Станок тв 16: ТВ-16 Станок токарно-винторезный настольный. Схемы, описание, характеристики
Содержание
Токарный станок ТВ-16: технические характеристики, обзор
Токарный станок ТВ-16 начал выпускаться в 50-х годах прошедшего столетия сразу на нескольких заводах, но сегодня выпуск этой установки полностью прекращен. Агрегат относится к настольному типу и предназначается для обучения молодых специалистов и школьников токарной обработке в условиях учебных заведений – имеет положительные отзывы и используется по сей день. Был разработан на основе аналогичной установки из Чехословакии.
Заводы, занимавшиеся выпуском агрегата, располагались на всей территории бывшего Советского Союза: в Казахстане, Украине, Белоруссии – все произведенные станки были практически полностью идентичны по характеристикам и особенностям конструкции, различия состояли лишь в форме литья основы. Оборудование предназначается для осуществления таких операций, как: обтачивание поверхностей, высверливание и растачивание отверстий, нарезка резьб.
- Токарный станок ТВ-16: технические характеристики
- Электрооборудование
- Конструкция передней и задней бабки
- О суппорте станка
- Составляющие узлы
Токарный станок ТВ-16: технические характеристики
Настольный аппарат имеет такие элементы:
- Литая основа.

- Стол.
- Передний узел оборудования.
- Резцедержатель.
- Механизм подач.
- Механизм привода.
- Система электрооборудования.
- Задний узел.
- Набор зубчатых колес, резцов и прочих необходимых элементов.

Согласно паспорту, установка имеет такие основные характеристики:
- класс точности – ТУ ТВ-16-0001;
- диаметр детали над станиной в максимальном значении – 16 см;
- диаметр детали над резцедержателем в максимальном значении – 9 см;
- длина детали в центрах в максимальном значении – 25 см;
- длина обтачиваемой поверхности в патроне в максимальном значении – 25 см;
- диаметр сквозного отверстия главного вала – 1,8 см;
- диаметр прутка в максимальном значении – 1,7 см;
- количество ступеней при прямом вращении – 6;
- скорость прямого вращения – 160-1600 об/мин;
- количество ступеней при обратном вращении – 6;
- скорость обратного вращения – 160-1600 об/мин;
- продольное перемещение резцедержателя в максимальном значении – 26 см;
- перемещение резцовых салазок в максимальном значении – 10 см;
- количество резьб – 19 метрических;
- мощность главного электродвигателя – 0,5 кВт;
- габариты – 115х60х120 см;
- вес – 150 кг.

Электрооборудование
Электрическая схема установки отличается простотой и не содержит элементов, сложных для освоения, поэтому понять принцип работы устройства будет легко даже начинающим. Перед началом эксплуатации корпус агрегата нужно заземлить посредством специальной колодки, расположенной сбоку, для обеспечения безопасности пользователей.
Электрооборудование установки предназначается для запуска и остановки агрегата, реверсивного запуска двигателя и осуществления блокировки при коротком замыкании или изменении напряжения электросети. За выполнение этих функций отвечают:
- Пакетный реверсивный выключатель.
- Пускатель магнитного типа с двумя кнопками.
- Блок предохранителей.
- Контакты, которые блокируют запуск оборудования, если не закрыты дверцы стола или коробки подач.
- Панель с зажимами, посредством которых агрегат подключают к сети.
Конструкция передней и задней бабки
Главной задачей переднего узла является осуществления основного движения – вращения рабочего вала. В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
В корпусе переднего узла установлен подшипниковый узел, предназначенный для установки главного рабочего вала устройства. Радиально-упорный подшипник, принимающий продольные и радиальные усилия, располагается в переднем конце вала.
На главном вале также расположен шкив, который обеспечивает его заданную скорость вращения, благодаря чему вращение от двигателя передается прямо на главный вал. Конструкцией предусмотрена возможность производить и реверсивное вращение вала, благодаря трензелю, расположенному на переднем узле.
Шпиндельный узел, с расположенным на нем шкивом, располагается на двух подшипниках, имеющих наружную поверхность в форме конуса. Зазор, возникающий между шпиндельным узлом и подшипниками, регулируется перемещением подшипника в продольном направлении в корпусе посредством гайки. Главный вал смазывается при помощи двух прессмасленок и войлочных подушек.
Передний узел имеет такие основные элементы:
- корпус;
- крышка;
- главный вал;
- тензель;
- реверсный рычаг.

Основные функции заднего узла заключаются в поддержании длинных заготовок и в высверливании отверстий. Задний узел перемещается по станине в продольном направлении по треугольным направляющим. Для облегчения перемещения узла установка оснащена эксцентриковой рукоятью.
При обработке конусов конструкцией агрегата предусмотрено перпендикулярное перемещение заднего узла, которое производится по нижней плите посредством винта. В пиноли заднего узла имеется специальное отверстие, которое позволяет осуществлять установку центра с конусом.
Пиноль перемещается вручную посредством, расположенных в ней, винта, гайки и маховика. Перемещение пиноли по необходимым параметрам осуществимы благодаря нанесенной на маховик шкале.
Основными элементами конструкции заднего узла являются:
- Корпус.
- Плита.
- Пиноль.
- Гайка.
- Винт.
- Маховик.
О суппорте станка
К главным функциям суппорта токарного оборудования относятся удерживание и перемещение режущего инструмента. Конструкция суппорта включает:
Конструкция суппорта включает:
- салазки, на которых устанавливается резцедержатель, располагаются в верхней части агрегата и имеют собственные направляющие;
- каретку – несущий элемент, перемещающийся по направляющим литой основы;
- устройство для фиксации резцов.
Перемещение механизма резцедержателя может осуществляться вручную (посредством зубчатого колеса и рейки) или механически (посредством винта и гайки). Верхние и перпендикулярные салазки перемещаются благодаря маточной гайке и винтам с лимбами. Маточная гайка имеет специальный разрез, благодаря которому имеется возможность выбора зазоров при соединении гайки с винтами.
Механизм фиксации резцов разворачивается на 360°, а все его стороны рабочие. Благодаря своим техническим особенностям резцедержатель может быть зафиксирован через каждые 45°. На клиньях располагаются специальные винты, благодаря которым компенсируются образующиеся в направляющих зазоры.
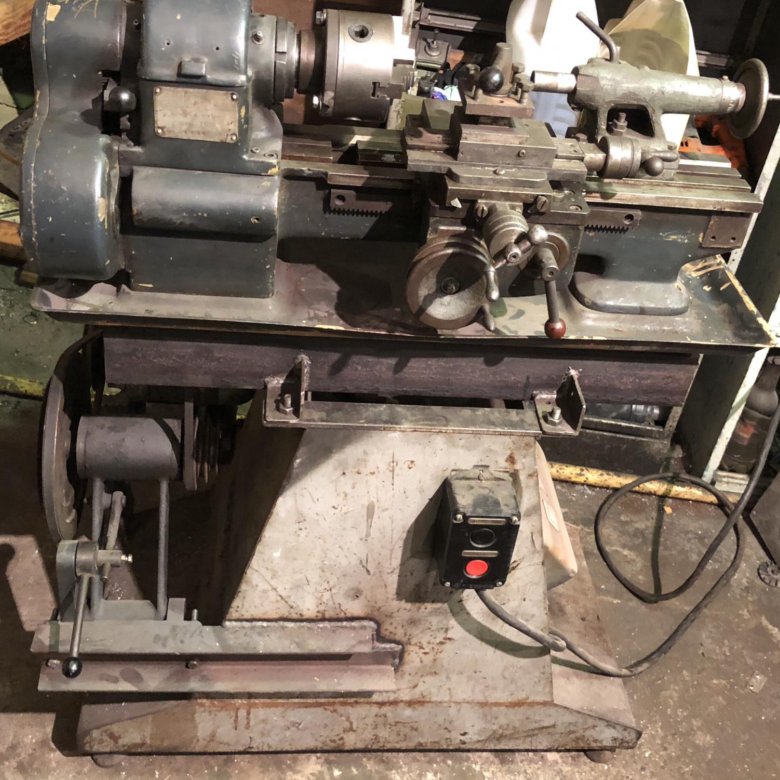
Составляющие узлы
Привод настольной установки состоит из двигателя, который располагается на салазках внутри тумбы, двух клиноременных передач и промежуточного вала. Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Через промежуточный вал, который осуществляет регулировку ременного натяжения при помощи эксцентрикового устройства, передается вращение главному валу. На главном вале и электродвигателе установлены шкивы ступенчатой формы, которые, благодаря своим характеристикам, обеспечивают получение шести разных скоростей.
Основа агрегата предназначена для установки и фиксации всех остальных составляющих конструкции. Производится из литого чугуна, что обеспечивает ее надежность, и имеет коробчатую форму для удобства размещения прочих составляющих устройства. Станок устанавливается на столешницу посредством винтов, что обеспечивает дополнительной надежностью.
В левой тумбе стола находятся привод агрегата и его электросхема, а правая используется для хранения сменных зубчатых колес и резцов. В центре стола находится специальный ящик, который предназначен для хранения прочих необходимых приспособлений.
В передней части рабочей основы установлены гайка и ходовой винт, которые обеспечивают передвижения резцедержателя. При необходимости осевого перемещения заднего узла на основу устанавливаются направляющие в форме «Т», а сам узел оснащен специальными пазами. Резцедержатель перемещается в осевом направлении по треугольным направляющим.
К каретке резцедержателя крепится фартук устройства посредством специальных винтов. В фартуке находится разъемная гайка, которая запускается специальной рукоятью. Гайка и рукоять фиксируются в крайних позициях посредством механизма шарикового типа. Если гайка включена, то осевая подача резцедержателя производится механическим способом от ходового винта.
Если гайка выключена, подача производится вручную, путем вращения маховика. При ручной подаче передвижение резцедержателя осуществляется посредством зубчатого колеса и рейки. Частью конструкции фартука является резервуар, который обеспечивает фартук необходимой смазкой. Масляный раствор заливается в резервуар через каретку.
В конструкции агрегата имеется механизм подач, который позволяет задавать параметры для нарезки резьбы и скорость осевой подачи. Параметры регулируются посредством связи неподвижного зубчатого колеса, которое находится в коробке подач, и планетарной передачи, расположенной на ходовом винте. Подобная схема позволяет в 30 раз снизить число оборотов, которые совершает ходовой винт.
На дверках устройства установлены концевые выключатели, которые останавливают работу двигателя при открывании дверок в процессе его работы.
Управление конструктивными элементами токарного устройства производится посредством следующих органов:
- Рукоять переключения скорости вращения главного рабочего вала.
- Пусковик.
- Кнопочная станция.
- Рукоять изменения направления.
- Рукоять установки положения резцовой головки.
- Рукоять запуска маточной гайки.
- Рукоять передвижения верхних салазок.
- Рукоять установки положения пиноли заднего узла.

- Рукояти передвижения поперечных салазок.
- Маховик осевого перемещения резцедержателя.
Видео: токарный станок ТВ-16.
Republished by Blog Post Promoter
Мой первый токарный станок ТВ-16
Совершенствование способов обработки заготовок идет беспрерывно. При этом механическое резание металлов продолжает оставаться популярным. Ведь основное преимущество этого метода никуда не исчезло – отсутствие каких бы то ни было ограничений в конфигурации изделия. Ведь токарная обработка, шлифование и сверление – это подчас единственное, что может облегчить формообразование деталей в машиностроении и других промышленных отраслях.
Токарный станок ТВ 6 отличается небольшими габаритными размерами и весом. Это превращает его в незаменимого помощника в условиях авторемонтных и других производств малого и среднего масштаба. Такой агрегат занимает минимум площади помещения и потребляет немного электроэнергии. Его устройство достаточно простое, а техническое обслуживание такого станка способен выполнить персонал даже со средним уровнем навыков. А вот к его ремонту следует все же привлекать специалистов с опытом подобной работы. Такой агрегат считается младшим братом по отношению к полноценным промышленным станкам, но в состоянии качественно выполнить определенный набор операций.
Такой агрегат занимает минимум площади помещения и потребляет немного электроэнергии. Его устройство достаточно простое, а техническое обслуживание такого станка способен выполнить персонал даже со средним уровнем навыков. А вот к его ремонту следует все же привлекать специалистов с опытом подобной работы. Такой агрегат считается младшим братом по отношению к полноценным промышленным станкам, но в состоянии качественно выполнить определенный набор операций.
Такие станки целесообразнее использовать для:
- Небольших производственных и ремонтных участков.
- Мелкосерийной и единичной обработки заготовок.
- Предварительных и чистовых работ (с нормальной точностью).
СОВЕТ: Решение о приобретении б/у станков принимайте только по результатам проверки их текущего технического состояния.
При этом особое внимание обратите на:
- Наличие в комплекте задней бабки, электропривода, зажимного патрона.
- Возможность вращения шпинделя и включение движения суппорта.

- Износ узлов трения, радиальный и осевой люфт пиноли задней бабки и шпинделя.
Все обнаруженные неисправности и поломки послужат весомым основанием для понижения стоимости станка. И, конечно же, покупать в первую очередь стоит оборудование со склада при наличии его заводской упаковки или после капитального ремонта.
Описание и назначение токарного станка ТВ 6
Токарно винторезный станок ТВ 6 в состоянии полностью удовлетворить большинству технологических требований к процессам обработки деталей. Его разработали как замену станка модели ТВ-4. Агрегат ТВ 6 несколько отличается от своего предшественника. Это большие мощность двигателя и перемещение резцовой каретки, меньшая длина самого станка и прочее.
Агрегат чаще всего используют в условиях частных СТО, а также в школьных производственных мастерских для обучения детей основам обработки металлов резанием. Станок ТВ 6 предназначен для выполнения относительно не сложных операций. Но специалист-токарь высокой квалификации вполне также сможет точно выточить на нем детали весьма сложной формы. Такие агрегаты применяют в основном в качестве учебного оборудования для работ по металлу, в т. ч. сталей и цветных сплавов. Для резания пластмасс и других подобных материалов станок использовать не рекомендуется, т.к. возможности подавать смазочно-охлаждающие жидкости (СОЖ) в зону резания нет. Ведь в процессе таких работ может выделяться мелкая агрессивная пыль, вредно влияющая на организм учащихся.
Такие агрегаты применяют в основном в качестве учебного оборудования для работ по металлу, в т. ч. сталей и цветных сплавов. Для резания пластмасс и других подобных материалов станок использовать не рекомендуется, т.к. возможности подавать смазочно-охлаждающие жидкости (СОЖ) в зону резания нет. Ведь в процессе таких работ может выделяться мелкая агрессивная пыль, вредно влияющая на организм учащихся.
Токарные станки ТВ 6 начали выпускать на Ростовском заводе малогабаритного станочного оборудования почти 40 лет назад. Агрегат до сих пор пользуется спросом, в особенности для небольших домашних мастерских. Все запчасти и комплектующие для него доступны для покупки по разумным ценам.
Конструкция токарного станка ТВ 6 сделана максимально простой. Тем не менее, он насчитывает большинство узлов, характерных для полновесных токарно винторезных агрегатов. Это суппорт, коробки – передач и подач, ходовые – винт и вал, гитара. Возможности указанных коробок обеспечивают 3-и подачи в сочетании с 6-ю скоростями шпинделя. Все это, к примеру, позволяет нарезать метрическую резьбы разного шага, выполнить другие операции.
Все это, к примеру, позволяет нарезать метрическую резьбы разного шага, выполнить другие операции.
Выход шпинделя из передней бабки выполнен резьбовым. Поэтому монтаж на него 3-х кулачкового патрона (диаметр 100 мм) делается через план-шайбу. В качестве привода станка использован электродвигатель. Он передает крутящий момент по шкивам ременной передачи на вход коробки передач, а оттуда через зубчатые колеса – к шпинделю (его реверс за счет электропривода). Далее вращение передается гитаре, а от нее – коробке подач.
Отсюда движение идет к ходовому винту/валу, в зависимости от выполняемой операции (нарезка резьбы или обтачивание). Гайка в фартуке и проходящий через нее ходовой вал обеспечивают суппорту продольное перемещение вдоль направляющих станины. Масло на шестерни коробки передач попадает за счет разбрызгивания из поддона. Направляющие станины, заднюю бабку, механизмы гитары, фартука и суппорта нужно смазывать в ручном режиме каждую смену.
Кинематическая схема токарного станка ТВ 6 облегчит освоение его внутреннего строения специалистами-ремонтниками, инженерно-техническим персоналом вспомогательных участков предприятий.
В паспорте токарного станка ТВ 6 приведен возможный перечень базовых операций по токарной обработки:
- Подрезание торцов и выполнение фасок.
- Сверление отверстий, их развертка и зенковка.
- Порезка заготовок.
- Нарезание метрической резьбы (три размера по шагу).
- Расточка и точение цилиндрических и конических деталей.
При этом можно достичь достаточно высокого класса шероховатости поверхности деталей. Для резания рекомендуется использовать инструмент, сделанный серийно и соответствующий нормативным документам.
Схема работы коробки
На основном входящем валу двигателя имеется неподвижная шестерня. От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.
Технические характеристики коробки позволяют обеспечить шесть частот вращения в диапазоне от 130 до 700 оборотов в минуту.
Переключение скоростей станка можно выполнять только при отключённом двигателе. Пренебрежение этим правилом приводит к повреждению шестерен коробки и выходу станка из строя. Частоты оборотов следующие:
- 1-я передача – 130 об./мин.
- 2-я передача – 170 об./мин.
- 3-я передача – 235 об./мин.
- 4-я передача – 385 об./мин.
- 5-я передача – 570 об./мин.
- 6-я передача – 700 об./мин.
Рукоятки управления имеют три и два фиксированных положения, соответственно. Коробка скоростей ТВ-6 имеет возможность изменения направления вращения ходового винта и валика. Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
В левом положении шестерни находятся в прямом зацеплении и обеспечивается прямая подача. При переключении рукоятки вправо, в цепь зацепления вводится паразитная шестерня на входящем валу. За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
Основные технические характеристики токарного станка ТВ 6
Ограничения по размерам обрабатываемых деталей:
- Диаметр до 200 (над станиной), 80 (над суппортом) и 12 мм (внутри шпинделя).
- Расстояние между центрами (РМЦ) 350 мм.
Частота вращении шпинделя находится в диапазоне 130 – 700 об/мин. Допустимая нагрузка на станину станка составляет 600 кг. Станок нарезает метрическую резьбу, ее шаг равен быть 0,8; 1,0 или 1,25 мм.
Вес и габаритные размеры агрегата:
- Длина х ширина х высота 1100 * 470 * 1100 мм.
- Вес 300 кг.
Двигатель токарного станка ТВ 6 развивает 1,1 кВт при 1440 об/мин.
Станина
Основанием токарно-винторезного станка ТВ-6 служит станина, изготовленная методом литья из чугуна. Для повышения жесткости в конструкции последней есть усилители. Станина смонтирована на двух тумбах и обеспечивает неплохие технические характеристики токарного станка ТВ-6.
Для повышения жесткости в конструкции последней есть усилители. Станина смонтирована на двух тумбах и обеспечивает неплохие технические характеристики токарного станка ТВ-6.
Непременным условием при этом является установка на горизонтальном фундаменте. Для установки в тумбах есть четыре отверстия, диаметром 17 мм под шпильки. Конструкция станка допускает применение виброгасящих проставок между тумбами и фундаментом. Важно помнить, что точность и безотказность работы механизма напрямую зависят от его установки.
На верхней части станины установлены две направляющие, имеющие в сечении форму призмы, и еще две плоские детали. Передняя призма и задняя плоскость применяются для движения суппорта, а остальные – для перемещения задней бабки. В ходе эксплуатации необходимо контролировать состояние направляющих и осуществлять регулярную чистку и смазку. Износ этих деталей приводит к появлению люфта суппорта, что в свою очередь приводит к снижению точности обработки.
Основным способом контроля состояния является визуальный осмотр.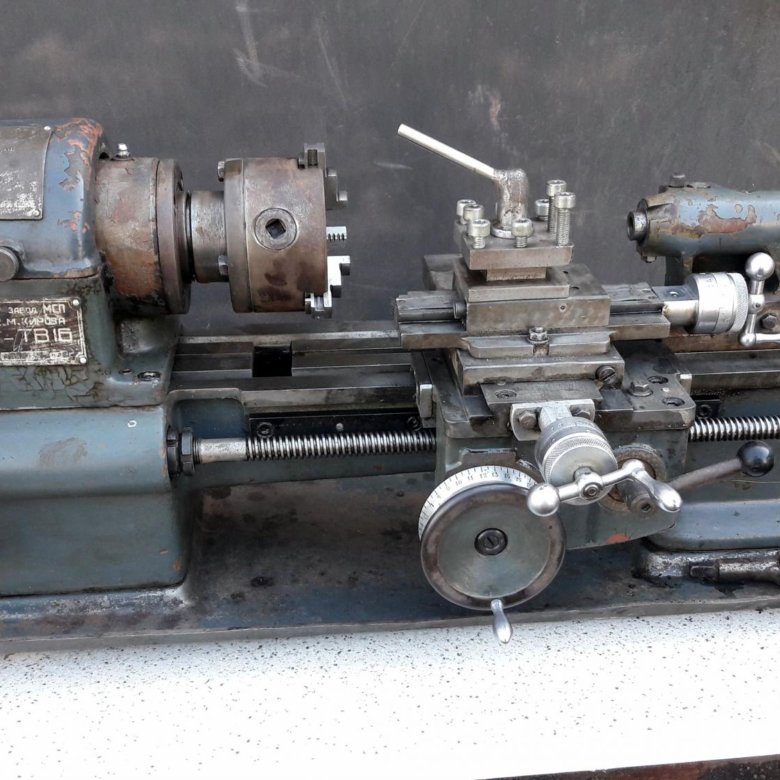 При появлении темного грязного следа от движения суппорта необходимо прекратить работу и промыть направляющие керосином, после чего смазать маслом И-30А.
При появлении темного грязного следа от движения суппорта необходимо прекратить работу и промыть направляющие керосином, после чего смазать маслом И-30А.
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий.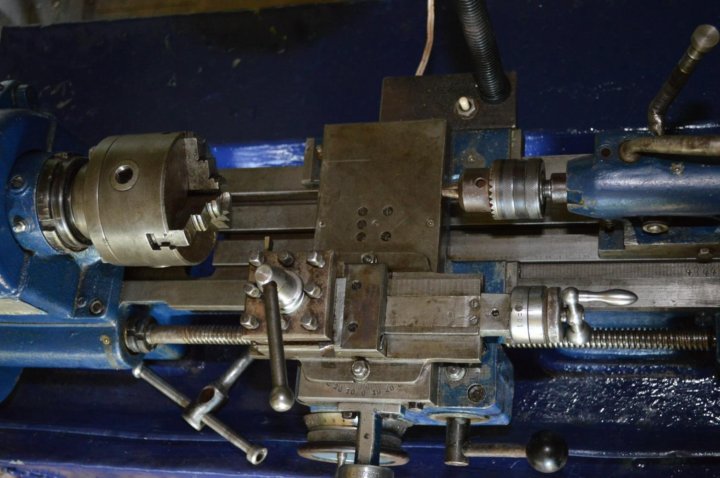 Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 200
- Наибольший диаметр точения над нижней частью суппорта, мм — 125
- Наибольший диаметр обрабатываемого прутка, мм — 15
- Расстояние между центрами, мм — 350
- Наибольшая длина обтачивания, мм — 300
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) — 120, 160, 230, 375, 500, 710
- Пределы продольных подач, мм/об — 0,08; 0,1; 0,12
- Нарезаемые резьбы: метрическая шагом, мм — 0,8; 1; 1,25
- Диаметр отверстия в шпинделе, мм — 16
- Мощность электродвигателя, кВт — 0,6
Особенности технического обслуживания и ремонта токарного станка ТВ 6
В работе станка важную роль играет клиноременная передача.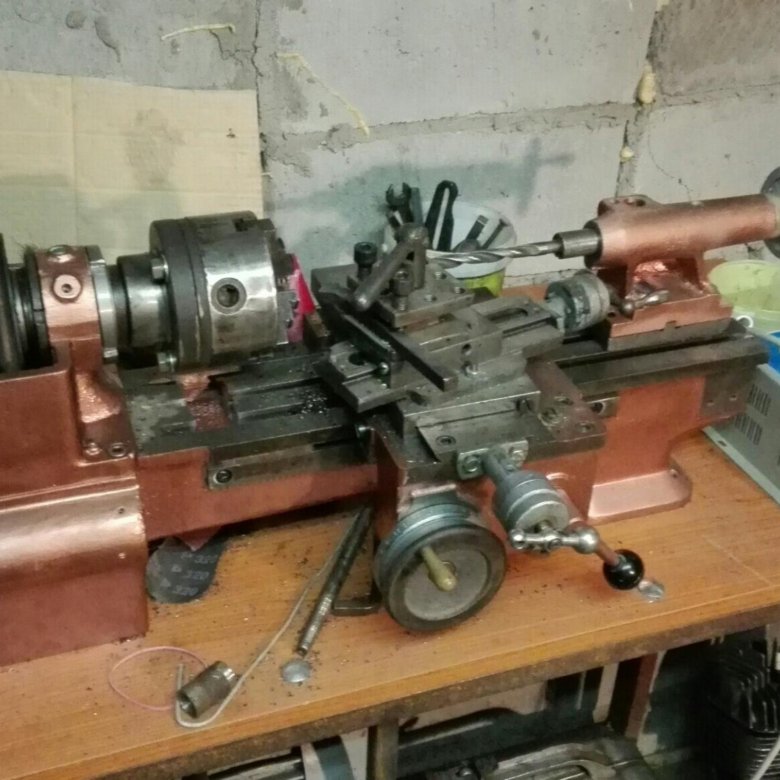 Для ее безаварийной работы важным является регулярный контроль величины натяжения ремня. Такая несложная сервисная операция позволит увеличить ресурс оборудования и поможет получить максимальную мощность на валу электродвигателя главного привода. Если клиновидные ремни плохо натянуты, восстановить это достаточно просто. Для этого несколько ослабляют гайки салазок двигателя, выставляют требуемое усилие натяжения (до 10 кг на каждую ветвь ремня) и снова зажимают соединения с гайками.
Для ее безаварийной работы важным является регулярный контроль величины натяжения ремня. Такая несложная сервисная операция позволит увеличить ресурс оборудования и поможет получить максимальную мощность на валу электродвигателя главного привода. Если клиновидные ремни плохо натянуты, восстановить это достаточно просто. Для этого несколько ослабляют гайки салазок двигателя, выставляют требуемое усилие натяжения (до 10 кг на каждую ветвь ремня) и снова зажимают соединения с гайками.
В случае, если при эксплуатации станка возникла сильная вибрация шпинделя, за этим стоят две основные причины. Первая – несколько раскрутились его винты, что достаточно легко устранить. Вторая – поломка подшипников в опорных узлах, замену которых способен выполнить только квалифицированный и опытный специалист. Также во время обмера подшипников в них могут быть выявлены завышенные зазоры. Устраняют эту неисправность шлифовкой торцов их колец или регулировкой момента затяжки с помощью пары гайка-контргайка.
Совет: Не пренебрегайте работами по техническому обслуживанию станка. Это позволит эксплуатировать его длительное время и выполнять на нем достаточно сложные работы с высокой точностью.
Переделка питания электродвигателя станка ТВ 6 на 220 В
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же. Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе. Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
Bert Kreischer: Машина (TV Special 2016)
- CAST & CUST
- Обзоры пользователей
IMDBPRO
- Special
- 20162016
- TV-MATV-MA
- 1H 9000
IMDB RATIN
7. 6/10
6/10
1.6K
ВАША ОЦЕНКА
Комедия
Специальный стендап-комедия с участием неподражаемого рассказчика Берта Крайшера, который рассказывает серию невероятных и веселых историй — от незабываемой стычки с медведем гризли до его л… Читать всеСпециальный стендап-комедия с участием неподражаемого рассказчика Берта Крайшера, который излагает серию невероятных и веселых историй — от незабываемой стычки с медведем гризли до его легендарных путешествий по России.Специальный стендап-комедия с участием неподражаемого рассказчика Берта Крайшера, который излагает серию невероятных и веселых историй — от незабываемой стычки с медведем гризли до его легендарных путешествий по России.
IMDb RATING
7.6/10
1.6K
YOUR RATING
- Ryan Polito
- Bert Kreischer
- Bert Kreischer
- Ryan Polito
- Берт Крайшер
- Берт Крайшер
 Подробнее на IMDBPRO
Подробнее на IMDBPROФотографии
Top Cast
Bert Kreischer
- Ryan Polito
- Bert Kreischer
.
Больше похоже на это
Берт Крайшер: Тайное время
Берт Крайшер: Эй, большой мальчик
Машина
Хижина с Бертом Крайшером
Tom Segura: Ball Hog
Том Сегура: Совершенно нормально
Том Сегура: В основном рассказы
Том Сегура: Позорный
БЕРТ КРИЕСЕР: СЕМЕЛЧЕСКИЙ ТУРНЫЙ
СОГЛАСНЫЙ
JOE ROGAN: Странно
8.
Сюжетная линия
Отзывы пользователей7
Обзор
Избранный обзор
8/
10
Super Funny
Шоу было веселым, я не мог перестать смеяться. Мое единственное НЕ заключается в том, что финальная история, которую он рассказал, была супер хороша, но звучала слишком хорошо, чтобы быть правдой
Полезно • 2
5
- SmokyMCPOT-78026
- 29 марта, 2020
Детали
- Дата выпуска
- ноября 2016 г. (Соединенные Штаты)
- 4940404
040404040404040404040404040404040404040404040404040404040404040404049н
- Официальный сайт.
 0007
0007 - Production companies
- Bert
- Levity Productions
- See more company credits at IMDbPro
Technical specs
1 hour 10 minutes
- 16:9 HD
Связанные новости
Внесите вклад в эту страницу
Предложите отредактировать или добавить отсутствующий контент
Еще для изучения
Недавно просмотренные
У вас нет недавно просмотренных страниц. , 2018
- Официальный сайт.
- TV-PGTV-PG
- 20M
9000 9000 9000 9000
RATE для науки и находит свою новую зону комфорта в актерском мастерстве.
 После того, как Шелдон проигрывает конкурс на научной ярмарке, он теряет свое преимущество и страсть к науке и находит свою новую зону комфорта в актерском мастерстве. После того, как Шелдон проигрывает конкурс на научной ярмарке, он теряет свое преимущество и страсть к науке и находит свою новую зону комфорта в актерском мастерстве.
После того, как Шелдон проигрывает конкурс на научной ярмарке, он теряет свое преимущество и страсть к науке и находит свою новую зону комфорта в актерском мастерстве. После того, как Шелдон проигрывает конкурс на научной ярмарке, он теряет свое преимущество и страсть к науке и находит свою новую зону комфорта в актерском мастерстве.Оценка IMDB
7,3/10
1,1K
Ваше рейтинг
- Howard Deatch
- Авторы
- Chuck Lorre (Story By)
- Steven Molar Редактор рассказов)
- Звезды
- Iain Armitage
- Зои Перри
- Ланс Барбер
- Howard Deatch
9004
- Писатели
- Howard Deatch
- .
 0040
0040 - Chuck Lorre(story by)
- Steven Molaro(teleplay by)
- Damir Konjicija(story editor)
- .
- Stars
- Iain Armitage
- Zoe Perry
- Lance Barber
- See production, box информация об офисе и компании
- Подробнее на IMDbPro
- Шелдон Купер
Фото11
Лучшие актеры
Иэн Армитаж
Зои Перри
70004
Lance Barber
- George Cooper Sr.

Montana Jordan
- Georgie Cooper
Raegan Revord
- Missy Cooper
Annie Potts
- Meemaw
Jim Parsons
- Sheldon Купер
- (голос)
Рекс Линн
- Директор Петерсен
Брайан Степанек
- Мистер Гивенс
John Hartman
- Dr.
 Goetsch
Goetsch
Jason Alexander
- Gene Lundy
Pam Cook
Lily Keene
- Sueann Ludlow
Ava Cantrell
Aliyah Moulden
- Pepper
Catherine Фишер
Габриэлла Мартинес
Кэли Килпатрик
- Сэнди
- (в титрах)
- Говард Дойч
- Сценаристы
- Чак Лорри (сюжет)
- Стивен Моларо (телеспектакль) (сюжет)
- Дамир Конжиция (редактор сюжета)
- Производство и съемочная группа IMDbPro
Сюжетная линия
Знаете ли вы
- Цитаты
[Шелдона отправили в кабинет директора за то, что он возразил своему учителю естественных наук.
 Он ждет в кабинете секретаря директора, пока она разговаривает с директором Петерсеном]
Он ждет в кабинете секретаря директора, пока она разговаривает с директором Петерсеном]Директор Петерсен: Он знает, что я здесь?
Шелдон: [по громкой связи] Внимание, студенты и преподаватели:
Директор Петерсен: О нет!
Шелдон: Это Шелдон Ли Купер.
Директор Петерсен: [дергает дверную ручку своего кабинета, но она не открывается. Шелдон зажал его стулом с другой стороны] Какого черта…
Шелдон: Нас учили, что тяжелая работа окупается, но это неправда. Я придумал решение, как спасти Землю от астероидов-убийц. И проиграла научную ярмарку Сью Энн Ладлоу и ее машине для вьющихся волос.
[переход к Сью Энн в классе, выглядящая растерянной]
Шелдон: Но проиграл не только я. Мы все проиграли. Просыпайтесь люди. Система сломана.
[переход к его брату, Джорджи, смущенному, в классе]
Шелдон: Настоящие инновации не ценятся. В настоящее время это все о вспышке и стиле. Я виню МТВ. К счастью, мои родители не могут позволить себе кабельное телевидение.

Джордж-старший: [переход к его отцу, Джорджу-старшему, в коридоре] Я могу себе это позволить.
Шелдон: [переход к кабинету директора, где Петерсен вылезает из окна, чтобы добраться до кабинета секретаря] Я призываю вас всех встать! Они не могут отправить всех в кабинет директора. Жуйте жвачку в классе! Используйте карандаш №1! Сходить с ума!
Шелдон: [Директор Петерсен пролезает через окно кабинета секретаря] Это Шелдон Ли Купер, подписываю! Живи долго и процветай!
[выбегает из кабинета]
Директор Петерсен: Беги лучше, маленький сопляк!
Отзывы пользователей
Будьте первым, кто рассмотрит
Подробная информация
- Дата выпуска
- 29 марта 2018 (США)
- Соединенные Штаты
- English
- Filming locations
- Warner Brothers Burbank Studios — 4000 Warner Boulevard, Burbank, California, USA
- Production companies
- Chuck Lorre Productions
- Warner Bros.

0181
