Станок токарный малогабаритный с чпу: Токарные станки с ЧПУ низкая цена. Купить токарный станок с ЧПУ
Содержание
Малогабаритный токарный станок ОМЕГА Ф3Т с ЧПУ
Главная / Учебное оборудование / Малогабаритные станки с ЧПУ / Малогабаритный токарный станок ОМЕГА Ф3Т с ЧПУ
Малогабаритный токарный станок ОМЕГА Ф3Т с числовым программным управлением «CNC Омега» предназначен для использования в учебном процессе для обучения и переподготовки кадров, а так же для технического творчества и мелкосерийного производства.
по запросу
Есть вопросы по товару?
Вас проконсультирует наш ведущий менеджер:
Евгений
ЗАКАЗАТЬ ЗВОНОК МЕНЕДЖЕРА
ОПИСАНИЕ
ХАРАКТЕРИСТИКИ
ОСОБЕННОСТИ
ВИДЕО
ДОКУМЕНТАЦИЯ
Малогабаритный токарный станок ОМЕГА Ф3Т с числовым программным управлением «CNC Омега» предназначен для использования в учебном процессе для обучения и переподготовки кадров, а так же для технического творчества и мелкосерийного производства.
Использование станка дает знания, навыки и умения в области металлорежущих станков, режущего и измерительного инструмента, технологии обработки материалов, электроприводов, систем управления и современных информационных технологий, способствует развитию творческих способностей личности и её профориентации.
На станке можно выполнять токарные операции в “ручном” или автоматическом режимах в соответствии с управляющей программой на заготовках из сплавов цветных металлов, не закаленных сталей, пластмасс и других.
Подставка для станка
Подставка предназначена для установки и фиксации станка, а также
для размещения блока управления ЧПУ и устройств электропитания.
Основные характеристики:
Поддон для сбора стружки
Крепежные отверстия для крепления станка, блока ЧПУ
Кронштейн для крепления пульта оператора
Автомат защиты электропитания от короткого замыкания и перегрузки
Запирающийся на замок отсек для размещения электрооборудования
Материал – сталь
Покрытие – полимерное порошковое, цвет темно-серый
Защитное ограждение рабочей зоны станка
Основные характеристики:
Ограждение станка с четырех сторон
Прозрачные стенки
| Наибольший диаметр обрабатываемой детали – 180 мм |
| Наибольшая длина обрабатываемой детали – 300 мм |
Частота вращения шпинделя – бесступенчатое регулирование, мах. 2500 об/мин 2500 об/мин |
| Электропитание – 220В/50Гц |
| Мощность привода – 0,6 кВт |
| Габаритные размеры – 740х390х275 мм |
| Масса станка – 50 кг |
| Шаговые двигатели на оси X,Z с характеристиками: |
| угловой шаг – 1,8/0,9 гр. |
| крутящий момент – 18,9 кг*см |
Уралстан
Адрес:
ул. Кавказская, д.12, 1-й этаж
Уфа,
Телефон:+7 (347)248-48-00,
Электронная почта: [email protected]
1700ВФ30 Станок токарный патронно-центровой с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного станка с ЧПУ 1700ВФ30
Производитель токарного малогабаритного станка с ЧПУ 1700ВФ30 — Вильнюсский станкостроительный завод им. 40-летия Октября.
40-летия Октября.
Завод специализировался на выпуске зубообрабатывающего оборудования для обработки зубьев цилиндрических зубчатых колес и шлицев в условиях как единичного, так и массового производства. Завод выпускал, также, серию малогабаритных прецизионных токарных станков с ЧПУ 1700ВФ30, 1700СФ30, 17М00ВФ30.
Продукция вильнюсского станкостроительного завода им. 40-летия Октября
- 5А308П — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 80
- 5Б310П — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 200
- 5К301П — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 125
- 53А13 — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 125
- 53А20 — Станок вертикальный зубофрезерный универсальный полуавтомат Ø 200
- 1700ВФ30 — Станок токарный с ЧПУ Ø 160 х 160, Вильнюс
1700ВФ30 Станок токарный малогабаритный с ЧПУ полуавтомат.
 Назначение и область применения
Назначение и область применения
Станок токарный высокой точности с ЧПУ 1700ВФ30 — полуавтомат предназначен для патронных, прутковых и центровых токарных работ, резьбонарезания. Могут использоваться в различных отраслях промышленности.
Станок токарный с ЧПУ 1700ВФ30 предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб.
Станок 1700ВФ30 предназначен для обработки деталей в патроне со ступенчатым и криволинейным профилями в условиях мелкосерийного и серийного производства.
Особенности конструкции полуавтомата 1700ВФ30
В части воздействия климатических факторов внешней среды полуавтоматы изготовляются в УХЛ (спецзаказы ТВ, ТС, Т) для категории размещения 4 по ГОСТ 15150—69.
Класс точности полуавтомата В по ГОСТ 8—82Е.
Полуавтомат токарный малогабаритный с ЧПУ модели 1700ВФ30, ТУ2.024.0222630.026—89
Разработчик — Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), Москва.
1700ВФ30 Габаритные размеры рабочего пространства токарного станка с ЧПУ
Габаритные размеры рабочего пространства токарного станка 1700ВФ30
Габаритные размеры рабочего пространства токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
1700ВФ30 Общий вид токарного станка с ЧПУ
Фото токарного станка 1700ВФ30
Фото токарного станка 1700ВФ30
Фото токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Фото токарного станка 1700ВФ30
Фото токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Фото токарного станка 1700ВФ30
Фото токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Расположение основных узлов токарного станка 1700ВФ30
Расположение основных узлов токарного станка 1700ВФ30
Расположение основных узлов токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
- 1. Станина — МА1600Ф30-01.10
- 2. Тумба — МА1600Ф30-01.11
- 3. Встройка электродигателя главного привода — МА1600Ф30-01.12
- 4. Бабка шпиндельная — МА1600Ф30-01.20
- 6. Привод продольных подач — 1700Ф30-01.30
- 7. Суппорт — 1700ВФ30.31
- 8. Привод поперечных подач — 1700ВФ30.01-32
- 9. Револьверная головка — МА1600Ф30-01.36А
- 10. Планшайба — МА1600Ф30-01.37
- 13. Пневмооборудование — МА1600Ф30-01.43
- 15. Облицовка — 1700ВФ30.50
- 16. Охлаждение — МА1600Ф30-01.60
- 20. Встройка датчиков исходного положения — МА1600Ф30-01.64
- 21. Разводка смазки суппорта — МА1600Ф30-01.65
- 22. Оснастка — МА1600Ф30-01.70А
- 23. Принадлежности — МА1600Ф30-01.71А
- 24. Стойка ЧПУ — 1700ВФ30.04-81
- 25. Электрооборудование — 1700ВФ30.04-91
- 26. Патрон цанговый — 1700ВФ30-04
- 27.
 Штангенгрейфер — МА1600Ф30-01.Н2
Штангенгрейфер — МА1600Ф30-01.Н2 - 28. Пневмоцилиндр зажима — 1700ВФ30.44
Схема кинематическая токарного станка 1700ВФ30
Кинематическая схема токарного станка 1700ВФ30
Схема кинематическая токарного станка 1700ВФ30. Смотреть в увеличенном масштабе
Кинематическая схема состоит из следующих кинематических цепей:
- Главного движения
- Привода датчика резьбонарезания
- привода поперечной подачи
- привода продольной подачи
- привода револьверной головки
1700ВФ30 Установочный чертеж токарного станка с ЧПУ
Установочный чертеж токарного станка 1700ВФ30
Установочный чертеж токарного станка с ЧПУ 1700ВФ30. Смотреть в увеличенном масштабе
Читайте также: Заводы производители токарных станков в России
Станок токарно-револьверный с ЧПУ. Видеоролик.
Технические характеристики станка 1700ВФ30
Установочный чертеж токарного станка 1700ВФ30
Технические характеристики станка 1700ВФ30. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
- Полуавтомат токарный малогабаритный с ЧПУ 1700ВФ30. Руководство по эксплуатации, 1989
- Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- ГОСТ Р 50369—92. Электроприводы. Термины и определения, 1993. — 16 с.
- Завгороднев П.И. Работа оператора на станках с программным управлением, 1981. — 136 с.
- Косовский В.Л. и др. Программное управление станками и промышленными роботами 1989
- Программное управление станками и промышленными роботами : учебник / [В.Л.Косовский, Ю.Г.Козырев, А.Н.Ковшов и др.], 1989. — 272 с.
- Сергиевский Л.В. Пособие наладчика станков с ЧПУ / Л. В. Сергиевский, В.В.Русланов, 1991. — 176 с.
- Соломенцев Ю.
 Н. Управление гибкими производственными системами / Ю. Н. Соломенцев, В.Л.Сосонкин, 1988. — 552 с.
Н. Управление гибкими производственными системами / Ю. Н. Соломенцев, В.Л.Сосонкин, 1988. — 552 с. - Сосонкин В.Л. Микропроцессорные системы числового программного управления станками / В.Л. Сосонкин, 1985. — 288 с.
- Черпаков Б.И. Металлорежущие станки : Учебник для нач. проф. образования / Б. И. Черпаков, Т. А. Альперович, 2004. — 368 с.
- Числовое программное управление станками / [В.Л. Сосонкин, О. П. Михайлев, Ю. А Павлов и др.]; под ред. В. Л. Сосонкина, 1981. — 398 с.
Список литературы:
Связанные ссылки. Дополнительная информация
2022 Лучшие токарные станки с ЧПУ по дереву для продажи
Вы с нетерпением ждете лучших бюджетных токарных станков по дереву своими руками или у вас возникла идея купить недорогой токарный станок с ЧПУ по дереву для токарной обработки деревянного цилиндра, деревянных балясин, лестничных шпинделей, римских колонн, бейсбольные биты, деревянные миски, деревянные чашки, деревянные вазы, ножки стола, ножки стула, ножки дивана, ножки оттоманки, ножки мебели, бусы, бочки, головы будды, подвески из тыквы, деревянные ручки, другие изделия из дерева и изделия из дерева в США, Великобритании , ОАЭ, Канада, Австралия, Россия, Южная Африка, Китай, Индия или другие страны Азии, Европы, Северной Америки, Южной Америки, Африки и Океании?
Ознакомьтесь с руководством покупателя лучших токарных станков с ЧПУ 2022 года для токарей, производителей дерева, столяров, плотников, ремесленников, строителей, машинистов с ЧПУ, операторов и начинающих, мы предложим вам самые дешевые токарные станки с ЧПУ 2022 года с индивидуальными услугами по деревообработке с ЧПУ чтобы соответствовать вашим проектам, идеям и планам по токарной обработке дерева.
Что такое токарный станок?
Токарный станок представляет собой тип электроинструмента, который приводится в действие электродвигателем для вращения шпинделя через систему ременной и зубчатой передачи, которая приводит во вращение заготовку на патроне шпинделя, а затем использует режущий инструмент, закрепленный на инструменте сообщение для выполнения поворота. Основная заготовка – круглые стержни. Работа по резке включает точение торца, внутреннего и внешнего диаметра, дугу, конусность, сверление, расточку, эксцентриситет, тиснение, резку, нарезание канавок и точение резьбы.
Большинство токарных станков оснащены различными специальными инструментами, которые могут выполнять внутреннюю и внешнюю обработку, сверление, нарезание резьбы, нарезание канавок, торцевую обработку, точение заготовок, точение внешних кругов, сверление центральных отверстий, точение отверстий, развертывание, точение конусов , токарные формообразующие поверхности, накатка, винтовые пружины и другие процедуры обработки.
Существует два наиболее распространенных типа токарных станков: токарные станки по металлу и токарные станки по дереву.
Токарный станок по металлу представляет собой тип мощного инструмента для изготовления металла, который использует методы токарной обработки, резки, шлифования или специальной обработки для обработки различных металлических деталей для получения требуемой геометрической формы, точности размеров и качества поверхности. Токарные станки по металлу являются наиболее широко используемой и самой многочисленной категорией электроинструмента. Существует множество методов классификации токарных станков по металлу, и наиболее часто используемый метод классификации заключается в классификации в соответствии с характером обработки станка и используемыми режущими инструментами. Кроме того, его можно классифицировать по степени универсальности, точности работы электроинструмента, массе и размерам, количеству основных органов электроинструмента и степени автоматизации. Масштаб активов токарной промышленности по металлу занимает первое место среди всех подотраслей электроинструмента, что намного выше, чем у других подотраслей.
Масштаб активов токарной промышленности по металлу занимает первое место среди всех подотраслей электроинструмента, что намного выше, чем у других подотраслей.
Для токарных станков по дереву см. следующее введение.
Что такое токарный станок по дереву?
Токарный станок по дереву — вид механизированного деревообрабатывающего инструмента, который вращает заготовку вокруг своей оси для выполнения различных операций механической обработки, включая токарную обработку, резку, шлифование, протяжку, резьбу, накатку, сверление, деформацию или торцевание резцами, которые наносятся на заготовку для создания объекта с симметрией относительно оси вращения.
Существует два распространенных типа токарных станков по дереву: полностью автоматический токарный станок по дереву с ЧПУ и полуавтоматический токарный станок по дереву. Токарные станки по дереву относятся к электроинструментам для деревообработки с числовым программным управлением, вся работа от начала и до конца автоматизирована.![]() Полуавтоматический токарный станок аналогичен полностью автоматическому токарному станку, но подача выполняется вручную.
Полуавтоматический токарный станок аналогичен полностью автоматическому токарному станку, но подача выполняется вручную.
Токарно-карусельный станок состоит из станины, задней бабки, установленной на конце направляющей станины, резцедержателя, установленного посередине направляющей станины, передней бабки, установленной в изголовье станины, главный шпиндель, установленный на передней бабке, и патрон на нем, двигатель, установленный на передней бабке, и вариатор, установленный на шпинделе двигателя.
Токарный станок по дереву также известен как токарный станок по дереву, токарный станок по дереву, токарный станок по дереву, токарный станок по дереву, токарный станок по дереву, токарный станок по дереву.
Что такое токарный станок с ЧПУ?
Токарный станок по дереву с ЧПУ представляет собой тип автоматического деревообрабатывающего инструмента с системой числового программного управления для черновой и точной токарной обработки заготовок внешнего круга, внутреннего отверстия, торца, конической поверхности, канавки и резки для реализации полностью автоматизированной операции обработки за один раз. изготовление готовых проектов по деревообработке.
изготовление готовых проектов по деревообработке.
Токарный станок по дереву с ЧПУ завершит процесс изготовления куска дерева без вмешательства человека в соответствии с программным обеспечением ЧПУ. После того, как программные инструкции вводятся в память системы управления ЧПУ, они компилируются и рассчитываются компьютером, а информация передается водителю для привода двигателя через контроллер ЧПУ для точения древесины с помощью разработанных файлов.
Токарный станок по дереву с ЧПУ также известен как токарный станок по дереву с числовым программным управлением, токарный станок по дереву с компьютерным управлением, токарный станок по дереву C и C, токарный станок с ЧПУ по дереву, токарный станок с ЧПУ по дереву, токарный станок по дереву с ЧПУ, токарный станок по дереву с ЧПУ, токарный станок с ЧПУ по дереву токарный станок, токарный станок с ЧПУ по дереву, токарный центр с ЧПУ.
Для чего используется токарный станок по дереву?
Токарные полуавтоматические станки предназначены для мастеров и любителей.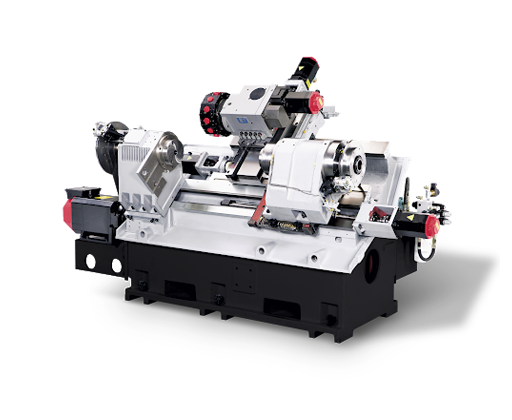
Полностью автоматические токарные станки используются в малом бизнесе, домашнем магазине, школьном образовании и промышленном производстве. Токарные станки по дереву используются для цилиндрических заготовок, трубчатых острых, чашеобразных, римских колонн, лестничных шпинделей, бейсбольных бит, деревянных балясин, деревянных чашек, деревянных чаш, деревянных ваз, ножек столов, ножек стульев, ножек дивана, ножек тахты, ножек мебели, бочки, бусы, головы Будды, подвески из тыквы, деревянные ручки, изделия из дерева и изделия из дерева. Вы можете назвать его токарным станком для лестничных шпинделей, токарным станком для деревянных цилиндров, токарным станком для деревянных балясин, токарным станком для деревянных чаш, токарным станком для деревянных колонн, токарным станком для ножек стола, токарным станком для деревянных ваз, токарным станком для деревянных изделий, токарным станком для бейсбольных бит.
Как работает токарный станок по дереву с ЧПУ?
Токарная обработка дерева с ЧПУ — это форма деревообработки с ЧПУ, которая используется для создания деревянных предметов с помощью лезвий. Он отличается от большинства деревообрабатывающих станков с ЧПУ тем, что древесина движется, а для ее резки и придания формы используется стационарное лезвие. На токарных станках с ЧПУ можно изготовить множество сложных форм и конструкций.
Он отличается от большинства деревообрабатывающих станков с ЧПУ тем, что древесина движется, а для ее резки и придания формы используется стационарное лезвие. На токарных станках с ЧПУ можно изготовить множество сложных форм и конструкций.
В процессе токарной обработки дерева с числовым программным управлением устройство с числовым программным управлением представляет собой специальную систему ЧПУ, которая управляет деревообрабатывающим станком с числовым программным управлением и завершает автоматическую обработку деталей. Он получает цифровые модели деталей, технологические требования и другую информацию, а также выполняет интерполяционные операции обработки в соответствии с определенной математической моделью. В результате скорость и положение каждой координаты движения контролируются в режиме реального времени для завершения обработки деталей.
Принцип работы в основном делится на следующие четыре шага:
Шаг 1. При токарной обработке заготовок, прежде всего, в соответствии с образцом и технологическим планом обрабатываемых деталей, запишите список программ в формате, заданном ЧПУ. используемой системой, и запишите его на программный носитель.
используемой системой, и запишите его на программный носитель.
Шаг 2. Ввести программу на программном носителе в ЧПУ через устройство ввода.
Шаг 3. После обработки входной программы ЧПУ отправляет команду следящей системе каждой координаты.
Шаг 4. В соответствии с сигналом, отправленным устройством ЧПУ, сервосистема приводит в движение движущиеся части токарного станка с ЧПУ через сервопривод через передаточное устройство, так что он работает в соответствии с заданной последовательностью действий, скоростью и смещение, чтобы произвести детали в соответствии с чертежом.
Сколько стоит токарный станок по дереву с ЧПУ?
Если у вас есть идея купить дешевый токарный станок по дереву, вы можете задаться вопросом, сколько стоит лучший токарный станок по дереву? как получить справедливую цену или окончательную цену? Стоимость токарного станка по дереву зависит от конфигурации станка, включая оси, шпиндели, лезвия, фрезы, источник питания, систему управления, систему привода, другое аппаратное и программное обеспечение. Окончательный диапазон цен на токарный станок с ЧПУ по дереву составляет от 2800,00 до 11180,00 долларов. Если вы хотите купить за границей, к окончательной цене необходимо добавить налог, таможенное оформление и стоимость доставки.
Окончательный диапазон цен на токарный станок с ЧПУ по дереву составляет от 2800,00 до 11180,00 долларов. Если вы хотите купить за границей, к окончательной цене необходимо добавить налог, таможенное оформление и стоимость доставки.
Сколько типов токарных станков по дереву?
Типы центров
Токарные станки с центрами являются наиболее распространенным типом. Старая трансмиссия приводилась в движение башенным колесом с ременной передачей, но теперь она заменена на коробчатую передачу. Преимущество редуктора заключается в том, что он может точно регулировать скорость вращения шпинделя без слишком большого диапазона скоростей вращения шпинделя, трения ремня или проскальзывания. Поскольку шпиндель расположен горизонтально, он также известен как горизонтальный тип. Если поверхность кровати имеет насечки, это тип Gap.
Типы настольных станков
Настольные токарные станки также известны как настольные токарные станки и токарные мини-станки. Их тип и структура аналогичны центральным типам. Они обычно устанавливаются на рабочий стол и получили свое название. Они подходят для производства прецизионных измерительных инструментов, инструментов и мелких деталей.
Их тип и структура аналогичны центральным типам. Они обычно устанавливаются на рабочий стол и получили свое название. Они подходят для производства прецизионных измерительных инструментов, инструментов и мелких деталей.
Вертикальные типы
Главный шпиндель токарно-карусельного станка устанавливается вертикально, станина горизонтальная, а заготовка размещается на вращающейся станине. Он особенно подходит для токарной обработки заготовок большого диаметра, но небольшой длины.
Типы револьверных головок
Револьверные токарные станки, также известные как шестигранные токарные станки, предназначены для замены задней бабки обычных токарных станков шестиугольной вращающейся револьверной головкой. Особенно подходит для обработки большого количества заготовок с помощью различных процедур обработки (таких как сверление, развертывание, растачивание) и подходит для массового производства.
Автоматические типы
Автоматический токарный станок может автоматически поворачивать заготовку в соответствии с порядком обработки. После завершения токарной обработки он автоматически отводит инструмент, подает материал и выполняет токарную обработку следующего готового изделия, подходящего для массового производства заготовок меньшего диаметра.
После завершения токарной обработки он автоматически отводит инструмент, подает материал и выполняет токарную обработку следующего готового изделия, подходящего для массового производства заготовок меньшего диаметра.
Типы копирования
Он также известен как токарно-карусельный станок для профилирования или имитационного токарного станка, который использует стилус для перемещения в соответствии с формой модели или шаблона, а токарный инструмент также перемещает токарную работу соответственно, поэтому он может поверните заготовку точно так же, как модель.
Типы станков с ЧПУ
Полное название «Компьютеризированный токарный станок по дереву с числовым программным управлением» или для краткости «Токарный станок с ЧПУ по дереву». Преимущество заключается в том, что он подходит для обработки заготовок в больших количествах, сложной конструкции и с высокими требованиями к точности. Высококачественные токарные станки с ЧПУ также известны как токарные центры с ЧПУ.
Technical Parameters — Specifications
| Brand | STYLECNC | |||||
| Model | STL0410, STL0810, STL1512, STL1516, STL1530, STL2030, STL2530 | |||||
| Max Turning Length | 3000mm | |||||
| Max Диаметр токарной обработки | 300 мм | |||||
| Максимальная скорость подачи | 2000 мм/мин | |||||
| Минимальная единица настройки | 0,1 мм | |||||
| Давление воздуха | 0,6-0,8MPA | |||||
| ЦЕНА | $ 2800,00-$ 11,180,00 | |||||
| Скорость | 0-3000R/MIN | 0 | Скорость | 0-3000R/MIN | 0 | Скоро для оси Y |
Детали токарного станка по дереву
Передняя бабка
Передняя бабка, также известная как приводной центр, расположена с левой стороны. Он состоит из передаточного механизма (ременная башенно-колесная передача, зубчатая передача и др. ) и полого шпинделя с конусом Морзе. Задняя часть главного вала снабжена шестерней, которая соединена с башенным колесом или шестерней передаточного механизма для привода главного вала во вращение. Передняя часть шпинделя может быть оснащена патроном, планшайбой и другими приспособлениями для зажима заготовки. (Преимущество полого шпинделя заключается в том, что он уменьшает вес шпинделя и может удерживать длинные заготовки. Его также можно использовать с режущими инструментами для реализации автоматической загрузки и выгрузки.)
) и полого шпинделя с конусом Морзе. Задняя часть главного вала снабжена шестерней, которая соединена с башенным колесом или шестерней передаточного механизма для привода главного вала во вращение. Передняя часть шпинделя может быть оснащена патроном, планшайбой и другими приспособлениями для зажима заготовки. (Преимущество полого шпинделя заключается в том, что он уменьшает вес шпинделя и может удерживать длинные заготовки. Его также можно использовать с режущими инструментами для реализации автоматической загрузки и выгрузки.)
Редуктор шпинделя
Главный двигатель приводит во вращение главный вал через цепь передачи, включая стержень промежуточной шестерни и стержень преобразования высокой и низкой скорости шпинделя. Главный вал приводит в движение шарико-винтовую передачу или подающий стержень под управлением тумблера и редуктора, чтобы реализовать связь между вращением основного вала и подачей стойки инструмента.
Шариковый винт называется винтом, а подающий стержень называется гладким винтом, оба из которых названы в честь его резьбы (винта) и гладкой поверхности.
Ходовой винт используется для точения резьбы. Вращение главного вала приводит в движение ходовой винт через набор пар зубчатых передач в коробке передач, приводя в движение винт с определенным передаточным числом. В резцовую стойку устанавливается разрезанная пополам гайка, которая в закрытом состоянии может закрепляться на резьбе винта, а затем приводит резцовую стойку в движение с определенной скоростью (один оборот шпинделя, как долго инструмент пост перемещается) обрезать нить.
Гладкие бруски используются для токарной обработки гладких наружных поверхностей (или накатки). На нем вырезается шпоночный паз, а скользящая шестерня в держателе инструмента надевается на световой стержень, чтобы принимать движение. В это время нож перемещается стойкой, установленной под станиной. Отличие от ходового винта заключается в том, что соотношение скоростей главного вала и гладкого стержня не фиксировано, а передаточная цепь двигателя быстрой подачи может быть подключена через муфту, так что гладкий стержень быстро вращается для привода инструмента. пост, чтобы быстро приблизиться к заготовке и сэкономить время обработки.
пост, чтобы быстро приблизиться к заготовке и сэкономить время обработки.
Переключатель питания для перемещения резцедержателя представляет собой рукоятку с четырьмя или пятью положениями (которую можно перемещать по крестообразной направляющей). Его можно перемещать вверх и вниз, чтобы изменить направление вращения световой полосы. Среднее положение отсекает передающую цепь от шпинделя, останавливает вращение светового стержня и предотвращает помехи движению, а затем потяните влево и вправо, чтобы включить двигатель быстрой подачи, чтобы реализовать быструю подачу. Есть также некоторые виды станков, рукоятку которых можно перемещать только вверх-вниз (два направления и три положения), а быстрорежущим инструментом является отдельная рукоятка, устанавливаемая на лафетной коробке.
Если встроенная шестерня редуктора не может удовлетворить требования к обработке, вы можете открыть крышку крышки сменной шестерни, повесить на вал шестерню с определенным количеством зубьев и переместить ручку, чтобы выбрать сменную шестерню. двигаться в соответствии с установленным передаточным числом переключения передач. Нож.
двигаться в соответствии с установленным передаточным числом переключения передач. Нож.
Токарные станки Станина
Станина представляет собой большую базовую деталь из чугунной конструкции, прошедшей кватернизацию. Существуют две высокоточные направляющие V-образной формы и прямоугольные направляющие, направляющие обычно изготавливаются путем высокочастотной закалки. Направляющая разделена на две части для направления движения каретки и задней бабки. Под станиной установлен ходовой винт. Винт будет соответствовать скорости вращения главного вала и может взаимодействовать с механизмом автоматической подачи гнезда инструмента для выполнения нарезания резьбы и накатки заготовки (или тиснения).
Форма поперечного сечения станины имеет разные стили дизайна в зависимости от завода-изготовителя, и ее можно условно разделить на два типа: британский и американский токарный станок.
Скользящая коробка
Скользящая коробка установлена на станине, а подвесная часть сбоку оснащена передаточным механизмом для получения движения от ходового винта и гладкого стержня и привода держателя инструмента, установленного над резать.
Каретка (держатель инструмента)
Каретка включает составную каретку и механизм автоматической подачи. Составной лафет может работать с горизонтальной и продольной подачей. (Упомянутое здесь поперечное направление подачи поддерживается перпендикулярно станине, а продольное направление подачи параллельно станине, то есть с точки зрения шпинделя, а не оператора.) Вообще говоря, продольная подача осуществляется скользящая пластина. Большой маховик (маховик подачи) на коробке приводится в действие, а горизонтальная подача управляется маховиком на держателе инструмента. Принцип механизма автоматической подачи для нарезания резьбы и червячной обработки заготовки заключается в использовании заготовки для перемещения с постоянной скоростью, а инструмент в каретке используется для токарной обработки заготовок с постоянной скоростью и линейным перемещением.
Токарный инструмент по дереву закреплен на квадратном держателе инструмента. Эта часть некоторых станков может одновременно удерживать четыре токарных инструмента, и один токарный инструмент выбирается для обработки с рукояткой, которая каждый раз поворачивается на 90 °, что избавляет от необходимости частой смены инструмента.
Верхнее гнездо составной инструментальной стойки можно поворачивать на индексной пластине, чтобы изменить горизонтальную подачу на наклонную подачу для обработки наклонных поверхностей.
Когда стержень управления нарезанием резьбы/гладкой поверхности повернут в положение резьбы, две полугайки в ползунковой коробке сгибаются на ходовом винте, а передаточная цепь от скользящей шестерни на гладком стержне к рейке станина отключена, а подручник — ходовой винт приводит в движение резьбу; напротив, гладкий винт взаимодействует со стойкой станины, приводя в движение резку по внешнему кругу.
Рычаг управления вертикальной и горизонтальной подачей управляет тем, связано ли верхнее гнездо составной резцедержателя или горизонтальной скользящей пластины со световой планкой, то есть подается ли лезвие инструмента автоматически.
Задняя бабка
Задняя бабка расположена с правой стороны станины. Отверстие вала задней бабки имеет конус Морзе, который может быть оснащен сверлами, расширителями и метчиками для обработки внутреннего отверстия. Вы также можете перемещать заднюю бабку по направляющей в соответствии с длиной заготовки; в это время задняя бабка может быть оснащена верхним центром, чтобы нести заготовку, зажатую в патроне, чтобы заготовка, зажатая в патроне, не была слишком длинной и трудной для зажима.
Вы также можете перемещать заднюю бабку по направляющей в соответствии с длиной заготовки; в это время задняя бабка может быть оснащена верхним центром, чтобы нести заготовку, зажатую в патроне, чтобы заготовка, зажатая в патроне, не была слишком длинной и трудной для зажима.
Основание кровати
Основание кровати включает в себя направляющую и каркас кровати, нижняя часть представляет собой каркас кровати; верхняя часть — рейка кровати.
Принадлежности для токарных станков по дереву
Патрон
Патрон — это механическое устройство, используемое для зажима заготовки на токарном станке.
Лицевая пластина
Лицевая пластина является основным приспособлением, используемым для токарных станков по дереву или металлу. Представляет собой круглую металлическую (чаще чугунную) пластину. На планшайбе имеется множество радиальных или неравномерных параллельных тонких канавок, которые используются для растачивания и сверления более крупных или неправильной формы рабочих объектов, а также рабочих объектов, которые невозможно зажать другими способами.
Палец
Прикладывается к отверстию обрабатываемого рабочего объекта. Два конца оправки снабжены центральными отверстиями, так что один конец поддерживается центром, а другой конец входит в конец шпинделя.
Твердый палец.
Развернуть палец.
Палец ряда.
Винтовой палец.
Конусный палец.
Токарный центр (наконечник, наперсток), ретрактор (патрон, зажим)
Токарный центр используется для поддержки работы. Он устанавливается на конце шпинделя и называется активным центром, также известным как верхний центр или передний центр.
Существует 5 типов токарных центров:
Обычный токарный центр.
Токарный центр для мелких деталей.
Полутокарный центр для обработки торца.
Подвижный токарный центр для высокоскоростной резки.
Зонтичный токарный центр для труб или полых цилиндров.
Ретрактор, полая часть может использоваться для удерживания изделия.
Ретрактор в форме сердца, также называемый патроном куриного сердца, обычно используется для удержания круглых рабочих предметов.
Ретрактор в форме зажима: Ретрактор в виде зажима обычно используется для удерживания квадратных рабочих предметов.
Ведомый диск
Ведомый диск установлен на главном валу и при вращении вращает заготовку, зажатую между двумя верхними центрами для токарной обработки.
Цанговый патрон
Цанга в основном отвечает за зажим рабочего объекта малого диаметра на конце шпинделя. Он в основном используется для шестигранных и автоматических токарных станков.
Люнет
Это устойчивая опора, которая устанавливается на держатель инструмента и перемещается вместе с ним, чтобы избежать явления изгиба при работе.
Угловая пластина
Используется в качестве вспомогательного инструмента, который нельзя установить непосредственно на лицевую панель.
Прижимной блок V
Используется для определения центрального положения изделия.
Токарный инструмент по дереву
Используется для обработки внешнего вида рабочих объектов.
Плюсы и минусы
Высокоэффективный и функциональный «токарный станок с ЧПУ» разработан с использованием технологии ЧПУ и других механических технологий. Он может обрабатывать сложные вращающиеся изделия из дерева или полуфабрикаты из дерева. Это специальный электроинструмент, разработанный в соответствии с требованиями и особенностями деревообрабатывающей промышленности и сочетанием навыков работы с деревом. Благодаря технологии ЧПУ для управления механическими действиями можно обрабатывать сложные формы вращающихся деревянных изделий или полуфабрикатов из дерева, таких как цилиндры, конусы, криволинейные поверхности и сферы. Он особенно подходит для массового производства малых и средних деревообрабатывающих цехов. Форма может быть гибко настроена в любое время, а стиль обработки может быть быстро изменен.
Преимущества
1. Использование высоконадежного контроллера ЧПУ обеспечивает надежную работу, послепродажное обслуживание, установку и развертывание;
2. Интерфейс операции прост и удобен, с полнотекстовыми подсказками и простым методом настройки для прямого ввода размера;
3. Приводится в действие высокоточным шаговым двигателем, точность размера обработки обеспечивается программным расчетом;
4. Двухосный может обрабатывать два одновременно, а одноосный может быть оснащен патроном, который имеет высокую эффективность и низкое энергопотребление;
5. Время обучения короткое, 30 минут для понимания метода программирования, 30 минут для понимания процесса работы, 30 минут для понимания метода обслуживания оборудования и одна неделя для достижения профессиональной работы;
6. Для токарных станков с ЧПУ применяются полностью или полузакрытые ограждения, а закрытые ограждения используются для предотвращения вылета стружки или смазочно-охлаждающей жидкости, что может привести к случайной травме оператора;
7. Большинство деревообрабатывающих станков с ЧПУ с автоматическим устройством удаления стружки имеют конструкцию с наклонной станиной, которая удобна для удаления стружки и проста в использовании автоматического станка для удаления стружки;
Большинство деревообрабатывающих станков с ЧПУ с автоматическим устройством удаления стружки имеют конструкцию с наклонной станиной, которая удобна для удаления стружки и проста в использовании автоматического станка для удаления стружки;
8. Высокая скорость вращения шпинделя, надежный и безопасный зажим заготовки. В большинстве токарных станков с ЧПУ используются гидравлические патроны, которые удобны и надежны для регулировки усилия зажима и в то же время снижают трудоемкость операторов;
9. Все токарные станки с ЧПУ с автоматическим устройством смены инструмента оснащены автоматическим поворотным резцедержателем, который может автоматически менять лезвие инструмента во время процесса обработки, чтобы непрерывно выполнять несколько операций;
10. В главном приводе и приводе подачи токарного станка с ЧПУ используются независимые серводвигатели, что делает цепь передачи простой и надежной. В то же время каждый двигатель может двигаться независимо или реализовать многоосную связь.
Недостатки
1. Цена продажи выше, а первые вложения в оборудование большие;
2. Повышение технических требований к эксплуатационному и ремонтному персоналу;
3. При токарной обработке изделий из дерева сложной формы ручное программирование требует больших усилий.
Преобразование микротокарного станка Taig с ЧПУ
Преобразование микротокарного станка Taig с ЧПУ
Преобразование 2-осевого микротокарного станка Taig с числовым программным управлением (ЧПУ)
Последнее обновление:
пятница, 7 октября 2022 г., 06:47:11
Гора
Часовой пояс США
ДОМ
Микро токарный станок с ЧПУ,
Ходовой винт по оси X,
Ходовой винт оси Z,
Шаговые двигатели,
Шкивы двигателя шпинделя,
Тахометр,
Индекс шпинделя,
Концевые выключатели,
аварийная остановка,
ПКТП,
Резьбовой ролик с ЧПУ,
Рабочий свет машины
Фрезерный станок с ЧПУ
Схема системы
CNCzone
Форум поддержки Mac
Конфигурация Mach4
Калькулятор машиниста
Руководство Mach4Turn
Руководство по настройке резьбы Mach4
Поверхностные футы в минуту (SFM) Диаграмма 1
SFM 2
УЛП 3
Микротокарный станок с ЧПУ
Taig Micro Lathe преобразован в ЧПУ.
На фото сначала резка
конусность без компаунда.
Поскольку
станок с ЧПУ
компьютер,
разделочная доска,
контроллер шагового двигателя и
МПГ уже были
на месте,
было очень рентабельно переоборудовать Taig Micro
Токарный станок с ЧПУ
установка другого провода
винты,
разработка кронштейнов для шаговых двигателей и добавление концевых выключателей
. Шаговый двигатель
панель управления была легко
переработан и перемонтирован
для обеспечения переключаемых выходов по осям X и Z.
Возврат к базовой конфигурации токарного станка.
Устанавливается на 1/8″
алюминиевая пластина.
Более
книги по механической обработке
Нажмите на связанные эскизы
#объявление
Ходовой винт оси X
Три винта 6-32 удерживают монтажную пластину двигателя.
Шаговый двигатель
держится на четырех болтах с головкой под ключ 10-32.
Мотор имеет кромку диаметром 1,5 дюйма, которая входит в центры
на NEMA 23
размер отверстия кронштейна двигателя.
Первоначальная конструкция кронштейна с использованием 1/4 дюйма
алюминиевая пластина.
Пуансон для переноса облегчает выравнивание.
Покомпонентный вид
беззазорная муфта шлицевого вала
с изготовленным
Адаптер ходового винта 1/4-20 LH.
Муфта вала с нулевым люфтом в сборе.
Второй, попроще
также был изготовлен адаптер.
Основной кронштейн удерживается под кареткой с помощью
OEM
болты, направляющие латунный клин.
Оригинал 4-40
нити были увеличены до 8-32 для повышения прочности.
Не пережимайте эти болты, так как это повлияет на стрелу.
Изменена муфта для использования простого адаптера размера вала.
(цилиндр) с отверстием
чтобы установочный винт прошел.
Обратите внимание на лыски на ходовом винте, так что 3/16 дюйма с открытым концом
ключ
можно использовать, чтобы удерживать его от поворота
когда
затягивая/ослабляя стопорную гайку на другом конце, где
бронза
расположены радиальные/упорные подшипники.
Поскольку шаговые двигатели не имеют упорных подшипников,
лучше их изолировать
от тех сил.
Вдоль оси ходового винта пластиковая муфта имеет
маленький зазор 1 мм
так что невозможно передать
тяга
силы, хотя это маловероятно, так как передняя тяга
подшипник есть
почти устранил любое движение.
Такая же предосторожность соблюдается и для соединителя ходового винта оси Z
.
Радиальные и упорные подшипники изготовлены из пропитанных маслом
спеченная бронза (OISB). Он вплетается в исходное место.
Ходовой винт был изготовлен из
Резьбовой стержень из нержавеющей стали 1/4-20 с левой резьбой.
Геометрия OEM
была реплицирована
но к более жестким допускам.
Обратите внимание, пропитанная маслом бронза мягкая и может раздавить/деформировать.
Разобранный вид узла упорного подшипника.
Левый и правый
торцы корпуса выполняют роль опорных поверхностей.
Корпус (0,711 дюйма OAL) имеет резьбу 5/16-24 NF и
Одинаковая длина 0,462 дюйма
как часть ОЕМ.
Обработан и отрезан 6-32 длиной 0,42 дюйма.
резьба на ходовом винте
конец.
Вал без резьбы имеет длину 0,82 дюйма.
Вал имеет диаметр 1,24 дюйма OAL x 0,14125 дюйма.
Ходовой винт имеет квадратную/плоскую форму и несет
прямо напротив (правой) стороны
упорного подшипника.
Стальная манжета
черного цвета является сохраненной деталью OEM.
Тяга OISB диаметром 0,32 дюйма и толщиной 0,128 дюйма
Шайба
находится на (левой) стороне подшипника.
Контргайка регулируется до тех пор, пока не будет люфта или заедания.
Нейлоновая круглая гайка фиксирует первую гайку
и закрывает острие.
потоки.
Добавлена пружина для дальнейшего уменьшения люфта на гайке ходового винта.
Регулируемый левый кронштейн использует Т-образную гайку,
шайба, гайка и болт 10-32.
Пружина не влияет на геометрию кронштейна.
Добавлена вторая внутренняя пружина.
Добавлен верхний
Кронштейн жесткости для шагового двигателя оси X.
Левая кромка скошена до
очистить камеру.
Деталь крепится болтами к каретке и корпусу концевого выключателя.
Имеет две выемки
которые входят в зацепление с кромками сопрягаемых деталей.
Два правых болта должны были очистить
кулачковый канал, расположенный как раз
выше.
Ввинчиваются в глухие резьбовые отверстия.
Другой вид выемки зацепленного кронштейна.
Ходовой винт оси Z
Прецизионное развертывание
1/4 «отверстие
в блоке для крепления
двух пропитанных маслом бронзовых гаек ходового винта.
Бронза с масляной пропиткой
материал подшипника
с резьбой для прецизионного ходового винта 1/4-20 RH.
Внешний диаметр ходового винта
гаек, обработанных до 0,750 дюйма и
разрезать.
Дополнительный материал был оставлен для изготовления шестигранной гайки
для регулировки гаечного ключа.
Покомпонентный вид корпуса гайки ходового винта
, а также
нижние винты кронштейна двигателя.
Обратите внимание на квадратную канавку в гайках ходового винта и
точка полусобаки
установочные винты
которые их вовлекают.
Подшипниковый блок ходового винта удерживается на нижней стороне
г.
кронштейн двигателя с помощью четырех болтов с головкой под ключ 10-32.
Люфт убирается регулировкой одной гайки
против
Другой. Шестигранная гайка 11/16″.
Шестигранная гайка 11/16″.
Небольшое отверстие между двумя правыми болтами
позволяет получить доступ к 6-32
болт кронштейна с головкой под шляпку.
Еще два аналогичных установочных винта были добавлены на верхнюю часть
, чтобы добавить прочности и удерживать настройки.
лучше.
Корпус гайки ходового винта оси Z
подогнан максимально близко к токарному станку.
кровать, насколько это возможно.
Прокладка выровняла оси ходового винта и двигателя.
Не самая сильная установка, поэтому
кронштейн жесткости
был добавлен для значительного увеличения прочности.
Шаговые двигатели
Большой шаговый двигатель предназначен для
каретка и двигатель среднего размера
предназначены для поперечного скольжения; оба 3А.
Восемь выводов двигателя подключаются к шестиконтактному разъему 9.0368 Головка молекс. Кабели длиной 7 футов
использовать 18
калибровочная проволока.
Винтовые скобы с
5/8″
Внешний диаметр, внутренний диаметр 1/2 дюйма
радиальные шарикоподшипники
и пропитанные маслом бронзовые упорные подшипники.
Радиальные подшипники удерживаются зеленым проникающим
Локтайт. Эта модель
подшипник (глубокий паз)
рассчитан на работу как с радиальными, так и с осевыми силами, но
не показался надежным
достаточно для приложения,
поэтому в конструкцию были добавлены бронзовые упорные шайбы.
Деталь кронштейна ходового винта. Бронзовые шайбы
имеют неглубокую,
Внешний диаметр 0,38 дюйма
цековка для получения ступицы радиального подшипника
зазор при вращении.
Отверстие 1/2 дюйма в скамье
Верх позволяет полностью скрыть разъем и кабель двигателя
под ним.
Конец шлицевой муфты
ходового винта со снятой одной стороной.
Бронзовая шайба (скрытая) действует как левый
тяга (лафет
перемещается вправо) опорная поверхность.
Двигатель ходового винта оси Z вписывается в малый допуск,
1,5 дюйма
раззенкованное отверстие для крепления NEMA 23.
Шкивы двигателя шпинделя
Кронштейн двигателя распространяется на оба
слева и справа от
добавлено
система с тремя шкивами для более медленного
скорости и
Датчик шпинделя тахометра
под шкив шпинделя соответственно.
Промежуточный вал или промежуточный вал
Компактный промежуточный вал (или промежуточный вал)
3-й
шкивная система на 178 об/мин; удобно для
Нарезание резьбы ЧПУ.
Повернул ходовой винт
кронштейн на 180 градусов, чтобы обеспечить лучший доступ
к стопорным болтам с помощью шестигранного шарика
гаечный ключ.
Под головки саморезов сделал стальную распорку;
гораздо лучше, чем
шайбы, перекосившиеся над пазом.
Шаговый двигатель находится в полном контакте с металлом
верхняя пластина
обеспечивая дополнительный, эффективный отвод тепла.
Когда двигатель шпинделя наклонен вперед,
он сейчас отдыхает
против резинового бампера.
Все части очищаются друг от друга, когда двигатель шпинделя
наклонен
вперед менять ремень на шкивах.
Нажмите на связанные миниатюры
#объявление
Установлен радиальный/упорный подшипник и кронштейн
на другом конце
ходового винта.
точность
ходовой винт 1/2-20
это запчасть
оставшаяся от
Тайг
Проект преобразования ЧПУ Micro Mill.
Бронзовая, пропитанная маслом шайба действует как правая
тяга
(каретка движется влево) опорная поверхность.
Поменял подложку на
1/8″
сталь
, чтобы резьба была прочнее.
Его крепежные болты проходят через
столешница скамья.
Под головки саморезов сделал стальную распорку;
гораздо лучше, чем
шайбы, перекосившиеся над пазом.
Добавлена еще одна маслопропитанная бронзовая упорная шайба
со стопорным кольцом для
дополнительная прочность.
Скруглил углы кронштейна.
Тахометр
Датчик тахометра QRB1114 NIR EO
схема.
Поскольку изначально он был разработан для ШумаТек
ДРО-350 требовалось
тахометр/буфер
схема
буферная цепь для достижения
надежные показания Mach4.
Теперь эта схема заменена на
НТЭ 3100
датчик модуля прерывателя с фотонной связью
для шпинделя токарного станка с ЧПУ
но все еще используется
для датчика тахометра шпинделя фрезерного станка с ЧПУ.
схема.
QRB1114 крепится коническим штифтом, который
в
неглубокий канал, вырезанный концевой фрезой со сферическим концом 1/8 дюйма.
Сделал прорезь сзади, чтобы можно было подобрать
, чтобы скользить и
для простоты установки.
Пикап тахометра чувствует темный набор
Винт
проходящий мимо.
установочный винт был окрашен в черный цвет.
Двухжильный провод с тефлоновым покрытием проложен под
скамья вместе с
кабели шагового и концевого выключателя.
Входы тахометра для фрезерных и токарных станков
на Mach4 переключаются
аналогично
Схема переключения выходов шагового двигателя.
Направление уровня микропереключателя указывает на
мини-стерео входной разъем
подключен к
разразиться
доска.
Переключаются только сигнал тахометра (белый) и 5VDC (красный).
Два основания
связаны вместе у доски.
Нажмите на уменьшенные изображения #ad
.
Этот подход с переключаемым датчиком был изменен на
разместить
указатель типа щелевого диска для токарного станка.
Переключатель больше не нужен, как фрезерный и токарный станок
тахометров сейчас используют
отдельные входные каналы.
шпиндель
Индекс
Светоотражающий тахометр
достаточно для индикации оборотов
, но я хотел большей точности для
Нарезание резьбы ЧПУ.
Установлен 4-кулачковый патрон и поворотный стол с ЧПУ.
на станину мельницы Taig для
ручное управление через Mach4.
Чтобы изготовить и установить диск с прорезями, сначала
1/2″-3/8″
Ступенчатая оправка
изготовлена для
удерживайте шкив Taig в 4-кулачковом захвате.
съемный,
5/8″ сталь
привязка показана в
место.
Показанный шкив передвигается
в 4-х кулачковом патроне.
Штифт 5/8 дюйма центрирует 0,0625 дюйма.
толстая алюминиевая пластина глубиной 1/2 дюйма, отверстия
#43 просверлены через каждые 90 градусов. Нарезание резьбы и установка 4-40
винт после каждого отверстия помог сделать настройку
все более жестким.
Центральный штифт 5/8 дюйма удален
между каждыми 4-40 постукиваниями.
С центральным штифтом и 4 винтами на месте, 3,5-дюймовый
9Диск диаметром 0368 фрезеруется с помощью
серия более глубоких разрезов.
Индексная выемка была фрезерована до размера, рассчитанного
использование
эти формулы из документации Mach4.
Этот слот с прямоугольными краями, глубиной 0,25 дюйма и шириной 0,32 дюйма,
немного великоват для
максимальная скорость 8200 об/мин.
Mach4 больше не поддерживает многослотовую синхронизацию.
альфа
(угол паза) = 0,0012 x N (максимальное число оборотов шпинделя)
W (ширина паза) = 0,0088 x альфа x D (диаметр диска)
Примечание: Если D в дюймах (или
мм), тогда W в дюймах (или мм).
В центре имеется зенкер
для очистки ступицы шпинделя.
правильно.
Диск с прорезями полностью установлен на шкиве.
шпиндель.
Нанесен алюминиевый противозадирный состав
перед установкой
шкив терморасширенный.
Для одного слота установите
параметры индексации LPT1 и контактный вход #.
Эта настройка ЧПУ использует вход 15 контакта LPT1 для токарного станка и LPT1.
контакт 11 вход для
мельница См.
система
схематический.
Затем шкив был отцентрован в
4-х кулачковый патрон на
Токарный станок 9х20 и небольшие вариации
на передней/задней/краевой поверхностях диска были удалены.
Исчерпание диска теперь
сведен к минимуму. Все края были тщательно зачищены
, чтобы уменьшить вероятность
режет во время вращения на высокой скорости.
Большое отверстие в монтажной пластине позволяет
мини-стереоразъем и провод для прокладки через столешницу.
Кронштейн шагового двигателя оси Z должен был иметь несколько
районов
Отверстие для провода датчика тахометра.
НТЭ 3100
кронштейн модуля прерывателя с фотонной связью
обеспечивает доступ для проскальзывания провода
на место.
Обратите внимание на возможность регулировки по вертикали,
Кронштейн прорезной с двумя
Винты 4-40 с шайбами из нержавеющей стали.
Неглубокая выемка фрезерована в верхней части, чтобы сохранить
модуль от поворота после
длительное воздействие вибрации.
Резьбовое отверстие позволяет использовать винт 4-40 с
Шайба из нержавеющей стали для удержания модуля на месте.
Установлены кронштейны. Верхние отверстия L-образных скоб
щелевой
чтобы обеспечить окончательную осевую центровку двигателя и ходового винта.
Для окончательного выравнивания ходового винта поперечный салазок
переместился полностью вниз к
кронштейн правого подшипника
который затем затягивается. Затем поперечный слайд перемещается в
Затем поперечный слайд перемещается в
крайний левый
самовыравнивание деталей перед последним кронштейном
затягивание. Этот метод также используется для выравнивания всех
осей фрезерного и токарного станка
Шкалы/кронштейны УЦИ.
Установлен шаговый двигатель.
Кронштейн модуля был перемещен в положение, позволяющее
диск должен быть вставлен на место через большую выемку.
Для центрирования диска в пазу шпиндель
регулировали по станине типа «ласточкин хвост».
Кронштейн модуля был тогда
отрегулирован в правильное положение.
Отверстия под болты кронштейна с прорезями (в центре) позволили окончательно
выравнивание вала шагового двигателя относительно ходового винта.
Модуль датчика E-O подключен к
индекс
импульсная плата и интерфейс
с системной коммутационной платой.
Концевые выключатели
Концевой выключатель оси X
механизм. Латунный стержень 1/4 дюйма формирует
кулачок против микровыключателя, находящегося внутри
скобка.
Стержень скользит в прецизионном отверстии; очень близко подходит.
Круглый кулачковый привод легче изготовить, так как он не имеет точной ориентации с
.
по отношению к переключателю.
Корпус концевого выключателя
также выступает в качестве массивного элемента жесткости.
скобка.
Деталь кулачка из латунного стержня.
Обратите внимание, что два кулачка находятся в
спереди и сзади.
Кулачок крепится к
Правый Т-образный паз поперечного суппорта.
Штифт удерживает стержень на поперечном салазках.
Есть немного
играть, чтобы предотвратить любую привязку.
В механизм переключателя практически не попадает стружка.
во время нормальной эксплуатации, так как шток удерживает
отверстие заблокировано
если только кулачок полностью не погружен под
только самый большой внутрь (-X)
экскурсия в карете
что может произойти в особых условиях эксплуатации
, например, при использовании заднего
отрезной инструментальный пост.
В нижней части кронштейна был профрезерован карман.
микропереключатель удерживается вспомогательной пластиной. Два пластиковых монтажных отверстия переключателя
были нарезаны на 3-48, как и пластина.
Верхняя часть переключателя упирается в дно фрезерованного кармана.
Только выступ на рычаге переключения выступает через
удлиненный,
1/4 «отверстие
перпендикулярно направляющей кулачка.
Для размыкания нормально замкнутого переключателя требуется ход 0,050 дюйма.
с тефлоновым покрытием
для соединения используется провод.
Сторона кармана была облегчена, чтобы освободить
места для переключателя толщиной 0,0625 дюйма.
пластина.
Концевые выключатели оси Z установлены под
мотор
кронштейн для защиты от стружки.
Край 2-проводной розетки Molex сидит
в маленьком кармане &
захватывается зажимом.
Этот разъем позволяет использовать шаговый двигатель и ограничивать
цепей должны быть отделены от
скобка.
Розетка Molex захвачена зажимом.
Три НЗ-переключателя последовательно подключены к
Розетка Molex с использованием провода с тефлоновой изоляцией.
Сделал зажим розетки меньше и передвинул предел
переключателей
дальше под кронштейном для большей защиты.
Регулируемые, латунные, концевые выключатели по оси Z.
Латунные упоры зажимаются на L-образной скобе.
Винт с накатанной головкой 6-32 фиксирует упор в любой точке
на направляющей. Слот представляет собой
Слот представляет собой
плотно прилегает к рельсу.
Все кромки ограничителей были закруглены.
Прецизионная стальная шкала была
крепится с помощью тонкого двухстороннего скотча
. Сначала обезжирьте все контактные поверхности
изопропиловым спиртом (C 3 H 8 O).
Кабель концевого выключателя, подключенный к
схема платы прорыва.
Концевые выключатели и кабели шагового двигателя
в оболочке и затем профилирован
под лавкой.
Аварийная остановка
Один аварийный выключатель токарного станка подключается последовательно с
два
выключатели аварийной остановки мельницы.
Три
токарные концевые выключатели
соединены последовательно с
ограничение в пять мельниц
переключатели.
Все 12 выключателей токарных и фрезерных станков
(включая
кулон) должен
быть
ЧПУ для работы любой машины.
Длина скамейки
теперь имеет 5 аварийных стопоров.
(включая клавиатуру ESC).
Нажмите на
связанные миниатюры #объявление
Нажмите на связанные миниатюры #ad
ККТП
Размещение поста быстрой смены инструмента (QCTP) на
Поперечная направляющая Taig
должен быть воспроизводимым, таким образом, находя
установлены дюбели для выравнивания основания.
Пилотное отверстие
показано пробуренным на 7/64 дюйма перед расширением до 1/8 дюйма.
Перед сверлением Т-образная гайка и основание QCTP были выровнены с помощью
размещение на
поверхность пластины и с помощью
поверхностный датчик.
Дюбели 1/8 дюйма выравнивают основание QCTP и сталь.
Гайка с Т-образным пазом для глухих отверстий в
поперечное скольжение.
Обратите внимание на отверстия для выравнивания в основании QCTP.
Их можно легко
удаляются, если QCTP необходимо вращать.
Все детали собраны и зафиксированы на поперечном салазках.
Токарный станок с ЧПУ Taig выполняет пробный чистовой пропил.
Мельница Mach4 также содержит
Mach4 Turn для управления вашим ЧПУ
токарное движение.
Поверхностные футы в минуту (SFM) Диаграмма 1
УЛП 2
УЛП 3
Калькулятор машиниста
Токарный станок делает полусферический вырез с наружным диаметром 0,3 дюйма.
Стержень удерживается с помощью
Цанговый адаптер Taig ER-16.
ЧПУ
Видео с резьбой
Два фильма с ЧПУ Taig
на токарном станке
нарезание резьбы на алюминиевом болте 3/8-16.
В Mach4 шпиндель должен быть включен
(желтый
светодиод
с подсветкой)
чтобы программа считывала обороты шпинделя
. Также рекомендуется усреднение скорости вращения шпинделя.
См.
Руководство по настройке резьбы Mach4.
Нажмите на связанные миниатюры #ad
3/8-16 нитей из нейлона.
Рабочее освещение машины
Модернизированный рабочий свет для задач / машин (США)
для ЧПУ
установка микротокарного станка.
