Стык арматуры в нахлестку: Стыковка арматуры внахлест без сварки
Содержание
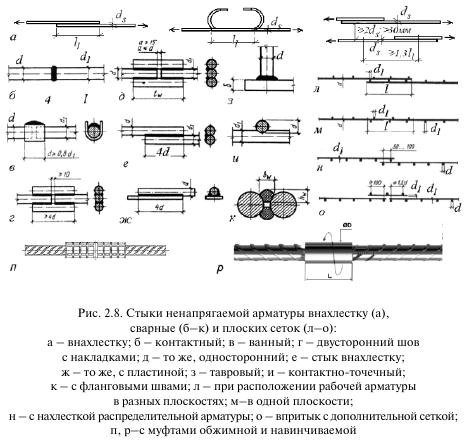
Стыки ненапрягаемой арматуры внахлестку (без сварки)
3.162.Во внецентренно сжатых и
внецентренно растянутых элементах
стержни арматурной стали периодического
профиля диаметром до 36 мм и гладкие с
полукруглыми крюками допускается
стыковать внахлестку.
В изгибаемых и центрально-растянутых
элементах стыкование растянутых
арматурных стержней внахлестку не
допускается.
3.163*.В стыках арматуры внахлестку
длину нахлестки (перепуска) (см. Рис. 15)
стержней из арматурной стали классов
А-II и Ас-II следует принимать не менее:
30d— при классах бетона В20 — В27,5;
25d— при классе бетона В30 и выше, гдеd— диаметр стыкуемых стержней.
Рис. 15 Длина |
Для арматуры из стали класса А-III длина
нахлестки должна быть соответственно
увеличена на 4d.
Для арматуры из стали класса А-I длину
нахлестки (между внутренними поверхностями
полукруглых крюков) следует принимать
такой же, как для арматуры из стали
класса А-III.
Для стыков, расположенных в сжатой зоне
сечения, длину нахлестки допускается
принимать на 5dменее установленной
выше.
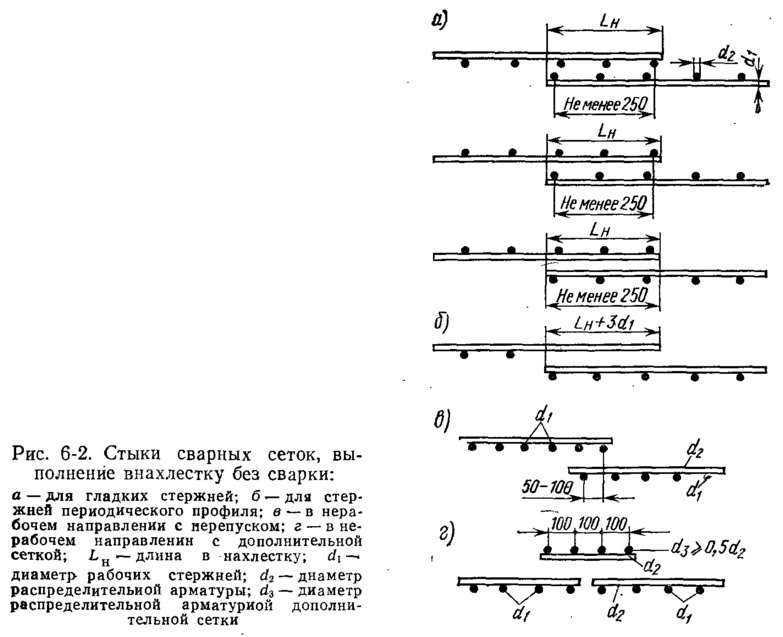
Отдельные сварные и вязаные сетки
следует стыковать внахлестку на длину
не менее 30 диаметров продольных стержней
сетки и не менее 25 см.
3.164*.При расположении стыков стержней
рабочей арматуры внахлестку в растянутой
зоне сечения, где напряжения в стержнях
превышают 75 % расчетного сопротивления,
в зоне стыка требуется устанавливать
спиральную арматуру. Если установка
спиральной арматуры не требуется
(напряжение в стержнях составляет менее
75 % расчетного сопротивления), то
расстояние между хомутами в местах
стыкования рабочей растянутой арматуры
внахлестку следует назначать не более
6 см, а буронабивных столбах — 12 см.
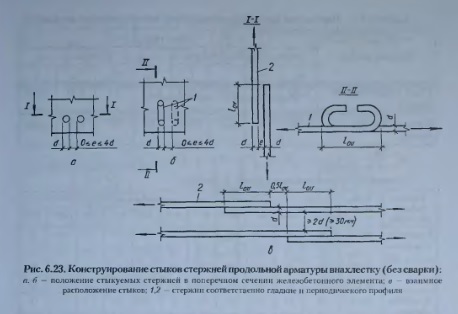
Стыки арматуры внахлестку, как правило,
следует располагать вразбежку. При этом
При этом
площадь сечения рабочих стержней,
стыкуемых на длине требуемой нахлестки,
должна составлять при стержнях
периодического профиля не более 50 %
общей площади сечения растянутой
арматуры, при гладких стержнях — не более
25 %.
3.165*.В сборных конструкциях, как
правило, следует применять стыки:
бетонируемые широкие (необжимаемые) с
расстоянием между торцами объединяемых
элементов 10 см и более, с выпуском из
элементов стержней рабочей арматуры
или стальных закладных деталей;
бетонируемые узкие (обжимаемые) шириной
не более 3 см, без выпусков из элементов
арматуры, с заполнением стыкового зазора
цементным или полимерцементным раствором;
клееные плотные (обжимаемые) с клеевой
прослойкой толщиной не более 0,3 см на
основе эпоксидных смол или других
долговечных (проверенных опытом)
полимерных композиций.
В обоснованных случаях в предварительно
напряженных пролетных строениях
автодорожных мостов допускается
применение бетонируемых широких, без
выпуска арматуры обжимаемых стыков со
швами до 10 см, но не более половины
толщины каждой из соединенных частей.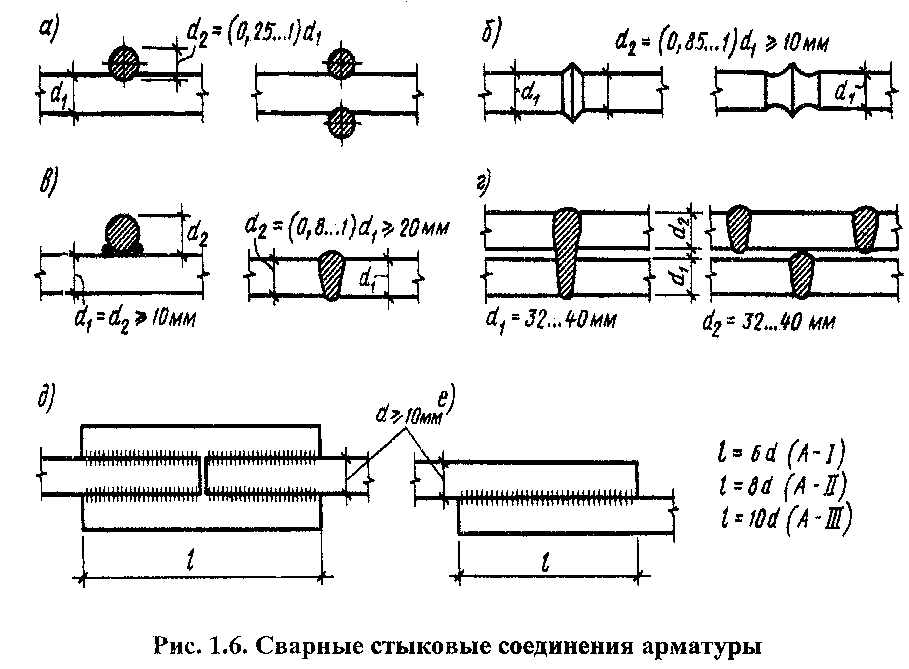
Применение сухих стыков (без заполнения
швов между блоками клеевым составом,
цементным или полимерным раствором) в
пролетных строениях не допускается.
3.166.Торцы блоков составных по длине
пролетных строений при применении
стыков без выпусков арматуры следует
армировать дополнительными поперечными
сетками из стержней диаметром не менее
6 мм. При устройстве зубчатого стыка или
стыка с уступами расчетная арматура
зуба и уступа должна иметь диаметр не
менее 10 мм.
3.167.В составных по длине (высоте)
конструкциях с клееными плотными стыками
для обеспечения точного совмещения
стыкуемых поверхностей блоков следует,
как правило, устраивать фиксаторы.
3.168*.В верхних плитах балок
автодорожных, городских и совмещенных
мостов, не подвергающихся непосредственному
воздействию подвижной железнодорожной
нагрузки, допускается применение
бетонируемых стыков с выпусками из плит
арматуры периодического профиля с
прямыми крюками на всю толщину плиты и
с взаимным перепуском арматуры внахлестку
на длину не менее 15 диаметров стержней
и не менее 25 см, а также применение
полукруглых петель внахлестку с указанной
длиной перепуска петель друг за другом.
Кроме этого допускается применение
полукруглых петель с той же длиной их
заделки, но с прямой вставкой арматуры
между петлями длиной, равной не менее
диаметра петли. Диаметр полукруглых
петель следует принимать не менее 10
диаметров арматуры.
Механические способы стыковки арматуры
Особенность применения обжимных и резьбовых муфт заключается в существенном сокращении перерасхода арматуры и обеспечения надежного равнопрочного стыка между стержнями.
Арматурные работы являются трудозатратным процессом, занимающим продолжительное время и составляющим значительную часть стоимости сооружения. Из-за все время растущих объемов применения монолитного железобетона в строительстве важным фактором при выборе технологии армирования является не только стоимость изготовления, но и безопасность на протяжении всего периода эксплуатации.
Грамотный выбор технологии армирования способен обеспечить необходимую безопасность и сократить время и стоимость монтажных работ. Способ в каждом конкретном случае подбирается индивидуально, в соответствии с технологическими требованиями, и зависит от многих факторов. Подробнее рассмотрим плюсы и минусы различных технологий монтажа, сроки и экономическую составляющую.
Подробнее рассмотрим плюсы и минусы различных технологий монтажа, сроки и экономическую составляющую.
Виды соединения арматурных стержней
Существует 3 основных вида соединения:
- Внахлест без применения сварки (метод вязки арматуры).
- Соединение встык методом ванной сварки.
- Механические способы стыковки арматуры: резьбовые и обжимные муфты.
Каждый из этих способов делится на различные подвиды, имеет свои особенности и применяется в зависимости от ситуации. Например, соединение внахлест (для стержней арматуры ⌀<40 мм) не требует дополнительных приспособлений, что значительно удешевляет и упрощает процесс. В связи с этим широко применяется на практике. Однако при использовании метода соединения внахлест наблюдаются потери арматуры порядка 27%. Востребован также и монтаж сваркой для стыковки горизонтальных и вертикальных элементов конструкции, так как обеспечивает достаточно надежное соединение, но он занимает больше времени, чем другие методы и требует высокой квалификации монтажников.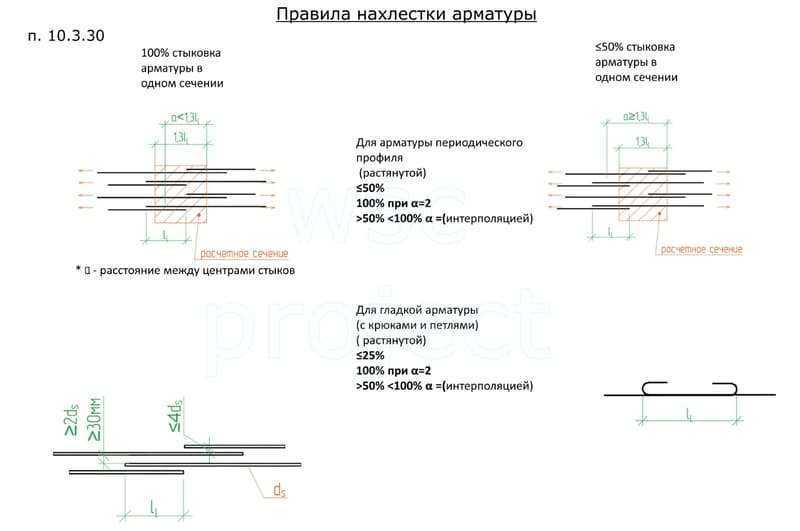
Новейший мировой опыт армирования показывает высокую эффективность применения механического способа при возведении конструкций с повышенной несущей нагрузкой: многоэтажных домов, ГЭС и АЭС, стадионов, вокзалов, аэропортов, станций метро, мостов, эстакад. Чтобы подробнее изучить технологию использования муфтовых соединений арматуры, мы обратились к нашим партнерам – инжиниринговой компании «МосМуфта». Более шести лет они занимаются разработкой и производством высокопрочных изделий для стыковки арматуры на всех этапах монолитных работ. Совместно мы разработали альбом типовых технических решений на выполнение стыковых соединений арматурных стержней обжимными и резьбовыми муфтами. Далее в статье представлен краткий обзор технологии и экономические расчёты, подтверждающие эффективность метода.
Резьбовая муфтаОбжимные муфты
Резьбовые муфты
Стыковка резьбовыми муфтами обеспечивает равнопрочный стык арматуры и ускоряет темпы возведения арматурного каркаса. Работы производятся непосредственно на стройплощадке, при этом подготовка стержней и выполнение стыка занимает не более 5 минут. Применение муфт не только сокращает время монтажа, но экономически целесообразнее в сравнении с ванно-шовной сваркой.
Применение муфт не только сокращает время монтажа, но экономически целесообразнее в сравнении с ванно-шовной сваркой.
Сырье: Муфты изготавливаются из стали 40Х или Ст45.
Характеристики: Размер от D18 до D40. Для соединения разных диаметров предусматривается дополнительная линейка муфт с параллельной резьбой, пригодная для соединения арматуры классов А400 и А500.
Необходимое оборудование: Резьбонакатной станок (вес 440 кг, производительность до 200 стыков в смену на арматуре средних диаметров), расходные резцы и ролики, динамометрический ключ.
Технология: Резьбонакатной станок накатывает резьбу на концах стрежней арматуры. Стыковка выполняется при помощи накручивания и протяжки резьбовой муфты необходимого диаметра. Для выполнения надежного соединения необходим контроль усилия затяжки муфты, для чего применяется динамометрический ключ.
Применение по типу места в конструкции: Метод подходит для горизонтальных плоскостных решений, для горизонтальных балок/ригелей.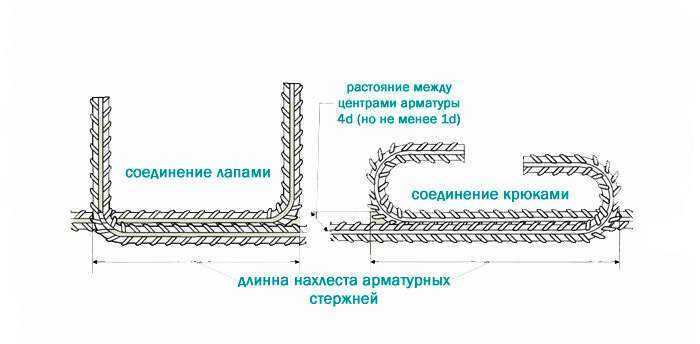
Типы резьбовых соединений
- Стандартное – предназначено для соединения стержней одного диаметра, когда хотя бы один из стыкуемых стержней может свободно вращаться. Применяется при сборке арматурных сеток и каркасов из отдельных стержней.
- Переходное – предназначено для соединения стержней разного диаметра в тех же условиях, что и стандартные.
- Позиционное – предназначены для соединения стержней арматуры, когда ни один из них не может вращаться.
Плюсы применения резобового стыка
- Обеспечивает равнопрочный стык арматуры.
- Ускоряет темпы возведения арматурного каркаса.
- Экономически целесообразнее в сравнении с ванно-шовной сваркой.
- Контроль качества соединения.
Обжимные муфты
Работы по устройству стыков арматуры на обжимных муфтах производятся непосредственно на месте производства арматурных работ. Это позволяет избежать необходимости создания дополнительного пространства на строительной площадке для выполнения подготовительных работ (нарезке резьбы, размещения станка по нарезке резьбы и складирования арматурных заготовок), что в условиях современного строительства в плотной застройке может вызвать дополнительные трудности.
Сырье: муфты изготавливаются из бесшовных горяче и холоднокатанных труб из Ст20 или из других марок стали по требованию заказчика.
Характеристики: Размер арматуры от D10 до D40. Обжимные муфты в серийном исполнении пригодны для соединения А400, А500 и А600, но возможно изготовление муфт по спецзаказу и для арматуры вплоть до А800 и А1000.
Необходимое оборудование: комплект обжимного оборудования схожей производительности (маслостанция высокого давления 700 атм (вес 70-90 кг) и гидравлический пресс (вес с матрицами 50-60 кг)). Для соединений арматуры диаметром 10-32 мм предназначен пресс ПО-80М, а для 10-40 мм – пресс ПО-100М. Также для повышения производственных мощностей могут использоваться вспомогательные устройства, позволяющие оптимально использовать трудовые ресурсы при работе с тяжеловесным гидравлическим оборудованием.
Технология: Обжимную муфту устанавливают на торцы арматуры без специальной подготовки в проектном положении. Обжим (опрессовка) муфт производится за счет работы гидравлического пресса усилием от 60 до 100 тонн. Стандарты и техусловия прописаны в ГОСТ 34278-2017 «Соединения арматуры механические для железобетонных конструкций», а технология соединения описана в ТУ №4842-009-26455602-2017.
Обжим (опрессовка) муфт производится за счет работы гидравлического пресса усилием от 60 до 100 тонн. Стандарты и техусловия прописаны в ГОСТ 34278-2017 «Соединения арматуры механические для железобетонных конструкций», а технология соединения описана в ТУ №4842-009-26455602-2017.
Типы соединений: Возможен стык любого класса арматуры разных диаметров, например: переходные муфты, соединяющие арматуру 40 мм и 22 мм.
Применение по типу места в конструкции: Метод идеален по всем технико-экономическим параметрам в вертикальных конструкциях, горизонтальных плоскостных решениях. Может использоваться для горизонтальных балок/ригелей, но цена существенно возрастет, так как в данной конструкции необходимо применять позиционные муфты с повышенной осевой компенсацией.
Плюсы применения обжимных муфт
- Сокращает расход арматуры.
- Обеспечивает равнопрочный стык арматуры.
- Ускоряет темпы возведения арматурного каркаса: за счёт уменьшения длины муфты, без потери усилия разрыва – скорость обжима муфт сокращается от 30 секунд до 3-х минут.
 Что в условиях больших объёмов позволит выиграть от 3 до 9 месяцев.
Что в условиях больших объёмов позволит выиграть от 3 до 9 месяцев. - Выдерживает разрывное напряжение соединения более 600 МПа и циклическую нагрузке в 2 млн ед..
- Подходит для разных типов арматуры разного диаметра.
- Позволяет осуществить сложные переходы и нестандартные конструкторские решения.
Несмотря на различия в технологии монтажа муфты обоих видов демонстрируют экономическую оправданность. Ниже приведена таблица с расчетом стоимостных показателей в зависимости от применяемого метода стыковки.
Сравнение стоимости стыка для разных видов соединений по данным компании «Мосмуфта»
Подводя итоги, можно говорить о следующих преимуществах механического метода:
- Экономия порядка 30% от стоимости армирования за счет уменьшения расхода арматуры.
- Обеспечение равнопрочного соединения арматуры.
- Повышение производительности в сравнении со сваркой.
- Минимизация воздействия человеческого фактора.
- Возможность производства в любых погодных условиях и в сейсмически опасных районах.
Однако есть и некоторые сложности, сопряженные с такими факторами:
- Тяжелое гидравлическое оборудование (пресс).
- Потребность во вспомогательном персонале или обучении.
- Контроль качества обжатия каждого стыка.
- Стоимость оборудования и расходных материалов.
Заключение
При строительстве сложных инженерных сооружений с повышенной нагрузкой технология равнопрочного соединения позволяет уменьшит нагрузку на фундамент, обеспечив большие сроки эксплуатации объектов. Помимо этого, применение механического способа соединения арматуры может существенно снизить сроки возведения, а главное сократить расход арматуры. Экономические расчёты подтверждают преимущество механического способа над более распространёнными: сваркой и соединением внахлест. Как и любой метод, он не может подойти для абсолютно всех ситуаций: иногда использование традиционной сварки может полностью удовлетворить потребности на строительной площадке. В связи с дороговизной высокотехнологичного оборудования, отсутствием квалифицированного специалиста или технологической необходимости применение муфт может быть неоправданно.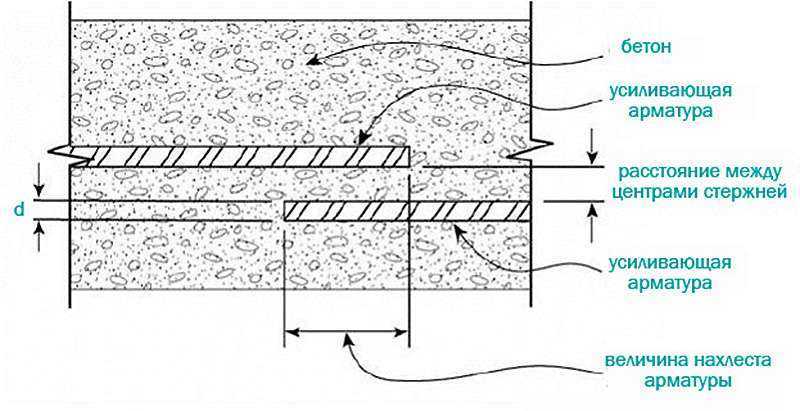 Поэтому понимание технологий и экономические расчёты помогут грамотно подобрать метод, подходящий для каждой конкретной задачи.
Поэтому понимание технологий и экономические расчёты помогут грамотно подобрать метод, подходящий для каждой конкретной задачи.
Что такое длина круга | Длина нахлеста балок | Длина перекрытия плит | Длина круга столбцов
Что такое длина круга?
Длина внахлестку определяется как длина, обеспечивающая перекрытие двух арматурных стержней, что обеспечивает безопасную и эффективную передачу нагрузки от одного стержня к другому.
При размещении арматурных стержней; длины одного арматурного стержня может быть недостаточно. В этом случае необходимая длина конструкции получается путем наложения двух брусков внахлест. Таким образом, предусмотрена длина нахлеста, обеспечивающая такой нахлест расположенных рядом арматурных стержней. Другими словами, длина нахлеста между двумя арматурными стержнями равна длине нахлеста.
Длина нахлеста также может быть предусмотрена, когда диаметр арматурного стержня необходимо изменить по длине, особенно при армировании колонн.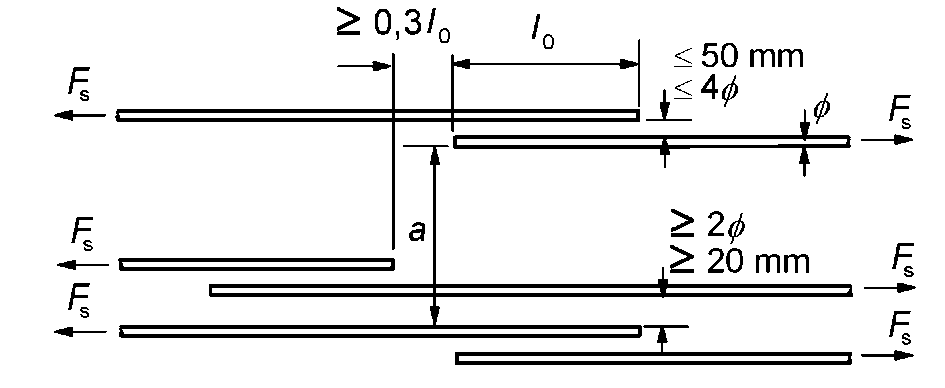 Этот процесс наложения одной стороны арматурного стержня на другую для получения желаемой проектной длины известен как притирка.
Этот процесс наложения одной стороны арматурного стержня на другую для получения желаемой проектной длины известен как притирка.
Основной целью этого является обеспечение эффективной передачи осевой силы от концевого стержня к новому присоединенному стержню по той же линии действия в соединении.
ПРИМЕЧАНИЕ:
Общепринятой практикой является производство стальных арматурных стержней размером 12 м для облегчения транспортировки и обработки. Однако при строительстве железобетонных конструкций; Большим балкам, колоннам и плитам может понадобиться больше этой длины. При этом арматурные стержни необходимо укладывать внахлест, чтобы добиться нужной длины. Обычно такой перехлест стержней выполняют там, где величина напряжения изгиба меньше.
Когда два арматурных стержня имеют одинаковый диаметр; Длину круга можно рассчитать по следующей формуле:
Длина нахлеста = 50d
Где
d = диаметр арматурных стержней
для стержня меньшего диаметра.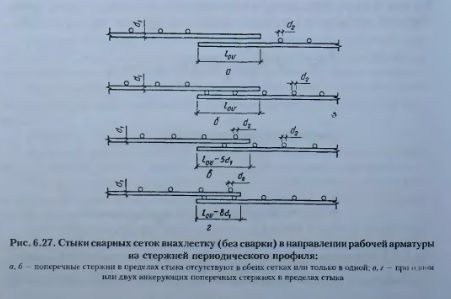
Пример расчета:
Если верхняя планка диаметром 12 мм. Притирается нижним (нижним) стержнем диаметром 16 мм и если длину притира принять равной 50d, то
Длина внахлест 50d = 50 × 12 мм = 600 мм. ← Верно
Длина перехлеста 50d = 50 × 16 мм = 800 мм ← Неправильно
Длина перехлеста в натянутом состоянии
Следующая формула может использоваться для расчета длины анкеровки, включая длину анкеровки , для длины внахлест при растяжении,
1. Длина внахлест При растяжении на изгиб = L x d или 30 x d (Берется большее значение из двух рассчитанных значений.)
2. Длина перехлеста Для прямого натяжения = 2 x L x d или 30 x d (Берется большее значение из двух рассчитанных значений.)
Где
L = длина развертывания
В таком случае , длина прямого нахлеста арматурных стержней не должна превышать 200 мм или 15 x d.
Длина нахлеста в сжатом состоянии
Для длины нахлеста в сжатом состоянии значение длины нахлеста можно принять равным значению длины нарастания в развертке.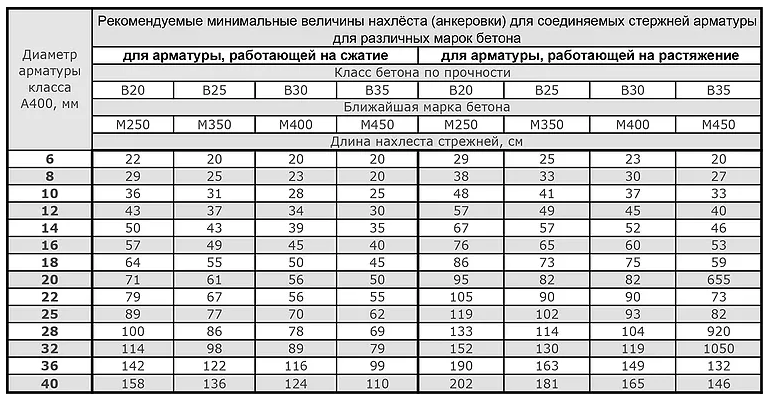 Однако в любом случае длина перехлеста не может быть меньше 24 x d.
Однако в любом случае длина перехлеста не может быть меньше 24 x d.
Расчет длины круга для разных
Диаметр стержней:
Длина нахлеста рассчитывается с учетом
штанга меньшего диаметра. При сращивании стержней разного диаметра
Необходимо читать: Общие
Правила притирки в арматуре колонны
Важность обеспечения правильной длины нахлеста
Длина нахлеста важна для железобетонных конструкций, чтобы обеспечить передачу растягивающих и сжимающих нагрузок от одного арматурного стержня к другому путем разрезания или поверхностного трения . Недостаточная длина нахлеста может нарушить механизм передачи нагрузки и привести к выходу из строя всей конструкции. Также, когда длина предусмотренного нахлеста недостаточна, арматурные стержни будут раскалываться и тем самым приводить к трещинам в бетоне. Таким образом, длина внахлест необходима для железобетонных конструкций.
Длина внахлест колонн, плит и балок
1. Длина внахлест колонн:
Длина внахлест колонн:
IS 456: 200.
Согласно этому коду диаметр стержней не должен быть менее 12 мм. Количество продольных стержней, которые должны быть предусмотрены в прямоугольной колонне , должно быть не менее четырех и не менее шести в круговой столбец . Расстояние между такими продольными стержнями должно быть менее 300 мм при измерении по периметру колонны. Длина нахлеста колонн может быть рассчитана по следующей формуле:
Длина нахлеста колонны = 45d
Где
d = диаметр стержня
03
Методика расчета длины нахлеста плит в железобетонной конструкции приведена Пункт 26.5.1 стандарта IS 456:200.
В соответствии с этим кодом диаметр арматурных стержней должен быть менее одной восьмой от общей толщины плиты.
Длина круга плит может быть рассчитана с использованием следующей формулы,
Длина круга плиты = 60 x D
Где,
D = диаметр бара
3. Длина круга. Балок:
Длина круга. Балок:
Методика расчета длины нахлеста балок в железобетонной конструкции приведена в п. 26.5.2 ИС 456:200.
В соответствии с этим кодом боковые арматурные стержни должны быть предусмотрены, если высота стенки балки более 75 см. При этом площадь используемых арматурных стержней не должна превышать 0,1 % от общей площади полотна. Арматурная проволока должна быть равномерно распределена по обеим сторонам балки, т. е. зазор не должен превышать 300 мм или толщины сетки, в зависимости от того, что меньше.
В балках должна быть предусмотрена поперечная арматура, чтобы выдерживать внешнее растяжение и сжатие. В тавровых и двутавровых балках такая арматура будет проходить вокруг продольных стержней, расположенных вблизи внешней поверхности полки.
Длину перехлеста балок можно рассчитать по следующей формуле:
Длина перехлеста балок = 60 x d
Где,
d = диаметр стержня для колонн и балок | зоны притирки | Lceted
Часто задаваемые вопросы
Что может привести к неправильной длине круга?
Если длина предусмотренного нахлеста недостаточна, арматурные стержни будут раскалываться, что приведет к образованию трещин в бетоне. Таким образом, длина внахлест необходима для железобетонных конструкций.
Таким образом, длина внахлест необходима для железобетонных конструкций.
Зачем указывается длина круга?
Общепринятой практикой является производство стальных арматурных стержней размером 12 м для облегчения транспортировки и обработки. Однако при строительстве железобетонных конструкций; Большим балкам, колоннам и плитам может понадобиться больше этой длины. При этом арматурные стержни необходимо укладывать внахлест, чтобы добиться нужной длины.
Какова минимальная длина круга?
Что такое длина круга?
Длина внахлест определяется как длина, обеспечивающая перекрытие двух арматурных стержней, что обеспечивает безопасную и эффективную передачу нагрузки от одного стержня к другому.
Какие бывают виды притирки?
Обязательно
читать: BBS
Основы: притирка, изгиб, разработка и расчет длины крючка
Если вы найдете
Эта информация полезна, поделитесь ею.
Спасибо! За чтение статьи.
Canada Masonry Design Center – Горизонтальное армирование для укладки и декоративных рисунков в каменной кладке
Каменная кладка известна тем, что является высококачественным материалом для ограждающих конструкций и обеспечивает исключительную долговечность. Каменная кладка также позволяет дизайнерам проявить творческий подход в определении того, как отдельные блоки будут объединяться в большую стеновую панель, чтобы сформировать желаемую эстетику. Один из вариантов, который становится все более популярным в Канаде, состоит в том, чтобы изменить рисунок бегущей связки на стопку или декоративный узор.
В каменной кладке «подвижная связка» — это термин, используемый, когда элементы каменной кладки перекрываются от ряда к ряду, обычно выражаемый как часть длины элемента, которая перекрывается (например, 50% подвижная связь — это когда половина элемента перекрывается блок из соседнего слоя), достаточный для обеспечения связи в горизонтальном направлении стены. CSA S304-14 определяет схемы подвижного соединения как те, в которых головные соединения в последовательных рядах смещены по горизонтали не менее чем на 25% от длины элемента. Когда нет перекрытия блоков соседних рядов, используется термин «укладка стопки», и в этом случае головные стыки образуют непрерывную вертикальную линию в стене. Также могут быть «декоративные узоры» кладки, где есть некоторое перекрытие блоков, но этого недостаточно, чтобы считаться узором бегущей связки. Ключевым соображением здесь является то, что стопка и декоративные узоры, где перекрытие составляет менее 50 мм, не считаются имеющими достаточное сцепление только в горизонтальном направлении и должны быть усилены в горизонтальном направлении.
Целью этой страницы является осветить требования к армированию горизонтальных швов при выборе стопки или декоративного рисунка для облицовки каменной кладки вместо рисунка бегущей связки. Стек или декоративные узоры, используемые в каменных стенах, отличных от шпона, также могут потребовать дополнительных проектных соображений и могут подлежать явным ограничениям на их использование для некоторых приложений. Дизайнеры должны учитывать ограничения на использование стеков или декоративных рисунков на необлицованных стенах, содержащиеся в CSA S304-14.
Эта страница является частью большой серии примеров спецификаций, предназначенных для освещения случаев, когда нечеткие или плохо написанные элементы приводили к проблемам при выполнении каменных работ в Канаде.
Отказ от ответственности
Содержащаяся здесь информация предназначена для обучения проектировщиков, спецификаторов или подрядчиков. На него нельзя полагаться в качестве официальной технической консультации, поскольку проекты каменной кладки могут иметь детали и соображения, которые являются уникальными для конкретного проекта и могут выходить за рамки содержания этой страницы.
Перейти прямо к:
Используйте следующие ссылки, чтобы перейти к информации, которую вы ищете.
- Как обычно выглядит спецификация
- Вопросы для обсуждения
- Предлагаемые изменения к спецификации
x.1.0002 X.1.2. Глиновые кирпичные шпоновые блоки:
x.1.2.1. Масонские единицы
x.
