Сварные балки: Производство сварных двутавровых балок по СТО и ГОСТ. Купить двутавровую балку
Содержание
Преимущества сварной балки, купите сварную балку дешево!
АРМИКОН
Завод арматурных изделий и конструкций
- АРМИКОН
- Преимущества сварной балки
Сварная балка представляет собой аналог проката, который нацелен на выполнение аналогичных функций. Металлоконструкции этого класса имеют большую жесткость и прочность, за счет плоскостей, ориентированных под прямым углом друг к другу. За счет технологии проще настроить и собрать компонент с заданными геометрическими параметрами, однако, так ли надежна сварная система, как принято думать?
Особенности
Одним из важных преимуществ сварной двутавровой балки перед прокатом является чуть меньший вес при аналогичной несущей способности. Ближайшей альтернативой рассматриваемой продукции является горячий прокат, однако, по затратам ресурсов и энергии на выпуск он значительно уступает сварным деталям.
Производство сварной балки проводится на базе листового проката (или полос), который режется на заготовки для перемычки и плоскостей элемента. Далее компоненты фиксируются при помощи специальных устройств, рассчитанных в том числе на большие размеры. Жесткая установка позволяет исключить смещения при сваривании, относится это не только к механическим воздействиям, но и деформациям стали, происходящим под действием высокой температуры. Полученная заготовка проваривается на местах соединения по вей длине, для этого обычно применяют автоматизированные станки, включая самоходные, способные проваривать балки очень большой длины. Так как современные производственные комплексы часто используют автоматические линии, выпуск оптимизируется, а значит цены сварной балки оказываются привлекательнее.
Далее компоненты фиксируются при помощи специальных устройств, рассчитанных в том числе на большие размеры. Жесткая установка позволяет исключить смещения при сваривании, относится это не только к механическим воздействиям, но и деформациям стали, происходящим под действием высокой температуры. Полученная заготовка проваривается на местах соединения по вей длине, для этого обычно применяют автоматизированные станки, включая самоходные, способные проваривать балки очень большой длины. Так как современные производственные комплексы часто используют автоматические линии, выпуск оптимизируется, а значит цены сварной балки оказываются привлекательнее.
Важным преимуществом используемой технологии является возможность быстрого выпуска компонентов конструкций по индивидуальным параметрам. Существует множество типовых изделий, но металлоконструкции на заказ допускается приводить в соответствие конкретным требованиям проекта. Горячий прокат так же можно выпускать таким способом, но в этом случае клиенту придется оплачивать не только сами балки, но и затраты и потери завода на перенастройку оборудования.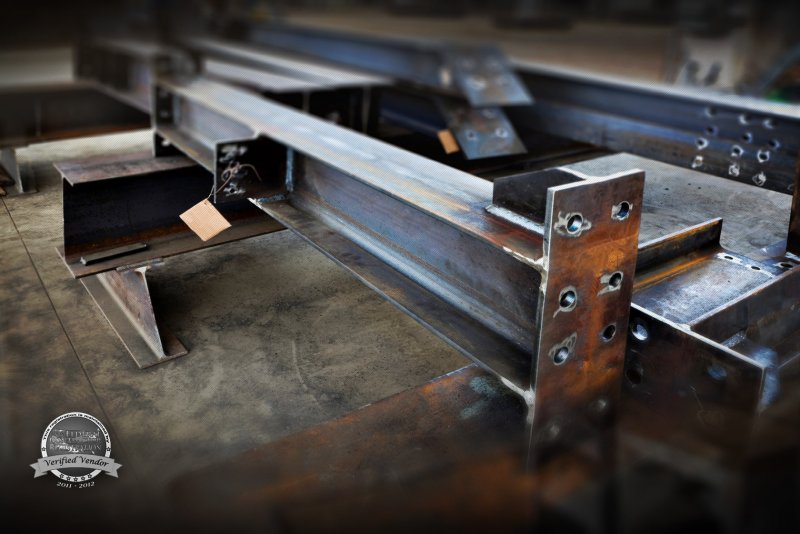 Сварные изделия достаточно вырезать по необходимым размерам и сварить.
Сварные изделия достаточно вырезать по необходимым размерам и сварить.
Особенностями в сравнении с прокатом являются:
- сварные балки, как отмечалось, легче. Разница при равных прочностных характеристиках может достигать 20 процентов. Это позволяет значительно сэкономить за счет меньшей нагрузки на несущие элементы строения и уменьшения расхода стройматериалов. Цены сварной балки в таком случае становятся выгоднее проката;
- стенки и полки конструкции допускается сваривать из различных сплавов. Горячий прокат ведется из одной марки стали, что обеспечивает одинаковое поведение вне зависимости от положения детали в пространстве. Если необходимо добиться различной степени сопротивляемости нагрузкам, можно использовать разные марки;
- аналогичных задач позволяет добиться асимметричность детали, которую так же позволяет получить сварной тип продукции;
- купить сварную балку можно строго определенной длины, причем, габариты выдерживаются уже на стадии резки заготовок.
 За счет этого не требуется дополнительный этап резки изделия в размер, сокращается выход отходов при производстве, на подготовку изделий требуется меньше времени.
За счет этого не требуется дополнительный этап резки изделия в размер, сокращается выход отходов при производстве, на подготовку изделий требуется меньше времени.
По качеству материал не уступает прокату, в частности, благодаря контролю изделий на всех этапах выпуска. Производители руководствуются рядом нормативных документов, регламентирующих основные характеристики продукции:
- ГОСТ 23118-99 содержит общие параметры выпуска;
- СНиП II-23-81 направлен на оценку сварных конструкций;
- ГОСТ 8713-79 позволяет качественно создать сварные соединения;
- ГОСТ 14771-76 регламентирует дуговую сварку, процесс и результат;
- ГОСТ 26020-83 — сортамент балок;
- СТО АСЧМ 20-93 –характеристики сортового проката;
- СП 53-101-98 процесс выпуска и оценка качества полученных изделий.
Обязательно оценивается внешнее состояние изделия, необходимо удалить с поверхности очаги коррозии, загрязнения, отметины от прокатки, участки, которые были плохо проварены или прожжены.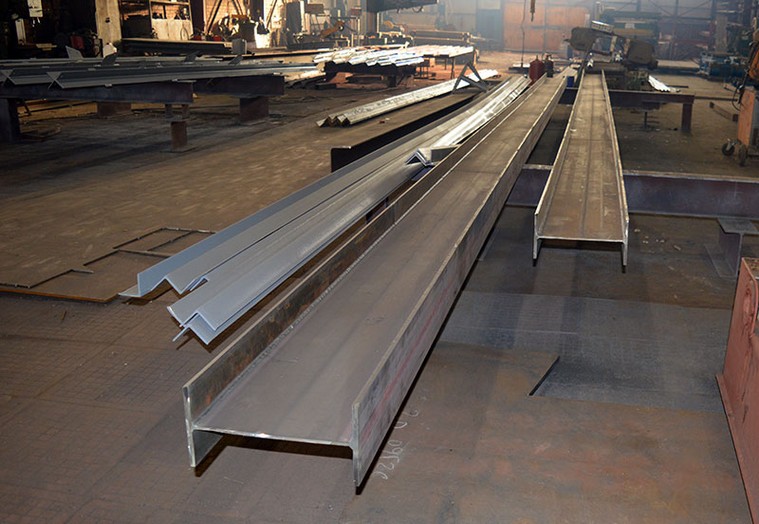 Обнаруженные недостатки сравниваются с разрешенными согласно нормативным документам. Среди методик контроля распространены неразрушающие методы, например, с помощью ультразвука, который дает возможность выявить внутренние повреждения, невидимые невооруженным глазом.
Обнаруженные недостатки сравниваются с разрешенными согласно нормативным документам. Среди методик контроля распространены неразрушающие методы, например, с помощью ультразвука, который дает возможность выявить внутренние повреждения, невидимые невооруженным глазом.
Специфика производства
Прежде чем клиент сможет купить сварную балку, стальные заготовки проходят ряд этапов, позволяющих получить из плоского проката объемную конфигурацию с повышенной жесткостью. Процесс делится на следующие пункты:
- резка заготовок. Лист режется на полосы с помощью автоматизированного станка, который выдает очень высокое качество кромок, но скорость его работы относительно невысока – около метра в минуту. Повышается производительность за счет того, что большой лист можно распускать одновременно на несколько деталей будущей конструкции;
- для сваривания толстолистового металла требуется соответствующим образом подготовить кромки. Чтобы проварить сталь на достаточную глубину, кромки фрезеруются под определенным углом для получения канавки в месте стыка элементов сварной балки.
 За счет полученного углубления увеличивается площадь провариваемой стали и повышается качество соединения, это так же необходимо для соблюдения норм;
За счет полученного углубления увеличивается площадь провариваемой стали и повышается качество соединения, это так же необходимо для соблюдения норм; - сборка заготовок производится на специальных стеллажах или станках. Второй вариант проще и позволяет получить более высокую точность, но закупка такого оборудования актуальна исключительно в масштабе производства с большим объемом заказов;
- далее сварка, которая может проводится вручную при штучных объемах;
- даже при высокой точности фиксации избежать деформаций сложно, потому после соединения деталей их выправляют. Рекомендуется делать это до остывания стали, так как она будет более податливой. В масштабах металлургического комплекса обычно задействуются станки с прокатывающими роликами;
- сварная балка после этого поступает на финальный этап, который может включать дробеструйную обработку, выравнивание торцов и/или покраску. Последний вариант предпочтителен, так как полученный материал приобретает большую защиту перед лицом негативных воздействий.

Предлагаем купить продукцию металлургического производства для строек по оптимальным ценам. Гарантируем индивидуальный подход, начиная от закладных деталей и заканчивая рассмотренной продукцией. В нашем ассортименте все сопутствующие товары, например, анкерные болты.
Почему стоит купить арматурные каркасы «АРМИКОН»?
Высокое качество продукции
Мы используем самое передовое современное оборудование и только высококвалифицированную рабочую силу. Продукция проходит жесткий контроль качества на всех этапах производства.
Минимальные сроки изготовления
Мы обладаем большими производственными мощностями. Имеем возможности оперативной переналадки и оптимизации производственного процесса под Ваш заказ.
Возможность поставок минимальными партиями
Таким образом, вы не только не купите лишнего, но еще и сэкономите место на стройплощадке, вместо того, чтобы превращать ее в склад!
Выгодные условия
Мы не только производим продукцию с самым лучшим соотношением цены и качества на рынке, но и всегда готовы искать компромиссы! Наши специалисты всегда предложат максимально эффективное и выгодное решение при расчете стоимости Вашего заказа!
Оставьте свои контакты
и мы свяжемся с вами в ближайшее время!
Сварные балки — основа производственных сооружений из металлоконструкций
Сварная балка — это конструкция, созданная из листовой стали посредством резки и сварки металла по определенному поперечному сечению, напоминающей горячекатаную балку.
Она состоит из двух листовых элементов, расположенных горизонтально, которые называются полками и одного вертикального, вваренного продольно посредине этих полок, называемого стеной. Но по сравнению с ней, у сварной балки гораздо меньший вес, что влечет за собой уменьшение расходов.
С тех пор как появились сварные балки, возможности архитектуры сооружений возросли многократно. Конструктивно стало возможным в сооружениях применять балки разных компоновок. Делать их достаточно длинными.
Процесс изготовления сварной балки весьма сложный. Этот процесс можно разделить на несколько этапов:
1. Подготовка.
Производится подбор и раскрой металла по необходимой ширине и длине при помощи газоплазменной резки.
Разделка кромок на кромкофрейзерном стане, что позволяет получить лучшее приваривание деталей.
Сборка. Подготовленные полосы подаются краном на сборочную линию, где эти детали фиксируются и зажимаются специальными зажимами. Сам способ сборки зависит от конструкции и метода сварки швов деталей, а также, какое сварочное оборудование будет использовано.
Сам способ сборки зависит от конструкции и метода сварки швов деталей, а также, какое сварочное оборудование будет использовано.
2. Сварка. Для сварочных работ применяется следующее оборудование:
Сварочные манипуляторы. Конструкция их рациональная и процесс автоматической сварки на высоком уровне. На манипуляторах смонтированы сварочные головки, работающие в атмосфере инертных газах и под жидким флюсом.
Портальные и консольные установки. Замечательное качество шва достигается тем, что сварка производится под углом 45 градусов под флюсом. Качество сварного шва контролируется специальной системой слежения.
3. Контроль и исправление деформаций балки. Для этого есть прокатная линия, состоящая из системы роликов, через которую пропускается балка.
4. Очистка. Она производится при помощи пескоструйных аппаратов. Удаляется ржавчина, налет жира, грязь и шлак.
После прохождения всех этапов сварная балка должна иметь блестящую чистую поверхность, которая соответствует второй степени очистки по ГОСТ 9402-80.
Сварная балка имеет отличные механические свойства. Она гораздо прочнее уголка и квадратного профиля, имеет высокую жесткость и небольшой удельный вес. Хорошо работает на изгиб.
Ни один вид строительства не может обойтись без металлических конструкций. И сварные балки входят в их число. Они наиболее экономически выгодны в сварных конструкциях при строительстве различных объектов, баз, хранилищ, мостов требующих больших пролетов с повышенными требованиями к несущей способности.
Характеристики
Сварные балки разделяются по типу сечения:
• С широкими полками. Тип – Ш.
• Параллельными гранями.
• С наклонными полками.
• Колонные. Тип-К.
• Нормального сечения. Тип-Б.
Все это должно быть выполнено в соответствии с ГОСТОМ 26020 – 83, СТО АСЧМ 20-93 и иметь следующие технические характеристики:
• Высота (Н) стенки балки может быть в пределах 300-1013 мм.
• Ширина полки (В) балки: 150 – 400 мм.
• Длина сварных балок до 16,5 м.
• Толщина листа используется от 8 до 50 мм.
• Применяемые стали: 10-15 ХСНВ, 09Г2С и ст.3.
• Сварные швы типа Т8,Т3.
Область применения
В строительстве, в различных металлических конструкциях, требующих нести повышенную нагрузку:
В металлических каркасах зданий.
В конструкциях перекрытий этажей.
В эстакадах.
В металлических опорах мостов.
В перекрытиях крыш.
В подкрановых путях.
В проведении работ по реконструкции различных сооружений.
В вагоностроении, судостроении и отраслях в машиностроительной промышленности.
Использование сварной балки дает следующие преимущества:
Возможность перекрывать большие пролеты зданий и сооружений.
Балка не подвержена горению.
Позволяют применять в сечении балки разных типов стали.
Уменьшить количество отходов по сравнению с прокатными балками.
Создавать балки переменного сечения.
Невысокая металлоемкость.
Надежность.
Экономия средств.
Статьи: От чего зависит цена склада
Китай Сварная балка, Сварная балка Производители, Поставщики, Цена
Китай Сварная балка, Сварная балка Производители, Поставщики, Цена | Сделано в Китае.com
Дом
Сварная балка
2023 Список продуктов
Сварная балка
188 072
товары найдены из 18 807
Характеристики продукта
Минимальный заказ
Поиск в пределах
Стандартный
AISI
(6 524)JIS
(6367)ASTM
(6494)DIN
(6188)БС
(5687)ГБ
(6331)- Больше
Сертификация
Характеристики компании
Тип участника
Бриллиантовый член
Золотой участник
Проверенный поставщик
Тип бизнеса
Возможности НИОКР
Город
- Циндао
(50 372) - Цзинань
(23 704) - Тяньцзинь
(13 107) - Ляочэн
(12 308) - Уси
(8041) - Шэньян
(5,198) - Биньчжоу
(4631) - Сямэнь
(4510) - Фошань
(4337) - Цанчжоу
(4303) - Подробнее
Autostress Design с использованием компактных сварных балок
JavaScript отключен!
Посмотреть все сайты
Формат: PDF
Участник
БЕСПЛАТНО
Не член
$10.
 00
00
Грабб, Майкл А.
(1989).
«Проектирование автонапряжения с использованием компактных сварных балок», Engineering Journal , Американский институт стальных конструкций, Vol. 26, стр. 121-129.
После нескольких лет исследований, спонсируемых AISI, процедуры проектирования автонапряжения для неразрезных стальных мостов были включены в Спецификацию руководства AASHTO 1986 года по альтернативным процедурам расчета коэффициента нагрузки для стальных балочных мостов с использованием компактных секций с связями. Автонапряжение — это процедура, которая расширяет существующие правила расчета коэффициента нагрузки (LFD) путем введения улучшенных критериев предельного состояния. LFD — это метод расчета предельных состояний, который в настоящее время содержится в 13-м издании Стандартных спецификаций AASHTO для автомобильных мостов. 2 Усовершенствованные критерии предельного состояния позволяют перераспределять неупругую нагрузку в мостах с неразрезными балками при больших нагрузках, удовлетворяя при этом тем же требованиям к характеристикам конструкции, что и ЛФД. Процедуры автонапряжения в спецификации руководства в настоящее время ограничены мостами из катаных балок (композитными и некомпозитными) и компактными мостами из сварных балок, которые должным образом закреплены (компактные секции с связями). В настоящее время AISI спонсирует дополнительные исследования, чтобы распространить процедуры автонапряжения на более тонкие сварные секции пластинчатых балок. Процедуры расчета автонапряжения признают способность неразрезных стальных элементов автоматически приспосабливаться к эффектам локальной текучести, например, вызванным перегрузками. Кроме того, процедуры автонапряжения позволяют конструктору определить прочность связных неразрезных компактных балок при максимальных нагрузках путем расчета сопротивления механизма с использованием теории пластического проектирования с некоторыми модификациями.
2 Усовершенствованные критерии предельного состояния позволяют перераспределять неупругую нагрузку в мостах с неразрезными балками при больших нагрузках, удовлетворяя при этом тем же требованиям к характеристикам конструкции, что и ЛФД. Процедуры автонапряжения в спецификации руководства в настоящее время ограничены мостами из катаных балок (композитными и некомпозитными) и компактными мостами из сварных балок, которые должным образом закреплены (компактные секции с связями). В настоящее время AISI спонсирует дополнительные исследования, чтобы распространить процедуры автонапряжения на более тонкие сварные секции пластинчатых балок. Процедуры расчета автонапряжения признают способность неразрезных стальных элементов автоматически приспосабливаться к эффектам локальной текучести, например, вызванным перегрузками. Кроме того, процедуры автонапряжения позволяют конструктору определить прочность связных неразрезных компактных балок при максимальных нагрузках путем расчета сопротивления механизма с использованием теории пластического проектирования с некоторыми модификациями.
