Сварная двутавровая балка: Сварная балка — есть ли смысл? ООО «Еврометалл»
Содержание
Сварная балка — есть ли смысл? ООО «Еврометалл»
Сегодня мы хотим Вам показать альтернативную точку зрения на экономический смысл использования в проектах стальных сварных двутавровых балок.
А знали ли Вы, что в странах Европейского Союза, в отличие от Украины, сварная балка – довольно редкое явление? И это первое, о чем необходимо задуматься, принимая решение о покупке или производстве сварных двутавровых балок – ведь европейские производители, с их намного большим опытом ведения бизнеса, точно умеют считать деньги.
А теперь давайте по порядку…
Сварная двутавровая балка – стальной профиль, преимущественно Н-подобного сечения, сваренный из листового металлопроката, раскроенного на полосы. Порезку осуществляют методом газо-кислородной или плазменной резки. Сварка балок происходит либо с помощью автоматической сварки под слоем защитного флюса или полуавтоматической сварки в среде защитного газа.
В 90% случаев такое решение применялось раньше и применяется до сих пор как вариант замены горячекатаных двутавровых балок. Но в чем же смысл такой замены? А смысл очень простой – украинские металлургические заводы производят очень ограниченный сортамент стальных горячекатаных двутавров, а если говорить о широкополочных балках, то такие и вовсе не производятся на территории Украины. В связи с этим, заводы металлоконструкций начали изготавливать сварные варианты таких балок и вопрос тут был не в экономии, а в том, что это был самый быстрый и удобный путь получить необходимую балку.
Но в чем же смысл такой замены? А смысл очень простой – украинские металлургические заводы производят очень ограниченный сортамент стальных горячекатаных двутавров, а если говорить о широкополочных балках, то такие и вовсе не производятся на территории Украины. В связи с этим, заводы металлоконструкций начали изготавливать сварные варианты таких балок и вопрос тут был не в экономии, а в том, что это был самый быстрый и удобный путь получить необходимую балку.
Но тогда получается, что если на рынке будут доступные по цене и срокам горячекатаные аналоги двутавровых балок, то варить их не имеет смысла? Именно так мы и считаем! Если сомневаетесь в наших словах, тогда просто подумайте – ведь никому не приходит в голову делать сварной вариант обычных балок, доступных в горячекатаном виде от украинских производителей.
И именно поэтому в той же Европе сварные балки имеют очень низкое распространение и используются, преимущественно, в случаях индивидуального расчета несущей способности балки, когда отсутствует горячекатаный аналог или балка имеет переменное сечение.
Давайте сравним:
В Украине реально выпускается около 10-12 типоразмеров двутавровой балки. В дополнение к этому, балки производятся из одной марки стали – рядовой Вст3. В случае необходимости заказа горячекатаных двутавров из стали 09Г2С, это сделать невозможно. Конечно, в таких условиях, при отсутствии возможности привезти балки из-за границы, очень сильной стала традиция изготавливать двутавровые балки сварным методом.
Мы, как компания Еврометалл, хотим развеять этот миф и сделать заводам металлоконструкций жизнь чуточку легче, ведь все знают, что производство сварной балки – довольно трудоемкая работа, что влияет как на стоимость изготовления так и на сроки отгрузки металлоконструкций. Особенно это касается небольших сечений двутавровых балок. Одновременно с заводами металлоконструкций выгоду получат и конечные потребители таких конструкций – ведь применение горячекатаных двутавровых балок вместо сварных способно в 100% случаев сократить сроки производства металлоконструкций и в большинстве случаев еще и уменьшить себестоимость конструкций.
Ведь в сравнении с украинскими 10-12 позициями производимых балок, по евростандартам изготавливается минимум 100 типов балок, причем каждая из них может быть изготовлена как из обычной стали S235JR так и из стали S355J2 (аналог 09Г2С). И это мы сейчас берем во внимание только балки из серий HEA, HEB, HEM, IPE, IPN, не учитывая их облегченные подвиды IPE A или HEA A.
Компания Еврометалл, понимая суть проблемы у Заказчика, предлагает поставку горячекатаных двутавровых балок по цене, которая делает нецелесообразной их замену на сварной вариант.
Кроме того, мы предлагаем украинским Клиентам горячекатаные двутавры согласно ГОСТ российского производства, которые как раз чаще всего заменяют на сварные варианты. Ведь в наших проектах до сих пор очень часто встречаются колонные двутавры или широкополочные балки типов 30К2, 40К2, 40Ш3, 20Б1, 25Б2 или подобные. И если раньше, при цене таких горячекатаных двутавров на уровне 32-36 тысяч гривен за тонну, их замена на сварной вариант была единственным экономически обоснованным выходом, то сейчас, при цене от нашей компании на уровне 24-25 тысяч за тонну с учетом НДС и доставки в любую точку Украины, изготовление сварных балок указанных типов просто экономически нецелесообразно.
Важно также помнить, что кроме прямого сравнения цены балок за тонну, необходимо учитывать увеличение веса 1 м.п. балки, которое неизбежно при переходе на сварной вариант, ведь, как правило, либо стенка либо полки горячекатаных двутавров имеют нестадартную для листового металлопроката толщину, например, 7; 7,5; 9; 11 или 15 мм. Соответственно, при переходе на сварной вариант изготовления, производители сварных балок применяют листовой металлопрокат большей толщины, например, вместо 7 – 8 мм, вместо 9 – 10 мм и т.д. В связи с этим, в зависимости от типа двутавровой балки, увеличение веса может составить до 5-7%, что также надо учитывать при сравнении конечных цен.
Кроме финансовой составляющей, как мы уже говорили, при использовании горячекатаных двутавров вместо сварной балки, как завод металлоконструкций так и конечный Заказчик получают дополнительные выгоды:
- уменьшение сроков производства металлоконструкций, так как производство сварных балок – довольно трудоемкий процесс
- лучшая коррозионная стойкость – как известно, сварной шов всегда является одним из источников коррозии, особенно, если не учесть все дополнительные требования к его антикоррозионной защите.
 В случае же с горячекатаными двутаврами этот источник коррозии просто отсутствует.
В случае же с горячекатаными двутаврами этот источник коррозии просто отсутствует. - лучшее качество металлоконструкций – это связано с тем, что не надо переживать каким методом завод-производитель металлоконструкций будет изготавливать сварную балку – с помощью автоматической сварки под флюсом, полуавтоматической сварки с применением так называемых “тракторов” или вручную. А потом ведь надо еще это все “править”! А за неимением оборудования для механической правки применяется метод локального нагрева, что не всегда допускается. Потому как в Украине не все заводы металлоконструкций имеют соответствующее оборудование для качественного изготовления сварной балки. В случае с горячекатаных двутавром Заказчик всегда получает ровную и красивую двутавровую балку.
С учетом вышеизложенного, мы призываем все заводы металлоконструкций или конечных Заказчиков, получив проект с двутавровыми балками, которые не производятся в Украине, еще раз подумать о том, есть ли смысл их менять на сварную балку. Позвоните к нам в компанию Еврометалл и мы постараемся сделать Вам такое предложение, от которого получат выгоду все субъекты строительного процесса – завод лишиться необходимости делать трудоемкую работу и сможет ускорить сроки выдачи готовых металлоконструкций, а Заказчик получит конструкции дешевле и быстрее.
Позвоните к нам в компанию Еврометалл и мы постараемся сделать Вам такое предложение, от которого получат выгоду все субъекты строительного процесса – завод лишиться необходимости делать трудоемкую работу и сможет ускорить сроки выдачи готовых металлоконструкций, а Заказчик получит конструкции дешевле и быстрее.
ЕВРОМЕТАЛЛ – работайте с профессионалами!
Двутавровые сварные балки | Сварной двутавр
Наиболее широко они используются при возведении металлических конструкций в строительной сфере. Они воздвигаются в качестве каркасов абсолютно любого здания: сельскохозяйственных и общественных строений, жилых домов, зданий промышленного назначения и т.п. Как показывает практика большинства известных строительных компаний — металлоконструкции из сваренного двутавра экономично выгодней во время возведения сооружения, чем их аналоги. ПСК НЗМК имеет собственное ТУ 5261-001-90116746-2014 и Сертификат соответствия ГОСТ Р на весь ассортимент выпускаемой продукции.
Изготовление
Изготовление — это довольно сложный процесс, который состоит из огромного количества этапов. С самого начала происходит — раскрой метала, то есть, металл раскраивается на полосы необходимой длины и ширины. После этого, чтобы улучшить провар происходит разделка кромок на специальном станке. Дальше производится сборка ранее подготовленных полос – заготовки при помощи крана укладываются на входной конвейер сборочного стана, после этого зажимается при помощи трех комплектов, позиционируется и фиксируется. Последним этапом является сварка. На специальном сварочном станке установлены два комплекта сварочных головок, которые перемещаются по порталу. С одновременным движением изделия по рельсам, происходит проверка при помощи лазерной системы слежения, которая следит за качеством сварки, за тем, чтобы не было пропусков, чтобы не снизить надежность конструкции. После процесса сварки под флюсом на специальном оборудовании идет правка, торцевание фрезой и сверловка на 3D станках с ЧПУ.
После того, как конструктив готов – наступает этап очистки при помощи дробеструйной установки. При помощи дроби, под разными углами происходит удаление ржавчины, жирового налета, грязи и т.п., чтобы существенно улучшить качество нанесенного лакокрасочного покрытия.
Преимущества сварного двутавра.
Преимущества данного стройматериала при реконструкции, или же строительстве имеет огромное количество преимуществ:
- Во-первых, применение в качестве каркасных металлоконструкций позволяет существенно снизить вес деталей и элементов, при этом детали будут иметь высочайший коэффициент прочности;
- Во-вторых их использование позволяет возводить экономичные формы опор, что положительно сказывается на весе, что в свою очередь позволит экономить на фундаменте;
- В-третьих, легкость в эксплуатации позволяет создавать здания различной архитектурной направленности;
- В-четвертых, в не зависимости от направления возводимого здания, они признаны наиболее прочными и экономически выгодными.

Мостовые кран-балки
Специалисты компании «НЗМК» осознают всю ответственность данных металлоконструкций, поэтому мы предоставляем только высококачественные изделия, которые изготовлены на лучшем европейском оборудовании. Абсолютно все изделия, что были изготовлены на нашем заводе, отвечают международным стандартам качества, что еще раз подтверждает их уровень.
Помимо этого, в наших силах предоставить клиентам любые сварные конструкции по эскизам заказчика. Также, есть возможность изготовления в зависимости от предоставленного им проектной документации будущего сооружения.
Металлоконструкции из листового проката выгодны в экономическом плане при возведении зданий и сооружений. Основное назначение это использовать их в металлических строительных конструкциях, используемых в качестве каркасов при строительстве быстровозводимых зданий промышленного назначения, жилых домов, общественных и сельскохозяйственных строений.
НЗМК использует новейшую автоматизированную линию для быстрого и качественного изготовления, производственная мощность которой составляет 800 тонн продукции в месяц!
Производственные и промышленные здания
Двутавры изготавливаются на линиях автоматической резки, сборки и сварки под флюсом. Это обеспечивает полный провар, отличную геометрию и прекрасный внешний вид. Производится 100% УЗИ (ультразвуковой) контроль сварочного шва.
Металлоконструкции в составе которых присутствуют они, дают ощутимую экономическую выгоду при возведении различного типа и направленности сооружений и зданий. Применение их в каркасных металлоконструкциях позволяет существенно облегчить элементы, которые имеют завышенный коэффициент запаса прочности. К тому же их применение позволяет создать экономичные формы опор. А это, в свою очередь уменьшает массу всей металлоконструкции.
Производители металлопроката не выпускают катаные балки размером, больше чем 60Б. Поэтому, когда требуются конструкции, жесткость и несущая способность которых превышают возможности прокатных профилей, используют сварные.
Поэтому, когда требуются конструкции, жесткость и несущая способность которых превышают возможности прокатных профилей, используют сварные.
Применение различных марок стали, когда наиболее напряженные участки изготавливаются из стали повышенной прочности, а наименее напряженные — из малоуглеродистой стали, позволяет снизить стоимость.
- Возможность применения в сечении разных типов сталей для полок и стенок. Это дает возможность уменьшить цену до пяти процентов.
- Возможность изготовления переменного сечения.
- Возможность изготовления с вырезами и отверстиями, а также перфорированных.
Перфорированная стенка образуется разрезанием стенки по зигзагообразной линии с последующим сдвигом половинок и сваркой встык частей по выступам стенки. Несущая способность таких сквозных двутавров выше несущей способности исходного, поскольку достигается за счет их большей высоты.
Без отходные технологии производства определяются возможностью изготовления их требуемой длины с экономией на отходах до 25%. Составное сечение можно подобрать более оптимальным по сравнению с прокатным, благодаря чему вес конструкции может снизиться еще до 10%, разнообразить архитектуру сооружений, увеличить широту пролета зданий, до 35% уменьшить вес несущих конструкций, значительно повысить рентабельность проектов.
Составное сечение можно подобрать более оптимальным по сравнению с прокатным, благодаря чему вес конструкции может снизиться еще до 10%, разнообразить архитектуру сооружений, увеличить широту пролета зданий, до 35% уменьшить вес несущих конструкций, значительно повысить рентабельность проектов.
Номенклатура сварных двутавров:
П — с параллельными гранями полок;
Б — нормальные;
Ш — широкополочные;
К — колонные;
У — с уклоном граней полок;
М — для подвесных путей;
С — для армирования шахтных стволов.
- Сортамент типоразмеров Б, Ш, К из углеродистых сталей С245, С255 и низколегированных сталей С345 (09Г2С). Стыковые швы для всех типов выполняются с разделкой фасок и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Типы швов С12, С15, С21 по ГОСТ 8713-79.
- Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по ГОСТ 26020-83.Для рядовых двутавров, используемых в качестве колонн, а также малонагруженных и с постоянными нагрузками поясные (тавровые) сварные швы выполняются по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98.
 Тип шва Т3 по ГОСТ 8713-79.
Тип шва Т3 по ГОСТ 8713-79. - Сортамент прокатных двутавров от 30 до 150 (Ш, Б, К и др. типоразмеров) по СТО АСЧМ 20-93,
- Двутавры специальные по индивидуальным размерам на основании чертежей Заказчика,
- Перфорированная балка (облегченная балка с «окнами» в стенке с сохранением всех механических параметров)
- Балка переменного сечения (балка с изменением высоты стенки вдоль длины)
- Разно полочная балка (балка с различной шириной полок)
- Усиленная балка (балка, усиленная ребрами жесткости). Для нагруженных балок, а также балок с циклическими и переменными нагрузками, подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98. Тип шва Т8 по ГОСТ 8713-79.
- Крановая балка. Для нагруженных подкрановых балок поясные (тавровые) сварные швы выполняются с разделкой фасок, зачисткой корня шва и с полным проваром по 2 категории в соответствии с ГОСТ 23118-99, и СП 53-101-98.
 Тип шва Т8 по ГОСТ 8713-79.
Тип шва Т8 по ГОСТ 8713-79.
Вы можете также заказать и другие типоразмеры двутавров, размеры поперечного сечения, которых отличаются от приведенных в сортаменте, при соблюдении следующих условий:
Соответствие требованиям ГОСТ 26020-83 и ТУ 0925-001-81769030-2007 для аналоговых двутавров и для не аналоговых — ГОСТ 23118-78 и СП 53-101
Сварной двутавр цена.
По требованию заказчика предоставляется сертификат соответствия и качества на листовой прокат. Цена за тонну рассчитывается по следующей формуле: цена = металл + работа. Так как цены на листовой прокат непостоянны, стоимость тонны зависит от текущих цен на листовой металлопрокат.
Стоимость работы за тонну усеченного, перфорированного, биметаллического профиля, с ребрами жесткости или фланцевыми соединениями, определяется индивидуально под заказ, согласно техническому заданию. Под заказ также осуществляется обработка торцов, дробеструйная очистка и грунтование.
Наша компания при работе с клиентами руководствуется принципом индивидуального подхода — на все этапы сделки за вами закрепляется персональный менеджер, и вы можете в любое время получить от него ответы на вопросы, связанные с готовностью и доставкой Вашего заказа.
Таблица и сортамент сварной двутавровой балки.
|
Обозначение
|
Размеры, мм
|
Теоретическая масса
|
Количество метров в тонне
| |||
|
высота
|
ширина
|
толщина стенки
|
толщина полки
| |||
|
20К1
|
195
|
200
|
8
|
10
|
42,39
|
23,59
|
|
20К2
|
198
|
200
|
8
|
12
|
48,61
|
20,57
|
|
23К1
|
227
|
240
|
8
|
12
|
57,96
|
17,25
|
|
23К2
|
230
|
240
|
8
|
12
|
58,15
|
17,19
|
|
26К1
|
255
|
260
|
8
|
12
|
63,49
|
15,75
|
|
26К2
|
258
|
260
|
10
|
14
|
75,20
|
13,20
|
|
26К3
|
262
|
260
|
10
|
16
|
83,37
|
11,99
|
|
30К1
|
296
|
300
|
10
|
14
|
86,98
|
11,49
|
|
30К2
|
300
|
300
|
10
|
16
|
96,40
|
10,37
|
|
30К3
|
304
|
300
|
12
|
18
|
110,03
|
9,08
|
|
30Ш1
|
291
|
200
|
8,0
|
12
|
54,45
|
18,36
|
|
30Ш2
|
295
|
200
|
10
|
14
|
64,92
|
15,40
|
|
30Ш3
|
299
|
200
|
10
|
16
|
71,20
|
14,04
|
|
35Ш1
|
338
|
250
|
10
|
14
|
79,29
|
12,61
|
|
35Ш2
|
250
|
10
|
14
|
79,52
|
12,57
| |
|
35Ш3
|
345
|
250
|
12
|
16
|
92,28
|
10,83
|
|
35К1
|
343
|
350
|
10
|
16
|
112,33
|
8,90
|
|
35К2
|
350
|
350
|
12
|
18
|
128,30
|
7,79
|
|
35К3
|
353
|
350
|
14
|
20
|
144,30
|
6,93
|
|
40К1
|
394
|
398
|
12
|
18
|
147,20
|
6,79
|
|
40К2
|
400
|
400
|
14
|
22
|
178,29
|
5,60
|
|
40К3
|
406
|
400
|
16
|
25
|
203,90
|
4,90
|
|
40Ш1
|
383
|
300
|
10
|
14
|
119,50
|
8,36
|
|
40Ш2
|
390
|
300
|
10
|
16
|
131,80
|
7,58
|
|
40Ш3
|
396
|
300
|
12
|
18
|
123,4
|
8,106
|
|
40Б1
|
396
|
200
|
8
|
12
|
61,61
|
16,23
|
|
40Б2
|
400
|
200
|
8
|
14
|
67,89
|
14,72
|
|
45Б1
|
446
|
200
|
8
|
12
|
64,75
|
15,44
|
|
45Б2
|
450
|
200
|
10
|
14
|
77,66
|
12,87
|
|
45БС1
|
444
|
200
|
8
|
12
|
64,06
|
15,6
|
|
45БС2
|
460
|
300
|
12
|
20
|
133,8
|
7,48
|
|
45Ш1
|
440
|
300
|
12
|
18
|
123,84
|
8,07
|
|
50Б1
|
492
|
200
|
10
|
12
|
74,99
|
13,33
|
|
50Б2
|
496
|
200
|
10
|
14
|
81,26
|
12,30
|
|
50Б3
|
500
|
200
|
10
|
16
|
87,54
|
11,42
|
|
50БС1
|
482
|
200
|
10
|
16
|
85,57
|
11,7
|
|
50БС2
|
482
|
300
|
12
|
16
|
117,8
|
8,49
|
|
50БС3
|
500
|
300
|
12
|
25
|
160,1
|
6,24
|
|
50БС4
|
510
|
300
|
14
|
30
|
190,8
|
5,24
|
|
50Ш1
|
482
|
300
|
12
|
16
|
118,32
|
8,45
|
|
50Ш2
|
487
|
300
|
16
|
18
|
142,43
|
7,02
|
|
50Ш3
|
493
|
300
|
16
|
20
|
152,10
|
6,57
|
|
50Ш4
|
499
|
300
|
18
|
25
|
182,20
|
5,49
|
|
55Б1
|
543
|
200
|
10
|
14
|
89,35
|
11,19
|
|
55Б2
|
547
|
200
|
10
|
16
|
91,23
|
10,96
|
|
55БС1
|
551
|
220
|
10
|
18
|
102,6
|
9,75
|
|
55БС2
|
547
|
200
|
10
|
16
|
90,67
|
11,0
|
|
60Б1
|
596
|
200
|
10
|
16
|
95,08
|
10,51
|
|
60Б2
|
600
|
200
|
12
|
18
|
110,65
|
9,03
|
|
60БС1
|
577
|
240
|
12
|
16
|
111,6
|
8,96
|
|
60БС2
|
585
|
240
|
12
|
20
|
126,7
|
7,89
|
|
60БС3
|
585
|
320
|
12
|
20
|
151,8
|
6,59
|
|
60БС4
|
595
|
320
|
14
|
25
|
185,5
|
5,39
|
|
60БС5
|
605
|
320
|
16
|
30
|
219,2
|
4,56
|
|
60Ш1
|
582
|
300
|
12
|
18
|
137,22
|
7,28
|
|
60Ш2
|
589
|
300
|
16
|
20
|
164,16
|
6,09
|
|
70Б1
|
691
|
260
|
12
|
16
|
127,96
|
7,81
|
|
70Б2
|
697
|
260
|
14
|
20
|
154,85
|
6,45
|
|
70БС
|
693
|
230
|
12
|
16
|
120,61
|
8,29
|
|
70БС1
|
685
|
260
|
12
|
20
|
142,4
|
7,02
|
|
70БС2
|
685
|
320
|
14
|
20
|
171,4
|
5,84
|
|
70БС3
|
695
|
320
|
14
|
25
|
196,5
|
5,09
|
|
70БС4
|
705
|
320
|
16
|
30
|
231,7
|
4,32
|
|
70БС5
|
725
|
320
|
20
|
40
|
302,2
|
3,31
|
|
70БС6
|
692
|
230
|
12
|
16
|
119,9
|
8,34
|
|
70Ш1
|
692
|
300
|
14
|
20
|
166,86
|
5,99
|
|
80Ш1
|
782
|
300
|
14
|
18
|
167,77
|
5,96
|
|
80Б1
|
791
|
280
|
14
|
18
|
206,50
|
4,84
|
|
80Б2
|
798
|
280
|
14
|
20
|
218,12
|
4,58
|
|
80БС1
|
791
|
280
|
14
|
18
|
162,1
|
6,17
|
|
80БС2
|
815
|
300
|
18
|
30
|
248,0
|
4,03
|
|
90Ш1
|
881
|
300
|
16
|
20
|
200,83
|
4,97
|
|
90БС1
|
895
|
300
|
16
|
20
|
201,6
|
4,96
|
|
90БС2
|
927
|
300
|
16
|
36
|
276,9
|
3,61
|
|
100БС1
|
995
|
320
|
16
|
25
|
244,3
|
4,09
|
|
100Ш1
|
990
|
320
|
16
|
22
|
292,16
|
3,42
|
|
100БС2
|
1005
|
320
|
16
|
30
|
269,4
|
3,71
|
|
100БС3
|
1017
|
320
|
20
|
36
|
329,2
|
3,04
|
|
120БС1
|
1280
|
400
|
12
|
20
|
242,4
|
4,13
|
|
120БС2
|
1280
|
450
|
14
|
20
|
277,6
|
3,60
|
|
140БС1
|
1440
|
400
|
12
|
20
|
257,5
|
3,88
|
|
140БС2
|
1440
|
450
|
12
|
20
|
273,2
|
3,66
|
|
140БС3
|
1450
|
500
|
14
|
25
|
350,1
|
2,86
|
|
160 БС1
|
1568
|
600
|
12
|
16
|
323,43
|
3,09
|
|
160 БС2
|
1576
|
650
|
12
|
20
|
384,69
|
2,06
|
|
160 БС3
|
1572
|
700
|
14
|
25
|
480.
|
2,08
|
|
180 БС1
|
1772
|
600
|
14
|
25
|
498,82
|
2,00
|
|
180 БС2
|
1768
|
700
|
16
|
25
|
543,72
|
1,84
|
|
180 БС3
|
1760
|
800
|
20
|
30
|
692,31
|
1,44
|
|
200 БС1
|
1960
|
800
|
20
|
30
|
741,29
|
1,35
|
|
200 БС2
|
1950
|
800
|
25
|
40
|
963,35
|
1,04
|
|
200 БС3
|
1940
|
800
|
30
|
50
|
1183,78
|
0,84
|
 86
86ООО ПСК Новинский завод металлоконструкций предоставляет услугу по производству сварной двутавровой балки. Ваш запрос вы можете отправить по адресу: [email protected], а также уточнить любые вопросы у наших консультантов по многоканальному телефону: 8 495 797 5576
Ваш запрос вы можете отправить по адресу: [email protected], а также уточнить любые вопросы у наших консультантов по многоканальному телефону: 8 495 797 5576
Производство сварной двутавровой балки — цена на заводе в СПб и Москве
Изготовление сварной балки на «ЗАВОДЕ МЕТАЛЛОКОНСТРУКЦИЙ СТАРОРУССКОМ»
| НАИМЕНОВАНИЕ | ОПИСАНИЕ |
| Название линии | BMW–TC–1500-800 s.n. – 634/14w, 03/2014 года |
| Высота стенки (мин/макс). мм | 300 – 1500 с полкой |
| Толщина стенки (мин/макс), мм | 5 – 40 |
| Ширина полки (мин/макс), мм | 150 – 800 |
| Толщина полки (мин/макс), мм | 5 – 50 |
| Длина балки (мин/макс), мм | 6000 – 12000 |
| Масса балки, кг/мп | 800 |
| Ход вертикального гидроцилиндра (разница сечений стенки), мм | 1300 |
| Угол наклона одной из полки, град | 20 |
| Сборка и центровка заготовки | автоматически |
| Регулировка для многопроходной сварки | автоматически |
| Правка грибовидности и серповидности | автоматически до толщины 30мм |
| Рециркуляцию флюса | автоматически |
| Виды сварной балки | тавр, двутавр, короба, балка переменного сечения |
| Название источников питания | Lincoln Electric DC-1000 |
| Способ сварки | Автоматическая под слоем флюсом |
| Процесс сварки | TwinArc двойная расщепленная дуга |
| Диаметр сварочной проволоки, мм | 1,6 — 2,0мм |
| Сварочные контроллеры (головки) | Lincoln NA/3s |
| Сварочный комплект | к/129 для проволоки ф2,0мм |
| Максимальный катет за один проход, мм | 9х9 |
| Общие данные | |
| Длина/ширина линии в сборе | 38,0 / 4,4 метра |
| Электрическая часть | Nуст=180кВт, 3х380В, АС+, 50Гц |
| Пневматическая система | Pуст=10бар, Расход 6м3/мин |
| Гидравлическая система | Corimpex |
Процесс изготовления сварной двутавровой балки
Раскрой листовой стали на полосы
Сборка балки на прихватки
Сварка поочередно четырех швов балки
Правка геометрии полок балки — фрезерование торцов балки
Дробеструйная обработка балки
Покраска балки
Раскрой листового металла на полосы нужной длины и ширины на установке газотермической резки с ЧПУ, которая позволяет распускать лист одновременно девятью резаками. Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
1
Производится для улучшения провара на кромкофрезерном стане.
2
Подготовленные заготовки (полосы) укладываются с помощью крана на входной конвейер сборочного стана, фиксируются и позиционируются с помощью трех комплектов зажимов сборочного стана. Затем сборочный стан, в соответствии с исходными параметрами стенки и полок, производит центрирование и гидравлическое обжатие заготовок. Пуск и остановка процесса сборки балки контролируются с пульта управления.
Процесс сборки:
- сборка профиля T-образной формы;
- собранный тавр с помощью крана кантуется на 180° и возвращается на входной рольганг сборочного стана;
- сборка двутавровой балки.
3
Во время сварки балка располагается на стапелях под углом 45 градусов, что обеспечивает хороший провар и катет шва. На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала. Установка оснащена лазерной системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса.
На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала. Установка оснащена лазерной системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса.
4
Во время производства сварной двутавровой балки непременно возникает нарушение «геометрии» ее полок — «грибовидность», которая появляется в результате нагрева металла. Стан для правки сварных двутавровых балок предназначен исправлять эту деформацию, путем ее прокатки через систему роликов, используя при этом свойства упругости металла.
5
Дробеструйная установка — это разновидность оборудования, предназначенная для очистки металлических конструкций после проведения сварочных работ. Машина производит мощные струи стальной дроби, направленные на поверхность конструкции под разными углами, удаляющие ржавчину, сварочный шлак, грязь, жировой налет, создавая блестящую чистую поверхность металла, с целью улучшения качества лакокрасочного покрытия.
6
Гарантированное качество продукции
Наши возможности позволяют выполнять изготовление сварных тавровых и двутавровых балок.
Производим изделия:
По чертежам КМД
На современном оборудовании
Из сталей высшего качества
Различных типоразмеров
Клиентам из Санкт-Петербурга, Москвы и других городов России предоставляются все необходимые гарантии соответствия реализуемых работ требованиям сертификации и высочайшего качества готовой продукции.
Предоставление комплекса проектно-производственных услуг
Оперативное выполнение заказов
Доступность цены на сварные тавровые и двутавровые балки
Помощь в доставке продукции автомобильным или железнодорожным транспортом
Примерную стоимость сварной балки можно рассчитывать с помощью специального калькулятора, присутствующего на нашем сайте. Консультации по вопросам сотрудничества предоставляются по телефону.
Смотреть видео
Сварная балка – производство и технология сварки
- Преимущества сварных двутавровых балок
- Технологический процесс производства сварных балок двутаврового сечения
- Как выполняется сварка балок двутаврового сечения
- Сварочные установки, используемые в производстве балок двутаврового сечения
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.
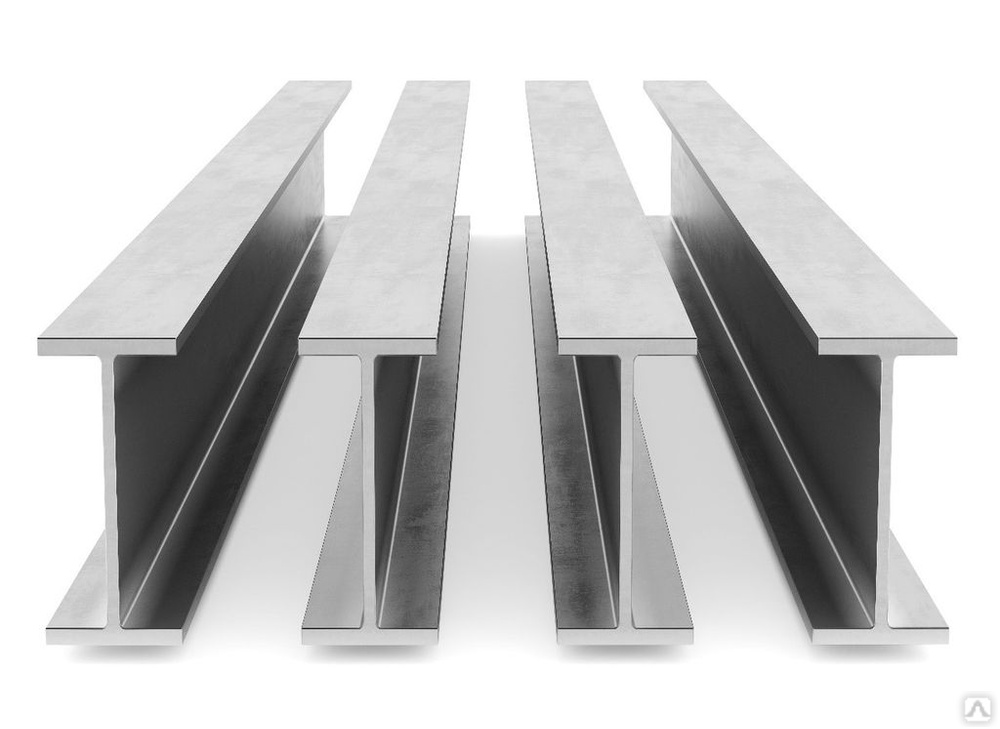
Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровки
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операция
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
Сварка
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.
Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделия
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
Оборудование портального и консольного типа
На таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.
Консольная сварочная установка с ЧПУ
Сварочные манипуляторы
Сварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторы
Наиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Сварная двутавровая балка: изготовление, сварка между собой
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции. Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной. Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении.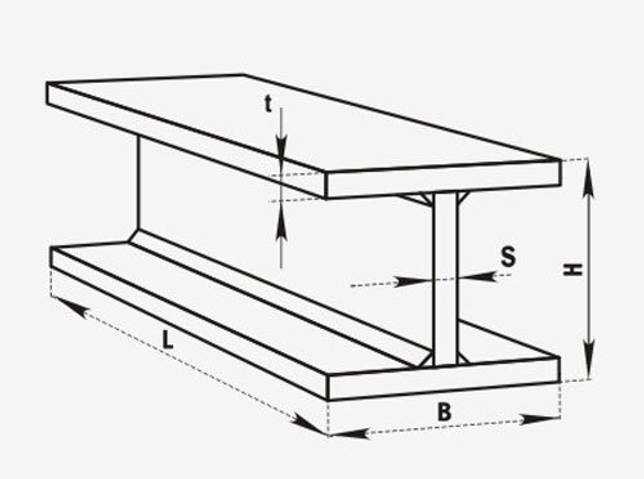 А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Из какого материала и как изготавливаются балки?
Для строительных работ используются перекрытия, которые различаются по материалу и виду изготовления:
- Деревянные. Делятся на цельнобрусовые и комбинированные (склеенные из ДВП, фанеры и дерева).
- Металлические. Бывают трех классификаций: выполнены способом горячего литья уже готовой формы, сваркой отдельных частей и особые кровли из легких металлов для спортивных, концертных и выставочных сооружений.
- Железобетонные. Производятся либо в промышленных условиях с непременной вставкой арматуры, либо способом литья сразу на строительной платформе.
Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей. Профиль сечения имеет короткие стенки по отношению к главному ребру.
- Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т.п.
Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Преимущества сварного метода производства балок
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Порядок работ.
При выполнении сваривания стыков есть и свой порядок проведения работы, который просто необходимо соблюдать, если вы хотите добиться желаемого результата.
Разберем данные этапы более детально:
- Начинается сварка всегда с элементов, которые имеют поперечное соединение. Связано данное правило с тем, что поперечные соединения после их выполнения, дают довольно большую усадку. Также скажем, что элементы свариваются исключительно по отдельности – соединяются стыки поясов балки, затем стыки стенки, а ребра жесткости также провариваются отдельно от других элементов.
- Как только первичная сборка завершена, можно двигаться дальше. Сначала производится накладка поясных швов.
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.
 е. как раз для строительства частного жилого дома.
е. как раз для строительства частного жилого дома. - Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью.
 Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности. - Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.

- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Правильная сварка двух каналов друг с другом.
Существует несколько способов правильного подключения обоих каналов путем сварки.
Выберите необходимый вам метод в соответствии с условиями, в которых используется эта структура, нагрузкой, которая будет работать на нее, а также общей длиной структуры и ее степенью важности. В большинстве случаев сварные каналы подвергаются изгибу или эксцентрическому прессованию, в то время как чистое сжатие выполняется только тогда, когда нагрузка соответствует конструкции центральной гильзы профиля.
Перед сваркой по-прежнему стоит проверять стандарты ГОСТ, принимая во внимание все параметры, которые будут полезны в будущем.
Следует также помнить, что любое соединение со сваркой может ослабить оригинальный дизайн.
В этом случае оказывается, что сварочная прочность сварного шва больше, чем для обычного металла, но сам металл в области сварки потеряет около 10-20% от начальной силы. Для сварки каналов вы можете использовать электроды SSSI для получения высококачественного шва. Если вы хотите работать с этим электродом, вам нужны некоторые навыки, поэтому, если вы еще не получили эти электроды, лучше попытаться работать на грубой пробеле, похожей на будущий дизайн.
Подготовка перед сваркой
Перед началом сварки каналов с электродами SSSI вы должны тщательно подготовить конструкционные элементы, удалить ржавчину из металла и других примесей.
Аналогичный тип сварки выполняется на полярной стороне с короткой дугой. Для практической сварки вам может потребоваться около 5 кг. электродов и около недели. Когда скорость и простота являются для вас главными, а проблема качества — в фоновом режиме, то каналы могут быть подключены к передней сварке.
Если они борются за качество и высокую структурную прочность, лучше всего использовать их для электродов марки SSSI, и соединения производятся по стандарту ГОСТ для сварочных каналов, в результате чего гарантируется надежная, обычная и бесшовная сшивка.
Чтобы получить правильный и самый важный надежный шов, вам сначала нужно собрать более толстые, а затем стройные элементы дизайна. Следует также иметь в виду, что патч следует использовать по всему периметру, чтобы не пройти большой зазор между свариваемыми деталями. В конце концов, влага, которая попадает в такой промежуток, приводит к образованию гигантской коррозии, которая может накапливаться в течение последних лет, приводя к разрушению отдельных частей структуры.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.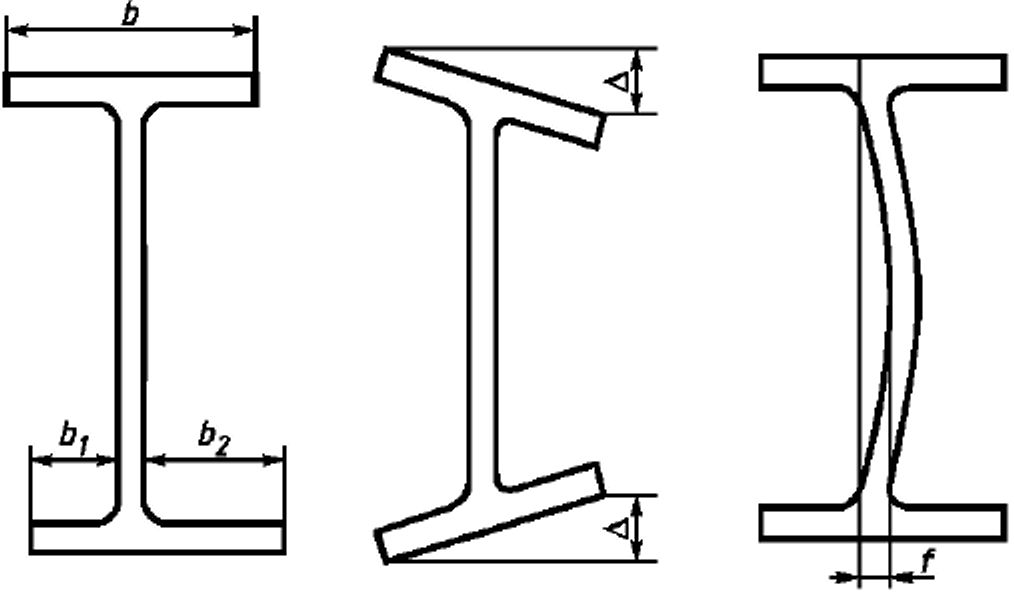
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
область применения и производство, преимущества, стоимость
В нынешнее время сварной двутавр довольно прочно закрепился в сфере строительства. Свойства обычных балок тускнеют по сравнению со свойствами двутавровых. Стандартные балки делают конструкцию зданий слишком тяжёлой, так как их элементы скрепляются слишком большим количеством штырей, заклёпок, болтов.
Путём применения двутавровых балок можно неплохо сэкономить на каркасных конструкциях.
- Производство
- Преимущества
- Стоимость
- Виды сварочного оборудования
- Сварочные манипуляторы
Область применения сварных двутавровых балок довольно широка. Она охватывает как обычное строительство, так и машиностроение. С их помощью можно создавать множество разных конструкций таких как: несущие рамы, вертикальные опоры, перекрытия. Будучи горячекатаными, вышеназванные конструкции имеют больший вес. Больше всего сварные двутавры подходят для схем всевозможных сооружений с большими пролётами.
Производство
Любое производство всегда проходит согласно определённой технологии. Описываемое в статье изготовление сварной балки — не исключение из этого правила. Для изготовления сварных двутавров используется обычная листовая сталь. Перечислим ниже все этапы производства двутавровых балок. Процесс производства сварных конструкций можно разделить на шесть пунктов:
- Листы для заготовки отправляются на автоматизированную обработку их термической резкой. Для данного типа обработки применяются станки с ЧПУ. Там их последовательно раскраивают на продольные полосы-штрипсы с установленными заранее параметрами ширины и длины.
- Над металлической кромкой проводится специальная фрезерная обработка. Для этих целей используется фрезеровочный станок. Таким образом швы при производстве провариваются намного лучше
- Следующим шагом — двутавровую балку необходимо собрать. Собираются двутавры на высокопроизводительных станках. Процесс изготовления балки делится всего на два этапа. На первом этапе сборки собирается т-образный профиль, на втором этапе — н-образный. При помощи гидравлических прижимных механизмов штрипсы закрепляют в определённом положении. Данный процесс не составит особого труда тем, кто целиком сверялся с проектными данными и точно соблюдал симметрию и перпендикулярность отдельных деталей.

- Далее производится сварка двутавра. Для того чтобы обеспечить готовому сварному двутавру качественные швы и высокую прочность, сварочный процесс ведется на автоматических линиях и под флюсом. При сварке открытой дугой происходит сильное разбрызгивание и угар, из-за этого может попусту уходить до 30 процентов металла. Когда сварка идёт встык под флюсом, теряется, как правило, не больше одного-двух процентов. Горячий металл, остывающий под флюсом, замедляет процесс охлаждения расплавленного двутавра и тем самым значительно улучшает выход газа из-под слоя металла.
- Может возникнуть необходимость внести некоторые исправления в готовый продукт, а если точнее, то править его геометрию. Вследствие термических воздействий, которым двутавр подвергается в процессе изготовления, он может слегка деформироваться и изменить форму стенок или полок нежелательным образом. Чтобы этого не произошло, в конце производства двутавровая балка отправляется на роликовый стан, где все нежелательные деформации выравниваются.
- После всего вышеперечисленного необходимо провести процесс очистки двутавра от возможных загрязнений. В частности, после сварки на ней могли образоваться окалины. Очищается сварная балка посредством пескоструйной установки. Также в процессе очистки могут применяться антикоррозийные грунтовочные смеси.
По окончании производства готовая балка проходит контроль качества. Проверяется состояние сварных швов как визуальным, так и ультразвуковым способами.
Преимущества
Если сравнивать сварные двутавровые балки и горячекатаные двутавровые балки, первые окажутся куда более экономически выгодными. Перечислим основные плюсы их использования:
- Заметно меньший вес конструкции. Использование сварных металлических двутавровых балок заметно облегчает конструкцию, позволяя ей не снижать свою прочность. Достигается такой эффект благодаря рациональному подходу к подбору составного сечения. Сэкономить на металле получается примерно на 10−15%.
- Возможность использовать различные марки стали на различных участках конструкции. На участках с большими нагрузками требуется большая прочность, на не испытывающих сильных нагрузок — меньшая. Сварной двутавр устроен таким образом, что это можно регулировать. В итоге получаем экономию.
- Большая вариативность. Сварные двутавры при изготовлении их методом сварки можно выпускать с асимметричным сечением. Таким образом, куда более оптимально подбирается площадь сечения двутавра.
- Достаточно небольшая по сравнению с другими видами балок цена. Горячекатаный двутавр при той же самой площади сечения стоит куда меньше, чем изготовленный сварочным методом. Ещё важно то, что длина двутавра регулируется в процессе производства в зависимости от габаритов здания, для которого она изготавливается. Во-первых, такой способ действия значительно облегчает монтаж двутавра, во-вторых — уменьшает количество отходов.
youtube.com/embed/aVeBhtp2E7k»>
Стоимость
Каков объём заказа, такова и цена этого самого заказа. То есть цена напрямую зависит от количества двутавров, которые необходимо изготовить. Если партия не такая уж и большая, применяется оборудование с малыми производительными характеристиками. Такой расклад увеличивает себестоимость двутавра, делает его более дорогим. Если размеры заказа достаточно велики, используются автоматические линии с высоким уровнем производительности, что, соответственно, уменьшает их цену.
Виды сварочного оборудования
Автоматическое сварочное производство является наиболее оптимальным методом сварки двутавров. Это обеспечивает производителю:
- Экономию на материалах, необходимых для сварочных работ.
- Уменьшение числа необходимых добавочных операций — например, кантовать и позиционировать заготовки больше не требуется.
- Уменьшение числа работников, необходимых для того чтобы производство проходило нормально.
Сварочные манипуляторы
Но автоматическое производство — это не единственный способ сварки двутавров. Для процесса обработки двутавров подходит ещё такое оборудование как сварочные манипуляторы. Они отличаются высоким уровнем автоматизации, имеют рационально спроектированную конструкцию, часто идут в комплекте с дополнительным навесным оборудованием (и снабжаются им опционально). На очень многих предприятиях в них специально монтируют сварочные автоматические головки.
Эти головки имеют возможность работать в атмосфере инертных газов, углекислого газа и под жидким флюсом. Эта их способность делает сварочный манипулятор довольно многозадачным инструментом, позволяет предприятиям решать самые разные задачи в области сварки.
Данный способ сварки является не самым оптимальным, но, пожалуй, самым простым. Подойдёт он только для производства небольших партий. В иных случаях его применение будет экономически не вполне оправданным.
Сварка двутавровых балок — WALDUN
Сварка двутавровых балок – Подробное руководство по часто задаваемым вопросам
Знаете ли вы, как свариваются двутавровые балки? У вас есть хоть малейшее представление о том, как их можно использовать для сварки?
I-лучи могут быть чем-то, что вы знаете по имени, но уверены ли вы, что полностью его понимаете? Из этого полного руководства по сварке двутавровых балок вы узнаете:
- Что такое двутавровые балки
- Какие производители двутавровых балок и кому следует доверять
- Как свариваются балки
- И многое другое!
Без лишних слов, приступим!
Что такое I Beam?
Это тип балки, который обычно используется в конструкционной или строительной отрасли.
Пример того, как выглядит двутавровая балка
Мы знаем ее как двутавровую балку, потому что она принимает форму буквы «I», когда вы смотрите на нее спереди.
Если вы думали, что двутавровая балка такая же, как двутавровая, подумайте еще раз! Ниже мы поможем вам понять это подробнее.
Части I Beam
Различные компоненты I Beam
Части I Beam включают в себя:
- Flance
- Web
9000 2 9003
. Лучи?
Когда вы видите структуру или конструкцию двутавровой балки, вы можете не понять, для чего она нужна.
Чтобы полностью понять важность двутавровых балок, представьте себе цельный кусок фанеры. Поместите эту фанеру так, чтобы оба ее продольных конца опирались только на край.
Пока он в этом положении, попробуйте встать на середину фанеры. Возможно, вы даже не сможете — он сломается.
Теперь, чтобы добавить дополнительную прочность и поддержку, попробуйте поместить одну полосу пенополистирола под эту фанеру, а другую часть фанеры под ней.
И фанера, и пенополистирол являются слабыми материалами; но с этим дополнением вы сможете легко стоять посередине!
Это подводит нас к следующему вопросу, а именно…
Зачем использовать I-лучи?
Поскольку они спроектированы так, чтобы сгибаться и сжиматься вверху и напрягаться внизу, вы можете найти для них множество различных применений.
Двутавровая балка, соединенная с другим стальным стержнем с помощью болтов и сварки
Наиболее распространенные причины, по которым используются двутавровые балки, включают: и обычно требует меньше материала
Это лишь некоторые из наиболее распространенных причин, по которым вы захотите использовать двутавровые балки. Среди прочего, есть и другие, такие как гибкий дизайн.
Можете ли вы присоединиться к I Beams вместе?
Да, вы действительно можете соединить и сварить две (2) части двутавровых балок вместе.
Вот краткий обзор того, как I-образный луч объединяется и сплавляется с другим I-лучевым элементом
Процесс того, как вы можете добиться этого, обычно выполняется либо сваркой, либо болтами. Соединение будет осуществляться из-под каждого фланца, стенки и/или фаски.
Присоединение к ним может означать повышение или увеличение диапазона поддержки и силы; или для того, чтобы он мог охватить больший набор компонентов или частей.
Отличие двутавровой балки от двутавровой Однако на самом деле это не так.
Только по их структуре вы уже можете сказать разницу
Оба они могут иметь одинаковую структуру и назначение, но это не одно и то же! Вот несколько отличий, которые вы должны иметь в виду:
Разница фланцев
Одной из наиболее отличительных особенностей, которыми они отличаются, являются фланцы.
Полки двутавровой балки, как правило, толще, а это означает, что вы используете их в приложениях, где необходимо поддерживать больший и более тяжелый вес, чем обычно.
Кроме того, полки двутавров имеют наклон – это помогло обозначить его как двутавр. Двутавровые балки, с другой стороны, имеют сплющенные, выровненные полки.
Разница в прочности и долговечности
Стенка, или центр, или высота балки обычно определяют прочность балки.
Поскольку двутавровые балки выше и толще, мы можем сделать вывод, что они прочнее. Но двутавровые балки имеют лучшее и большее сопротивление полки, чем двутавровые балки.
Области применения
Наконец, двутавровые и двутавровые балки сильно различаются по применению. Но вы не ограничены в использовании только для того, для чего вы можете его использовать!
При выборе одного из них необходимо учитывать следующее:
- Изгиб
- Пряжка
- Напряжение и сжатие
- Прогиб
- Вибрация
Это лишь некоторые из факторов, которые вам помогут определить. отличить двутавровую балку от двутавровой.
Двутавровые балки разных размеров
Различные производители и поставщики двутавровых балок производят балки разных размеров. На самом деле, это также будет зависеть от потребностей клиента.
На самом деле, это также будет зависеть от потребностей клиента.
Однако в проведенном нами исследовании наиболее распространенные размеры двутавровых балок, которые производят производители, находятся в диапазонах W 21” x 44” с глубиной 20,7” и шириной 6,5” и W 27 x 102 с глубина 27,1 дюйма и ширина 10,02 дюйма.
Чтобы помочь вам, вот короткое видео о том, как определить собственный вес балки:
Сколько стоит I Beam?
В понимании I балки одной цены недостаточно, чтобы вы могли понять, сколько вам нужно.
Цены отличаются, если учитывать только материалы или включает установку.
Чаще всего одна стальная двутавровая балка будет стоить от 5 до 20 долларов за фут только за материал. Однако, если он включает установку, это будет стоить вам от 90 до 500 долларов за фут.
Итак, лучше всего финансировать производителя и поставщика сварки двутавровых балок. Вы не только получите лучшие цены, но и получите помощь в установке!
Кому можно доверить сварку I Beam?
В Китае компания Waldun является ведущим производителем и поставщиком сварки двутавровых балок.
Передовые технологии и инженеры Waldun, наблюдающие за процессом
Наша компания использует машины собственного производства, которые мы также продаем предприятиям и компаниям, которые в них нуждаются!
Будучи лучшим производителем двутавровых балок, вы можете рассчитывать на нашу помощь, если вам нужны машины для сварки двутавровых или двутавровых балок!
Получите бесплатную консультацию прямо сейчас!
Хотите приобрести нашу продукцию? Свяжитесь с нами по почте и ожидайте ответа в течение 12 часов!
Мы можем предоставить вам именно то предложение, которое вам нужно!
Стальные двутавровые балки для стыковой сварки
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Стальные двутавровые балки для сварки встык
11.
 02.2014
02.2014#1
Стыковая сварка стальных двутавров
Привет всем,
Я хочу соединить встык две 6-дюймовые двутавровые балки вместе, чтобы сделать одну более длинную балку. Помимо снятия фаски с концов и сварки по периметру, есть ли способ «содрать» плоские пластины по бокам, чтобы сделать ее прочнее? Это вообще нужно?
У меня есть несколько двутавровых балок, перекрывающих мой гараж для антресоли для хранения, и соединение в них сделано по диагонали и просто встык. Кажется, держится уже много лет, но просто интересно, есть ли лучший способ.
Кажется, я где-то здесь однажды видел сообщение, где кто-то разместил руководство или ссылку на какое-то руководство, в котором показаны различные конфигурации соединений для этого. К сожалению, не могу найти этот пост! Кажется, там что-то говорилось о том, что не нужно приваривать концы пластин парши, а только верхний и нижний края. Я думаю, что я бы перекрыл стыки примерно на 12 дюймов с каждой стороны.
К сожалению, не могу найти этот пост! Кажется, там что-то говорилось о том, что не нужно приваривать концы пластин парши, а только верхний и нижний края. Я думаю, что я бы перекрыл стыки примерно на 12 дюймов с каждой стороны.Я строю небольшой пешеходный мост через ручей. Ответственность не является проблемой.
Буду признателен за любой совет или ссылку на мануал.Спасибо
Ответить с цитатой
11.02.2014
#2
Re: Стыковая сварка двутавровых балок.

Если вы плохо разбираетесь в сварке с открытым корнем, вы можете вырезать птичий рот в паутине и использовать опорную пластину для сварки фланцев, а также опорную пластину на паутине.
Прикрепленные изображения
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить с цитатой
11.02.2014
#3
Стыковая сварка стальных двутавров
Кеп, не мог бы ты взять, скажем, пластину размером 12 x 12 x 1/2 или, может быть, 3/8 дюйма и фишинговую пластину, которая стыкуется с обеих сторон? Я не предлагаю, а задаю вопрос.

Отправлено с моего iPhone с помощью Tapatalk
Ответить с цитатой
11.02.2014
#4
Re: Стыковая сварка двутавровых балок.
Я не понимаю, почему бы и нет, это постоянно делается на технике для перемещения грунта, стрелах экскаваторов и т. д. Только не используйте углы в 90 градусов! Овалы или рыбные тарелки в форме ромба — всегда хороший выбор.
 Хотя я никогда не делал этого на конструкционной балке.
Хотя я никогда не делал этого на конструкционной балке.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Шпульный пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить с цитатой
11.02.2014
#5
Re: Стыковая сварка двутавровых балок.

В вашей ситуации я бы покрыл нижний фланец. Возьмите пластину немного уже, чем балка, и сварите только ее стороны. Если вы чувствуете, что по какой-то причине вам нужно сварить концы, сделайте надрез на них, чтобы сварные швы не проходили прямо поперек. Вы не получите большой выгоды от обшивки верхней части, пока все давление будет направлено вниз на балку. Если по какой-то причине вы не можете нанести покрытие на дно, нанесите покрытие на верхнюю часть нижнего фланца с обеих сторон стенки.
Ответить с цитатой
11.02.2014
#6
Re: Стыковая сварка двутавровых балок.

Вот деталь из кодовой книги AWS D1.1. Это сделано для увеличения грузоподъемности балок. Но если вы не уверены в своих способностях к сварке, это тоже может помочь. Я обычно вижу их с 6 на 12 сварных швов.
Прикрепленные изображения
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014
#7
Re: Стыковая сварка двутавровых балок.

На небольших балках, таких как упомянутые 6-дюймовые балки, мне нравится резать стыки под углом 45 градусов. На мой взгляд, это помещает напряжение на большую площадь и дает большую площадь поверхности для сварки. Для приложения с высокими нагрузками, такого как рама грузовика, я бы натянул пластину или часть рамы, по крайней мере, в 3 раза превышающую высоту, 18 дюймов для 6-дюймовой балки.
Miller xmt304, Miller S22 p12, Miier Maxstar SD, Miller 252 w 30A, Miller super32p12, Lincoln Ranger 9, Thermal Arc 181I с шпулей, Hypertherm 10000, горелки Smith. Минидуга Esab 161lts.
Ответить с цитатой
11.02.2014
#8
Re: Стыковая сварка двутавровых балок.

Нет необходимости создавать сложные отверстия сверху и снизу 45 с одной стороны опорный стержень полные фланцы пера перемычка V-образный небольшой горячий проход с обеих сторон 3/16 6010 или пластина внахлест и угловой сварной шов вокруг всех напряжений на фланцах.
Ответить с цитатой
11.02.2014
#9
Re: Стыковая сварка двутавровых балок.
Объясните, почему углы фиш-тарелки не должны быть прямыми. Вы свариваете только боковые стороны рыбной пластины или все стороны?
Отправлено с моего iPhone с помощью Tapatalk
Ответить с цитатой
11.
 02.2014
02.2014#10
Re: Стыковая сварка двутавровых балок.
Сварка поперек фланца создает линию напряжения, где может начаться трещина, поэтому ее следует по возможности избегать. Если вам нужно сваривать поперек какой-либо балки, если вы свариваете под углом, это сводит к минимуму это.
Ответить с цитатой
11.02.2014
#11
Re: Стыковая сварка двутавровых балок.

просто сделайте 30-градусный скос с обеих сторон каждой детали с посадкой на 1/8 в центре. полная ручка .сварить примерно на 1/16 гордится заподлицо ..7018 конечно ..
Встречайте все времена с позитивным настроем, тогда и только тогда вы сделаете все возможное.
Ответить с цитатой
11.02.2014
#12
Re: Стыковая сварка двутавровых балок.

Спасибо
Отправлено с моего iPhone через Tapatalk
Ответить с цитатой
11.02.2014
№13
Re: Стыковая сварка двутавровых балок.
Первоначально Послано papasmirf
Объясните почему у фиш пластины углы не должны быть прямыми. Вы свариваете только боковые стороны рыбной пластины или все стороны?
Несколько лет назад один парень на форуме Миллера опубликовал это фото.
 Хороший пример того, как скручивать сварные швы при завершении шва, это помогает предотвратить повышение напряжения.
Хороший пример того, как скручивать сварные швы при завершении шва, это помогает предотвратить повышение напряжения.Прикрепленные изображения
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014
№14
Re: Стыковая сварка двутавровых балок.

Он не строит ничего с большой нагрузкой на это, чтобы кричать вслух, если вы не в состоянии надежно сварить, нет причин продолжать добавлять кусок. Бьюсь об заклад, у вас двутавровая балка 6х12 или 6х13? Скосите обе балки, проведите вокруг них 7018 и двигайтесь дальше, в худшем случае добавьте пластину размером 12×6 к стенке и приварите ее стежком, не нужно перегревать эту маленькую балку.
Ответить с цитатой
11.02.2014
№15
Re: Стыковая сварка двутавровых балок.

Вот некоторые виды подготовки суставов, которые я использую, в зависимости от веса балки.
Прикрепленные изображения
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014
№16
Re: Стыковая сварка двутавровых балок.

Большая часть того, что было сказано, является хорошим советом общего характера, но без дополнительной информации, такой как размер балки и длина пролета, невозможно дать много полезных советов. Тип соединения, который вам понадобится, будет во многом зависеть от размера балки и длины пролета. Например, если вы используете обрезки большой балки и имеете более короткий пролет, вы можете обойтись только сварным соединением. Но если вы используете более легкие балки или более длинные пролеты, то сварное соединение может не держаться независимо от того, что вы используете для его сварки, там потребуется металлизация. Обшивка паутины поможет некоторым усилить соединение, но не даст максимальной прочности.
Ответить с цитатой
11.02.2014
# 17
Re: Стыковая сварка двутавровых балок.

Первоначально Послано CEP
Вот некоторые соединения, которые я использую, в зависимости от веса балки.
Спасибо, ребята! КЭП, какие милые рисунки!
Скос понял и 7018 точно. Эти балки будут сращены вместе на земле, так что доступ со всех сторон будет легким. Я предполагаю, что это просто что-то о пластинах по обе стороны паутины, которые выглядят так, как будто они будут прочнее? Я уверен, что скошенные соединения будут более чем достаточно прочными.Никто не помнит, что видел это маленькое руководство по созданию структурных соединений? Я уверен, что хотел бы сохранить его сейчас!
Еще раз спасибо всем!
Ответить с цитатой
11.02.2014
# 18
Re: Стыковая сварка двутавровых балок.
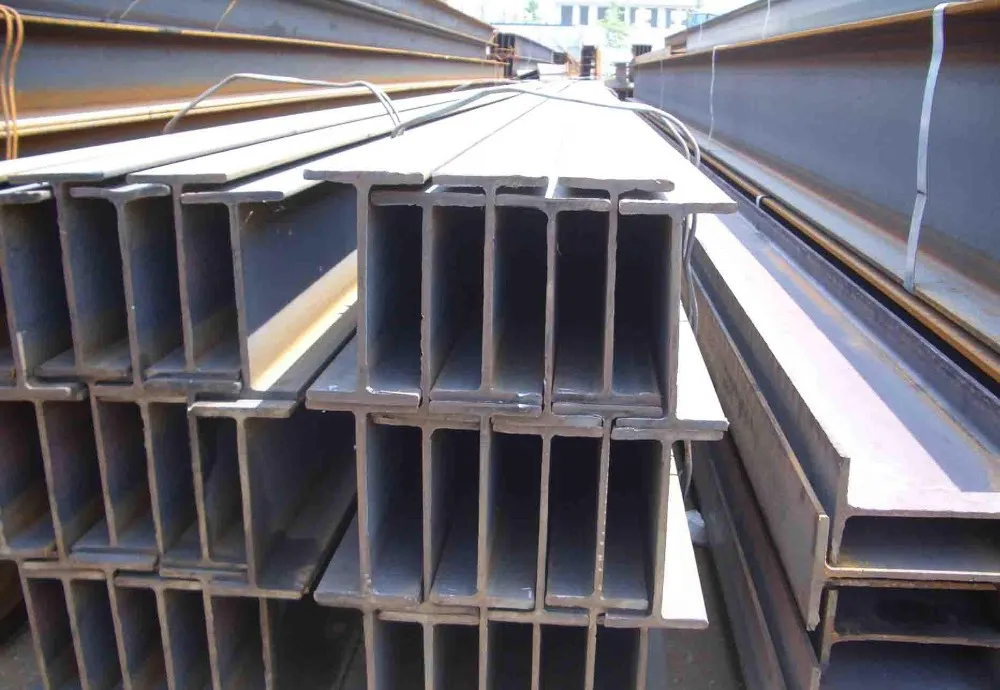
существует несколько способов соединения двутавровых балок в зависимости от пролета и нагрузки. вы делаете это на земле или на месте? если сварка выполняется на воздухе, сделайте эту нижнюю усиливающую пластину на эскизе бечевки шире, чем балка, чтобы не было сварки над головой.
и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
11.02.2014
# 19
Re: Стыковая сварка двутавровых балок.

Первоначально Послано Ultralow787
Спасибо, ребята! Я предполагаю, что это просто что-то о пластинах по обе стороны паутины, которые выглядят так, как будто они будут прочнее?
Обшивка стенки в вашем случае не так прочна, как обшивка полки. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.
Ответить с цитатой
11.02.2014
#20
Re: Стыковая сварка двутавровых балок.

doc,
Я могу перевернуть его, и он соединится с землей. Мне нравится 3-я версия сверху скетчей КЭП. Если я решу добавить накладки по обеим сторонам паутины, они должны быть в форме ромба, или они могут быть просто кусками, скажем, 4 x 1/4 дюйма (или 3/8 дюйма) плоского стержня длиной около 18 дюймов и иметь только верхняя и нижняя кромки сварены (если балка стоит, а мы смотрим сбоку)? Мне сказали, что если приварить вертикальные концы накладок, то появятся дополнительные точки напряжения. Я бы добавил эти накладки по обе стороны от сустава с 9″ на любой балке. Я бы удостоверился, что сварные швы на стенке плоские, чтобы эти пластины могли лежать красиво и ровно. Я видел соединения, сделанные, как на первом изображении CEP, размещенном в верхней части этой резьбы, с опорными пластинами на каждой сварить тоже
спасибоОтветить с цитатой
11.
 02.2014
02.2014# 21
Re: Стыковая сварка двутавровых балок.
Первоначально Послано сварщиком
Обшивка стенки не так прочна в вашем случае, как обшивка фланца. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.
Хорошо, сварщик, я тебя понимаю! Я мог бы легко покрыть нижнюю сторону нижнего фланца куском стали шириной 6 дюймов и длиной 18 дюймов. Должны ли эти усиливающие пластины привариваться только вдоль их длинных сторон, а не поперек фланцев?
Ответить с цитатой
11.
 02.2014
02.2014# 22
Re: Стыковая сварка двутавровых балок.
Прямоугольная пластина в порядке, просто сварите, как вы сказали. Вам придется отшлифовать или обжечь небольшой задний скос, чтобы пластина плотно прилегала к стержню. Одной стороны более чем достаточно для того, что вы делаете.
Miller xmt304, Miller S22 p12, Miier Maxstar SD, Miller 252 w 30A, Miller super32p12, Lincoln Ranger 9, Thermal Arc 181I с катушкой, Hypertherm 10000, резаки Smith. Минидуга Esab 161lts.
Ответить с цитатой
11.
 02.2014
02.2014# 23
Re: Стыковая сварка двутавровых балок.
Это было бы лучше всего. Вы также можете вырезать точку или радиус на конце. Я предпочитаю отсутствие торцевых сварных швов, если только коррозия не является проблемой.
Ответить с цитатой
12.02.2014
# 24
Re: Стыковая сварка двутавровых балок.

Первоначально Послано сварщиком
Обшивка стенки не так прочна в вашем случае, как обшивка фланца. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.
Это правда? Мне кажется наоборот, но я не инженер. Я думал, что паутина несет вес, а два фланца не дают ей скручиваться. Пожалуйста, объясни.
Один вопрос, если использовать 7018 в качестве корневого прохода в открытом корне, развивается ли пористость? Нужно ли использовать подложку или выдалбливать заднюю часть борта в комплекте с 7018?
ТА Аркмастер 300
СМ3
СМТ 304
Подача чемодана S22P12
Экстремальный 12VS
Импульсный генератор Оптима
ТА161С
Максстар 150STL
Hypertherm PM45
Настройка ОП
Штиль 020АВП, 039, 066 МагнумОтветить с цитатой
12.
 02.2014
02.2014# 25
Re: Стыковая сварка двутавровых балок.
PE использовал эту аналогию, чтобы объяснить мне, как балка выходит из строя под нагрузкой. Возьмите мерку, поддержите концы, надавите на центр мерки, что произойдет? Мерка наклоняется то в одну, то в другую сторону. Он не идет прямо вниз. Он изгибается в сторону, пока не сгибается. Итак, если вы усилите полки балки. Или заблокируйте луч как-нибудь. Хитрость заключается в том, чтобы не дать лучу наклониться в сторону. Сеть мало влияет на прочность балки.
Прикрепленные изображения
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
«
Предыдущая тема
|
Следующая тема
»
Разрешения на публикацию
Линия непрерывной сварки двутавровых балок | Galaxie Corporation
Линия непрерывной сварки двутавровых балок | Корпорация Галакси
- О
- Контакт
- +1 (734) 727-0600
- Пишите нам
- Купить подержанное оборудование
- Продайте свое оборудование
- Ликвидация завода
- Управление избыточными активами
- Блог
Brand
Not Specified
Model
Not Specified
Stock #
602771
Condition
Used
Year
Request a Quote
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- ФАЙЛЫ И ПРИЛОЖЕНИЯ
Оснащен
Линия луча Данные входящей катушки:
Макс. Вес катушки: 20 000 фунтов.
Вес катушки: 20 000 фунтов.
Макс. Внешний диаметр катушки: 72 дюйма
Диапазон внутреннего диаметра катушки: 20–29 дюймов
Диапазон ширины: 1 1/2–18 1/4 дюйма
Диапазон толщины: 0,087–0,375 дюйма
Спецификация материала
Материал: мягкая сталь и углерод Сталь
Предел текучести: 45 000 фунтов/кв. дюйм – 80 000 фунтов/кв.0755 Толщина
Старт-стоп до толщины 0,375 дюйма
Накопление полосы: Горизонтальное (3)
Емкость хранения полосы: Скорость калибровочной линии Склад FPM .156″ 100 800 футов
.165″ 100 700 футов
.188″ 70 650 футов
.200″ 60 600 футов
.250″ 50 500 футов
)
Допуски на отсечку:
Летучая пила: +/- 1/2 дюйма
Годовой тоннаж при непрерывном сварочном процессе на основе одного 8-часового сварочного процесса. Сдвиг
(2000 часов в год): 45 000 тонн
Список оборудования:
Примечание. Элементы, отмеченные знаком *, являются новыми или перестроенными в 1997/1998 гг.
Два (2) разматывателя с одной оправкой
Два (2) 5-роликовых рихтовочных станка (модернизированных) с прижимными роликами/столами для снятия кромок
Два (2) устройства для соединения полос (ножницы и концевой сварочный аппарат)
Два (2) горбатых стола (модернизированных)
Две (2) направляющие для скручивания полос
Два (2) горизонтальных накопителя полос
с подающим прижимным роликом
Вращающийся опорный стол для полосы
Внутренняя разгрузочная башня
Выходные прижимные ролики
Направляющие для полосы
Секция подачи полотна
Одна (1) напольная тележка для рулонов
Один (1) разматыватель с одной оправкой
Один (1) 5-валковая машина для правки
с прижимными роликами
Стол для снятия кромок
Один (1) станок для резки и сварки концов (соединение полос)
Одно (1) устройство поворота полосы
Один (1) горизонтальный накопитель полосы (аналогичный фланцу) аккумулятор)
Одна (1) секция ориентации полосы
Секция обработки и отсечки
Одно (1) приспособление для сварки Thermatool
с инструментами для высадки полотна
Съемные блоки для высадки
Направляющие устройства для фланцевых полос
Высокочастотный сварочный стенд с контактами
Два (2) Thermatool Высокочастотные силовые установки
Модель VT 300
Модернизирован в 1998 г.
Одна (1) камера охлаждения луча
с водяными насосами и распылительными трубами
Три (3) стойки для выдвижения луча (восстановлены)
Один (1) выпрямитель луча (восстановлен) )
Одна (1) летающая отрезная пила (перестроенная)
с системой ускорения/измерения ‘Tallyrand’
Выдвижная подставка для пилы
Один (1) конвейер вывода балки и рампы для штабелирования
Одна (1) рампа возврата балки с горизонтальной ленточной пилой
Это полная линия установлены.
Состояние очень хорошее, так как эта линия была значительно модернизирована:
Следующие компоненты были перестроены и модернизированы: сварочные аппараты, электрические элементы управления,
Tallyrand Controls для отключения, 3 аккумулятора.
Переключатель ABB
Цифровые приводы Phazecon, 12500
ПЛК Allen Bradley
Запасные части
Запасные пильные полотна
Вся линия может быть осмотрена под напряжением и в рабочем состоянии.
Будьте первыми, кто увидит наши новые поступления, ликвидацию заводов, акции и новости.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Электронная почта *
Имя *
Первый
Последний
Адреса
Компания
CountryUnited States of AmericaCanadaMexicoAfghanistanAlbaniaAlgeriaAndorraAngolaAntigua and BarbudaArgentinaArmeniaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBhutanBoliviaBosnia and HerzegovinaBotswanaBrazilBruneiBulgariaBurkina FasoBurundiCôte d’IvoireCabo VerdeCambodiaCameroonCentral African RepublicChadChileChinaColombiaComorosCongo (Congo-Brazzaville)Costa RicaCroatiaCubaCyprusCzechia (Czech Republic)Democratic Republic of the CongoDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatini (fmr. «Swaziland»)EthiopiaFijiFinlandFranceGabonGambiaGeorgiaGermanyGhanaGreeceGrenadaGuatemalaGuineaGuinea-BissauGuyanaHaitiHoly SeeHondurasHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMicrone siaMoldovaMonacoMongoliaMontenegroMoroccoMozambiqueMyanmar (formerly Burma)NamibiaNauruNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorth KoreaNorth MacedoniaNorwayOmanPakistanPalauPalestine StatePanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalQatarRomaniaRussiaRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSwedenSwitzerlandSyriaTajikistanTanzaniaThailandTimor-LesteTogoTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUruguayUzbekistanVanuatuVenezuelaVietnamYemenZambiaZimbabwe
Цена сварной балки, 2022 Цена сварной балки Производители и поставщики
Цена сварной балки, 2022 Цена сварной балки Производители и поставщики | Сделано в Китае.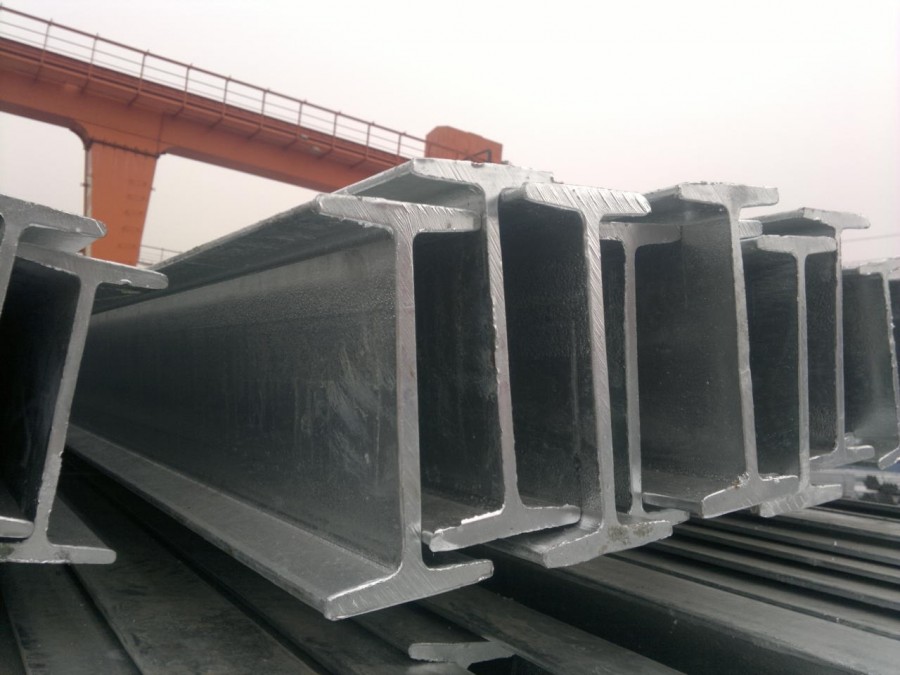 com
com
Дом
сварная балка цена
2022 Список товаров
балка сварная цена
117 420
продукты найдены из 6 523
производители и поставщики
Особенности продукта
Минимальный заказ
Поиск внутри
Стандартный
ГБ
(5680)ASTM
(4119)DIN
(3796)JIS
(3517)AISI
(3,945)БС
(3380)- Больше
Торговая марка
Формирование
Форма подключения
Член
Тип стали для строительства
Углеродная конструкционная сталь
Структура на стенах
См. Еще
Еще
Компания.
Бриллиантовый член
Золотой участник
Проверенный поставщик
Тип бизнеса
Возможности НИОКР
Город
- Циндао
(26 057) - Цзинань
(13 552) - Цзинин
(10 743) - Тяньцзинь
(9355) - Шанхай
(5884) - Ляочэн
(5001) - Вэйфан
(4182) - Уси
(3664) - Нанкин
(3589) - Мааньшань
(3000) - Подробнее
Ржавчина в месте сварного соединения стальной балки
В моем доме есть стальная балка длиной 20 футов, пересекающая вход, с двумя двутавровыми балками в качестве опор. Опоры приварены к опорной плите у земли.
Опоры приварены к опорной плите у земли.
На стыках довольно много ржавчины. Я использовал среднюю проволочную щетку, чтобы соскрести часть этого. Должен ли я беспокоиться о структурной целостности этого? Какие профилактические/восстановительные действия следует предпринять?
- балка
- сталь
- опора
- удаление ржавчины
- защита от ржавчины
3
Это похоже на поверхностную ржавчину, поэтому вам нужно ее удалить. Есть много продуктов для удаления ржавчины, таких как морское желе и т. д. но я обнаружил, что белый уксус так же хорош. Смочите участок уксусом, оставьте на 30 минут и вытрите. Может потребоваться второй или третий слой. После этого загрунтуйте участок и покрасьте качественной краской для стали. Структурная целостность не выглядит нарушенной.
1
Я тоже сварщик. Пользователь 142029 абсолютно прав. С суставами все в порядке. Он ржавеет быстрее, потому что это не тот же металл, что и основной материал. Структурная целостность в порядке. Я бы очистил его как можно лучше с помощью проволочного колеса / чашки и опрыскал холодным гальваническим раствором. С днищем мало что можно сделать без снятия.
С суставами все в порядке. Он ржавеет быстрее, потому что это не тот же металл, что и основной материал. Структурная целостность в порядке. Я бы очистил его как можно лучше с помощью проволочного колеса / чашки и опрыскал холодным гальваническим раствором. С днищем мало что можно сделать без снятия.
Интересно, что ваши сварные швы покрылись ржавчиной и выглядят изношенными. Кроме того, следует отметить, что оба фланца имеют локальную деформацию (вздутие), деформация может быть вызвана пакетом ржавчины (слоями ржавой стали) или, что еще хуже, вызвана чрезмерным напряжением.
Я думаю, что нужно нечто большее, чем просто очистка и перекраска, что не остановило бы процесс образования ржавчины. Я бы нанял инженера-строителя, чтобы найти основную причину и определить надлежащие меры по исправлению положения.
3
Сварные швы и сама балка подвержены значительной коррозии. Без дополнительного осмотра невозможно определить степень повреждения металлов и инженерно-строительного воздействия.
Компетентный (и лицензированный) инженер, знакомый со свойствами металла, должен оценить это.
Выпускаются коммерческие инженерные рентгеновские аппараты, которые могут оценивать структурную целостность многих металлов. Возможно, его можно использовать для дальнейшего изучения того, что происходит под поверхностью.
Они должны были перекрасить балку или любые части, где они удалили оцинкованную краску вместе со сварными швами на балке. Все стальные балки оцинкованы и окрашены, чтобы предотвратить образование ржавчины… Чтобы решить эту проблему, я бы порекомендовал сделать хорошую очистку, чтобы удалить всю ржавчину и окисление в меру своих возможностей, а затем пойти в местный магазин товаров для дома и купить промышленные оцинковка и покраска всех частей, где образовалась ржавчина, чтобы предотвратить ее в будущем… -Металлург и сварщик
Полностью косметический, не ослабнет из-за будущей ржавчины. Единственная коррозия в доме вызывается водой при мытье полов и брызгах на голую сталь. Равномерный серый цвет стальной балки указывает на то, что она имеет грунтовку с высоким содержанием цинка. Прокатная окалина будет почти черной и не такой однородной по цвету. Когда сварка была сделана, цинк, прилегающий к сварке, выгорел (обычный); Это подтверждается близлежащими белыми или светло-серыми областями, которые в основном представляют собой оксид цинка из обожженного покрытия. Сам сварной шов и большая часть ЗТВ (зоны термического влияния) представляли собой оголенную сталь и начинали ржаветь в первый раз, когда они были влажными или мокрыми. Два вертикальных края балки были достаточно повреждены, чтобы удалить богатую цинком краску, и также ржавеют. Если вы хотите, чтобы он хорошо выглядел, проволочной щеткой удалите ржавчину, обработайте морским желе (фосфатное конверсионное покрытие) и покрасьте. (Извинения @JACK). Вы можете немного улучшить внешний вид, используя шлифовальную машину для очистки побитых вертикальных краев балки перед обработкой и покраской.
Равномерный серый цвет стальной балки указывает на то, что она имеет грунтовку с высоким содержанием цинка. Прокатная окалина будет почти черной и не такой однородной по цвету. Когда сварка была сделана, цинк, прилегающий к сварке, выгорел (обычный); Это подтверждается близлежащими белыми или светло-серыми областями, которые в основном представляют собой оксид цинка из обожженного покрытия. Сам сварной шов и большая часть ЗТВ (зоны термического влияния) представляли собой оголенную сталь и начинали ржаветь в первый раз, когда они были влажными или мокрыми. Два вертикальных края балки были достаточно повреждены, чтобы удалить богатую цинком краску, и также ржавеют. Если вы хотите, чтобы он хорошо выглядел, проволочной щеткой удалите ржавчину, обработайте морским желе (фосфатное конверсионное покрытие) и покрасьте. (Извинения @JACK). Вы можете немного улучшить внешний вид, используя шлифовальную машину для очистки побитых вертикальных краев балки перед обработкой и покраской.
1
Ржавчина на фото выглядит легкой и ремонтопригодной.
Худшей проблемой является возможность образования ржавчины на нижней стороне опорной плиты.
Нельзя отремонтировать днище, не сняв балку. Вы даже не знаете, сколько там ржавчины (и сколько металла осталось).
С другой стороны, вы можете захотеть найти источник влаги, который в первую очередь вызывает коррозию. Используются ли химические вещества, похожие на отбеливатели, для уборки вокруг?
Влажность также может вызвать множество других проблем.
Деформационные выпуклости на полках, скорее всего, являются артефактом процедуры установки (балка забивается в нужное место) и не вызывают особого беспокойства.
Основание кажется залитым раствором, это нормально, это предотвратит проникновение воды и кислорода снизу. Не беспокойтесь об этом. Ваша цель — сохранить его запечатанным. Он не должен подвергаться коррозии.
Сами сварные швы в порядке, коррозия проявляется слабо и только на поверхности.
Выпуклости на стали образовались от ударных повреждений, на что указывало большинство
Если вы хотите улучшить это, найдите местного сварщика, который вернет балке форму и очистит сварной шов.
Причина, по которой я предлагаю вам нанять сварщика, заключается в том, что у него будут нужные инструменты (шлифовальные машины, карандашные шлифовальные машины для обработки углов), поскольку все это не займет у них больше часа, включая очистку, забудьте обо всех структурных инженерная чушь.
Это простая работа, и результаты, которые они вам дадут, безусловно, того стоят, поскольку они заметны.
Покрасьте мудро, очистите денатуратом. Покрасьте сварной шов кистью, а остальную часть используйте валиком, вы получите достойную отделку. Нанесите 2 слоя грунтовки, дайте высохнуть, возможно, вам придется отшлифовать ее, чтобы сгладить неровности. При необходимости снова загрунтуйте, затем нанесите 2 слоя верхнего слоя. Должно выглядеть намного лучше.
Торговый центр «Джонстоунс» подойдет по цвету к чему угодно и это качественная краска без дурацких ценников.
Соединения сварные стального проката и сварные I сечения
Модуль Соединения I. Сварные. Склады с прокатными и сварными стальными двутавровыми профилями позволяют CYPECAD, CYPE 3D и интегрированным 3D-конструкциям CYPECAD выполнять автоматический анализ и проектирование сварных соединений двутавровых профилей (включая опорные плиты), отображаемых в типах реализованных сварных соединений и для коды, указанные в Реализованных нормах проектирования сварных соединений.
Виды реализуемых сварных соединений
| Приварное соединение колонны к балке (на последнем пролете колонны) | Приварное соединение колонны к балке с однонаправленной ортогональной балкой (на последнем пролете колонны) | Приварное соединение колонны к балке с две прямосоединенные ортогональные балки (на последнем пролете колонны) | |
| Сварное соединение колонны с балкой с ветком (на последнем пролете колонны) последний промежуток столбца) 9 | |||
| Приварное соединение колонны с балкой (сплошная колонна) (1) | (1) | Сварное соединение колонны с балкой с двумя прямоугольными балками (сплошная колонна) (1) | |
| Соединение под действием момента с веткой (сплошная колонна) (1) | Сварное соединение колонны с балкой с ветком и односоединенной ортогональной балкой (сплошная колонна) 1 (1) | Приварное соединение колонны к балке с ветками и двумя просто соединенными ортогональными балками (сплошная колонна) (1) | |
| Приварное соединение балки к полке колонны (на переходе колонны) | Приварное моментное соединение балки с полкой колонны (на переходе колонны) с просто соединенной ортогональной балкой | Приварное моментное соединение балки с полкой колонны (на переходе колонны) с двумя просто соединенными ортогональными балками | |
| Балка с полкой колонны сварное моментное соединение с вутом (на переходе колонны) | Балка к полке колонны сварное моментное соединение с вутом и просто соединенной ортогональной балкой (на переходе колонны) 9 | ||
| Сварное соединение колонны с двумя балками (на последнем пролете колонны) | Приварное соединение колонны с двумя балками моментное соединение с односоединенной ортогональной балкой (на последнем пролете колонны) | сварное моментное соединение колонны с двумя балками с двумя односоединенными ортогональными балками (на последнем пролете колонны) | |
| Сварное соединение колонны с двумя балками с ветками (на последнем пролете колонны) | Сварное соединение колонны с двумя балками с ветками и просто соединенной ортогональной балкой (на последнем пролете колонны) | Колонна с сварное соединение двух балок с ветками и двух просто соединенных ортогональных балок (на последнем пролете колонны) | |
| сварное соединение колонны с двумя балками (сплошная колонна) (1) | Сварное соединение колонны с двумя балками с односоединенной ортогональной балкой (сплошная колонна) (1) | Сварное соединение колонны с двумя балками с двумя просто соединенными ортогональными балками (сплошная колонна) (1) | |
| Сварное соединение колонны с двумя балками с ветками (сплошная колонна) (1) | Сварное соединение колонны с двумя балками с ветками и просто соединенной ортогональной балкой (сплошная колонна) (1) | Приварное соединение колонны с двумя балками с ветками и двумя просто соединенными ортогональными балками (сплошная колонна) (1) | |
| Приварное соединение двух балок с полками колонны (на переходе колонны) | Приварные соединения двух балок с полками колонны (на переходе колонны) с простым соединением ортогональной балки | Приварные соединения двух балок с полками колонны (на переходе колонны) с двумя просто соединенными ортогональными балками | |
| Сварное соединение колонны с двумя балками с ветками (на переходе колонны) | Сварное соединение колонны с двумя балками с ветками и просто соединенной ортогональной балкой (на переходе колонны) | Сварное соединение колонны с двумя балками моментное соединение с ветками и двумя просто соединенными ортогональными балками (на переходе колонны) | |
| Сварное соединение колонны с балкой простое (на последнем пролете колонны) | Сварное соединение колонны с балкой, простое соединение с просто соединенной ортогональной балкой (на последнем пролете колонны) | Сварное соединение колонны с перемычкой на шарнирах и две ортогональные балки с шарнирами (на конце колонны) | |
| Простое сварное соединение колонны с балкой соединение (сплошная колонна) (1) | Сварное соединение колонны с балкой простое соединение с односоединенной ортогональной балкой (сплошная колонна) (1) | Сварное соединение колонны с ортогональной столбец) (1) | |
| Приварное простое соединение колонны с балкой (на переходе колонны) и две шарнирные ортогональные балки (на переходе колонны) | |||
| Сварное соединение колонны с двумя шарнирными перемычками (на конце колонны) | Сварное соединение колонны с двумя шарнирными перемычками и шарнирная ортогональная балка (на конце колонны) 9 | ||
| Сварное соединение колонны с двумя перемычками на шарнирах (сплошная колонна) (1) | Колонна к двухшарнирной перемычке сварное соединение и шарнирная ортогональная балка (сплошная колонна) (1) | ||
| Сварное соединение колонны с двумя болтовыми перемычками (на переходе колонны) ортогональная балка с двумя шарнирами s (на переходе колонны) | |||
| Приварка балки к стенке колонны, простое соединение (на последнем пролете колонны) | Приварка балки к стенке колонны, простое соединение (сплошная колонна) (1) | Приварка стенки колонны к балке, простое соединение (на переходе колонны) | |
| Приварка двух балок к стенке колонны, простые соединения (на последнем пролете колонны) | Приварка двух балок к стенке колонны, простая соединения (сплошная колонна) (1) | Приварное соединение стенки колонны с двумя балками (на переходе колонны) | |
| Неразрезная балка, поддерживаемая колонной конец) | Неподвижная нижняя колонна с приварным соединением с неразрезной балкой (на конце рамы) | ||
| Неподвижная верхняя колонна с приварным соединением с неразрезной балкой (на конце рамы) | Неподвижная верхняя колонна с приварным соединением с неразрезной балкой (на конце рамы) | Сварное соединение неподвижной нижней стойки с неразрезной балкой (внутри рамы) | |
| Сварное соединение нижней стойки со шпильками с неразрезной балкой (внутри рамы) | Сварное соединение неподвижной верхней колонны с неразрезной балкой (внутри рамы) | Сварное соединение неподвижной верхней стойки с неразрезной балкой (внутри рамы) | |
| Коньковое соединение | Горизонтальная балка с наклонной балкой (восходящая или нисходящая) сварное соединение | Горизонтальная балка с наклонной балкой (восходящей или нисходящей) сварное соединение с ветками | |
| Стыковое соединение непрерывных равных или разных секций с пластиной | Соединение сплайсинга с непрерывными равными или различными секциями с пластиной и ручьями | Луч с пучком Сварное соединение | |
BEAM с двумя сварными пучками. | |||
| Опорная плита на блочных фундаментах, оголовках свай и матовых фундаментах (с CYPE 3D и интегрированными 3D-конструкциями) |
(1) Соединения с непрерывными колоннами могут быть введены только в CYPE 3D и в интегрированных 3D-структурах CYPECAD. В CYPECAD такое соединение может быть только у колонн в переходе или на концах колонн.
Варианты конструкции для сварных и болтовых соединений можно настроить в меню «Параметры» (Соединения > Параметры). Доступ к этому диалоговому окну возможен через следующие пункты меню:
- В CYPECAD и его интегрированных трехмерных структурах :
- Вкладка «Определение луча»> «Работа»> «Варианты совместного анализа»
- Вкладка «Результаты»> «Суставы»> «Параметры совместного анализа
- » в CYPE 3D:
- СОЕДИНЕНИЯ> Варианты
- .
 содержит три вкладки:
содержит три вкладки:Если в процессе анализа конструкции будут обнаружены узлы, соединение которых разрешено в программе, то они будут спроектированы и предоставлен детальный чертеж этих конструкций, а также их 3D-виды, проверьте и отчеты о взлетах.
Программа определит толщину сварных швов и их длину, а также включит ребра жесткости, где это необходимо, для передачи напряжений в соединении.
Усилия, передаваемые на сварной шов на единицу длины, рассчитываются для получения растягивающих усилий по нормали и по касательной к плоскости горловины, при условии, что растягивающие усилия однородны вдоль сварного шва.При проектировании сварных или болтовых соединений, либо при расчете конструкции вместе с соединениями программа выполняет в каждом узле задания пространственное расположение стержней и условия их закрепления таким образом, чтобы для стальных стержней, устанавливаются размеры узлов и создаются жесткие концы, в которых считается, что части стержней не деформируются, поскольку они содержатся в узле.

Совместная консультация
После анализа можно просмотреть соединения, разработанные программой.
CYPE 3D и CYPECAD размещают круги разного цвета в узлах, чтобы указать, были ли спроектированы все соединения узла, были ли спроектированы лишь некоторые из них, или узел не содержит спроектированных соединений.
Если курсор приблизить к узлу, в котором есть спроектированные соединения, появится информационное окно с указанием типов соединений, разработанных для этого узла. Щелчком по узлу отображается диалоговое окно с тремя вкладками, содержащими следующую информацию:
- Детали построения решенных соединений
- Отчет о проверках и съемке решенных соединений
- Реальные 3D виды соединений. Можно визуализировать трехмерный вид каждого соединения, спроектированного программой, в изометрической или конической перспективе. Элементы, составляющие стык (колонны, балки, ребра жесткости, сварные швы) рисуются разными цветами. Сварные швы представлены двумя цветами, чтобы различать те, которые выполняются на месте, и те, которые являются заводскими сварными швами.
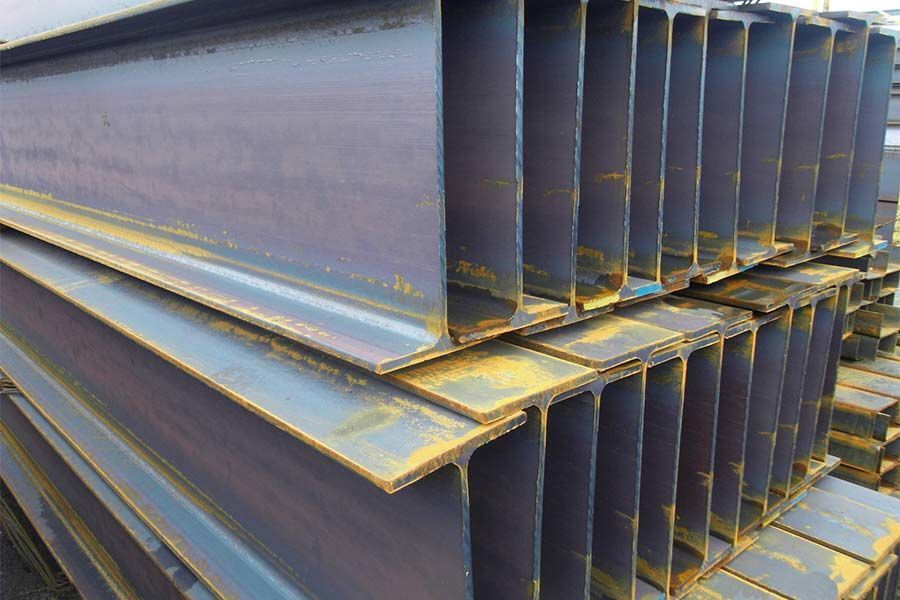 Пользователь также может свободно вращать и усиливать 3D-вид. Эти характеристики очень помогают пользователю понять сборку соединения. 3D-вид суставов можно визуализировать, выбрав вкладку 3D-вид, которая появляется в нижней части окна, которое активируется при просмотре сустава.
Пользователь также может свободно вращать и усиливать 3D-вид. Эти характеристики очень помогают пользователю понять сборку соединения. 3D-вид суставов можно визуализировать, выбрав вкладку 3D-вид, которая появляется в нижней части окна, которое активируется при просмотре сустава.
При приближении курсора к узлу, в котором нет расчетных соединений, но который принадлежит одному из соединений, распознаваемых программой, появляется окно с информацией о причинах, помешавших выполнить расчет этого соединения.
Даже если пользовательская лицензия не включает модули соединений, программа позволяет пользователю активировать процесс проектирования соединений. После завершения процесса пользователь может видеть 3D-изображения соединений, которые могут быть решены с помощью не приобретенных модулей, даже если не отображаются ни детали соединения, ни отчеты о проверках, ни отчеты о взлете. При наведении курсора на один из этих узлов появляется предупреждение с указанием незанятых модулей, используемых для проектирования соединения.

Соединения I. Склады со стальными катанными и сварными двутаврами модульных конструкций опорные плиты на фундаментах, оголовьях свай и плитах .
Модуль Соединения I также проектирует точки соединения опорной плиты интегрированных трехмерных конструкций , если они расположены на фундаментах, оголовках свай, плитах, сдвиговых стенах, стенах, бетонных колоннах или балках (в случае этих последних четырех элементы, они проектируются, если в этом узле не соединяются никакие другие стальные балки или стальные стержни интегрированных 3D-конструкций). Свойства спроектированных опорных плит включают в себя:
- Типы опорных плит : Разработаны опорные плиты для стального проката и сварных двутавров.
- Сварные швы : Включает анализ и проектирование сварных швов между плитой, ребрами жесткости, колонной и болтами.
- Автоматическое сопоставление : Автоматически сопоставляется со всеми базовыми плитами задания (с учетом типа сечения, усилий и внешних креплений). Таким образом, и без вмешательства пользователя, количество различных типов базовых плат уменьшается, что позволяет получить более однородные результаты.
- 3D-вид с выделенными элементами и сварными швами : Можно получить 3D-вид на экране, при этом опорная плита, колонна, ребра жесткости, болты, заводские сварные швы и сварные швы на месте отображаются разными цветами, аналогично тому, как представлены суставы между секциями I. Это было сделано, чтобы помочь пользователю понять, как должна быть собрана опора.
- Компоновка опорной плиты : Генерируется схема компоновки опорной плиты, на которой отображаются детали спроектированных сварных швов и элементов жесткости. Эта компоновочная схема может быть включена в рабочие чертежи.
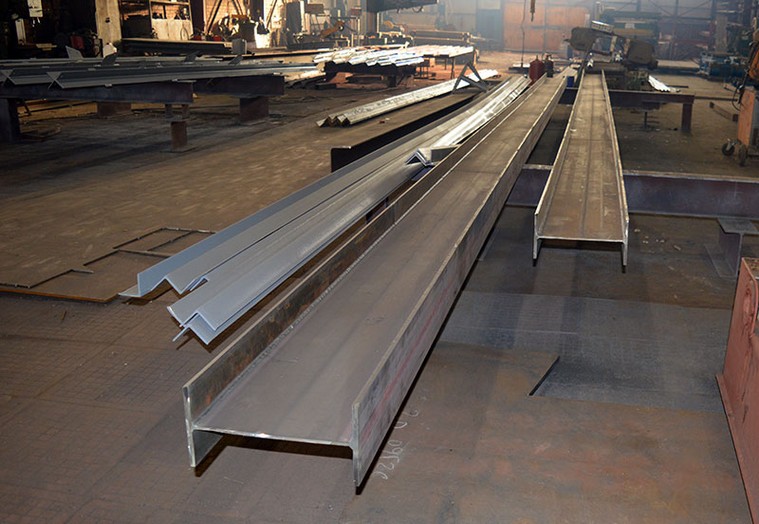
- Отчеты о взлете и проверке кода : Отчеты о взлете и проверке кода создаются для базовых плит, которые были решены. Они интегрированы с остальными соединениями, которые были разработаны.
Дополнительную информацию о конструкции базовой платы можно найти в разделе «Базовая плата» CYPE 3D.
Отчет о суставах
CYPECAD и CYPE 3D составляют список соединений с основными данными: CYPE 3D и CYPECAD создают отчет о суставах со следующими данными:
- Сварные соединения и технические характеристики
- Код
- Материалы
- СПОСПОСКОЛЬНЫЙ МАКАТ
- Проверки
- Ссылки и символы
- ОБЪЕДИНЕНИЯ
- ОБРАЗОВАНИЯ
- ОБРАЗОВАНИЯ
- ОБРАЗОВАНИЕ
- ОБРАЗОВАНИЕ
- ОБРАЗОВАНИЕ
- ОБРАЗОВАНИЯ
- ОБРАЗОВАНИЯ
- ОБРАЗОВАНИЯ
- .
- Описание компонентов каждого типа соединения
- Результаты проверки каждого типа соединения
- Сварка и отбор пластин для каждого типа соединения
- Полная съемка сварных швов и пластин спроектированных соединений
- Детали конструкции соединения
- График со спецификациями сварных швов в стальных конструкциях
- Код
- Материалы
- Строительная схема
- Проверки
- Таблица ссылок и символов
- Полная съемка сварных швов и пластин расчетных соединений
- ABNT NBR 8800 (Бразилия)
- ABNT NBR 8800: 2008 (Бразилия)
- ANSI/AISC 360-05 (LRFD) (USA-Международ0003 ANSI/AISC 360-10 (LRFD) (США-Международная)
- CTE DB SE-A (Испания)
- EAE (Испания)
- Eurocode 3 EN 1993-8: 2005 6669
- EUROCODE 3 EN 1993-8: 2005 669
- .

- .
14
Чертежи сварных соединений
Конструктивные детали соединений, разработанные программой, могут составлять часть чертежей конструкции.
 Чертежи соединений включают следующие элементы:
Чертежи соединений включают следующие элементы:Следующие коды были реализованы в CYPECAD, CYPE 3D и интегрированных 3D структурах CYPECAD для проектирования сварных Суставы:
