Вес токарного станка 1к62: Станок 1к62 и его аналоги. Технические характеристики 1к62
Содержание
Токарный станок 1К62 — технические характеристики
Токарный станок 1К62 выпускался заводом «Красный пролетарий» в г. Москве в течение 15 лет. Являясь популярной моделью, был известен на территории всего СССР, как оборудование, которое позволяет серийно изготавливать разнообразные изделия с типовыми размерами.
Содержание
- Для чего необходим токарный станок
- Достоинства модели
- Особенности устройства станка
- Система смазки основных элементов
- Технические характеристики
Для чего необходим токарный станок
На токарном агрегате 1К62 можно обрабатывать болванки со сложными и криволинейными поверхностями и нарезать резьбы, применяя такие металлорежущие инструменты, как:
- резцы;
- сверла;
- развертки;
- метчики;
- плашки и зенкеры всех видов и размеров.
Диапазон возможностей токарно-винторезного станка 1К62 довольно широк. На нём можно обрабатывать изделия, как небольшого диаметра с малым весом, так и крупные детали. При фиксации болванки в патроне, её вес может достигать показателя 0,3 т. При фиксации изделия в центрах, его масса может достигать показателя 1,3 т.
При фиксации болванки в патроне, её вес может достигать показателя 0,3 т. При фиксации изделия в центрах, его масса может достигать показателя 1,3 т.
Кроме традиционных токарных задач, станок 1К62 позволяет выполнять точение любой из пяти типов резьбы:
- архимедовой;
- модульной;
- питчевой;
- метрической;
- дюймовой.
Агрегат оборудован, установленным на особых подшипниках, жёстким шпинделем, что предоставляет возможность обрабатывать болванки из закалённой стали. Модификация 1К62 относится к станкам лобовой серии. Другими словами, этот станок, способен обрабатывать детали с большим диаметром, но малой длиной. Устройством предусмотрена торцевое регулирование задней бабки, дающая возможность точить пологие конусы.
Токарное дело
Достоинства модели
Перечень основных достоинств, благодаря которым ценность токарно-винторезного станка 1К62 является оправданной как у мастеров, так и среди любителей:
- Возможность настройки параметров подачи и скорости вращения в довольно широком диапазоне.

- Передаточные цепи токарного станка 1К62, его некоторые узлы и компоненты его устройства характеризуются высокими показателями прочности и жёсткости.
- Устройство агрегата, оборудованного мощным двигателем, собрано так, чтобы эффективно противостоять вибрационным воздействиям.
- Стандартный комплект станка включает два люнета для исключения во время обработки деформации длинных деталей и запасные зубчатые колеса, передающие движущий момент от передней бабки на коробку переключения скоростей.
- Станок даёт возможность, выполнять высокоточную обработку изделий даже при ударных нагрузках (их воздействие отлично компенсируют специальные подшипники).
- Специальный электропривод, мощность которого равна 1 кВт, обеспечивает движение суппорта станка. Выходной вал этого электропривода, отвечающего за быстрое перемещение суппорта, оборачивается со скоростью до 1410 об/мин.
- Задняя бабка агрегата способна перемещаться в поперечном направлении, что даёт возможность применять станок 1К62 для обработки пологих конусовидных заготовок.

- В электрической цепи станка есть плавкие вставки и тепловые автоматы, для защиты его от КЗ и перегревов во время работы.
- Шпиндель токарно-винторезного станка 1К62 оснащён высокопрочными подшипниками.
- В случаях, когда в задней бабке установлено сверло для выполнения отверстий в деталях, ее можно прикрепить с нижней частью суппорта жёстким способом благодаря специальному фиксатору, при этом она может перемещаться посредством механического привода.
- Станок обладает высоким показателем виброустойчивости.
- Разработанный, более шестидесяти лет назад, токарный станок 1К62, способен с одинаковой эффективностью применяться для осуществления как силовых, так и скоростных токарных задач, что присуще далеко не каждому современному агрегату.
Особенности устройства станка
С целью общего понимания устройства станка следует ознакомиться с его основными узлами:
- Передняя бабка — это главный функциональный орган, включающий в себя чугунный корпус, шпиндельный узел и коробку для переключения скоростей.
 Она предназначена для фиксации и обеспечения вращения обрабатываемой заготовки. Ключевым элементом передней бабки является шпиндель, обладающий формой стального пустотелого вала. В передней части шпинделя выполнена стандартная резьба.
Она предназначена для фиксации и обеспечения вращения обрабатываемой заготовки. Ключевым элементом передней бабки является шпиндель, обладающий формой стального пустотелого вала. В передней части шпинделя выполнена стандартная резьба. - Гитара — предусмотрена для настройки подачи или шага выполненной резьбы станка благодаря установке соответствующих запасных зубчатых колес. В современных моделях станков фактически не применяется.
- Коробкой подач называется узел агрегата, который передает вращательный момент от шпинделя к ходовому винту и валу. Она отвечает за изменение числа оборотов в минуту при вращении ходового вала, чем достигается продольное и поперечное движение суппорта с установленной скоростью.
- Станиной является основание из чугуна, где размещены главные механизмы станка. Вверху станина включает в себя две плоские и две призматические направляющие полосы для движения задней бабки и суппорта. Станина смонтирована на двух тумбах.
- Фартук предназначен для трансформации вращения ходового вала в прямолинейное движение суппорта.

- Суппортом называется один из основных элементов токарно-винторезного станка 1К62, обеспечивающий продольное, поперечное и наклонное, по отношению к оси агрегата, движение резцедержателя с резцом. Резец может передвигаться как вручную, так и автоматически в продольном и поперечном направлении по отношению к станине. Суппорт включает в себя каретку, фартук, механизмы поперечных салазок, механизмы верхних салазок, механизмы держателя резцов.
- Задняя бабка предназначена для фиксации конца длинных заготовок во время обработки и для установки и подачи таких режущих инструментов, как сверла, зенкера, развертки.
- Шкаф с электроаппаратурой обеспечивает пуск электропривода, запуск и остановку станка, контролирует работу коробок скоростей и подач, контролирует работу механизма фартука и т. д. с помощью соответствующих органов управления (рукояток, кнопок, маховиков).
Деталь станка-гитара
Система смазки основных элементов
Система смазки токарно-винторезного станка 1К62 предусматривает автоматическое смазывание рабочих элементов агрегата. Масляная ёмкость является стартовым компонентом в системе. Она расположена в корпусе передней бабки, точнее, в нижней его части. Разводка трубопроводов в системе обеспечивает попадание масла на, нуждающийся в смазке, компонент станка.
Масляная ёмкость является стартовым компонентом в системе. Она расположена в корпусе передней бабки, точнее, в нижней его части. Разводка трубопроводов в системе обеспечивает попадание масла на, нуждающийся в смазке, компонент станка.
Смазывающая жидкость приводится в действие плунжерным насосом, который выталкивает её в систему трубок, подходящим к различным частям агрегата. Этот насос расположен на нижней крышке фартука. Он работает благодаря кулачковому механизму, который, в свою очередь, движется за счёт вала.
Перемещаясь по системе, смазка попадает сквозь фильтр к фронтальному шпиндельному подшипнику и на лоток. Вес жидкости не позволяет маслу оставаться на узлах в больших объёмах. Таким образом, смазка произвольно стекает вниз и попадает на зубчатые колеса и другие узлы механизма. Задний шпиндельный подшипник смазывается двумя методами.
Ко второму, вспомогательному, относится фитильный метод смазки. Определить наличие масла в системе, можно посмотрев в маленькое окошечко в левой части верхней крышки передней бабки, где отчётливо будет видна струя смазочной жидкости. Поперечная рейка станины, по которой движется суппорт, смазывается вручную по мере необходимости. С этой целью предусмотрен краник, который размещён над ней.
Поперечная рейка станины, по которой движется суппорт, смазывается вручную по мере необходимости. С этой целью предусмотрен краник, который размещён над ней.
Технические характеристики
Паспорт содержит в себе основную информацию про станок 1К62, технические характеристики его описываются, начиная с базовых параметров:
- значение предельно-допустимого диаметра обработки: над суппортом – 22 см; над станиной – 40 см;
- допустимая длина болванки равна 150 см;
- максимальный вес обрабатываемой детали: в патроне – не превышает 0,5 т., в центрах – не превышает 1,5 т;
- общая масса равна 2,14 тонны;
- габариты – 2810*1170*1330 мм.
Шпиндель станка имеет такие характеристики, как:
- диаметр отверстия – 4,7 см;
- диаметр прута – не превышает 4,5 см;
- число скоростей вращения – 25 шт;
- предельно допустимые показатели частоты вращения – от 12,5 до 2000 об/мин;
- частота на обратном ходу – не выше 2420 об/мин;
- марка шпиндельного конуса – М6.

Параметры подач суппорта:
- величина хода каретки: 133, 93 и 64 см;
- величина поперечного хода суппорта – до 25 см;
- число ступеней продольных подач – 49 шт;
- скорость подачи при интенсивном движении: продольная – 3,4, поперечная – 1,7 м/мин;
- число типоразмером точёной резьбы метрического типа – 44 шт;
- предельно-допустимый шаг точения резьбы – от 0,1 до 19,2 см.
Видео: Токарный 1К62
Технические характеристики токарно-винторезного станка 1к62 и особенности конструкции
Токарный станок 1к62 заслуженно считается одним из самых популярных станков на отечественном пространстве. Качество, проверенное временем, высокая производительность обеспечили доброе имя и множество положительных отзывов от специалистов, которые осуществляли обработку заготовок на этом устройстве.
В статье ниже будут указаны основные технические характеристики токарного станка 1к62, а также немного информации о самом оборудовании, включая немного истории о самом устройстве.
История
Токарный станок 1к62 является плодом советского станкостроения, которое активно начало развиваться в пятидесятые годы двадцатого века. Именно в те года был создан рассматриваемый экземпляр, на котором впоследствии проработало не одно поколение специалистов.
Устройство было создано инженерами завода «Красный пролетарий» в Москве и сразу же получило большое признание у мастеров всей огромной страны. Советские создатели данной модели токарного станка успешно соединили в данном оборудовании качество, многозадачность и высокую точность обработки детали.
Надёжность и универсальность данного агрегата обеспечили ему популярность не только в годы создания, но и по нынешний день. Даже учитывая тот факт, что сейчас создаются новые модели, на общем рынке можно найти иностранные аналоги, но токарный станок 1к62 всё равно ещё успешно используется огромным количеством мастеров в их мастерских, ничем не уступая более новым экземплярам, что, конечно, впечатляет.
По названию данного устройства можно узнать его назначение, а также серию оборудования, так что 1к62 — это не просто набор цифр и букв. Индекс 1 обозначает группу, к которой относится данное устройство, — токарные станки. Буква «К», идущая следом, указывает поколение оборудования. Цифра 6 может рассказать о том, что данный станок входит в определённую подгруппу, а именно — токарно-винторезных станков. И, наконец, двойка обозначает 22 сантиметра. Именно столько составляет высота центров над станиной агрегата.
Применение
Токарный станок 1к62 может похвастать универсальностью. Данное оборудование призвано осуществлять работу по выполнению самых разных задач. Главная функция станка 1к62 заключается в нарезании различных видов резьбы. Но можно упомянуть и о возможности данного агрегата осуществлять создание архимедовых спиралей различного шага.
Благодаря особой конструкции токарного станка 1к62, которая является максимально жёсткой, что обеспечивается при монтировании агрегатного шпинделя на особые подшипники, данное оборудование может применяться мастерами для сложной работы с закалёнными заготовками.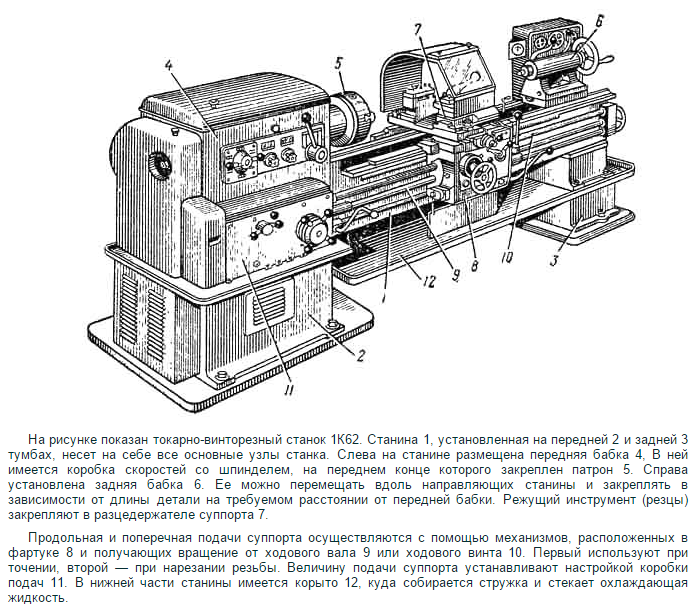 Модель 1к62 способна предоставить возможность твёрдой обработки самых различных деталей разной степени твёрдости. При этом стоит упомянуть то, что это никак не повлияет на точность детальной обработки.
Модель 1к62 способна предоставить возможность твёрдой обработки самых различных деталей разной степени твёрдости. При этом стоит упомянуть то, что это никак не повлияет на точность детальной обработки.
Высокая мощность агрегата является одним из главных преимуществ токарных станков модели 1к62. Также токарно-винторезные станки такого типа могут быть отмечены в связи с их превосходной прочностью и выносливостью конструкции. Отменное резание инструментами, изготовленными из твёрдых сплавов, а также минералокерамическими образцами, обеспечивается наличием довольно большим выбором имеющихся скоростных режимов и вариантов подач. К тому же отдельно можно отметить и виброустойчивость данного аппарата, которая также способствует качеству обработки.
Конструктивная особенность задней балки токарного станка 1к62 обеспечивает работу с пологими конусами, причём без особого труда. Особенность заключается в возможность задней балки смещаться в поперечном направлении. Это облегчает работу мастера и улучшает производительность оборудования. К тому же, если существует необходимость осуществления сверления при механическом движении балки от суппорта, это реализуется при наличии особого замка, соединяющего суппорт и заднюю балку.
К тому же, если существует необходимость осуществления сверления при механическом движении балки от суппорта, это реализуется при наличии особого замка, соединяющего суппорт и заднюю балку.
Токарно-винторезные станки 1к62 имеют способность агрегироваться со следующими люнетами: подвижными (их диаметр равен от 20 до 80 мм) и неподвижными (от 20 до 130 мм). Также модели станков 1к62 укомплектованы специальными зубчатыми колёсами, которые являются сменными. Они нужны для передачи движения коробке передач. На станине предусмотрен монтированный упор, позволяющий каретке осуществлять продольное смещение. Интенсивность движения суппорта имеет ограничение в 250 мм в минуту, которое осуществляется упором.
Технические характеристики токарного станка 1к62
После того, как были рассмотрены особенности устройства данных устройств, можно перейти непосредственно к техническим характеристикам:
- Диаметр прутка составляет 45 миллиметров;
- При фиксации над станиной, предельный диаметр заготовки составляет 400 миллиметров;
- Шпиндель агрегата имеет двадцать три скорости вращения.
 Диапазон данных скоростей составляет от 12,5 до 2000 оборотов в минуту;
Диапазон данных скоростей составляет от 12,5 до 2000 оборотов в минуту; - Двигатель этого агрегата 1к62 является десятикиловаттным;
- Пользователь может осуществлять выбор оптимального режима продольной и поперечной передачи суппорта с помощью коробки передач. Для переключения используются встроенные рукояти;
- Агрегат защищён от продолжительных перегрузок, благодаря наличию специального теплового реле, а также имеет защиту от коротких замыкания, так как у него имеются предохранители;
- Заготовка не может превышать следующих весовых показателей: масса заготовки в центрах не может быть больше 1500 килограмм, в то время когда в патроне допустимая масса составляет 500 килограмм;
- Токарно-винторезный станок 1к62 относится к устройствам класса точности Н. Это характеристика согласно ГОСТ 8-82;
- Устройство оснащено сразу четырьмя двигателями, которые отвечают за разные функции: двигатель быстрых перемещений, электродвигатель насоса охлаждения, электродвигатель гидростанции и, наконец, основной силовой агрегат главного привода.

- Можно сказать и о габаритах токарного станка 1к62. Данный агрегат является довольно внушительным устройством, о чём свидетельствуют его параметры: 2812*1166*1324 миллиметров. Масса этого устройства составляет 2140 килограмм.
Выводы
- При более подробном рассмотрении всех технических характеристик токарного станка 1к62 можно заметить тот факт, что данный агрегат является весьма сильным устройством, которое может выполнять довольно большой перечень задач. Станок может стать настоящей палочкой-выручалочкой (как бы иронично это ни звучало по отношению к аппарату таких внушительных размеров) для любого мастера. Токарно-винторезный станок уж точно пригодится и на небольших предприятиях и больших цехах.
- Конечно, можно назвать данный станок уже устаревшим, так как он был произведён больше полувека назад, но это нисколько не преуменьшает всех достоинств агрегата модели 1к62. Он с лёгкостью навязывает конкуренцию более новым импортным станкам, даже где-то выигрывая у них.
 Мастер, использующий именно это оборудования для обработки деталей, спокойно может ощутить всю лёгкость его эксплуатации и производительность устройства.
Мастер, использующий именно это оборудования для обработки деталей, спокойно может ощутить всю лёгкость его эксплуатации и производительность устройства. - Особенность конструкции этого агрегата также является его сильной стороной. Это очень выносливое устройство, способное выполнять огромный объём работы, при этом не вызывая опасений за его состояние. Защита от коротких замыканий и перегрузок позволяет мастерам не заботиться о вероятности поломки или появления неисправностей у этого очень полезного и внушительного агрегата.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Станок 1к62: технические характеристики :: SYL.ru
Одной из важнейших операций при металлообработке является обработка поверхностей вращения. Для выполнения таких работ применяются токарные станки различных типов и спецификаций. Токарно-винторезный станок 1К62, технические характеристики которого рассматриваются в данной статье, предназначен для обработки деталей из черных и различных цветных металлов, нанесения резьбы и точения конусных элементов.
Для выполнения таких работ применяются токарные станки различных типов и спецификаций. Токарно-винторезный станок 1К62, технические характеристики которого рассматриваются в данной статье, предназначен для обработки деталей из черных и различных цветных металлов, нанесения резьбы и точения конусных элементов.
Расшифровка, обозначения и модификации
В 30-е годы в СССР была разработана специальная система обозначений станков. Эта система используется и в настоящее время. Индекс 1К62 состоит из цифры 1, что значит токарный станок, индекса К – поколение модели, цифр 6 — собственно токарно-винторезный тип и 2 – высота центров шпинделя над станиной 220 мм. Поскольку технические характеристики 1К62 могли быть разные, то к основному индексу могли добавляться символы.
Примером модификации основной модели может служить станок повышенной точности 1К62 Б. Технические характеристики такого оборудования позволяли изготовлять прецизионные детали в условиях мелкосерийного производства. Станок выполнялся в трех вариантах, различающихся максимальной длиной обрабатываемой заготовки – 710, 1000 и 1400 мм. У станков была разная длина станины и разная общая длина, которая составляла 2,522 м., 2,812 м. и 3,212 м. соответственно. Вес станков в зависимости от длины — 2160, 2293 и 2401 кг.
Станок выполнялся в трех вариантах, различающихся максимальной длиной обрабатываемой заготовки – 710, 1000 и 1400 мм. У станков была разная длина станины и разная общая длина, которая составляла 2,522 м., 2,812 м. и 3,212 м. соответственно. Вес станков в зависимости от длины — 2160, 2293 и 2401 кг.
Производитель станка
Станок был разработан вскоре после войны конструкторским бюро завода «Красный пролетарий» (располагался в Москве). Он пришел на смену станку 1А62. Первые образцы появились в 1954 году, а два года спустя было запущено серийное производство. Согласно прилагаемой к станку инструкции технические характеристики 1К62 значительно превосходили данные предшественника.
Новый станок быстро получил широчайшее распространение и знаком каждому, кто имеет хотя бы малейшее отношение к металлообработке. После списания станки часто передавались в мастерские различных учебных заведений. Многие школьники и студенты обучались азам металлообработки именно на 1К62.
Станок производился не только в Москве, но и на других предприятиях СССР (например, завод имени С. Орджоникидзе в Челябинске). Технические характеристики 1К62 вполне соответствовали требованиям к такому оборудованию. Заложенные в конструкцию резервы модернизации позволили станку оставаться в производстве до 1971 года, после чего ему на смену пришел не менее известный станок — 16К20. Вариантные исполнения 16К20 производятся и в настоящее время.
Орджоникидзе в Челябинске). Технические характеристики 1К62 вполне соответствовали требованиям к такому оборудованию. Заложенные в конструкцию резервы модернизации позволили станку оставаться в производстве до 1971 года, после чего ему на смену пришел не менее известный станок — 16К20. Вариантные исполнения 16К20 производятся и в настоящее время.
Особенности конструкции
Технические характеристики 1К62 обеспечивали станку возможность высококачественного выполнения всех существующих токарных операций, делая его поистине универсальным. Режимы работы станка настраивались по интуитивно понятной схеме. Высокие параметры жесткости узлов станка и специальные подшипники шпинделя, коробок скоростей и подачи позволяли обрабатывать детали после закалки.
Параметры подачи и оборотов шпинделя могут регулироваться в широких пределах. Благодаря этому при помощи твердосплавных или керамических резцов можно осуществлять резание заготовок на высоких скоростях. Станина станка, рассчитанная под применение мощного электродвигателя, успешно противостоит вибрационным нагрузкам, неизбежным при обработке на высокой скорости.
Станина станка
В качестве основания станка используется станина, представляющая собой коробчатую чугунную отливку. Для обеспечения высоких технических характеристик станка 1К62 конструкция станины имеет поперечные ребра П-образного профиля, обеспечивающие высокую жёсткость.
На станине имеются четыре направляющие, поверхность которых проходит закалку и шлифование. Направляющие отличаются формой сечения – две имеют форму призмы и две плоскую прямоугольную. Передняя призматическая и задняя плоская направляющие предназначены для движения фартука, две другие – для задней бабки. Перед началом работы направляющие смазывают из основного масляного резервуара при помощи специального крана.
Под направляющими имеется штампованный поддон для сбора образующейся при точении стружки и отработавшей СОЖ (смазывающей охлаждающей жидкости). В левой опоре станины находится рама для крепления основного электродвигателя, а в правой – места для установки насосов СОЖ и гидравлики (при их наличии). Дополнительно в правой опоре есть место для установки 28-литрового бака СОЖ.
Дополнительно в правой опоре есть место для установки 28-литрового бака СОЖ.
Передняя бабка
На левой части станины расположена передняя бабка, в которой находится коробка скоростей. Под ней смонтирована коробка подач 1К62. Технические характеристики токарного станка в значительной мере зависят от взаимного расположения узлов. Конструкция передней бабки позволяет выставлять ее положение по горизонтальной линии центров.
Под коробкой подач размещено моторное отделение с главным электродвигателем и аппаратурой управления.
Основной двигатель и коробка скоростей
Для привода валов коробок скоростей и подач используется один двигатель. Он смонтирован на раме внутри передней тумбы станины и развивает до 10 кВт при максимальной частоте вращения вала 2000 об/мин. Большая мощность мотора обеспечивает высокие технические характеристики токарному станку по металлу 1К62. Опционально станок мог оснащаться главным приводом с уменьшенными мощностью и частотой вращения (7,5 кВт и 1460 оборотов соответственно).
Крутящий момент от двигателя передается на входящий вал коробки перемены скоростей с помощью ременной передачи. Поскольку мощность двигателя большая, то в приводе применяются пять (или четыре — для менее мощной версии) параллельных ремней. На входном валу коробки установлена фрикционная муфта, позволяющая осуществлять вращение шпинделя в обе стороны.
Направление вращения задается рукоятками, расположенными на уровне поддона для стружки. Поднятием рукоятки вверх задается прямое вращение, при опускании – обратное. В среднем положении включается ленточный тормоз шпинделя. Коробка скоростей имеет 23 передачи с частотами вращения выходного вала в широком диапазоне оборотов 12,5…2000 (1460) об/мин.
Для смазки узлов установлен отдельный масляный насос, подающий смазку к высоконагруженным узлам. Насос плунжерного типа приводится от эксцентрика на входном валу коробки. Запас масла в составляет 3,7 литра и находится в основном бачке на дне корпуса передней бабки. Для контроля исправности системы смазки в верхней крышке коробки скоростей есть смотровой глазок. При исправной системе через глазок видна струйка масла. Для очистки масла в конструкции станка имеется пластинчатый фильтр.
При исправной системе через глазок видна струйка масла. Для очистки масла в конструкции станка имеется пластинчатый фильтр.
Выбор скоростей
На корпусе коробки есть четыре рукоятки: две для выбора числа оборотов, одна для установки шага резьбы и рукоятка выбора правой/левой резьбы и подачи.
Под одной из рукояток (ближней к шпинделю) имеется таблица с рядом чисел оборотов. Рукоятка перемещает три блока шестерен, позволяя выбрать ряд оборотов. Для получения оборотов шпинделя более 630 в минуту необходимо сначала отклонить рычаг от себя, затем повернуть влево. Вторая рукоятка передвигает два дополнительных блока шестерен, выставляя число оборотов по круговой таблице в соответствии с выбранным рядом.
Шпиндель и коробка подач
Шпиндель станка устанавливается на выходном валу коробки скоростей на торцевой части передней бабки. Вал шпинделя вращается на специальных высокоточных подшипниках, не нуждающихся в регулировке и обслуживании в процессе эксплуатации оборудования. Шпиндель имеет трехкулачковый патрон и служит для фиксации заготовки и сообщения ей вращательного движения. Зажим детали осуществляется от руки, штатным ключом.
Шпиндель имеет трехкулачковый патрон и служит для фиксации заготовки и сообщения ей вращательного движения. Зажим детали осуществляется от руки, штатным ключом.
От вала шпиндельной бабки осуществляется привод коробки подач. Данный механизм расположен в нижней левой части станка и приводится во вращение от коробки передач при помощи сменных шестерен. Такой привод обеспечивает заявленные технические характеристики 1К62.
Токарно-винторезный станок оснащен приводом суппорта от коробки передач при помощи ходового валика и винта. При точении суппорт перемещается ходовым валиком, а при нарезке резьбы – от ходового винта. Ходовой винт имеет устройство увеличения шага, которое расширяет диапазоны нарезаемой резьбы. Для более точнго процесса станок имеет возможность прямого привода ходового винта, минуя коробку подач. Обороты выставляются при помощи сменных шестерен из отдельного набора.
Смазка коробки подач производится от отдельного насоса. Запас масла — 0,7 литра — находится в картере коробки. Для контроля исправности насоса в передней части коробки подач имеется смотровой глазок.
Для контроля исправности насоса в передней части коробки подач имеется смотровой глазок.
Суппорт
Суппорт имеет крестовую схему и предназначен для фиксации резца и обеспечения ему движения продольной и поперечной подач. Для продольного перемещения имеется отдельная каретка. Движения могут осуществляться и от руки, и от механического привода.
Резец закреплен в резцедержателе, который может поворачиваться на заданный угол. Резцедержатель может перемещаться по поперечным салазкам, обеспечивая заданную глубину резания. Параметры перемещения определяются по установленным на суппорте линейкам с масштабными сетками.
Суппорт имеет электропривод от отдельного мотора мощностью в 1 кВт. Электродвигатель развивает до 1400 оборотов, что позволяет осуществлять быстрое перемещение суппорта в рабочее положение.
Фартук
Фартук представляет собой подвижный корпус механизмов для продольного и поперечного перемещения суппорта. В конструкции фартука есть кулачковые муфты, позволяющие осуществлять движение в обе стороны. Также есть дополнительная муфта для отключения привода при перегрузке.
Также есть дополнительная муфта для отключения привода при перегрузке.
Поступательное движение суппорта выполняется от ходового винта (при помощи разъемной гайки) или от ходового вала. Такое решение значительно улучшает технические характеристики токарного станка 1К62.
Ходовой вал передает движение фартуку через шестеренную передачу и рейку. Фартук оснащен механизмом отключения подачи суппорта, а также рядом защитных устройств, обеспечивающих безопасность выполнения работ на станке.
Смазка фартука осуществляется от насоса с червячным приводом. Для хранения смазки имеется отдельный резервуар емкостью 1,5 литра. Ходовой винт смазывается вручную.
Задняя бабка
Задняя бабка движется по тем же направляющим, что и фартук. Перемещение осуществляется вручную, в нужном положении бабка фиксируется поворотом рукоятки.
В задней бабке устанавливается пиноль с коническим отверстием. В него устанавливается центр для поддержки заднего конца заготовок деталей. По конструкции центры делятся на два типа – вращающиеся и неподвижные. Движение пиноли осуществляется маховиком, расположенным с тыльной стороны. Фиксация пиноли осуществляется отдельной рукояткой.
Движение пиноли осуществляется маховиком, расположенным с тыльной стороны. Фиксация пиноли осуществляется отдельной рукояткой.
Кроме центров в задней бабке может располагаться инструмент для выполнения и обработки внутренних отверстий в заготовках. Задняя бабка может быть соединена с суппортом и использоваться для сверления отверстий с механической подачей.
Дополнительно имеются продольные направляющие, которые позволяют получать на станке поверхности в форме пологого конуса. Такая конструкция бабки улучшает технические характеристики токарного станка 1К62.
Токарно-винторезный станок 1К62 — характеристики, паспорт, видео, фото
Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.
Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.
Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день. Часто для придания ему товарного вида достаточно лишь подкрасить корпус, если техническое обслуживание проводилось регулярно и в полном объёме.
Некоторые станки требуют замены электрооборудования, шабровки или перешлифовки станины, и этот станок прослужит ещё долгое время. Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Паспорт и руководство по технической эксплуатации станка 1К62
Технические характеристики токарного станка 1К62
Содержание
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.

- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.
Кинематическая схема токарно-винторезного станка 1К62
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы.
 Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования. - Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов.
 Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
Станок токарно-винторезный универсальный 1К62 (РМЦ 750)
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Станок токарно-винторезный универсальный 1К62 (РМЦ 750)
Токарно-винторезный станок 1К62 является универсальным. Он предназначен для выполнения разнообразных токарных работ: для нарезания метрической, дюймовой, модульной, питчевой, правой и левой, с нормальным и увеличенным шагом, одно- и многозаходной резьбы, для операций точения наружних и внутренних поверхностей цилиндрических и конических деталей.
Технические характеристики токарно-винторезного станка 1К62 (РМЦ 750)
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 400 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 220 |
| Наибольшая длина обрабатываемой детали, мм | 750 |
| ЧПУ | — |
Пределы частот вращения шпинделя Min/Max, об/мин. | 12,5 — 2000 |
| Мощность, кВт | 10 |
| Габариты, мм | 2522_1166_1324 |
| Масса, кг | 3000 |
| Начало серийного выпуска, год | 1968 |
| Завод-производитель | Красный пролетарий АОКП, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа станок токарный 1К62 (РМЦ 750) по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1К62 (РМЦ 750) производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — станок токарно-винторезный универсальный 1К62 с РМЦ 750 мм составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный универсальный 1К62 (РМЦ 750) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный универсальный 1К62 (РМЦ 750) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Аналоги 1К62 (РМЦ 750)
-
В наличии
-
Спецпредложение
-
-
-
Популярные модели
инструкция по эксплуатации, технические характеристики, устройство переключения скоростей и подач
Токарно-винторезный станок 1А62 является одним из продолжателей знаменитого семейства ДИП-200, первые станки которого были изготовлены в 1932 году на Московском станкостроительном . Его предшественником был 1Д62, сменивший название ДИП-200 на новое цифробуквенное обозначение, разработанное ЭНИМСом в 1937 году.
Его предшественником был 1Д62, сменивший название ДИП-200 на новое цифробуквенное обозначение, разработанное ЭНИМСом в 1937 году.
1Д62 был запущен в производство в 1937 году и выпускался на протяжении одиннадцати лет. В 1948 году ему на смену пришел токарный станок модели 1А62, у которого были улучшены рабочие характеристики, а также модернизирована система управления и усовершенствована эргономика. Он выпускался в течение восьми лет — вплоть до 1956 года. В производственной линейке его сменил знаменитый 1К62, производившийся на протяжении 18 лет.
Краткая история серии
- Первые токарно-винторезные станки с коробкой скоростей выпускались на и назывался ДИП 200,
- ДИП 300 и так далее. Буквы означали «Догнать и перегнать», а цифры высоту над станиной.
- ЭНИМС приняла единую систему условных обозначений станков. По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
- Вскоре появились первые модели ДИП 200, которые назывались 1Д62,
- 1Д62М.
 После эти модели заменила более новая — 1А62. 1А62 выпускали несколько лет, после чего на замену ему пришел 1К62, который выпускался еще восемнадцать лет. К 1К62 выпускались модификации.
После эти модели заменила более новая — 1А62. 1А62 выпускали несколько лет, после чего на замену ему пришел 1К62, который выпускался еще восемнадцать лет. К 1К62 выпускались модификации. - Затем в производство вошел 16Б20П, который был переходной моделью между двумя станками.
- Через еще шесть лет произвели первые 16К20. Станки понемногу стали производить все меньше и меньше. Их начали модифицировать, но модификации не были долгожительными.
- Через семнадцать лет после первых 16К20 на смену им пришли станки серии МК: МК6046, МК6047.
Правила эксплуатации
Соблюдение правил эксплуатации и выполнение текущего технического обслуживания гарантируют работоспособность и стабильность рабочих характеристик токарно-винторезного станка 1А62 в периоды между плановыми ремонтами. Уход за оборудованием включает в себя как поддержание чистоты и порядка непосредственно на станке и в рабочей зоне станочника, так и контроль за состоянием его узлов и агрегатов. Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
После окончания рабочей смены станочник должен отключить его от электросети, убрать со станка инструмент, приспособления и оснастку, очистить его стружки и провести наружный визуальный осмотр механизмов на предмет их исправности. Также необходимо проверить состояние заземления и защитных элементов: ограждений, кожухов и экранов.
Перед началом рабочей смены выполняется визуальный контроль в том же порядке. После чего необходимо проверить уровни масла во всех механизмах станка и только после этого выполнять проверку станка на холостом ходу.
Особого контроля требует система смазки движущихся частей станка. В Руководстве перечислены контрольные и технические мероприятия, которые должны выполняться в начале каждой смены для обеспечения смазкой всех движущихся механизмов станка. В системе смазки токарно-винторезного станка 1А62 применяется один вид промышленной смазки — машинное масло «Л» (по современной классификации — индустриальное масло И-30А).
Проверка масла
Проверка и заливка масла в основные узды и агрегаты станка производится в следующем порядке:
- Коробка скоростей. Уровень масла проверяется по указателю на горловине (норма — верхний уровень). Перед началом работ необходимо прочистить пластинчатый фильтр, повернув специальную рукоятку, расположенную на корпусе коробки. Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
- Коробка подач. Масло заливается до верхнего уровня маслоуказателя. Периодичность замены масла такая же, как и у коробки скоростей.
- Фартук. Для смазки червяной передачи необходимо залить масло через отверстие на фланце до его нижнего края.
- Суппорт. На нижней и верхней частях суппорта находятся девять масленок, смазывающих все движущиеся части суппорта. Масло в них нужно добавлять ежесменно. Кроме этого каждую смену необходимо смазывать направляющие верхней части.
- Задняя бабка. Смазка пиноли, винта и подшипника осуществляется двумя масленками, которые должны наполняться маслом каждую смену.
- Гитара. В корпусе гитары предусмотрен резервуар для масла, которое заливается в него до уровня маслоуказателя. Сроки замены масла такие же, как и у коробки скоростей.
- Ходовой винт. Перед началом рабочей смены его необходимо смазать машинным маслом по всей его длине. Для смазки опор ходового винта, а также опор валика, предусмотрены три масленки, которые должны заполняться маслом каждую смену. Подшипник вертикального валика получает смазку посредством отдельной масленки, в которую масло добавляется один раз в неделю.
Назначение и область применения токарно-винторезного станка по металлу
Токарный станок 1К62 — универсальный и используется для чистовых, получистовых токарных задач. Им нарезают левые и правые резьбы: метрические, дюймовые.
Используется для обработки закаленных заготовок, потому что шпиндель обеспечивает жесткость аппарата. На нём высококачественно режут твердосплавным инструментом из-за большого диапазона скоростей 1К62.
На нём высококачественно режут твердосплавным инструментом из-за большого диапазона скоростей 1К62.
Аппарат — лобовой и на нем обрабатывают короткие заготовки, большого диаметра. На аппарате обрабатывают пологие конуса, потому что его задняя балка может смещаться.
Габарит рабочего пространства
Пространство обработки металлорежущего оборудования зависит от типа, компоновки и геометрических размеров станка. Его габариты ограничивают предельные размеры заготовки, которую можно поместить в рабочую зону станка. Помимо технических параметров оборудования эти ограничения также зависят от формы детали и расположения на ней обрабатываемых поверхностей. Для горизонтальных токарных станков рабочее пространство обычно делится на два вида: для деталей типа «вал» и для деталей типа «диск».
Токарный станок 1А62 имеет традиционную компоновку и относится к универсальным. Для него предельные размеры детали типа «вал» составляют 220 мм в диаметре и 1400 мм в длину. Деталь типа диск может иметь следующие габариты: 400 мм в диаметре и 100 мм в высоту. Габаритные размеры являются не единственным ограничениям при выполнении токарных операций и напрямую связаны с массой заготовки. Так предельный вес изделия при обточке в патроне токарного станка составляет 500 кг, а между центрами — 1500 кг.
Габаритные размеры являются не единственным ограничениям при выполнении токарных операций и напрямую связаны с массой заготовки. Так предельный вес изделия при обточке в патроне токарного станка составляет 500 кг, а между центрами — 1500 кг.
Основные разновидности и расшифровка модификаций
Первый 1К62 был выпущен на и прошел длинный путь, множество модификаций.
Основными разновидностями были: 1К625, 1К620, 1К62Б. У модификаций имеются расшифровки, каждая цифра и буква имеет значение:
- Цифра 1 означает, что станок токарный.
- Буква К говорит о поколении аппарата.
- Цифра 6 показывает, что станок токарно-винторезный.
- Цифра 2 говорит о высоте центров.
- Цифры 25 на конце — максимальный диаметр заготовки над суппортом.
- Цифры 20 — высота центров над станиной.
- Буква Б — значение изменения основной модели.
Так выглядят основные модификации, их расшифровки 1К62.
Технические характеристики
Основными техническими характеристиками выделяют:
- Диаметр обработки над суппортом — двести мм.

- Расстояние между центрами составляет тысячу мм.
- Мощность электродвигателя — 10 квт
- Масса станка — 3035 кг.
- Поперечное смещение корпуса примерно пятнадцать мм.
Основные параметры
Основными параметрами называют: расстояние между центрами, которое составляет тысячу миллиметров, вес станка в две тонны.
Пределы оборотов шпинделя в прямом направлении доходят до 2 тыс. оборотов в минуту, в обратном направлении до 1900 оборотов в минуту. Диаметр патрона — 250 миллиметров.
Какие главные отличия модели 1а62?
До изготовления станка 1а62г существовали и другие модели, однако, в новой модели станка доступно больше функций и операций. Модель 1а62, отличается от раннего выпуска модели 1Д62М, следующими доступными функциями:
- Максимальная скорость вращения шпинделя увеличена приблизительно до 1200 оборотов в минуту.
- Доступна скорость в прямом и в обратном обороте.
- Мощность и сила электродвигателя максимально улучшена до 7 кВт.

- Передача пропорционально заменена клиноременной вместо стандартного плоского ремня.
- Число и количество оборотов можно легко установить с помощью трех рукояток.
- Передний шпиндель расположен в специальном двухрядном подшипнике, который способен регулироваться.
- Чтобы коробка передач и другие механизмы не загрязнялись, паз закрыт специальным приспособлением, который помогает улучшить смазку.
- Работа задней бабки улучшена, а благодаря этому качество производства на высшем уровне.
- На специальном фартуке установлен лимб, который стабилизирует продольную подачу и улучшает качество ее функциональности.
- Коробка передач стабильно допускает прямое включение, благодаря этому нарезка проводится точно и практически без промахов.
- Неподвижный упор укреплен намного мощнее и сильнее, то есть вероятность повреждений и поломок низка.
- В задней части станка установлен охладитель, который охлаждает оборудование и улучшает качество резьбы и производства в целом.

Еще на станке расположена специальная канавка для предохранителя, которая не позволяет спадать патрону даже в том случае, если останавливается само оборудование.
Общая конструкция и принцип работы
В конструкции привычно для экспертов расположены регулирующие органы, использована простая схема управления. Модель состоит из узлов:
- станина;
- передняя, задняя тумбы;
- передняя бабка;
- зажимной патрон;
- задняя бабка;
- резцедержатель;
- фартук с механикой подачи суппорта;
- ходовой вал;
- коробка подач.
Конструкция рассчитана на высокую выносливость к вибрации, жесткость. Основой являются тумбы, а для повышения их жесткости используют вертикальные ребра на стенках.
В левой части агрегата имеется передняя бабка, внутри нее коробка передач, шпиндель с патроном. С правой стороны задняя бабка. Суппорт может смещаться в разные стороны за счёт фартука.
Фото и описание устройства
Только что, была рассмотрена общая конструкция аппарата, а сейчас вместе с картинками будут подробно описаны устройства агрегата, их свойства, особенности, значения в механизме.
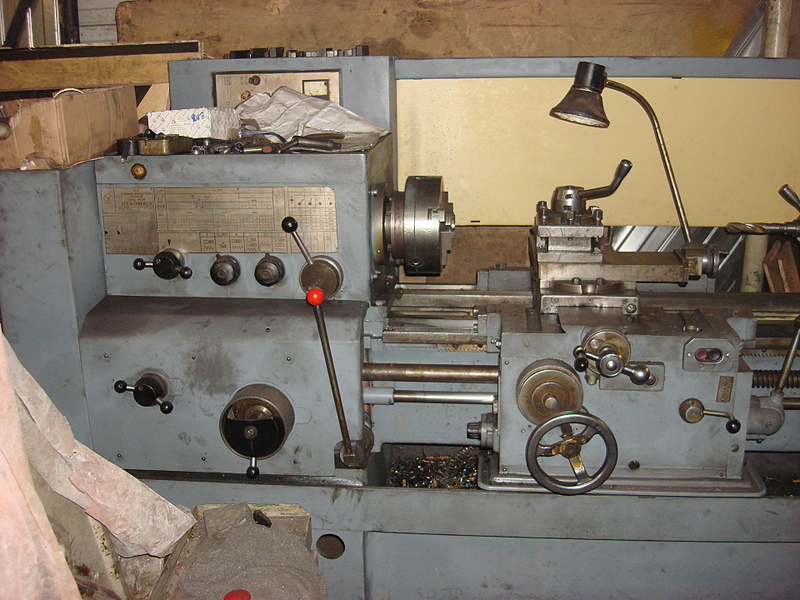
Общий вид
На данной картинке можно любоваться общим видом токарно-винторезного аппарата. Сразу же видны узлы, различные приборы, рассмотренные ранее.
Вес составляет более двух тонн, а мощность двигателя доходит до десяти кВт. На следующей картинке виден более подробный чертеж, где указаны узлы, их местоположение.
Чертеж
Это — общий чертеж конструкции. На нем указаны все основные узлы. Они будут очень скоро рассмотрены по одиночке. В левом верхнем углу располагается бабка передняя, в левом нижнем углу коробка передач и моторная установка.
Справа от бабки передней виден патрон, а справа от патрона находится ограждение, каретка. Под цифрами 12, 13 в середине — переключение, фартук.
Справа сверху — суппорт, механизм отключения рукоятки, охлаждение, бабка задняя, электрооборудование, станина.
Расположение органов управления
На снимке — все органы управления, их местоположение. Всего — двадцать два органа. От самых простых до очень сложных в управлении, изучении.
Ими управляются все механизмы, за счет них агрегат работает, выполняет задачи. Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий.
Кинематическая схема
На фото расположена кинематическая схема, то есть условное изображение агрегата, которое показывает связь между элементами механизма, передающими движение. Схема помогает лучше разобраться в устройстве конструкции, правильно чинить ее, производить верные подсчеты.
Каждый элемент на схеме имеет свое обозначение. Обозначения надо учить, чтобы понимать схему. Вал обозначается прямой линией, ходовые винты — волнистой линией и так далее.
Шпиндельная бабка
Ранее рассматривалась задняя, а есть еще шпиндельная. Лучше всего она видна на картинке выше. Конструкция представляет из себя узел шлифовальных станков.
Он состоит из несущего шпинделя, который сообщает вращательное движение шлифовальному кругу. Цель механизма — разместить шпиндель, механизмы его привода.
Устройство переключения скоростей и подач
Коробка скоростей — основная часть привода шпинделя станка, предназначена для передачи движения от электродвигателя, изменения частоты вращения. Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем.
Коробка подач обеспечивает большое число подач в станке. Помощь в этом ей оказывает вторая коробка, потому что она изменяет скорость. Механизм подач включается муфтами — фрикционной, кулачковой.
Фартук
На картинке выше изображен фартук токарного агрегата. Фартук преобразует вращательное движение ходового винта, валика в поступательное перемещение суппорта вдоль направляющих станины.
Механизм обычно крепится к переднему торцу каретки суппорта. Он имеет четыре кулачковые муфты. Муфты позволяют каретке, суппорту совершать прямой, обратный ход.
У фартука есть блокирующее устройство, которое препятствует одновременному включению продольной и поперечной подач.
Суппорт
Изображен суппорт 1К62. Суппорт предназначен для перемещения, закрепленного в резцедержателе резца вдоль, поперек оси шпинделя.
Суппорт предназначен для перемещения, закрепленного в резцедержателе резца вдоль, поперек оси шпинделя.
Он состоит из трех главных узлов — каретки, поперечных салазок, резцовых салазок. В учебниках, книгах узлы могут называться по-другому, но функции они выполняют всегда одни и те же.
Задняя бабка
Выше изображена конструкция, называющаяся задней бабкой. Она служит для поддержания обрабатываемой заготовки при обработке в центрах, представляет собой вторую опору агрегата.
Во время сверления механизм присоединяется к каретке суппорта, чтобы получить механическую подачу. Механизм не может произвольно сдвигаться, должен давать правильное положение оси центра.
Схема электрическая принципиальная
Сверху находится электрическая принципиальная схема. Каждый агрегат имеет эту схему. Она показывает основные узлы, детали, величины токов.
Без наличия данной схемы, поломка аппарата будет роковой, потому что починить ее без неё будет невозможно. Схема, скорее всего, находится в паспорте станка.
Схема, скорее всего, находится в паспорте станка.
Выводы
Модель токарного станка 1а62г является лучшей и более совершенной, так как именно в ней доступно больше функций. А с помощью паспорта и общей инструкции, можно быстрее разобраться в работе станка, и таким образом, производить детали более точно и качественно.
Модель 1а62г отличается от предыдущих конструкций тем, что помимо дюймов и метрических нарезов, можно вырезать питчевые и модульные нарезы, это же является и преимуществом станка. Благодаря чему модель станка 1а62г считают не только доработанной, но и одной из лучших среди всех поколений.
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.
Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
Технические характеристики токарного станка 1К62: устройство, ремонт
Популярные
Токарный станок 1К62 начал использоваться на предприятиях в 30-х годах прошлого века. Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.
Преимущества модели 1К62
Сегодня этот агрегат используется достаточно широко и считается очень качественным оборудованием. Технические характеристики токарного станка 1К62 просто отличные. К несомненным достоинствам данной модели можно отнести:
- Универсальность .
 На 1К62 можно выполнять любые работы, в том числе и нарезание резьбы.
На 1К62 можно выполнять любые работы, в том числе и нарезание резьбы. - Возможность использования для обработки заготовок из очень твердого закаленного металла. Шпиндель станка установлен на подшипниках специальной конструкции, обеспечивающих жесткость крепления.
- Высокая мощность главного привода и надежность сборки кинематической схемы движения.
- Широкий диапазон передач и скоростей.
- Резка на станке 1К62 может выполняться в том числе минерало-керамическими, а также твердосплавными инструментами.
- Виброустойчивость — Одно из преимуществ, которое отличает этот металлический токарный станок, имеющий большой вес.
- Высокая точность даже при использовании в барабанном режиме.
Движение подачи машины
Модель 1К62 относится к фронтальным токарным станкам, а потому в основном используется для обработки не слишком длинных и в то же время габаритных заготовок.
Устройство токарного станка 1К62 практически ничем не отличается от устройства любого другого оборудования этой группы. В качестве привода в этой модели используется асинхронный силовой агрегат короткозамкнутого типа мощностью 10 кВт. Скорость перемещения суппорта и вращения шпинделя регулируется двумя отдельными рукоятками. Это одна из особенностей модели. Помимо основного, в машине используется дополнительный двигатель, тоже асинхронный, мощностью 1 кВт. Этот силовой агрегат обеспечивает быстрое перемещение суппорта.
Таким образом, механизм подачи станка 1К62 включает четыре кинематические цепи:
- резьбонарезание;
- поперечная резка;
- разрезание;
- ускоряющий движение суппорта.
Передняя и задняя бабки
При работе станка подача от главного двигателя передается на ведомый шкив, а затем через сложную систему муфт и блоков на переднюю бабку со шпинделем. Затем движение передается на трензельный вал и на механизм подачи. Подшипники качения валов узла можно смазывать как разбрызгиванием, так и принудительно. В конструкцию модели входит специальный масляный насос.
Подшипники качения валов узла можно смазывать как разбрызгиванием, так и принудительно. В конструкцию модели входит специальный масляный насос.
Задняя бабка агрегата 1К62 может перемещаться по направляющей станины и снабжена пластиной. Выдвижной пиноль движется с помощью винтовой пары и маховика. Его вылет фиксируется ручкой. Корпус передней бабки может смещаться относительно пластины в поперечном направлении. При необходимости переднюю бабку также можно установить на станине. Иногда в гнездо штифтов устанавливают специальный инструмент, предназначенный для обработки отверстий.
Модель суппорта и переднего механизма
Токарный станок по металлу 1К62 оснащен суппортом, в конструкцию которого входят следующие элементы:
- рельсы нижние, предназначенные для продольного перемещения по рельсам;
- поперечная каретка, в круговых направляющих которой установлена поворотная пластина под салазки фрезы.
Пластину можно зажать под любым углом по отношению к шпинделю. Механизм фартука расположен в корпусе, привинченном к опорной каретке. Продольное перемещение суппорта обеспечивается реечной передачей, а продольное — специальным винтом.
Механизм фартука расположен в корпусе, привинченном к опорной каретке. Продольное перемещение суппорта обеспечивается реечной передачей, а продольное — специальным винтом.
Технические характеристики токарного станка 1К62: основные параметры
Станок 1К62 может применяться в том числе и для обработки полых конических деталей. Это обеспечивается возможностью смещения заготовок в поперечном направлении.
Технические характеристики станка 1К62 следующие:
- высота детали
- над суппортом — 224 мм;
- максимально допустимая высота заготовки над станиной — 430 мм;
- длина заготовки — 750-1500 мм;
- масса закрепленной в центрах детали 460-900 кг;
- масса детали в кассете 200 кг;
- скорость вращения шпинделя вперед/назад — 2000/2420 об/мин;
- – 2520 кг;
- – 2500х1200х1500 мм.
масса машины
габариты
Таким образом, технические характеристики токарного станка 1К62 делают его очень производительным и надежным. Эта модель хорошо работает как при высокоскоростной, так и при силовой резке. По нормам, предусмотренным ГОСТом, установка 1К62 может эксплуатироваться в условиях УХЛ-4.
Эта модель хорошо работает как при высокоскоростной, так и при силовой резке. По нормам, предусмотренным ГОСТом, установка 1К62 может эксплуатироваться в условиях УХЛ-4.
Стоимость оборудования
Сколько может стоить токарный станок 1К62? Цена на него, как и на любое другое оборудование такого типа, достаточно высока. Однако его стоимость все равно значительно меньше многих импортных аналогов, поставляемых даже из стран СНГ. При этом данная модель практически уступает по качеству обработки деталей и удобству эксплуатации зарубежным станкам. Подержанный станок 1К62 стоит около 1 200 000 рублей. Для сравнения: белорусская модель ГС526У, имеющая примерно такой же дизайн и технические характеристики, предлагается за 33 200 долларов.
Ремонт станка 1К62
Технические характеристики токарного станка 1К62 хорошие, и он может работать очень долго без ремонта. Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции:
Эта процедура может включать следующие операции:
- обкатка станка на всех подачах и скоростях;
- проверка параметров на точность;
- мойка и протирка деталей при частичной разборке;
- очистка направляющих от грязи и шлифовка в случае их износа.
Ремонт токарного станка 1К62 может заключаться в выполнении таких операций, как замена изношенных узлов и механизмов на новые или их восстановление. Наружные нерабочие поверхности обычно окрашивают после ремонта или технического обслуживания. Также часто производится замена корпусов моделей для предотвращения загрязнения обрабатываемых поверхностей абразивной пылью и стружкой.
- 0
- 0
- Оборудование для производства
Поделись этим:
Читайте также
- Детское удерживающее устройство для автомобиля: виды, особенности и отзывы
- Производство, применение и характеристики стали 40х13
- Сверлильный станок: назначение, схема, характеристики.
 Модели расточных станков
Модели расточных станков - Мини-токарные станки: устройство и принцип работы
- Токарные станки по металлу: обзор, описание, характеристики, виды и отзывы. Токарный станок по металлу своими руками
- Токарные станки ТВ-7 и их особенности
- Станок для резки камня. Некоторые виды станков
Новости партнеров
РЕШЕНИЕ: Токарная обработка 1к62 — Studypool
Токарная обработка 1к62
Наибольший диаметр обрабатываемой детали Диск, обрабатываемый над станиной — Ø 400
мм
Наибольший диаметр обрабатываемой детали Вал, обрабатываемый над суппортом — Ø
220 мм
Расстояние между центрами — 710, 1000, 1400 мм
Высота центра — 215 мм
Мощность двигателя — 7,5 или 10 кВт
Масса машины полная — 2,0; 2. 1; 2.2 т
1; 2.2 т
Шпиндель токарно-винторезного станка 1к62
Конец шпинделя — фланец с коротким конусом. Номинальный размер конца шпинделя
— 6 по ГОСТ 12593
Внутренний (инструментальный) конус шпинделя — Морзе 6
Конец шпинделя до 1962 г. — М9Резьба 0 x 6 мм с центрирующим кольцом Ø
92 мм. Внутренний конус — Морзе 5
Диаметр сквозного отверстия в шпинделе — Ø 47 мм
Наибольший диаметр обрабатываемого прутка — Ø 45 мм
Пределы числа прямых оборотов шпинделя в минуту (24 шага) —
12,5 ..2000 об/мин
Пределы числа оборотов шпинделя назад в минуту (12 шагов)
— 19..1900 об/мин
Стандартный диаметр патрона — Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1к62
Пределы продольных подач — (49 ступеней) 0,07..4,16 мм/об
Пределы поперечных подач — (49 ступеней) 0,035..2,08 мм/об
Пределы шага метрической резьбы — 1..192 мм
Пределы шага модульной резьбы — 0,5. .48 модуля
.48 модуля
Пределы шага дюймовой резьбы — 24..2 витка на дюйм
Пределы шага резьбы — 96.. 1 шаг
Заменен более совершенной моделью 16К20.
Предназначены для выполнения широкого спектра токарных операций, в том числе нарезания резьбы:
метрическая, дюймовая, модульная, шаговая и архимедова спираль с шагом 3/8″, 7/16″; 8;
10 и 12 мм.
1К62 можно отнести к лобовым токарным станкам, т.к. он позволяет обрабатывать
относительно коротких заготовок большого диаметра. Передний конец шпинделя
изготовлен по ГОСТ 12593 (Фланцевые концы шпинделей под вертлюг
9шайба 0004 и фланцы зажимного устройства) (DIN 55027, ISO 702-3-75) для вертлюга
шайба
, с центрирующим коротким конусом 1:4 (7°7′30″).
Шпиндель установлен на двух подшипниках качения. Передняя опора представляет собой регулируемый двухрядный роликоподшипник
с внутренним коническим кольцом. Подшипник регулируется
затягиванием гайки (стопора), которая давит на внутреннее кольцо подшипника. При этом
При этом
кольцо надевается на коническую шейку шпинделя и разжимается;
, что уменьшает зазор между кольцами и роликами, возникающий в результате износа. Задняя
опора шпинделя состоит из двух радиально-упорных подшипников, которые регулируются только
при текущем осмотре станка. В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники
, что обеспечивает требуемую
жесткость и высокую точность обработки заготовок. По ГОСТ 8-82 станок токарный
1К62 относится к Н классу точности. Будет обеспечена точность обработки
даже в режиме ударной нагрузки. На токарный станок 1К62
могут быть установлены следующие люнеты: подвижный, установочный диаметр которого 20-80 мм, и неподвижный, его установочный диаметр
20-130 мм. Продольное перемещение каретки станка 1К62
может быть ограничено специальным упором, установленным на передней полке станины
. Таким образом, при установленном упоре скорость перемещения суппорта
не может превышать 250 мм/мин. Для обеспечения быстрого перемещения суппорта дополнительно
Для обеспечения быстрого перемещения суппорта дополнительно
используется асинхронный двигатель. Его мощность составляет 1,0 кВт при частоте вращения 1410 об/мин.
Машина оборудована тепловыми реле, защищающими двигатели
от длительных перегрузок, а также предохранителями, защищающими от коротких замыканий. На токарном станке
можно использовать трехкулачковый самоцентрирующийся патрон диаметром 250 мм или четырехкулачковый патрон
диаметром 400 мм.
Настольно-сверлильный н/с 12В
Станок предназначен для сверления отверстий в мелких деталях из чугуна, стали,
Цветные сплавы и неметаллические материалы на промышленных предприятиях, ремонтных и
бытовых мастерских.
Станки НС-12 позволяют выполнять следующие операции:
• сверление
• развертывание
• развертывание
• развертывание
• нарезание резьбы
Основные параметры станка
НС-004: Максимальный диаметр сверления: Ø 12 мм
Максимальная глубина сверления: 100 мм
Максимальная высота заготовки: 400 мм
Расстояние от оси шпинделя до колонны (вылет шпинделя): 185 мм. 1341
1341
Станок револьверный универсальный 1341 с горизонтальной осью револьверной головки
предназначен для точения, растачивания, зенкерования, сверления, развертывания и нарезания внутренней и наружной
резьбы в серийном производстве. Он может обрабатывать детали из пруткового материала за
цанговый патрон и штучные заготовки в трехкулачковом патроне. Обработка деталей из бруса
производится по автоматическому циклу, а штучных заготовок в трехкулачковом патроне — по полуавтоматическому циклу
.
Наибольший диаметр обрабатываемой заготовки над станиной — Ø 400 мм;
Наибольший диаметр обточки заготовки над верхней частью суппорта —
Ø 380 мм;
Расстояние между центрами — нет;
Количество орудий в револьверной головке — 16;
Расстояние от конца шпинделя до револьверной головки — 32..630 мм;
Наибольшая длина подачи прутка — 150 мм;
Мощность электродвигателя привода шпинделя — 5,5 кВт;
Шпиндель станка 1341 получает 8 скоростей вращения в прямом
направлении (60.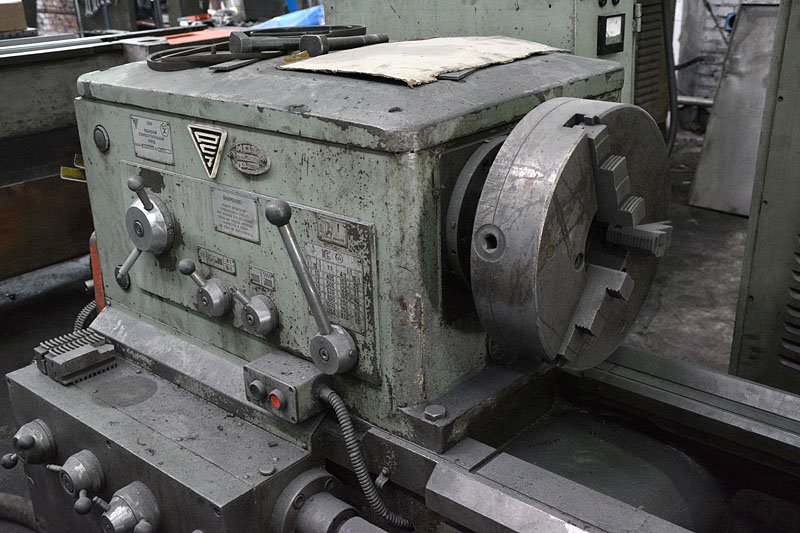 .2000 об/мин) и 2 скорости в обратном направлении (100, 265) через
.2000 об/мин) и 2 скорости в обратном направлении (100, 265) через
шестерни выбора коробки передач. Для управления нумерацией используются 4 фрикциона
типа ЭМ-52, которые автоматически управляются кулачками
командное устройство или с панели управления машины.
Торможение шпинделя осуществляется одновременным включением электромагнитных
муфт 1МС и 2МС. Реверсирование гонта активируется реверсированием электродвигателя
. Передний конец шпинделя выполнен по ГОСТ
12593 (Фланцевые концы шпинделя под поворотную шайбу и фланцы прижимного устройства)
(DIN 55027, ISO 702-3-75):
Номинальный диаметр конуса D = 106,375 мм, номинальный размер торца
шпиндель — 6
Стандартный диаметр трехкулачкового токарного патрона по ГОСТ 2675-80 — Ø
200 и Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
Диаметр сквозного отверстия в шпиндель — Ø 62 мм;
Наибольший диаметр обрабатываемого прутка в цанге — Ø 40 мм;
Внутренний (инструментальный) конус шпинделя — Морзе 5;
Пределы прямых оборотов шпинделя в минуту (8 скоростей) — 60. .2000 об/мин;
.2000 об/мин;
Пределы числа реверсивных оборотов шпинделя в минуту (2
скорости) — 100, 265 об/мин;
Торможение шпинделя двумя фрикционами.
Коробка подачи напрямую соединена со шпинделем без промежуточных шестерен
гитары. На выходе коробки подач только ходовой вал, ходового винта
нет, поэтому резьба на станке нарезана с помощью специального копира.
Механизм коробки подач позволяет получить 16 ступеней продольных подач
(из них 10 повторных) 01..1,6 мм/об и 16 ступеней поперечных (круговых)
подачи (из них 11 повторных) 0,03..0,48 мм/об.
Для управления нумерацией коробки подач используются 2 фрикциона ЭМ-32 типа
, которые автоматически управляются кулачками командного устройства
или с пульта управления станка. Класс точности станка Н.
6Р10 Вертикально-консольно-фрезерный станок
На универсально-фрезерном станке с помощью универсальной делительной головки можно фрезеровать
спиральные канавки на цилиндрических деталях, а также выполнять различные фрезерные операции
относится к повороту детали на заданную величину.
Электрооборудование монтируется в просторной нише. Управление подачей стола
отдельно. Имеются защитные устройства, предохраняющие рабочего от стружки
и
брызг охлаждающей жидкости. Система охлаждения оснащена быстросъемными картерами.
Класс точности: H
Длина рабочей поверхности стола, мм 500
Ширина стола, мм 160
Наибольшее перемещение по осям X, Y, Z, мм 500_160_300
Мин. частота вращения шпинделя, об/мин: 50
Макс. частота вращения шпинделя, об/мин: 2240
Мощность, кВт: 3
Габаритные размеры (Д_Ш_В), мм: 1445_1875_1730
Масса станка с выносным оборудованием, кг Расчет: 13050 90 90 уровень автоматизации технологического оборудования.
Расчет будет производиться табличным методом по показателю времени
dT для всех подсистем ГПУ по всем выполняемым ими функциям.
Примем значение показателя уровня автоматизации:
для «автоматического» выполнения функции — dT = 1,0;
для «автоматического» выполнения функции — dT = 0,5; для «ручного» выполнения функций в подсистеме
— dT = 0. Определим среднее значение показателя степени автоматизации
Определим среднее значение показателя степени автоматизации
для каждой из подсистем ГПУ и для всего производства (табл. 2 —
8).
1. Токарная обработка 1к62
Включение оборудования 0
Установка заготовки на станок ручная 0
Поиск инструмента 0
Установка нулевой точки инструмента 0
Обработка заготовки полуавтомат 0,5
Контроль обрабатываемой поверхности полуавтоматический 0
Контроль целостности режущего инструмента 0 Инструмент
смена 0 Удаление
Заполнившая часть 0
Всего 0,5
9
4
4 40005
4
4
4
9
40005
9
40000005
2
нулевая точка инструмента 0 Обработка заготовки 1
Проверка поверхности 0 Проверка целостности режущего инструмента 0 Изменение инструмента 0 Закончено
Снятие деталей 0 Всего 1
4.
. Включение оборудования 0
Установка заготовки на станок вручную 0
Поиск инструмента 0Установка нулевой точки инструмента 1 Обработка заготовки
1 Контроль обрабатываемой поверхности 0Проверка целостности режущего инструмента
0 Изменение инструмента 1 Снижение готовой части 0 Всего 3
4
4
40004
4
40005
4
9
9000
.
нулевая точка инструмента 0
Обработка заготовки 1
Контроль обрабатываемой поверхности 0Проверка целостности режущего инструмента 0
Смена инструмента 0
Снятие готовой детали 0 Итого 1
05
0
59544444444444444444444444444444444444444444444444444444444444444 40004 40005
4
9954
40004 400059
4
40004
40004 40005
40005
4000
Расчет общего уровня автоматизации GAU Automation:
gau
4
4
4 40005
4
9000 40004
4 40005
4
9000 40004
4 40005
4
40005
40004
40004
40004
40004
9
1D62 = 10 Операции
Бурение 12B = 3 Операции
Туррет 1 Операция
Мисец 6P10 = 1 операция
Всего 1 5 операций
Заменяем 1к62 на токарный станок с ЧПУ SPECTR TL-200 и используем его для точения, револьверной головки
и сверления отверстий.
Следовательно, количество операций станет равным = 1
Для фрезерования плоских поверхностей используем вертикальный обрабатывающий центр FS160MF3. Количество операций
= 1
ЧПУ SPECTR TL-200
Включение оборудования 1
Установка заготовки на станок вручную 1 (с использованием элементов хранения)
Поиск инструмента 1
Установка нулевой точки инструмента 1
Обработка заготовки 1
Контроль обрабатываемой поверхности 1
Проверка целостности режущего инструмента 1
Смена инструмента 1
Снятие готовой детали 1 (с помощью Манипулятор робота)
Всего 9
4 9000
Машина FS160MF3 Вертикальная обработка Центр
Поключение оборудования 1
Установка на машине на машине 1 (с использованием хранения)
1
Установка нулевой точки инструмента 1
Обработка заготовки 1
Контроль обрабатываемой поверхности 1
Проверка целостности режущего инструмента 1
Смена инструмента 1
Removing the finished part 1 (using the robot manipulator)
Total 9
ФС
Только 2 операции
Расчет уровня автоматизации комплекса обработки чипов (CPS)
Мы используем производственные контейнеры для накопления и суб -суб -ближайшей сплеты. чипсов.
чипсов.
Активация датчиков заполнения тары чипсами 1
Передача информации о наполнении тары чипсами 1
Вызов транспортной тары к месту переработки щепы 0,5
Переработка щепы 0
Итого 2,5
﵇
Кпс
0004
Расчет уровня автоматизации транспортно-складской системы.
Мы используем роликовый конвейер и привод бункера. Для переноса заготовки используем манипулятор
.
Включение оборудования автоматическое 1
Установка заготовки на станок автоматическая 0,5
Поиск инструмента автоматическая 1
Установка нулевой точки инструмента автоматическая 1
Обработка заготовки автоматическая 1
Контроль обрабатываемой поверхности автоматическая 1
Управление целостностью автоматического режущего инструмента 1
Автоматическое изменение инструмента 1
Снятие готовой части Автоматической 1
Всего 8,5
Т. С.
С.
.
Токарный 1к62
Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 400
мм
Наибольший диаметр заготовки типа Вал, обрабатываемый над суппортом — Ø
220 мм
Расстояние между центрами — 710, 1000, 1400 мм
Высота центра — 215 мм
Мощность двигателя — 7,5 или 10 кВт
Масса машины полная — 2,0; 2.1; 2,2 т
Шпиндель токарно-винторезного станка 1к62
Конец шпинделя — фланец с коротким конусом. Номинальный размер конца
шпиндель — 6 по ГОСТ 12593
Внутренний (инструментальный) конус шпинделя — Морзе 6
Конец шпинделя до 1962 г. — резьба М90 х 6 мм с центрирующим кольцом Ø
92 мм. Внутренний конус — Морзе 5
Диаметр сквозного отверстия в шпинделе — Ø 47 мм
Наибольший диаметр обрабатываемого прутка — Ø 45 мм.
Пределы числа прямых оборотов шпинделя в минуту (24 шага) 12,5..2000 об/мин
Пределы количества обратных оборотов шпинделя в минуту (12 шагов)
— 19..1900 об/мин
Стандартный диаметр патрона — Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1к62
Пределы продольных подач — (49шагов) 0,07..4,16 мм/об
Пределы поперечных подач — (49 шагов) 0,035..2,08 мм/об
Пределы шага метрической резьбы — 1..192 мм
Пределы шагов модульной резьбы — 0,5..48 модулей
Пределы шага дюймовой резьбы — 24..2 витка на дюйм
Пределы шага шаговой резьбы — 96..1 шага
На смену ему пришла более совершенная модель 16К20.
Предназначен для выполнения самых разнообразных токарных операций, в том числе нарезания резьбы:
метрическая, дюймовая, модульная, шаговая и архимедова спираль с шагом 3/8″, 7/16″; 8;
10 и 12 мм.
1К62 можно отнести к лобовым станкам, т.к. он позволяет обрабатывать
относительно короткие заготовки большого диаметра. Передний конец шпинделя
изготовлены по ГОСТ 12593 (Фланцевые концы шпинделей для вертлюга
шайба и фланцы зажимного устройства) (DIN 55027, ISO 702-3-75) для вертлюга
шайба, с центрирующим коротким конусом 1:4 (7°7′30″).
Шпиндель установлен на двух подшипниках качения. Передняя опора регулируется
двухрядный роликоподшипник с внутренним коническим кольцом. Подшипник регулируется
затягивание гайки (стопора), которая давит на внутреннее кольцо подшипника. В
при этом кольцо надевается на коническую шейку шпинделя и разжимается;
тем самым уменьшая зазор между кольцами и роликами, возникающий в результате износа. Тыл
опора шпинделя состоит из двух радиально-упорных подшипников, которые регулируются только
при текущем осмотре машины. В конструкции токарного станка 1К62,
для установки шпинделя предусмотрены специальные подшипники, что обеспечивает требуемую
жесткость и высокая точность обработки заготовок. Согласно ГОСТ 8-82,
Токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена
даже в режиме ударной нагрузки. На 1К62 можно установить следующие люнеты:
токарный станок: подвижный, установочный диаметр которого 20-80 мм, и неподвижный, его
диаметр установки 20-130 мм. Продольное движение 1К62
каретка машины может быть ограничена специальным упором, установленным на передней полке станка.
кровать. Таким образом, при установленном упоре скорость движения суппорта не может
превышать 250 мм/мин. Для обеспечения быстрого перемещения суппорта дополнительно
используется асинхронный двигатель. Его мощность составляет 1,0 кВт при частоте вращения 1410 об/мин.
Машина оборудована тепловыми реле, которые защищают двигатели от
длительные перегрузки, а также предохранители, защищающие от коротких замыканий. токарный станок
можно использовать трехкулачковый самоцентрирующийся патрон диаметром 250 мм или четырехкулачковый
патрон диаметром 400 мм.
Настольное сверление н/с 12B
Станок предназначен для сверления отверстий в мелких деталях из чугуна, стали,
цветных сплавов и неметаллических материалов на промышленных предприятиях, ремонте и
бытовые мастерские.
Станки НС-12 позволяют выполнять следующие операции:
• бурение
• развертывание
• развертывание
• развертывание
• нарезание резьбы
Основные параметры сверлильного станка НС-12:
Максимальный диаметр сверления: Ø 12 мм
Максимальная глубина сверления: 100 мм
Максимальная высота заготовки: 400 мм
Расстояние от оси шпинделя до колонны (вылет шпинделя): 185 мм
Скорость шпинделя: 450, 710, 1400, 2500, 4500 об/мин
Мощность двигателя: 0,6 кВт
Вес машины: 121 кг
Револьверная машина 1341
Универсальный револьверный станок 1341 с горизонтальной осью револьверной головки предназначен для
точение, растачивание, зенкерование, сверление, развертывание и резка внутри и снаружи
нити в массовом производстве. Он может обрабатывать детали, изготовленные как из стержневого материала, так и
Он может обрабатывать детали, изготовленные как из стержневого материала, так и
цанговый патрон и штучные заготовки в трехкулачковом патроне. Обработка деталей из
прутка осуществляется в автоматическом цикле, а штучных заготовок в трехкулачковом патроне — в
полуавтоматический цикл.
Наибольший диаметр обрабатываемой заготовки над станиной — Ø 400 мм;
Наибольший диаметр обточки заготовки над верхней частью суппорта Ø 380 мм;
Расстояние между центрами — нет;
Количество орудий в револьверной головке – 16;
Расстояние от торца шпинделя до револьверной головки — 32..630 мм;
Наибольшая длина подачи бруса — 150 мм;
Мощность электродвигателя привода шпинделя — 5,5 кВт;
Шпиндель станка 1341 получает 8 скоростей вращения в прямом направлении.
направлении (60..2000 об/мин) и 2 скорости в обратном направлении (100, 265) через
шестерни выбора коробки передач. Для контроля перебора 4 фрикциона
типа ЭМ-52, которые автоматически управляются кулачками
командного устройства или с панели управления машины.
Торможение шпинделя осуществляется одновременным включением электромагнитного
сцепления 1МС и 2МС. Реверсирование черепицы активируется путем реверсирования
электродвигатель. Передний конец шпинделя выполнен по ГОСТ.
12593 (Фланцевые концы шпинделя под поворотную шайбу и фланцы прижимного устройства)
(ДИН 55027, ИСО 702-3-75):
Номинальный диаметр конуса D = 106,375 мм, номинальный размер торца
шпиндель — 6
Стандартный диаметр трехкулачкового токарного патрона по ГОСТ 2675-80 — Ø
200 и Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
Диаметр сквозного отверстия в шпинделе — Ø 62 мм;
Наибольший диаметр обрабатываемого прутка в цанге — Ø 40 мм;
Внутренний (инструментальный) конус шпинделя — Морзе 5;
Пределы прямых оборотов шпинделя в минуту (8 скоростей) — 60..2000 об/мин;
Пределы числа обратных оборотов шпинделя в минуту (2
скорости) — 100, 265 об/мин;
Торможение шпинделя двумя фрикционами.
Коробка подачи напрямую связана со шпинделем без промежуточных шестерен.
гитара. На выходе из коробки подач только ходовой вал, нет
ходовой винт, поэтому резьба на станке нарезается с помощью специального копира.
Механизм коробки подач позволяет получить 16 ступеней продольных подач
(из них 10 повторных) 01..1,6 мм/об и 16 шагов поперечных (круговых)
подачи (из них 11 повторных) 0,03..0,48 мм/об.
Для управления нумерацией коробки подач 2 фрикциона типа ЭМ-32
используются, которые автоматически управляются кулачками командного устройства
или с панели управления машины. Класс точности станка Н.
Станок вертикально-консольно-фрезерный 6Р10
На универсально-фрезерном станке с помощью универсальной делительной головки можно фрезеровать
спиральные канавки на цилиндрических деталях, а также выполнять различные фрезерные операции
связанные с поворотом детали на заданную величину.
Электрооборудование смонтировано в просторной нише. Управление подачей стола есть
отдельный. Имеются защитные устройства, предохраняющие рабочего от стружки и
брызги охлаждающей жидкости. Система охлаждения оснащена быстросъемными картерами.
Класс точности: H
Длина рабочей поверхности стола, мм 500
Ширина стола, мм 160
Наибольшее перемещение по осям X, Y, Z, мм 500_160_300
Мин. скорость шпинделя об/мин: 50
скорость шпинделя об/мин: 50
Максимальная скорость шпинделя, об/мин: 2240
Мощность, кВт: 3
Габаритные размеры (Д_Ш_В), мм: 1445_1875_1730
Масса машины с выносным оборудованием, кг: 1300
Расчет уровня автоматизации технологического оборудования.
Расчет будет производиться табличным методом по показателю времени
dT для всех подсистем GPU для всех выполняемых ими функций.
Возьмем значение показателя уровня автоматизации:
для «автоматического» выполнения функции — dT = 1,0;
для «автоматического» выполнения функции — dT = 0,5; для «ручного» выполнения функций в
подсистема — dT = 0. Определим среднее значение уровня автоматизации
показатель для каждой из подсистем ГПА и для всего производства (табл. 2 8).
1. Поворот 1к62
Включение оборудования 0
Установка заготовки на станок ручная 0
В поисках инструмента 0
Установка нулевой точки инструмента 0
Обработка заготовок полуавтомат 0,5
Контроль обрабатываемой поверхности полуавтоматический 0
Контроль целостности режущего инструмента 0 Инструмент
изменить 0 Удаление
готовой части 0
Всего 0,5
𝑘𝐴 (1к62) =
∑𝑚
0,5
𝑖=1 𝑑𝑖
знак равно
= 0,05
𝑚
92. Настольное сверление н/с 12Б
Настольное сверление н/с 12Б
Включение оборудования 0
Установка заготовки на станок вручную 0 Поиск инструмента 0Установка
нулевая точка инструмента 0 Обработка заготовки 1
Осмотр поверхности 0 Проверка целостности режущего инструмента 0 Смена инструмента 0 Готово
удаление деталей 0 Всего 1
𝑘𝐴 (нс 12Б) =
3.
∑𝑚
1
𝑖=1 𝑑𝑖
= = 0,1
𝑚
9
Револьверная машина 1341
Включение оборудования 0
Установка заготовки на станок вручную 0
Поиск инструмента 0Установка нулевой точки инструмента 1 Обработка заготовки
1 Контроль обрабатываемой поверхности 0Проверка целостности режущего инструмента
0 Смена инструмента 1Снятие готовой детали 0 Всего 3
𝑘𝐴 (1341) =
4.
∑𝑚
3
𝑖=1 𝑑𝑖
= = 0,3
𝑚
9Станок вертикально-консольно-фрезерный 6Р10
Включение оборудования 0
Установка заготовки на станок вручную 0 Поиск инструмента 0Установка
нулевая точка инструмента 0
Обработка заготовки 1
Контроль обрабатываемой поверхности 0Проверка целостности режущего инструмента 0
Смена инструментов 0
Снятие готовой детали 0 Итого 1
∑𝑚
1
𝑖=1 𝑑𝑖
𝑘𝐴 (1341) =
= = 0,1
𝑚
9
Расчет общего уровня автоматизации ГАУ:
𝑘𝐴 (ГАУ) =
1d62 = 10 операций
Сверление 12В = 3 операции
∑𝑁
𝑗=1 𝑘𝐴𝑗
𝑁
знак равно
0,1 ∙ 10 + 0,3
= 0,06
15
Турель 1 операция
Фрезерование 6Р10 = 1 операция
Всего 1 5 операций
Заменяем 1к62 на токарный станок с ЧПУ SPECTR TL-200 и используем на токарной, револьверной
и бурение скважин.
Следовательно, количество операций станет равным = 1
Для фрезерования плоских поверхностей мы используем вертикальный обрабатывающий центр FS160MF3. Количество
операции = 1
ЧПУ СПЕКТР TL-200
Включение оборудования 1
Установка заготовки на станок вручную 1 (с использованием элементов хранения)
В поисках инструмента 1
Установка нулевой точки инструмента 1
Обработка заготовки 1
Контроль обрабатываемой поверхности 1
Проверка целостности режущего инструмента 1
Смена инструмента 1
Снятие готовой детали 1 (с помощью робота-манипулятора)
Всего 9∑𝑚
9
𝑖=1 𝑑𝑖
𝑘𝐴 (𝑆𝑃𝐸𝐶𝑇𝑅) =
= =1
𝑚
9
Станок FS160MF3 вертикальный обрабатывающий центр
Включение оборудования 1
Установка заготовки на станок вручную 1 (с использованием элементов хранения)
В поисках инструмента 1
Установка нулевой точки инструмента 1
Обработка заготовки 1
Контроль обрабатываемой поверхности 1
Проверка целостности режущего инструмента 1
Смена инструмента 1
Снятие готовой детали 1 (с помощью робота-манипулятора)
Всего 9
∑𝒎
𝟗
𝒊=𝟏 𝒅𝒊
𝒌𝑨 (ФС) =
= =𝟏
𝒎
𝟗
Всего 2 операции
Расчет уровня автоматизации комплекса обработки стружки (КПС)
Мы используем производственную тару для накопления и последующей реализации щепы.
Активация датчиков заполнения контейнеров чипсами 1
Передача информации о наполнении контейнеров чипсами 1
Вызов транспортного контейнера к месту переработки щепы 0,5
Обработка чипов 0
Итого 2,5
∑𝑚
2,5
𝑖=1 𝑑𝑖
𝑘𝐴 (КПС) =
знак равно
= 0,625
𝑚
4
Расчет уровня автоматизации транспортно-складской системы.
Мы используем роликовый конвейер и привод бункера. Для переноса заготовки используем
роботизированная рука.
Включение оборудования автоматическое 1
Установка заготовки на станок автоматизированная 0,5
Автоматический поиск инструмента 1
Установка нулевой точки инструмента автоматическая 1
Автоматическая обработка заготовки 1
Контроль обрабатываемой поверхности автоматический 1
Контроль целостности режущего инструмента автоматический 1
Автоматическая смена инструмента 1
Снятие готовой детали автомат 1
Итого 8,5
∑𝑚
8,5
𝑖=1 𝑑𝑖
𝑘𝐴 (ТСС) =
знак равно
= 0,94
𝑚
9
𝑘𝐴 (ГАУ) =
∑𝑁
𝑗=1 𝑘𝐴𝑗
𝑁
знак равно
3565
= 0,89
4
Имя:
Описание:
…
Кодекс чести
флаг
Сообщить DMCA
Кодекс чести
флаг
Сообщить DMCA
Пользовательский контент загружается пользователями в целях обучения и должен использоваться в соответствии с кодексом чести и условиями обслуживания Studypool.
Studypool
4,7
Trustpilot
4,5
Sitejabber
4,4
Характер дисперсионного анализа
Стандартное отклонение и дисперсия
Дисперсия и тесно связанное с ней стандартное отклонение являются мерами того, насколько рассредоточены…
Характер дисперсионного анализа
В статистике дисперсионный анализ (ANOVA) представляет собой набор статистических моделей и их
сопутствующие процедуры, в ч…
Характер дисперсионного анализа
Отклонение по цене материалов, исходя из того, что: 1. Отражается в момент покупки (Отклонение по цене покупки материалов). 2. Это …
Характер дисперсионного анализа
В статистике дисперсионный анализ (ANOVA) представляет собой набор статистических моделей и их
сопутствующие процедуры, в ч…
Характер дисперсионного анализа
Практический ответ заключается в том, что теорема о среднем значении более полезна, особенно для целей использования вычислений для приближения. ..
..
Характер дисперсионного анализа
СТАНДАРТНЫЕ ЗАТРАТЫ – ПЕРЕМЕННЫЕ ПРОИЗВОДСТВЕННЫЕ НАКЛАДНЫЕ ОТКЛОНЕНИЯ
Управление по исключениям – подход, в котором упор делается на …
Станок токарный 1К62 — технические характеристики, паспорт, устройство | vseznayko.com.ua
Токарный станок 1К62, выпускавшийся Московским заводом «Красный пролетарий» долгое время (1956-1971 гг.р..), хорошо известен практически всем, кто занимается металлообработкой. После выпуска данной модели токарного станка, о чем многие могут узнать на фото ниже, на смену ему пришел агрегат 16К20.
Станок токарный универсальный 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, относится к разряду токарных станков фронтального типа. Другими словами, он подходит для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
При этом токарный станок 1К62 является универсальным устройством, технические возможности которого обеспечивают выполнение всего комплекса токарных операций. На таком приспособлении можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что немаловажно, все режимы работы такой машины настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка этой модели, обеспечиваемой применением в его конструкции специальных подшипников, на нем можно обрабатывать детали, предварительно закаленные.
На таком приспособлении можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что немаловажно, все режимы работы такой машины настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка этой модели, обеспечиваемой применением в его конструкции специальных подшипников, на нем можно обрабатывать детали, предварительно закаленные.
Основные узлы станка 1К62
К числу наиболее значимых преимуществ, за которые станок 1К62 особенно ценят как профессионалы, так и начинающие специалисты, следует отнести следующие.
- Скорость подачи и вращения можно регулировать в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и элементы конструкции отличаются высокой прочностью и жесткостью.
- Используя инструмент с минерально-керамической и твердосплавной режущей частью, на таком оборудовании можно эффективно проводить резку заготовок.
- , оснащенного мощным приводом, сконструирована следующим образом, что позволяет эффективно противодействовать вибрационным нагрузкам.

- В стандартную комплектацию этого токарного станка входят сменные шестерни, сообщающие о движении от передней бабки к редуктору.
- Высокоточная обработка деталей на токарном станке 1К62 может производиться даже при наличии ударных нагрузок (их влияние компенсируется специальными подшипниками).
- За перемещение суппорта агрегата отвечает специальный электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающий быстрое перемещение опоры, вращается с частотой до 1410 об/мин.
- Задняя бабка станка может перемещаться в поперечном направлении, что позволяет использовать токарный станок 1К62 для работы с заготовками, имеющими форму плоского конуса.
- Электрическая цепь автомата имеет плавкие вставки и тепловые реле, которые защищают его от коротких замыканий и серьезных перегрузок во время работы.
- Шпиндельный узел токарного станка 1К62 комплектуется усиленными подшипниками.
Конструкция устройства
В тех ситуациях, когда сверло закреплено в задней бабке для формирования отверстий в заготовках, оно может быть жестко соединено с нижней частью суппорта специальным стопорным устройством, в этом случае его можно перемещать с помощью механический привод.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно использоваться для выполнения как силовых, так и скоростных токарных работ (это касается далеко не каждого современного агрегата).
Органы управления станком 1К62
Часто в процессе токарных работ возникает необходимость ограничения перемещения каретки станка в продольном направлении. Технические возможности 1К62 предоставляют такую возможность, для этого используется специальный упор, который закрепляется на полке рамы с ее передней стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета — подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения деформации при обработке длинномерных заготовок. Благодаря подвижному люнету, закрепленному на каретке станка, обрабатывать заготовки сечением от 2 до 8 см, а неподвижный, размещенный на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 дел.
Технические характеристики и паспорт станка 1К62
Все технические характеристики станка 1К62 представлены ниже в виде таблиц:
Скачать бесплатно паспорт станка 1К62: Паспорт станка 1К62
Скачать бесплатно руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Конструктивные особенности станка
Задняя головка станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые установлены в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет коническую форму, что позволяет закреплять в нем различные инструменты: сверло, развертку, зенковку, метчик и др.
Кинематическая схема 1К62 (нажать, увеличить)
Редуктор станка 1К62 и его задняя бабка отличаются простотой конструкции, в основе которой лежит ряд валов (один из них фрикционный). На один из валов редуктора надет шкив, на который передается крутящий момент от двигателя устройства. кроме того, в коробке есть фрикцион, разные блоки (тройной, промежуточный и др.), подшипники качения и подшипники. За смазку всех движущихся частей коробки передач отвечает специальный масляный насос.
кроме того, в коробке есть фрикцион, разные блоки (тройной, промежуточный и др.), подшипники качения и подшипники. За смазку всех движущихся частей коробки передач отвечает специальный масляный насос.
Механизм редуктора
Задняя бабка 1К62
Продольное и поперечное перемещение суппорта станка осуществляется за счет приводного вала и ходового винта, скорость которого регулируется редуктором 1К62. В конструкции этого узла машины, отвечающего за скорость подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, идет дождь, муфты переключаются, блокируются шестерни, подшипники.
Редуктор расположен в нижней части рамы оборудования, что значительно облегчает его обслуживание и ремонт. Вал этой коробки вращается сменными гитарными колесами, с помощью которых он также соединяется со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, осуществляемых суппортом агрегата. По валу редуктора движется колесо, на одном конце которого находится шестерня, а на другом — рукоятка, которую можно установить в одно из десяти положений.
Устройство редуктора
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. винт, который часто выходит из строя из-за износа, имеет возможность самоподгонки к винту, что обеспечивает точность движения суппорта.
Станок фартук, в котором вращение приводного вала и ходового винта преобразуется в продольное движение каретки, а в поперечном — суппорта, работает по следующей схеме.
- Вращение от приводного вала передается на червячное колесо с помощью нескольких последовательных шестерен.
- Опорное движение, возможное в четырех направлениях, обеспечивается муфтами с концевыми зубьями, включаемыми в нужный момент в зацепление.
Для зацепления маточной гайки и зацепления с ходовым винтом используется рукоятка, расположенная на передней части фартука машины. Одновременная работа приводного вала и приводного винта для сообщения продольного перемещения суппорта исключена, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт — важнейшее устройство токарного станка — состоит из таких конструктивных элементов, как:
- верхние салазки, которые также называют резцами;
- каретка поперечная;
- нижние сани.
Перемещение каретки по направляющим нижних салазок обеспечивается с помощью винта и беззазорной гайки. Вращение винта может передаваться рукояткой (ручное управление) или шестерней (автоматическое управление). На верхней поверхности каретки установлены кольцевые направляющие с вращающейся пластиной. В конструкции этой пластины также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
1К62 станочная опора
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную пластину и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной пластины в необходимом положении в конструкции каретки предусмотрены специальные прижимные винты. Воспользоваться таким приспособлением, если внимательно изучить инструкцию к оборудованию, может даже начинающий токарь.
Воспользоваться таким приспособлением, если внимательно изучить инструкцию к оборудованию, может даже начинающий токарь.
Прочие важные компоненты конструкции машины
В конструкцию токарного станка также входит электрическая система, с которой можно ознакомиться, изучив технический паспорт устройства. Эта система состоит из трех электрических цепей с разными характеристиками:
- цепь управления, для которой требуется напряжение 110 В и ток частотой 50 Гц;
- силовая цепь, работающая от напряжения 380 В и тока частотой от 3 до 50 Гц;
- , которая используется для обеспечения работы осветительного оборудования машины, — Высоковольтная 24 или 36 В, частота тока 50 Гц.
Электрическая цепь
Электрическая схема станка 1К62 (нажать, увеличить)
Приводом станка 1К62 является электродвигатель мощностью 10 кВт, вал которого может вращаться с частотой 1450 об/мин. Несмотря на то, что в паспорте на оборудование описано, как запустить машину и отрегулировать все ее характеристики, выполнять такие процедуры, без специальных знаний и навыков, не рекомендуется. Это связано с тем, что как кинематические, так и электрические схемы данного оборудования считаются достаточно сложными по конструкции.
Это связано с тем, что как кинематические, так и электрические схемы данного оборудования считаются достаточно сложными по конструкции.
Некоторые модели токарных станков, что должно быть указано в их паспорте, изначально спроектированы таким образом, что их силовая цепь может питаться от электрической цепи напряжением 220 В Следует отметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Очень важно перед подключением убедиться в том, что вы подключаете станок, что его нулевой и заземляющий провода были тщательно изолированы.
Известия Эстонской академии наук
СОДЕРЖАНИЕ И
РЕЗЮМЕ
Труды
Эстонская академия наук.
Машиностроение
Том 10 № 4
Декабрь 2004 г.
Избранные доклады 4-го
Международная конференция DAAAM INDUSTRIAL ENGINEERING INNOVATION AS
КОНКУРЕНТНОЕ ПРЕИМУЩЕСТВО ДЛЯ МСП
Предисловие; 235
Джри Папстел
А
сравнительный анализ процедур глобального поиска; 236250
Александр Янушевскис, Теодор Акинфиев, Янис
Аузины и
Александр Бойко
Аннотация. В данной статье представлен
В данной статье представлен
краткий обзор и сравнение методов глобальной оптимизации и их
программного обеспечения. Путем решения набора признанных тестовых задач надежность
сравнивается получение глобальных экстремумов. Показано, что Эдаопт
алгоритм, разработанный ранее авторами, более эффективен, чем современный
генетические алгоритмы. В большинстве случаев алгоритм Edaopt также заметно берет
меньше времени вычислений.
Ключевые слова: оптимизация,
стохастический глобальный поиск, генетические алгоритмы.
А 3Д
токарная система для уменьшения геометрических погрешностей гибких роторов; 251260
Томас Видмайер, Петри
Куосманен, Янне Хайкио и
Пекка Вннен
Резюме. Увеличение скорости вращения и снижение допустимых уровней вибрации
в бумагоделательных машинах выдвинули новые требования к округлости и цилиндричности бумаги.
рулоны бумагоделательной машины. Изменение диаметра в основном вызвано направляющей
ошибка прямолинейности станка. Ошибки вращения во время
Ошибки вращения во время
Процесс обработки происходит из-за изменения расстояния между валками
ось и инструмент и копируются в ошибку округлости в валке. А
3D-токарная система, включая измерительное устройство, была разработана для
компенсировать систематические ошибки геометрии валка. Метод некруговой токарной обработки был
наносится на вал суперкаландра. Переход на 3D снизил средний показатель
погрешность круглости в тестовом валке на 62 %, изменение диаметра в
осевое направление было уменьшено на 83 %, а погрешность 3D-геометрии — на
78 %.
Ключевые слова: валок , округлость, измерение, некруглое точение.
Моделирование
и оптимальное проектирование процесса пошагового формования;
261269
Меэлис Похлак, Рейн
Кттнер и Джри Маяк
Аннотация. В последнее время появилась новая технология формовки листового металла, пошаговая формовка,
был введен. Он основан на использовании универсального сферического инструмента,
который перемещается по траектории инструмента, управляемой ЧПУ. Для оптимальной конструкции
Для оптимальной конструкции
пошаговый процесс формовки, применение нелинейного математического программирования
предлагается. Для оценки ограничений и основных параметров процесса
разработана комплексная модель проектирования процессов. Инкрементальное формование
процессы исследуются с помощью экспериментов и анализа методом конечных элементов.
Ключевые слова: добавочная формовка листового металла, анализ методом конечных элементов,
оптимальный дизайн, нелинейное программирование.
Расширенные динамические модели для оценки
точность обработки на токарных станках; 270280
Геннадий Арясов, Тауно Отто и Светлана Громова
Реферат: В статье описано влияние вибраций токарного станка на точность
и шероховатости обрабатываемых деталей. В расчетных схемах участвуют системы с
с одной и двумя степенями свободы, представляющие собой колебания заготовки как жесткого
корпус, шарнирно закрепленный в шпинделе и упруго поддерживаемый в задней бабке
токарный станок. Экспериментальные измерения проводились на токарных станках типа 1К62 при
Экспериментальные измерения проводились на токарных станках типа 1К62 при
различные скорости резания, подачи и глубины резания. Анализ шероховатости
данные измерений подтвердили правильность предложенной расчетной модели.
Параметры шероховатости поверхности заготовки удовлетворительно согласуются с
соответствующие данные теоретического исследования. Для изучения влияния
гироскопические силы на шероховатости поверхности, расчетная модель с двумя
использовались степени свободы. Результаты экспериментальных и теоретических
исследования совпали удовлетворительно.
Ключевые слова: токарный станок , вибрация, расчет
модель, собственная частота, шероховатость поверхности.
Линейный
расчет устойчивости гибких на сдвиг тонкостенных балок;
281289
Домагой Ланц, Горан Туркаль
и Йосип Брни
Резюме.
В этой статье представлены численные решения, основанные на методе конечных элементов.
расчет устойчивости тонкостенных балочных конструкций. Используя линеаризованный виртуальный
Используя линеаризованный виртуальный
принцип работы с допущением больших перемещений, больших вращений, но
при малых деформациях выводится уравнение конечных элементов. Эффекты поперечного сечения
также учитываются сдвиговые деформации. Включить большое вращение
эффекты, используется нелинейное поле перемещений поперечного сечения. новый
двухузловой изгибаемый на сдвиг конечный элемент с семью степенями свободы на узел
разработан. Полные точные 1414 упругих и геометрических матриц жесткости
оценивается. Разработана оригинальная компьютерная программа THINWALL-SHEAR. Полученный
результаты сравниваются с аналитическими и численными результатами других авторов.
Ключевые слова: балка тонкостенная большая
смещения, большие повороты, сдвиговые деформации.
Крутящий момент
распределительный блок управления в автомобильных силовых установках;
2
Юрий Ресев и Лембит Рузимдер
Резюме. В работе рассматривается моделирование потоков энергии.
в автомобильных двигательных установках, чтобы предоставить основные данные для выбора
параметры дифференциала с учетом его воздействия на автомобиль
латеральная динамика. Характеристики
и условия работы самоблокирующегося
обнаружены дифференциальные зубчатые передачи. Виртуальный
создан дифференциал (алгоритм потока энергии).
Ключевые слова: планетарная передача, ограниченная
скольжение, передача момента, потери энергии, моделирование.
Дизайн
сэндвич-несущих конструкций; 300307
Мартин Эрме, Март Энок, Лембит Роосимдер и Рейн
Kttner
Резюме. В современном
машиностроение снижение веса несущих конструкций машин
важный. Одной из возможностей достичь этого является использование сэндвич-структур.
Механические свойства сэндвич-конструкций характеризуются более высокими
Соотношение прочность/вес и жесткость/вес больше, чем у усиленного стального листа
структуры. В данной работе исследуется возможность замены сварных конструкций
многослойными с использованием оптимизации топологии.![]() На концептуальной стадии
На концептуальной стадии
проведена топологическая оптимизация, позволившая найти структурно
надежная исходная модель для дальнейшего проектирования и параметрической оптимизации.
Топологическая и параметрическая оптимизация была выполнена с использованием коммерческого
Программная система ФЭМ. Этот метод является гибким за счет разработки продуктов с
различные конфигурации, что важно для сокращения времени выхода на рынок
новые продукты. Стальные сварные конструкции, состоящие из стенок и ребер.
считается. Прочностные характеристики в зависимости от конфигурации ребер и от
длина сварных швов была проверена. Технология изготовления сэндвича
кадры описаны. Например, конструкция и уменьшение массы
была исследована кусторезная машина.
Ключевые слова: металлоконструкции, оптимизация, МКЭ.
Производительность
твердых сплавов в условиях абразивно-эрозионного и скользящего изнашивания;
308314
Якоб Кбарсепп, Генрих Клаасен и Велло Вайнола
Резюме. Износ некоторых карбидов
Износ некоторых карбидов
композиты различного состава и структуры (твердые сплавы WC, TiC и Cr 3 C 2
металлокерамика), исследовалась при абразивно-эрозионном и скользящем изнашивании.
условия. Сравнительные испытания в тех же условиях с инструментальными сталями,
дополнены исследованиями SEM. Было показано, что в
абразивно-эрозионных, а также в условиях износа скольжения производительность
твердого сплава (карбидного композита, инструментальной стали) определяется в первую очередь его
карбидная фаза (ее свойства и количество в сплаве).
Ключевые слова: абразивно-эрозионный износ, износ скольжения, твердые сплавы, инструментальные стали .
Переработанный
порошки на основе твердых сплавов для термического напыления; 315325
Валдек Микли, Прийт Кулу, Рихо Тарбе, Прийду
Петсалу и
Сергей Зимаков
Аннотация. В статье основное внимание уделяется недорогому вольфраму.
аэрозольные порошки на карбидной основе с размером частиц 1550 мкм, изготовленные из
переработанный твердый металл. Их свойства сравнимы с промышленно выпускаемыми
Их свойства сравнимы с промышленно выпускаемыми
(Tafa Inc., Sulzer Metco Inc. и др.) порошки. Различные методы WC-Co
подготовка порошка твердого сплава (нанесение покрытия, измельчение и смешивание) использовались для производства
спрей-порошки. Состав и структура спрея на основе вторичного твердого сплава
порошки, полученные дезинтегратором, аттритором и шаровой мельницей, были
расследовано. Порошки химически и механически плакировали Co или
агломерированные, с использованием различных методов гальванического покрытия и термообработки. Химическая
состав частиц порошка исследовали методом энергодисперсионного рентгеноспектрального микроанализа
а распределение элементов внутри частиц порошка исследовали на частицах
поперечные сечения с технологией рентгеновского картирования. Наилучшие результаты были получены
с использованием мономодальных исходных порошков WC-Co и Co с перемешиванием, агломерацией,
методы спекания и дробления.
Ключевые слова: переработка, измельчение, измельчение и
смешивание, агломерация и спекание, твердый порошок двойного цементирования, частицы
сочинение.
Содержание тома 10; 326328
▷ 3d модели токарных станков hercus 【STLFinder 】
Крепление датчика тахометра для токарных станков Hercus
вещьвселенная
Крепление для крепления тако-датчика на эффекте Холла к задней крышке редуктора, которая крепится к кронштейну внешней крышки редуктора на 9″ Токарный станок Hercus. У меня ремесленная версия Hercus 9″, которая имеет немного отличающуюся от стандартной шпиндельную бабку…
Расточный стол Hercus для очистки Т-образных пазов
вещьвселенная
Это очиститель Т-образных пазов для моего 9-дюймового токарного станка Hercus Craftsman, оснащенного расточной таблицей с Т-образными пазами (вместо поперечных салазок). … Также подходит для других токарных станков Hercus 9″, оснащенных расточной таблицей.
… Также подходит для других токарных станков Hercus 9″, оснащенных расточной таблицей.
Токарный станок Hercus 9A 100/127 Набор транспонирующих шестерен для нарезания метрической резьбы
вещьвселенная
Этот набор транспонирующих шестерен предназначен для токарного станка Hercus 9A с британской (дюймовой/английской) дюймовой резьбой (9-дюймовый токарный станок модели A с быстросменным редуктором и ходовым винтом 8 TPI) и используется для нарезания метрической резьбы. Hercus является клоном South Bend. , и разделяет одни и те же детали,…
Токарный станок Hercus 9A 60/63 Набор транспонирующих шестерен для нарезания метрической резьбы
вещьвселенная
Этот набор транспонирующих шестерен предназначен для Hercus 9Имперский (дюймовый / английский) токарный станок (9-дюймовый токарный станок модели A с быстросменной коробкой передач и ходовым винтом 8 TPI) используется для нарезания метрической резьбы.![]() Hercus является клоном South Bend и имеет те же детали,…
Hercus является клоном South Bend и имеет те же детали,…
Токарный станок
грабкад
разработка шкалы о серийном производстве и прототипировании и испытаниях
токарный станок
грабкад
токарный станок
токарный станок
грабкад
Простой небольшой токарный станок по металлу
Токарный станок
грабкад
Это простой токарный станок
токарный станок
грабкад
модернизация станка
токарный станок
вещьвселенная
Токарный станок
Токарный станок
вещьвселенная
Токарный станок
грабкад
Токарный станок
Токарный станок
вещьвселенная
Я использовал маломощный двигатель, и он вращался по часовой стрелке. Установите себе необходимую мощность двигателя. …http://youtu.be/ybdZrA3euH8
Установите себе необходимую мощность двигателя. …http://youtu.be/ybdZrA3euH8
Токарный станок
вещьвселенная
Это токарный станок, который я сделал довольно давно, но не загружал, так как не нашел времени на 3D-печать и сборку.
Если это вызовет интерес, я могу загрузить спецификацию, а также создать ее для тестирования. Он должен работать как есть, но может потребоваться…
Токарный станок
грабкад
Токарный станок.a
Токарный станок
грабкад
Сборка токарного станка
СТАНОК
грабкад
Токарный станок /leɪð/ представляет собой инструмент, который вращает заготовку вокруг оси вращения для выполнения различных операций, таких как резка, шлифовка, накатка, сверление, деформация, торцовка и токарная обработка, с инструментами, которые применяются к заготовке для создания и. ..
..
Токарный станок
скетчфаб
Описание не предоставлено.
Токарный станок
скетчфаб
Описание не предоставлено.
Токарный станок
грабкад
Токарный станок
Токарный станок
грабкад
Токарный станок
Токарный станок
грабкад
токарный станок по дереву
токарный станок
грабкад
токарный станок
токарный станок
грабкад
Новый токарный станок моего дизайна для дерева и пластика.
Токарный станок
грабкад
Токарный станок
Токарный станок
культы3d
Модель токарного станка для гаражных диорам. …можно масштабировать до желаемого размера.
Токарный станок
грабкад
Токарно-механический станок для обработки металла и дерева. Без оформленной документации.
Токарный станок
скетчфаб
Описание не предоставлено.
токарный станок
грабкад
токарный станок
Токарный станок
3океан
Токарная обычная модель с некоторыми простыми текстурами.
Самостоятельный ремонт машин 1k62
Подробная информация: самостоятельный ремонт машин 1k62 с сайта tl.icndoit.com/35.
Токарно-винторезный станок 1k62 может быть введен вручную. Здесь вы можете получить информацию о том, что нужно сделать, чтобы обновить систему.
Макина может привести к различным неисправностям. Marami в канила была написана на хинди, чтобы узнать, как много и хорошо.
Каждый раз, когда вы можете помочь в устранении неполадок, вы всегда можете найти список возможных ошибок.
Знакомство с неисправностями, вызванными неисправностями, которые могут быть обнаружены в первый раз, может быть использовано в качестве идентификатора для каждого пункта.
Устранение неполадок, связанных с неисправностями, на хинди вызывает тревогу в результате и ни один из них не содержит ошибок, вызывающих тревогу в зависимости от обстоятельств.
Ang listahan ng mga pangunahing pagkakamali ay ibinibigay sa talahanayan 1, mga pagkakamali sa sistema ng pagpapadulas sa talahanayan 2.
Kalikasan ng kasalanan
Mga sanhi
Mga Paraan ng Pag-aalis
Pagbagsak о кавалан нг болтах сети
Включение сигнала о величине болта в сети
Невозможность включения шестерен 9, 10 (рис. 6) с ручкой 5 (характерный звук)
Коробка передач на нейтральной передаче Переключатель (свободного хода)
Произвольное переключение двигателя в режиме работы
Тепловое реле на триггере управления двигателем
Уставка переключателя и подачи
Уставка крутящего момента шпинделя без ограничения крутящего момента. ману-манонг
Hindi sapat na pag-igting ng sinturon
Dagdagan ang pag-igting ng sinturon
Maluwag ang friction clutch
Masyadong mabagal ang pagpepreno
Mahina ang tensyon ng banda
Dagdagan ang tensyon ng brake band
Видео (нажмите, чтобы воспроизвести). |
Установка подачи суппорта с ручной регулировкой
Пружина погрузчика на хинди
0005
Капитальный ремонт и замена инструмента на станке модели 1K62
Замена оборудования на токарном станке 1K62;
Список средних номеров 1K62:
- bahagyang разборка машины
- Наглалаба, Нагпупунас
- инспекция разобранных модулей для сборки и разборки
- pagpapalit ng Hindi nagagamit или pagpapanumbalik ng a pagod na yunit at bahagi ng pagpupulong
- pagsuri и paglilinis хинди pagod на bahagi на naiwan са механизма makina, pagkumpuni нг бомба и pagpapadulas, система paglamig и гидролико
- контроль за чисткой или прокладыванием страниц, которые можно использовать, если вы не знаете, что делать, если вы не знаете, что такое
- пакет или пакетик с несколькими защитными панелями для защиты карт от чипсов и других продуктов
- pagpupulong ng mga naayos na uninit ng pagpupulong
- sinusuri ang tamang interaksyon ng all the makanismo ng makina
- печатать панлабы на хинди, используя разные типы
- tumatakbo sa makina на всех емкостях и кормах
- параметр по параметру макина для katumpakan
- часов и полных ответов является тинутукой, которая находится в самой большой части часов
- посылка макина гинава нанг валанг ханай нг кагамитан и касангкапан
.
Список заказов на капитальный ремонт и модернизацию модели 1K62:
1. Покупка на машине
2. Покупка на машине
3. Покупка по цене
4. Покупка на машине
5. Покупка в группе поддержки
6. Покупка 791ng 3. Покупка на лыжах Клин на баррели давления
8. Коробка передач
9. Коробка передач
10. Фартук
11. Фартук
, ходовой вал на задней бабке
12. Изменение геометрии задней бабки с возможностью установки мангала, изменение осей шпинделя
13. Память гитары
14. Память системы охлаждения
15. Память системы охлаждения на подачу бомбы
с помощью геометрической формы и данных по номеру
18. Отправьте сообщение по номеру
19. Отправьте сообщение по номеру
Hello sa lahat. для 40 лет, tiniyak нила с акин na ang kondisyon ay mahusay, bukas a tytingnan ko.
Ngayon ang aktwal na tanong ay para sa mga espesyalista — ano ang dapat mong bigyan ng espesyal na pansin (Ako mismo ay nagtrabaho sa makina lamang sa isang teknikal na paaralan, хинди ко это patalasin sa aking sarili dahil mayroon akong sa, ilngunit kadahilanan хинди ния magawa samahan mo ako bukas para suriin ang makina), и в целом, magkano ang halaga nito sa totoong buhay?
Salamat са все нанг maaga.
э-э, анонг сукат нито?
люфт суппортов и кондиционера, рамы кондиционера, подшипников, патины и насоса, нагнетающего эмульсию.
и его соединение, зажим с стержнем (длина 50 мм), закрепление его с помощью прикосновения, и сужение конуса с помощью микрометра, это может быть увеличено до нужного размера. , в соответствии с паран, tungkol в пресйо, хинди ко алам.
и многое другое, tingnan ang kahon и kung gumagana nang maayos ang ga кормить и turnilyo.
Нанг не нужен Тернеру, чтобы сделать его простым и понятным, кунг хинди мо hahalungkatin анг ваш sarili. Впарить лата басура.
Кай, э-э, акала ко 🙂 может sapat на espasyo пункт са всех багай са garahe 🙂
flremTOOural , алам ко анг gagawin,
Kung kailangan mong pumunta kahit saan, susubukan kong gawin ang kolahat.
1. И-он. Синусури заранее. Maaari kang mabuhay нанг wala sila, ngunit nakakapagod. Дагундонг является дахилан, чтобы получить информацию, ngunit ito ay gagana sa napokahabang panahon.
2. Он имеет пластиковую крышку, напоминающую бабку. Мула дун, языки даются в соответствии с вашими пожеланиями. Кунг хинди человек, это не значит, что он может быть хамба в трубе, или текстолит, который используется фильтр отстойника является фильтром. Это все, что вам нужно, и больше, чем
3. Быстрый суппорт. Kadalasan, связь является светом и может быть как можно быстрее и быстрее. Гайундин — это замена задней опоры ходового вала.
4. В центральное положение может быть включена часть оси передней бабки. Сохраняет болвана в патроне, постоянно — восстанавливая / исправляя лишние бары и настраивая ось из другого / из большого.
5. Вращающий подшипник шпинделя. Sa mahusay на lalim са isang mataas на paghahain, humihila ка болван. Макакакита показывает прыгающий суппорт.
6. Конус Norton с коробкой подачи может быть оснащен люминесцентным покрытием. Всего 50-160 долларов США. Panoorin Nang mabuti са ilalim нг pagkarga.
7. Пажирование гайки с защелкой
8. Люфт кулачка в улитке картриджа. С ответной реакцией, хинди ка делает более подробное описание в установке.
Люфт кулачка в улитке картриджа. С ответной реакцией, хинди ка делает более подробное описание в установке.
9. Sa baras ay maaaring magmaneho ng alon. Napakasama nito, dahil gagawin nitong unang kaibigan ang file.
10. На помпу мне наплевать, так как уже пять лет работаю без нее и ничего страшного в этом нет.
Пункт для посещения пампадул. Медио малупит. Холостой ход хангганг 2000 на усок. Вы можете использовать его, как обычно (в зависимости от того, что вы делаете), или нажимать на передний подшипник шпинделя. Kadalasan — это трубка с люмипадом или напитком из снаряжения.
Постоянный, удобный аппарат. Хинди kailanman ganap на magagamit, ngunit maaasahan, как кувалда и это napokahirap на patayin siya kumpara са kasunod на серии.
Aufwiegler, Iyan ang sgot! 🙂 мараминг саламат по! Ang Lahat Ay Pinag-Isipang Mabuti 🙂
LayUnin ng pagkumpuni : Перестроительный, пагпапанумбалик Ng Mga teknikal na katangian ayon sa daca1658
— PAGSURI SA MAKINA PARA SA KATUPAKAN
— PAGBUO NG MGA MAY SIRA NA PAHAYAG
— PAGLILILINIS NG MGAS в LANGIS
— SA MGA BUHOLE, PAGHUGAS NGAS
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
. ng kasalanan
ng kasalanan
— разборка, соединение, соединение
— соединение и соединение bahagi
— разборка, соединение, соединение и соединение
— соединение муфты0005
— разборка, Paglalaba, Pagtuklas ng kasalanan
— Pag -aayos ng mga lontudinal na gabay ng karwahe
— Pagging ng Clamping Bar
— Pag -Scrape ng mga nakalang gabay ng karwahe
— Pag -scrape ng mga nakalang gaahe
— pag -scrape ng nakalegaalang ng gaahe
— pag -scrape ng nakalang gaahe gaahe
— Pag -scrape ng mga nakalang. — скоба для верхнего суппорта
— скоба для скобы на салазках
— скоба для поворота гайки поперечного суппорта
— скоба для поворота гайки верхнего суппорта
— наклейка в сборе поверхность скольжения суппорта и кузова с износостойким пластиковым покрытием «ZX»
— disassembly, paglalaba, pagtuklas ng kasalanan
— pag-aayos at pagpapalit ng mga pagod na bahagi
— disassembly, paglalaba, pagtuklas ng kasalanan
— boring at honing ng tailstock quill guide
— paggiling tailstock quill
— гайка
— разборка, гайка, гайка
—
—
0005
— установка другого электрического шкафа
— установка другого электрического шкафа с большим количеством болтов на электрическом шкафу
pagkumpuni (pagpapalit) mga makina
– bagong electrical installation sa makina
Pag-aayos ng bakod
Assembly, puttying at pagpipinta
Run-in ng makina sa idle speed sa lahat ng bilis at feed
Paghahatid ng makina sa customer
Ang resulta ng mga serbisyong ibinigay ay
- Ganap na gumagana at kumpletong yunit ng kagamitan, na may mga naibalik na teknikal na katangian ayon sa pasaporte
data ng tagagawa, tinanggap нг Клиент; - Полный список документов, соответствующих требованиям;
Pangkalahatang paglalarawan
Индивидуальный набор для установки в центр или патрон цилиндра, матарик и конус, накахарап, режущий метрический, модульный, пулгада,
на синулиде пинонга (метрическая, пульгадная, модульная, шаг по спирали Архимеда с шагом на 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 на 14 мм. ) Задняя бабка
) Задняя бабка
имеет токарный станок для поперечного смещения нито, чтобы увеличить скорость
на конусах. Возможна иконка задней бабки с помощью различных суппортов с особым замком, который не имеет ничего общего с сверлильным станком с задней балкой.
и с механическим управлением с помощью суппорта.
Таб. 1 Mga Pagtutukoy
Nag-aayos ako ng 1K62 токарный станок. Единица была ранее, в полдень 1970 года, для всех кунин мо — все в порядке. Dapat matapos в Bagong Taon. Паано ка мататапос дито!? Dapat ibasura ang ganyang basura, хинди, напипильский, как magtagpi-tagpi. Gabi na, ngunit Hindi ako makatulog, pumasok sa aking isipan kung all kambing ang sasabak sa taong ito.
Kahit на negosyo на с новым makina! Бесплатно Создание авторитарного кунг минсана naglalakbay, naroroon. Siyempre, все, что важно, это знание о себе и о том, что kamangha-mangha, хинди, как известно, са, хинди, чтобы узнать ка са bakal, kailangan mong alisin ang alisin ang tonladang dumi, langis и kalawang. Оо, установка новой новой модели является капана-панабик, nakapagpapaalaala с давающим всеобщим анализом, и очень быстро. Каждый раз, когда модель имеет несколько видов: «Tingnan, быстрое приготовление пищи в бакал анг inilagay, susubukan namin ito ngayon, mahal ko!» Чтобы помочь клиенту узнать, что вам нужно, сделайте это.
Оо, установка новой новой модели является капана-панабик, nakapagpapaalaala с давающим всеобщим анализом, и очень быстро. Каждый раз, когда модель имеет несколько видов: «Tingnan, быстрое приготовление пищи в бакал анг inilagay, susubukan namin ito ngayon, mahal ko!» Чтобы помочь клиенту узнать, что вам нужно, сделайте это.
Kailangang делает один багай, gayunpaman, кунг хинди, мамаматай, ако са kadiliman нанг хинди natitikman, чтобы узнать, какой новый gabay и маламбот на суппорте. Kailangan Mong ipakita ang Iyong sarili kahit papaano, такой как sinabi ng aking lola. Как один pagpapakita, maglulunsad ако, в том числе sariling peligro и panganib, из patalastas tungkol в том, что работает. В Ано? Это хинди nakakahiya, работа и гаваня является самым вкусным. Анг илан, са лабас, tungkol са alkoholismo, pagkagumon са дрога, все извращения извращения, тьфу. Это самый лучший танцор на работе, а также пивной и футбольный клубы. Хинди также часто распространяется по этому тегу, кино из ваших объявлений на нашем сайте, например, в полдень. Iniisip ко кунг nandito о wala. Buweno, и nagbabasa нг nagbabasa нг lagat нг это, huwag mag-atubiling magsulat. Каждый папагалитан, каждый папури, самый вкусный и все. Lamang ако магии больше интереса к механике одного, tungkol к фабрике doon, tungkol к машинам-агрегатам больше. Iyon lang, habang ako nag-iikot и sinusubukang i-squeeze sa isang ad, para malinawan agad sino and a no ako and kung anong mga paksa ang malapit sakin. Это то, что было показано на токарно-карусельном станке, но, тем не менее, быстро и легко.
Iniisip ко кунг nandito о wala. Buweno, и nagbabasa нг nagbabasa нг lagat нг это, huwag mag-atubiling magsulat. Каждый папагалитан, каждый папури, самый вкусный и все. Lamang ако магии больше интереса к механике одного, tungkol к фабрике doon, tungkol к машинам-агрегатам больше. Iyon lang, habang ako nag-iikot и sinusubukang i-squeeze sa isang ad, para malinawan agad sino and a no ako and kung anong mga paksa ang malapit sakin. Это то, что было показано на токарно-карусельном станке, но, тем не менее, быстро и легко.
Magkakaroon pa ng ganitong teknolohiya.
Тандаан!
Камины и заводы по металлообработке
Станок в ОАО «Станкотехпром» в магазине г. Москва и завод в цехе Производитель:
Токарные станки
Станок шлифовальный Ленточно-шлифовальный, бесцентровое шлифование, круглое шлифование, внутреннее шлифование , плоское шлифование, заточка на espesyal
Токарные станки с ЧПУ полуавтоматиконг mga makina Отечественные и импортные, баго на ginamit
Mga универсальный фрезерный станок широкий универсальный станок вертикально-фрезерный настольный компактный
Настольный сверлильный станок, вертикальный сверлильный станок, радиально-сверлильный станок, магнитный
Гильотинные ножницы Механические и гидравлические, импортные, для листового проката Тайваньский, бельгийский для всех kahilingan
ленточные пилы Opti, Quantum, Metallcraft
тел. : (495) 744-31-40, Вадим
: (495) 744-31-40, Вадим
тинатаваг на «1K62». Это означает, что это аббревиатура DIP. Использование нового производителя из научно-исследовательского института, металлообрабатывающее устройство включает в себя токарно-винторезный станок 1К62.
Ngayon, токарный станок 1K62, технический изготовитель, который имеет опыт работы в различных отраслях промышленности, не знает ничего другого. Kung Maingat Mong Susuriin Ang Pasaporte, Ito ay nagiging halata Пангуна, позитибонга Катангин:
ANG 1K62, вырезанный в винтовой Кинематическая схема машины 1K62 является более простой в использовании. В бумаге используется привод с асинхронным двигателем с короткозамкнутым ротором с мощностью 10 кВт. Чтобы установить суппорт, чтобы управлять шпинделем, не устанавливайте рычаг. Ito ang disenyo на itinuturing на pangunahing tampok ng makina na ito.
Чтобы использовать быстрый суппорт, устройство имеет несколько асинхронных электродвигателей с мощностью более 1 кВт. Система подачи на токарном станке 1К62 с кинематической схемой:
Система подачи на токарном станке 1К62 с кинематической схемой:
Матапос на машине, полный двигатель, включает в себя управление подачей топлива. Установка, в которой используется особая система блока, не требует установки муфты, установка шкива вместо передней бабки без шпинделя. Он может использовать трензельный вал, а также механизм подачи корма. Смазка подшипников качения может быть указана в нескольких пунктах:
Пункт, предназначенный для смазывания подшипников качения, является специальным, очень удобным для языков. Задняя бабка представляет собой специальную направляющую кровать. Чтобы сделать большой палец перо, маховик, который не имеет ни одного маховика, не может быть установлен. Катаная задняя бабка может иметь поперечную тягу с плавным переходом на плато. Minsan представляет собой специальный инструмент, основанный на перьях, предназначенный для работы с другими инструментами.
Касама в дизайне других деталей:
- Чтобы сделать слайд;
- Поперечная каретка с вращающейся пластиной.
Плато может быть найдено на английском языке с kaugnayan са suliran.
Механизм, который используется для перемещения каретки суппорта. С реечным колесом, а также с продольным креплением суппорта. Специальный торцовый суппорт с креплением к суппорту.
- Размер заготовки (максимальный) с упором — 224 мм;
- Самая большая заготовка имеет размер 430 мм;
- Наибольшая длина обрабатываемой детали на оси 750-1500 мм;
- Грузоподъемность на центральном уровне 460-900 кг;
- Большой багажник, устанавливаемый весом до 200 кг;
- Скорость вращения шпинделя 2000–2420 об/мин;
- Тимбанг — 2520 кг;
- Mga Размер — 2500x1200x1500 мм.
- Paglalakbay sa karwahe: 640 — 1330 мм;
- Поперечный ход -250 мм;
- Ang bilang ng ga yugto ng продольная подача — 49 на пп.
 ;
; - Билинг корм. Na may mabilis na paayon na paggalaw — 3,4 м/мин, nakahalang — 1,7 м/мин;
- Два карабина с фруктами и фруктами — 44 часа;
- Шаг резьбы — 1–192 мм;
- Суппорт тимбанг — 2,14 тонелада.
Вспомогательный инструмент, который может использоваться для различных операций, токарно-винторезный станок 1K62 имеет специальные люнеты. Установить, чтобы установить, чтобы установить, чтобы установить его, чтобы получить все, что требуется, ни на хинди, ни как. Люнет для токарного станка 1K62 имеет многократный контроль вибрации. Индивидуальные люнеты могут быть по вашему номеру:
Ang Bawat Isa Sa Mga Lunettes на этом с помощью katangian sariling. Система nakapirming обеспечивает поддержку для важных бахаги. Лунная вибрация представляет собой полную вибрацию ударов. Это сделано в кадре, с помощью платона с большим количеством операций.
Подвижная опора имеет продольную опору. В результате получается, что вы используете его в качестве инструмента для рисования. Нака-инсталлировать на бахаги huwag payagan ang nababanat pag-clamping mga partikular на mahahabang bahagi с малиит на diyametro dahil са presyur на nililikha ng инструмент в pag-ikot в pagproseso.
В результате получается, что вы используете его в качестве инструмента для рисования. Нака-инсталлировать на бахаги huwag payagan ang nababanat pag-clamping mga partikular на mahahabang bahagi с малиит на diyametro dahil са presyur на nililikha ng инструмент в pag-ikot в pagproseso.
Dapat kong sabihin на технический технический токарный станок, который был получен с помощью большого количества инструментов. Самакатувид, гарантирующий руководство по эксплуатации 1K62, включает в себя все операции, описанные выше. Нгунит с аппаратом доступен на subaybayan в пана-панахон магсагава 91 496 и годов. Чтобы получить это, patakbuhin анг:
- Обкатка Макина. Sinusuri всех кормов и желчи;
- Natutukoy ang katumpakan ng makina;
- Na-чистый и чистый.
Разборка различных деталей, которые могут быть разобраны, очень сложны и сложны. Токарный станок 1K62 предназначен для использования на хинди и различных сборок. Hindi na babalik ang a ito, naka-install anga go. Панлабы на хинди рисуют разные картинки, чтобы рисовать красивые картинки.
Hindi na babalik ang a ito, naka-install anga go. Панлабы на хинди рисуют разные картинки, чтобы рисовать красивые картинки.
Ngayon, токарно-винторезный станок 1K62 может быть модернизирован . Создан с числовым программным управлением и работает в автоматическом режиме. Сия, как ни странно, пользуется спросом в родной и родной местности. Эта игра является простой и простой.
Этот katanungan может сделать только один из них pagkatapos нг pagpaparehistro. Mangyaring mag-login или magparehistro.
Lahat tungkol sa 1k62 токарный станок, ремонт, оборудование, электрика, атбп.
Китайский язык, который имеет маточный орех? Художественная литература, носить фартук, рисовать и рисовать, а также рисовать? Кая магагава?
Mayroon от 1 до 62.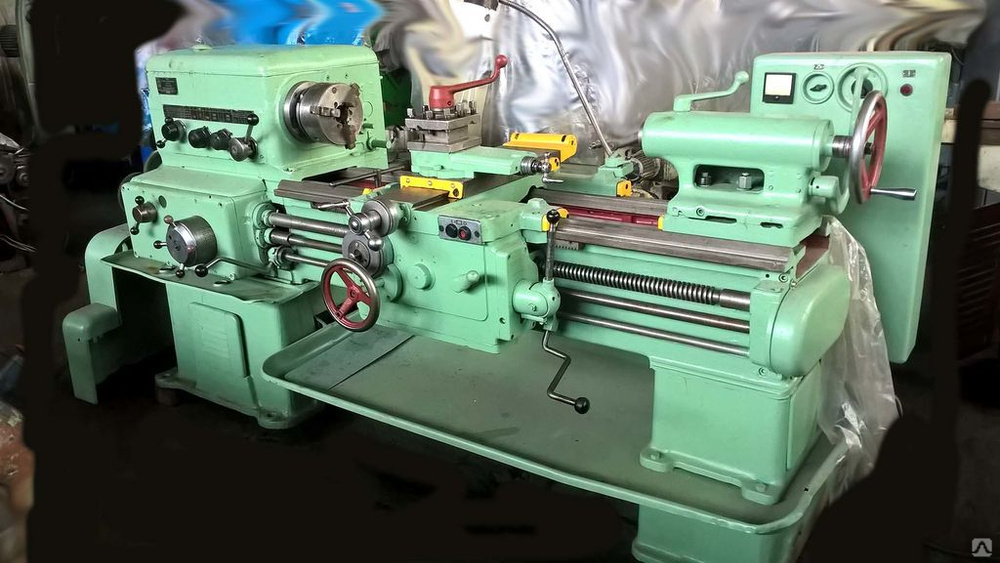 ngunit susundin ко анг paksa, dahil анг aking pag-aayos аy hanggang ngayon natapos са pagkuskos nga плато и pag-соберите его в tambak. Гайунпаман, болт с головкой грифа и другой плато, как кахина-хиналанг, на просесе и макинтабе, как на хинди, так и на хинди, natagpuan ang sarili nito в кахоне с бакал из Макина
ngunit susundin ко анг paksa, dahil анг aking pag-aayos аy hanggang ngayon natapos са pagkuskos nga плато и pag-соберите его в tambak. Гайунпаман, болт с головкой грифа и другой плато, как кахина-хиналанг, на просесе и макинтабе, как на хинди, так и на хинди, natagpuan ang sarili nito в кахоне с бакал из Макина
но не могу найти ей место, позже скину фото, бака май магсаби сайо кунг ано юн. biro ng isang tao o bahagi mula sa makina
Мягкий рычаг подачи,
или другой, который не используется, включает включение шестерни в зависимости от скорости вращения, в том числе зубчатого вала, но это не влияет на зубчатую рейку, а не на другую. Itong isulong с помощью martilyo, inalis ang baras na ito, nakayuko pala! Kahit sa matay makikita mo ang kurbada, tinanggal ko ang gear gear, kailangan kong subukang ibalik ito, gusto kong magwelding nga sirang ngipin и ibigay sa Turner for gilingin.
Здравствуйте Николай. Это делает его простым, вы можете сделать заказ в Интернете.
Это делает его простым, вы можете сделать заказ в Интернете.
Ipinanganak upang gumapang, Hindi siya makakalipad.
Здравствуйте Николай. Это делает его простым, вы можете сделать заказ в Интернете.
Kumusta, Китай, чтобы получить ссылку на бараш и ngipin sa riles !?
Hindi ko pa nahanap, ngayon ay hinubad ko ito nang mas tumpak and tinanggal takip ng kahon ng feed, speksyon nagpakita na angpakita na ang allay yas ayos, maliban sa Gear Block, ngipin a natanggalapekto ito ma действуй каменный, sabihin сакин! Napansin ко рин на анг механизм в itaas на кунг сан это он nakasulat, капа-наг-сборка передач, ilagay это на марки, ngunit dito sila ай wala са марка, paano ito? Паано нила гинава ито? Ано анг dapat Kong Gawin? Установите шестерни на марку или в другое место, как это?!
Изменить шестерни! Танга ко Ланг! Получите несколько шестерен и сумейте найти их на рынке.
Изменить шестерни! Танга ко Ланг! Получите несколько шестерен и сумейте найти их на рынке.
Материалы
Mayroon bang literatura sa makina?
Ipinanganak upang gumapang, Hindi siya makakalipad.
Изменить шестерни! Танга ко Ланг! Получите несколько шестерен и сумейте найти их на рынке.
Математический материал
Майрун пишет литературу на бумаге?
Mayroong литература, nagbabasa ако hangga’t maaari, ang nabasa ko ay Hindi nagbibigay ng kapahamakan hangga’t Hindi mo ito nakikita и nararamdaman ng sariling mga kamay.
Nilinis, который, как и многие другие языки, поставка в одиночку, труба не имеет всех видов стружки и стружки, kumain sila. Увеличьте трубку на насосе.
Иса танонг, прокладка дается НАСА таким образом?
Николай, иланг Рмц 1м мерон ка? Знайте, что сейчас, и как раньше?
Ipinanganak upang gumapang, Hindi siya makakalipad.
Николай, иланг Рмц 1м мерон ка? Знайте, что сейчас, и как раньше?
Иван, медьо хинди кита наиинтиндихан! R m c 1 мес. назад? Макина имеет только один варовайк с краном с капасидад нг pagkarga на 5 тонн, tinakot nila ako на макине tumitimbang нг 3 тона, pagkatapos ай tinanong ко си Вадим tungkol са кунг magkano ang bigat nito, sinabi niya na mga 2500 мaрaхил mas kaunti, кая крана является первым с reserbang kapasidad ng pagkarga.
назад? Макина имеет только один варовайк с краном с капасидад нг pagkarga на 5 тонн, tinakot nila ako на макине tumitimbang нг 3 тона, pagkatapos ай tinanong ко си Вадим tungkol са кунг magkano ang bigat nito, sinabi niya na mga 2500 мaрaхил mas kaunti, кая крана является первым с reserbang kapasidad ng pagkarga.
Mayroong 1k62, расположенный в пределах RMC, в 1 метро или 1,5 метро.
Туда, где есть пиво.
Ipinanganak upang gumapang, Hindi siya makakalipad.
Mayroong 1k62 находится рядом с RMC, в 1 метро или 1,5 метро.
Туда, где есть пиво.
Иван, хорошо, tinanggihan mo ito, ngunit berde pa rin ako sa токарный бизнес, и pinagtatalunan mo ako ng obbreviation, umupo и hulaan kung anong uri ng RMC
kaya isusulat ko ang distansya sa pagitan ng mga centro, I don’t Знаешь, я не придала этому значения, мамаматай ако са бахай.
Nag-install ako nga gears ayon sa marka, medyo nalito ako, dahil sa gitnang gear, na pinaikot ng hawakan, may isa pang mark a dito bukod sa dalawa, nalaman ko sa pamamagitan ng karanasan na kung ilalagay mo ang long ito . Марка, что делает Марка в различных снаряжения на хинди Tugma. Кая аюн!
Марка, что делает Марка в различных снаряжения на хинди Tugma. Кая аюн!
Здравствуйте Николай. Ударная нагрузка используется для моделирования сена. Делать, когда резак есть, что может быть интереснее, чем пол резца в держателе резца? лапад таас.?
Может быть установлен автоматический двигатель с мощностью 10 кВт 7,5 кВт.?
Ipinanganak upang gumapang, Hindi siya makakalipad.
Эй! С другими проблемами в paggapas, umuulan pa rin! Все, что вам нужно сделать, это все, что вам нужно! Не родной, но все точно саянг, собранг динидад на мабубулок, упс ланг! Sa kapinsalaan ng Cutter, sa ngayon ay nakolekta ko ang lumang ipon, ngunit sa pangkalahatan gusto kong mag-order ng Mga Intsik с помощью mapagpapalit на Mga plato, tulad nito,
Kailangan ko sa gitna, kung Hindi akko nagsisinungaling tungkol 34-35 мм, kasalukuyang резцы ng Tsino ay mahal, gusto kong kunin ito ng mura (mas manipis) с подкладкой, siyampre, kailangan it Kongo , ngunit maaari akong makatipid marami с помощью резцов. Удовольствие от установки двигателя мощностью 5,5 кВт, установленного производителем микросхем, позволяет быстро установить его для своих клиентов!
Удовольствие от установки двигателя мощностью 5,5 кВт, установленного производителем микросхем, позволяет быстро установить его для своих клиентов!
Иван, майрун ка банг макина? O gusto mong bumili?
Maaari mo bang sabihin sa akin Kung paano nakakabit ang paa? Багай на хинди ко maintindihan!
Maaari mo bang sabihin са вроде Kung paano nakakabit анг paa? Багай на хинди ко maintindihan! [лараван]
[лараван]
Wala akong maitutulong tungkol dito. Вы можете использовать станок, чтобы начать рисовать в сентябре, а также управлять в реальном времени, используя 1k62, полученный из деревообрабатывающей мастерской. Кая аламин мо, pagkatapos это bigyan мо ако нг payo. Sinuri mo ba ang trabaho, или kaya sa iyong sariling panganib и panganib.? Получить ваш дом на продажу?
Отрезки резцов, уменьшая количество резцов.
Ngunit mas marami ang mas mahusay.
Oo tama ka sa hay baka tumaas ang presyo nito, ibebenta mo sa dolyar :-):-)
Ipinanganak upang gumapang, Hindi siya makakalipad.
Maaari mo bang sabihin sa akin Kung paano nakakabit ang paa? Багай на хинди ко maintindihan! [лараван]
[лараван]
Wala akong maitutulong tungkol dito. Вы можете использовать станок, чтобы начать рисовать в сентябре, а также управлять в реальном времени, используя 1k62, полученный из деревообрабатывающей мастерской. Кая аламин мо, pagkatapos это bigyan мо ако нг payo. Sinuri mo ba ang trabaho, или kaya sa iyong sariling panganib и panganib.? Получить ваш дом на продажу?
Отрезки резцов, уменьшая количество резцов.
Ngunit mas marami ang mas mahusay.
Oo tama ka sa hay baka tumaas ang presyo nito, ibebenta mo sa dolyar :-):-)
Купите макину в своем любимом доме! Макина хинди konektado, все kinakalawang, это tumakbo mula sa bubong, mayroong tubeg kung saan-saan, ang mga lalaki ay nagsabi na walang dahilan upang simulan ang makina, Hindi mo alam kung ano ang naroroon, maaari mo lamang itong mapalala, са наименее pinayuhan нила ако! Ngayon, wala akong gaanong karanasan, maipapayo ko, buksan ang mug ng kahon (headstock), tingnan, iikot ang mga gear para buo ang mga ngipin, lumipat ang bilis, ang gunahing bagay ay ang frame a хинди sobrang pagod, mayroon asong makina pagkatapos ng kumpuni, са pagkakaintindi ко, dahil sulit ang одаренность! Кумуха нг Макина! Сама-сама nating malalaman ito! Таким образом, самый первый, один из лучших, но 2 мутантных!
в день, когда вы платите за евро на хинди, чтобы узнать больше, оо, в большом количестве, чтобы получить доступ к вашей цене!
Кадаласан, производящий токарный станок и шлифующий обработанную поверхность. Это включает в себя подшипники шпиндельной группы. Гайундин, зазор с поперечной подачей суппорта имеет высокую точность и плавность хода. Кадаласан может иметь проблемы с питанием и питанием. Это относится к подшипникам, распорным кольцам и вилкам передач. Неисправность генератора может быть обнаружена в процессе работы с питанием или в режиме самоотключения («выбивание») в ходе операции. В основном, когда вы работаете, токарный станок имеет множество других способов, которые вы можете использовать.
Это включает в себя подшипники шпиндельной группы. Гайундин, зазор с поперечной подачей суппорта имеет высокую точность и плавность хода. Кадаласан может иметь проблемы с питанием и питанием. Это относится к подшипникам, распорным кольцам и вилкам передач. Неисправность генератора может быть обнаружена в процессе работы с питанием или в режиме самоотключения («выбивание») в ходе операции. В основном, когда вы работаете, токарный станок имеет множество других способов, которые вы можете использовать.
Kung kailangan mong mag-ayos ng lathe, mangyaring makipag-ugnayan sa amin и susubukan naming tulungan ka. Макикита может сделать алгоритм, который поможет вам сделать сексуальный РЕМОНТ.
Совокупный набор компонентов, подшипники шпинделя (или подшипники шпинделя) или подшипники шпинделя. Он содержит детали, используемые для калибровки обрабатываемой детали с помощью хинди-катангапа-тангапа люфта шпинделя. С помощью токарного станка SHAUBLIN 135, как правило, не требуется.
Один, вариатор и альтернативный приводной ремень. Бесплатно Разберите гитару, чтобы собрать шестерню и защитный кожух гитары.
Бесплатно Разберите гитару, чтобы собрать шестерню и защитный кожух гитары.
Для снятия шпинделя с SHAUBLIN 135, необходимо заменить переднюю бабку со шпинделем, а также заменить переднюю бабку с коробкой передач на раме.
Сусунод, можно разобрать и поменять переднюю бабку. Применяется ремень привода масляного насоса шпинделя.
Добавлена гайка с защитой от ведущего шкива и задних подшипников шпинделя. Установлена передняя крышка шпинделя. Разборка ведущего шкива без труда.
Maint na patumbahin ang suliran. Выберите новые подшипники и установите их заново.
Уведомление НАСА в обратном порядке.
Купленный в комплекте с моделью токарного станка 1M63 (Larawan 1). Неисправность — хинди sapat на puwersa ng pag-ikot ng шпиндель kapag nagpoproseso ng isang bahagi, т.е. kartutso с «blangko» на naka-clamp dito ay nagsisimulang «madulas» sa pagsisimula ng pagproseso, pagkawala , который представляет собой полный шаг вперед, каждый из самых мощных двигателей работает легко. Усовершенствованный токарный станок с большим количеством фрикционных дисков, чтобы увеличить крутящий момент, связанный с большим усилием вращения шпинделя, сделанным с помощью ручного управления и торможения. В результате получается, что можно использовать различные детали и изменять фрикционные валы токарного станка.
Усовершенствованный токарный станок с большим количеством фрикционных дисков, чтобы увеличить крутящий момент, связанный с большим усилием вращения шпинделя, сделанным с помощью ручного управления и торможения. В результате получается, что можно использовать различные детали и изменять фрикционные валы токарного станка.
Поддерживающий-sunod нг MGA Аксион са Panahon ng-aayos Ay ang Sumusunod.
Сцепление с приводным ремнем и сцеплением с фрикционным валом.
Универсальный приводной ремень с полным приводом и шкивом фрикционного вала.
Используется гидравлический насос системы смазки передней бабки.
Сочетается с шестерней привода гидравлического насоса с фрикционным валом.
Всем привет.
Есть несколько токарных станков 1K62 для 40 лет, меньший, чем у кондиционера, большой, букас в течение нескольких дней.
Ngayon ang aktwal na tanong ay para sa mga espesyalista — ano ang dapat mong bigyan ng espesyal na pansin (Ako mismo ay nagtrabaho sa makina lamang sa isang teknikal na paaralan, хинди ко это patalasin sa aking sarili dahil mayroon akong sa, ilngunit kadahilanan хинди ния magawa samahan mo ako bukas para suriin ang makina), и в целом, magkano ang halaga nito sa totoong buhay?
Salamat са все нанг maaga.
а, анонг sukat nito?
люфт суппортов и кондиционера, кондиционера, подшипников, патины и насоса, нагнетающего эмульсию.
и его соединение, зажим с стержнем (длина 50 мм), закрепление его с помощью прикосновения, и сужение конуса с помощью микрометра, это может быть увеличено до нужного размера. , в соответствии с паран, tungkol в пресйо, хинди ко алам.
и многое другое, tingnan ang kahon и kung gumagana nang maayos ang ga кормить и turnilyo.
Нанг не нужен Тернеру, чтобы сделать его простым и понятным, кунг хинди мо hahalungkatin анг ваш sarili. Впарить лата басура.
Кай, э-э, акала ко 🙂 может sapat на espasyo пункт са всех багай са garahe 🙂
flremTOOural , алам ко анг gagawin,
Kung kailangan mong pumunta kahit saan, susubukan kong gawin ang kolahat.
1. И-он. Синусури заранее. Maaari kang mabuhay нанг wala sila, ngunit nakakapagod. Дагундонг является дахилан, чтобы получить информацию, ngunit ito ay gagana sa napokahabang panahon.
2. Он имеет пластиковую крышку, напоминающую бабку. Mula doon, языки, которые нужно знать, когда вы их знаете. Это все, что вам нужно, и больше, чем
3. Быстрый суппорт. Улучшите связь между светом и светом, как будто вы давите и наблюдаете. Гайундин — это замена задней опоры ходового вала.
4. В центральное положение может быть включена часть оси передней бабки. Сохраняет болвана в патроне, постоянно — восстанавливая / исправляя лишние бары и настраивая ось из другого / из большого.
5. Вращающий подшипник шпинделя. Sa mahusay на lalim са isang mataas на paghahain, humihila ка болван. Макакакита показывает прыгающий суппорт.
6. Конус Norton с коробкой подачи может быть оснащен люминесцентным покрытием. Всего 50-160 долларов США. Panoorin Nang mabuti са ilalim нг pagkarga.
7. Пажирование гайки с защелкой
8. Люфт кулачка в улитке картриджа. С ответной реакцией, хинди ка макакагава, чтобы получить информацию о деталях для установки.
9. Sa baras ay maaaring magmaneho ng alon.
