Станок токарный револьверный: 1341 Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
Содержание
3.3.2. Токарно-револьверные станки
В
отличие от токарно-винторезных
станков
револьверные имеют вместо задней бабки
револьверный суппорт. Револьверная
головка этого суппорта позволяет
закреплять значительное количество
инструментов и, путем периодических
поворотов ее,
производить
быструю смену инструментов в нужной
последовательности. Во многих станках
револьверный суппорт снабжается
механизмом быстрых перемещений.
Револьверные
станки не имеют ходового винта, поэтому
нарезание резьбы производится только
плашками и метчиками.
Характерным элементом для
конструкции револьверных станков
являются механизмы автоматического
останова суппортов, обеспечивающие
получение линейных размеров.
Револьверные
станки делятся на две группы в зависимости
от назначения: для прутковой и патронной
работы.
Станки
для прутковой работы снабжаются
специальным зажимным устройством с
пружинящими втулками-цангами. Станки
Станки
для работы со штучными заготовками
(штампованными, литыми) оснащаются
самоцентрирующими патронами, которые
могут иметь сменные вкладыши. Зажимные
устройства обоих типов (цанговые и
патронные) часто приводятся в действие
от пневматического цилиндра, монтируемого
на заднем конце шпинделя.
В зависимости от расположения
оси револьверной головки различают
станки с вертикальной и горизонтальной
осью револьверной головки (рис.14).
Станки с вертикальной осью
головки, кроме револьверного суппорта,
имеют еще поперечный суппорт. Станки с
горизонтальной осью револьверной
головки, располагаемой параллельно оси
шпинделя, в большинстве случаев
поперечного суппорта не имеют. На этих
станках работы с поперечной подачей
производятся при помощи вращения
револьверной головки.
Револьверные
станки целесообразно применять для
деталей, требующих при обработке
последовательного употребления большого
количества инструментов с незначительным
для каждого инструмента временем
резания. Изделия, допускающие одновременную
Изделия, допускающие одновременную
обработку нескольких поверхностей,
выгоднее обрабатывать на многорезцовых
станках.
Рис.14.
Револьверные головки:
а
– с вертикальной осью; б,
в
– с горизонтальной осью
Применение револьверных
станков оправдывает себя лишь при
наличии инструментальных наладок. В
связи с этим, эксплуатация их наиболее
целесообразна при достаточно больших
партиях деталей. Из области револьверных
работ исключаются детали, требующие
обработки в центрах.
Исполнительный
механизм револьверного станка с
вертикальной осью револьверной головки
(рис.15) состоит из шпинделя с трехкулачковым
патроном 4
или
цангой для установки заготовки,
револьверной головки 7
и суппорта 6
для
установки режущих инструментов (резцов,
сверл, расточных блоков и т.п.). На рисунке
показан станок патронного исполнения.
Вращательное движение со скоростью
резания сообщается прутку или штучной
заготовке от электродвигателя обычным
передаточным
механизмом, состоящим из ременной
передачи и коробки скоростей. Движение
Движение
подачи получает режущий инструмент,
закрепленный в резцедержателе 5
поперечного
суппорта (Sпоп,
Snpод)
или в шести гнездах револьверной головки
(Sг).
Это
движение от вала электродвигателя
станка обычно передается ременной
передачей или цилиндрическими зубчатыми
колесами, или червячной парой и т.д.
После выполнения перехода головка
поворачивается на 1/6 оборота, вводя в
рабочую зону новый инструмент.
Несущая
система станка аналогична системе
токарного станка при работе в патроне:
усилия между инструментом и заготовкой
замыкаются через станину 1
с направляющими суппорта и шпиндельную
бабку 3.
Закрепление
штучных заготовок в самоцентрирующем
патроне не отличается от аналогичных
действий на токарном станке. Применяются
также патроны с пневматическим приводом.
При обработке заготовок из прутка зажим
может обеспечиваться цанговым патроном.
Рис. 15.
15.
Токарно-револьверный станок:
1
– станина с направляющими; 2
– коробка подач суппортов; 3
– шпиндельная бабка;
4
– патрон на шпинделе; 5
– резцедержатель
суппорта; 6
– суппорт с фартуком;
7
– шестигранная револьверная головка
с гнездами для установки
режущих инструментов;
8 –
револьверный суппорт;
9 –
барабан револьверного суппорта с упорами
К
специфическим узлам, типичным для
револьверных станков, относятся упоры,
цанговый зажим и механизм в фартуке
станка, выключающий подачу от упоров.
Регулируемые упоры представляют собой
преграду, в которую упирается рычаг,
выключающий подачу и тем самым прекращающий
процесс обработки при достижении
соответствующего крутящего момента на
червяке или другом элементе передаточной
цепи подачи. Барабан с упорами 2
(рис.16) закрепляется жестко на станине
станка, а его упоры регулируются в
зависимости от необходимого перемещения
суппорта с жестким упором 3.
Корпус
1
барабана
поворачивается на 1/6 часть окружности.
Остановка суппорта в момент контакта
упоров 2
и
3
приводит
к выключению механизма подачи.
а)
б)
Рис.16.
Упоры револьверного станка:
а
– барабан с упорами, ограничивающими
продольную подачу суппорта; б
– отводной упор станка с горизонтальной
продольной осью головки; 1
– поворотный корпус барабана;
2
– упоры, регулируемые для каждой позиции
револьверной головки или суппорта;
3
– жесткий упор на суппорте; 4
– контргайка регулируемого упора;
5
– револьверная головка; 6
– регулирующий винт;
7
– отводной упор; 8
– станина станка
Существуют различные
конструкции механизмов, выключающих
движение подачи, известные под названиями
падающий рычаг, или падающий червяк. В
В
них под действием возрастающих усилий
происходит быстрое разъединение муфты
или червячного зацепления.
Характеристики токарно-револьверного станка 1Д316П
Новочеркасский станкостроительный завод
Токарно-револьверный станок модели 1Д316П предназначен для легких токарных работ в условиях серийного и мелкосерийного производства при изготовлении деталей из калиброванного прутка диаметром до 18 мм или из штучных заготовок в трехкулачковом патроне при диаметре заготовки до 80 мм. Станок класса точности П по ГОСТ8—71.
На станке можно производить следующие операции: точение, растачивание, сверление, зенкерование, разворачивание, нарезание резьб метчиками, плашками и по копиру и другие операции.
Точность обработки на станке: при наружном точении — 2а класс; отверстий мерным инструментом — 2 класс; резьб, нарезаемых по копиру,— 6g.
Конструктивные особенности станка:
— установка режущего инструмента на размер по индикатору;
— обработка деталей по упорам;
— настройка режимов обработки на штекерной панели;
— автоматическое переключение частоты вращения шпинделя и величины подачи;
— расположение привода подач на задней части станка;
— высокая точность вращения шпинделя; высокая жесткость конструкции;
— пространство для стружки по объему обеспечивает работу в течение смены;
— зона для удаления стружки с хорошим доступом, стружка удаляется легко;
— зажим и подача прутка механические с кнопочным управлением;
— переключение на ходу частоты вращения шпинделя и подачи;
— автоматическая перестановка упоров при повороте револьверной головки.
| Основные данные | |
|---|---|
| Наибольший диаметр обрабатываемого прутка, мм | 18 |
| Наибольшее расстояние от переднего торца шпинделя до револьверной головки, мм | 250 |
| Конец шпинделя по ГОСТ 12595—72 | 1-4Ц |
| Расстояние от основания станка до оси шпинделя, мм | 1060 |
| Максимальная подача прутка за один цикл, мм | 50 |
| Количество скоростей шпинделя | 24 (6 рядов) |
| Количество автоматически переключающихся скоростей шпинделя в ряду | 4 |
| Частота вращения шпинделя, об/мин | 100; 125; 160; 250; 315; 400; 200; 250; 315; 500; 830; 800; 500; 630; 800; 1250; 1600; 2000; 1000; 1250; 1600; 2500; 3150; 4000 |
| Количество ступеней подач револьверного суппорта | 6 (2 ряда) |
| Количество ступеней подач, переключающихся автоматически в ряду | 3 |
| Пределы подач револьверного суппорта, мм/об | 0,04; 0,006; 0,1; 0,16; 0,25; 0,4 |
| Наибольший диаметр штучных заготовок, обрабатываемых в патроне, мм | 80 |
| Наибольшая длина обработки, мм | 50 |
| Наибольшая длина заправляемого прутка, мм | 3000 |
| Рекомендуемая длина заправляемого прутка для стабильного получения класса точности 2а, мм | 1200 |
| Диаметр отверстия шпинделя, мм | 31 |
| Наибольшее продольное перемещение револьверного суппорта, мм | 175 |
| Число упоров револьверного суппорта | 12 |
| Число инструментальных гнезд в револьверной головке | 12 |
| Наибольшая длина нарезаемых резьб, мм | 50 |
| Наибольшее усилие подачи, кгс | 250 |
| Привод, габарит и масса станка | |
| Питающая электросеть: | |
| — род тока | Переменный трехфазный |
| — частота, Гц | 50 |
| — напряжение, В | 380 (по особому заказу 220) |
| Тип аппарата на вводе | Автоматический выключатель АК63-3М |
| Номинальный ток расцепителя вводного аппарата, А | 20 |
| Электродвигатели: | |
| — привода главного движения: | |
| — тип | Т41-4/2-С1 |
| — мощность, кВт | 1,7/2,2 |
| — частота вращения, об/мин | 1400/2800 |
| — механизма подачи и зажима прутка: | |
| — тип | 4АХ71А4 |
| — мощность, кВт | 0,55 |
| — частота вращения, об/мин | 1370 |
| — насоса смазки: | |
| — тип | АОЛ12-4-С2 |
| — мощность, кВт | 0,18 |
| — частота вращения, об/мин | 1400 |
| — насоса охлаждения: | |
| — тип | ПА-22 |
| — мощность, кВт | 0,12 |
| — частота вращения, об/мин | 2800 |
| Соединение приводов электрошкафа со станком | Штепсельные разъемы |
| Производительность насоса смазки, л/мин | 3 |
| Емкость бака системы смазки, л | 9 |
| Производительность насоса охлаждения, л/мин | 22 |
| Емкость бака системы охлаждения, л | 22 |
| Габарит (длина х ширина х высота), мм: | |
| — станка без приставного оборудования | 1770 х 800 х 1250 |
| — устройства для поддержки прутка | 2180 х 350 х 1100 |
| — электрошкафа | 620 х 350 х 1610 |
| — станка с рекомендуемым расположением приставного оборудования | 3662 х 940 х 1610 |
| Масса станка, кг: | |
| — без приставного оборудования | 1028 |
| — с приставным оборудованием | 1260 |
Станок токарно-револьверный 1341 — ЦЕЛИНГИДРОМАШ ТОО
Общие сведения, назначение, область применения
Станок токарно-револьверный универсальный 1341 с горизонтальной осью револьверной головки предназначен для обтачивания, растачивания, зенкерования, сверления, развертывания и нарезания внутренних и наружных резьб в условиях серийного производства. На нем можно обрабатывать детали как из пруткового материала в цанговом патроне, так и штучные заготовки в трехкулачковом патроне. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле.
На нем можно обрабатывать детали как из пруткового материала в цанговом патроне, так и штучные заготовки в трехкулачковом патроне. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле.
Станок токарно-револьверный 1341
Основные характеристики токарно-револьверного станка 1341
- Наибольший диаметр заготовки, обрабатываемой над станиной — Ø 400 мм;
- Наибольший диаметр точения заготовки над верхней частью суппорта — Ø 380 мм;
- Расстояние между центрами — нет;
- Число инструментов в револьверной головке — 16;
- Расстояние от торца шпинделя до револьверной головки — 32..630 мм;
- Наибольшая длина подачи прутка — 150 мм;
- Мощность электродвигателя привода шпинделя — 5,5 кВт;
Шпиндель станка 1341 получает 8 скоростей вращения в прямом направлении (60..2000 об/мин) и 2 скорости в обратном направлении (100, 265) через переборные шестерни коробки скоростей. Для управления перебором служат 4 фрикционные муфты типа ЭМ-52, которые управляются автоматически кулачками командоаппарата или с пульта управления станка. Торможение шпинделя осуществляется одновременным включением электромагнитных муфт 1МС и 2МС. Реверсирование шинделя включается реверсированием электродвигателя.
Для управления перебором служат 4 фрикционные муфты типа ЭМ-52, которые управляются автоматически кулачками командоаппарата или с пульта управления станка. Торможение шпинделя осуществляется одновременным включением электромагнитных муфт 1МС и 2МС. Реверсирование шинделя включается реверсированием электродвигателя.
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом:
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Стандартный диаметр токарного трехкулачкового патрона по ГОСТ 2675—80 — Ø 200 и Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия в шпинделе — Ø 62 мм;
- Наибольший диаметр обрабатываемого прутка в цанге — Ø 40 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 5;
- Пределы чисел прямых оборотов шпинделя в минуту (8 скоростей) — 60.
 .2000 об/мин;
.2000 об/мин; - Пределы чисел обратных оборотов шпинделя в минуту (2 скорости) — 100, 265 об/мин;
- Торможение шпинделя двумя фрикционными муфтами.
Коробка подач напрямую соединена с шпинделем без промежуточных шестерен гитары. На выходе коробки подач только ходовой вал, ходовой винт отсутствует, поэтому резьба на станке нарезается с помощью специального копировального устройства.
Механизм коробки подач дает возможность получить 16 ступеней продольных подач (10 из которых повторяются) 01..1,6 мм/об и 16 ступеней поперечных (круговых) подач (11 из которых повторяются) 0,03..0,48 мм/об.
Для управления перебором коробки подач служат 2 фрикционные муфты типа ЭМ-32, которые управляются автоматически кулачками командоаппарата или с пульта управления станка.
Принцип работы токарно-револьверного станка 1341
Заготовка с помощью приспособления крепится в шпинделе и совершает вращательное движение B1 со скоростью резания vрез.
Инструменты, заранее установленные в соответствующих приспособлениях, крепятся в гнёздах револьверной головки и последовательно вступают в работу при поворотах (индексациях) револьверной головки, совершая движения продольной Фs1(П2) или поперечной Фs2 (В2) подачи в соответствии с технологическим процессом обработки детали.
Размеры детали в продольном или поперечном направлении получаются автоматически благодаря тому, что величина пути перемещения каждого инструмента ограничивается заранее настроенным на размер обработки соответствующим этому инструменту упору. Настройка режимов резания, при которых работает тот или иной инструмент, осуществляется также автоматически за счёт того, что кулачки, расположенные на барабане командоаппарата, соответствующие каждой позиции револьверной головки, воздействуют на электрические переключатели, которые управляют включением соответствующих частот вращения шпинделя и скоростей подачи (электрические переключатели включают соответствующие комбинации электромагнитных муфт в коробке скоростей и коробке подач для получения заданных частот вращения шпинделя и скоростей продольных или поперечных подач).
Если деталь обрабатывалась из штучной заготовки, то после полной обработки её снимают со станка вручную, устанавливают новую заготовку, и цикл обработки повторяется.
Если в качестве заготовки используется пруток, то после полной обработки деталь отрезают, револьверную головку поворачивают в начальную позицию (в гнезде револьверной головки установлен упор для заготовки) и перемещают револьверный суппорт к шпиндельной бабке до упора. На пульте управления станка переключателем включают механизм зажима и подачи прутка. Пруток автоматически подаётся до упора и зажимается. Далее цикл обработки повторяется.
Особенности конструкции токарно-револьверного станка 1341
Токарно-револьверный станок имеет 16-позиционную револьверную головку с горизонтальной осью вращения, параллельной оси шпинделя. Режущий инструмент при помощи специальных принадлежностей крепится в отверстиях револьверной головки.
Необходимые для каждого перехода числа оборотов шпинделя и величин подач устанавливаются автоматически легко переналаживаемым командоаппаратом, управляющим электромагнитными муфтами коробок скоростей и подач, либо вручную переключателями, расположенными на пульте коробки скоростей и подач.
Вал револьверной головки и жестко сидящий на нем барабан командоаппарата имеют одинаковое число позиций. На каждой позиции барабана установлены два кулачка, управляющие электромагнитными муфтами: один — коробки скоростей, другой — коробки подач.
Коробка скоростей имеет четыре многодисковые электромагнитные муфты типа ЭТМ-122, при помощи которых включается одно из четырех чисел оборотов шпинделя, в каждой из двух позиций. Коробка подач имеет две электромагнитные муфты типа ЭТМ-092, две обгонные муфты и двухвенцовый передвижной зубчатый блок, который обеспечивает получение двух диапазонов подач с четырьмя автоматически переключаемыми подачами в каждом из двух диапазонов. Для включения круговой подачи револьверной головки установлена одна электромагнитная муфта типа ЭГМ-092.
Зажим и подача прутка в цанге, а также зажим штучных заготовок в трехкулачковом патроне производится автоматически гидравлическим механизмом с электрическим управлением. Наибольшее допускаемое колебание диаметра прутка, зажимаемого в цанге, ± 2 мм, а наибольшее колебание штучных заготовок, зажимаемых в патроне, ±3 мм. Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Станок имеет автоматическое выключение продольной подачи по жесткому упору, что обеспечивает высокую точность обработки по длине. Поперечная подача также ограничивается жестким упором.
Наличие револьверной головки с горизонтальной осью поворота позволяет использовать станок для расточки внутренних камер и наружной проточки за буртом инструментами, закрепленными в державках револьверной головки.
В отличие от большинства токарно-револьверных станков станок модели 1341 имеет следующие особенности, позволяющие использовать его более эффективно:
- командоаппарат, автоматически включающий при повороте револьверной головки в каждую следующую позицию установленную частоту вращения шпинделя и величину подачи суппорта;
- гидравлический механизм подачи и зажима прутка, позволяющий обрабатывать на станке не только холоднотянутые, но и горячекатаные прутки и штучные заготовки, изготовленные с меньшей точностью;
- копирную линейку для торцового и продольного копирования, позволяющую обрабатывать конические и фасонные поверхности заготовок;
- резьбонарезное устройство, предназначенное для нарезания по копиру наружных и внутренних резьб резцами или гребенками;
- стойки для поддержания трубы с прутком, устанавливаемыми с левого торца станка
Класс точности станка Н.
Для уточнения цены обращайтесь по телефону: +7 7172 21 25 37, Галина Алексеевна Карпунова
Револьверный токарный станок – Эксплуатация, вертикальный вариант, двигатель и шпиндель
- Изготовление и качество
David
Etukudo
Револьверный токарный станок представляет собой тип металлообрабатывающего станка, который может выполнять повторяющееся производство дублирующих деталей. Кроме того, благодаря своей шестигранной револьверной головке, которая представляет собой индексируемый держатель инструмента, он может одновременно удерживать и заменять до шести инструментов. Это делает его идеальным для быстрого выполнения различных операций.
Предоставлено: alldifferences
В этой статье вы узнаете о работе токарно-револьверного станка вертикального типа и изучите функциональные возможности токарно-револьверного станка по сравнению с токарным станком с двигателем и токарным станком с токарным станком.
Револьверный токарный станок Эксплуатация
Револьверные станки отличаются наличием револьверной головки. Револьверная головка снабжена индексируемым держателем инструмента, который позволяет выполнять несколько операций резания. Револьверные токарные станки обеспечивают большую гибкость и скорость, чем токарные станки, у которых нет этой функции.
Предоставлено: Alibaba
Револьверная головка работает как обычный ручной токарный станок, так как имеет патрон, удерживающий заготовку. Затем все инструменты для проведения операции вставляются в соответствующие отверстия турели. После этого вращение шпинделя приводит к вращению патрона и заготовки. Далее револьверная головка с помощью седла перемещается в исходное положение, близкое к вращающейся заготовке. Затем головку поворачивают таким образом, чтобы инструмент для первой операции был обращен к заготовке, прежде чем привести их в контакт.
После каждой операции шестигранная головка отходит от заготовки в исходное положение, затем оператор поворачивает ее, чтобы следующий инструмент был обращен к заготовке. Однако это только для ручного револьверного станка. Тогда как для автоматического типа перемещение головки в исходное положение и индексация инструмента происходит автоматически.
Однако это только для ручного револьверного станка. Тогда как для автоматического типа перемещение головки в исходное положение и индексация инструмента происходит автоматически.
Вертикальный револьверный токарный станок
Вертикальный револьверный токарный станок — это классификация токарных станков с точки зрения их ориентации. Более того, их принято называть «вертикально-расточными станками». В отличие от своего горизонтального аналога, патрон удерживает заготовку в вертикальной ориентации, перпендикулярной вращающемуся столу. Из-за такой ориентации этот станок имеет две инструментальные стойки. Один вертикальный, а другой — боковая головка инструмента. Как правило, подача инструмента с боковой головки позволяет обрабатывать наружный диаметр заготовки. С другой стороны, вертикальная стойка инструмента позволяет использовать инструменты для шнуровки и сверления. В результате работа вертикальной башни аналогична гончарному кругу. Эта установка делает его идеальным для работы с тяжелыми, очень большими или короткими заготовками. Например, некоторые станки в особых случаях могут обрабатывать заготовки диаметром до 10 дюймов.
Например, некоторые станки в особых случаях могут обрабатывать заготовки диаметром до 10 дюймов.
Предоставлено: 4MechTech
Токарно-револьверный станок против токарного станка с двигателем
Токарный станок с двигателем относится к традиционному токарному станку 19 th или токарному станку 20-го века с автоматической подачей на режущий инструмент. Это отличается от более ранних версий, в которых инструменты держат вручную или подача инструментов на заготовку осуществляется вручную. Это улучшение более ранних токарных станков, но револьверная головка является более поздней версией с некоторыми отличиями. Отличия поздней башни от станка с двигателем показаны в таблице ниже.
Предоставлено: APS
| Токарно-револьверный станок | Токарно-винторезный станок |
| Вращается по часовой или против часовой стрелки. | Обычно вращается только против часовой стрелки. |
| Держатель инструментов содержит не менее шести инструментов одновременно. Таким образом, смена инструмента происходит намного быстрее. | Задняя бабка удерживает один инструмент за раз. |
| Нет необходимости в квалифицированной рабочей силе, так как большинство операций выполняются в полуавтоматическом или полностью автоматическом режиме. | Требуется квалифицированная рабочая сила. Хотя в некоторые современные версии встроена технология компьютерного числового управления (ЧПУ), которая ограничивает необходимость вмешательства человека. |
| Подготовка машины к работе требует больше времени. Но после наладки обработка происходит с большей скоростью. Это делает его идеальным для массового производства. | Подготовка машины к работе требует меньше времени. Однако, поскольку операции выполняются вручную, они не подходят для массового производства. |
Доступен более широкий диапазон скоростей вращения шпинделя, что позволяет использовать его для семейства режущих инструментов. | Меньшее количество скоростей шпинделя для выбора. |
| Ходового винта нет, но с помощью нарезки можно нарезать короткую резьбу. | Наличие ходового винта позволяет нарезать более длинную резьбу. |
| Возможна обработка только короткого конуса. | Может выполнять точение любого типа конуса. |
Револьверный токарный станок против двигателя Поздний
Револьверный токарный станок против токарного станка с токарным станком
Токарный станок с токарным станком был первым изобретением, в котором использовалась шестигранная револьверная головка для установки инструментов. Более того, его введение было усовершенствованием токарных станков с центром и двигателем. Как правило, он имеет много общего с токарно-револьверным станком, поскольку оба они идеально подходят для массового производства деталей. Однако у них есть различия, которые показаны в таблице ниже.
Предоставлено: MechanicalJungle
| Токарно-револьверный станок | Токарно-винторезный станок |
Это может быть горизонтальный или вертикальный токарный станок. | Обычно это доступно только в горизонтальном положении. |
| Револьверная головка крепится непосредственно на седло, которое скользит по направляющим станины. | Крепление револьверной головки осуществляется на ползун, который закреплен на седле. |
| Поскольку суппорт и ползун двигаются вбок, этот станок может обрабатывать более крупные детали. | Поскольку подача осуществляется исключительно ползунком, она ограничена работой с заготовками меньшего размера. |
| Возможно перемещение револьверной головки в боковом направлении от ее станины. | Перемещение револьверной головки вбок невозможно. |
| Кулачковый патрон удерживает заготовку на месте. | Цанга удерживает заготовку на месте. |
| Благодаря жесткой конструкции можно сделать тяжелый рез в заготовке. Хотя, это делает его в целом медленнее в работе. | Из-за нежесткой конструкции невозможно сделать толстый рез. Однако это ускоряет работу. Однако это ускоряет работу. |
Кто такой оператор револьверного станка?
Когда дело доходит до оператора токарно-револьверного станка, это больше, чем кажется на первый взгляд. Например, знаете ли вы, что они зарабатывают в среднем 18,7 доллара в час? Это 38 904 доллара в год! Ожидается, что в период с 2018 по 2028 год карьера вырастет на 8% и создаст 83 800 рабочих мест в США
Чем занимается оператор токарно-револьверного станка
Многие операторы токарно-револьверного станка обладают определенными навыками для выполнения своих обязанностей. Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указаны компьютерные навыки, ловкость и физическая сила.
Как стать оператором токарно-револьверного станка
Если вы заинтересованы в том, чтобы стать оператором токарно-револьверного станка, первое, на что следует обратить внимание, — это необходимое вам образование. Мы определили, что 16,7% операторов револьверных станков имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 0,0% операторов токарно-револьверных станков имеют степень магистра. Несмотря на то, что некоторые операторы токарно-револьверных станков имеют высшее образование, им можно стать только со степенью средней школы или GED.
Мы определили, что 16,7% операторов револьверных станков имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 0,0% операторов токарно-револьверных станков имеют степень магистра. Несмотря на то, что некоторые операторы токарно-револьверных станков имеют высшее образование, им можно стать только со степенью средней школы или GED.
Узнайте больше о том, как стать оператором револьверного станка
Лучшие вакансии оператора револьверного станка рядом с вами
Оператор револьверного станка Карьера
По мере продвижения по карьерной лестнице вы можете начать брать на себя больше обязанностей или заметить, что вы взяли на себя на руководящую роль. Используя нашу карту карьеры, оператор токарно-револьверного станка может определить свои карьерные цели посредством продвижения по карьерной лестнице. Например, они могут начать с такой роли, как машинист, перейти к такой должности, как техник, а затем, в конечном итоге, получить должность начальника производства.
Оператор Turret Tarte Gotion
Machinisttechnicanteam Leader
Supervisor
7 лет
Machinisttechnianciancift Supervisor
Manager
6 лет
Machinisttechniancificproduction Superviser 9000 -Mangerviser
-й годы
Управляющий winer -supervisor
-годиосменной инженер
-госпись. Компьютерный числовой контроллер МашинистИнспектор контроля качестваТехник по обеспечению качества
8. Supervisor по обеспечению качества
6 лет
Компьютерный численный контроллер Machinistmancomeruction EngineerProject Engineer
Manager управление качеством
7 лет
Покажите больше
Top Careers перед оператором Turret Late. Оператор (96 834 рабочих мест)
10,8 %
Оператор ЧПУ (32 345 рабочих мест)
Лучшие карьеры после оператора токарно-револьверного станка
Machinist (15 448 рабочих мест)
13,5 %
Оператор погрузчика (213 020 рабочих мест)
12,2 %
Компьютерный численый контроллер Махинист (32 345 рабочих мест)
9000. 8 %
8 %
Поиск JAP).
ResumeLocationBenefit Specialist Clark Construction Group Jobs
Вакансии техника по техническому обслуживанию
ResumeLocationMaintenance Technician Construction Specialities Jobs
Зарегистрированные рабочие места медсестры
Регистрационная медсестра Хатчинсон.
ResumeLocationCase Manager Westhab Jobs
Операторы револьверных станков в Америке получают среднюю зарплату в размере 38,9 долларов США.04 в год или 19 долларов в час. Верхние 10 процентов зарабатывают более 47 000 долларов в год, а нижние 10 процентов — менее 31 000 долларов в год.
Средняя зарплата оператора башни
$ 38 904 Годовой
$ 18,70 часовые
$ 31 000
10 %
$ 38 0001010
Median
$ 47000
$ 47000
9
.
Обучение оператора револьверного станка
Оператор револьверного станка Специальность
Бизнес
13. 9%
9%
Precision Metal Working
12.7 %
General Studies
11.4 %
Turret Lathe Operator Degrees
High School Diploma
50.0 %
Bachelors
16.7 %
Diploma
15.9 %
The Раздел навыков в вашем резюме может быть почти таким же важным, как раздел опыта, поэтому вы хотите, чтобы он был точным изображением того, что вы можете сделать. К счастью, мы нашли все навыки, которые вам понадобятся, поэтому, даже если у вас их еще нет, вы знаете, над чем вам нужно поработать. Из всех резюме, которые мы просмотрели, 22,4% операторов токарно-револьверных станков указали в своем резюме ручные инструменты, но также важны такие социальные навыки, как навыки работы с компьютером и ловкость.
- ручные инструменты, 22,4%
- RF, 14,4%
- Контроль запасов, 9,7%
- Drill Pres Шаблоны резюме оператора револьверного станка
Zippia позволяет вам выбирать из различных простых в использовании шаблонов оператора револьверного станка и давать советы экспертов.
 Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора токарно-револьверного станка на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора токарно-револьверного станка на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.Демографические данные операторов револьверных станков
Гендерное распределение операторов револьверных станков
Женщины
После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что: люди.
- Наиболее распространенной расой/этнической принадлежностью среди операторов револьверных станков являются белые, что составляет 70,9% всех операторов револьверных станков.
- Наиболее распространенным иностранным языком среди операторов револьверных станков является испанский (75,0%).
Онлайн-курсы для оператора токарно-револьверного станка, которые могут вам понравиться
Раскрытие рекламы Перечисленные ниже курсы являются партнерскими ссылками. Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
Создание траекторий для токарного станка с ЧПУ
Станки с ЧПУ имеют почти бесконечное множество конфигураций для различных областей применения. До сих пор мы говорили только о станках с ЧПУ. Точнее, вертикально-фрезерные центры. В этом курсе мы обратим внимание на токарный станок с ЧПУ. Мы определяем разницу в системе координат токарного станка, инструментах и способах создания конкретных траекторий токарного станка. Хотите вывести свое обучение на новый уровень? Пройдите специализацию Autodesk CAD/CAM для производства, и вы разблокируете дополнительный сертификат Autodesk Creden…
Подробнее на Coursera
Fusion 360 CAD/CAM для фрезерных станков с ЧПУ
Изготовьте любую деталь с помощью фрезерного станка с ЧПУ с помощью Fusion 360…
Подробнее на Udemy
Программирование фрезерных станков с ЧПУ с использованием G-кода
Обучение читать и писать программы ЧПУ с FANUC G Code еще никогда не было так просто. ..
..
Подробнее о Udemy
Показать больше Курсы операторов револьверных станков
Тип работы, который вы хотите
Полный рабочий день
Неполный рабочий день
Стажировка
Временная работа
Как оператор револьверного станка оценивает свою работу?
Вы работаете оператором револьверного станка?
Оцените, как вам нравится работать оператором токарно-револьверного станка. Это анонимно и займет всего минуту.
Оператор токарно-револьверного станка Top Работодатели
Обновлено 9 сентября 2022 г.
604.380-026 — ОПЕРАТОР НАСТРОЙКИ РЕВОЛЮЦИОННОГО ТОКА (механический цех) — Словарь профессий DOT Описание работы
КОД: 604.380-026 Купить DOT: Скачать НАЗВАНИЕ(я): ОПЕРАТОР НАСТАВКИ РЕВОЛЮЦИОННОГО СТАНКА (механический цех) Устанавливает и управляет токарно-револьверными станками для выполнения ряда операций механической обработки, таких как точение, |
 Располагает и фиксирует инструменты в
Располагает и фиксирует инструменты в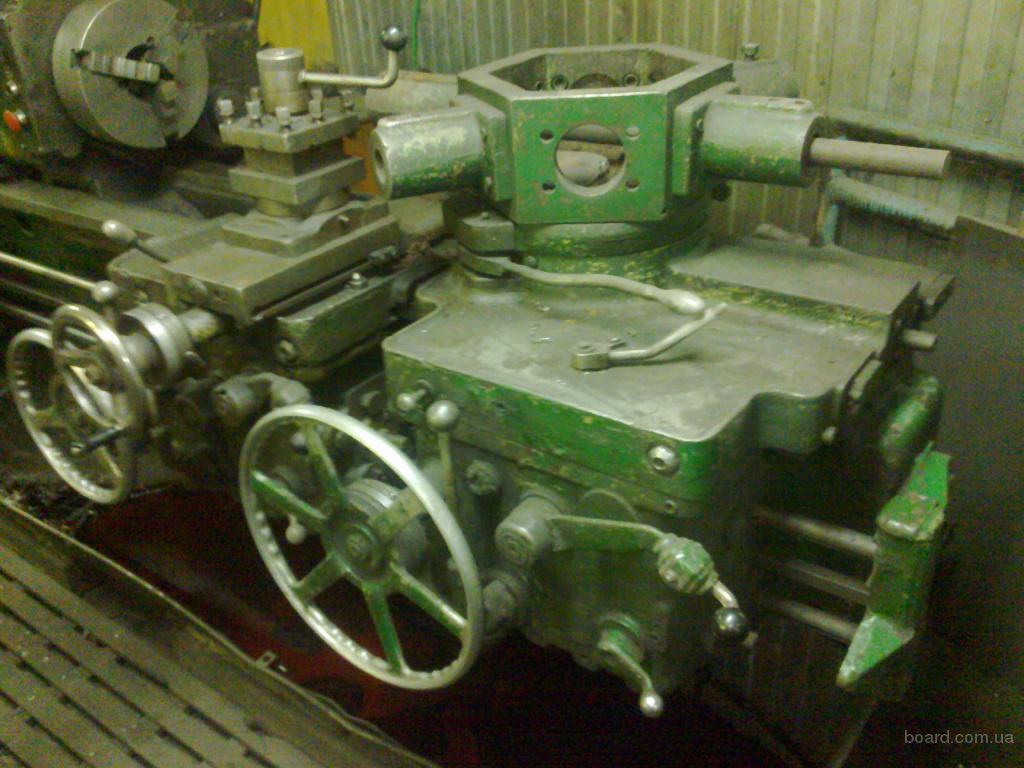 Может потребоваться опыт
Может потребоваться опыт- Индекс словаря названий профессий (DOT)
- Стандартный промышленный
Указатель классификаций (SIC)
- Индекс Сети профессиональной информации (ONET)
- Статистические таблицы переписи населения США
- Китай Статистические таблицы
- Мир
Facts
- Быстрые карты (для вашего веб-сайта)
- Флаги всех стран (для вашего сайта)
- Диграфы
— Коды стран Интернета
- Коды аэропортов
- Коды морских портов
- О климате (+ Глоссарий)
- Иммиграционная супермагистраль
- Главная страница ITA
. Обратная связь
Обратная связь
Языковые переводы | | Испания | Дети | Юристы | Эл. почта «Иммиграционная супермагистраль», «Центральный иммиграционный центр», «Ассистент иммиграционного Expert», «Immigration Expert Pro» и «Immigration USA». товарные знаки компании Information Technology Associates. © 1995 — 2015 Фотий Куцукис и информация Technology Associates (Все права защищены). Отредактировано 26 мая 2003 г. |

Предыдущий
Следующий
Содержание
ОНЕТ
О
КОД: 604.380-026 Купить DOT: Скачать
НАЗВАНИЕ(я):
ОПЕРАТОР НАСТАВКИ РЕВОЛЮЦИОННОГО СТАНКА (механический цех)
Установка и эксплуатация токарно-револьверных станков для выполнения ряда операций механической обработки, таких как точение,
расточка, нарезание резьбы и торцевание металлических заготовок, таких как отливки, поковки и пруток,
в соответствии со спецификациями, инструкциями по инструментам, стандартными таблицами и знанием токарной обработки
процедур: читает чертежи, рабочие задания, инструкции по инструментам и стандартные диаграммы для таких
спецификации, такие как размеры, допуски и инструкции по инструментам, такие как тип крепления
приспособления, скорости резания, скорости подачи и режущие инструменты, которые будут использоваться. Располагает и фиксирует инструменты в
Располагает и фиксирует инструменты в
державки на револьверной головке и поперечном суппорте с помощью гаечных ключей. Перемещает элементы управления для установки указанного поворота
скорости, скорости подачи и глубины резания. Позиционирует и закрепляет заготовку в патроне или на планшайбе,
с помощью гаечных ключей. Индексирует револьверную головку и регулирует положение инструментов на каждой станции по отношению к
заготовки для обеспечения зазора между движущимися частями и обработки заданных размеров и
допуски. Наблюдает за работой и индексирует башню между операциями. Проверяет соответствие
обработанные детали в соответствии со спецификациями с использованием микрометров, штангенциркулей и фиксированных калибров. Поворачивает клапан
и направляет поток охлаждающей жидкости на инструмент и заготовку. Может вычислять такие данные, как размеры,
скорости вращения, скорости подачи и времени обработки, используя знания математики цеха и металла
характеристики. Может работать с неметаллическими материалами, такими как пластмассы.
