях, он позволяет получить фактически новое оборудование, с изначальными характеристиками. Гарантом этого выступают:
- использование высокотехнологичного оборудования при проведении ремонта 1М63;
- соблюдение технологий металлообработки, аналогичных оригинальному производству;
- неуклонное следование требованиям норм и стандартов;
- опыт и высокий профессионализм персонала, специализирующегося на производстве и ремонте станочного оборудования.
Одной из составляющих капитального ремонта является модернизация станка. В ходе нее станок получает различные усовершенствования, добавляющие ему функциональных возможностей.
Зачастую восстановленные токарные станки можно встретить в каталогах заводов, специализирующихся на производстве станочного оборудования.
Восстановленные станки Покровского завода
Желаете пополнить станочный парк своего производства, но стеснены в средствах для покупки нового оборудования? Наш завод станочного оборудования предлагает купить токарный станок 1М63, цена которого будет доступна любому предпринимателю. Восстановленные на нашем заводе станки ничем не уступают новому оборудованию, но имеют более привлекательный ценник.
Универсальный токарно-винторезный станок модели ДИП-300
Универсальный токарно-винторезный станок модели ДИП-300 — проведение работ на станке
- Изготовление
- Сварочные работы
- Металлообработка
- Проектирование
- О нас
- Контакты
Универсальный токарно-винторезный станок модели ДИП-300
4300
общий вес агрегата, кг
13
мощность главного двигателя, кВт
10 -1250
количество прямых и обратных вращений, мин.
Токарно винторезный станок ДИП-300 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
В компании Автопрагма вы можете заказать выполнение работ на токарно-винторезном станке ДИП-300 по доступной цене.
Будем рады вам помочь, обращайтесь.
Тех. характеристики
Technical Specifications
Диаметр обработки над станиной, мм
90
Диаметр обработки над суппортом, мм
35
Максимальная масса детали, закрепленной в центрах, кг
3500
Длина обрабатываемой заготовки, мм
1500, 3000
Класс точности по ГОСТ
H
ПРИМЕНЕНИЕ
Конвеерного производства
Авиации
Производства
В каких случаях полезен?
Конических, цилиндрических и ступенчатых валов
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Втулок
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Детали вращательного движения
Токарная обработка металла, как можно догадаться из названия, проводится на станках токарного типа для деталей, какие в дальнейшем будут использоваться как тела вращения.
Необходима точность
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
МАТЕРИАЛЫ С КОТОРЫМИ РАБОТАЕМ
Сталь
Аллюминий
Нержавейка
Цинк
ПОСЛЕДНИЕ ВЫПОЛНЕННЫЕ ПРОЕКТЫ
Парковочные столбики из нержавеющей стали
Парковочные столбики из нержавейки — стиль и надежность в вопросах благоустройства города.
Дозирующая установка с логическим контроллером и тензодатчиками
Изготовление по чертежам дозирующей установки с логическим контроллером.
Изготовление уличных скамеек из металла
Проектирование и изготовление уличных скамеек со спинкой и без.
Спасибо!
Ваша заявка была отправлена
Заполнение заявки
Загрузить свой чертеж
Загрузить
Заказать
Плазменная порезка
Данный сервис поможет Вам узнать ориентировочную стоимость
Форма изделия
Квадратная
Круглая
Другая
A
Сталь
Аллюминий
Медь
Чугун
Техническая нержавейка
Пищевая нержавейка
0,5-2(мм)
3-4(мм)
5-6(мм)
7-8(мм)
9-12(мм)
13-15(мм)
16-18(мм)
19-22(мм)
23-25(мм)
26-30(мм)
31-40(мм)
Высота (мм)
Ширина (мм)
Длина реза (мм)
Диаметр изделия
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Спасибо за заполнение формы
Наш оператор свяжится с Вами в течении 30 минут
Изготовление деталей по чертежам заказчика
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Если у Вас нет чертежа, наш конструктор может спроектировать его, и подготовить все необходимые детали в производство.
Разработка чертежа конструктором + 300 грн
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Подготовка проектной документации
Данный сервис поможет Вам узнать ориентировочную стоимость
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Сварка аргоном
Данный сервис поможет Вам узнать ориентировочную стоимость
Тип изделия
Листовой металл
Труба
Ремонтные работы
Другое
Тип металла
Сталь
Аллюминий
Медь
Чугун
Техническая нержавеющая сталь
Пищевая нержавеющая сталь
Длина шва (мм)
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Сварка металлоконструкций
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Токарные и фрезерные работы
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Дип 300 токарный станок технические характеристики
ДИП-300 станок токарно-винторезный универсальныйсхемы, описание, характеристики, паспорт
Сведения о производителе токарно-винторезного станка ДИП-300 (1д63, 1д63а)
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) — первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП-300, ДИП-400, ДИП-500), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару — сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
История токарно-винторезного станка ДИП-300
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод.
В 1956 Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 — модель 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска станка 1М63Н — последней модели серии ДИП-300.
Габаритные размеры рабочего пространства станка ДИП-300 (1д63а)
Габариты рабочего пространства станка ДИП-300 (1д63а)
Посадочные и присоединительные базы токарного станка ДИП-300 (1д63а)
Эскиз конца шпинделя станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а)
Станина токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
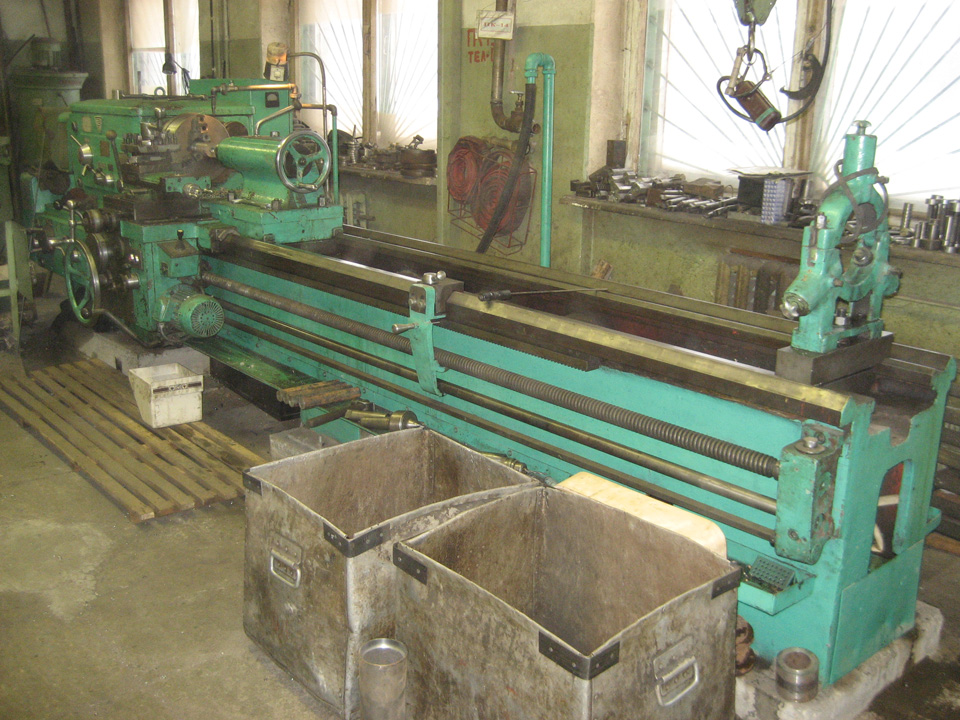
Общий вид токарно-винторезного станка ДИП-300 (1д63а)
Фото токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Фото передней бабки токарно-винторезного станка ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а)
Расположение органов управления токарно-винторезным станком ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезным станком ДИП-300 (1д63а)
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а)
Кинематическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема кинематическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а)
Схема расположения подшипников токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Управление токарно-винторезным станком ДИП-300 (1д63а)
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на — глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Регулировка рабочих частей станка
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а) (фиг. 1)
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Регулировка подшипников шпинделя станка ДИП-300 (1д63а)
Регулировка подшипников шпинделя токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
Передняя конусная шейка шпинделя вращается в специальном регулируемом двухрядном роликовом подшипнике с цилиндрическими роликами. Для выборки люфта передний подшипник шпинделя регулируется изнутри передней бабки путем подтяжки внутреннего кольца подшипника 1 с помощью гайки 2.
Регулировка заднего конического подшипника 3 вместе с упорным шарикоподшипником 4 производится с наружной стороны передней бабки гайками 5. После регулирования подшипников следует проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя вставляется оправка с коническим хвостом (конус 80 метрический) и дли ной цилиндрической части 50 — 55 мм не менее 300 мм.
К центрирующей шейке шпинделя подводится наконечник индикатора и за цилиндрический конец оправки вручную производится отжатие шпинделя. При этом отклонение стрелки индикатора не должно превышать 0,015 мм. Кроме этого шпиндель должен легко провертываться вручную, если муфту фрикциона поставить во включенное положение.
Передний подшипник шпинделя № 3182128 имеет основные размеры 140 х 210 х 53.
Смазка подшипников шпинделя обеспечивается поступлением масла при разбрызгивании в имеющиеся углубления в верхней части коробки скоростей.
2. Регулировка фрикционной пластинчатой муфты коробки скоростей (фиг. 2)
В случае буксования фрикционной муфты на рабочем ходу, она должна быть немедленно отрегулирована, т. к. от трения дисков сильно будет нагреваться и станок не будет работать нормально. Регулировка фрикционной муфты производится нажимными гайками 1, навинченными на кольцо 2. Поворот нажимной гайки может быть произведен лишь после того, как защелка 3 вдавлена в кольцо 2. При включен ной муфте один из концов коромысла 4 дол жен находиться под горизонтальной плоскостью паза муфты переключения 5.
Регулировка поперечного перемещения задней бабки токарно-винторезного станка ДИП-300 (1д63а)
Регулировка поперечного перемещения задней бабки станка ДИП-300 (1д63а)
Устранение слабины (люфта) в направляющих нижней и верхней суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка соответствующих клиньев 1 или 2 с помощью винтов 3 и 4, ввинченных в торцы верхней и нижней частей суппорта.
Регулировка вертикального зазора в задней направляющей каретки суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора в направляющей каретки суппорта станка ДИП-300 (1д63а)
Зазор между задней направляющей каретки и станины регулируется подтягиванием планок 1 винтами 2 с фиксацией последних контр гайками 3. После регулировки зазор должен быть не более 0,02 мм.
Устранение мертвого хода винта поперечного перемещения суппорта токарно-винторезного станка ДИП-300 (1д63а)
Устранение мертвого хода винта поперечного перемещения суппорта станка ДИП-300 (1д63а)
«Мертвый ход» винта поперечного хода суппорта, возникающий при износе гайки, может быть устранен подтягиванием клина 3, вставленного между половинками гайки. Предварительно надо ослабить винт 1 и после выбора люфтов вновь его затянуть. «Мертвый ход» винта поперечной подачи должен быть не более двух делений лимба.
Регулировка натяжения пружины падающего червяка фартука токарно-винторезного станка ДИП-300 (1д63а)
Устранение слабины в направляющих суппорта токарно-винторезного станка ДИП-300 (1д63а)
Регулирование нажатия пружины 1 на муфту сцепления падающего червяка с его вали ком осуществляется затяжкой или ослаблением гайки 2, навинченной на правый конец этого валика. При уменьшении нажатия гайка должна перемещаться вдоль по валу вправо, а при увеличении нажатия — влево. Нельзя допускать при регулировке пружины полного сжатия ее «виток к витку», т. к. при этом предохранительная муфта теряет свое назначение и может произойти повреждение механизмов фартука и суппорта в случае перегрузки. Рекомендуется силу нажатия пружины регулировать в соответствии с сечением снимаемой при обработке стружки.
Регулировка зазора направляющей верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Регулировка зазора маточной гайки ходового винта станка ДИП-300 (1д63а)
При появлении люфта производится подтяжка планки 1 винтами 2 с фиксацией последних контргайками 3.
Ограничение сближения верхней и нижней половин маточной гайки ходового винта токарно-винторезного станка ДИП-300 (1д63а)
Ограничение сближения маточной гайки ходового винта станка ДИП-300 (1д63а)
Необходимая свобода вращения винта при включенной гайке без излишнего осевого зазора между витками резьбы винта и гайки осуществляется перемещением упорного штифта 1, находящегося в вертикально просверленном отверстии нижней половины гайки с помощью расположенного внизу винта 2. Винт фиксируется контргайкой 3.
Регулировка тормозной ленты коробки скоростей
Производится изменением натяжения ее с помощью гаек болта, прикрепленного к концу ленты. Гайки находятся вверху на задней наружной стороне корпуса коробки скоростей. Регулировку нужно производить при выключенном электродвигателе, проверяя на тихом ходу силу торможения и ослабление ленты при включенном положении фрикционной муфты, как при прямом, так и при обратном ходе. При проверке электродвигатель включается.
Схема электрическая принципиальная токарно-винторезного станка ДИП-300 (1д63а)
Электрическая схема токарно-винторезного станка ДИП-300 (1д63а)
Схема электрическая токарно-винторезного станка ДИП-300 (1д63а). Смотреть в увеличенном масштабе
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Токарно-винторезный универсальный станок ДИП-300 (1д63а).
Видеоролик.
Технические характеристики токарно-винторезных станков ДИП-300 (1д63а)
| Наименование параметра | ДИП-300 1Д63А | 163 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 615 | 630 |
| Наибольший диаметр заготовки над суппортом, мм | 345 | 340 |
| Высота центров, мм | 300 | 315 |
| Наибольшая длина заготовки (РМЦ), мм | 1500, 3000 | 1400, 2800 |
| Наибольшая длина обточки — обработки над суппортом без перестановки резцовых салазок, мм | 1310, 2810 | 1260 |
| Наибольшие размеры резца, мм | 30 х 30 | 40 х 40 |
| Высота от опорной поверхности резца до линии центров, мм | 32,5 | 40 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 325 | 320 |
| Шпидель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 70 | 70 |
| Наибольший диаметр прутка, мм | 68 | 65 |
| Число ступеней частот прямого вращения шпинделя | 18 | 24 |
| Частота прямого вращения шпинделя, об/мин | 14. .750 | 10..125 |
| Число ступеней частот обратного вращения шпинделя | 18 | 18 |
| Частота обратного вращения шпинделя, об/мин | 22..945 | 18..1800 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 |
| Конец шпинделя | М120 х 6 | ГОСТ 12593 |
| Торможение шпинделя | есть | есть |
| Суппорт. Подачи | ||
| Наибольшая длина хода каретки от руки, мм | 1510, 3010 | 1260, 2520 |
| Наибольшая длина хода каретки по валику, мм | 1310, 2810 | 1260, 2520 |
| Наибольшая длина хода каретки по винту, мм | 1310, 2810 | 1260, 2520 |
| Число ступеней продольных подач | 26 | 32 |
| Пределы рабочих подач продольных, мм/об | 0,15..2,65 | 0,10..1,6 |
| Число ступеней поперечных подач | 26 | 32 |
| Пределы рабочих подач поперечных, мм/об | 0,05. .0,9 | 0,04..0,59 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 1 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | |
| Продольное перемещение на одно деление лимба, мм | 1 | |
| Продольное перемещение суппорта на один оборот лимба, мм | 300 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 3,6 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 1,3 |
| Количество нарезаемых резьб метрических | 79 | |
| Пределы шагов нарезаемых резьб метрических, мм | 1..224 | 1..192 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 24..1/4 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25п. . 56п | 0,5п..48п |
| Количество нарезаемых резьб питчевых | нет | 96..7/8 |
| Пределы шагов нарезаемых резьб питчевых | нет | |
| Шаг ходового винта, мм | 12 | |
| Выключающие упоры | нет | нет |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 220 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба, мм | 5 | |
| Число ступеней поперечных подач резцовых салазок | нет | 32 |
| Пределы рабочих подач резцовых салазок, мм/об | нет | 0,033..0,50 |
| Угол поворота резцовых салазок, град | +90; -45 | |
| Задняя бабка | ||
| Конус | Морзе 5 | Морзе 5 |
| Наиболшее перемещение пиноли, мм | 205 | 225 |
| Поперечное смещение, мм | ±15 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | |
| Мощность электродвигателя главного привода, кВт | 10 | 14 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 | |
| Насос охлаждения (помпа) | ПА-22 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3610 х 1690 х 1275 5110 х 1690 х 1275 | 3550 х 1740 х 1275 4950 х 1740 х 1275 |
| Масса станка, кг | 3920 | 3800 5000 |
- Универсальный токарно-винторезный станок 1Д63А. Паспорт, Тбилиси, 1953
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Токарные станки с ЧПУ
300×3000 мм Спецификация токарных станков Далянь
Токарный станок по дереву — это устройство, которое может создавать такие предметы, как стойки лестниц, деревянные конструкции и многое другое. Токарный станок с ЧПУ управляется компьютером, который контролируется пользователем. Использование компьютеров на токарном станке предлагает широкий спектр преимуществ и функций, улучшая при этом функциональность.
Токарный станок предназначен для цилиндрических или конических заготовок, например, колонны, перил, ножек стула и т.Все токарные станки работают одинаково.
Особенности токарного станка по дереву
1). Максимальная рабочая длина 3000 мм, максимальный диаметр поворота 300 мм.
2). Машина имеет 2 ножа на двух сторонах машины, 2 ножа работают вместе, значительно повышая эффективность.
3). Линейные квадратные рельсы, шариковые винты, некоторые электронные компоненты импортируются, высокая точность и долговечность.
4). Это сверхпрочный, тяжелый вес, не взболтать, когда шпиндель вращается быстро.
5). Простота в эксплуатацию, мы можем сделать с помощью AutoCad и других программ, передавать файлы на компьютер с помощью USB.
6). Сильный 3.5KW Changsheng воздушного охлаждения шпинделя-Китай известный бренд.
Применение токарного станка по дереву
Токарный станок по дереву с ЧПУ / деревообрабатывающий станок / бейсбольная бита Токарный станок с ЧПУ по дереву Различные цилиндрические заготовки, остроконечные, трубчатые и корабельные, такие как различные лестницы Римская колонна, колонна общего назначения, ножки столов или стульев, умывальник, деревянная ваза, деревянный стол, бейсбольная бита, деревянная мебель для автомобиля, колонна для детской кровати и т. Д.
Технические данные токарного станка по дереву .
Многофункциональный токарный станок с ЧПУ, 300 мм, 220 В, однофазный токарный станок с ЧПУ для продажи Токарный станок с ЧПУ управляется компьютером, который контролируется пользователем. Использование компьютеров на токарном станке предлагает широкий спектр преимуществ и функций, улучшая при этом функциональность.
Токарный станок предназначен для цилиндрических или конических заготовок, например, колонны, перил, ножек стула и т.Все токарные станки работают одинаково.
Особенности токарного станка по дереву
1). Максимальная рабочая длина 3000 мм, максимальный диаметр поворота 300 мм.
2). Машина имеет 2 ножа на двух сторонах машины, 2 ножа работают вместе, значительно повышая эффективность.
3). Линейные квадратные рельсы, шариковые винты, некоторые электронные компоненты импортируются, высокая точность и долговечность.
4). Это сверхпрочный, тяжелый вес, не взболтать, когда шпиндель вращается быстро.
5). Простота в эксплуатацию, мы можем сделать с помощью AutoCad и других программ, передавать файлы на компьютер с помощью USB.
6). Сильный 3.5KW Changsheng воздушного охлаждения шпинделя-Китай известный бренд.
Применение токарного станка по дереву
Токарный станок по дереву с ЧПУ / деревообрабатывающий станок / бейсбольная бита Токарный станок с ЧПУ по дереву Различные цилиндрические заготовки, остроконечные, трубчатые и корабельные, такие как различные лестницы Римская колонна, колонна общего назначения, ножки столов или стульев, умывальник, деревянная ваза, деревянный стол, бейсбольная бита, деревянная мебель для автомобиля, колонна для детской кровати и т. Д.
Технические данные токарного станка по дереву .
Высококачественный токарный станок Drc C6150 Металлический токарный станок
Высококачественный токарный станок DRC C6150 Токарный станок по металлу
Токарный станок по металлу
Описание продукта:
Рельс 1.Bed с помощью сверхзвукового гашения и точного шлифования.
2. Точное шлифование коробки главного вала, низкий уровень шума.
3.Больше тип резьбы.
4.Электрические характеристики безопасности хорошие, высокая надежность.
5. С электромагнитным тормозом, цвет доступных опций.
Техническая характеристика изделия Технические характеристики :
| Токарный станок с металлической головкой Технические характеристики | C6132 | C6136 | C6140 | C6150 | C6160 | C6170 | Capacity , Качели над кроватью | 320 | 360 | 400 | 500 мм | 600 | 700 |
| Макс. диаметр вращения | 200 | 200 | 238 | 300 мм | 400 | 500 | |
| Межосевое расстояние | 750,1000,1500,2000 мм | ||||||
| Отверстие шпинделя | 52 мм (82 мм) | ||||||
| Шпиндель | Нос шпинделя | ISO-C6 (C8) | |||||
| Метчик шпинделя | MT6 | ||||||
| Скорость шпинделя (число) | 40-1400 об / мин (9 ступеней) | ||||||
| Подача | Метрическая резьба ассортимента (Виды) | 0.5-14мм (20 видов) | |||||
| дюймовая резьба (Виды) | 2-40 / дюйм (28 видов) | ||||||
| Модульная резьба (виды) | 0,25-3,55mπ (11 видов) | ||||||
| Составной ход покоя | 150 мм | ||||||
| Поперечный ход | 180 мм | ||||||
| Размер поперечного сечения хвостовика инструмента | 20 × 20 мм2 | ||||||
| Задняя бабка | Диам. втулки задней бабки | 65 мм | |||||
| конус втулки задней бабки | MT5 | ||||||
| Ход втулки задней бабки | 140 мм | ||||||
| Мощность главного двигателя | 4 кВт | 5.5 кВт | 7,5 кВт | ||||
| Размер станка (Д * Ш * В мм) | Габаритные размеры для 750 мм | 2100/1150/1550 мм | |||||
| Габаритные размеры для 1000 мм | 2350/1150/1550 мм | ||||||
| Общий размер размеры для 1500мм | 2850/1150 / 1550мм | ||||||
| Габаритные размеры для 2000мм | 3350/1150 / 1550мм | ||||||
| Вес (кг) | Вес для 750мм | 1300 | 1500 | 1600 | 1700кг | 1800 | 1900 |
| Вес для 1000 мм | 1400 | 1600 | 1700 | 1800 кг | 1900 | 2000 | |
| Вес для 1500 мм | 1600 | 1800 | 1900 | 2000 кг | 2100 | 2200 | |
| Вес для 2000 мм | 1800 | 2000 | 2100 | 2200 кг | 2300 | 2400 | |
Описание продукта
Что такое технические характеристики серийного токарного станка серии C61?
Что такое обычный токарный станок серии C62 от DRC? Стандартные токарные станки серии
C61 являются зрелыми, и токарные станки этой серии имеют следующие обозначения, такие как большая мощность, жесткость, диапазон скоростей шпинделя, усилие резания или резка, могут быть выполнены на различных частях вала и дискового типа внешняя цилиндрическая поверхность, коническая поверхность, процессы обработки канавок, снятия фаски, сверления и нарезания резьбы, а также обработка метрической резьбы, дюймовой резьбы, модульной резьбы, шага резьбы и конической резьбы, нож может обрезать короткую конусную продольную подачу автомобиля и подавать на револьверный двигатель Комплексное упражнение может разрезать длинный конус, отлично подходит для больших сложных частей и может показать превосходство.
Что такое область применения обычных токарных станков серии C61?
Что такое обычный токарный станок серии C61?
Отправьте запрос здесь, чтобы получить бесплатный образец заготовки!
Описание продукта
.
300 ARC DIP-COR 300 ARC WELDER, встроенный механизм подачи проволоки Марка: Airco Модель: DIP-COR 300, 65 Стол 10 л.
с. . футов Royson 8-CTV-1S ВИБРАЦИОННЫЙ ФИНИШЕР, Сепаратор, Панельный таймер Марка: Royson Модель: 8-CTV-1S,
300 А АППАРАТ ДЛЯ ДУГОВОЙ СВАРКИ Airco DIP-COR 300, встроенный механизм подачи проволоки Марка: Airco Модель: DIP-COR 300, 65 Таблица 10HP Шпиндель OKK Mh4P UNIVERSAL MILL, суппорт и опора оси, #50 Марка: OKK Модель: Mh4P, 8 Cu. футов Royson 8-CTV-1S ВИБРАЦИОННЫЙ ФИНИШЕР, Сепаратор, Панельный таймер Марка: Royson Модель: 8-CTV-1S, — новые, бывшие в употреблении, излишки и восстановленные
MachineKs.com: Список изображений | ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
66.
| Дополнительная информация: Машины и оборудование, перечисленные на этой странице следующим образом: [16096] 300 Amp Airco DIP-COR 300 ARC WELDER, встроенная подача проволоки, производитель: Airco, модель: DIP-COR 300, категория: Mig & Tig Arc Welders; [16097] 65 Стол 10HP Шпиндель OKK Mh4P УНИВЕРСАЛЬНЫЙ МЕЛЬНИЦА, опора перекладины и оправки, № 50, производитель: OKK, модель: Mh4P, категория: Горизонтально-фрезерные станки, универсальный стол; [16098] 8 куб. футов Royson 8-CTV-1S ВИБРАЦИОННЫЙ ФИНИШЕР, Сепаратор, Панельный таймер, производитель: Royson, модель: 8-CTV-1S, Категория: Виброфинишеры ; [16099] 20 Swing 60 Centers Daewoo A20 ТОКАРНЫЙ СТАНОК ДВИГАТЕЛЯ, Дюймовый/метрический, 3 отверстия, 3 челюсти, Alo, марка: Daewoo, модель: A20, категория: Токарные станки для двигателей; [16100] 4 шпинделя Clausing 1685 МНОГОШПИНДЕЛЬНАЯ БУРОВАЯ СВЕРЛЬ, регулируемая скорость, #33Jarno,4 Сверла, производитель: Clausing, модель: 1685, категория: Многошпиндельные и производственные сверла ; [16101] 25-тонный 5-тактный пресс Dake 25H H-FRAME ГИДРАВЛИЧЕСКИЙ ПРЕСС, ручной пресс, производитель: Dake, модель: 25H, категория: Гидравлические прессы H-образной рамы ; [16102] 31,89Swing 41. 33 Центры Nakamura-Tome SC-450 CNC LATHE, Fanuc 21iTB, 15, производитель: Nakamura-Tome, модель: SC-450, категория: Токарные станки с ЧПУ — Токарные станки с ЧПУ ; [16103] 8 Ширина 18 Длина Kent KGS-250-AHD ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ СТАНОК, AUTO IDF, 3X AUTO FEE, марка: Kent, модель: KGS-250-AHD, категория: Плоскошлифовальные станки ; [16104] 14 Swing 48 Centers Cincinnati-Milacron DA, СЕРИЯ 380 ШЛИФОВАЛЬНАЯ МАШИНА, НОВАЯ 19, производитель: Cincinnati-Milacron, модель: DA, СЕРИЯ 380, категория: Плоские круглошлифовальные станки ; [16105] Двигатель 20 л.с. 8 Воздушный компрессор Quincy QST-20, Воздушный компрессор Quicky и Curtis D, производитель: Quincy, модель: QST-20, Категория: Воздушные компрессоры, поршневого типа ; [16106] Chevalier ED-252 Электроэрозионные станки RAM-TYPE, марка: Chevalier, модель: ED-252, категория: Электроэрозионные станки RAM-TYPE ; [16107] 3 диам. Цоколь 15 л.с. Двигатель HP Cincinnati № 2 0M БЕСЦЕНТРОВАЯ ШЛИФОВАЛЬНАЯ МАШИНА, СТАНД. O, производитель: Cincinnati, модель: № 2 «0M», категория: Бесцентровые шлифовальные станки ; [16108] 10 Swing 20 Centers Supertec G25P-50CNC CNC OD GRINDER, FANUC 0T CNC, 16, производитель: Supertec, модель: G25P-50CNC, категория: Универсальные круглошлифовальные станки с ЧПУ ; [16109] 20 Swing 1. 5HP Spindle Turn-Pro 126-2675 сверлильный станок, #3MT, с Power Down F, производитель: Turn-Pro, модель: 126-2675, категория: одношпиндельные сверлильные станки; [16110] 14 Swing 0.75HP Spindle Cummins DP-16FHD DRILL PRESS, Станочный сверлильный станок, производитель: Cummins, модель: DP-16FHD, категория: Одношпиндельные сверлильные станки ; [16111] 55 Ton 7.5 Горловина Cleveland 55 TON IRONWORKER, Без меди и без угловых ножниц, марка: Cleveland, модель: 55 TON, Категория: Ironworkers ; [16112] 11,82 Ось Y 17,73 Ось X Fanuc ALPHA 1-B ПРОВОЛОЧНО-ЭРОЭДОМЕНТАЛЬНЫЙ СТАНКИ, 5 ОСЕЙ, производитель: Fanuc, модель: ALPHA 1-B, категория: Проволочные электроэрозионные станки ; [16115] 12 Ширина 24 Длина Chevalier FSG-3A1224H ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ СТАНОК, AUTO IDF, 3X AU, марка: Chevalier, модель: FSG-3A1224H, категория: Плоскошлифовальные станки ; [16116] 60 Ось X 30 Ось Y Cincinnati Arrow 1500 ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР, Acra, производитель: Cincinnati, модель: Arrow 1500, категория: Вертикальные обрабатывающие центры. VMC; [16117] 31 X Axis 3HP Spindle Southwest Ind. Trak K2 CNC VERTICAL MILL, Proto-Trak, производитель: Southwest Ind., модель: Trak K2, категория: Вертикально-фрезерные станки с ЧПУ ; [16118] 22.4 Swing 31.4 Центры Daewoo Puma 12S CNC LATHE, Fanuc 0T, 12чк., Tai, марка: Daewoo, модель: Puma 12S, категория: Токарные станки с ЧПУ — Токарные станки с ЧПУ ; [16121] 14 Экран Deltronics Dh24-MPC1 ОПТИЧЕСКИЙ КОМПАРАТОР, Deltronic MPC-1 УЦИ, Вс, производитель: Deltronics, модель: Dh24-MPC1, категория: Компараторы ; [16122] 6 Ширина G & P Grinding & Polishing HV 660-D ЛЕНТОЧНО-ШЛИФОВАЛЬНАЯ МАШИНА, 6 x 48 BELT, HO, производитель: G & P Grinding & Polishing, модель: HV 660-D, категория: Ленточные шлифовальные машины ; [16123] ЛЕНТОЧНО-ШЛИФОВАЛЬНАЯ МАШИНА Hammond 600D, 6 ШИРИН, 3 л.с., ГОРИЗОНТ. & ВЕРТ. ПЛИТА, HAMMOND DU, производитель: Hammond, модель: 600D, категория: Ленточные шлифовальные машины ; [16124] 6 Ширина Hammond 600D ЛЕНТОЧНО-ШЛИФОВАЛЬНАЯ МАШИНА, ГОРИЗОНТ. & ВЕРТ. ПЛИТА, 2 л.с., ВСТРОЕННАЯ В DU, марка: Hammond, модель: 600D, категория: Ленточные шлифовальные машины ; [16125] 6 Ширина Sundstrand 506 ЛЕНТОЧНО-ШЛИФОВАЛЬНАЯ МАШИНА, ПЛАСТИН МОЖЕТ БЫТЬ ВЕРТИКАЛЬНЫМ. ИЛИ ГОРИЗОНТ., TILTIN, производитель: Sundstrand, модель: 506, категория: Ленточные шлифовальные машины ; [16126] 3HP Motor 12 Whl Dia Baldor 1215W СТАНДАРТНАЯ ШЛИФОВАЛЬНАЯ МАШИНА, производитель: Baldor, модель: 1215W, категория: Настольные и настольные шлифовальные машины ; [16127] 3HP Motor 12 Whl Dia Baldor 1215ВТ ПЕДЕСТАЛЬНАЯ ШЛИФОВАЛЬНАЯ МАШИНА, ПОДСТАВКА, 460 ОБЪЕМОВ, производитель: Baldor, модель: 1215Вт, категория: Пьедестал и настольные шлифовальные машины ; [16128] 3HP Motor 12 Whl Dia Baldor 1215W СТАНДАРТНАЯ ШЛИФОВАЛЬНАЯ МАШИНА, 3 фазы, 3 л.с., 1800 об/мин, производитель: Baldor, модель: 1215W, категория: Настольные и настольные шлифовальные машины ; [16129] 18 Горловина 28 Высота Marvel Series 8 Mark II ВЫСОКАЯ СТОЛБА ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА, производитель: Marvel, модель: Series 8 Mark II ВЫСОКАЯ СТОЛБА, категория: Вертикальные ленточнопильные станки ; [16130] Seneca Falls ROYAL OAK #25RO FORM RELIEVING GRINDER TOOL & CUTTER GRINDER, производитель: Seneca Falls, модель: ROYAL OAK #25RO, категория: Точильные станки для инструментов и режущих инструментов ; [16131] Cincinnati 2 ИНСТРУМЕНТАЛЬНО-ТОЧНАЯ МАШИНА, 5 x 36 Tbl, DRO, WKHD, производитель: Cincinnati, модель: 2, категория: Инструментально-шлифовальные станки ; [16132] Cincinnati 2 ИНСТРУМЕНТАЛЬНАЯ ЗАТОЧНАЯ МАШИНА, 5 x 36 Tbl, DRO, производитель: Cincinnati, модель: 2, категория: Инструментальные и режущие шлифовальные машины ; [16133] Giddings & Lewis Winslowmatic FR-200 ЗАТОЧНАЯ ИНСТРУМЕНТАЛЬНАЯ МАШИНА И РЕЗКА G, производитель: Giddings & Lewis, модель: Winslowmatic FR-200, категория: Станки для шлифовки инструментов и режущих кромок ; [16134] Giddings & Lewis Winslowmatic FR-200 ЗАТОЧНАЯ ИНСТРУМЕНТАЛЬНАЯ МАШИНА И РЕЗКА G, производитель: Giddings & Lewis, модель: Winslowmatic FR-200, категория: Станки для шлифовки инструментов и режущих кромок ; [16135] 13 Swing 40 Centers Harrison M300 ДВИГАТЕЛЬ ТОКАРНЫЙ, Дюймовый/метрический, PathfinderDRO, марка: Harrison, модель: M300, категория: Токарные станки с двигателями ; [16136] 13 Swing 40 Centers Harrison M300 ДВИГАТЕЛЬ ТОКАРНЫЙ, Дюймовый/метрический, Gap, Pathfinde, марка: Harrison, модель: M300, категория: Токарные станки с двигателями; [16137] 6 Ширина 18 Длина Reid 618-HYDDF ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ СТАНОК, AUTO IDF, 3X AUTO FEEDS, производитель: Reid, модель: 618-HYDDF, категория: Плоскошлифовальные станки ; [16138] 6 Ширина 18 Длина Parker-Majestic 2Z ПЛОСКИЙ ШЛИФОВАЛЬНЫЙ МАШИН, POWER ELEV. , 2X DRO, производитель: Parker-Majestic, модель: 2Z, категория: Плоскошлифовальные станки, Ручная подача ; [16139] 8 Диам. 42 Длина J & S Centru 1150C ШЛИФОВАЛЬНАЯ МАШИНА ДЛЯ ЦЕНТРАЛЬНЫХ ОТВЕРСТИЙ, VARI-SP (1500 T, производитель: J & S, модель: Centru 1150C, категория: Шлифовальные машины для центральных отверстий; [16140] 12 Swing 16 Stroke Parker-Majestic 16 ID GRINDER, Univ Workhd с VS Contr, производитель: Parker-Majestic, модель: 16, категория: ID / Внутренние шлифовальные станки; [16141] 10 Swing 20 Centers Landis 1R OD GRINDER, Hyd.Table, 2-Ax DRO, ID Atta, производитель: Landis , модель: 1R, категория: Универсальные круглошлифовальные станки |
|---|
Architects Corner Los Angeles Токарный станок Percision PD 250/E
Для торцевого, продольного и конусного точения, нарезания резьбы. Для обработки стали, латуни, алюминия и пластика. Монтажный фланец для крепления фрезерной/сверлильной головки PF 230. Межосевое расстояние 250 мм (10″). Поворот 70 мм (2 3/4″). Высота над поперечными суппортами 43 мм (1 11/16″).
Станина станка из чугуна, призматическая направляющая с широкими ножками. Задний фланец для крепления фрезерно-сверлильной головки PF 230. С дополнительным регулятором скорости (полноволновая электроника) с плавной регулировкой до 100 — 300 или 1000 об/мин, в зависимости от передаточного отношения ремня, а также переключения передач для левой и правой резьбы наиболее важных метрических шагов (0,5 — 0,625 — 0,7 — 0,75 — 0,8 — 1 — 1,25 — 1,5 мм ) Высококачественный 3-х кулачковый патрон в соответствии с DIN 8386 класс 1 (допуск концентричности 0,04 мм (0,002 дюйма) . Возможности реверсивных кулачков от 2 до 75 мм (5/64″ — 3″). Включая защитный кожух токарного патрона с защитным отключением.
PX34002
- Для работы без вибраций даже при высоких нагрузках
- Передняя и задняя бабки из литого под давлением алюминия
- Каретка для кровати из цинкового литья под давлением
- Тихий специальный двигатель постоянного тока с 3-ступенчатым ременным приводом для 300–900 и 3000 об/мин
- Маховики из алюминия , с регулируемым кольцом шкалы (1 деление = 0,05 мм (0,002 дюйма), 1 оборот = 1 мм (3/64 дюйма)
- Свинцовый стержень с покрытием
Проверить:
Другие дополнительные аксессуары, не включенные
Splash Guard и Chep Collecting Tray
, изготовленный из 1,5 мм (1/16 «.
PX24008
Фиксированный люнет для более длинных заготовок
Специально для сверления. Также требуется, если заднюю бабку нельзя использовать для «встречи». До Ø 40 мм.
PX24010
Приспособление для поворота по центру. Для высочайшей точности с высокой точностью вращения.
Включает: 1 лицевую пластину, 2 фиксированных центра (MT 2 и MT 1/короткий) и 1 приводную собачку. Упакован в деревянный ящик.
PX24014
Профессиональный зубчатый патрон с MT1
Для задней бабки PD 250/E. Диаметр до 10 мм (3/8″).
PX24020
Дополнительный быстросменный держатель инструмента (отдельно)
90 Может использоваться с вышеупомянутым быстросменным инструментом. PX24024
Быстросменный резцедержатель
Для быстрой смены инструмента и легкой регулировки высоты. Включает 2 держателя инструмента.
PX24026
Четырехкулачковый патрон с независимыми кулачками
Для зажима угловых и асимметричных заготовок. Вместимость до 80 мм (3,1″). Диаметр патрона 75 мм (3″).
PX24036
Набор цанг с цангами ER 20: для исключительной истинной концентрической точности. 2 — 10 мм (5/64″ — 25/64″).
Для высокоточной обработки круглых деталей. Комплект цанг устанавливается вместо токарного патрона. С 8 цангами (2 — 2,5 — 3 — 4 — 5 — 6 — 8 и 10 мм). Упакован в деревянный ящик.
PX24038
Делительная насадка TA 250
Для точной обработки круглых заготовок (например, производство зубчатых колес). Поставляется с двумя делительными дисками (40 и 48 зубьев), обеспечивающими стандартное деление на 2 — 3 — 4 — 5 — 6 — 8 — 10 — 12 — 16 — 20 — 24 — 40 и 48. Конус делительной насадки того же размера, что и главный шпиндель токарного станка PD 250/E, поэтому можно установить 3-х кулачковый патрон (заказывается отдельно под № 24 034) и 4-х кулачковый патрон (№ 24 036). Возможна горизонтальная установка (например, на поперечных салазках токарного станка) и вертикальная установка (на станине станка). С соответствующими гайками и винтами для фиксации в стандартных Т-образных пазах МИКРОМОТ 12 x 6 x 5 мм (15/62″ x 15/64″ x 3/16″). Поставляется в деревянном ящике со сдвижной крышкой.
PX24044
Насадка для радиусной резки
Устанавливается на поперечный суппорт вместо держателя инструмента. Для изготовления выпуклых и вогнутых форм, для точения радиусов или 3/4 сфер до макс. 32мм. Держатель инструмента с регулируемой высотой (наконечник расточного инструмента регулируется от 30 до 45 мм над поперечным суппортом) для использования с токарными станками FD 150/E, PD 250/E, PD и более ранними токарными станками PROXXON. Размеры: опорная плита 67 х 50 мм, высота 55 мм. В комплекте с чистовой фрезой 8 х 8 х 80 мм. В деревянном ящике с выдвижной крышкой.
PX24062
Держатель матрицы для круглых матриц, резьба от M 3 до M 10
наш сверлильный патрон № 24 020 при установке в заднюю бабку PD 250/E Держатель удерживается рукой при нарезании резьбы Поставляется в деревянном ящике инструменты Для использования на токарных станках
Этот держатель позволяет установить наш вращающийся инструмент IBS/E (размер шейки 20 мм (4/5″)) на инструментальную стойку токарного станка PD 250/E для шлифовки или полировки.
Набор из 14 параллельных опор
Параллельное шлифование Для регулировочных работ на сверлильных, токарных и фрезерных станках Изготовлены из высоколегированной закаленной стали (58 — 62 HRC) Точность параллельности 0,002 мм 2 каждый из 8 x 10, 15, 20, 25, 30, 35 и 40мм. Длина 100мм.Упакованы в деревянный ящик.
PX24266
Набор расточных инструментов из быстрорежущей стали
По одной фрезе для внутренней резьбы 60 градусов (метрическая) и 55 градусов (2,5 мм, 6,3 мм3/1,3 мм3), 1 /64 дюйма и 4 мм (5/32 дюйма). Хвостовик: 6 мм (15/64 дюйма). Длина: 95 мм (3 3/4 дюйма). Фрезы удерживаются держателем инструмента, который крепится к стойке инструмента PD 250/E. Поставляется в деревянном ящике. Набор из пяти частей для резки
8 x 8 x 80 мм (5/16″ x 5/16″ x 3 9/64″). По одному для черновой обработки, отрезки, чистовой обработки, левой и правой фрезы. Изготовлены из высококачественной стали Cobalt HSS, предварительно отшлифованы. Упакованы в деревянный ящик. «). Одна фреза для наружной резьбы (заточенная до 60°, метрическая), одна для внутренней резьбы, одна для общей нарезки. Изготовлен из высококачественной кобальтовой быстрорежущей стали, предварительно измельченной. Упакован в деревянный ящик.
PX24540
Набор фрез с вольфрамовыми вставками
Три держателя (5/16″ x 5/16″ x 4, 35/6) отверстия от 15/32″. Стандартные вольфрамовые наконечники, 55°, с покрытием. В комплект входят три дополнительные вставки, крепежные винты и ключ TX8.
PX24555
Вольфрамовые одноразовые насадки
Для держателей 24 555. Набор из десяти предметов.
PX24557
Набор из трех центрирующих сверл
Быстрорежущая сталь, 60°. Полный набор размеров 2, 2,5 и 3,15 мм (5/64″, 3/32″, 1/8″). Изготовлен из высококачественной кобальтовой быстрорежущей стали, предварительно отшлифован. Упакован в деревянный ящик.
PX24630
Набор зубчатых колес для нарезания стандартной / дюймовой резьбы
Содержит 8 зубчатых колес для нарезания резьбы с шагом 56, 48, 42, 36, 35, 30, 28, 24, 81 или 1 дюйм
PX34011
Первый из больших токарных станков Harrison, массивная 14-дюймовая (7 дюймов) модель с V-образной станиной производилась с конца 1940-х годов; фактический ход составлял 14,5 дюймов (368 мм), и токарный станок допускался в своей стандартной станине. |
Metal Primus — обработка металла на станках с ЧПУ
О НАС
Metal Primus была основана в 2011 году как семейная традиция в металлообрабатывающей промышленности. Основой деятельности компании является обработка металла с ЧПУ, и производство металлоконструкций и их деталей по технической документации заказчика.
Производство осуществляется на токарно-фрезерных станках с ЧПУ. Тип производства мелкосерийный и среднесерийный.
После более чем десяти лет успешного бизнеса мы сотрудничаем с некоторыми из самых известных имен в металлообрабатывающей промышленности Хорватии.
СЕРТИФИКАТЫ
Мы сертифицированы в соответствии со стандартами ISO 9001 и 14001 для производства металлических деталей и услуг по отделке специальных металлических деталей:
НАШИ МАШИНЫ
В нашей мастерской имеются следующие станки:
ОБРАБАТЫВАЮЩИЙ ЦЕНТР — HELLER BZU 07 (2 шт.
)
ОБРАБАТЫВАЮЩИЙ ЦЕНТР — MAHO MH 600 E2 (2 шт.)
СТАНОК С ЧПУ — OKUMA ECO ES-L8
СТАНОК С ЧПУ — Traub TND 300
Токарный станок с ЧПУ — Трауб TND 400
Мельница — Prvomajska Alg -200 -320
ВИБРОМАТ — HANGZHOU KAFAN MACHINERY & EQUIPMENTCO. 95А
Мы также можем предложить следующие услуги:
ШЛИФОВКА
ЛАЗЕРНАЯ И ГИДРОСТРУЙНАЯ РЕЗКА
ЭРОЗИЯ ПРОВОЛОЧНОЙ И ЭЛЕКТРОДНОЙ РЕЗКОЙ
ГИБКА ЛИСТОВОГО МЕТАЛЛА
СВАРКА MIG, MAG и TIG
ЭЛЕКТРОЦИНКОВАНИЕ И ГОРЯЧЕЕ ОЦИНКОВАНИЕ, ПОКРЫТИЕ,
ЛУЖЕНИЕ, НИКЕЛИРОВАНИЕ
ГДЕ МЫ?
Часы работы:
ПН-ПТ: 08:00 – 16:00
СБ-ВС и ПРАЗДНИКИ: ЗАКРЫТ
Часы работы:
ПН-ПТ: 07:00 – 21:00
СБ: 06:00 – 14:00
ВС и ПРАЗДНИКИ: ЗАКРЫТ
ОСНОВНАЯ ИНФОРМАЦИЯ
Организация: МЕТАЛЛ ПРИМУС ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ЗА ПРОИЗВОДСТВО, ТОРГОВЛЮ И УСЛУГИ
Сокращенное наименование: МЕТАЛЛ ПРИМУС, ООО.
Штаб-квартира | Завод: KARLOVACKA CESTA 65/B, 10020 ЗАГРЕБ, ХОРВАТИЯ, ЕС
Основной вид деятельности: ПРОИЗВОДСТВО МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ И ИХ ЧАСТЕЙ
Код деятельности в соответствии с NKD 2007: 2511
Кодекс деятельности в соответствии с NKD 2002: 28110
Правовая форма: Компания с ограниченной ответственностью
OIB (НДС): HR31317547057
Телефон: +385 1 6141 679
. 385 1 6141 243
Электронная почта: [email protected]
Веб-адрес: www.metal-primus.hr
Владелец: ВЕДРАН БУДИМИР
Уставной капитал компании: 2 650 евро, ОПЛАТА 9002 000 000 Год основания: 10.03.2011.
Банковский счет (RBA) IBAN: HR6124840081105740954
SWIFT: RZBHHR2X
МЕТАЛЛ В НАШИХ СЕРДЦАХ.
НЕ БУКВАЛЬНО.
СВЯЖИТЕСЬ С НАМИ
ЕСТЬ ВОПРОС
?
МЫ БУДЕМ РАДЫ ОТВЕТИТЬ НА ВСЕ ВАШИ ВОПРОСЫ
Мы в вашем распоряжении для всех ваших запросов:
Контакты:
Ведран Будимир, генеральный директор
E: vedran@metal-primus. hr
M: +385 92 3988
Информация и продажи:
Т: +385 1 6141 679
Факс: +385 1 6141 243
Электронная почта: [email protected]
Электронная почта: [email protected]
СВЯЖИТЕСЬ С НАМИ
ВСЕГДА В НАЛИЧИИ ДЛЯ ВАС!
клиенты
Мы сотрудничаем со многими мелкими и крупными компаниями, среди которых укажем: КОНЧАР – Электроника и информатика д.д. , КОНЧАР – Generatori i motori d.d. , КОНЧАР – Мьерни трансформатори д.д. (наш найвечи купац), АД Либитум д.о.о. , Акорд, обрт за производство , Бркич изуми д.о.о. , Бркич металпродукт д.о.о. , Дентадерм д.о.о. , Eko montaža d.o.o. , Jelstima projekt d.o.o. , Konid proces d.o.o. , Kostwein proizvodnja strojeva d.o.o. , Мале ствари д.о.о. , Основна глазная школа Рудольфа Маца , Термострой д.о.о. , TŽV Gredelj d.o.o. у степной, Загребачки холдинг д.о.о. Подружница ГСКГ и др..
МЕТАЛЛ В НАШИХ СЕРДЦАХ.
НЕ БУКВАЛЬНО.
О НАС
Metal Primus была основана в 2011 году как семейная традиция в металлообрабатывающей промышленности. Основой деятельности компании является обработка металла с ЧПУ, и производство металлоконструкций и их деталей по технической документации заказчика.
Производство осуществляется на токарно-фрезерных станках с ЧПУ. Тип производства мелкосерийный и среднесерийный.
После более чем десяти лет успешного бизнеса мы сотрудничаем с некоторыми из самых известных имен в металлообрабатывающей промышленности Хорватии.
СЕРТИФИКАТЫ
Мы сертифицированы в соответствии со стандартами ISO 9001 и 14001 для производства металлических деталей и услуг по отделке специальных металлических деталей:
СВЯЖИТЕСЬ С НАМИ
ЕСТЬ ВОПРОС
? МЫ БУДЕМ РАДЫ
ОТВЕТИТЬ НА ВСЕ ВАШИ ВОПРОСЫ
Мы в вашем распоряжении для всех ваших запросов:
Контакты:
Ведран Будимир, генеральный директор
Эл.
Электронная почта: [email protected]
Электронная почта: [email protected]
НАШИ СТАНКИ
В нашей мастерской имеются следующие станки:
ОБРАБАТЫВАЮЩИЙ ЦЕНТР — HELLER BZU 07 (2 ШТ.)
ОБРАБАТЫВАЮЩИЙ ЦЕНТР — MAHO MH 600 E2 (2 ШТ.) L8
Токарный станок с ЧПУ — Трауб TND 300
Токарный станок с ЧПУ O-MAT-320
VIBROMAT — HANGZHOU KAFAN MACHINERY & EQUIPMENTCO. 95А
Мы также можем предложить следующие услуги:
ШЛИФОВАЛЬНАЯ РЕЗКА
ЛАЗЕРНАЯ И ГИДРОСТРУЙНАЯ РЕЗКА
ЭРОЗИЯ ПРОВОЛОЧНОЙ И ЭЛЕКТРОДНОЙ РЕЗКОЙ
ГИБКА ЛИСТОВОГО МЕТАЛЛА
СВАРКА MIG, MAG и TIG
ОБРАБОТКА ПОВЕРХНОСТИ: металл-ЛАК, ПОРОШКОВОЕ ПОКРЫТИЕ,
ЭЛЕКТРОЦИНКОВАНИЕ И ГОРЯЧЕЕ ЦИНКОВАНИЕ, ШЛИФОВАНИЕ,
ЛУЖЕНИЕ, НИКЕЛИРОВАНИЕ
СВЯЖИТЕСЬ С НАМИ
ВСЕГДА В НАЛИЧИИ ДЛЯ ВАС!
ГДЕ МЫ?
Часы работы:
ПН-ПТ: 08:00 – 16:00
СУБ-ВС и ПРАЗДНИКИ: ЗАКРЫТ
Часы работы:
ПН-ПТ: 07:00 – 21:00
СБ: 06:00 – 14:00
ВС и ПРАЗДНИКИ: ЗАКРЫТ
клиенты
Мы сотрудничаем со многими мелкими и крупными компаниями, среди которых укажем: КОНЧАР – Электроника и информатика д. д. , КОНЧАР – Generatori i motori d.d. , КОНЧАР – Мьерни трансформатори д.д. (naš najveći kupac), AD Libitum d.o.o. , Акорд, обрт за производство , Бркич изуми д.о.о. , Бркич металпродукт д.о.о. , Дентадерм д.о.о. , Eko montaža d.o.o. , Jelstima projekt d.o.o. , Konid proces d.o.o. , Kostwein proizvodnja strojeva d.o.o. , Мале ствари д.о.о. , Основна глазная школа Рудольфа Маца , Термострой д.о.о. , TŽV Gredelj d.o.o. u stečaju, Zagrebački Holding d.o.o. Подружница ГСКГ и др..
ОСНОВНАЯ ИНФОРМАЦИЯ
Организация: МЕТАЛЛ ПРИМУС ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ ЗА ПРОИЗВОДСТВО, ТОРГОВЛЮ И УСЛУГИ
Сокращенное наименование: МЕТАЛЛ ПРИМУС, ООО.
Штаб-квартира | Растение: Карловака Cesta 65/B, 10020 Zagreb, Horatia, EU
Основная деятельность: производство металлических структур и их детали
Кодекс деятельности в соответствии с NKD 2007: 2511
Кодекс деятельности в соответствии с NKD 2002: 28110
Legal Form Form : ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
OIB (НДС): HR31317547057
Телефон: +385 1 6141 679
Факс: +385 1 6141 243
Электронная почта: [email protected]
Веб-адрес основной капитал компании: 2 650 евро, ОПЛАЧЕН ПОЛНОСТЬЮ
Год основания: 10.03.2011.
Банковский счет (RBA) IBAN: HR6124840081105740954
SWIFT: RZBHHR2X
Свяжитесь с нами
| Завод доступен на нашем заводе в Канчаде | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Станки с ЧПУ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Станки с ЧПУ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Тяжелые машины | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Производство и листовой металл | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Расточные станки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Протяжные станки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Автоматы (Трауб) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Прессы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Шлифовальные станки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Компрессоры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пильные станки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Термическая обработка | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Станки для инструментальных цехов | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ручки для токарной обработки | RobCosman.
com
Начните с поворота ручек!
Если вы хотите окунуться в мир токарной обработки, но у вас нет денег на полноразмерный токарный станок и все сопутствующее оборудование, вам следует рассмотреть токарные ручки как менее дорогой способ окунуться в токарные воды. .
Я начал свое приключение с изготовления ручек и могу засвидетельствовать, что после того, как вы освоите его, оно может вызвать привыкание. Преимущества начала работы с токарной ручкой:
- Для начала не требуется больших инвестиций
- Вы можете обойтись обрезками дерева из своей кучи отходов, или есть много людей, продающих предварительно вырезанные заготовки для ручек в Интернете по выгодным ценам.
- Вы очень быстро получаете готовый продукт, полезный и интересный для раздачи. Я не говорю продавать, потому что этот рынок довольно насыщен, но делайте это, если хотите.
- Наконец, большинство навыков токарной обработки, которым вы научитесь при токарной обработке ручкой, можно использовать в более крупных токарных проектах.
1. Токарный станок. Я предполагаю, что вы только начинаете и не готовы к полноразмерному токарному станку, поэтому вы можете выбрать микро-, мини- или миди-токарный станок.
- Микротокарные станки. Это самые маленькие и легкие токарные станки. Обычно они изготавливаются в основном из экструдированного алюминия и имеют мощность 1/3 лошадиных силы и меньше. Новые цены варьируются от 200 до 400 долларов, а если вы можете найти подержанную модель, цена колеблется от 150 до 325 долларов. Они в первую очередь предназначены для токарных мастеров, которых они могут взять с собой на выставку или в любое другое место, где они не могут взять свои большие токарные станки. Когда я был в Корее в течение двух лет, я купил микротокарный станок Penn State PenPal и сделал с ним пару сотен ручек, так что он будет крутить ручки, но не может больше. Я не рекомендую микротокарный станок в качестве трамплина для обучения токарной обработке, но это удобный маленький станок.
- Мини-токарный станок . Это небольшие настольные модели токарных станков. Обычно они изготавливаются из чугуна или стали и намного тяжелее микротокарных станков. Тем не менее, они достаточно легкие, чтобы их можно было поднять на столешницу. Они обычно имеют ½ лошадиных сил или меньше. Определяющим фактором является то, что они обычно имеют максимальный диаметр поворота 10 дюймов или меньше и расстояние между центрами от 15 до 20 дюймов. Новые ценовые диапазоны составляют $350-$500. Они обычно доступны на вторичном рынке по цене от 150 до 300 долларов. Они легко справятся с точением небольших изделий, таких как пробки для бутылок, украшения и, конечно же, ручки. Эти токарные станки являются хорошим стартовым токарным станком для столяра, который хочет заняться токарной обработкой, но хочет иметь удобный токарный станок, который можно легко транспортировать и хранить. Уменьшение размера заключается в том, что если вам действительно нравится токарная обработка и вы хотите делать больше, вы можете быстро перерасти размер и мощность мини-токарного станка.
- Миди-токарные станки. Токарные станки Midi в основном представляют собой уменьшенные мини-станки с немного большей мощностью и немного большим пространством для обработки. С дополнительными удлинителями станины эти токарные станки могут обеспечить токарную способность полноразмерной напольной модели. Обычно они имеют мощность 1 лошадь или более, диаметр поворота 12 дюймов и расстояние между центрами 18-20 дюймов (без удлинителя станины). Они будут немного тяжелее мини-пеногенератора, но их все же можно взять и поставить на скамейку. Новые цены колеблются от 450 до 700 долларов, и, как и мини-токарные станки, они обычно доступны на рынке бывших в употреблении по цене от 250 до 400 долларов. Это тип токарного станка, который я использую в настоящее время и который я рекомендую начинающим токарям, если они могут себе это позволить.
2. Основные инструменты. Чтобы начать настройку ручек, вам понадобится некоторое необходимое оборудование, которое, как правило, не будет поставляться с вашим токарным станком, если вы не купите новый комплект (хороший способ) или не заберете использованный комплект у кого-то, кто покидает мир настройки ручек. (настоятельно рекомендуется). Вам потребуется следующее:
- Набор стамесок . Приобретите стартовый набор стамесок. Я рекомендую инструмент для наклона, выдалбливания и разделения, чтобы вы могли освоить эти навыки. Я знаю, что зубила с твердосплавными наконечниками в моде, но я думаю, что вам следует изучить основы токарной обработки с помощью традиционных токарных инструментов.
- Оправка для ручки. Это стержень, на который надевается заготовка ручки и который надежно удерживается во время поворота.
- Триммер для ствола. Начните с изготовления стандартной 10-миллиметровой ручки. Приобретите хороший карбидный триммер для ствола, который прослужит долго. Избегайте некарбидных триммеров, которые быстро затупятся.
- Дрель. Вам нужно будет просверлить центральное отверстие в заготовках. Если у вас нет сверлильного станка, купите сверлильный патрон, чтобы вы могли сверлить горизонтально на токарном станке. Многие токари предпочитают этот метод сверлильному станку; Да, я думаю, что это более точно.
- Пресс для пера: Это устройство позволяет сжимать вместе все готовые части ручки.
3. Расходные материалы: Наконец, вам понадобятся материалы для изготовления ручек. Это:
- Наборы ручек. Это все оборудование, необходимое для вашей ручки (стволы, пружины, картридж и т. д.). Я покупаю свои в Penn State Industries. Начните с самого простого набора 10-миллиметровых ручек, который вы можете найти. Если вы покупаете их пачками на распродаже, вы обычно можете найти их по цене от 1 до 3 долларов за набор ручек. Наборы могут стать ужасно дорогими, выше 50 долларов. Когда вы учитесь, держитесь подальше от них.
- Деревянные заготовки . Вы можете сделать свои собственные деревянные заготовки из кучи древесных отходов, но eBay или местный магазин деревообработки вам в помощь. Я рекомендую отказаться от нарезки собственных запасов, а просто купить готовые заготовки и научиться точить. Придерживайтесь основных североамериканских лесов, пока не начнете разбираться в вещах.
- Наждачная бумага. Я предпочитаю набор сеток Abranet, в котором есть все необходимое для шлифования зерно. Я считаю, что Абранет служит намного дольше, чем традиционная наждачная бумага.
