Станы волочильные для проволоки: Линия непрерывного волочения проволоки горизонтального типа
Содержание
Волочение проволоки – особенности технологии и оборудование
- Основные этапы
- Особенности процедуры
- На каком оборудовании выполняется волочение металлов
- Подготовка металлических заготовок
- Волочение медной проволоки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.
Линия производства проволоки по методу волочения
Основные этапы
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.
Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.
Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.

- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Методы волочения
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.
Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.
В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.
Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Волочение медной проволоки
Чтобы более подробно познакомиться с технологией волочения, можно рассмотреть ее на примере того, как делают медную проволоку. Заготовки для выполнения такой операции получают методом литья, после чего их сплавляют между собой и прокатывают. Чтобы волочение медной проволоки было выполнено максимально качественно, с поверхности заготовки необходимо удалить оксидную пленку, для чего ее обрабатывают раствором кислоты.
Намотка готовой проволоки на барабан
Сам процесс волочения мало чем отличается от производства сварочной проволоки (или любой другой). Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
- комплексные растворы;
- специальные эмульсии;
- комплексные вещества.
Использование таких составов, через которые проволока проходит в процессе своего формирования, позволяет получать изделия, наружная поверхность которых отличается максимальной чистотой.
Волочильные станы для проволоки в России
- Главная
- Продажа
- Оборудование для обработки проволоки
- Волочильный стан для проволоки
Вы можете очень быстро сравнить цены волочильного стана для проволоки и подобрать оптимальные варианты из более чем 4971 предложений
волочильный стан для проволоки SKET2500\6
Состояние: Б/У Год выпуска: 1985 Производитель: Германия
волочильный стан для проволоки SKET2500\6
21. 12.2017
12.2017
Орел (Россия)
3 500 000
Волочильный стан СКЕТ 2500/2,632/10, окалиноломатель+щетки
Состояние: Б/У
Продам волочильный стан СКЕТ 2500/2, 632/10, окалиноломатель+щетки,печь шахтную для отжига т.89038828805г.ОрелПродам волочильный стан СКЕТ 2500/2, 632/10, окалиноломатель+щетки,печь шахтную для…
06.10.2015
Орел (Россия)
Волочильный стан sket 2500 (5 кратник)
Состояние: Б/У Производитель: Gruna Sket (Германия)
Волочильный стан SKET 2500 — 5 кратник
1) 5 блоков 2500(1 накопительный барабан для работы в мотки
2) 5 двигателей 55 кВт.
3) Шкафы (электрика)
4) Пульт управления.
5) Кран Укосина для…
10.02.2016
Орел (Россия)
1 200 000
Волочильный стан
Состояние: Б/У Год выпуска: 1984
Организация Ural company реализует со складов волочильное оборудование и комплектующие. Производства Германия, Россия, Италия, Голландия.В наличии есть следующие модификации волочильных станов,…
Производства Германия, Россия, Италия, Голландия.В наличии есть следующие модификации волочильных станов,…
04.06.2021
Орел (Россия)
50 000
GRUNA UDZWG 6/22 волочильный стан
Состояние: Б/У Год выпуска: 1962
Компания ТИТАН реализует GRUNA UDZWG 6/22 — волочильный стан б/у, год выпуска — 1962. Краткое описание: предназначен для волочения проволоки диаметром — 0,3 мм; диапазон скоростей волочения -…
14.06.2022
Ярославль (Россия)
Волочильный стан Team (Италия)
Состояние: Б/У Год выпуска: 2002 Производитель: TEAM (Италия)
Добрый день!Организация реализует прямоточный волочильный стан производства Италия.Тех.характеристика:общее число протяжек: 10Ø- готовой проволоки: 0,8 mmблоk Ø: 400 / 460 mmобрабатываемый.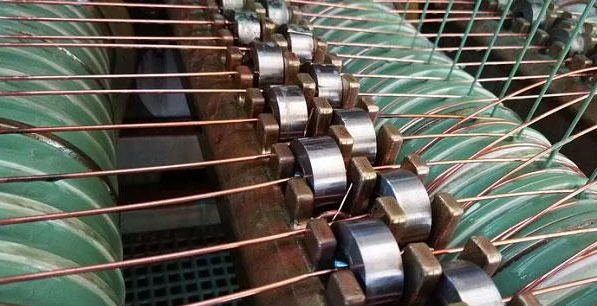 ..
..
05.08.2019
Орел (Россия)
10 000 000
Волочильный стан
Состояние: Б/У Год выпуска: 1990
Волочильный стан предназначен для калибровки, протяжки проволоки. Рабочий диапазон с 8мм до 2мм. Диаметр барабана 560мм, мощность двигателя 35кВт(можно заменить на более экономичный). Размер станка…
14.02.2022
Таганрог (Россия)
355 000
Заправочно-зятяжной станок для волочильных станов
Состояние: Новый Производитель: ООО «Компания СМ-Проект» (Россия)
Заправочно-затяжной станок используется на волочильных станах, оснащенных ступенчатыми барабанами с функцией скольжения. Ступени на тянущих шайбах имеют малые размеры, волокодержатели смонтированы…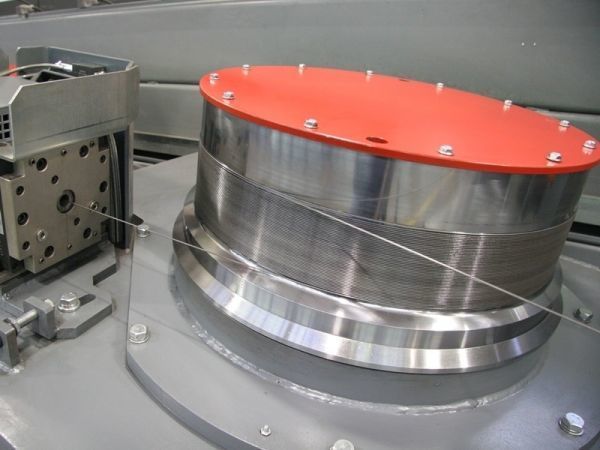
09.12.2021
Кострома (Россия)
Волочильный стан
Состояние: Б/У Год выпуска: 1994
Срочно продам волочильный стан для калибровки, протяжки проволоки. Рабочий диапазон с 8мм до 2мм. Диаметр барабана 560мм, мощность двигателя 35кВт(можно заменить на более экономичный), 10 оборотов…
28.12.2020
Таганрог (Россия)
300 000
Волочильный стан мокрого волочения 160/21 SKET
Состояние: Б/У Год выпуска: 1990 Производитель: SKET (Германия)
Продам волочильный стан мокрого волочения 160/21 SKET. Комплектация полная. Фото и цена по запросу. Готовая проволока 0,1мм 21 волока.
02.03.2023
Орел (Россия)
10
Волочильный стан В1/650
Состояние: Новый
В наличии
Предприятие реализует волочильный стан барабанного типа В1/650. Стан в рабочем состоянии, подключен.Подходит для волочения стальной проволоки диаметром до 8 мм.В комплекте стана входитСтан…
Стан в рабочем состоянии, подключен.Подходит для волочения стальной проволоки диаметром до 8 мм.В комплекте стана входитСтан…
16.12.2021
Ревда (Свердловская обл.) (Россия)
500 000
Волочильный стан UDZSA 632/10
Состояние: Б/У Год выпуска: 2012 Производитель: UDZSA 632/10 (Германия)
Продам волочильный стан UDZSA 632/10 . В отличном состоянии , проверка , можно посмотреть в работе. Скорость волочения до 18 м/с из проволоки ф4,0 мм в проволоку ф1,0 мм за один проход ….
16.02.2022
Тула (Россия)
10 500 000
Волочильный стан
Состояние: Новый Производитель: НПЦ Экстра-Э (Россия)
Волочильный стан для медной проволоки ВССК-13/500Вход 8. 0 ммВыход 1.0 — 2.8 ммУправление системой на основе ПЛК с сенсорной панелью.Расход ЭЭ на переработку 1 кг проволоки не более 0, 5…
0 ммВыход 1.0 — 2.8 ммУправление системой на основе ПЛК с сенсорной панелью.Расход ЭЭ на переработку 1 кг проволоки не более 0, 5…
27.02.2023
Самара (Россия)
Волочильный стан АЗТМ ВС 1/750 на запчасти
Состояние: Б/У Год выпуска: 1994 Производитель: АЗТМ (Россия)
Продам волочильный стан АЗТМ ВСМ 1/750. Состояние -на запчасти. Max диаметр заготовки 24,0мм, min диаметр готовой проволоки 12,0мм. Фото и цены по запросу. Износ запчастей -10%. Цена -дешево.
02.03.2023
Орел (Россия)
800
Запчасти для волочильного стана SKET, АЗТМ
Состояние: Новый Производитель: Россия
В наличии
Продам запчасти для волочильного стана Sket, АЗТМ: блоки, барабаны, валы, коробки скоростей, шестерни и т . д.
д.
Фото и цены по запросу.
02.03.2023
Орел (Россия)
4 000
Волочильный стан SKET UDZSA2500/6 запчасти
Состояние: Б/У Год выпуска: 1990 Производитель: SKET (Германия)
Продам запчасти для волочильного стана SKET UDZSA 2500/6.Шестерни Z-14 и Z-47, волочильные барабаны, коробки скоростей в сборе, мыльницы, ролики. эл. двигатели т . д.Фото и цены по запросу.Продам…
02.03.2023
Орел (Россия)
3 000
Волочильный стан danieli Italia (пруток)
Состояние: Б/У Год выпуска: 1995 Производитель: Danieli (Италия)
Добрый день!Организация реализует волочильный стан DANIELI производства Италия.Для изготовления прутка,шестигранника,квадрата. Возможна работа из прутка в пруток и из бухты в пруток.Диапазон туров:…
Возможна работа из прутка в пруток и из бухты в пруток.Диапазон туров:…
05.08.2019
Орел (Россия)
18 500 000
Волочильный стан UDZSa SKET 630/8
Состояние: Б/У Год выпуска: 1989 Производитель: UDZSa SKET (Германия)
Добрый день!Организация реализует волочильный стан UDZSa SKET 630/8 производства Германия.Вся дополнительная информация по телефону.Звоните!
04.06.2021
Орел (Россия)
34 000
Волочильный стан азтм 750/1
Состояние: Б/У Год выпуска: 1987 Производитель: АЗТМ (Казахстан)
Добрый день!Организация риалезует волочильный стан производства АЗТМ 750/1.Вся дополнительная информация по телефону. Звоните!
Звоните!
05.08.2019
Орел (Россия)
1 500 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по волочильному стану для проволоки почти как на Авито и TIU
Видео волочильного стана для проволоки
Главная — Drawing Technology Inc.
Перейти к содержимому
Дом – Технология рисования Inc.klarzon2023-01-03T05:01:58-06:00
Машины | Продукты
Добро пожаловать в DTi
DTi является ведущим поставщиком и лидером в производстве проволоки, бетона и крепежных изделий.
С начала 2000 года компания Drawing Technology Inc. (DTi) устанавливает отраслевые стандарты, обеспечивая разработку своего оборудования с использованием новейших технологий.
DTi предлагает совершенно новый подход к безопасности, средствам управления, электрической и механической конструкции. Их рабочие отношения с производителями производства и специального оборудования позволяют им работать вместе, чтобы поставлять своим клиентам полные системы «под ключ». Эти отношения сделали DTi лидером отрасли; взаимодействие с OEM-производителями и производителями машин на заказ и работа на всех этапах разработки приложений, проектирования и установки.
Их рабочие отношения с производителями производства и специального оборудования позволяют им работать вместе, чтобы поставлять своим клиентам полные системы «под ключ». Эти отношения сделали DTi лидером отрасли; взаимодействие с OEM-производителями и производителями машин на заказ и работа на всех этапах разработки приложений, проектирования и установки.
DTi фокусируется на «послепродажной поддержке», которая имеет решающее значение для укрепления доверия и поддержания потока вашего продукта. Если вы подумываете о покупке новой машины, присоединитесь к списку клиентов, чтобы узнать, что говорят люди.
Присоединяйтесь к списку клиентов
В DTi мы предлагаем обслуживание всех марок и моделей волочильных станков. Участвуя в разработке большинства этих машин, мы знаем, где взять и правильно установить детали. Мы можем поставить ремни и шкивы такого размера, чтобы ускорить или замедлить работу выдвижного ящика для новой более быстрой жатки. Мы можем повернуть и отполировать ваш старый изношенный шпиль в соответствии с новыми стандартами или предоставить новый шпиль на замену.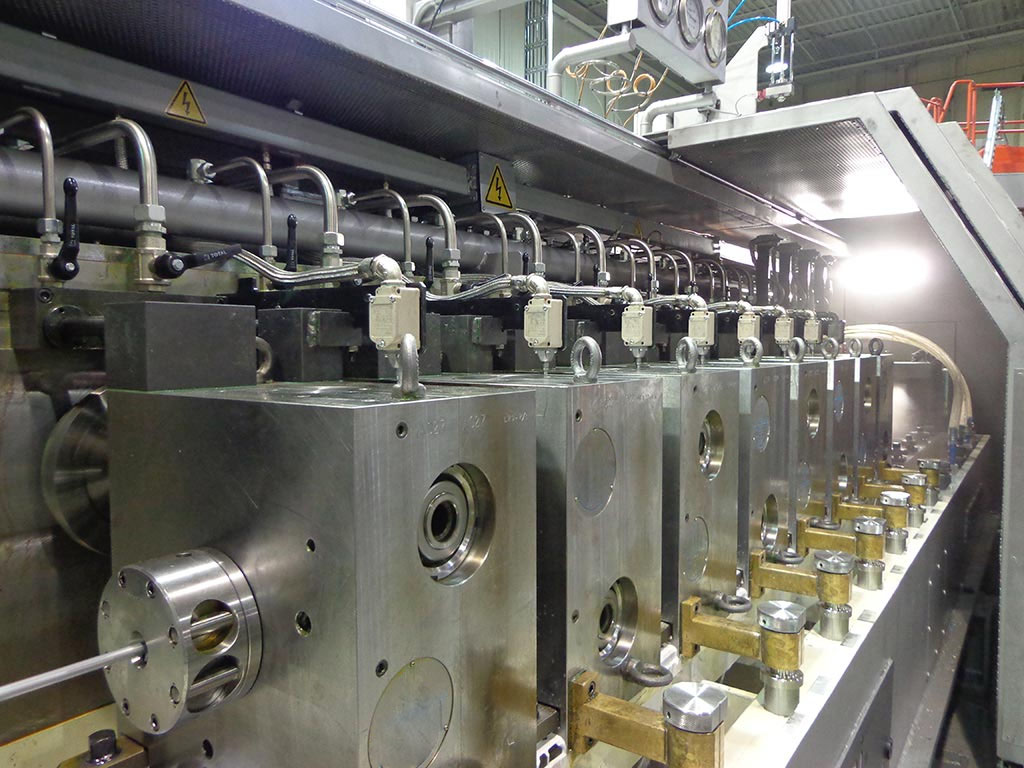
Если у вас есть вопросы или вам нужна помощь, свяжитесь с DTi сегодня.
Инновационные функции включают в себя:
• Подъемные тяговые ящики
• Самоскладывающиеся захваты
• Двуручные двухскоростные толчковые системы
• Управление с помощью ПЛК
В большинстве случаев эти функции являются стандартными для нашего оборудования и включают в себя три -летняя гарантия на большинство компонентов.
Последние новости
Предстоящие события
Мы стремимся к совершенству во всем, что мы делаем.
Мы стремимся к совершенству во всем, что делаем.
Лучший бизнес — это заботиться о своем бизнесе.
Рынки
Проволока
Производители, переработчики, дистрибьюторы и пользователи всех типов проволоки из различных металлов и сплавов, включая железо, сталь, латунь, бронзу, медь, алюминий, цинк, золото, серебро и платину.
Бетон
Производство бетонных труб, включая трубы ливневой канализации, канализационные трубы, армированные напорные трубы, предварительно напряженные цилиндрические напорные трубы и производство водопропускных труб
Крепеж
Производство устройств и инструментов, которые постоянно или полупостоянно скрепляют вещи, такие как: гайки, болты, петли, шпильки, ручки, ручки, фланцы, заклепки и винты и т. д.
д.
Автомобильная промышленность
Производство двигателей транспортных средств, включая большинство компонентов, таких как двигатели и кузова, но исключая шины, аккумуляторы и топливо.
Аэрокосмическая промышленность
Производство транспортных средств для полетов в атмосфере Земли и за ее пределами. Промышленность занимается производством неаэрокосмических продуктов и систем, в которых используются аэрокосмические технологии.
Строительство
Отрасль производства и торговли, основанная на строительстве, обслуживании и ремонте сооружений. Это включает в себя бурение и разведку твердых полезных ископаемых.
Ссылка для загрузки страницы
Перейти к началу
В центре внимания машины и матрицы для волочения проволоки
Майк Макналти, редактор
Wire & Cable Technology International (WCTI)
Несмотря на то, что процесс использования машины для протягивания проволоки через матрицу для уменьшения ее диаметра и увеличения ее длины очень старый, и основы не сильно изменились с 19-й -й век, машины, процессы и инструменты, используемые для волочения проволоки, менялись и будут меняться. Имейте в виду, что это не быстрые инновации, а те, которые развиваются и совершенствуются.
Имейте в виду, что это не быстрые инновации, а те, которые развиваются и совершенствуются.
В области машин для волочения проволоки у нас есть долгосрочные тенденции к технологии многопроволочного волочения, более высоким скоростям, гибкости, автоматизации, системам быстрой смены штампов, увеличенным уровням производительности и диапазонам, переменной вытяжке, снижению затрат и улучшенной смазке. . Что касается матрицы для волочения проволоки, значительная часть новостей сосредоточена на улучшении обслуживания, и мы стали свидетелями введения бесплатных инженерных услуг, бесплатных пробных версий, программ управления запасами, лизинга и подбора матрицы. Что касается технологии изготовления волочильных штампов, разработки происходят в области материалов и источников инструментов, технологий изготовления инструментов и отделки поверхности. Одним из примеров являются матрицы из карбида вольфрама, покрытые тонким слоем нанокристаллических алмазных частиц для улучшения характеристик и срока службы матрицы.
Краткий обзор разработок, которые мы наблюдали за последние несколько лет, включает следующее:
- Современные многопроволочные линии волочения для производства проволоки из меди, алюминия и других цветных металлов.
- Гибкая машина
- Компактная волочильная машина для различных применений, включая исследования и разработку материалов.
- Волочение проволоки из сверхтонкой высокопрочной стали
- Кабестаны для волочения проволоки с индивидуальным приводом и электронным управлением с минимальным проскальзыванием.
- Улучшенная конечная поверхность проволоки
- Программируемая пользователем настройка обратного натяжения с автоматическим измерением и регулировкой.
- Волочение проволоки из нанокристаллического алмаза
- Заготовки штампов из нового высокопроизводительного сплава
- Улучшенная подача смазки на трос
- Экономия материала за счет более жестких допусков по диаметру или проводимости.

- Модульные конструкции машин всех размеров: мелкозернистые, промежуточные, аварийные.
- Волочение специальных материалов, включая алюминий, сплавы, сверхпроводники и биметаллы.
- Пониженная энергия
- Миниатюризация: сверхтонкое волочение проволоки многих типов материалов на высоких уровнях производства.
Достижения в процессе волочения проволоки, а также разработка новых материалов для проволоки привели к стремлению к более последовательной и точной геометрии штампов, материалам с более длительным сроком службы и специальным комплектам штампов, таким как штампы, соответствующие удлинению для использования в многопроволочном волочении. .
В области оборудования для обработки штампов некоторые нововведения включают:
- Автоматизированное полирование углов и размер
- Многопозиционная ультразвуковая штамповка
- Мощный осмотр
В дополнение к тому, чтобы быть в курсе последних событий, для успешного выбора, использования и технического обслуживания машин для волочения проволоки и штампов необходимо хорошее знание основ волочения проволоки.
Основы волочения проволоки
Волочение проволоки — это стационарный процесс холодной штамповки, при котором стержень или проволока протягивается или протягивается через одну матрицу или серию последовательных матриц. Каждая матрица и последующие матрицы имеют диаметры, меньшие диаметра исходного материала, а площадь поперечного сечения проволоки уменьшается по мере ее прохождения через каждую матрицу. Теоретически волочение проволоки представляет собой «процесс без стружки», при котором не предполагается удаление материала. Из-за этого объем проволоки практически остается таким же, как и при вытягивании, но длина проволоки увеличивается или удлиняется в соответствии с ее новым диаметром. На практике, в зависимости от вытягиваемого материала и условий смазывания, происходит некоторое образование мелких частиц металла.
Процесс волочения проволоки считается холодным, потому что тепло не применяется для облегчения формирования металла. Во время волочения свойства входного материала изменяются из-за холодной обработки, и температура действительно повышается, часто резко, по мере того, как проволока вытягивается до меньших диаметров.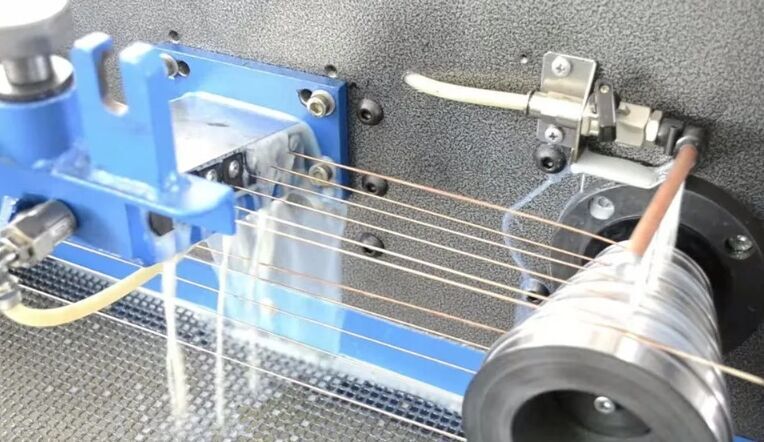
Для волочения проволоки вам понадобится волочильная машина, проволока, смазка и матрицы. Процесс может быть мокрым или сухим, что определяется типом используемой смазки: продукты на водной или масляной основе для мокрого волочения и сухие смазки для сухого волочения.
В процессе волочения проволоки используются машины с одним, но чаще многоштыревым (многовытяжным или тандемным) устройством, предназначенным для волочения одной или нескольких проволок одновременно. Когда стержень или проволока протягивается через каждую матрицу, диаметр уменьшается (уменьшение площади) и увеличивается длина (удлинение).
В машинах для волочения проволоки протягивание материала, подлежащего волочению, осуществляется с помощью приводных шпилей. На одной тяговой машине существует только одна тяга, а несколько тяговых машин обычно имеют количество тяг, равное количеству тяг. Шпили могут быть расположены в линию (тандем), когда каждый шпилек приводится в движение одним валом, или в виде конуса, когда на одном валу находится более одного шпиля. Ключевыми параметрами волочения проволоки являются уменьшение площади, удлинение проволоки и проскальзывание:
Ключевыми параметрами волочения проволоки являются уменьшение площади, удлинение проволоки и проскальзывание:
Уменьшение площади, AR, % AR = (A1 – A2)/A1 x 100 AR = (1 – A2/A1) x 100 AR = (1 – (D2/D1)2) x 100
где, A1 = входная площадь поперечного сечения; A2 = выходное поперечное сечение;
D1 = входной диаметр; D2 = выходной диаметр
Удлинение проволоки, E, % E = (L2 – L1)/L1 x 100 E = (L2/L1 – 1) x 100
E = ((D1/D2)2 – 1) x 100
где L1 = входная длина; L2 = выходная длина; D1 = входной диаметр; D2 = выходной диаметр Соотношение между удлинением и уменьшением площади: E = 100/(100 – AR) – 100
Проскальзывание в % представляет собой разницу в скорости между тросом
и волочильным шпилем, следующим образом:
Проскальзывание в %, S
S = (Vc – V)/Vc x 100
где, V = скорость провода; Vc = скорость вращения шпиля
В волочильном станке с многоступенчатой тягой проскальзывание будет накапливаться по всему станку, пока не достигнет окончательного волочильного шпиля, где % скольжения теоретически равен нулю. В машине с нулевым скольжением стержень или проволока вытягиваются с одинаковой скоростью каждого волочильного шпиля. Другие полезные и интересные расчеты могут быть сделаны относительно скорости и производительности машин для волочения проволоки. Это полезно при составлении планов емкости. При выборе параметров волочильного станка необходимо учитывать множество факторов, включая материал входной проволоки, количество проволок, окончательный диаметр проволоки, конечную скорость проволоки, стиль работы, условия смазки и требования к качеству поверхности.
В машине с нулевым скольжением стержень или проволока вытягиваются с одинаковой скоростью каждого волочильного шпиля. Другие полезные и интересные расчеты могут быть сделаны относительно скорости и производительности машин для волочения проволоки. Это полезно при составлении планов емкости. При выборе параметров волочильного станка необходимо учитывать множество факторов, включая материал входной проволоки, количество проволок, окончательный диаметр проволоки, конечную скорость проволоки, стиль работы, условия смазки и требования к качеству поверхности.
В основе процесса волочения проволоки лежит волочильная матрица, которая представляет собой инструмент, который находится в непосредственном контакте с проволокой во время ее обработки. Существуют десятки поставщиков фильер для волочения проволоки. По моему мнению, при выборе поставщика и приобретении волок для волочения проволоки важны следующие аспекты: согласованность и качество деталей, сервис, опыт и ноу-хау, помощь в проектировании, цена и сроки поставки.
Матрицы для волочения проволоки должны иметь правильную геометрию для соответствующего применения, если можно ожидать хороших результатов. Матрица может быть разбита на несколько зон: входная зона, где проволока и смазка входят в матрицу, зона редуцирования, где проволока соприкасается с матрицей и начинает деформироваться, зона калибровки, где задается диаметр проволоки, и выходная зона, где проволока покидает матрицу. Для описания частей штампа используются различные термины, но наиболее важными атрибутами являются угол наклона штампа, длина опоры и диаметр. Кроме того, хорошо работающие матрицы должны обеспечивать некоторый тип смешивания от одной зоны к другой, чтобы поверхность проволоки не повреждалась и не напрягалась.
Оптимальный угол матрицы и длина подшипника зависят от вытягиваемого материала и площади обжатия. Существует много хороших технических статей по геометрии штампов. Эти знания в сочетании с практическим опытом, тестированием и, возможно, программным обеспечением для моделирования приведут вас в правильном направлении для получения оптимальной геометрии матрицы.
Материалы, используемые для волочильных волок, включают карбид вольфрама (TC или WC), монокристаллический природный алмаз (SCND), монокристаллический синтетический алмаз (SCSD) и поликристаллический синтетический алмаз (PCD). Для каждого материала доступны различные «классы» в зависимости от таких факторов, как размер зерна, уровень полировки, плотность, процентное содержание алмазов и т. д. Каждый материал и класс имеют свои преимущества и ограничения, и по этому вопросу есть опубликованные мнения.
Многие факторы влияют на решение, включая обрабатываемый материал, требования к качеству поверхности, диаметр и форму изделия, температуру, скорость, % проскальзывания при вытяжке, стоимость и т. д. Наиболее важные данные об этих факторах, вероятно, будут получены из практического опыта, сбора и анализа. данных о производительности отдельных заводов. Материалы были усовершенствованы в направлении повышения прочности PCD, увеличения диаметра в материалах PCD и SCSD, обработки поверхности для снижения коэффициента трения, использования запатентованных технологических инструментальных сталей и использования одноразовых вставок.
