Станок токарный иж250итв технические характеристики: 250-ИТВ Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
Содержание
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Паспорт, схемы, характеристики, описание
Токарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего класса несмотря на то, что выпускается с начала 60-х годов прошлого века.
) обеспечивает высокое качество сборки и долговечность. На базе этой модели разработаны и выпускаются и модифицированные версии. Правильно оценить достоинства станка поможет знание его особенностей и технических возможностей.
Сведения о производителе токарно-винторезного станка 250ИТВМ
Производитель токарного станка 250ИТВМ — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Общий вид токарно-винторезного станка 250ИТВМ
Фото токарно-винторезного станка 250итвм
Фото токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Шпиндель токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм
Расположение составных частей станка 250ИТВМ
Расположение основных узлов токарного станка 250итвм
Перечень составных частей станка 250ИТВМ
- Станина 250ИТВМ.
 10.000 (250ИТВМ.03.10.000)
10.000 (250ИТВМ.03.10.000) - Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Назначение ИЖ 250
Токарный станок по металлу ИЖ 250 обеспечивает высококачественное исполнение заключительных операций. Чтобы произвести точение, не требующее большой точности, и, оказывающее солидные нагрузки на станок, стоит выбрать другую модификацию оборудования – 250 ИТП. Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
- ИЖ 250 ИТВМ.03 имеет большее расстояние между центрами, позволяющее легко обрабатывать детали нестандартной формы.

- ИЖ 250 ИТВМФ1 – агрегат, имеющий цифровой индикатор, что повышает удобство, точность и эффективность работы.
- ИЖ 250 ИТПМ используется для токарных операций невысокой точности.
Расположение органов управления токарно-винторезным станком 250ИТВМ
Расположение органов управления токарным станком 250итвм
Перечень органов управления станком 250ИТВМ
- Маховик выбора частоты вращения шпинделя
- Рукоятка включения частоты вращения шпинделя
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятка переключения перебора
- Рукоятка переключения трензеля и звена увеличения шага
- Выключатель электронасоса охлаждения
- Вводной выключатель
- Замок запирания вводного выключателя
- Цифровое табло для станка 250ИТВМ Ф1
- Выключатель станции смазки
- Кнопка общего останова и аварийного отключения станка
- Маховик ручной продольной подачи
- Ручка ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Выключатель освещения
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станке
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Рукоятка пуска и останова
- Винт регулирования предохранительного механизма
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.
Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.
Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.
Схема электрическая принципиальная станка 250ИТВМ
Электрическая схема токарно-винторезного станка 250итвм
Питание станка осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Качество электроэнергии должно соответствовать ГОСТ 13109-97
Питание цепей электрооборудования осуществляется следующими напряжениями:
- электродвигатели, трансформаторы — 380 В, 50 Гц;
- цепи управления переменного тока -110 В, 50 Гц;
- цепи электродинамического торможения -82 В постоянного тока;
- цепи освещения и сигнализации — 24 В, 50 Гц.
- цепи питания блоков цифровой индикации 220 В*.
Пуск двигателя M1 главного привода осуществляется переводом рукоятки управления в верхнее ИЛИ В нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение электродвигателя M1. При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле К5 устройства контроля торможения А1, которое своим замыкающим контактом включит пускатель торможения К4, другим своим замыкающим контактом подключит вход электронного усилителя на транзисторах V5,V6 к измерительному мосту, образованному статорными обмотками электродвигателя M1 и резисторами R1…R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямительных диодов V7 и V8, расположенных в устройстве контроля торможения А1 в обмотки статора двигателя.
В процессе электродинамического торможения измерительным мостом вырабатывается сигнал вращения в виде переменного напряжения, который и удерживает реле К5 во включенном состоянии. При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.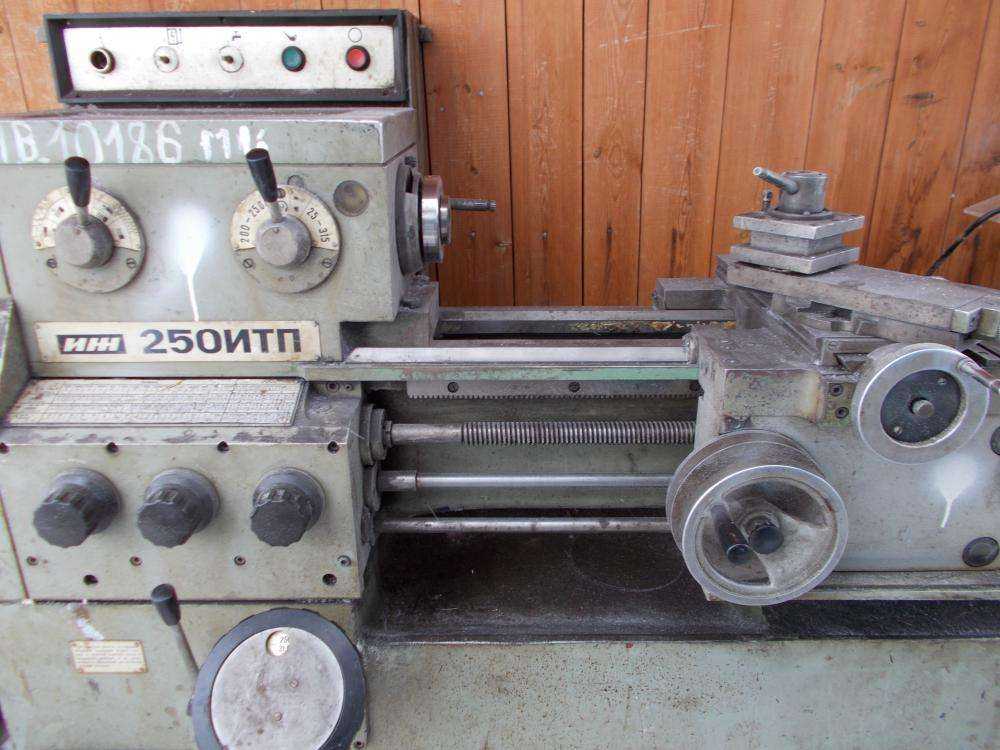
При отсутствии настройки устройства контроля торможения реле К5 отключается по сигналу реле времени через 5-8 секунд после его включения.
Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при отпускании рукоятки цепь вращения двигателя M1 восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателя происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
Включение и отключение электронасоса охлаждения производится выключателем Q2.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска. Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ. 01 01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25. .2500 .2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01. .1,8 .1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
Дискретность УЦИ по координатам X/Z. мм мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
- Станок токарно-винторезный 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000
01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000 - Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
250-ИТВ Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный Ø 400 - ИЖ-250, ИЖ-250П
— станок токарно-винторезный повышенной точности универсальный Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Правила эксплуатации
Приводной механизм ИЖ-250 оснащен электродвигателем мощностью 3 кВт, 12-скоростным редуктором, системой поликлиновых и клиновых ремней. Переключение скоростей на редукторе осуществляется при помощи специального маховика, который связан с двумя селекторными дисками с системой отверстий. Поворотом маховика создается требуемая комбинация отверстий, в которые входят фиксирующие пальцы рычагов, отвечающих за введение в зацепление блоков шестерен с различными параметрами. После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
На станке ИЖ-250 установлен фартук закрытого типа, механизм которого отвечает за продольные и поперечные подачи суппорта в ручном и механическом режимах, а также за нарезание резьбы, для чего задействуется ходовой винт. Во всех остальных случаях при выполнении различных токарных операций используется ходовой валик.
Технические характеристики | Торнос
| Технические характеристики SwissDECO | 36 | |
|---|---|---|
| Количество линейных осей | 9 + 2 оси C 3 независимых инструментальных системы | |
| Главный шпиндель (Z1/S1/C1) | ||
Макс. вместимость бара (без) вместимость бара (без) | [мм] | 32 (36) |
| Макс. ширина стержня с направляющей втулкой | [мм] | 32 |
| Стандартная длина заготовки без направляющей втулки (макс. 3xD) | [мм] | 38 (100) |
| Стандартная длина заготовки с вращающейся направляющей втулкой (фронтальный выброс) Вариант длинной части: 600 мм | [мм] | 300 (200) |
| Общее количество инструментов | Кол/макс. | 34 |
| Скорость вращения шпинделя | [об/мин] | 8000 |
| Выход шпинделя | кВт | |
| Максимальный крутящий момент | Н·м | 56 |
| Диаметр сверления (9SMnPb36) на стержне Ø26 мм | [мм] | 16×0,3 |
| Емкость врезки | М12 | |
| Независимые инструментальные плиты (X11 / Y11 / S12) (X21 / Y21 / Z21 / S21) | ||
| Количество позиций инструмента на направляющей втулке (секция токарного резца 16×16 ) | Кол-во/макс. | 9 |
| Позиции для вращающихся инструментов | Кол-во/макс. | 4 |
| Мощность глубокого сверления | [мм] | 200 |
| Скорость вращения вращающихся инструментов | [об/мин] | 10 000 |
| Номинальная мощность приводных инструментов (S6) | [кВт] | 2,4 (15 Н·м) |
| Буровая емкость (9SMnPb36) вращающиеся инструменты | [мм] | 12 |
| Нарезная емкость (9SMnPb36) вращающиеся инструменты | [мм] | М12×5мм / M10x10 мм |
| Ось A на группе 2 (Machning OP и COP) 360° | ||
| Турельный модуль (X21 / Y21 / Z21 / S21) | ||
| Количество позиций инструмента | 12 | |
| Позиции для вращающихся инструментов | 36 | |
Макс. количество инструментов количество инструментов | 36 | |
| Максимальное давление охлаждающей жидкости через револьверную головку / (масло с фильтром 50 мкм) | [бар] | 50 (120) |
| Система державок | Тип | БМТ45 |
| Максимальная скорость приводных инструментов (5 кВт / 15 Нм / передаточное отношение 1:1) | [1/мин] | 6000 |
| Максимальный диаметр сверления (600 Н/мм2 Сталь) d x a [мм] x [мм/об] | [мм] | 10 х 0,20 |
| Размер резьбы (600 Н/мм2 сталь) вращающиеся инструменты | [мм] | М8 х 1,25 |
| Время индексации 30°/180° | [сек] | 0,2 с |
| Ось B | Дополнительно | |
| Противошпиндель (Z41/Y41/S41/C41) | ||
| Макс. вместимость бара (без) | [мм] | 32 (36) |
Макс. ширина стержня с направляющей втулкой ширина стержня с направляющей втулкой | [мм] | 32 |
| Стандартная длина заготовки без направляющей втулки (макс. 3xD) | [мм] | 38 (100) |
| Стандартная длина заготовки с вращающейся направляющей втулкой (фронтальный выброс) Вариант длинной части: 600 мм | [мм] | 300 (200) |
| Общее количество инструментов | Кол-во/макс. | 34 |
| Скорость вращения шпинделя | [об/мин] | 8000 |
| Выход шпинделя | кВт | |
| Максимальный крутящий момент | Н·м | 56 |
| Счетчик операций (Z41/Y41/S41/C41) | ||
| Количество позиций инструмента | 16 | |
| Количество токарных (фиксирующих) инструментов (токарный резец сечением 16х16) | 4 | |
Позиции для вращающихся инструментов (поперечные, L макс. 55 мм) 55 мм) | 4 | |
| Позиции для вращающихся инструментов (спереди) (длина макси 55 мм) | 8 | |
| Количество фиксирующих передних инструментов | 4 | |
| Мощность вращающегося инструмента (S6) | [кВт] | 1,3 (8,2 Н·м) |
| Скорость вращения вращающегося инструмента | [об/мин] | 10000 |
| Буровая емкость (9SMnPb36) вращающиеся инструменты | [мм] | 8 |
| Нарезная емкость (9SMnPb36) вращающиеся инструменты | [мм] | М8х10 |
| Противошпиндель (X4/Y4/Z4/S4/C4) | ||
| Макс. мощность бара | [мм] | 36 |
| Максимальная длина детали вне цанги | [мм] | 100 |
| Длина вводной части внутри шпинделя с выталкивателем (без выталкивателя) | [мм] | 220 (600) |
| Скорость вращения шпинделя | [об/мин] | 8000 |
| Выход шпинделя | кВт | |
| Максимальный крутящий момент | Н·м | 56 |
| Скорость подачи оси | ||
| Ускоренная подача | м/мин | 35 |
| Основное машинное оборудование | ||
| Вращающаяся направляющая втулка со встроенным двигателем | В комплекте | |
| Обработка без направляющей втулки | В комплекте | |
| Двигатель вращающегося инструмента с задней плитой S21 | В комплекте | |
| Двигатель вращающегося инструмента S11 с передним валиком | В комплекте | |
| Двигатель вращающегося инструмента S51 в противодействии | В комплекте | |
| Оси С1 + С4 | В комплекте | |
| Интерполяция в полярных координатах | В комплекте | |
| Пневматический выталкиватель заготовки + масляная очистка цанги | В комплекте | |
| Автоматический централизованный цикл смазки | В комплекте | |
| Подсветка стеллажа (4 цвета) | В комплекте | |
| Смазочный насос на 60 бар с ручным выбором фильтров | Включено | |
| Интерфейс устройства подачи прутка | В комплекте | |
| Интерфейс огнетушителя | В комплекте | |
| ПО для программирования ТИСИС | В комплекте | |
| Ось B на башне | Дополнительно | |
| Обработка 5 одновременными осями | Включено | |
| ЧПУ | ||
| ЧПУ типа | ФАНУК 31и-Б5 | |
| Энкодер/двигатель осей | Абсолютный серийный номер | |
| Тип двигателя (оси и направляющая втулка) | Синхронный (AC) | |
| Тип двигателя (шпиндели) | Асинхронный (AC) | |
| Цветной экран и консоль мобильного оператора | ||
| ПО для программирования | ||
| Код языка ISO C, TMI | ||
| Общие характеристики | ||
Макс.  |