Строение токарного станка: Что входит в состав всех токарных станков?
Содержание
1. Устройство токарного станка
Токарные станки
разделяют на следующие типы: одношпиндельные,
многошпиндельные, револьверные,
карусельные, автоматы и полуавтоматы,
многорезцовые, специализированные и
др.
Каждый тип токарных
станков имеет несколько моделей.
Например, одношпиндельные токарно-винторезные
станки выпускают моделей 1620, 1А62, 1К62,
1Е61МТ, 1В616 и т. д.; токарно-револьверные—моделей
1М36, 1336М и т. д.; многорезцовые полуавтоматы
—моделей 1721, 1730, 1712П и т. д.; однорезцовые
автоматы — моделей 1С616, 161 А и т. д.
Рассмотрим
устройство токарно-винторезного станка
модели 1К62 (рис. 227). Основные узлы станка
следующие: станина 15, передняя бабка 2,
задняя бабка 9, коробка подач 1 с ходовым
винтом 13 и ходовым валиком 14, фартук 16
с механизмами подачи, суппорт 5 и
электропривод. Кроме этих узлов, станок
имеет масляный насос для смазки механизмов
станка, насос для подачи смазочно-охлаждающей
жидкости и кнопочное или рычажное
управление для пуска и остановки станка.
Включение, выключение и реверсирование
электродвигателя производится посредством
реверсивного магнитного пускателя с
помощью рукоятки.
Главное движение
и движение подачи осуществляются при
помощи соответствующих приводов.
Привод главного
движения. Привод (рис. 228) состоит из
электродвигателя 1, ременной передачи
2, коробки скоростей 4 и шпинделя 5.
Вращение ведомого шкива трансмиссионного
вала передается коробке скоростей и
шпинделю 5 (вал //—//)• Коробка
скоростей позволяет изменять числа
оборотов шпинделя, обеспечивая
наивыгоднейшие режимы резания.
Существуют два
типа коробок скоростей — со ступенчатым
и с бесступенчатым регулированием чисел
оборотов шпинделя. Первые позволяют
получить максимальное, минимальное и
ряд промежуточных чисел оборотов, вторые
— любое плавно изменяемое число оборотов.
В токарных станках
со ступенчатым регулированием числа
оборотов шпинделя применяют шестеренные
коробки скоростей (рис.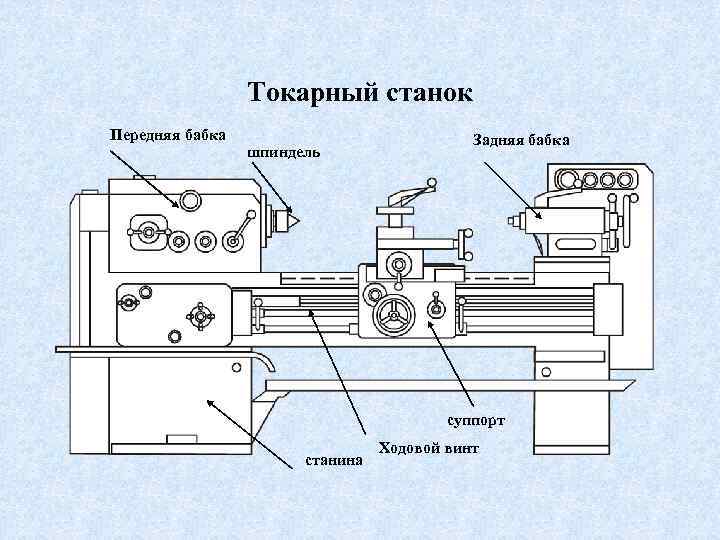 228) или ступенчатые
228) или ступенчатые
шкивы. Привод главного движения шестерня
Рис. 227. Общий вид
токарно-винторезного станка модели
1К62:
1 — коробка
подач; 2— передняя бабка; 3—рукоятка
установки чисел оборотов шпинделя; 4—
нижние салазки суппорта; 5— суппорт;
6— резцедержатель 7—рукоятка
подачи поворотной (верхней) части
суппорта; 8 — пиноль задней бабки;
9 — задняя бабка; 10— рукоятка
закрепления пиноли при работе станка
11 — маховичек продольного перемещения
пиноли с задним центром; 12 — болт
13—ходовой винт; 14—ходовой валик; 15
~ станина станка; I6—фартук 17 — рукоятка
включения продольной механической’
подачи суппорта; 18 и 19 — рукоятки ручной
поперечной и продольной подачи суппорта;
20 — рукоятка включения, остановки и
реверсирования шпинделя; 21 — рукоятка
установки величины подачи
Для выполнения
ряда токарных работ применяют полуавтоматы
и автоматы. У токарных полуавтоматов
У токарных полуавтоматов
автоматизированы обычно только рабочие
операции по обработке детали (снятие
стружки резцом), а вспомогательные
операции (установка и закрепление
обрабатываемой заготовки, освобождение
и снятие ее со станка, пуск станка,
контроль размеров обрабатываемой детали
и т. д.) выполняются вручную. У автоматов
автоматизирован весь цикл работы по
обработке детали.
У станков-автоматов
различные операции автоматизированы
при помощи механических, гидравлических,
электрических, пневматических, электронных
и смешанных устройств (систем). Работа
этих устройств регламентируется
программным устройством с применением
перфолент или счетно-решающих машин (в
системе программного управления).
Рассмотрим схему
устройства и работы токарного автомата
модели 1С616 (рис. 236, а). Автомат
предназначен для обработки
валов
в центрах по автоматическому циклу (с
загрузкой заготовок и разгрузкой
деталей) с применением гидрокопирования
по программному управлению.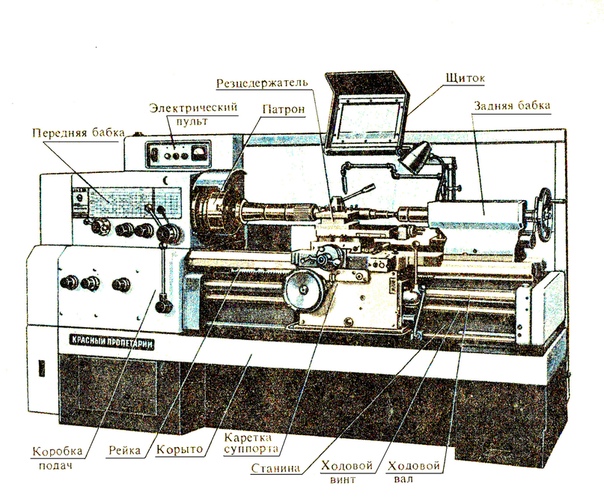
Станок установлен
на двух пустотелых тумбах. В левой тумбе
1 смонтирована коробка скоростей с
рукоятками для установки числа оборотов
шпинделя. Коробка скоростей имеет 12
ступеней чисел оборотов шпинделя (от
90 до 2240 об/мин). В правой тумбе 12
расположено гидрооборудование станка
(гидропривод). Выше левой тумбы размещен
механизм программирования 16 со
штоком 15, получающим перемещение
от фартука 14. Механизм программирования
16 (рис. 236, б) предназначен для подачи
электрических команд при автоматическом
цикле работы. Электрический контакт
осуществляется щетками, расположенными
на движущейся каретке, через упоры,
закрепленные на плите. Каретка со щетками
проходя над упорами, дает соответствующие
команды («Подача», «Быстрый обратный
ход», «Стоп» и т. д.).фартук получает
поступательное движение от ходового
валика 13, который в свою очередь
получает подачу от отдельного гидромотора
МГ-152 с редуктором, смонтированного на
правом торце станины. На фартуке
На фартуке
расположена панель электроуправления
для пуска и остановки станка, а также
быстрого хода каретки.
В шпиндельной
бабке 3 размещается шпиндель 2,
имеющий гидроцилиндр 2а для зажима
заготовки, подаваемой на центры станка.
С другой стороны заготовка зажимается
задней бабкой 8 при помощи гидроцилиндра
8а. Гидроцилиндр задней бабки
осуществляет осевое перемещение пиноли
задней бабки.
В начале цикла
обработки заготовки поступают на
загрузочный приемник 4, имеющий
цепную передачу 17 и гидроцилиндр
4а загрузочного устройства. Движение
цепной передаче 17 сообщается от
гидроцилиндра 4а через храповик 18.
В соответствии с
заданной программой заготовка при
помощи механизма проталкивания 19
с гидроцилиндром 19а, укрепляемого
на заднем торце шпиндельной бабки,
подается (проталкивается) при помощи
толкающих планок по лотку заготовок к
автооператору 7.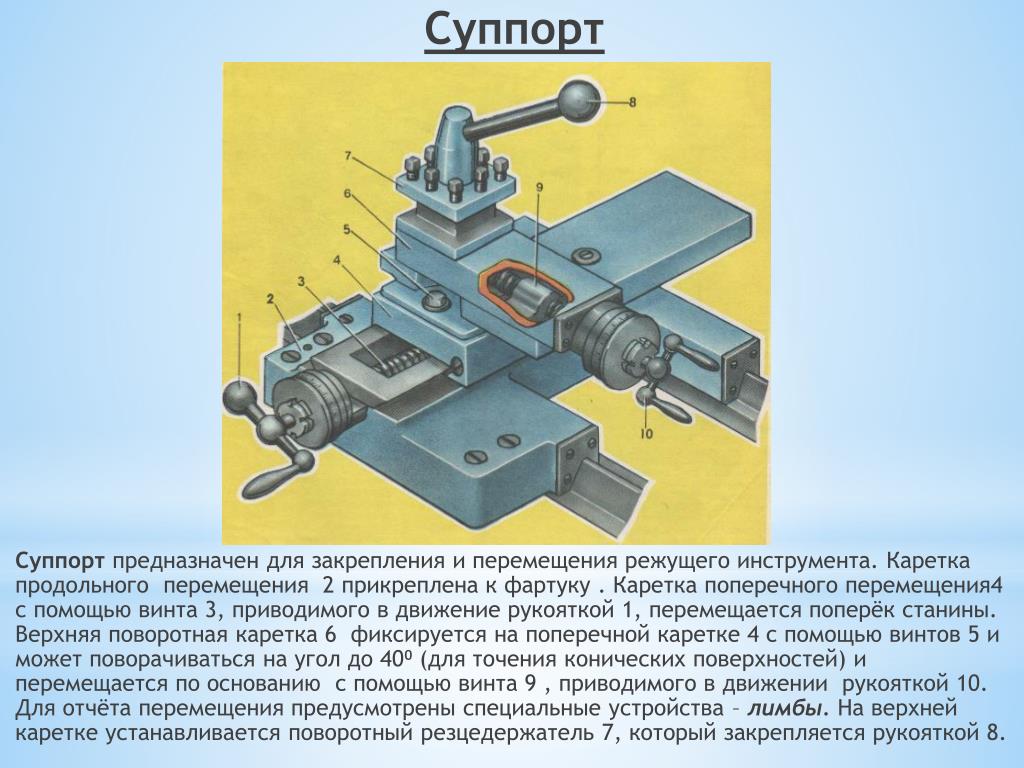 Автооператор имеет два
Автооператор имеет два
подающих механизма с лотками (один над
другим) с гидроцилиндрами 7а.
Заготовка, поступающая на нижний лоток,
подается на линию центров станка, а
перед этим готовая деталь верхним лотком
убирается и поднимается на уровень
лотка готовых деталей.
Поступившая на
линию центров заготовка при помощи
гидроцилиндров 8а и 2а зажимается;
кроме того, она закрепляется в патроне
при помощи специального устройства,
называемого цангой (помещается в
патроне).
После настройки
станка, зажатия и закрепления заготовки
ставят пакетный выключатель на щите
шкафа 9 с электрооборудованием в
положение «Автоматическая работа» и
кнопкой «Пуск», установленной на панели
фартука, включают главное движение
(главный
электродвигатель) и движение подачи
(подвод гидрокопировального суппорта
6 к заготовке и щупа к копиру). С
включением подачи последующие команды
выполняются механизмом программирования
через упоры плиты и каретку.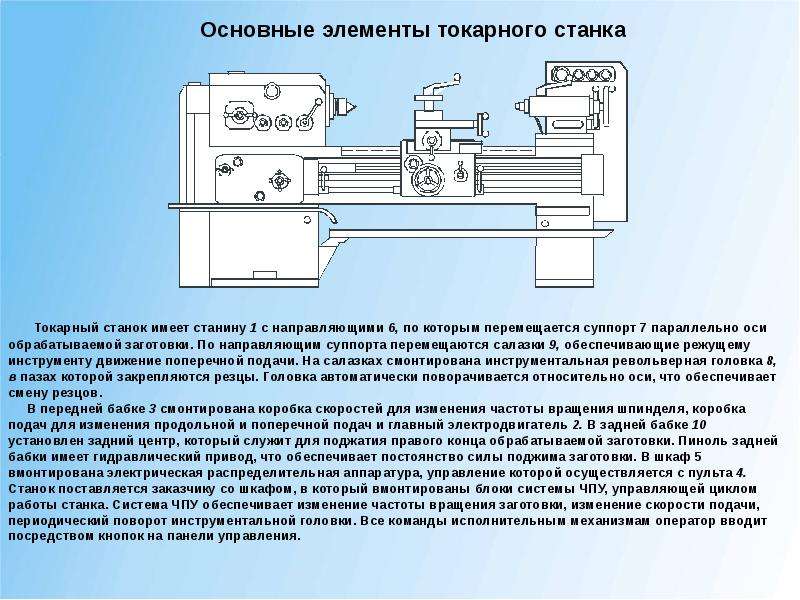
Гидрокопировальный
суппорт (типа СГП2) установлен на токарном
автомате взамен поворотной части
обычного суппорта под углом 60° к оси
центров станка. Гидросуппорт действует
по схеме однокоординатного копирования
с заданной продольной подачей. В качестве
копира применяют плоский стальной
шаблон.
При подаче очередной
заготовки на нижний лоток механизм
проталкивания при помощи пальца 5,
находящемся на уровне лотка готовых
деталей, проталкивает детали по лотку
и подает на лоток сбрасывателя 10,
установленного на направляющих станины
правее задней бабки. Получив очередную
деталь, сбрасыватель при помощи
гидроцилиндра 10а опускается,
наклоняет лоток и сбрасывает ее на
приемник 11 готовых деталей.
4.6. Токарные станки
Станки токарной
группы предназначены для выполнения
самых разнообразных операций обработки
поверхностей вращения: обтачивания
наружных и растачивания внутренних
цилиндрических, конических и фасонных
поверхностей; подрезания торцов и
уступов; прорезания круговых канавок;
сверления, рассверливания, зенкерования
и развертывания отверстий; нарезания
наружных и внутренних резьб. Токарные
Токарные
станки по сравнению с другими группами
металлорежущих станков наиболее
распространены на машиностроительных
заводах.
В состав станков
токарной группы входят универсальные
токарные и токарно-винторезные станки,
револьверные, лобовые, карусельные и
затыловочные станки, одношпиндельные
и многошпиндельные автоматы, многорезцовые,
копировальные и многошпиндельные
полуавтоматы, а также специализированные
станки, применяемые для обработки
детален определенных типов (кулачковых
валиков, прокатных валков, турбинных
лопаток и т. Д.)-
Универсальные
токарные и токарно-винторезные станки.
Универсальные токарно-винторезные
станки предназначены для обработки
самых разнообразных деталей: валов,
втулок, колец, дисков и т. д., а также
поверхностей вращения у деталей некруглой
формы. На этих станках могут выполняться
все указанные выше операции. На
универсальных токарных станках можно
выполнять все виды работ, за исключением
нарезания резьбы резцами.
Станкостроительные
предприятия выпускают различные модели
токарных и токарно-винторезных станков
— от настольный до тяжелых. Наибольший
диаметр обрабатываемых заготовок от100 до 6000 мм при длине заготовки от
125 до 24 000 мм.
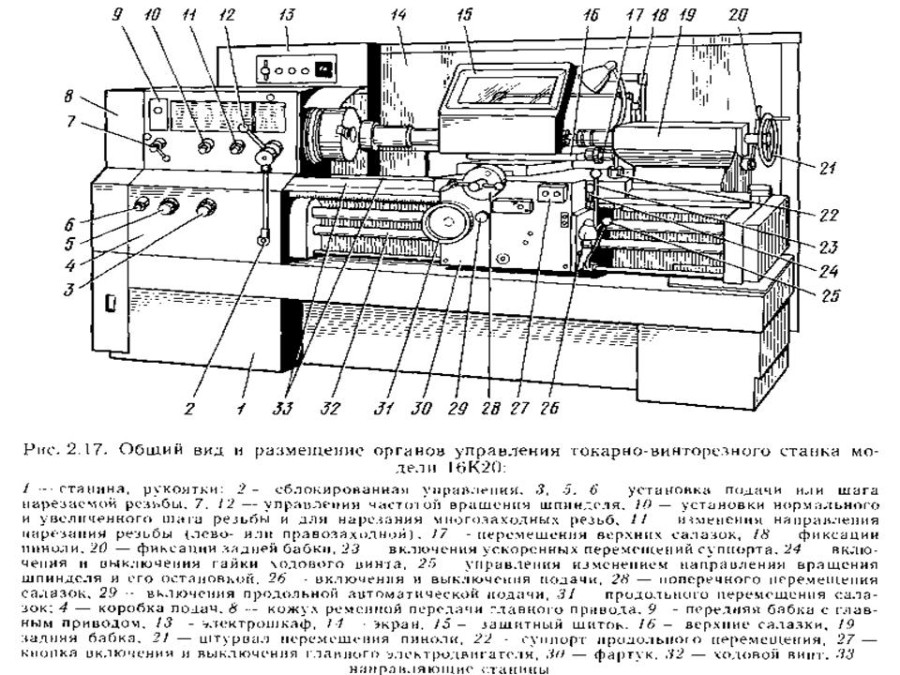
Нa
рис. 4.24 показан общий вид широко
распространенного токарно-винторезного
станка модели 16К20, применяемого в
единичном и мелкосерийном производствах.
Станина 8 с продольными направляющими
опирается на переднюю 15 и заднюю 9
тумбы. На станине смонтирована
передняя (шпиндельная) бабка 1, шпиндель
2, который осуществляет главное
рабочее движение v,
передаваемое обрабатываемой заготовке
кулачковым иди поводковым патроном. В
передней бабке располагаются валы
коробки скоростей с зубчатыми колесами
и блоками, переключение
Рис. 4.24.
Токарно-винторезный станок модели 16К20
которых для
установления требуемой частоты вращения
шпинделя осуществляется рукоятками
управления 18 и 19.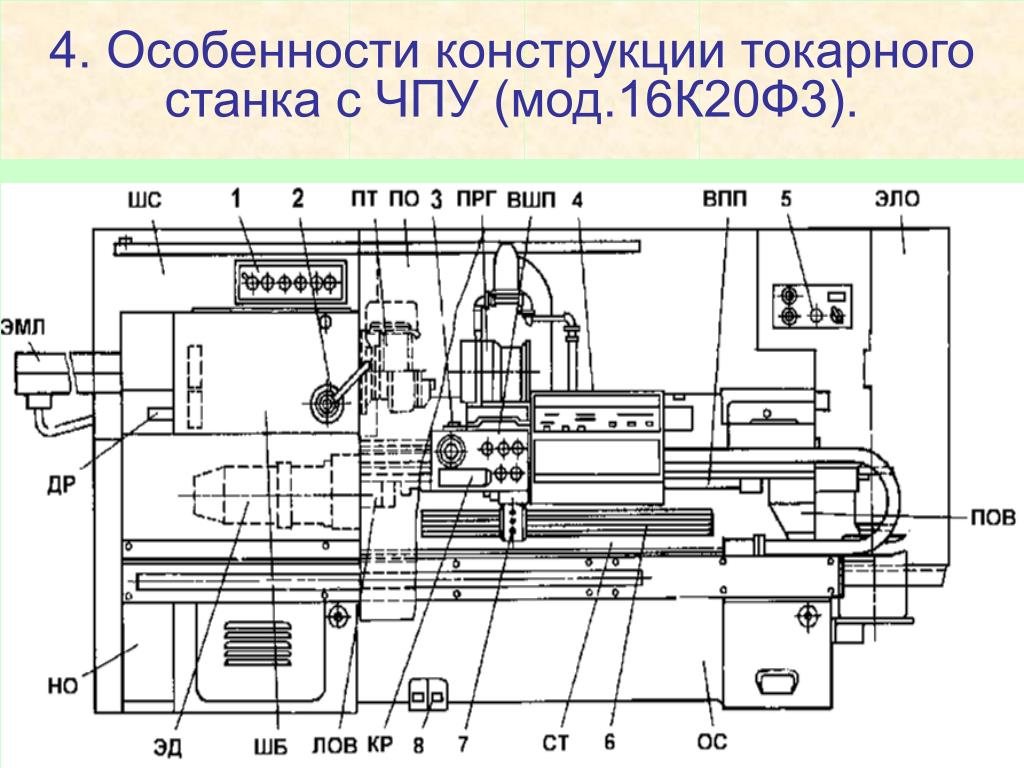 С правой стороны
С правой стороны
расположена задняя бабка 7, на выдвижной
пиноли которой устанавливается задний
центр, поддерживающий при обработке
длинную заготовку, или осевой инструмент
(сверло, зенкер, развертка) для обработки
центрального отверстия. Заднюю бабку
можно перемещать вдоль направляющих
станины и закреплять в зависимости от
длины обрабатываемой заготовки на
требуемом расстоянии от передней бабки.
По направляющим 6 станины между
обеими бабками перемещается суппорт,
сообщающий закрепленным в четырехпозиционном
поворотном резцедержателе 3 резцам
движения подачи. Суппорт имеет нижнюю
каретку 5 с продольным движением
подачи
Коробка подач
получает движение от шпинделя станка
через гитару сменных колес. Управление
коробкой подач осуществляет рукоятками
16 и 17, с помощью которых
устанавливается подача или шаг резьбы
и отключается коробка подач при нарезании
резьбы напрямую (от гитары к ходовому
винту).
В передней тумбе
15 расположен главный электродвигатель
станка, через ременную передачу приводящий
в движение коробку скоростей и шпиндель.
Для осуществления быстрого (установочного)
перемещения суппорта станок имеет
вспомогательный электродвигатель,
сообщающий быстрое вращение ходовому
валу 11. В нижней части станина станка
снабжена корытом для сбора стружки и
смазочно-охлаждающей жидкости.
Для закрепления
на токарном станке обрабатываемой
заготовки применяют универсальные и
специальные приспособления. К наиболее
распространенным приспособлениям
относятся патроны, центры, оправки. При
обработке длинных нежестких валов для
создания дополнительной опоры с целью
предотвращения прогиба вала под действием
сил резания применяют люнеты.
Настройка
токарно-винторезного станка для нарезания
резьбы сводится к подбору передаточных
отношений передач коробки подач и других
механизмов, осуществляемому переключением
соответствующих рукояток. Исключение
представляет нарезание особо точных
резьб или резьб с нестандартным шагом.
В этих случаях необходима настройка
гитары сменных колес в соответствии с
заранее выполненным расчетом (см. с.
с.
180).
Обработку фасонных
поверхностей на токарных станках
производят фасонными резцами или
применяют различные копировальные
устройства.
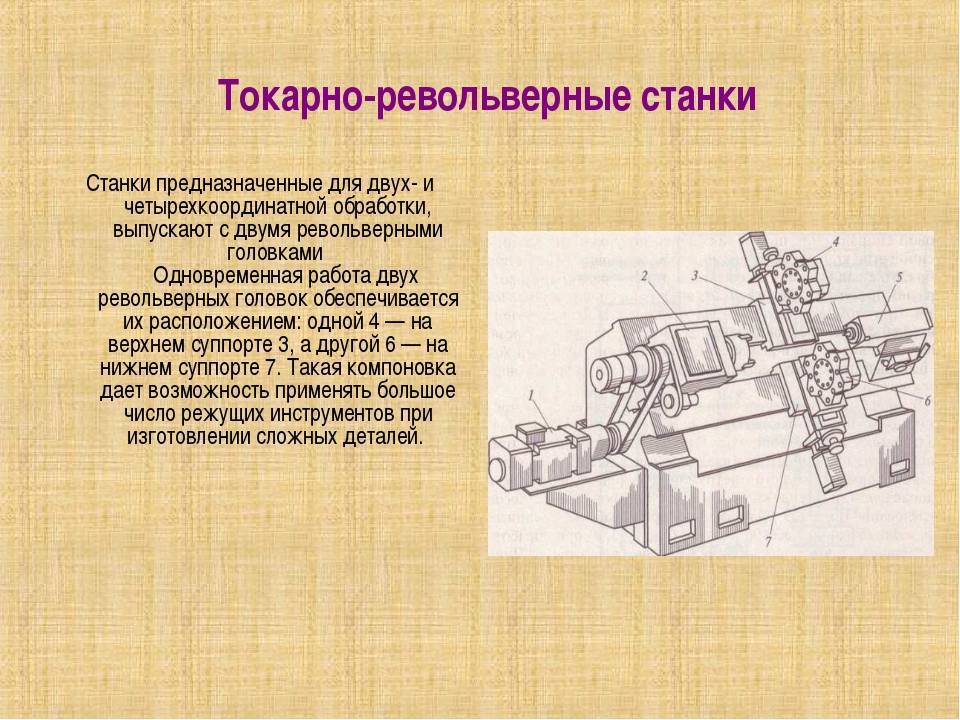
Т
окарно-револьверные
станки. Токарно-револьверные станки
применяют в мелко- и среднесерийном
производстве для изготовления деталей
сложной конфигурации, требующих при
обработке последовательного применения
разнообразного режущего инструмента.
На этих станках можно выполнять все
основные токарные работы.
Рис. 4.25. Способы
обработки конусов
Конструктивно
револьверные станки отличаются от
универсальных токарных станков
отсутствием задней бабки, гитары сменных
Шестерен и ходового винта. В отличие от
суппорта универсального токарного
станка с тремя салазками и резцедержателем
револьверный суппорт, имеющий одну
(продольную) подачу по направляющим
станины, несет на себе револьверную
головку с отверстиями (гнездами), в
которых с помощью вспомогательного
инструмента (державок, переходных
втулок, сверлильных патронов) устанавливают
различный режущий инструмент (резцы,
сверла, зенкеры, Развертки, метчики,
плашки). При наличии специальных
При наличии специальных
комбинированных державок в одном гнезде
головки можно закрепить несколько
инструментов. В процессе выполнения
операции револьверную головку периодически
поворачивают вокруг ее оси; при| этом
инструменты, последовательно занимающие
рабочую позицию обрабатывают заготовку
за несколько переходов. Часто револьверные
станки имеют кроме револьверного
поперечный суппорт, пользуемый для
закрепления инструментов, работающих
с поперечной подачей.
Принципиальным
отличием револьверных станков от
универсальных токарных является наличие
системы упоров, автоматически выключающих
в требуемый момент движение подачи. 3|
позволяет вести обработку по методу
автоматического получен| размеров и
обходиться без измерений, сокращая тем
самым вспомогательное время.
Револьверные
станки более производительны по сравнению
суниверсальными. Сокращение оперативного
времени, складывающегося из основного
и вспомогательного времени, достигается
за счет уменьшения обоих этих слагаемых.
Основное время сокращается за счет
применения многоинструментных державок
(совмещения нескольких переходов на
одной позиции) и одновременной обработки
заготовки инструментом, установленным
на револьверной головке и поперечном
суппорте. Вспомогательное время
сокращается за счет предварительной
наладки станка на обработку заготовки
многими инструментами и быстрой смены
инструмента поворотом головки.
Наладка
токарно-револьверного станка, заключающаяся
в установке в определенном порядке в
револьверной головке и поперечном
суппорте вспомогательного и режущего
инструмента в настройке упоров хода
суппорта и т. п., является довольно
сложной и трудоемкой. Поэтому применение
револьверных станков считают рациональным
при размере партии обрабатываемых
заготовок не менее 10—20 шт. В условиях
крупносерийного и массового производства
револьверные станки вытесняются более
производительными токарными автоматами
и полуавтоматами.
В зависимости от
вида заготовок различают прутковые и
патронные револьверные станки. Обычно
Обычно
станки малого размера — прутковые,
среднего — прутковые и патронные,
крупные — обычно патронные. Для
закрепления на патронных станках штучных
заготовок (отливок, штамповок) применяют
ту же технологическую оснастку, что и
на универсальных токарных станках (за
исключением центров). Прутки разного
сечения (круглые, шестигранные квадратные
и т. п.), а также трубы обычно закрепляют
в цанговых патронах. Выпускаются
револьверные станки для обработки
прутков диаметром 10—100 мм и для
обработки штучных заготовок диаметром
25—630 мм.
По конструкции
револьверной головки различают станки
с вертикальной и горизонтальной осью
вращения головки. Головки с вертикальной
осью обычно бывают призматическими
и имеет шесть граней с гнездами для
установки инструмента. Головки с
горизонтальной осью вращения имеют
цилиндрическую форму, причем ось может
быть либо параллельна, либо перпендикулярна
к оси шпинделя станка (последняя
конструкция револьверной головки
характерна для токарно-револьверных
автоматов, см рис. 4.28, в).
4.28, в).
Рис. 4.26.
Токарно-револьаерные станки
На рис. 4.26, а
показан револьверный станок модели
1П371 с вертикальной осью вращения
револьверной головки в патронном
исполнении. На станине 1 смонтированы
шпиндельная бабка 3 с коробкой скоростей
и шпинделем и коробка подач 2. От
электродвигателя через ременную передачу
и коробку скоростей главное вращательное
движение сообщается шпинделю и
закрепленной в трехкулачковом
самоцентрирующем патроне 4 заготовке
Движение подачи сообщается инструментам,
закрепленным в шести гнездах револьверной
головки 7 и резцедержателе 5 поперечного
суппорта с фартуком 6. Револьверная
головка вместе с продольным револьверным)
суппортом 8 совершает движение продольной
подачи
Копировальные
полуавтоматы (моделей 1712, 1722 и др.)
позволяют вести обработку при меньших
мощностях привода, поскольку основной
профиль заготовки обрабатывается всего
одним резцом. полуавтомат имеет
полуавтомат имеет
гидравлический привод для перемещения
суппортов и зажима заготовки, а также
гидрокопировальное устройство дли
воспроизведения профиля детали по
копиру. Верхний копировальный суппорт
1 (рис. 4.29, б) с установленным на нем
проходным резцом, совершающий движение
продольной подачи, имеет также поперечное
перемещение. С помощью следящей
гидросистемы (на схеме не показанной)
копировальный суппорт точно повторяет
движения щупа 2, находящегося в постоянном
контакте с неподвижным копиром 3 или
эталонной деталью. Кроме копировального
суппорта имеются один-два нижних
поперечных суппорта 4 для подрезки
уступов, прорезания канавок, снятия
фасок. Суппорты расположены почти
вертикально (под углом 75° к горизонтальной
плоскости), что облегчает обзор зоны
обработки.
На копировальных
полуавтоматах все движения, кроме
вращения заготовки, осуществляются от
гидропривода, который обеспечивает
рабочие подачи и быстрый отвод суппортов,
движение копирования, поджим пиноли
задней бабки, растормаживание и торможение
шпинделя. Эти полуавтоматы имеют
Эти полуавтоматы имеют
значительные преимущества перед
многорезцовыми полуавтоматами,
снабженными кулачковыми распределительными
валами, так как гидравлический привод
облегчает и упрощает автоматизацию,
снижая продолжительность наладочных
работ и уменьшая подготовительно-заключительное
время.
Третья разновидность
одношпиндельных токарных полуавтоматов
— многорезцово-копировальные
(модели 1708, 1713) — сочетает в себе лучшие
качества двух предыдущих видов
полуавтоматов. Это гидрофицированные
станки, на которых копирование может
вестись с одного-двух верхних копировальных
суппортов, независимо каждым от своего
копира, а один-два нижних поперечных
суппорта также могут производить
обработку независимо многими резцами.
На одношпиндельных
токарных полуавтоматах обрабатывают
заготовки с наибольшим диаметром от
160 до 800 мм и длиной от 100 до 2800 мм.
Эти станки могут быть оснащены
автоматическими загрузочными устройствами
(т. е. превращены в автоматы) и встроены
е. превращены в автоматы) и встроены
в автоматические линии.
С целью повышения
производительности в условиях
крупносерийного и массового производств
применяют многошпиндельные Токарные
автоматы, и полуавтоматы, имеющие
несколько (4—12, чаще 4, 6 или 8) одновременно
работающих шпинделей. У многошпиндельных
автоматов шпиндели расположены
горизонтально у многошпиндельных
полуавтоматов — горизонтально или
вертикально.
На рис. 4.30, а
показана схема работы четырехшпиндельного
токарного автомата. В основном узле
автомата — шпиндельном блоке 5 —
расположены четыре шпинделя, в каждом
из которых с помощью цангового патрона
закреплен пруток. Каждый шпиндель
занимает определенное положение —
позицию, обозначенную
Рис. 4.30. Схемы
работы многошпиндельных токарных
автоматов и полуавтоматов
римской цифрой
(I— IV). В процессе
выполнения операции шпиндельный блок
периодически поворачивается и шпиндели
переходят в новые позиции (из позиции
/ в позицию II, из позиции
II — в позицию III и т.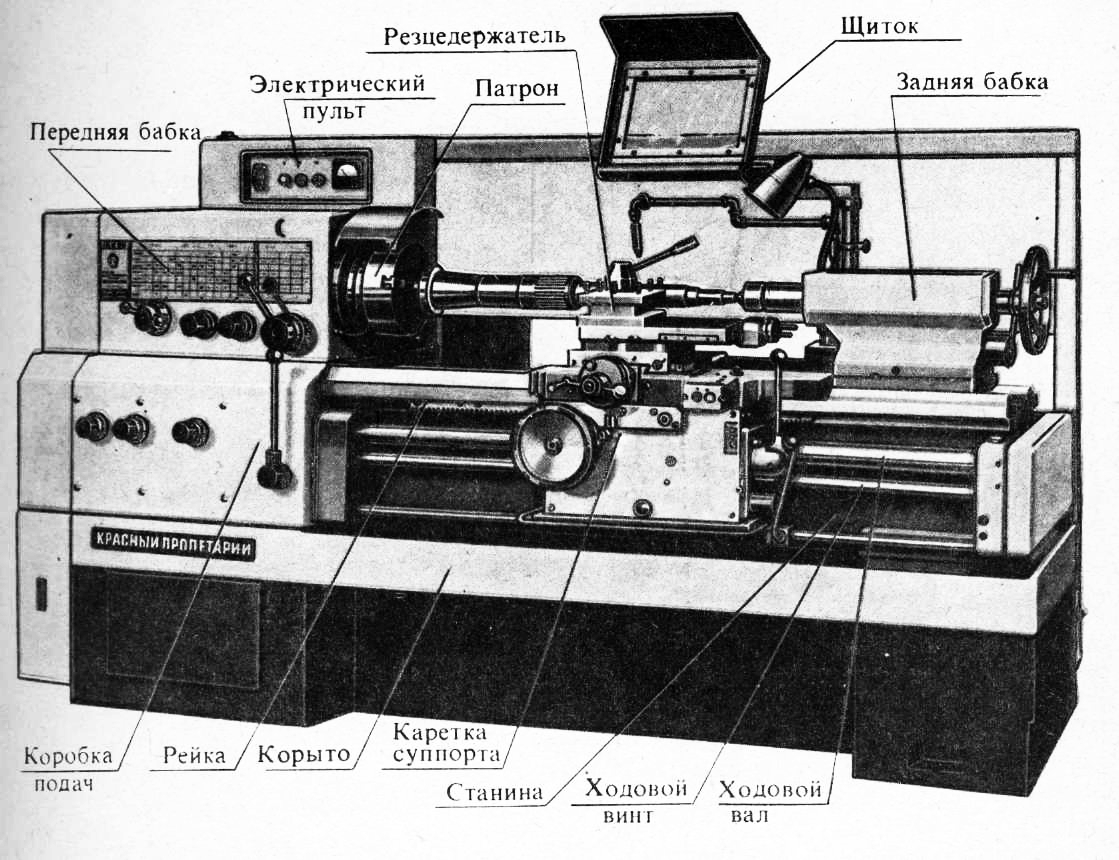 д.). Каждый пруток
д.). Каждый пруток
последовательно обрабатывается в
четырех позициях инструментами,
установленными на четырех поперечных
суппортах /—4 и на одном продольном
суппорте 6, обслуживающем все четыре
позиции. .В каждой позиции выполняется
определенный технологический переход
(или совокупность переходов), после чего
суппорты быстро отводятся назад, а
шпиндельный блок поворачивается на
90°.
Предположим, нужно
обработать деталь, показанную на рис.
4.30, б. В позиции 1 пруток подается
до упора и зажимается, а затем резцом
поперечного суппорта I (рис. 4.30, а)
прорезается канавка. После поворота
блока заготовка займет позицию II,
где широким резцом поперечного суппорта
4 обтачивается цилиндрическая
поверхность. Блок снова поворачивается,
и заготовка переходит в позицию III, где
сверлом, установленным в продольном
суппорте 6, сверлится отверстие (поперечный
суппорт 3 в этой позиции в данном
примере не работает). В позиции IV
резцом суппорта 2 огревается готовая
деталь.
Цикл работы
автомата, т. е. время между двумя
последовательными поворотами шпиндельного
блока на 90°, складывается из технологических
переходов и холостых движений, необходимых
для быстрого подвода и отвода инструмента,
подачи и зажима прутка, вывода фиксатора
и поворота шпиндельного блока. За каждый
цикл происходит обработка одной детали,
а на полный оборот шпиндельного блока
обрабатываются четыре детали. Рабочий
цикл определяется временем обработки
в позиции с наиболее трудоемким переходом
(или совокупностью переходов). Поэтому
технологический процесс автоматной
операции разрабатывают таким образом,
чтобы машинное время обработки во всех
позициях было примерно одинаковым. При
разработке технологического процесса
следует по возможности совмещать
переходы, выполняемые продольными и
поперечными суппортами.
На многошпиндельных
токарных автоматах производят
центрование, черновое, чистовое и
фасонное обтачивание, подрезку торцов
и уступов, снятие фасок, проточку канавок,
сверление, зенкерование и развертывание
отверстий, нарезание внутренних и
наружных резьб, фрезерование шлицев,
отрезку. Кроме того, можно выполнять
Кроме того, можно выполнять
обработку без снятия стружки: накатку
рифлении, резьбы, раскатку отверстий и
т. п.
Многошпиндельные
токарные автоматы выпускаются для
обработки прутка максимальным диаметром
от 16 до 125 мм.
Многошпиндельные
токарные полуавтоматы предназначены
для изготовления деталей из литых или
штампованных заготовок, а также из
кусков проката. На этих станках производят
точение и растачивание цилиндрических,
конических и фасонных поверхностей,
сверление, зенкерование, развертывание,
нарезание резьбы и другие виды токарной
обработки.
Горизонтальные
многошпиндельные полуавтоматы обычно
проектируют на базе шестишпиндельных
автоматов. Главное отличие этих
полуавтоматов состоит в том, что установку
в патрон штучных заготовок производят
вручную. Поэтому шпиндель, попадающий
в загрузочную позицию, останавливаются
для снятия готовой детали и установки
новой заготовки, в то время как все
остальные шпиндели продолжают вращаться,
производя обработку деталей. По окончании
По окончании
загрузки шпиндель начинает вращаться,
и после поворота шпиндельного блока
заготовка, попадая в очередную позицию,
обрабатывается. В загрузочной позиции
имеются устройства для включения и
выключения вращения шпинделя и зажима
заготовки в патроне. В остальном
устройство горизонтальных многошпиндельных
полуавтоматов не отличается от устройства
автоматов.
На этих полуавтоматах
отрабатывают заготовки диаметром 100—
250 мм.
Токарную обработку
средних и крупных штучных заготовок
удобно производить на вертикальных
многошпиндельных полуавтоматах. Их
вертикальная компоновка облегчает
загрузку тяжелых заготовок и снятие
обработанных деталей. Шпиндели станка
разгружены от изгибающей нагрузки,
создаваемой весом заготовки. Станок
занимает мало места.
Различают
вертикальные многошпиндельные
полуавтоматы параллельного и
последовательного действия. Станки
параллельного действия представляют
собой как-бы несколько одношпиндельных
станков, соединенных в единый агрегат.
Схема работы такого полуавтомата
приведена на рис. 4.30, в. Относительно
неподвижной колонны 7, закрепленной на
основании, непрерывно, медленно (со
скоростью v ) вращается
шпиндельный блок 3 со шпинделями и
патронами с установленными в них
заготовками. По вертикальным направляющим
шпиндельного блока перемещаются суппорты
2, получающие движение от неподвижного
барабанного кулачка 4, закрепленного
на колонне 1. Суппорты, вступающие
в работу один за другим по мере вращения
шпиндельного блока оснащены одинаковыми
комплектами режущего инструмента f
обрабатывают одинаковые детали. Снятие
обработанной детали и установка новой
заготовки производятся в загрузочной
позиции соответствующей предельному
верхнему положению суппорту где шпиндель
не вращается. Существуют также станки
параллельного действия, у которых
шпиндельный блок периодически
поворачивается на угол, зависящий от
числа шпинделей станка (Н 60° и т. д.). В
этих полуавтоматах все суппорты вступают
в работу одновременно.
В вертикальных
многошпиндельных полуавтоматах
последовательного действия каждый
шпиндель последовательно занимает ряд
позиций, в которых производятся различные
переходы в соответствии с принятым
технологическим процессом. На рис. 4.30
г представлена схема работы шестишпиндельного
полуавтомата. На основании 1
установлена неподвижная шестигранная
колонна 2, вокруг которой периодически
поворачивается круглый (шпиндельный
блок) 4 с шестью шпинделями 3.
Пять суппорт и одновременно обслуживают
пять шпинделей. Заготовка устанавливается
в неподвижный патрон в загрузочной
позиции, не имеют суппорта. После поворота
стола на 60° шпиндель начинает вращаться,
и деталь обрабатывается в позиции 7.
Затем стол снова поворачивается,
перемещая заготовку в позицию II
и т. д. (при каждом повороте стола все
суппорты поднимаются вверх). Таким
образом, в каждой позиции осуществляется
определенный технологический переход
(или совокупность переходов), и по
окончании операции в загрузочную позицию
приходит обработанная деталь.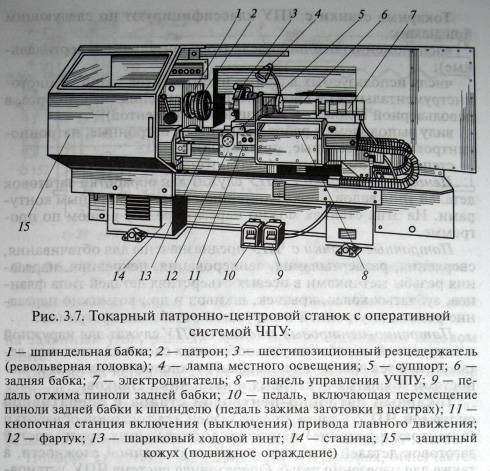 Станок
Станок
приводится в действие от электродвигателя
6 через редуктор 7.
Вертикальные
полуавтоматы отличаются тем, что работа
шпинделей и суппортов в отдельных
позициях независима в своей кинематической
настройке. На вертикальных многошпиндельных
полуавтоматах применяются суппорты
различной конструкции. Вертикальный
суппорт, работающий лишь с вертикальной
подачей, используется для продольного
точения, растачивания, сверления и т.
п. Универсальный суппорт позволяет
вести обработку последовательно с
вертикальной и поперечной или наклонной
подачей (обтачивание конусов). Суппорт
параллельного действия служит для
одновременной обработки двумя группами
инструментов: одной с вертикальной и
другой с поперечной подачей. Для обработки
нецентральных отверстий применяется
суппорт с приводом сверлильной головки,
а для обработки центральных отверстий
— суппорт с расточной головкой.
Токарный станок по металлу – основные виды, как правильно выбрать, сделать своими руками и работать на устройстве?
В настоящее время даже в домашней мастерской требуется оборудование, на котором можно осуществлять разные работы с металлом. Распространенным устройством является токарный станок по металлу, с помощью которого можно проводить качественную обработку разных поверхностей заготовок.
Распространенным устройством является токарный станок по металлу, с помощью которого можно проводить качественную обработку разных поверхностей заготовок.
Что такое токарный станок по металлу?
Устройство представляет универсальный агрегат, с помощью которого вытачиваются детали, сверлятся и зенкеруются отверстия, создается резьба и выполняются другие операции. В последнее время помимо производства часто можно встретить токарный станок по металлу для дома. Это не дешевая покупка, поэтому перед окончательным решением нужно взвесить все «за» и «против», и точно понимать какое оборудование купить. С помощью подобных станков можно:
- вытачивать канавки;
- осуществлять рифление сетчатой матрицей;
- обрезать разные части изделий;
- проводить сверление;
- делать точение торцов;
- проводить обработку разных отверстий;
- выполнять резьбу с помощью плашки, резца и метчика;
- нарезать резьбу.
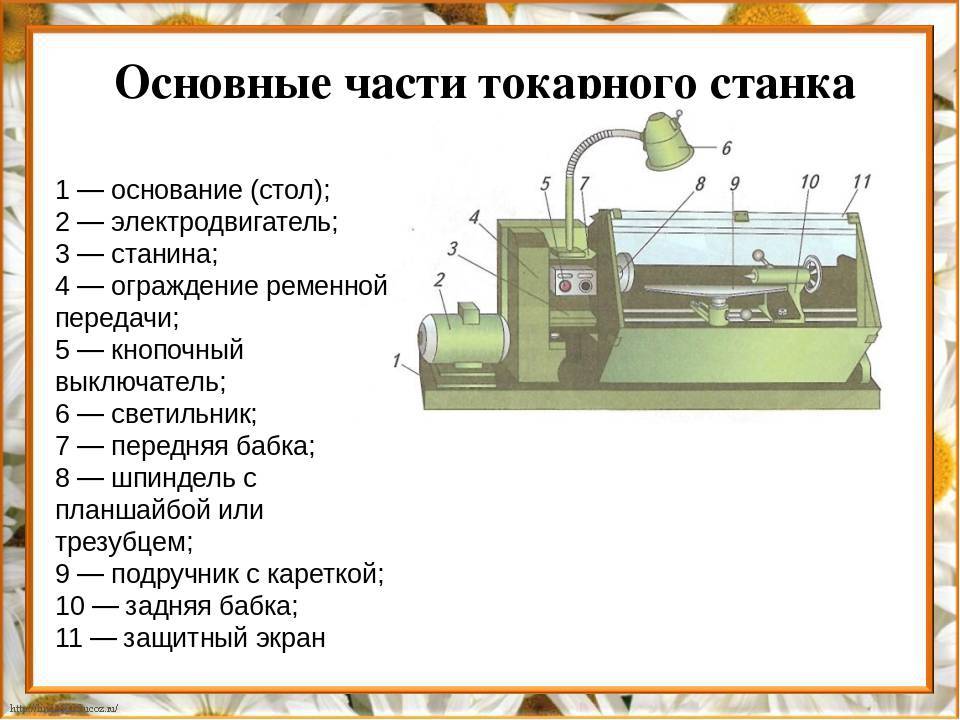
Устройство токарного станка по металлу
Подобное оборудование имеет практически одинаковую систему размещения узлов. Рассмотрим, из чего состоит токарный станок по металлу:
Рассмотрим, из чего состоит токарный станок по металлу:
- станина – на ней закрепляются все узлы и детали;
- ближняя бабка – внутри нее находится шпиндель;
- дальняя бабка с пинолью – подвижная часть, используемая для закрепления детали;
- суппорт – элемент, помогающий совершать резку движения;
- фартук – изменяет в поступательное движение в переданное;
- электромотор – наделен приводным ремнем;
- скоростная коробка – изменяет движение от суппорта к шпинделю.
Принцип работы токарного станка по металлу
Данное оборудование является незаменимым помощником не только на многих предприятиях и заводах, но и в домашних мастерских. Настольный токарный станок по металлу функционирует следующим образом:
- изделие крепят в патроне или среди его центров;
- нужное количество резцов устанавливают в специальном суппорте;
- инструмент для обработки врезают внутрь бабки расположенной сзади;
- обработка заготовок производится за счет сплетения нескольких движений;
- вращательные движения комбинируются с поступательными;
- благодаря этому производится обработка разных изделий.

Плюсы и минусы токарного станка по металлу
Для полного ознакомления с оборудованием нужно знать его положительные и отрицательные стороны. Токарный станок по металлу для гаража или производства наделен следующими достоинствами:
- Высокая чистота поверхности готовых изделий.
- Точность обработки.
- Возможность получения за один рабочий цикл готового сложного изделия.
- Стружка, полученная после обработки, может переплавиться и использоваться повторно.
- Оборудование помогает произвести крупногабаритные детали.
Токарный станок по металлу имеет следующие недостатки:
- Высокую стоимость.
- Дорогое обслуживание.
- Большие и тяжелые детали.
Виды токарного станка по металлу
Разделяется оборудование на следующие основные типы:
- Токарно-фрезерные. Универсальное оборудование, на котором можно выполнять обработку заготовок из разного металла, пластмассы и дерева. Домашний токарный станок по металлу используют для вырезания пазов, снятия фасок, создания отверстий и нарезания резьбы.

- Токарно-винторезные. Отличительная особенность – пиноль задней бабки может двигаться. Станки оснащены патроном для сверления отверстий. С их помощью можно нарезать разнообразную резьбу. Используют их в приборостроении и работе с разными металлами.
Помимо основных известны и другие виды токарных станков по металлу:
- Токарно-карусельные. Конструкция опирается на стойку, отлитую из чугуна, расположенную в вертикальном положении. Проводят обработку деталей большого размера и веса. Их можно дополнить специальным приспособлением для осуществления других работ.
- Токарно-револьверные. Один из новейших видов, созданных для изготовления сложных конструкций из заготовок. С помощью токарного станка по металлу создают изделия разного рода из прутка. Прибор имеет поворотную головку, которая повышает скорость и эффективность функционирования устройства.
Как выбрать токарный станок по металлу?
Приобретая подобное оборудование, рекомендуется обратить внимание на следующие критерии:
- Допустимый диаметр заготовок.
 Возможная длина определяется пространством между центрами. Все станки имеют ограничения по размеру.
Возможная длина определяется пространством между центрами. Все станки имеют ограничения по размеру. - Мощность двигателя. Зависит от объема и класса работ. Маленький токарный станок по металлу наделен мощностью – 700 Вт. Есть виды помощнее до 1,2 кВт.
- Управление скоростями движения шпинделя. Выбирают плавное или ступенчатое.
- Выходная точность обработки деталей. Чем выше показатель, тем больше денег придется выложить.
- Размер сквозного отверстия шпинделя. Диаметр детали должен соответствовать заготовке.
- Размеры оборудования. Мини токарный станок по металлу хорошо впишется в площадь домашней мастерской, но с его помощью нельзя обрабатывать большие заготовки.
Инструменты для токарного станка по металлу
Основной дополнительной частью являются резцы. Данные инструменты бывают следующими:
- проходные – обработка поверхностных плоскостей торцов;
- подрезные – заточка цилиндрических деталей;
- отрезные – удаление готовой детали от заготовки;
- фасонные и галтельные – точение фасонных поверхностей и закруглений;
- резьбовые – разделяются на наружные и внутренние;
- расточные – обработка внутренних поверхностей деталей;
- канавочные – точение углублений.

Помимо этого резцы для токарного станка по металлу разделяются на:
- цельные – из быстрорежущей стали;
- составные с пластин из твердого сплава – из углеродистой стали;
- вставные – пластина заменяется в случае износа.
Токарный станок по металлу своими руками
Собрать подобное оборудование сложно. Однако при наличии некоторых умений самодельный токарный станок по металлу собирается следующим образом:
- ближняя бабка со шпинделем прикрепленным к ходовой трубе;
- подбирается рама устройства;
- сверху располагается передняя бабка;
- устанавливается ходовая труба;
- вставляется дальняя бабка и планка для опоры;
- собирается суппорт;
- вставляется ходовая гайка и винт.
Окончание сборки производится путем окрашивания металлических деталей. После высыхания в обязательном порядке проводят крепление токарного станка по металлу на столе или верстаке. Шпиндель нужно обработать смазкой и консистентным составом. Может, высокую точность обработки получить на самодельном оборудовании не получиться, но элементарные вещи можно будет делать.
Может, высокую точность обработки получить на самодельном оборудовании не получиться, но элементарные вещи можно будет делать.
Как работать на токарном станке по металлу?
Инструкция зависит от типа и направления работ, однако общие правила можно сформулировать следующим образом:
- пройти курс работы на устройстве;
- работа на токарном станке по металлу невозможна без средств индивидуальной защиты;
- надежно использовать суппорт;
- начинать работу с самых простых операций и на низких скоростях;
- перед работой удостовериться, что сеть выдержит нагрузку.
Токарная обработка металла происходит следующим образом:
- Вставленные в шпиндель заготовки движутся вокруг оси.
- Точение осуществляется с помощью подвода резца. Это происходит благодаря поперечному усилию суппорта, в котором полностью закреплены резцы.
- Технология может быть разной: совмещение продольной и поперечной подачи или использования только одной из двух.

Изделия на токарном станке по металлу
С помощью оборудования производится эффективная обработка разных заготовок. Универсальный токарный станок по металлу помогает получить следующие изделия:
- кольца;
- зубчатые кольца;
- валы;
- гайки;
- шкивы;
- муфты;
- втулки.
Статьи по теме:
Точильный станок – что это такое, устройство, для чего используется, особенности разных видов
В каждом хозяйстве пригодится оборудование для заточки. Что такое точильный станок, какие его разновидности существуют – ответы на эти вопросы помогут подобрать подходящее изделие и для домашнего использования и для профессиональной деятельности. |
Станок для заточки сверл – устройство, описание разных видов, как правильно выбрать?
Станок для заточки сверл используется в бытовых и промышленных целях. |
|
Рейсмусовый станок – что это такое, устройство, принцип работы, характеристики, для чего нужен?
Рейсмусовый станок предназначен для калибрования заготовок по толщине. Он также делает параллельными противоположные стороны, облегчает и ускоряет работу, широко применяется в быту. Есть устройства, которые способны обрабатывать сразу несколько поверхностей. | Станок для заточки цепей бензопил – что это такое, устройство, как правильно выбрать, особенности разных моделей
Станок для заточки цепей бензопил представляет собой компактное устройство, которое легко поместится в небольшом помещении. Он необходим для продления срока службы детали и инструмента в целом. Конструкции бывают двух видов: ручные и электрические.
|
 Его основное предназначение — придание инструментам остроты для поддержания качества проделываемых работ. Перед тем, как приобрести прибор необходимо ознакомиться с разновидностями.
Его основное предназначение — придание инструментам остроты для поддержания качества проделываемых работ. Перед тем, как приобрести прибор необходимо ознакомиться с разновидностями.
Пять основных частей токарного станка: станина, передняя бабка, каретка, Рисунок 1 Детали токарного станка двигателя
Верх | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Тип ножной педали
Тип ножной педали Кровать спинка
Кровать спинка
 На некоторых
На некоторых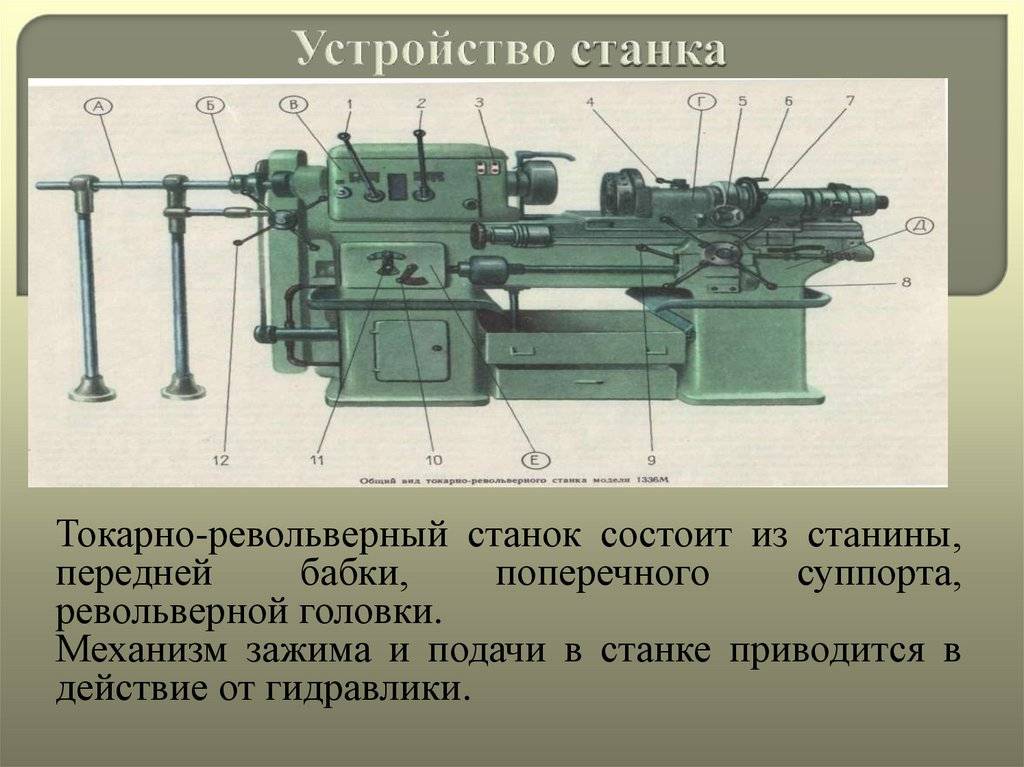
 Погоня за нитью
Погоня за нитью Замок каретки
Замок кареткиЧто вы знаете о конструкции токарного станка?
Цинмин Гао
Цинмин Гао
Генеральный директор по станкостроению unimillingmachine.com
Опубликовано 15 января 2018 г.
+ Подписаться
Токарный станок всегда играл важную роль в обрабатывающей промышленности и является незаменимой частью промышленного производства и обработки. Он имеет долгую историю развития. От оригинальных ручных токарных станков до автоматических токарных станков , а затем до токарных станков с ЧПУ и интеллектуальных токарных станков, это дало большой импульс развитию промышленности.
Проще говоря, токарный станок — это станок, который в основном использует токарный инструмент для резки вращающейся заготовки. Он отличается от фрезерного станка, о котором мы часто говорим. В общем, формой обработки токарного станка является движение подачи инструмента, а его основным движением является вращательное движение заготовки. Фрезерный станок стоит напротив токарного станка. Основным движением фрезерного станка является вращательное движение фрезы, а движение заготовки используется в качестве движения подачи. Структура токарного станка обычно включает в себя станину, коробку шпинделя, коробку подачи, держатель инструмента, заднюю бабку, охлаждающее устройство и так далее.
Структура токарного станка обычно включает в себя станину, коробку шпинделя, коробку подачи, держатель инструмента, заднюю бабку, охлаждающее устройство и так далее.
Станина: основная часть высокоточной направляющей. Он используется для поддержки и соединения различных частей токарного станка, а также для обеспечения точного взаимного расположения частей в работе.
Коробка шпинделя: основной задачей коробки шпинделя является передача мощности от главного двигателя к шпинделю через ряд передаточных механизмов, в то время как коробка шпинделя передает часть мощности на коробку подачи. Шпиндель в шпиндельной коробке является ключевой частью токарного станка. Гладкость шпинделя напрямую влияет на качество обработки заготовки. Как только точность вращения шпинделя уменьшится, стоимость использования станка уменьшится.
Коробка подачи: коробка подачи оснащена механизмом изменения скорости движения подачи. Регулируя передаточный механизм, можно получить требуемую подачу, а затем мощность может быть передана на держатель инструмента через голый стержень или винт для выполнения резки.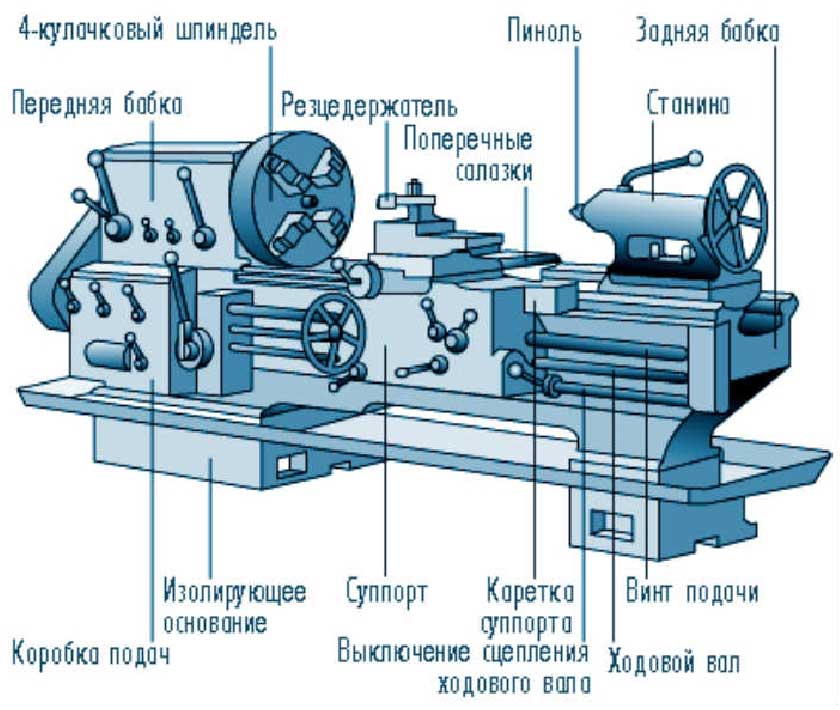
Держатель инструмента: держатель инструмента состоит из скользящих пластин, седла станины и ножевой рамы. Он используется для установки фрезы и привода инструмента.
Задняя бабка : ее можно установить на направляющую станины и перемещать по направляющей для регулировки рабочего положения.
Охлаждающее устройство: устройство охлаждения станка нагнетает смазочно-охлаждающую жидкость в зону резания, снижает температуру резания, очищает стружку и смазывает поверхность, чтобы увеличить срок службы инструмента и качество обработки поверхности. заготовка.
Например, первые два типа обычных токарных станков — это C616 и C6240. Существует большая разница между двумя станками в механизме передачи. Два типа токарных станков являются представителями двух разных видов токарных станков.
Токарный станок C616 передает механическую мощность на шпиндельную коробку с помощью независимой коробки передач станка. Его преимущество в том, что операция гибкая и удобная, а техническое обслуживание очень простое. Но многолетний опыт подсказывает мне, что у него есть самый большой недостаток, то есть токарный станок с такой конструкцией требует многократного положительного и отрицательного изменения скорости в двух направлениях при обработке резьбы, что приводит к легкому повреждению редуктора. Основная причина повреждения коробки передач заключается в том, что в направлении изменения скорости коробка передач не имеет буферной конструкции, позволяющей легко повредить передачу. И такая конструктивная конструкция часто дает утечку масла, эта проблема беспокоила инженеров на протяжении многих лет.
Но многолетний опыт подсказывает мне, что у него есть самый большой недостаток, то есть токарный станок с такой конструкцией требует многократного положительного и отрицательного изменения скорости в двух направлениях при обработке резьбы, что приводит к легкому повреждению редуктора. Основная причина повреждения коробки передач заключается в том, что в направлении изменения скорости коробка передач не имеет буферной конструкции, позволяющей легко повредить передачу. И такая конструктивная конструкция часто дает утечку масла, эта проблема беспокоила инженеров на протяжении многих лет.
Токарный станок C6240 не имеет независимой коробки передач. Он эффективно сочетает в себе коробку передач и коробку шпинделя, поэтому проблема легкого повреждения коробки передач решена. В настоящее время токарный станок с независимой коробкой передач постепенно ликвидируется.
В настоящее время технология ЧПУ также широко используется в области токарного станка, в результате чего появилась серия высокоточных и эффективных токарных станков с ЧПУ , что делает производство и обработку более удобными и удобными, а также способствует развитию машиностроительной промышленности.
