Станок учебный токарный: Школьный токарный станок по металлу купить в интернет магазине Рустан
Содержание
Токарный станок ТВ-101 с ЧПУ KT-GSK 928 (учебный), производство Россия.
Каталог товаров
Главная Каталог оборудования Станки и станочное оборудование Металлообрабатывающие станки Токарные станки Станки с ЧПУ
ТВ-101 с ЧПУ
Продажа станков токарных ТВ-101 с ЧПУ со склада (СПб, Москва, Челябинск, Казань) от производителя, производство Россия.
Прайс-листы с ценами на токарные станки с числовым программным управлением запрашивайте в отделе станочного оборудования.
Станок токарно-винторезный ТВ-101 с ЧПУ KT-GSK 928.
|
Станок токарный ТВ-101 предназначен для профессиональной подготовки операторов, наладчиков ЧПУ и инженерных кадров технических университетов.
Комплект поставки:
| |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНОГО ТВ-101:
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 220 |
| Наибольший диаметр обработки над поперечными салазками суппорта, мм | 125 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм | 19 |
| Наибольшая длина обтачивания, мм | 535 |
| Максимально допустимая масса изделия, устанавливаемого — в патроне, кг — в центрах, кг | 8 15 |
| Пределы шагов всех типов нарезаемых резьб, мм | от 0,25 до 12 |
| Тип конусных поверхностей | Морзе, метрические и др. |
| Высота центров над направляющими станины, мм | 135 |
| Высота центров над поперечной салазкой, мм | 73 |
| Центр в шпинделе, Морзе | 3 |
| Патрон трехкулачковый, Ø мм | 125 |
| Центр в пиноли задней бабки, Морзе | 2 |
| Пределы частот вращения шпинделя в режиме точение/конус, об./мин. | 20…1500 (2000) |
| Пределы частот вращения шпинделя в режиме резьба, об./мин. | 10…100 |
| Шаг подач при точении, мм/об. | по характеру ЧПУ |
| Пределы скоростей быстрых перемещений: — продольное суппорта, м/мин. — поперечное салазок поперечных, м/мин. | 5 3 |
| Максимальное поперечное перемещение салазки с резцом, мм | 125 |
| Высота державки резца, мм | 16 |
| Наибольшее перемещение пиноли задней бабки, мм | 65 |
| Величина поперечного перемещения задней бабки, мм | 5 |
| Мощность серводвигателей, кВт — шпинделя — продольной подачи — поперечной подачи | 1,6 1,0 0,7 |
| Габаритные размеры станка с кабинетным ограждением, мм Длина Ширина Высота | 1550 700 1500 |
| Масса станка, кг | 390 |
Заказать и купить токарный станок ТВ-101 с ЧПУ вы можете с отгрузкой транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России. Наверх
Наверх
Токарно-винторезный станок ТВ-4: характеристики, паспорт, видео, фото
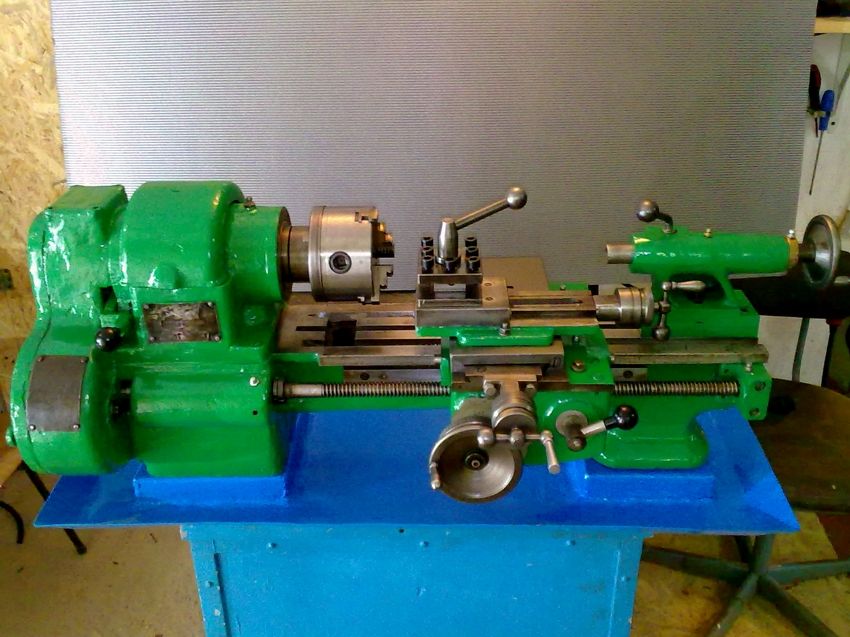
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону.
Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Где купить токарный станок ТВ 4
В данный момент оборудование полностью снято с производства. Купить даже подержанный станок на вторичном рынке практически невозможно.
Современными аналогами отечественного производства являются ТВ-7 и ТВ-9, именно этими моделями сейчас переоборудуются школьные мастерские.
Кроме этих вариантов, вместо ТВ 4 можно рассмотреть станки Proma SPA-500, JET BD-9G, Weiss Machinery ML200 «Универсал» и Optimum TU2304 (220 В).
Современные токарные станки демонстрируются на ежегодной выставке «Металлообработка», там же их можно протестировать и заключить контракт на поставку.
Токарный станок тв 16Токарный станок универсал 2 и 3Токарный станок ТВ 320
Технические характеристики
Настольные токарные станки 16Т02П имеют несколько конструктивных особенностей, которые и определяют нюансы технических характеристик.
Общие параметры
Основные технические характеристики рассматриваемого оборудования с классом точности П:
- размер обрабатываемой заготовки над станиной – 12.5 см;
- над суппортом – 5 см;
- длина заготовки в центрах – 250 мм;
- высота центров над плоскими управляющими станины – 68 мм.
Есть также определенные отличия для отдельных элементов конструкции, которые и определяют более высокую точность и другие преимущества оборудования.
Шпиндель
Шпиндель расположен в корпусе передней бабки и крепится на трех шарикоподшипниках. В передней опоре установлены радиально-упорные подшипники. Технические характеристики шпинделя:
- ступени частот прямого вращения – 6;
- частота прямого вращения – 400-4000 об/мин;
- диаметр сквозного отверстия – 10.2 мм.
На корпусе бабки имеются два специальных глазка за наблюдением, за уровнем масла и наполнением маслом канавок подшипников.
Суппорт и подачи
Продольное перемещение суппорта осуществляется вручную. Для суппорта следующие технические характеристики:
- максимальное поперечное перемещение суппорта – 60 мм;
- на одно деление поперечное перемещение суппорта – 0.01 мм;
- верхние резцовые салазки перемещаются на 65 мм;
- верхняя каретка поворачивается в диапазоне +- 30°.
Суппорт в станке крестовой с возможностью продольного и поперечного перемещения салазок. Оба вида перемещения выполняются вручную.
Крепится на станине при помощи эксцентрикового зажима. Максимальное перемещение пиноли у задней бабки – 4 см.
Электрооборудование
Станок оснащен электродвигателем главного привода, с мощностью 0.25 кВт. Основные характеристики электрооборудования:
- мощность сети – 380 В;
- потребляемая мощность – 11 кВт;
- мощность сети управления – 110 В;
- частота – 50Грц.
Пуск электродвигателя осуществляется нажатием кнопки. Для ограничения холостого хода имеется реле времени, для защиты электродвигателя от перегрузки в схеме имеется тепловое реле.
Габариты и масса
Настольный станок по сравнению с аналогами имеет небольшую массу. Это создает удобства для маленьких цехов и частных мастерских, в том числе часовых. Общая масса оборудования по паспорту – 35 кг. При этом габариты, агрегата следующие:
- длина – 5 см;
- ширина – 52 см;
- высота – 30 см.
Это позволяет разместить станок на ограниченном пространстве.
Конструкция агрегата, его главные узлы
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка.
 Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий. - Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка.
 Суппорт считается узлом передвижения резца в требуемое положение.
Суппорт считается узлом передвижения резца в требуемое положение.
Токарный станок ТВ-4
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
Суппорт. Подачи Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы
Паспорт токарно-винторезного станка ТВ-4, 1969
Токарно-винторезный станок, модель ТВ-4. Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973
Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Оглоблин А.Н. Основы токарного дела, 1967
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Токарный станок ТВ-4. Видео
- Школьные токарные станки. Обзор
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба.
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станке - Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Переделка питания электродвигателя станка ТВ 6 на 220 В
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же. Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе. Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
Правила эксплуатации
Так как станок по металлу относится к классу учебного оборудования его установку, наладку и эксплуатацию должны выполнять квалифицированные профессионалы. Перед процессом работы, учащиеся в обязательном порядке знакомятся с конструкцией оборудования, его техническими характеристиками, а также правилами по технике безопасности.
Для установки оборудования необходимо обустроить фундамент высотой 100 мм. Для этого можно использовать деревянные бруски или сделать бетонное основание
Так как в конструкции станка ТВ-4 не предусмотрены механизмы регулировки уровня — следует особое внимание обращать на отсутствие перепадов высот платформы. Альтернативным вариантом является монтаж специальных регулируемых опор. Кроме этого, важными моментами эксплуатации станка являются:
Кроме этого, важными моментами эксплуатации станка являются:
- подготовка к работе.
 Оборудование очищается от антикоррозийной жидкости, заполняется емкость смазывающей жидкостью для коробки передач. При подключении к электросети обязательно обустраивается заземляющий контур, устанавливается УЗО;
Оборудование очищается от антикоррозийной жидкости, заполняется емкость смазывающей жидкостью для коробки передач. При подключении к электросети обязательно обустраивается заземляющий контур, устанавливается УЗО; - работа на станке. Сначала нужно проверить, чтобы все рукояти стояли в исходном положении. После этого можно приступать к предварительным настройкам токарной обработки. Заготовка фиксируется между передней и задней бабкой, выставляется расположение резца с помощью механизмов резцедержателя;
- профилактика. После выполнения работы в обязательном порядке удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования основных узлов и агрегатов. Перед запуском контролируется уровень масла.
В видеоматериале показан подробный обзор модели:
ТВ 4 хорошо известен многим учащимся средних школ Советского Союза, так как именно на нем они учились выполнять простейшие токарные операции.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Характеристики токарных станков ТВ 4
Токарные станки ТВ 4 отличается надежностью и долговечностью. Станок имеет массу 280 килограмм, что намного меньше веса профессионального оборудования. По габариту устройства составляют 1100 x 470 x 1020 миллиметров (сначала указывается длина, дальше ширина, затем высота). Станок оборудован электрическим приводом, мощность которого составляет 600 Ватт.
Над станиной возможна установка детали с диаметром до 20 сантиметров, диаметр точения над нижней частью суппорта устройства составляет 12,5 сантиметров.
При помощи станка можно делать прутки диаметром до 15 миллиметров. Расстояние между центрами учебного оборудования составляет 25 сантиметров или 350 миллиметров. Шпиндель станка может вращаться с частотой от 120 до 710 оборотов за минуту.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.
На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.

- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Использование
Ввиду того что станок причисляется к учебному оснащению, устанавливать, налаживать его должны специалисты. Перед началом работы ученики обязательно изучают конструкцию устройства, его эксплуатационные показатели, технику безопасности.
Для монтажа станка нужно создать фундамент высотой 10 см. Для этого возможно применять бруски из дерева, бетон. Необходимо следить за тем, чтобы не было перепадов высот платформы. Можно монтировать особые регулируемые опоры.
Существуют определенные правила эксплуатации, которым нужно следовать:
- Подготовительные работы. Оснащение чистится от противокоррозийного средства, в специальную емкость заливается смазка для коробки скоростей.
 При подсоединении к электрической сети в обязательном порядке делается заземление, монтируется УЗО;
При подсоединении к электрической сети в обязательном порядке делается заземление, монтируется УЗО; - Обработка детали. Прежде всего надо удостовериться, что все рукоятки находятся в стандартном положении. Затем можно выполнять настройку. Деталь закрепляется промеж передней и задней бабки. Положение инструмента определяется посредством механизмов резцедержателя;
- Профилактические работы. После завершения обработки обязательно убираются опилки металла, выполняется проверка целостности и правильности работы ключевых частей станка. Перед пуском проверяется количество смазки.
Данное учебное оборудование не предназначается для массового производства. Ввиду этого его нельзя подвергать высоким нагрузкам. Может сломаться любая часть станка, например, резцедержатель.
Подробнее ознакомиться с особенностями эксплуатации устройства можно, посмотрев нижеприведенное видео.
Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.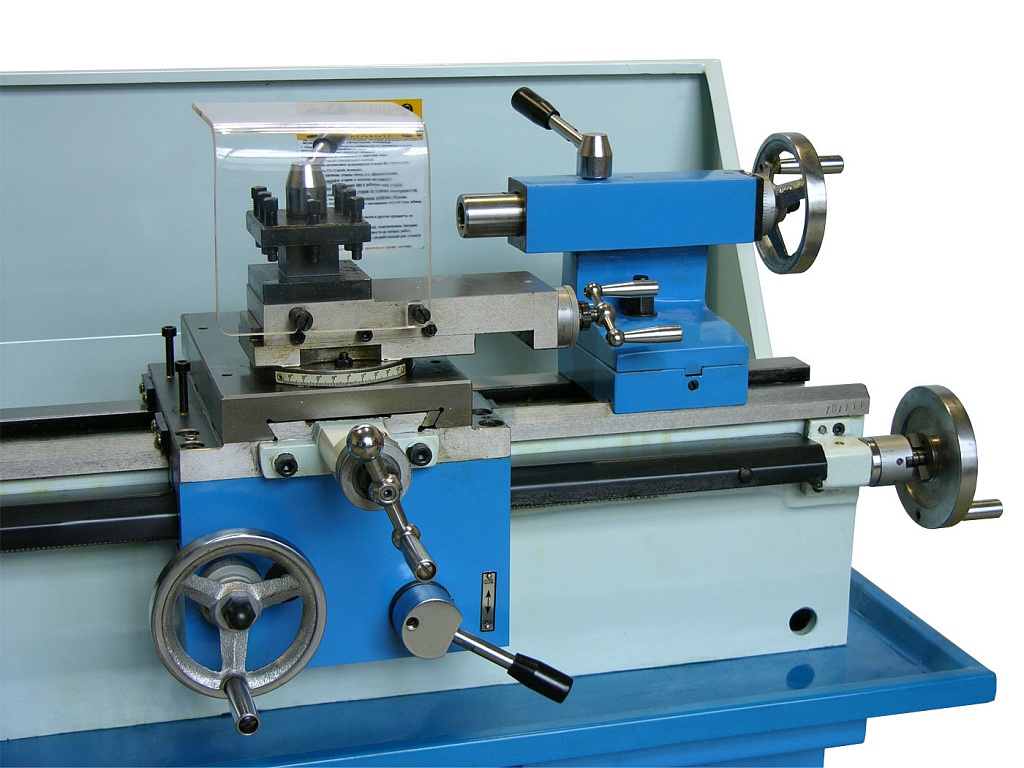
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.
Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали
Прежде всего, проверить крепление инструмента и обтачиваемой детали
Учебные мастерские — tiptis
Учебно-производственный корпус «А» ул. Ленина, здание 69 | |
Кабинет № : Токарно-механическая мастерская Токарно-механическая мастерская создана в 2016 году. Местоположение: главный корпус, г. Железногорск, ул. Ленина, д.69, цокольный этаж. Площадь мастерской – 309 м2 На базе мастерской проводятся учебные практики для студентов следующих профессий: — 15.01.25 «Станочник (металлообработка)» — 15.01.34 «Фрезеровщик на станках с числовым программным управлением» Оборудование токарно-механической мастерской включает в себя более 30 станков различных модификаций и назначений:
Мастерская оснащена современными режущим, мерительным и слесарным инструментами и расходными материалами. В токарно-механической мастерской организовано обучение граждан на профессиональных курсах по направлениям: — Станочник широкого профиля – 2,5 месяца — Токарь – подготовка 2,5 месяца — Фрезеровщик – подготовка 2,5 месяца — Токарное дело – подготовка 2 недели — Фрезеровка – подготовка 2 недели В соответствии с планом профориентационной работы в мастерской реализуется локальный проект «PROFI TRAVEL», направленный на ознакомление школьников с основами профессии «Станочник». База токарно-механической мастерской позволяет выполнять различные заказы: — расточка тормозных барабанов, — шлифовка и фрезеровка различных металлический деталей, — изготовление штуцеров, шпилек, втулок и т.д. Полезные ссылки: | |
Кабинет № : Мастерская станков с ЧПУ Мастерская станков с ЧПУ создана в 1990 году. Местонахождение: главный корпус, г. Железногорск, ул. Ленина, д.69, 1 этаж. Площадь мастерской – 100,6 м2. Участок станков с ЧПУ включает в себя оборудование и наборы инструментов, предназначенные для проведения занятий производственного обучения по профессии 15.01.25 «Станочник (металлообработка)». Оборудование мастерской включает в себя: — Токарный станок с ПУ 16К20Т1 — Токарный станок с ПУ 16К20Т1 — Токарный станок с ПУ 16К20Т1 — Токарный станок с ПУ 16к20Ф3 — Станок сверлильно — фрезерный СФ1 — Станок заточной — Шкафы для хранения инструмента – 3 шт. — Столы слесарные – 3 шт. Виды учебных практических занятий: — токарная обработка деталей, — сверление заготовок, — заточка инструментов. Полезные ссылки: | |
Кабинет № : Слесарно-механическая мастерская Слесарно-механическая мастерская создана в 2014 году. Введена в эксплуатацию после капитального ремонта и полной модернизации в 2016 году. Местонахождение: главный корпус, г. Железногорск, ул. Ленина, д.69, 1 этаж. Площадь мастерской – 100,3 м2 В мастерской предусмотрены: — раздевалка (3,2 м2), — инструментальное помещение (17,4 м2). Мастерская оснащена 12 рабочими местами. Слесарно-механическая мастерская включает в себя оборудование и наборы инструментов, предназначенные для проведения занятий производственного обучения по профессиям 15.01.30 «Слесарь» и 15.01.20 «Слесарь КИПиА». Оборудование мастерской состоит из: одноместные верстаки, инструменты, плиты для правки, притирки, сверлильный станок, сверлильные инструменты, гидравлический пресс, заточной станок, шлифовальный станок, свёрла по металлу. Виды учебных практических занятий: — слесарная обработка деталей – сверлильные, точильные работы, хонингование, шлифование, — изготовление, сборка и ремонт приспособлений, режущего и измерительного инструмента, — сборка, ремонт, разборка сборочных единиц, узлов и механизмов машин, оборудования, агрегатов. На базе мастерской организовано производство различных скобяных изделий по заказам от организаций и граждан. Также производится изготовление и сборка малогабаритных металлоконструкций (баннеры, велосипедные парковки, стеллажи, ограждения и др.) Полезные ссылки: | |
Кабинет № 301: Паяльная мастерская Местонахождение: корпус «А», адрес: ул. Ленина, 69, 3 этаж. Площадь кабинета-102,6 м2. Кабинет предназначен для проведения учебной практики и лабораторных занятий для профессии: — 15.01.20 Слесарь по контрольно-измерительным приборам и автоматике. На базе паяльной мастерской проводится специализация выпускников профессии: «Слесарь КИПиА» по выполнению работ «Монтажник радиоэлектронной аппаратуры». Паяльная мастерская оснащена паяльными станциями, микроскопами и наборами паяльных инструментов и ориентирована на 12 рабочих мест, каждое из которых оборудовано индивидуальной вытяжкой и освещением. Краткий перечень оборудования:
В профориентационной работе данная мастерская используется в качестве локации на «День открытых дверей» и как постоянная экскурсионная площадка для школьников и абитуриентов. Полезные ссылки: | |
|
| |
|
| |
Учебный корпус «Б» ул. | |
| |
| |
| |
| |
| |
| |
Учебный корпус «В» ул. Белорусская д. 45а | |

 Организована профессиональная подготовка школьников по профессии «Станочник» с выдачей сертификата установленного образца.
Организована профессиональная подготовка школьников по профессии «Станочник» с выдачей сертификата установленного образца.


 Ленина, здание 61
Ленина, здание 61
ТВ-4 (ТВ4) Станок токарно-винторезный школьный. Схемы, описание, характеристики
Ростовским комбинатом учебного оборудования начал выпускаться токарный школьный станок ТВ 4 еще в начале 1970-х годов. И по сей день он используется для обучения школьников и студентов, а также нередко встречается в личных мастерских и мелких предприятиях. Это универсальное устройство имеет много положительных отзывов пользователей и подходит для хобби. Оно позволяет выполнять такие виды работ, как:
- точение поверхностей цилиндров и конусов – внутренних и внешних;
- обработка торцов;
- нарезка резьбы резцом или метчиком;
- отрезка;
- высверливание отверстий.
Работа агрегата осуществляется путем вращения болванки в патроне или центрах. Основной рабочий вал устройства осуществляет вращение за счет ременной передачи, получаемой от электрического двигателя. При выполнении токарных операций резцы подводятся к обрабатываемой болванке благодаря второстепенному движению подачи.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 — станок сверлильный настольный Ø 16
- СНВШ-1 — станок сверлильный настольный Ø 12
ТВ-4 (ТВ4) Станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Электрооборудование
Процесс вращения в станке происходит за счет трехфазного электродвигателя с мощностью 1 кВт, который рассчитан для подключения к электросети 380 В. С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
Важно! При сбоях в электропитании, перерывах и временном отсутствии необходимо в обязательном порядке отключать оборудование от источника питания.
Расположение органов управления токарным станком ТВ-4
Расположение органов управления токарным станком тв-4
Таблички для ручек управления токарным станком тв-4
Спецификация органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Управление станком ТВ-4
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».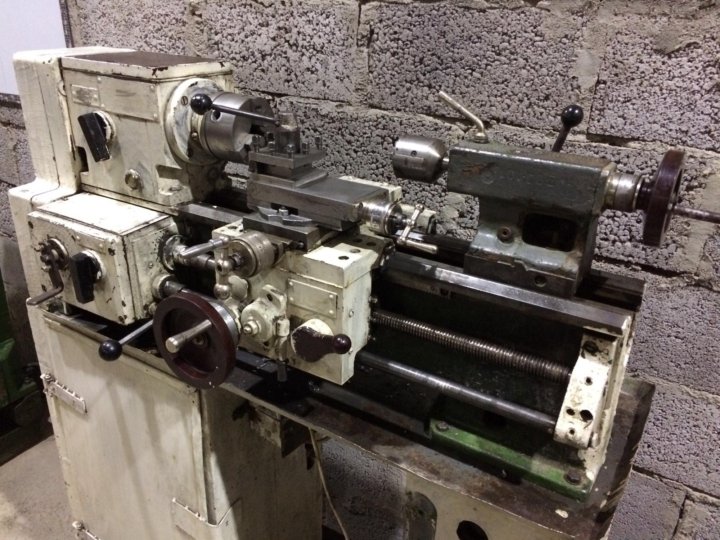
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 1).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта («Л» —левое или «П» — правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в правом положении — «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «от себя».
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении».
Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 5 в зависимости от желаемого направления подачи суппорта (левое или правое).

- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в левом крайнем положении — «вал».
- На фартуке — рукоятка самохода 8 во включенном положении «на себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
Положение рукояток и рычагов при ручной продольной подаче ходовым валиком
- На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
- На коробке подач — положение рычага «винт — вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки — в верхнем положении.
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
- Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач. При подключении к электрической сети обустраивается заземляющий контур и УЗО.
- Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
- Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.

Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
Схема кинематическая токарно-винторезного станка ТВ-4
Кинематическая схема токарно-винторезного станка тв-4
Спецификация подшипников токарного станка тв-4
Назначение оборудования
В разрезе обучения токарному делу — ТВ-4 по праву может называться универсалом. На нем доступны большинство операций обработки заготовок. На станке можно:
- делать рассверливание;
- производить нарезку внутренних и наружных резьб метрических, при этом данная операция может производиться как механикой, которой оснащено устройство, так и ручным способом. Доступны классическая схема резьбы, а также ее трапецеидальная, дюймовая, упорная версия;
- нарезать резьбы с широким диапазоном изменения шага;
- производить сложные нарезки многозаходной резьбы;
- делать зенкеровку;
- производить обработку торцов, подрезку заготовки.

Оборудование позволяет обрабатывать наружные поверхности заготовок пруткового типа, например, точить вал.
Конструкция основных узлов токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-4
Чертеж передней бабки токарного станка тв-4
Чертеж передней бабки токарного станка тв-4
Передняя бабка токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки станка тв-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передняя и задняя опоры шпинделя токарного станка тв-4
Шпиндель станка ТВ-4 смонтирован на 3-х подшипниках:
- Передняя опора шпинделя — два однорядных радиально-упорных шарикоподшипника № 46207, класс точности Н, размер 35х72х17 мм
- Задняя опора — шарикоподшипник радиальный однорядный № 206, класс точности Н, размер 30х62х16 мм
Подшипник № 46207 (7207)
Это шариковый радиально-упорный однорядный подшипник. Который прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
Который прекрасно справляется как со значительными радиальными, так и с осевыми односторонними нагрузками (до 150% от неиспользованной допустимой радиальной). Для жесткой осевой фиксации (например, в станках, требующих высокой точности обработки) вала их устанавливают попарно.
В нашей стране выпуск их осуществляется на саратовском (3 ГПЗ) и Самарском СПЗ-4 (4 ГПЗ).
Если раньше широко применялись подшипники этого типа высокой степени точности, то теперь только шестой, поэтому и производятся только две модификации — 6-46207Е5, 6-46207Л (полиамидный и латунный сепараторы).
Импортные подшипники этого типа имеют маркировку 7207A. Сепаратор из латуни в номере отражается наличием буквы М, из полиамида — буквы D.
Размеры и характеристики подшипника 46207 (7207):
- Внутренний диаметр (d): 35 мм;
- Наружный диаметр (D): 72 мм;
- Ширина (H): 17 мм;
- Масса: 0,289 кг;
- Диаметр шарика: 11,112 мм;
- Количество шариков: 12 шт;
- Диаметр борта наружного кольца: 60,2 мм;
- Диаметр борта внутреннего кольца: 46,9 мм;
- Грузоподъемность динамическая: 29 кН;
- Грузоподъемность статическая: 16,4 кН
- Номинальная частота вращения: 11000 об/мин.

Схема подшипника 46207 токарного станка ТВ-4
Регулирование шпиндельных подшипников на токарно-винторезном станке ТВ-4
Передняя опора шпинделя токарного станка тв-4
Регулирование радиального зазора передних подшипников и осевого зазора шпинделя производится посредством гайки 1 и контргайки 2 (рис. 11).
Произведя регулировку подшипников, необходимо проверить шпиндель на радиальный отжим. Для этого в коническое отверстие шпинделя нужно вставить оправку с коническим хвостовиком и свободной длиной 150 мм.
К центрирующей поверхности шпинделя подвести пуговку индикатора и за свободный конец оправки вручную отжать шпиндель.
При этом отклонение стрелки индикатора не должно превышать 0,02 мм. Кроме того, шпиндель должен легко провертываться.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4
Чертеж коробки подач токарно-винторезного станка ТВ-4
Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис. предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Фартук токарно-винторезного станка ТВ-4
Задняя бабка токарно-винторезного станка ТВ-4
Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
Суппорт.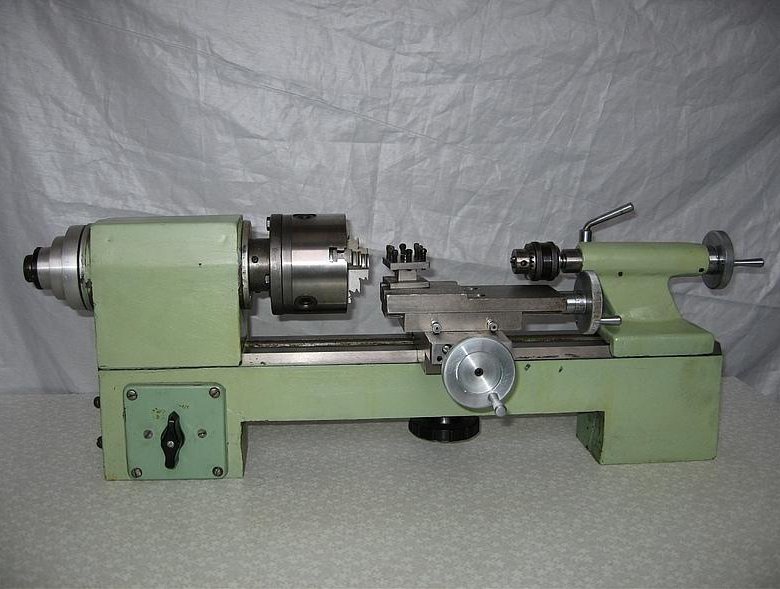 Подачи Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
- Паспорт токарно-винторезного станка ТВ-4, 1969
- Токарно-винторезный станок, модель ТВ-4.
 Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973
Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки.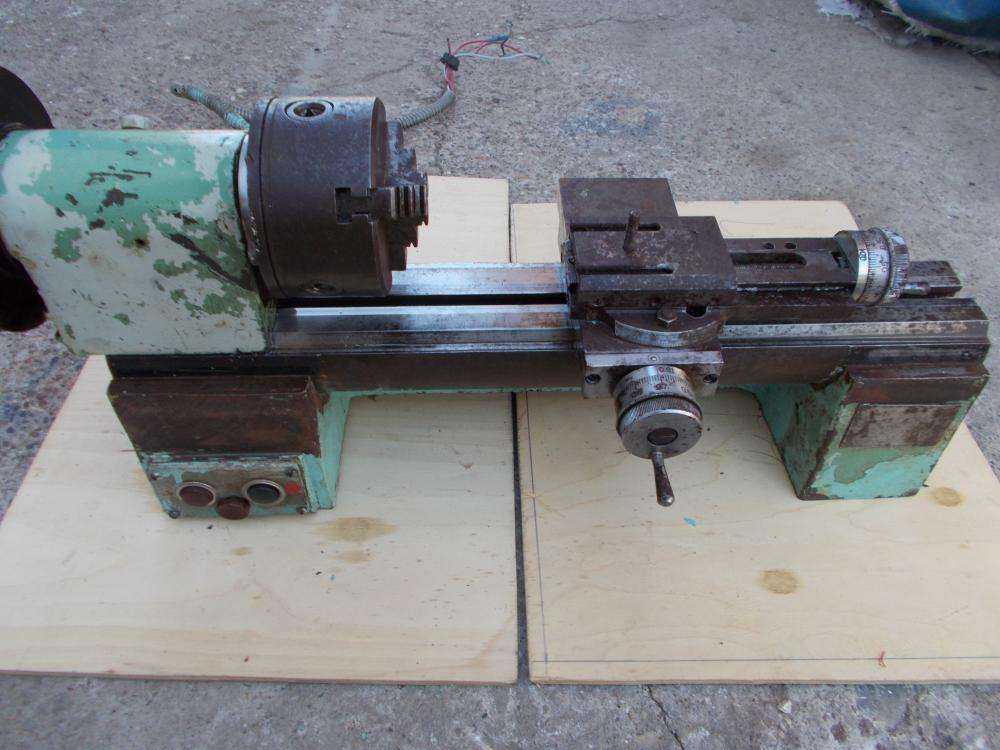 Дополнительная информация
Дополнительная информация
- Токарный станок ТВ-4. Видео
- Школьные токарные станки. Обзор
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Учебный настольный токарный станок с компьютерной системой ЧПУ (класса PCNC) модели НТ-5Ф3
Навигация:Главная›Для ВУЗов, техникумов и ПУ›Станки и прессы с компьютерными системами ЧПУ. CAD/CAM-технологии›Учебный настольный токарный станок с компьютерной системой ЧПУ (класса PCNC) модели НТ-5Ф3
В избранномВ избранное Артикул: УП-603 Цена: предоставляется по запросу Задать вопрос по оборудованию | ||||||||||||||||||||||||||||||||||||||||||
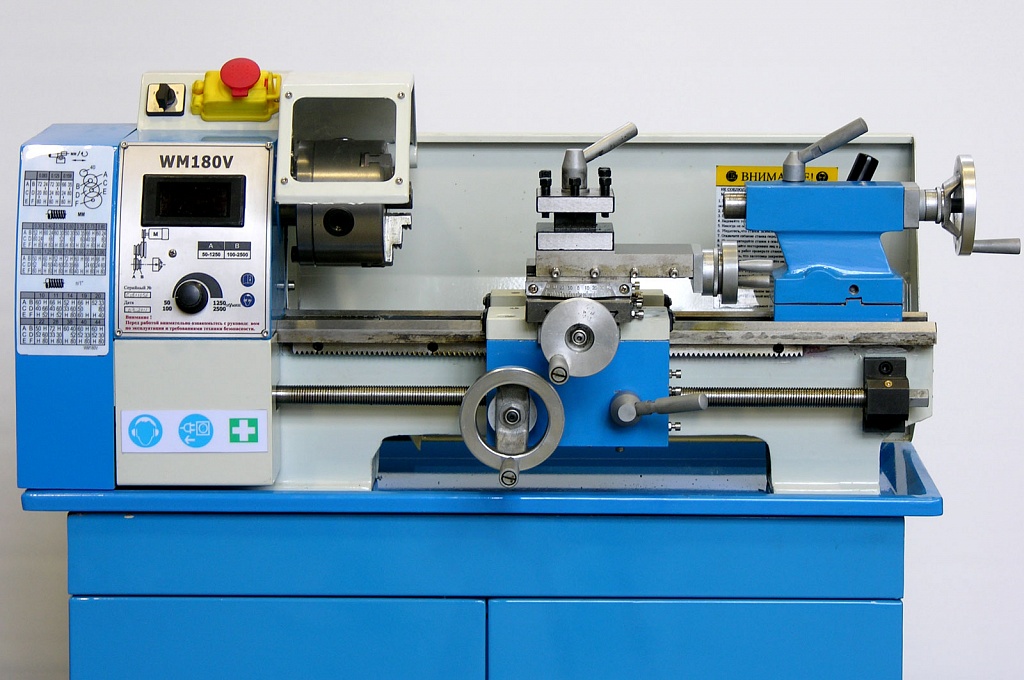
Учебный настольный токарный станок повышенной точности с компьютерным управлением модели НТ-5Ф3 выполнен на базе станка с ручным управлением модели WM180V имеющем сертификат соответствия № РОСС СN. На станке можно выполнять токарные операции в «ручном» или автоматическом режимах в соответствии с управляющей программой на заготовках из дерева, пластмасс и металлов. Управление станком осуществляется от персонального компьютера в системе Windows. Управляющие программы для обработки деталей составляются с использованием простых стандартных функций. Компьютерные имитаторы станка и устройства числового программного управления позволяют имитировать обработку на станке (выполнять наладку и программирование, изготовлять виртуальную деталь по созданной управляющей программе), а затем запускать станок НТ-5Ф3 на изготовление реальной детали. Основные параметры станка
Привод продольной подачи оснащен шариковинтовой передачей. Системные требования (минимальные) к компьютеру:
← Назад |
 MM03.AO3279 и предназначен для подготовки профессиональных кадров и технического творчества как при индивидуальном, так и при групповом использовании. Применение станка, дает знания и навыки в области станков, инструмента, технологии, электроприводов, систем управления и современных информационных технологий, способствует развитию креативных способностей личности и профориентации.
MM03.AO3279 и предназначен для подготовки профессиональных кадров и технического творчества как при индивидуальном, так и при групповом использовании. Применение станка, дает знания и навыки в области станков, инструмента, технологии, электроприводов, систем управления и современных информационных технологий, способствует развитию креативных способностей личности и профориентации. Станок безопасен и надежен в эксплуатации, оснащен защитной кабиной, не требует специального обслуживания.
Станок безопасен и надежен в эксплуатации, оснащен защитной кабиной, не требует специального обслуживания.
Обработка пищевых продуктов. ИТАЛИЯ
Химические технологии. EDIBON
Пищевые технологии. EDIBON
Окружающая среда. EDIBON
3D Физика. EDIBON.
Энергия. EDIBON
Механика и материалы. EDIBON
Гидромеханика и аэродинамика. EDIBON
Термодинамика и термотехника. EDIBON.
Оборудование PHYWE (Германия)
Гидромеханика
Обучающие тренажеры по системам самолетов и кораблей
Конструкции. Архитектура
Испытания материалов
Аэродинамика
Строительные учебные 3D принтеры
Лаборатории National Instruments
Автоматика. Автоматизация и управление производством
Автоматизация и управление производством
Автомобили и автомобильное хозяйство
Альтернативные и возобновляемые источники энергии
Аэрокосмическая техника
Безопасность жизнедеятельности. Защита в чрезвычайных ситуациях
Военная техника.
Вычислительная и микропроцессорная техника. Схемотехника
Газовая динамика. Пневмоприводы и пневмоавтоматика.
Газовое хозяйство
Гидропневмоавтоматика и приводы
Детали машин
ЖД
Информатика
Источники напряжения, тока и сигналов. Измерительные приборы
Легкая промышленность. Оборудование и технологии общественного питания.
Медицина. Биоинженерия
Метрология. Технические и электрические измерения
Механика жидкости и газа
Микроскопы
Научное и лабораторное исследовательское оборудование
Начертательная геометрия
Нефть, газ.
Оборудование для мастерских электромонтажа и наладки, производственных практик и технического творчества
Прикладная механика
Радиотехника. Телекоммуникации. Сети ЭВМ
Телекоммуникации. Сети ЭВМ
Радиоэлектронная аппаратура и бытовая техника
Робототехника и мехатроника
Сельскохозяйственная техника. Контроль качества сельхозпродуктов
Силовая электроника. Преобразовательная техника
Сопротивление материалов
Симуляторы печатных машин
Станки и прессы с компьютерными системами ЧПУ. CAD/CAM-технологии
Теоретическая механика
Строительство. Строительные машины и технологии
Теория механизмов и машин
Теплотехника. Термодинамика
Технология машиностроения. Обработка материалов
Учебные наглядные пособия
Физика
Химия
Экология
Электрические машины. Электропривод
Электромеханика
Электромонтаж
Электроника и микроэлектроника
Электротехника и основы электроники
Электроэнергетика. Релейная защита. Электроснабжение
Энерго- и ресурсосберегающие технологии
Энергоаудит
Производство
Учебное оборудование от Edibon
Материальная база | Санкт-Петербургский горный университет
Электромеханический факультет — это комплекс функционально связанных учебных, учебно-методических и научно-исследовательских подразделений, возглавляемых деканом. Важнейшими составляющими факультета являются: совет по общим вопросам и методический совет. Учебная работа определяется деятельностью 7 профилирующих кафедр, 11 учебных и учебно-научных лабораторий и 3 компьютерных классов.
Важнейшими составляющими факультета являются: совет по общим вопросам и методический совет. Учебная работа определяется деятельностью 7 профилирующих кафедр, 11 учебных и учебно-научных лабораторий и 3 компьютерных классов.
МАТЕРИАЛЬНАЯ БАЗА УЧЕБНЫХ ЦЕНТРОВ ММФ
| Компьютерный класс, ауд. 5509 | Аспирантские аудитории, ауд. 5503, 5504, 5505 | ||
Интерактивный класс для подготовки оператора станков с ЧПУ
| Системы ЧПУ: GE FANUC Series 0, GE FANUC Series 21, FAGOR 8055 TC/MC, EMCOTRONIC TM02, HEIDENHAIN TNC 426/430 | ||
Учебный фрезерный станок EMCO Concept MILL 50 | Учебный токарный станок EMCO Concept TURN 50 | ||
Учебный сверлильно-фрезерный станок (мини) с ЧПУ Pico MILL CNC фирмы Knut Rusland | Учебный токарный станок (мини) с ЧПУ Pico TURN CNC фирмы Knut Rusland | ||
Прибор для настройки инструментальных блоков мод. | Схема настройки инструментальных блоков вне станка с ЧПУ | ||
Промышленный робот фирмы ABB (Швейцария), Nokia (Финляндия), ТУР10К (Россия) | Робот АВВ (Швейцария) | Робот Fouho АВВ (Швейцария) | |
Учебные токарно-винторезные станки | Учебный токарно-винторезный станок мод. JET GH-1440W-3 | ||
Учебное измерительное оборудование | Микроскоп инвертированный | Твердомер универсальный | |
Твердомер стационарный | Микроскоп металлографический | Микротвердомер ПМТ-3 | Микроскоп металлографический |
Сканирующий нанотвердомер «НаноСкан-4D» | Зона измерения нанотвердости образца в рабочей зоне «НаноСкан-4D» | ||
Проходческий комбайн ПКГ-3 (модель) | Экспериментальный проходческий комбайн (модель) | Проходческий комбайн ПК-10 (модель) | |
Буровой станок (модель) | Стенд «Буровой станок» БП-100 Н (модель) | Экскаватор ЭКГ-100 (модель) | |
Стенд инструментов для горного оборудования | Перфоратор 36В | Перфоратор П54В Перфоратор П63В | |
Торфяная продукция | Стенд для дезинтеграции торфяно-древесного сырья | ||
Универсальная испытательная машина Zwick/Roell Z100 | Маятниковый копер RKP 450 GE | ||
Стенд режуще-испытательный для разрушения горных пород одиночным резцом | Зона обработки режущего испытательного стенда | ||
Учебный тренажер «Оператор карьерного самосвала», | Учебный тренажер “Оператор бульдозера», | ||
| Тренажер экскаватора на ОАО ИЗ «Картэкс | Тренажер экскаватора на ОАО ИЗ «Картэкс» в учебно-эксплуатационном действии | ||
| Модель экскаватора на ОАО ИЗ «Картэкс» | Расчет цифрового двойника | ||
Лазерный станок «МиниМаркер-2 | Комплекс лазерный | Лазерный станок «Trotec Speedy 300» (газовый излучатель) | |
| Печь для обжига керамики | Электропечь лабораторная Nabertherm LH 120/13 | ||
Муфельная печь для закалки металла | Муфельная печь для отжига металла | ||
| Лабораторный стенд «Рабочие процессы ленточного конвейера» | Лаборатория гидропривода и механики жидкости и газа | ||
| Лабораторный стенд «Механика жидкости» | Лабораторный стенд «Изучение рабочих параметров центробежных насосов» | ||
| Учебный тренажер | Учебный тренажер | ||
| Учебная автоматическая шиномонтажная установка | Учебный балансировочный стенд-тренажер с ЖК_монитором | ||
| Учебный тренажер | Учебный тренажер | ||
| Учебный тренажер | Учебный тренажер | ||
 E236N
E236N
10 курсов обучения токарному делу | Программы микрообучения EdApp
Мы составили исчерпывающий список курсов обучения работе с токарными станками, которые могут пройти ваши работники, чтобы обеспечить безопасность операций при работе с различными токарными станками. Эти специализированные курсы охватывают элементы управления токарным станком, типы компонентов токарной обработки, расчеты скорости и подачи, режимы ручного управления и выявление опасностей.
Эти специализированные курсы охватывают элементы управления токарным станком, типы компонентов токарной обработки, расчеты скорости и подачи, режимы ручного управления и выявление опасностей.
Последняя публикация: 31 мая 2022 г.
Курс обучения токарному станку №1 — Безопасность токарного станка
Курс по безопасности токарного станка от EdApp дает операторам токарного станка простое изложение основных процедур обращения с токарным станком и техники безопасности. Он начинается с представления различных типов токарных станков, включая настольные токарные станки, скоростные токарные станки, токарные станки с двигателем, токарные станки с револьверной головкой и автоматические токарные станки. Затем в курсе обсуждаются механизмы подачи, режимы управления и жизненно важные протоколы безопасности, такие как ношение соответствующих средств индивидуальной защиты, соблюдение руководства по эксплуатации производителя машины и немедленная остановка при любой неисправности. Этот курс обучения работе с токарным станком также знакомит рабочих с распространенными травмами в результате несчастных случаев на токарных станках, таких как порезы рук, сломанные пальцы, попадание осколков в глаза и даже ожоги. Через библиотеку курсов EdApp вы можете легко импортировать этот курс из 4 частей бесплатно. Вы даже можете редактировать уроки с помощью встроенного инструмента для создания курсов.
Этот курс обучения работе с токарным станком также знакомит рабочих с распространенными травмами в результате несчастных случаев на токарных станках, таких как порезы рук, сломанные пальцы, попадание осколков в глаза и даже ожоги. Через библиотеку курсов EdApp вы можете легко импортировать этот курс из 4 частей бесплатно. Вы даже можете редактировать уроки с помощью встроенного инструмента для создания курсов.
Ст. Курс обучения токарным станкам № 2 — Токарный станок с ручным управлением (токарная обработка)
TDR Training разработал курс по токарному станку с ручным управлением (токарная обработка), чтобы научить рабочих эффективно контролировать, проверять и обслуживать токарные станки с центровым центром. Помимо введения в детали машин и различные элементы управления токарным станком, в нем также подчеркивается важность охраны здоровья и безопасности ручной обработки, идентификации опасностей и требований к СИЗ.
 В этом учебном курсе по токарному станку также рассказывается о протоколах настройки и остановки, скорости подачи, методах токарной обработки, распознавании дефектов и ремонте, а также о правильной работе и методах удержания инструмента. В целом, курс состоит из 13 специализированных подтем с тестом на практическую компетентность в конце. Еще одним огромным преимуществом является то, что программное обеспечение для онлайн-обучения предоставляет учащимся признанный на национальном уровне сертификат компетентности по окончании курса.
В этом учебном курсе по токарному станку также рассказывается о протоколах настройки и остановки, скорости подачи, методах токарной обработки, распознавании дефектов и ремонте, а также о правильной работе и методах удержания инструмента. В целом, курс состоит из 13 специализированных подтем с тестом на практическую компетентность в конце. Еще одним огромным преимуществом является то, что программное обеспечение для онлайн-обучения предоставляет учащимся признанный на национальном уровне сертификат компетентности по окончании курса.Стоимость: Запрос о цитате
Применение: ЗДОРОВЬЕ И ЗДОРОВЬЕ, Идентификация опасности, требования к СДП, настройка центрального токарного станка, повернуть, не нанесение набоку 9003
. курс
Учебный курс по токарному делу № 3 — Курс повышения квалификации по токарному делу
Курс повышения квалификации по токарному делу Института обучения крутящему моменту предоставит вашим работникам почти все, что им нужно знать о токарных станках и правилах техники безопасности на рабочем месте.
 Он начинается с изучения жизненно важных деталей токарного станка и знакомства рабочих с точными и неточными инструментами. Этот учебный курс по токарному станку также посвящен различным типам токарных операций, включая токарную обработку, нарезание квадратной резьбы, нарезание левой резьбы BSW, коническую токарную обработку, нарезание канавок, накатку и растачивание. Рабочие также узнают, как затачивать инструменты на настольном шлифовальном станке, а также центрировать свою работу на 4-х кулачковом патроне. В общем, всего 9обучающие уроки, которые они обязаны проходить лично.
Он начинается с изучения жизненно важных деталей токарного станка и знакомства рабочих с точными и неточными инструментами. Этот учебный курс по токарному станку также посвящен различным типам токарных операций, включая токарную обработку, нарезание квадратной резьбы, нарезание левой резьбы BSW, коническую токарную обработку, нарезание канавок, накатку и растачивание. Рабочие также узнают, как затачивать инструменты на настольном шлифовальном станке, а также центрировать свою работу на 4-х кулачковом патроне. В общем, всего 9обучающие уроки, которые они обязаны проходить лично.Стоимость: Запросить цену
Объем: Детали токарных станков, прецизионные и неточные инструменты, токарные операции, такие как токарная обработка, обработка канавок, накатка и растачивание
5 900 Institute
Ознакомьтесь с курсом
Курс обучения токарным станкам № 4 — Токарные операции в механическом цехе
TPC Training разработал курс по токарной обработке механического цеха для персонала механического цеха, который хочет научиться использовать и обслуживать различные типы токарных станков и их вложения.
 В первой части учебного курса по токарному станку учащиеся знакомятся с токарными станками, включая их детали, грузоподъемность, а также люнеты и толкатели. Он также охватывает специализированные подтемы, такие как подготовка и центрирование припуска, сверление, растачивание, развертывание, нарезание резьбы и токарные операции. Затем затрагивается важность скорости резания и подачи, а также смазочно-охлаждающих жидкостей и охлаждающих жидкостей.
В первой части учебного курса по токарному станку учащиеся знакомятся с токарными станками, включая их детали, грузоподъемность, а также люнеты и толкатели. Он также охватывает специализированные подтемы, такие как подготовка и центрирование припуска, сверление, растачивание, развертывание, нарезание резьбы и токарные операции. Затем затрагивается важность скорости резания и подачи, а также смазочно-охлаждающих жидкостей и охлаждающих жидкостей.К концу курса рабочие могут рассчитывать на получение более глубоких базовых знаний о работе на токарном станке и технике безопасности в механическом цехе. Учащиеся также могут приобрести дополнительные преимущества онлайн-обучения, такие как руководство по курсу токарной обработки, за 67 долларов США.
Стоимость: 85 долларов США
Объем: Детали двигателя токарного станка, грузоподъемность станка, люнеты и люнеты, токарные операции, скорость резания и подача, смазочно-охлаждающие жидкости
Created by TPC Training
Ознакомьтесь с курсом
Курс обучения токарному станку № 5 — Обучение токарному станку на центральном токарном станке
Разработанный для начинающих промышленных рабочих, курс токарного станка на токарном станке Make UK охватывает основные теории и практические применения которые необходимы для безопасной работы с вертикально-фрезерными станками.
 В ходе курса обучения токарному станку работники могут узнать больше о токарных станках с центральным центром, в том числе ознакомительные презентации, вопросы безопасности, элементы управления станком и его эксплуатацию, типы токарных инструментов, расчеты скорости и подачи, использование задней бабки и управление резанием. В нем также обсуждаются более конкретные токарные операции, такие как токарная обработка, сверление, закрепление заготовки и нарезание резьбы. Этот онлайн-курс позволяет работникам получить необходимые знания, необходимые им для расширения общего набора навыков промышленного проектирования. Хотя по этому курсу нет формальной оценки, учащиеся должны лично продемонстрировать, что они могут безопасно работать на центральном токарном станке.
В ходе курса обучения токарному станку работники могут узнать больше о токарных станках с центральным центром, в том числе ознакомительные презентации, вопросы безопасности, элементы управления станком и его эксплуатацию, типы токарных инструментов, расчеты скорости и подачи, использование задней бабки и управление резанием. В нем также обсуждаются более конкретные токарные операции, такие как токарная обработка, сверление, закрепление заготовки и нарезание резьбы. Этот онлайн-курс позволяет работникам получить необходимые знания, необходимые им для расширения общего набора навыков промышленного проектирования. Хотя по этому курсу нет формальной оценки, учащиеся должны лично продемонстрировать, что они могут безопасно работать на центральном токарном станке.Стоимость: 840 фунтов стерлингов + НДС для членов Make UK, 892 фунтов стерлингов + НДС для нечленов расчет подачи, использование задней бабки, управление резанием, токарные операции
Created by Make UK
Ознакомьтесь с курсом
Ознакомьтесь с нашей библиотекой, включающей
учебных курсов по токарному делу
Зарегистрируйтесь бесплатно
Учебный курс по токарному делу № 6 — Повторный курс по токарному станку
Курс по токарному станку Вест-колледжа Шотландии — это комплексный курс по токарному делу, который содержит общую информацию о методах токарной обработки на центральном токарном станке и мерах предосторожности.
 Он предоставляет опытным операторам токарных станков уроки повышения квалификации по управлению и эксплуатации станка, настройке инструментов, токарной обработке ступенчатых валов, управлению резкой и сверлению на глубину. Также рассказывается о различных типах токарных инструментов и о том, как с ними работать. С помощью этого курса вы можете убедиться, что ваши работники получают актуальные учебные материалы, что, в свою очередь, может облегчить им производство деталей и компонентов и соблюдение правил техники безопасности. Хотя курс платный, эта платформа для повышения квалификации позволяет учащимся пользоваться привилегиями, такими как очные занятия, а также сертификаты об окончании.
Он предоставляет опытным операторам токарных станков уроки повышения квалификации по управлению и эксплуатации станка, настройке инструментов, токарной обработке ступенчатых валов, управлению резкой и сверлению на глубину. Также рассказывается о различных типах токарных инструментов и о том, как с ними работать. С помощью этого курса вы можете убедиться, что ваши работники получают актуальные учебные материалы, что, в свою очередь, может облегчить им производство деталей и компонентов и соблюдение правил техники безопасности. Хотя курс платный, эта платформа для повышения квалификации позволяет учащимся пользоваться привилегиями, такими как очные занятия, а также сертификаты об окончании.Стоимость: 300 фунтов стерлингов
Объем: Управление станком, настройка инструментов, токарная обработка ступенчатых валов, контроль резки, сверление на глубину, типы токарных инструментов
Стоимость: Книга А. Сессия
Область: Операции по поворотам, методологии токарных машин, Управление сборными инструмента Работа на токарном станке
5
5 Создано West College Scotland
Ознакомьтесь с курсом
Курс обучения токарному станку #7 — Обучение токарному станку CATIA V5
Курс обучения токарному станку CATIA V5 от Technia может помочь работникам понять и использовать различные методики токарной обработки.
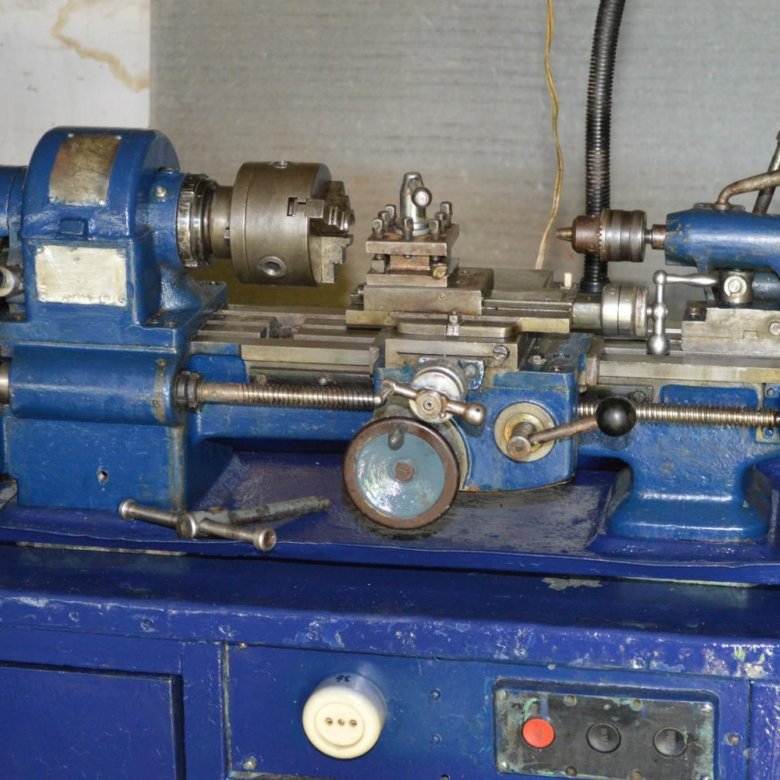 Основное внимание уделяется различным токарным операциям, таким как проточка, черновая обработка, чистовая обработка профиля, последовательная обработка, проточка с наклоном, черновая обработка с уклоном, обработка канавок, чистовая обработка канавок и точение резьбы. Ваши рабочие также могут рассчитывать на краткий обзор методологий токарных станков, а также управления инструментальными сборками. Огромным преимуществом этой программы обучения является то, что работники могут учиться непосредственно у узкоспециализированных инструкторов с многолетним опытом работы в отрасли. Они также будут иметь доступ к специальным учебным помещениям, координаторам обучения под рукой, обеду и прохладительным напиткам во время личного обучения, а также сертификатам о личном посещении.
Основное внимание уделяется различным токарным операциям, таким как проточка, черновая обработка, чистовая обработка профиля, последовательная обработка, проточка с наклоном, черновая обработка с уклоном, обработка канавок, чистовая обработка канавок и точение резьбы. Ваши рабочие также могут рассчитывать на краткий обзор методологий токарных станков, а также управления инструментальными сборками. Огромным преимуществом этой программы обучения является то, что работники могут учиться непосредственно у узкоспециализированных инструкторов с многолетним опытом работы в отрасли. Они также будут иметь доступ к специальным учебным помещениям, координаторам обучения под рукой, обеду и прохладительным напиткам во время личного обучения, а также сертификатам о личном посещении.
Работа на токарном станке — это курс обучения работе с токарным станком, подготовленный Политехническим институтом MFI, который содержит основную информацию о протоколах работы на токарном станке, надлежащих методах измерения и безопасности механического цеха.
 Некоторые из специализированных тем, рассматриваемых в этом курсе, включают механические рабочие чертежи, детали и функции токарных станков, принадлежности для токарных станков и измерительные инструменты, такие как нониус и микрометрический штангенциркуль. Курс занимает 40 часов, и к концу обучения учащиеся смогут интерпретировать основные механические чертежи, идентифицировать компоненты станков, понимать важность безопасности в цеху и выполнять основные операции на токарном станке. Работникам не нужно беспокоиться о выполнении каких-либо предварительных условий для этого курса, но имейте в виду, что он стоит изрядных 10 000 филиппинских песо или примерно 19 долларов США.0 долларов США за всю программу.
Некоторые из специализированных тем, рассматриваемых в этом курсе, включают механические рабочие чертежи, детали и функции токарных станков, принадлежности для токарных станков и измерительные инструменты, такие как нониус и микрометрический штангенциркуль. Курс занимает 40 часов, и к концу обучения учащиеся смогут интерпретировать основные механические чертежи, идентифицировать компоненты станков, понимать важность безопасности в цеху и выполнять основные операции на токарном станке. Работникам не нужно беспокоиться о выполнении каких-либо предварительных условий для этого курса, но имейте в виду, что он стоит изрядных 10 000 филиппинских песо или примерно 19 долларов США.0 долларов США за всю программу.Стоимость: P10 000 PHP
Объем: Токарные операции, безопасность цеха, механические рабочие чертежи, детали и функции токарных станков, аксессуары для токарных станков, измерительные инструменты
902tech 900 Institute by Polynic
Ознакомиться с курсом
Курс обучения токарному станку №9 — Основы токарного станка с ЧПУ 211
Курс 211 «Основы токарного станка с ЧПУ» Университета инструментов — это специализированная программа обучения, разработанная для операторов токарных станков с ЧПУ и руководителей.
 В основном, он фокусируется на компонентах и функциях токарных станков с ЧПУ как патронных, так и прутковых станков. Некоторые из тем, затронутых в этом учебном курсе по токарным станкам, включают типы токарных станков с ЧПУ, общие компоненты токарных станков с ЧПУ, параметры резания, операции с внутренним и внешним диаметром, режущие инструменты, держатели инструментов и заготовку токарного станка с ЧПУ.
В основном, он фокусируется на компонентах и функциях токарных станков с ЧПУ как патронных, так и прутковых станков. Некоторые из тем, затронутых в этом учебном курсе по токарным станкам, включают типы токарных станков с ЧПУ, общие компоненты токарных станков с ЧПУ, параметры резания, операции с внутренним и внешним диаметром, режущие инструменты, держатели инструментов и заготовку токарного станка с ЧПУ.К концу этого курса рабочие должны понимать, как компоненты токарного станка с ЧПУ двигаются во время операций резки, и создавать точные детали безопасно и последовательно. В целом, промежуточный курс состоит из 15 уроков, и после того, как учащиеся завершат всю программу, они будут иметь право на получение сертификатов «Операции на токарном станке с ЧПУ» и «Программирование, настройка и эксплуатация токарных станков с ЧПУ».
Стоимость: Запрос на сеанс
Область применения: Типы токарных станков с ЧПУ, общие компоненты токарных станков с ЧПУ, переменные резания, операции с внутренним и внешним диаметром, режущие инструменты, держатели инструментов, крепление токарных станков с ЧПУ
Создано Университетом инструментов
Ознакомьтесь с курсом
Учебный курс по токарному станку №10 — Функции панели управления для токарного станка с ЧПУ 251
Функции панели управления для токарного станка с ЧПУ 251 — это еще один учебный курс по токарному станку, разработанный Университетом инструментов.
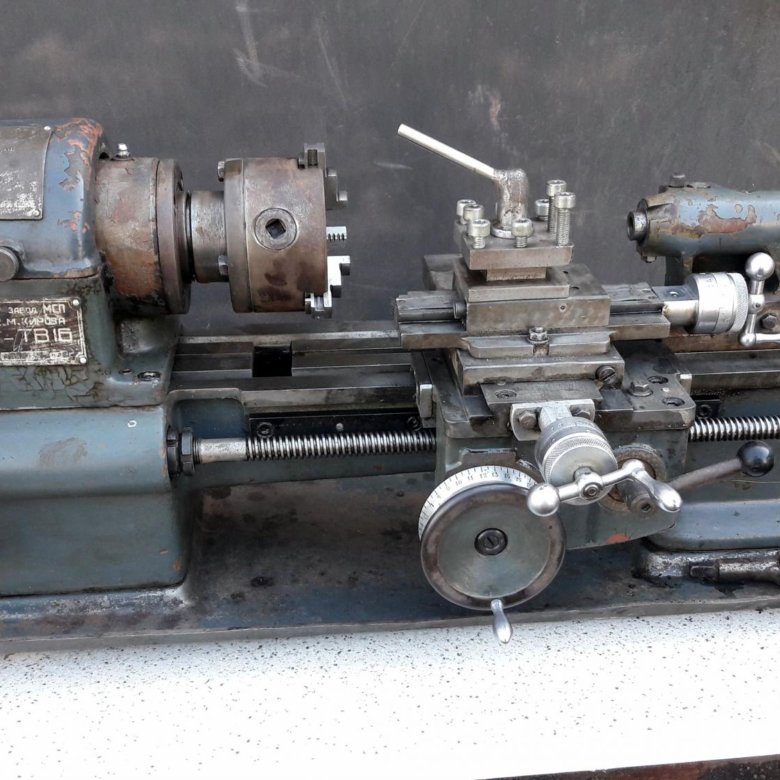 Он специально разработан для производственных сотрудников, руководителей и менеджеров, отвечающих за эксплуатацию токарных станков с ЧПУ. Курс посвящен обязанностям оператора, панелям управления ЧПУ и дисплею управления, режимам ручного управления, MDI и режиму отдельных блоков, а также основным элементам управления токарным станком. В нем также освещаются другие технические аспекты работы токарного станка с ЧПУ, в том числе переопределение, необязательная остановка и удаление блока, индексация револьверной головки, транспортер стружки и проверка. В целом, курс разделен на 18 уроков, и работники, завершившие программу обучения, имеют право на получение сертификатов FastTrack «Операции на токарном станке с ЧПУ», «Программирование, настройка и эксплуатация токарной обработки с ЧПУ» и «Токарная обработка с ЧПУ: программирование, настройка и эксплуатация».
Он специально разработан для производственных сотрудников, руководителей и менеджеров, отвечающих за эксплуатацию токарных станков с ЧПУ. Курс посвящен обязанностям оператора, панелям управления ЧПУ и дисплею управления, режимам ручного управления, MDI и режиму отдельных блоков, а также основным элементам управления токарным станком. В нем также освещаются другие технические аспекты работы токарного станка с ЧПУ, в том числе переопределение, необязательная остановка и удаление блока, индексация револьверной головки, транспортер стружки и проверка. В целом, курс разделен на 18 уроков, и работники, завершившие программу обучения, имеют право на получение сертификатов FastTrack «Операции на токарном станке с ЧПУ», «Программирование, настройка и эксплуатация токарной обработки с ЧПУ» и «Токарная обработка с ЧПУ: программирование, настройка и эксплуатация».Стоимость: Запрос сеанса
Объем: Панели управления ЧПУ и дисплей управления, режимы ручного управления, MDI и режим отдельных блоков, а также базовые элементы управления токарным станком, коррекция, дополнительная остановка и удаление блока, револьверная головка индексация, транспортер стружки, проверка
Создано Университетом инструментов
Ознакомьтесь с курсом
Практикуйте безопасные операции на токарных станках на курсах обучения токарным станкам
Токарные станки представляют собой универсальные обрабатывающие инструменты, используемые в основном для обработки металла или дерева.
 Это сложное оборудование может быть опасным в эксплуатации, и без надлежащей подготовки рабочие рискуют получить такие травмы, как переломы, рваные раны, ампутации пальцев или конечностей, а также размозжение рук или предплечий. Чтобы предотвратить такие инциденты, рабочие должны иметь сертификат или лицензию на обучение, прежде чем работать с каким-либо токарным оборудованием на рабочей площадке. Как работодатель вы обязаны предоставить своим сотрудникам всестороннее обучение работе на токарном станке, чтобы помочь им получить сертификат и убедиться, что они могут безопасно работать на токарных станках. Чтобы помочь вам начать работу, мы подготовили подробный список курсов обучения работе с токарными станками, которые гарантируют, что ваши работники смогут точно и безопасно изготавливать детали и компоненты.
Это сложное оборудование может быть опасным в эксплуатации, и без надлежащей подготовки рабочие рискуют получить такие травмы, как переломы, рваные раны, ампутации пальцев или конечностей, а также размозжение рук или предплечий. Чтобы предотвратить такие инциденты, рабочие должны иметь сертификат или лицензию на обучение, прежде чем работать с каким-либо токарным оборудованием на рабочей площадке. Как работодатель вы обязаны предоставить своим сотрудникам всестороннее обучение работе на токарном станке, чтобы помочь им получить сертификат и убедиться, что они могут безопасно работать на токарных станках. Чтобы помочь вам начать работу, мы подготовили подробный список курсов обучения работе с токарными станками, которые гарантируют, что ваши работники смогут точно и безопасно изготавливать детали и компоненты.Узнайте больше
Ознакомьтесь с примерами из практики
Узнайте, как такие клиенты, как вы, используют EdApp.
 Их результаты говорят сами за себя.
Их результаты говорят сами за себя.Пройти буткемп
Мгновенный доступ к нашей видеотеке, которая еженедельно обновляется живыми демонстрациями.
Ознакомьтесь с обзорами G2
Не верьте нам на слово. Вот что говорят наши клиенты.
EdApp
простое в использовании и бесплатное для вас и вашей команды. Кредитная карта не требуется.
Бесплатная регистрация
или закажите демонстрацию у нас сегодня!
Обучение станкам с ЧПУ
Онлайн-курсы научат вас, как стать великим машинистом
Зарегистрироваться
Научитесь программировать станки с ЧПУ онлайн
С многоосевыми обрабатывающими центрами начинается самое интересное. Эти станки способны изготавливать любую деталь с высокой скоростью и высокой точностью.

Этот курс по токарному станку предполагает, что у вас есть базовые знания о токарной обработке и GCODE.
Если вы знаете основы, такие как команды быстрого перемещения и скорости подачи, то вы готовы к этому курсу ЧПУ. Если нет, то сначала запишитесь на мой базовый курс здесь.У вас есть только 2-осевой токарный станок с ЧПУ? Тогда этот курс по-прежнему актуален для вас и по-прежнему стоит своих денег. Я охватываю все операции, которые используются на 2-осевом токарном станке, а также на многоосевом промышленном оборудовании
.- ПРОГРАММА Для программы
- Циклы черновой и отделки
- ЦЕНТРИЛЕВЫ СВОЙ СВОЙ И СКАЗЫ
- ВИНТА
- Позиционирование по оси C
- GCODES и MCODES
- Все основные циклы
- Лучшие практики
- Описание двухшпинделей
- Операции с приводным инструментом
- И многое другое
- Введение
- Добро пожаловать (1:24)
- Важная информация (1:00)
- Декартова система координат (4:38)
- Заголовок (7:01)
- Линия безопасности (4:16)
- Установка баз (10:29)
- Возвращение домой (9:20)
- Осевые операции
- Скучно (14:54)
- Сверление точка-точка (9:57)
- Циклы сверления G81 и G82 (8:02)
- Циклы сверления G73 и G83 (11:02)
- Нарезание резьбы по средней линии (8:13)
- Отрыв (7:42)
- Шпиндели, плоскости и подпрограммы
- G96 и G97 Управление шпинделем (3:51)
- Рабочие плоскости G17, G18 и G19 (2:36)
- Подпрограммы (3:15)
- Вспомогательный шпиндель (10:55)
- Несколько повторяющихся циклов
- G71 Внешний цикл черновой обработки (12:02)
- G71 Однолинейный цикл черновой обработки (7:26)
- G71 Внутренний цикл черновой обработки (8:39)
- G70 Финишный цикл (6:11)
- G72 Цикл торцовки (4:53)
- Цикл шаблона G73 (4:05)
- G75 Цикл обработки канавок/отрезки (7:27)
- Резьбовая нарезка
- G76 Резьбовая нарезка (9:39)
- G32 / G92 Нарезание резьбы (11:00)
- Внутренняя и левосторонняя нарезка (5:38)
- Приводной инструмент
- Сверление поперек оси (9:40)
- Нарезание резьбы по поперечной оси (7:20)
- Торцевое бурение по оси Z (8:02)
- Нарезание торца по оси Z (7:29)
- Фрезерование по оси Y (12:45)
- Самооценка
- Инструкции по самооценке 1 (1:32)
- Самооценка 1 ответы (14:19)
- Самооценка 2 инструкции (4:40)
- Самооценка 2 ответа (13:34)
- Справочные таблицы
- Полная коллекция загружаемых карт
- Более 14 часов предварительно записанных уроков
- ПОЖИЗНЕННЫЙ ДОСТУП ко всем 4 курсам G-Code
- Завершить обучение G-коду
- Легко понять
- Написание программ ЧПУ для изготовления любой детали с помощью G-кода
-
(578 долл. США на пользователя)447 долл. США на пользователя - Базовый курс G-Code
- Программирование фрезерных станков с ЧПУ с помощью курса G-Code
- Курс программирования токарных станков с ЧПУ с G-кодом
- Расширенный курс программирования макросов ЧПУ
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
- Более 42 часов обучения работе с ЧПУ
- Все 4 курса G-Code Professional
- 2 курса Fusion 360 CAD/CAM
- 2 хобби-курса (маршрутизатор + 3D-принтер) БЕСПЛАТНО
- 1 Курс математики в механических цехах БЕСПЛАТНО
- 1 Курс GD&T БЕСПЛАТНО
-
(1200 долларов за пользователя)749 долларов за пользователя - Базовый курс G-Code
- Программирование фрезерных станков с ЧПУ с помощью курса G-Code
- Курс программирования токарных станков с ЧПУ с G-кодом
- Усовершенствованный курс программирования макросов ЧПУ
- Fusion 360 CAD/CAM для фрезерных станков
- Fusion 360 CAD/CAM для токарных станков
- Измерительное оборудование — (GD&T)
- Курс фрезерного станка с ЧПУ (БЕСПЛАТНО)
- 3D-печать G-кода (БЕСПЛАТНО)
- Математика в механических мастерских (БЕСПЛАТНО)
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
- На базе 10 мест
- Более 14 часов предварительно записанных уроков
- ПОЖИЗНЕННЫЙ ДОСТУП ко всем 4 курсам G-Code
- Завершить обучение G-коду
- Индивидуальный пакет опций
- С легкостью тренируйте свою команду
- Доступ ко ВСЕМ 4 курсам G-Code для 10 пользователей
(578 долл. США на пользователя)223 долл. США на пользователя - Базовый курс G-Code
- Программирование фрезерных станков с ЧПУ с помощью курса G-Code
- Курс программирования токарных станков с ЧПУ с G-кодом
- Усовершенствованный курс программирования макросов ЧПУ
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
- Все темы
- творческий
- Продукт и производство
- ЧПУ и САМ
Производство с ЧПУ
Стивен Марджи
Адъюнкт-профессор Общественного колледжа Макомб
5 звезд
Текущее значение: 181
73%
4 звезды
Текущее значение: 53
21%
3 звезды
Текущее значение: 10
4%
2 звезды
Текущее значение: 1
<1%
- Проверьте свои знания
6 викторин - Учитесь на ходу
Доступ на планшете и телефоне
018
Каждый урок четко объясняется с помощью диаграмм и раздаточных материалов. Не только практический курс, но и внутренние советы и рекомендации, используемые торговцами
Зарегистрируйтесь сейчас всего за
$156.
 00
00 Каждый раз, когда этот курс программирования токарных станков обновляется, цена повышается, Купить
теперь для пожизненных бесплатных обновлений!Зарегистрируйтесь!
А
Во-первых, эти впечатляющие машины кажутся сложными для обучения программированию. Разбивая каждую операцию построчно, команду за командой, они не так сложны, как кажутся.Я объясняю каждый используемый GCode, каждую написанную часть цикла и каждое сделанное движение.
Как и все мои курсы, Пожизненные обновления бесплатны!
Обучение станкам с ЧПУ еще никогда не было таким простым и доступным
Т
Его курс обучения станкам с ЧПУ охватывает все, что вам нужно, чтобы уверенно программировать свой токарный станок с ЧПУ
Включает около 30 справочных материалов, которые вы можете сохранить на своем телефоне или распечатать и хранить в своем наборе инструментов.

Удивительный курс, особенно для новичка вроде меня. лаконичный и
прямо к
точка.Харис
Понятный формат
Павел
Очень интересно и полезно.
Джейкоб
Учебная программа по программированию токарных станков с ЧПУ
В этом уроке мы программируем операцию чистового растачивания от начала до конца.

Используя G-код, наиболее распространенный язык программирования для токарных станков с ЧПУ, мы пишем полную последовательность, объясняющую каждый G-код и команду по ходу работы.
Полный курс охватывает все операции, необходимые для программирования токарного станка для изготовления любой мыслимой детали.
Зарегистрируйтесь сейчас, чтобы изучить программирование токарных станков с ЧПУ всего за
$156,00
30-дневная гарантия возврата денег. Бесплатные обновления на всю жизнь!
Зарегистрируйтесь!
Запишитесь на отдельные курсы ЧПУ или получите значительную экономию, записавшись на полный пакет обучения G-Code.
447 долл.
 США
США749 долларов
2235 долл.
 США
СШАЕсли на ваш вопрос нет ответа в этом разделе часто задаваемых вопросов, напишите мне на моей странице контактов.
Кто такой GCodeTutor?
GCodeTutor — инженер по программированию станков с ЧПУ по имени Марк, который более 28 лет программирует станки с ЧПУ для аэрокосмической промышленности.
Сколько длится этот курс?
Этот курс длится около 4 часов 30 минут и разбит на небольшие видео продолжительностью от 4 до 12 минут каждое.

Трудно понять?
Программирование токарного станка с ЧПУ не так сложно, как большинство языков программирования. Этот курс предназначен для студентов, которые имеют базовое представление о G-коде, и ему легко следовать.
Безопасен ли платеж?
Мои курсы размещены на Teachable, всемирно известном провайдере курсов.
Они позаботятся о вашей транзакции с помощью своих безопасных платежных систем, которые поддерживают несколько различных способов оплаты.
Я хочу вернуть свои деньги!
Это не проблема. Я предлагаю 30-дневную гарантию возврата денег на все мои курсы, и я верну вам деньги без вопросов.
Каждый раз, когда в курс добавляется новый контент, цена увеличивается
Зарегистрироваться
Введение в операции на токарных и фрезерных станках Онлайн-класс
Предварительный просмотр
Со Стивеном Марджи
Нравится 10 266 пользователямПродолжительность: 33 м
Уровень мастерства: Начинающий
Выпущено: 04. 06.2019
06.2019Начать бесплатную пробную версию на 1 месяц
Детали курса
Зайдите на фабрику или в механический цех, где изготавливаются долговечные предметы, и, скорее всего, вы увидите мельницу или токарный станок. Эти машины превращают блоки материалов в детали, и любой, кто занимается обработкой или программированием ЧПУ, должен понимать, как они работают. В этом курсе Стивен Марджи знакомит вас с основами фрезерных и токарных станков. Работаете ли вы на станке с ручным управлением или программируете станок с ЧПУ, вам необходимо овладеть этими основами, чтобы получать высококачественные детали и избегать катастрофических отказов. На протяжении всего курса Стивен рассказывает о различных методах обработки и инструментах, которые вам понадобятся для изготовления деталей, а также о реальной механической работе станков.

Навыки, которые вы приобретете
Познакомьтесь с инструктором
Отзывы учащихся
245 оценок
Общий рейтинг рассчитывается на основе среднего значения представленных оценок. Оценки и обзоры могут быть отправлены только тогда, когда неанонимные учащиеся завершат не менее 40% курса.
 Это помогает нам избежать поддельных отзывов и спама.
Это помогает нам избежать поддельных отзывов и спама.Алия Джулиус
Алия Джулиус
Студент 3-го курса инженерной физики в Университете штата Огайо
3/5
20 июня 2022 г.

Я недостаточно хорошо изучил этот курс, чтобы судить об его эффективности.
Полезный
·
Отчет
Тодд Лэнгли, PE, PMP
Тодд Лэнгли, PE, PMP
Инженер-механик в Excellence Engineering
5/5
5 мая 2022 г.
Думаю использовать это для моей школьной команды по робототехнике.
Полезный
·
Отчет
Содержание
Что включено
Похожие курсы
Скачать курсы
Используйте приложение LinkedIn Learning для iOS или Android и смотрите курсы на своем мобильном устройстве без подключения к Интернету.

Какие бывают виды обучения токарному станку? (с картинками)
`;
Различные типы обучения токарному делу включают программы ученичества, групповые занятия, услуги частного обучения и дистанционное онлайн-обучение. Компании, производящие токарное оборудование, обычно предлагают программы обучения использованию своих станков и связанного с ними программного обеспечения для проектирования. Занятия по токарному делу доступны для каждого из различных типов токарных станков и их использования, включая резку по дереву, обработку металла и работу со стеклом.
 Токарные станки — это специализированные машины с множеством различных движущихся частей, которые управляются и точно настраиваются с помощью комбинации ручного управления и программных манипуляций. Обучение работе на токарном станке учит человека программировать токарный станок для безопасной и эффективной работы.
Токарные станки — это специализированные машины с множеством различных движущихся частей, которые управляются и точно настраиваются с помощью комбинации ручного управления и программных манипуляций. Обучение работе на токарном станке учит человека программировать токарный станок для безопасной и эффективной работы.Операторы обычно должны пройти обширное обучение работе на токарном станке, прежде чем им будет разрешено использовать оборудование компании. Токарные станки также используются отдельными ремесленниками, работающими с керамикой, деревом и стеклом. Меньшие и старые машины обычно полностью механические и управляются комбинацией машинного и ручного использования.
 Новые, более крупные машины промышленного масштаба являются электрическими и управляются разработанными программами. Тип используемого токарного станка будет определять необходимый уровень обучения.
Новые, более крупные машины промышленного масштаба являются электрическими и управляются разработанными программами. Тип используемого токарного станка будет определять необходимый уровень обучения.Лучший вид обучения работе на токарном станке — это курсы под руководством гида, которые включают в себя реальное практическое обучение работе на станке. Эти типы курсов предлагаются частными компаниями и профессиональными школами. Методы позиционирования, контроля и доводки — все это навыки, которым следует обучать во время программ обучения работе с токарным станком. Безопасность — это еще одна область, которой уделяется особое внимание, поскольку машины имеют движущиеся части, которые могут легко подвергнуть опасности оператора токарного станка.
 Учебные курсы с числовым программным управлением (ЧПУ) учат программировать токарный станок для достижения желаемых производственных результатов.
Учебные курсы с числовым программным управлением (ЧПУ) учат программировать токарный станок для достижения желаемых производственных результатов.Дистанционное онлайн-обучение по токарным станкам сосредоточено на стандартах разработки программного обеспечения и общей эксплуатации оборудования. Эти типы курсов хороши для кого-то, чтобы получить базовую информацию и знания о конкретном оборудовании. Таким образом могут проводиться курсы повышения квалификации для токарей. Онлайн-занятия не рекомендуются для тех, кто еще не имеет непосредственного практического опыта работы на токарном станке.

Курсы токарного станка
доступны для обучения всем уровням использования токарного станка, включая техническое обслуживание и ремонт оборудования. Если возникает проблема с токарным станком, полезно знать процесс диагностики, чтобы определить причину проблемы. Групповые занятия по использованию токарного станка могут быть полезны, поскольку позволяют познакомиться с широкой группой людей, которые могут по-разному подходить к проектированию и использованию станков.
training.
 gov.au — MEM07006C — Выполнение операций токарного станка
gov.au — MEM07006C — Выполнение операций токарного станкаОтображаемый контент был создан третьей стороной, хотя были предприняты все попытки сделать этот контент как можно более доступным, но это не может быть гарантировано. Если вы столкнулись с проблемами, связанными с содержимым этой страницы, рассмотрите возможность загрузки содержимого в исходной форме
История изменений
Неприменимо
Дескриптор устройства
Дескриптор устройства
Эта единица компетенции охватывает выполнение операций механической обработки на токарном станке для производства компонентов с требуемыми допусками и спецификациями с использованием всех типов приспособлений, за исключением использования приспособления для токарной обработки конуса и приспособления для токарной обработки. Блок не распространяется на точение многозаходной резьбы.
Приложение устройства
Применение блока
Эта единица компетенции относится к производству компонентов с использованием центральных токарных станков и приспособлений для токарных станков, прецизионного измерительного оборудования и режущих инструментов из ряда стандартных конструкционных материалов.
 Это не включает использование приспособления для точения с конусом, приспособления для точения копий или многозаходной резьбы.
Это не включает использование приспособления для точения с конусом, приспособления для точения копий или многозаходной резьбы.Работа выполняется в соответствии с установленными процессами, методами и спецификациями. Режущие инструменты выбираются в соответствии со стандартами Международной организации по стандартизации (ISO) или в соответствии со стандартной рабочей процедурой. Работы выполняются по чертежам, эскизам, спецификациям и инструкциям в установленном порядке.
Этот модуль был разработан для инженеров-специалистов — обучение механике и признание навыков работы на токарных станках. Навыки, охватываемые этим разделом, обычно применяются в профессиональных и рабочих ситуациях, связанных с подгонкой и механической обработкой на профессиональном уровне.
Данное устройство соответствует сертификату MEM30205 III по инженерному делу – квалификация механика и другим квалификациям, требующим профессионального уровня навыков работы на токарном станке.
 Токарные операции также могут называться токарными работами, а процессы и связанный с ними уровень навыков, охватываемых этим подразделением, часто описываются в промышленности термином «обработка 1-го класса».
Токарные операции также могут называться токарными работами, а процессы и связанный с ними уровень навыков, охватываемых этим подразделением, часто описываются в промышленности термином «обработка 1-го класса».Группа: A
Вес единицы: 4
Лицензионная/нормативная информация
Неприменимо
Предварительные условия
Необходимые единицы
Путь 1
МЕМ07005С
Выполнение общей обработки
МЕМ09002Б
Интерпретация технического чертежа
МЕМ12023А
Выполнение инженерных измерений
МЕМ18001К
Использовать ручной инструмент
Информация о навыках трудоустройства
Навыки трудоустройства
Этот блок содержит навыки трудоустройства.
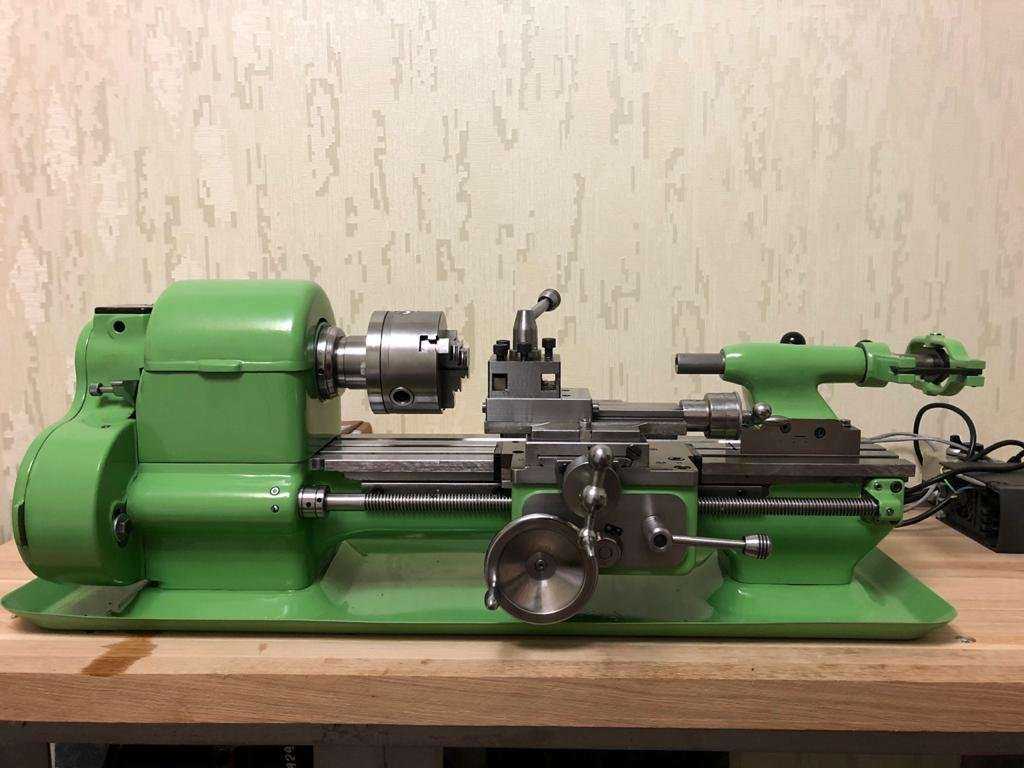
Элементы и критерии производительности Предварительное содержание
Элементы описывают основные результаты единицы компетенции.
Критерии производительности описывают производительность, необходимую для демонстрации достижения элемента. Там, где используется текст, выделенный жирным курсивом, дополнительная информация приводится в разделе требуемых навыков и знаний, а также в заявлении о диапазоне. Оценка эффективности должна соответствовать руководству по фактическим данным.
Элементы и критерии эффективности
ЭЛЕМЕНТ
КРИТЕРИИ ЭФФЕКТИВНОСТИ
1. Соблюдайте меры предосторожности
1.1. Соблюдаются правильные процедуры безопасности, надеты защитная одежда и защитные очки
2.
 Определить требования к работе
Определить требования к работе2.1. Чертежи интерпретируются, определяется последовательность операций и выбирается инструмент для изготовления компонента по спецификации
.
3. Установка задания
3.1. Работа настраивается с использованием таких инструментов, как индикаторы циферблата и цифровое считывающее оборудование
4. Выполнение токарных работ
4.1. Скорости и подачи рассчитываются с использованием соответствующих математических методов и справочного материала
.
4.2. На центральном токарном станке используется полный набор принадлежностей, включая трех- и четырехкулачковые патроны, центры, планшайбу, люнеты, поперечные салазки и заднюю бабку
.
4.3. Токарные операции выполняются по спецификации
5.
 Проверка компонентов на соответствие спецификациям
Проверка компонентов на соответствие спецификациям5.1. Компоненты проверяются на соответствие спецификации с использованием соответствующих методов, инструментов и оборудования
Необходимые навыки и знания
НЕОБХОДИМЫЕ НАВЫКИ И ЗНАНИЯ
В этом разделе описываются навыки и знания, необходимые для этого устройства.
Требуемые навыки
Требуемые навыки включают:
- интерпретацию технических чертежей/спецификаций в отношении токарной обработки
- подготовка рабочих мест с использованием соответствующего оборудования
- расчет и настройка подачи и скорости резания в соответствии с заданием
- проверка того, что задание является концентрическим и выполняется верно
- безопасные токарные станки
- выполнение токарных работ
Требуемые знания
Необходимые знания включают:
- последовательность операций для достижения рабочих требований
- тип и геометрия инструмента для достижения требуемых характеристик и для заготовок из различных материалов
- числовые операции, геометрия и расчеты/формулы в рамках данного модуля
- последствия изменения скорости и подачи от оптимальных скоростей, рассчитанных
- характеристики различных материалов и их влияние на скорость резания и подачу
- применение приспособлений для токарных станков
- методы, инструменты и оборудование для измерения материалов и механически обработанных компонентов
- использование и применение средств индивидуальной защиты
- методы и процедуры безопасной работы
- Опасности и меры контроля, связанные с токарными работами
Справочник по доказательствам
РУКОВОДСТВО ПО ДОКАЗАТЕЛЬСТВАМ
Справочник по фактическим данным содержит рекомендации по оценке и должен быть прочитан вместе с критериями эффективности, требуемыми навыками и знаниями, заявлением о диапазоне и Руководством по оценке для учебного пакета.

Обзор оценки
Лицо, демонстрирующее компетентность в этом подразделении, должно уметь выполнять различные токарные операции в соответствии со спецификациями. Компетентность в этом разделе не может быть подтверждена до тех пор, пока не будут выполнены все предпосылки
Критические аспекты оценки и доказательства, необходимые для демонстрации компетентности в этом разделе
Оценщики должны быть удовлетворены тем, что кандидат может компетентно и последовательно применять навыки, описанные в этой единице компетенции, в новых и различных ситуациях и контекстах. Важнейшие аспекты оценки и доказательств включают:
- определение требований к токарной работе, включая количество, материал, размеры и допуски
- правильное планирование работы, включая определение необходимого измерительного оборудования, инструментов, принадлежностей и последовательности операций
- правильная подготовка оснастки из быстрорежущей стали
- правильная фиксация работы и оснастки
- расчет и установка требуемых скоростей и подач
- правильный контроль токарной операции
- выполнение работ по торговому стандарту с точки зрения времени и ответственности за собственную работу
- проведение правильных корректирующих процедур для результатов, не соответствующих спецификации, в соответствии с процедурами предприятия, например.
 процедуры утилизации или переработки компонентов, не соответствующих спецификации.
процедуры утилизации или переработки компонентов, не соответствующих спецификации.
Контекст и конкретные ресурсы для оценки
Этот модуль был разработан для поддержки обучения и признания профессионального уровня компетенции в области токарных операций применительно к рабочей среде профессионального уровня по сборке и механической обработке. Оценка должна подчеркивать контекст рабочего места и процедуры, применяемые на рабочем месте кандидата.
Компетенции, охватываемые этим модулем, должны быть продемонстрированы отдельным лицом, работающим в одиночку или в составе команды. Среда оценивания не должна ставить кандидата в невыгодное положение.
Метод оценки
Как правило, лица, занятые в области машиностроения, мастера-механика, должны применять свои навыки и методы работы на токарных станках в различных работах и спецификациях.

Одно событие оценки не подходит. По возможности оценка на рабочем месте должна быть частью процесса оценки. В тех случаях, когда оценка проводится вне рабочего места, при оценке должны учитываться данные о работе кандидата в продуктивной рабочей среде, которая включает в себя достаточный набор соответствующих задач и материалов, чтобы покрыть область применения этого модуля.
Оценщики должны собрать ряд достоверных, достаточных, актуальных и достоверных доказательств. Доказательства могут быть собраны различными способами, включая прямое наблюдение, отчеты руководителя, проектную работу, образцы и опрос. Методы опроса не должны требовать языковых навыков, навыков письма и счета сверх тех, которые требуются для этой единицы компетенции.
Кандидат должен иметь доступ ко всем необходимым инструментам, оборудованию, материалам и документации. Кандидату должно быть разрешено ссылаться на любые соответствующие процедуры на рабочем месте, спецификации продукта и производства, нормы, стандарты, руководства и справочные материалы.

Руководство по оценке
Этот модуль может оцениваться вместе с любыми другими модулями, касающимися безопасности, качества, связи, обработки материалов, записи и отчетности, связанных с токарными операциями или другими модулями, требующими применения навыков и знаний, охватываемых этим модулем.
Оценщики должны быть удовлетворены тем, что кандидат может компетентно и последовательно выполнять все элементы модуля, как указано в критериях, включая необходимые знания, и быть способным применять компетентность в новых и различных ситуациях и контекстах.
Заявление о диапазоне
ЗАЯВЛЕНИЕ О ДИАПАЗОНЕ
Заявление о диапазоне относится к единице компетенции в целом. Это позволяет использовать различные рабочие среды и ситуации, которые могут повлиять на производительность.
 Формулировка, выделенная жирным курсивом, если она используется в критериях эффективности, подробно описана ниже. Также могут быть включены основные рабочие условия, которые могут присутствовать при обучении и оценке (в зависимости от рабочей ситуации, потребностей кандидата, доступности предмета, а также местного отраслевого и регионального контекста).
Формулировка, выделенная жирным курсивом, если она используется в критериях эффективности, подробно описана ниже. Также могут быть включены основные рабочие условия, которые могут присутствовать при обучении и оценке (в зависимости от рабочей ситуации, потребностей кандидата, доступности предмета, а также местного отраслевого и регионального контекста).Чертежи
Чертежи включают технические чертежи в соответствии с AS 1100/1102
Инструменты
Инструмент включает:
- быстрорежущая сталь, карбид вольфрама, керамический графит и другие стандартные режущие инструменты
- расточные оправки
- сверла
- развертки
- нарезчики резьбы
- нарезные головки
- метчики
Инструменты
Инструменты могут включать:
- ручные и цифровые микрометры
- штангенциркуль
- циферблатные индикаторы
- разметочные блоки
Скорости и подачи
Скорости и подачи могут включать:
- наладку станка
- переключение передач и скоростей
- использование ходового винта
- расчеты
Аксессуары
Принадлежности могут включать:
- трех- и четырехкулачковые патроны
- центров
- лицевая панель
- устойчивые
- поперечная направляющая
- задняя бабка
Токарные операции
Токарные операции могут включать:
- ручное параллельное и конусное точение
- внутренняя и наружная токарная обработка, включая растачивание, развертывание, нарезание однозаходной резьбы и отрезку
Единица Сектор(ы)
Единица сектора
Дополнительные устройства
Сопутствующие единицы
Область компетенции
Поле компетенции
Машинные и технологические операции
ОБУЧЕНИЕ — teamprojects
Ознакомьтесь с руководством по технике безопасности здесь!
Загрузить
Мичиганский университет стремится предоставить равные возможности для участия во всех программах, услугах и мероприятиях.
 Запросы на размещение для лиц с ограниченными возможностями можно направить, связавшись с руководством Центра проектов студенческой группы Wilson по адресу [email protected]
Запросы на размещение для лиц с ограниченными возможностями можно направить, связавшись с руководством Центра проектов студенческой группы Wilson по адресу [email protected] Базовый курс по технике безопасности в мастерской I – обязателен для всех пользователей Wilson Center
Этот курс знакомит с основными принципами безопасности, широко применимыми в различных лабораториях, цехах и на рабочих площадках
- Политика безопасности и Кодекс чести
- Правильное использование инструмента
- Средства индивидуальной защиты и дресс-код
- Стандарты домашнего хозяйства
- Хранение и утилизация опасных материалов
- Пожар, суровая погода и аварийное реагирование
- Этот курс включает следующие модули
- Загрузить сертификат о прохождении обучения COVID-19
- Базовое обучение технике безопасности в мастерской I слайд-шоу
- Базовое обучение технике безопасности в мастерской I викторина
- Запустите базовый онлайн-тренинг по технике безопасности в Canvas, нажав здесь
Базовый курс по технике безопасности в мастерской II — обязателен для всех пользователей Wilson Center
- Необходимое условие: Базовый I
- Этот курс знакомит с навыками и инструментами в области металлообработки, необходимыми для выполнения практического проекта и безопасного самостоятельного использования Центра проектов студенческой группы Wilson.
 Курс включает в себя серию коротких видеоуроков и связанных с ними викторин, помогающих завершить производственный план для практического проекта, после чего следует двухчасовое личное занятие по изготовлению и сборке проекта в Центре Уилсона. Завершение курса приводит к доступу в Wilson Center.
Курс включает в себя серию коротких видеоуроков и связанных с ними викторин, помогающих завершить производственный план для практического проекта, после чего следует двухчасовое личное занятие по изготовлению и сборке проекта в Центре Уилсона. Завершение курса приводит к доступу в Wilson Center. - Этот курс включает следующие модули
- Загрузка пакета проекта
- Принципы безопасности, введение в проект, штангенциркули – видео и викторина
- Ножницы для листового металла, перфорация, торможение, опиловка и снятие заусенцев – видео и тест
- Горизонтальная ленточная пила, сверление, нарезание резьбы – видео и тест
- Абразивный инструмент, покрасочная камера, HAZMAT, первая помощь, пожарная безопасность – видео и викторина
- Представление производственного плана
- Очная рабочая сессия
- Отправить завершенный проект
- Запустите базовый онлайн-тренинг по технике безопасности в Canvas, нажав здесь
- Производственный план Basic II может быть проверен, а проект практического занятия может быть завершен с понедельника по пятницу с 12:00 до 18:00, в другое время по усмотрению персонала Wilson Center в зависимости от рабочей нагрузки и вместимости цеха.

Базовая мельница (холст)
- Необходимые условия: Базовый I, Базовый II и поэтапный Базовый II проект
- Запустите онлайн-обучение Basic Mill в Canvas, нажав здесь
- Компоновка машины и ее компоненты
- Координаты станка (X-Y-Z)
- Позиционные циферблаты (аналоговые и цифровые)
- Цанги, патроны и т. д.
- Установка инструмента
- Выравнивание тисков
- Установка детали и поиск кромок/центров
- Крепежные детали, размеры которых больше, чем могут удерживать тиски
- поворотный патрон
- Инструменты
- Датчики края/центра
- Насадки с центральной режущей кромкой
- Насадки для обрезки кромок
- 2 или 4 канавки
- Расточные головки
- Развертки
- Сверла
- Метчики
- Влияние вибрации инструмента и детали
- Работа машины
- Скорости шпинделя
- Коррекция инструмента (различается для инструментов разного размера)
- Пуск/останов машины
- Система смазки
- Настройки автоподачи (только по оси Z), старт/стоп
- Выравнивание головки
- Очистка/обслуживание машины
- Механические операции
- Облицовка (облицовочная фреза, обычная фреза
- Карманный
- Сверление/нарезание резьбы
- Центральное сверление
- Ступенчатое сверление
- Нажатие
- Расточная головка
- Проверка деталей и проверка допусков
- Калибровка и использование микрометров
- Удаление заусенцев
- Шаблоны для деталей
- Альтернативный вариант: WCC MTT102
Базовый токарный станок (макс.
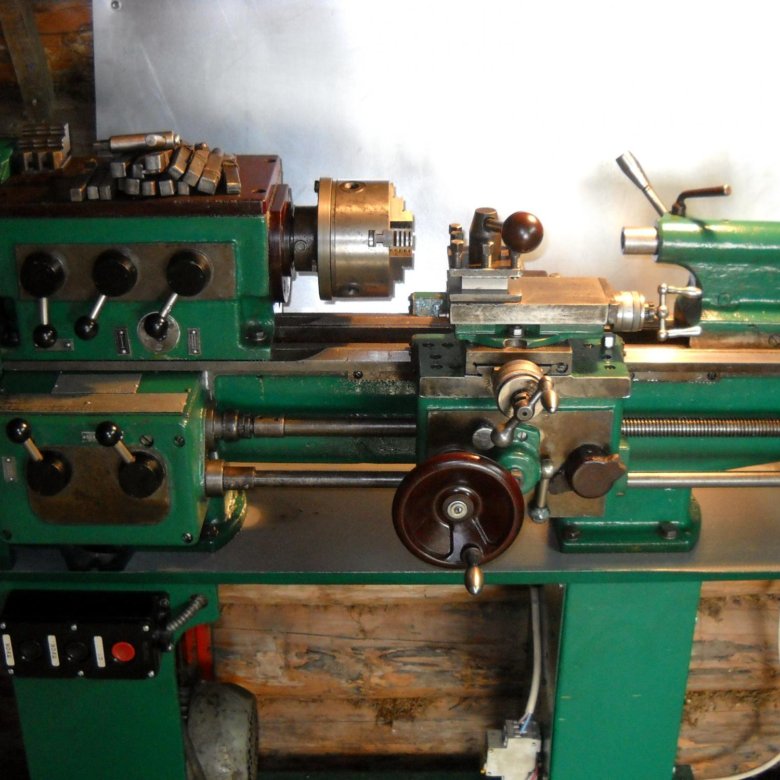 количество: 4)
количество: 4)- Необходимые условия: Базовый I, Базовый II и градуированный Базовый II проект
- Зарегистрируйтесь здесь
- Компоновка машины и ее компоненты
- Координаты машины
- Позиционные циферблаты (аналоговые и цифровые)
- Стойки и крепления для инструментов
- Выравнивание и установка инструмента
- Патроны и работа с патронами
- Выравнивание и установка деталей
- Влияние вибрации инструмента и детали
- Работа машины
- Подачи и скорости
- Коррекция инструмента
- Пуск/останов машины
- Пуск/останов охлаждающей жидкости
- Настройки автоподачи, старт/стоп
- Обслуживание резервуара охлаждающей жидкости
- Очистка/обслуживание машины
- Механические операции
- Облицовка
- Токарная обработка
- Правосторонний инструмент
- Нейтральный инструмент
- Сверление/нарезание резьбы
- Центральное сверление
- Ступенчатое сверление
- Нарезание резьбы с использованием задней бабки
- Дефиле
- Расставание
- Проверка деталей и проверка допусков
- Калибровка и использование микрометров
- Удаление заусенцев
- Шаблоны для деталей
- Альтернативный вариант: WCC MTT102
Сварка (макс.
 количество: 4)
количество: 4)- Необходимые условия: Базовый I, Базовый II и базовый проект II с градациями
- Зарегистрируйтесь здесь
- Объяснение процессов сварки
- Газ
- Арка
- GTAW
- GMAW
- СМАВ
- СИЗ
- Шлем
- Перчатки
- Куртка
- Брюки
- Оборудование
- Вентиляция
- Сварочные шторы
- Настройка ВИГ
- Полярность тока
- Факел
- Вольфрам на выбор
- Настройки
- TIG Bead Процедура/демонстрация
- Угол горелки
- Сварочная ванна
- Наполнительный стержень
- Установка подачи аргона
- Вентиляция
- Альтернативный вариант: WCC WAF105
Фрезерный станок с ЧПУ ShopBot (макс. количество: 4)
- Необходимые условия: Базовый I, Базовый II и базовый проект II с оценкой
- Зарегистрируйтесь здесь
- Введение в v-carve
- Установочный материал
- Векторное редактирование
- Настройка траектории инструмента
- Подготовка файла для машины.

- Фрезерный станок с ЧПУ Shopbot
- Настройка XYZ
- Установка соответствующих инструментов
- Запуск задания
- Сбор пыли
- Зажим
- Демо
Фрезерный станок с ЧПУ (макс. количество: 3)
- Предпосылки: Базовый фрезерный станок, Статус оператора на фрезерном станке
- Зарегистрируйтесь здесь
- Включение машины/контроллера ProtoTrak
- Безопасность
- Ручная кнопка / включение/выключение машины
- Ручка для хранения
- Хранение инструментов
- Чистота
- Хранение ручного станка
- Перемещение по оси Z
- Основы механики
- Ручки/регулятор скорости
- Ручная обработка на ЧПУ
- Установка инструмента
- Крепление детали в тисках
- Смазочно-охлаждающая жидкость
- Контроллер ProtoTrak
- Инкрементальные и абсолютные положения
- Домашняя страница
- УЦИ (цифровое считывание)
- Подача питания
- Детали обнуления
- Настройка
- Настройка инструмента – типы/размеры/смещения
- Программа – программа записи
- Скоростной самолет
- Компенсация резца
- Карманный
- Фрезерование
- Сверление
- Смена инструмента
- повторов
- Финишный проход
- Подачи, скорости и глубина резания
- Просмотр пути к инструменту
- Зум
- Редактировать – редактировать программу
- Выполнить
- Подача вверх/вниз
- Кнопка управления
- Скорость шпинделя в зависимости от скорости подачи
- Чистовой проход с компенсацией режущего инструмента
- Prog In/Out – Сохранение программ
- Очистка
Токарный станок с ЧПУ (макс.

