Станок токарный малогабаритный с чпу: Малогабаритный токарный станок с ЧПУ CK6136 купить по выгодной цене. Продажа станков CK6136 с доставкой в Москве, по всей России и СНГ
Содержание
Малогабаритные токарные станки с ЧПУ
Миниатюрные токарные станки для обработки металла и древесины, невероятно популярны, и используются на больших предприятиях и в маленьких мастерских. Благодаря им, из неприглядного куска древесины можно создать красивую и полезную вещь, применимую в мебельном производстве, и в домашнем обиходе, а также выточить необходимую металлическую деталь, втулку, шайбу и т.д.
На сегодняшний день все больше предприятий используют малогабаритные токарные станки с ЧПУ, которые значительно повышают производительность труда, а также точность и качество изготавливаемых деталей. С появлением таких миниатюрных станков, пользоваться ими стали и небольшие мастерские, да и в быту они нашли широкое применение из-за универсальности и простоты использования.
Достоинства настольного оборудования с ЧПУ
- Применение такого оборудования действительно дает возможность резко повысить количество производимой продукции.
- Токарный станок с ЧПУ позволяет резко сократить число ошибок, связанных с человеческим фактором.

- Это устройство позволяет изготовить изделие, с более точными размерами, тем самым значительно увеличивая качество продукции.

Это только основные достоинства применения станков с ЧПУ, но самым главным преимуществом, с точки зрения руководителя любого предприятия, является возможность сокращения использования труда человека. Именно использование людских ресурсов «съедает львиную долю» прибыли любого предприятия. Использование настольных станков с ЧПУ позволяет серийно создавать небольшие и достаточно сложные детали с большой точностью повторения, что позволяет увеличить рентабельность предприятия. Кроме того, применяя мини токарный станок с чпу, можно значительно сэкономить полезную площадь помещения.
Где купить настольное оборудование с ЧПУ
На сегодняшний день миниатюрные токарные станки с ЧПУ производятся множеством компаний, расположенных по всему миру. Эти станки имеют различную стоимость и эксплуатационные характеристики. Большой сегмент рынка занимает продукция китайских производителей. Благодаря невысокой стоимости и универсальности токарных станков из Поднебесной, они приобрели достаточную популярность как в России, так и в большинстве стран СНГ.
Большой сегмент рынка занимает продукция китайских производителей. Благодаря невысокой стоимости и универсальности токарных станков из Поднебесной, они приобрели достаточную популярность как в России, так и в большинстве стран СНГ.
Но многие из них имеют достаточно низкое качество, что заставляет предпринимателей тратить на ремонт такого оборудования немалые средства. Кроме того, большинство торговых марок китайских производителей станков с ЧПУ не имеет в России собственных сервисных центров, что создает определенную сложность в выполнении гарантийных обязательств.
Но не стоит думать, что все, что китайское – то плохое. Достаточно большое количество китайского оборудования прекрасно зарекомендовало себя не только на российском, но и на европейском рынке. Но в любом случае купить мини токарный станок с ЧПУ от неизвестного производителя–это лотерея.
Наша компания уже более 10 лет поставляет на российский рынок высококачественное оборудование для обработки древесины, высокоточные фрезерные станки с ЧПУ и качественную токарную технику, произведенную лучшей компанией из Германии – WABECO.
Приобретая оборудование в компании BALTEXIМ, вы получаете полную информацию о выбранном оборудовании, его происхождении, доступные цены на самые современные станки, которые широко представлены в каталоге компании, возможность обучения и полный спектр сервисных услуг.
1700ВФ30 Станок токарный патронно-центровой с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного станка с ЧПУ 1700ВФ30
Производитель токарного малогабаритного станка с ЧПУ 1700ВФ30 — Вильнюсский станкостроительный завод им. 40-летия Октября.
Завод специализировался на выпуске зубообрабатывающего оборудования для обработки зубьев цилиндрических зубчатых колес и шлицев в условиях как единичного, так и массового производства. Завод выпускал, также, серию малогабаритных прецизионных токарных станков с ЧПУ 1700ВФ30, 1700СФ30, 17М00ВФ30.
Продукция вильнюсского станкостроительного завода им. 40-летия Октября
- 5А308П — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 80
- 5Б310П — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 200
- 5К301П — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 125
- 53А13 — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 125
- 53А20 — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 200
- 1700ВФ30 — Станок токарный с ЧПУ Ø 160 х 160, Вильнюс
1700ВФ30 Станок токарный малогабаритный с ЧПУ полуавтомат.
 Назначение и область применения
Назначение и область применения
Станок токарный высокой точности с ЧПУ 1700ВФ30 — полуавтомат предназначен для патронных, прутковых и центровых токарных работ, резьбонарезания. Могут использоваться в различных отраслях промышленности.
Станок токарный с ЧПУ 1700ВФ30 предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб.
Станок 1700ВФ30 предназначен для обработки деталей в патроне со ступенчатым и криволинейным профилями в условиях мелкосерийного и серийного производства.
Особенности конструкции полуавтомата 1700ВФ30
В части воздействия климатических факторов внешней среды полуавтоматы изготовляются в УХЛ (спецзаказы ТВ, ТС, Т) для категории размещения 4 по ГОСТ 15150—69.
Класс точности полуавтомата В по ГОСТ 8—82Е.
Полуавтомат токарный малогабаритный с ЧПУ модели 1700ВФ30, ТУ2.024.0222630.026—89
Разработчик — Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), Москва.
1700ВФ30 Габаритные размеры рабочего пространства токарного станка с ЧПУ
Габаритные размеры рабочего пространства токарного станка 1700ВФ30
Габаритные размеры рабочего пространства токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
1700ВФ30 Общий вид токарного станка с ЧПУ
Фото токарного станка 1700ВФ30
Фото токарного станка 1700ВФ30
Фото токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Фото токарного станка 1700ВФ30
Фото токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Фото токарного станка 1700ВФ30
Фото токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Расположение основных узлов токарного станка 1700ВФ30
Расположение основных узлов токарного станка 1700ВФ30
Расположение основных узлов токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
- 1. Станина — МА1600Ф30-01.10
- 2. Тумба — МА1600Ф30-01.11
- 3. Встройка электродигателя главного привода — МА1600Ф30-01.12
- 4. Бабка шпиндельная — МА1600Ф30-01.20
- 6. Привод продольных подач — 1700Ф30-01.30
- 7. Суппорт — 1700ВФ30.31
- 8. Привод поперечных подач — 1700ВФ30.01-32
- 9. Револьверная головка — МА1600Ф30-01.36А
- 10. Планшайба — МА1600Ф30-01.37
- 13. Пневмооборудование — МА1600Ф30-01.43
- 15. Облицовка — 1700ВФ30.50
- 16. Охлаждение — МА1600Ф30-01.60
- 20. Встройка датчиков исходного положения — МА1600Ф30-01.64
- 21. Разводка смазки суппорта — МА1600Ф30-01.65
- 22. Оснастка — МА1600Ф30-01.70А
- 23. Принадлежности — МА1600Ф30-01.71А
- 24. Стойка ЧПУ — 1700ВФ30.04-81
- 25. Электрооборудование — 1700ВФ30.04-91
- 26. Патрон цанговый — 1700ВФ30-04
- 27.
 Штангенгрейфер — МА1600Ф30-01.Н2
Штангенгрейфер — МА1600Ф30-01.Н2 - 28. Пневмоцилиндр зажима — 1700ВФ30.44
Схема кинематическая токарного станка 1700ВФ30
Кинематическая схема токарного станка 1700ВФ30
Схема кинематическая токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Кинематическая схема состоит из следующих кинематических цепей:
- Главного движения
- Привода датчика резьбонарезания
- привода поперечной подачи
- привода продольной подачи
- привода револьверной головки
1700ВФ30 Установочный чертеж токарного станка с ЧПУ
Установочный чертеж токарного станка 1700ВФ30
Установочный чертеж токарного станка с ЧПУ 1700ВФ30. Смотреть в увеличенном масштабе
Читайте также: Заводы производители токарных станков в России
Станок токарно-револьверный с ЧПУ. Видеоролик.
Технические характеристики станка 1700ВФ30
Установочный чертеж токарного станка 1700ВФ30
Технические характеристики станка 1700ВФ30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
- Полуавтомат токарный малогабаритный с ЧПУ 1700ВФ30. Руководство по эксплуатации, 1989
- Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- ГОСТ Р 50369—92. Электроприводы. Термины и определения, 1993. — 16 с.
- Завгороднев П.И. Работа оператора на станках с программным управлением, 1981. — 136 с.
- Косовский В.Л. и др. Программное управление станками и промышленными роботами 1989
- Программное управление станками и промышленными роботами : учебник / [В.Л.Косовский, Ю.Г.Козырев, А.Н.Ковшов и др.], 1989. — 272 с.
- Сергиевский Л.В. Пособие наладчика станков с ЧПУ / Л. В. Сергиевский, В.В.Русланов, 1991. — 176 с.
- Соломенцев Ю.
 Н. Управление гибкими производственными системами / Ю. Н. Соломенцев, В.Л.Сосонкин, 1988. — 552 с.
Н. Управление гибкими производственными системами / Ю. Н. Соломенцев, В.Л.Сосонкин, 1988. — 552 с. - Сосонкин В.Л. Микропроцессорные системы числового программного управления станками / В.Л. Сосонкин, 1985. — 288 с.
- Черпаков Б.И. Металлорежущие станки : Учебник для нач. проф. образования / Б. И. Черпаков, Т. А. Альперович, 2004. — 368 с.
- Числовое программное управление станками / [В.Л. Сосонкин, О. П. Михайлев, Ю. А Павлов и др.]; под ред. В. Л. Сосонкина, 1981. — 398 с.
Список литературы:
Связанные ссылки. Дополнительная информация
Как превратить ваш мини-токарный станок в токарный станок с ЧПУ с помощью комплектов для преобразования ЧПУ: подробное руководство
Преобразование вашего мини-токарного станка в токарный станок с ЧПУ может значительно расширить ваши возможности как оператора. Комплекты для переоборудования ЧПУ легко доступны на рынке, что делает процесс переоборудования вашего мини-токарного станка проще, чем когда-либо прежде. В этой статье мы подробно рассмотрим процесс преобразования мини-токарного станка в токарный станок с ЧПУ с помощью комплектов для преобразования ЧПУ.
В этой статье мы подробно рассмотрим процесс преобразования мини-токарного станка в токарный станок с ЧПУ с помощью комплектов для преобразования ЧПУ.
Комплекты для переоборудования ЧПУ
Комплекты для переоборудования мини-станков с ЧПУ предназначены для модернизации традиционных токарных станков с ручным управлением в станки с ЧПУ. Комплекты обычно состоят из шаговых двигателей, плат контроллеров, блоков питания и других электронных компонентов, позволяющих точно управлять движениями машины. Доступны различные комплекты для переоборудования ЧПУ, каждый из которых имеет свои особенности и характеристики. Важно выбрать комплект, который совместим с вашим мини-токарным станком и отвечает вашим конкретным потребностям.
Необходимые инструменты и материалы
Перед началом процесса преобразования важно собрать все необходимые инструменты и материалы. Это может быть дрель, сверла, гаечные ключи, отвертки, паяльник и другие различные инструменты. Кроме того, вам необходимо приобрести комплект для переоборудования ЧПУ, который можно найти в специализированных магазинах или интернет-магазинах. Обязательно внимательно прочитайте инструкции перед началом процесса конвертации.
Кроме того, вам необходимо приобрести комплект для переоборудования ЧПУ, который можно найти в специализированных магазинах или интернет-магазинах. Обязательно внимательно прочитайте инструкции перед началом процесса конвертации.
Разборка вашего мини-токарного станка
Первым шагом в преобразовании мини-станка в токарный станок с ЧПУ является его разборка. Это включает в себя снятие передней и задней бабки и узла каретки, а также любых других деталей, которые могут помешать установке комплекта для переоборудования ЧПУ. Важно маркировать и систематизировать все части, когда вы их разбираете, чтобы упростить сборку в дальнейшем.
Установка комплекта для переоборудования ЧПУ
После того, как ваш мини-токарный станок разобран, пришло время начать установку комплекта для переоборудования ЧПУ. Обычно это включает в себя установку шаговых двигателей, платы контроллера и других компонентов на станину токарного станка, а также соединение электроники вместе. Вам также необходимо установить на свой компьютер программу, которая позволит вам управлять токарным станком с ЧПУ.
Вам также необходимо установить на свой компьютер программу, которая позволит вам управлять токарным станком с ЧПУ.
Повторная сборка вашего мини-токарного станка
После установки комплекта для переоборудования ЧПУ пришло время собрать ваш мини-токарный станок. Это включает в себя сборку всех деталей в порядке, обратном их разборке. Важно быть терпеливым и не торопиться в этом процессе, так как спешка может привести к ошибкам, которые могут повлиять на производительность вашего токарного станка с ЧПУ.
Проверка вашего токарного станка с ЧПУ
После повторной сборки вашего мини-токарного станка пришло время проверить ваш токарный станок с ЧПУ. Начните с запуска нескольких простых программ, чтобы проверить точность и аккуратность вашего станка. Обязательно внимательно следите за машиной во время тестирования, чтобы убедиться, что она работает правильно. Если вы столкнулись с какими-либо проблемами или проблемами, обратитесь к инструкциям производителя или обратитесь за профессиональной помощью.
Техническое обслуживание и устранение неисправностей
Надлежащее техническое обслуживание токарного станка с ЧПУ необходимо для обеспечения его долговечности и бесперебойной работы. Это включает в себя регулярную чистку и смазку машины, а также контроль на наличие признаков износа. Если вы столкнулись с какими-либо проблемами на токарном станке с ЧПУ, такими как чрезмерная вибрация или трудности при резке, обратитесь к инструкциям производителя или обратитесь за помощью к специалисту. Прецизионный фрезерный станок Matthews: какой купить в 2023 году?
Почему CNC Conversion Plus предлагает лучшие комплекты для переоборудования ЧПУ
Компания CNC Conversion Plus широко известна как ведущий поставщик комплектов для переоборудования ЧПУ для мини-токарных станков и других станков. Вот несколько причин, по которым они считаются лучшими в своем деле:
Качественные компоненты: CNC Conversion Plus использует высококачественные компоненты в своих комплектах для переоборудования ЧПУ для обеспечения оптимальной производительности и долговечности. Их комплекты включают шаговые двигатели, платы контроллеров и другие электронные компоненты, изготовленные в соответствии с самыми высокими стандартами.
Их комплекты включают шаговые двигатели, платы контроллеров и другие электронные компоненты, изготовленные в соответствии с самыми высокими стандартами.
Удобный дизайн: CNC Conversion Plus понимает, что не все операторы имеют опыт работы с электроникой или программированием. Их комплекты для переоборудования ЧПУ разработаны так, чтобы быть удобными для пользователя, с четкими инструкциями и понятными схемами. Это делает процесс установки менее пугающим как для начинающих, так и для опытных машинистов.
Настраиваемые параметры: CNC Conversion Plus предлагает различные комплекты для преобразования ЧПУ с настраиваемыми параметрами в соответствии с вашими конкретными потребностями. Это включает в себя различные размеры шаговых двигателей, варианты платы контроллера и другие функции. Вы можете выбрать комплект, который наилучшим образом соответствует вашим потребностям, и модернизировать его по мере необходимости.
Отличная поддержка клиентов: CNC Conversion Plus имеет знающую и отзывчивую группу поддержки клиентов, которая готова помочь вам с любыми проблемами или вопросами, которые могут возникнуть в процессе преобразования. Они обеспечивают индивидуальную поддержку, чтобы убедиться, что ваш токарный станок с ЧПУ работает правильно и что вы удовлетворены своей покупкой.
Они обеспечивают индивидуальную поддержку, чтобы убедиться, что ваш токарный станок с ЧПУ работает правильно и что вы удовлетворены своей покупкой.
В целом, CNC Conversion Plus предлагает лучшие комплекты для переоборудования ЧПУ для мини-токарных станков и других станков. Их приверженность качеству, удобству использования, индивидуальной настройке и поддержке клиентов делает их лучшим выбором для машинистов, желающих обновить свое оборудование до ЧПУ.
Заключение:
Преобразование вашего мини-токарного станка в токарный станок с ЧПУ с помощью комплектов для преобразования ЧПУ может значительно расширить ваши возможности обработки. Однако важно понимать процесс и принимать необходимые меры предосторожности, чтобы обеспечить успешное преобразование. Следуя рекомендациям, изложенным в этой статье, вы можете с уверенностью преобразовать свой мини-токарный станок в токарный станок с ЧПУ и пользоваться преимуществами точности и контроля
Сопутствующие товары: Комплекты для преобразования ЧПУ:, Преобразование ЧПУ:
Преобразование микротокарного станка Taig с ЧПУ
Преобразование микротокарного станка Taig с ЧПУ
Преобразование 2-осевого микротокарного станка Taig с числовым программным управлением (ЧПУ)
Последнее обновление:
Четверг, 15 июня 2023 г.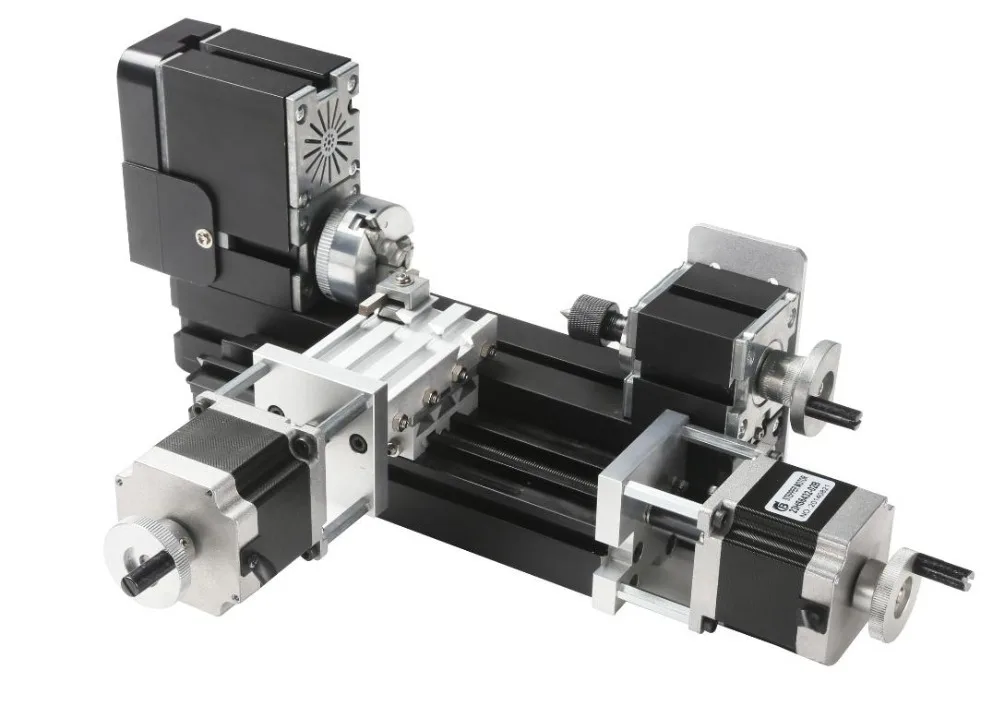 , 15:59:53
, 15:59:53
Гора
Часовой пояс США
ДОМ
Микро токарный станок с ЧПУ,
Ходовой винт по оси X,
Ходовой винт оси Z,
Шаговые двигатели,
Шкивы двигателя шпинделя,
Тахометр,
Индекс шпинделя,
Концевые выключатели,
аварийная остановка,
ПКТП,
Резьбовой ролик с ЧПУ,
Рабочий свет машины
Фрезерный станок с ЧПУ
Схема системы
CNCzone
Форум поддержки Mac
Конфигурация Mach4
Калькулятор машиниста
Руководство Mach4Turn
Руководство по настройке резьбы Mach4
Поверхностные футы в минуту (SFM) Диаграмма 1
SFM 2
УЛП 3
Микротокарный станок с ЧПУ
Taig Micro Lathe преобразован в ЧПУ.
На фото сначала резка
конусность без компаунда.
Поскольку
станок с ЧПУ
компьютер,
разделочная доска,
контроллер шагового двигателя и
МПГ уже были
на месте,
было очень рентабельно переоборудовать Taig Micro
Токарный станок с ЧПУ
установка другого провода
винты,
разработка кронштейнов для шаговых двигателей и добавление концевых выключателей
. Шаговый двигатель
Шаговый двигатель
панель управления была легко
переработан и перемонтирован
для обеспечения переключаемых выходов по осям X и Z.
Возврат к базовой конфигурации токарного станка.
Устанавливается на 1/8″
алюминиевая пластина.
Более
книги по механической обработке
Нажмите на связанные эскизы
#объявление
Ходовой винт оси X
Три винта 6-32 удерживают монтажную пластину двигателя.
Шаговый двигатель
держится на четырех болтах с головкой под ключ 10-32.
Мотор имеет кромку диаметром 1,5 дюйма, которая входит в центры
на NEMA 23
размер отверстия кронштейна двигателя.
Первоначальная конструкция кронштейна с использованием 1/4 дюйма
алюминиевая пластина.
Пуансон для переноса облегчает выравнивание.
Покомпонентный вид
беззазорная муфта шлицевого вала
с изготовленным
Адаптер ходового винта 1/4-20 LH.
Муфта вала с нулевым люфтом в сборе.
Второй, попроще
также был изготовлен адаптер.
Основной кронштейн удерживается под кареткой с помощью
OEM
болты, направляющие латунный клин.
Оригинал 4-40
нити были увеличены до 8-32 для повышения прочности.
Не пережимайте эти болты, так как это повлияет на стрелу.
Изменена муфта для использования простого адаптера размера вала.
(цилиндр) с отверстием
чтобы установочный винт прошел.
Обратите внимание на лыски на ходовом винте, так что 3/16 дюйма с открытым концом
ключ
можно использовать, чтобы удерживать его от поворота
когда
затягивая/ослабляя стопорную гайку на другом конце, где
бронза
расположены радиальные/упорные подшипники.
Поскольку шаговые двигатели не имеют упорных подшипников,
лучше их изолировать
от тех сил.
Вдоль оси ходового винта пластиковая муфта имеет
маленький зазор 1мм
так что невозможно передать
тяга
силы, хотя это маловероятно, так как передняя тяга
подшипник есть
почти устранил любое движение.
Такая же предосторожность соблюдается и для соединителя ходового винта оси Z
.
Радиальные и упорные подшипники изготовлены из пропитанных маслом
спеченная бронза (OISB). Он вплетается в исходное место.
Ходовой винт был изготовлен из
Резьбовой стержень из нержавеющей стали 1/4-20 с левой резьбой.
OEM-геометрия была реплицирована
но к более жестким допускам.
Обратите внимание, пропитанная маслом бронза мягкая и может раздавить/деформировать.
Разобранный вид узла упорного подшипника.
Левый и правый
торцы корпуса выполняют роль опорных поверхностей.
Корпус (0,711 дюйма OAL) имеет резьбу 5/16-24 NF и
Одинаковая длина 0,462 дюйма
как часть ОЕМ.
Обработан и отрезан 6-32 длиной 0,42 дюйма.
резьба на ходовом винте
конец.
Вал без резьбы имеет длину 0,82 дюйма.
Вал имеет диаметр 1,24 дюйма OAL x 0,14125 дюйма.
Ходовой винт имеет квадратную/плоскую форму и несет на себе
прямо напротив (правой) стороны
упорного подшипника.
Стальная манжета
черного цвета является сохраненной деталью OEM.
Тяга OISB диаметром 0,32 дюйма и толщиной 0,128 дюйма
Шайба
находится на (левой) стороне подшипника.
Контргайка регулируется до тех пор, пока не будет люфта или заедания.
Нейлоновая гайка-желудь фиксирует первую гайку
и закрывает острие.
потоки.
Добавлена пружина для дальнейшего уменьшения люфта на гайке ходового винта.
Регулируемый левый кронштейн использует Т-образную гайку,
шайба, гайка и болт 10-32.
Пружина не влияет на геометрию кронштейна.
Добавлена вторая внутренняя пружина.
Добавлен верхний
Кронштейн жесткости для шагового двигателя оси X.
Левый край скошен до
очистить камеру.
Деталь крепится болтами к каретке и корпусу концевого выключателя.
Имеет две выемки
которые входят в зацепление с кромками сопрягаемых деталей.
Два правых болта должны были очистить
кулачковый канал, расположенный как раз
выше.
Ввинчиваются в глухие резьбовые отверстия.
Другой вид выемки зацепленного кронштейна.
Ходовой винт оси Z
Прецизионное развертывание
1/4 «отверстие
в блоке для крепления
двух пропитанных маслом бронзовых гаек ходового винта.
Бронза с масляной пропиткой
материал подшипника
с резьбой для прецизионного ходового винта 1/4-20 RH.
Внешний диаметр ходового винта
гаек, обработанных до 0,750 дюйма и
разрезать.
Дополнительный материал был оставлен для изготовления шестигранной гайки
для регулировки гаечного ключа.
Покомпонентный вид корпуса гайки ходового винта
, а также
нижние винты кронштейна двигателя.
Обратите внимание на квадратную канавку в гайках ходового винта и
точка полусобаки
установочные винты
которые их вовлекают.
Подшипниковый блок ходового винта удерживается на нижней стороне
г.
кронштейн двигателя с помощью четырех болтов с головкой под ключ 10-32.
Люфт убирается регулировкой одной гайки
против
другой. Шестигранная гайка 11/16″.
Небольшое отверстие между двумя правыми болтами
позволяет получить доступ к 6-32
болт кронштейна с головкой под шляпку.
Еще два аналогичных установочных винта были добавлены на верхнюю часть
, чтобы добавить прочности и удерживать настройки,
лучше.
Корпус гайки ходового винта оси Z
подогнан максимально близко к токарному станку.
кровать, насколько это возможно.
Прокладка выровняла оси ходового винта и двигателя.
Не самая сильная установка, поэтому
кронштейн жесткости
был добавлен для значительного увеличения прочности.
Шаговые двигатели
Большой шаговый двигатель предназначен для
каретка и двигатель среднего размера
предназначены для поперечного скольжения; оба 3А.
Восемь выводов двигателя подключаются к шестиконтактному разъему 9.0088 Головка молекс. Кабели длиной 7 футов
использовать 18
калибровочная проволока.
Винтовые скобы с
5/8″
Внешний диаметр, внутренний диаметр 1/2 дюйма
радиальные шарикоподшипники
и пропитанные маслом бронзовые упорные подшипники.
Радиальные подшипники удерживаются зеленым проникающим
Локтайт. Эта модель
подшипник (глубокий паз)
рассчитан на работу как с радиальными, так и с осевыми силами, но
не показался надежным
достаточно для приложения,
поэтому в конструкцию были добавлены бронзовые упорные шайбы.
Деталь кронштейна ходового винта. Бронзовые шайбы
имеют неглубокую,
Внешний диаметр 0,38 дюйма
цековка для получения ступицы радиального подшипника
зазор при вращении.
Отверстие 1/2 дюйма в скамье
Верх позволяет полностью скрыть разъем и кабель двигателя
под ним.
Конец шлицевой муфты вала ходового винта
со снятой одной стороной.
Бронзовая шайба (скрытая) действует как левый
тяга (лафет
перемещается вправо) опорная поверхность.
Двигатель ходового винта оси Z вписывается в малый допуск,
1,5 дюйма
раззенкованное отверстие для крепления NEMA 23.
Шкивы двигателя шпинделя
Кронштейн двигателя распространяется на оба
левый и правый до
содержат добавление
система с тремя шкивами для более медленного
скорости и
Датчик шпинделя тахометра
под шкив шпинделя соответственно.
Промежуточный вал или промежуточный вал
Компактный промежуточный вал (или промежуточный вал)
3-й
шкивная система на 178 об/мин; удобно для
Нарезание резьбы ЧПУ.
Повернул ходовой винт
кронштейн на 180 градусов, чтобы обеспечить лучший доступ
к стопорным болтам с помощью шестигранного шарика
гаечный ключ.
Под головки саморезов сделал стальную распорку;
намного лучше, чем
шайбы, перекосившиеся над пазом.
Шаговый двигатель находится в полном контакте с металлом
верхняя пластина
обеспечивая дополнительный, эффективный отвод тепла.
Когда двигатель шпинделя наклонен вперед,
теперь отдыхает
против резинового бампера.
Все части очищаются друг от друга, когда двигатель шпинделя
наклонен
вперед менять ремень на шкивах.
Нажмите на связанные миниатюры
#объявление
Установлен радиальный/упорный подшипник и кронштейн
на другом конце
ходового винта.
точность
ходовой винт 1/2-20
это запчасть
оставшаяся от
Тайг
Проект преобразования ЧПУ Micro Mill.
Бронзовая, пропитанная маслом шайба действует как правая
тяга
(каретка движется влево) опорная поверхность.
Поменял подложку на
1/8″
сталь
, чтобы резьба была прочнее.
Его крепежные болты проходят через
столешница скамья.
Под головки саморезов сделал стальную распорку;
намного лучше, чем
шайбы, перекосившиеся над пазом.
Добавлена еще одна маслопропитанная бронзовая упорная шайба
со стопорным кольцом для
дополнительная прочность.
Скруглил углы кронштейна.
Тахометр
Датчик тахометра QRB1114 NIR EO
схема.
Поскольку изначально он был разработан для ШумаТек
ДРО-350 требовалось
тахометр/буфер
схема
буферная цепь для достижения
надежные показания Mach4.
Теперь эта схема заменена на
НТЭ 3100
датчик модуля прерывателя с фотонной связью
для шпинделя токарного станка с ЧПУ
но все еще используется
для датчика тахометра шпинделя фрезерного станка с ЧПУ.
схема.
QRB1114 крепится коническим штифтом, который
в
неглубокий канал, вырезанный концевой фрезой со сферическим концом 1/8 дюйма.
Сделал прорезь сзади, чтобы можно было подобрать
, чтобы скользить и
для простоты установки.
Пикап тахометра чувствует темный набор
винт проходящий мимо.
установочный винт был окрашен в черный цвет.
Двухжильный провод с тефлоновым покрытием проложен под
скамья вместе с
кабели шагового и концевого выключателя.
Входы тахометра для фрезерных и токарных станков
на Mach4 переключаются
аналогично
Схема переключения выходов шагового двигателя.
Направление уровня микропереключателя указывает на
мини-стерео входной разъем
подключен к
разразиться
доска.
Переключаются только сигнал тахометра (белый) и 5VDC (красный).
Два основания
связаны вместе у доски.
Нажмите на уменьшенные изображения #ad
.
Этот подход с переключаемым датчиком был изменен на
разместить
указатель типа щелевого диска для токарного станка.
Переключатель больше не нужен, как фрезерный и токарный станок
тахометров теперь используют
отдельные входные каналы.
шпиндель
Индекс
Светоотражающий тахометр
достаточно для индикации оборотов
, но я хотел большей точности для
Нарезание резьбы ЧПУ.
Установлен 4-кулачковый патрон и поворотный стол с ЧПУ.
на станину мельницы Taig для
ручное управление через Mach4.
Чтобы изготовить и установить диск с прорезями, сначала
1/2″-3/8″
Ступенчатая оправка
изготовлена для
удерживайте шкив Taig в 4-кулачковом захвате.
съемный,
5/8″ сталь
привязка показана в
место.
Показан шкив, перемещаемый
в 4-х кулачковом патроне.
Штифт 5/8 дюйма центрирует 0,0625 дюйма.
толстая алюминиевая пластина глубиной 1/2 дюйма, отверстия
#43 просверлены через каждые 90 градусов. Нарезание резьбы и установка 4-40
винт после каждого отверстия помог сделать настройку
все более жестким.
Центральный штифт 5/8 дюйма удален
между каждыми 4-40 постукиваниями.
С центральным штифтом и 4 винтами на месте, 3,5-дюймовый
9Диск диаметром 0088 фрезеруется с помощью
серия более глубоких разрезов.
Индексная выемка была фрезерована до размера, рассчитанного
использование
эти формулы из документации Mach4.
Этот слот с прямоугольными краями, глубиной 0,25 дюйма и шириной 0,32 дюйма,
немного великоват для
максимальная скорость 8200 об/мин.
Mach4 больше не поддерживает многослотовую синхронизацию.
альфа
(угол паза) = 0,0012 x N (максимальное число оборотов шпинделя)
W (ширина паза) = 0,0088 x альфа x D (диаметр диска)
Примечание: Если D в дюймах (или
мм), тогда W в дюймах (или мм).
В центре имеется зенкер
для очистки ступицы шпинделя.
правильно.
Диск с прорезями полностью установлен на шкиве.
шпиндель.
Нанесен алюминиевый противозадирный состав
перед установкой
шкив терморасширенный.
Для одного слота установите
параметры индексации LPT1 и контактный вход #.
Эта настройка ЧПУ использует вход 15 контакта LPT1 для токарного станка и LPT1.
контакт 11 вход для
мельница См.
система
схематический.
Затем шкив был отцентрован в
4-х кулачковый патрон на
Токарный станок 9х20 и небольшие вариации
на передней/задней/краевой поверхностях диска были удалены.
Диск закончился.
сведен к минимуму. Все края были тщательно зачищены
, чтобы уменьшить вероятность
режет во время вращения на высокой скорости.
Большое отверстие в монтажной пластине позволяет
мини-стереоразъем и провод для прокладки через столешницу.
Кронштейн шагового двигателя оси Z должен был иметь несколько
областей
Отверстие для провода датчика тахометра.
НТЭ 3100
модуль прерывателя с фотонной связью кронштейн
обеспечивает доступ для проскальзывания провода
на место.
Обратите внимание на возможность регулировки по вертикали,
Кронштейн прорезной с двумя
Винты 4-40 с шайбами из нержавеющей стали.
Неглубокая выемка фрезерована в верхней части, чтобы сохранить
модуль от поворота после
длительное воздействие вибрации.
Резьбовое отверстие позволяет использовать винт 4-40 с
Шайба из нержавеющей стали для удержания модуля на месте.
Установлены кронштейны. Верхние отверстия L-образных скоб
щелевой
чтобы обеспечить окончательную осевую центровку двигателя и ходового винта.
Для окончательного выравнивания ходового винта поперечный салазок
переместился полностью вниз к
Кронштейн правого подшипника
который затем затягивается. Затем поперечный слайд перемещается в
Затем поперечный слайд перемещается в
крайний левый
самовыравнивание деталей перед последним кронштейном
затягивание. Этот метод также используется для выравнивания всех
оси фрезерного и токарного станка
Шкалы/кронштейны УЦИ.
Установлен шаговый двигатель.
Кронштейн модуля был перемещен в положение, позволяющее
диск должен быть вставлен на место через большую выемку.
Для центрирования диска в пазу шпиндель
был отрегулирован по станине типа «ласточкин хвост».
Кронштейн модуля был тогда
отрегулирован до правильного положения.
Отверстия под болты кронштейна с прорезями (в центре) позволили окончательно
выравнивание вала шагового двигателя относительно ходового винта.
Модуль датчика E-O подключен к
индекс
импульсная плата и интерфейс
с системной коммутационной платой.
Концевые выключатели
Концевой выключатель оси X
механизм. Латунный стержень 1/4 дюйма формирует
кулачок против микропереключателя внутри
скобка.
Стержень скользит в прецизионном отверстии; очень близко подходит.
Круглый кулачковый привод легче изготовить, так как он не имеет точной ориентации с
.
по отношению к переключателю.
Корпус концевого выключателя
также выступает в качестве массивного элемента жесткости.
скобка.
Деталь кулачка из латунного стержня.
Обратите внимание, что два кулачка находятся
спереди и сзади.
Кулачок крепится к
Правый Т-образный паз поперечного суппорта.
Штифт удерживает стержень на поперечном салазках.
Есть немного
играть, чтобы предотвратить любую привязку.
В механизм переключателя практически не попадает стружка.
при нормальной работе, так как шток удерживает
отверстие заблокировано
если только кулачок полностью не погружен под
только самый большой внутрь (-X)
экскурсия в карете
что может произойти в особых условиях эксплуатации
, например, при использовании заднего
отрезной инструментальный пост.
В нижней части кронштейна был профрезерован карман.
микропереключатель удерживается вспомогательной пластиной. Два пластиковых монтажных отверстия переключателя
были нарезаны на 3-48, как и пластина.
Верхняя часть переключателя упирается в дно фрезерованного кармана.
Только горбинка на рычаге переключения выступает через
удлиненным,
1/4 «отверстие
перпендикулярно направляющей кулачка.
Для размыкания нормально замкнутого переключателя требуется ход 0,050 дюйма.
Тефлоновое покрытие
для соединения используется провод.
Сторона кармана была облегчена, чтобы освободить
места для переключателя толщиной 0,0625 дюйма.
тарелка.
Концевые выключатели оси Z установлены под
мотор
кронштейн для защиты от стружки.
Край 2-проводной розетки Molex сидит
в маленьком кармане &
захватывается зажимом.
Этот разъем позволяет использовать шаговый двигатель и ограничивать
цепей должны быть отделены от
скобка.
Розетка Molex захвачена зажимом.
Три НЗ-переключателя последовательно подключены к
Розетка Molex с использованием провода с тефлоновой изоляцией.
Сделал зажим розетки меньше и передвинул предел
переключателей
дальше под кронштейном для большей защиты.
Регулируемые, латунные, концевые выключатели по оси Z.
Латунные упоры зажимаются на L-образной скобе.
Винт с накатанной головкой 6-32 фиксирует упор в любой точке
на направляющей. Слот представляет собой
Слот представляет собой
плотно прилегает к рельсу.
Все кромки ограничителей были закруглены.
Прецизионная стальная шкала была
крепится с помощью тонкого двустороннего скотча
. Сначала обезжирьте все контактные поверхности
изопропиловым спиртом (C 3 H 8 O).
Кабель концевого выключателя, подключенный к
схема платы прорыва.
Концевые выключатели и кабели шагового двигателя
в оболочке и затем профилирован
под лавкой.
Аварийная остановка
Один аварийный выключатель токарного станка подключается последовательно с
два
выключатели аварийной остановки мельницы.
Три
токарные концевые выключатели
соединены последовательно с
ограничение в пять мельниц
переключатели.
Все 12 переключателей токарных и фрезерных станков
(включая
кулон) должен
быть
ЧПУ для работы любой машины.
Длина скамейки
теперь имеет 5 аварийных стопоров.
(включая клавиатуру ESC).
Нажмите на
связанные миниатюры #объявление
Нажмите на связанные миниатюры #ad
ККТП
Размещение поста быстрой смены инструмента (QCTP) на
Поперечная направляющая Taig
должен быть воспроизводимым, таким образом, находя
установлены дюбели для выравнивания основания.
Пилотное отверстие
показано пробуренным на 7/64 дюйма перед расширением до 1/8 дюйма.
Перед сверлением Т-образная гайка и основание QCTP были выровнены с помощью
размещение на
поверхность пластины и с помощью
поверхностный датчик.
Дюбели 1/8 дюйма выравнивают основание QCTP и сталь.
Гайка с Т-образным пазом для глухих отверстий в
поперечное скольжение.
Обратите внимание на отверстия для выравнивания в основании QCTP.
Их можно легко
удаляются, если QCTP необходимо вращать.
Все детали собраны и зафиксированы на поперечном салазках.
Токарный станок с ЧПУ Taig выполняет пробный чистовой пропил.
Мельница Mach4 также содержит
Mach4 Turn для управления вашим ЧПУ
токарное движение.
Поверхностные футы в минуту (SFM) Диаграмма 1
УЛП 2
УЛП 3
Калькулятор машиниста
Токарный станок делает полусферический вырез с наружным диаметром 0,3 дюйма.
Стержень удерживается с помощью
Цанговый адаптер Taig ER-16.
ЧПУ
Видео с резьбой
Два фильма с ЧПУ Taig
на токарном станке
нарезание резьбы на алюминиевом болте 3/8-16.
В Mach4 шпиндель должен быть включен
(желтый
светодиод
с подсветкой)
чтобы программа считывала обороты шпинделя
. Также рекомендуется усреднение скорости вращения шпинделя.
См.
Руководство по настройке резьбы Mach4.
Нажмите на связанные миниатюры #ad
3/8-16 нитей из нейлона.
Рабочее освещение машины
Модернизированный рабочий свет для задач / машин (США)
для ЧПУ
установка микротокарного станка.
В нем используется галогенная лампа
или лампа накаливания мощностью до 100 Вт (максимум).
