Сварочная контактная машина: MTV-5001A dc spot welding machine
Содержание
Что такое контактная сварка
Впервые контактной сваркой, как методом соединения металлов, воспользовался английский физик Уильям Томсон в 1856 г. Сейчас технология активно применяется в машиностроении, авиастроении, выпуске корпусов различной техники, авторемонте и т. д. Метод сварки один из наиболее быстрых, легко автоматизируется, качество соединения не зависит от опытности сварщика. Рассмотрим принцип работы аппаратов контактной сварки, виды этого метода, необходимые расходные материалы.
В этой статье:
- Принцип работы аппаратов контактной сварки
- Виды контактной сварки
- Дефекты сварки и контроль качества
- Машины для контактной сварки
- Расходные материалы
- Меры предосторожности
- Обозначение контактной сварки на чертеже
Принцип работы аппаратов контактной сварки
Аппараты контактной сварки имеют электрическую и механическую часть. Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Сварка происходит следующим образом:
- Две заготовки (прутки, пластины и пр.) сводятся клещами друг к другу до соприкосновения в одной точке
- На концах рабочей части клещей расположено два медных электрода, обладающих разной полярностью. К ним подается сварочный ток
- Дуга не загорается, поскольку детали плотно сведены друг к другу. Сварочная маска не требуется
- За счет прохождения тока от минуса к плюсу в месте стыковки возникает повышенное сопротивление, ведь стороны просто сведены
- От этого поверхность в месте соприкосновения начинает нагреваться. Электрическая энергия преобразуется в тепловую.

- Нагрев длится до тех пор, пока поверхность сторон не станет пластичной. За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
- После этого сварочный ток отключается, а тепло быстро рассеивается по остальной части изделия
- Стык остывает и получается неразъемное соединение без видимого шва и присадочного металла
Длительность подачи сварочного тока и его сила настраиваются в зависимости от толщины соединяемых сторон. Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Виды контактной сварки
Хотя принцип действия везде один, ГОСТ 15878-79 выделяет несколько разновидностей контактной сварки. Они определяют размеры соединения, прочность стыка, области применения. Оборудование для разных видов контактной сварки тоже имеет свои особенности.
Точечная сварка
Подразумевает соединение металла путем плавления в одной точке. В зависимости от оборудования и исполнительных механизмов подразделяется на:
В зависимости от оборудования и исполнительных механизмов подразделяется на:
 Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.
Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.
Рельефная сварка
Разновидность точечной сварки, но отличается формой свариваемой поверхности. Вместо плоских сторон деталей, в заготовках заранее создаются выпуклости (выступающие полусферы, шпильки). Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Метод сварки наиболее востребован в машиностроении, поскольку обеспечивает прочное соединение, чем обычная точечная сварка.
Шовная сварка
Разновидность контактной сварки, при которой выполняются длинные продольные швы. В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
Существует несколько техник выполнения шовной сварки контактным способом:
Ролики в сварочных аппаратах контактной сварки могут быть оба ведущими или один ведущий, а второй — ведомый. Последний движется за счет протягивания заготовки.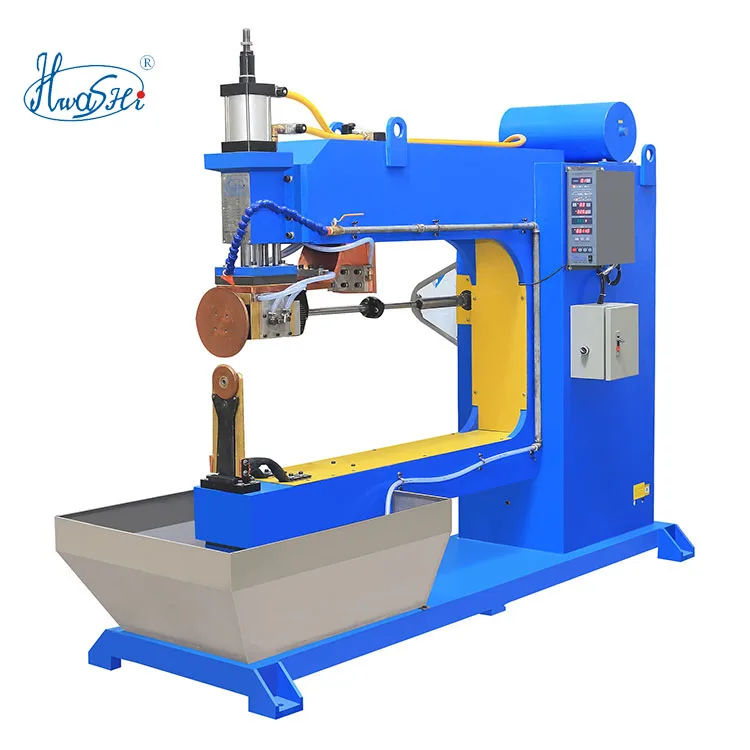 Метод подходит для сборки бочек, емкостей.
Метод подходит для сборки бочек, емкостей.
Стыковая сварка
Реализуется одним из двух способов: сопротивлением или оплавлением. Стыковая сварка сопротивлением подразумевает подвод тока к двум деталям, сжатым с усилием. В месте стыковки образуется сопротивление и повышенный нагрев. Затем сжатие резко усиливают (происходит осадка деталей) и получается стыковое соединение.
Контактная стыковая сварка оплавлением проводится путем сведения двух заготовок стыками между собой. К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
Подходит для сварки арматуры встык.
Подготовка поверхностей
При выполнении контактной сварки качество соединения отчасти зависит от правильности подготовки поверхности. Чтобы стороны надежно сварились между собой, необходимо обеспечить их плотный прижим. Для этого убирают мусор, окалины, грязь и ржавчину в месте стыковки, а также на соседней зоне, расположенной в этой плоскости (там, где выступающий мусор помешает сведению сторон). Коррозию зачищают шлифовальными машинами.
Контактной сваркой разрешено соединять стороны, у которых толщина не отличается друг от друга более чем на 15%. Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Для стыковой сварки методом сопротивления плоские стороны требуется подогнать между собой по форме, чтобы не было просветов. Жаропрочные стали и легированные нуждаются в обезжиривании.
Дефекты сварки и контроль качества
Хотя шва, в его классическом понимании здесь нет, у соединения возможны дефекты.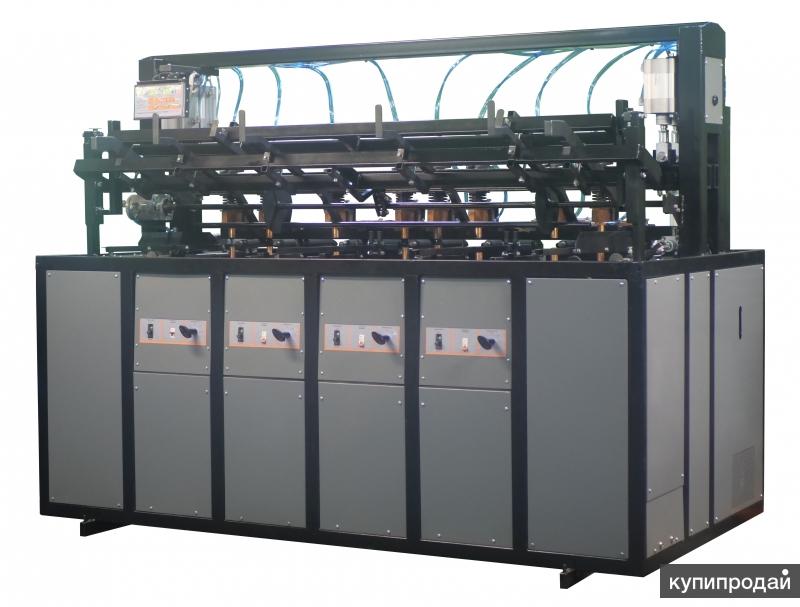 Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
«Родственный» непровару дефект — сварная точка уменьшенного диаметра. Соединение выполнено путем перемешивания материалов на уровне кристаллической решетки, но диаметра точки недостаточно, чтобы удержать стороны определенной толщины и веса под нагрузкой.
Противоположным дефектом является перегрев материала. Если подать повышенный сварочный ток или передержать изделие клещами, точка может разогреться очень сильно. Это приведет к уменьшению толщины металла в зоне контакта, выдавливанию жидкого металла в стороны, деформациям поверхности. При сильном перегреве возможны прожоги, когда вместо сварной точки будет дырка.
Контроль качества осуществляется визуальным путем. Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Методом разрушающего контроля испытываются тестовые образцы. Сваренные точками стороны пытаются разделить зубилом и молотком, провернуть между собой, оторвать монтировкой. После отрыва исследуют стороны. Качественное соединение будет иметь следы разорванного металла однородной структуры без пор и трещин. Затем, установив на каком режиме выполнялось соединение с приемлемым качеством, подобные настройки применяют для серийного выпуска продукции.
Машины для контактной сварки
Машины для контактной сварки бывают ручные (переносные), подвесные, настольные и напольные. Во всех имеется:
Источник видео: Telwin Viet Nam
Сварочные клещи подойдут для сборки корпусов и кузовов, чтобы подлазить к труднодоступным местам. Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
При выборе машин контактной сварки обращайте внимание на следующие параметры:
 5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
Еще при выборе обращайте внимание на размер плеч сварочных клещей. Длина определяет, как далеко от края листа получится выполнить сварочное соединение. Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Немаловажен бренд оборудования. Практика показывает, что установки марок Foxweld, Telwin надежно служат в самых суровых производственных условиях.
Расходные материалы
Среди расходных материалов для машин контактной сварки и сварочных клещей чаще всего требуют замены только медные электроды. Медными они кажутся снаружи, а на самом деле отливаются из кадмиевой или хромовой бронзы. Расходники рассчитаны на температуру 600 градусов и давление 5 кг\мм кв.
От работы они перегреваются, оплавляются, деформируются. При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
Меры предосторожности
Контактная сварка — это разновидность электрической сварки, поэтому нельзя вести работы в мокрой одежде, сырых рукавицах. Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Следите за целостностью кабелей, не допускайте потертостей, оголенных токоведущих частей. Важно, чтобы машина контактной сварки была заземлена. Следите, чтобы ручки и держаки были заизолированы.
Сварщик должен устойчиво стоять на ровном месте, а органы управления (педаль или кнопка) располагаться в легком доступе.
Обозначение контактной сварки на чертеже
Если работаете с чертежами, то пригодится знание обозначений контактной сварки. На рисунке она изображается крестом (+), указывая на место соединения сварочной точкой. Стрелкой делается вынос ГОСТа 15878-79 с дополнительным указанием вида соединения («К» — контактная, «т» — точечная). Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Ответы на вопросы: что такое контактная сварка и как с ней работать
Как соединить две детали толщиной 5 и 10 мм?
СкрытьПодробнее
На практике такое соединение невозможно. Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Как узнать, сколько по времени подавать сварочный ток?
СкрытьПодробнее
Сперва нужно потренироваться на черновых образцах такого же сечения, что и основное изделие. Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
С подобранными настройками переходите к сборке изделия.
Подходит ли контактная сварка для алюминия?
СкрытьПодробнее
Да, подходит. Но сперва нужно удалить оксидную пленку. Это достигается механическим путем (болгаркой, щеткой по металлу) или химическим (травлением).
С каким управлением удобнее работать на машине контактной сварки?
СкрытьПодробнее
Удобнее с ножным. Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Что такое цикл точечной сварки?
СкрытьПодробнее
Циклом называют процесс сжатия деталей, подачу импульса сварочного тока, снятие давления, выключение тока.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Контактная сварка, машины для контактной точечной сварки
Стационарные машины | Настольные машины | Модульные машины | Для ремонта автомобильных кузовов |
Ручные клещи | Подвесные клещи | Односторонняя |
Конденсаторные установки | Тали-Балансиры | Измерительный инструмент |
Контактная сварка основывается на сильном нагреве участка сварки при помощи электрического тока, который должен пройти сквозь заготовки, а также на применении значительного давления. В качестве основных параметров данного процесса необходимо рассматривать ток, а также период, за который он протекает, продолжительность нажатия и его усилие. Ориентируясь на технические показатели тока, сварку можно разделить на мягкую и жесткую. Различать также можно и категории данного вида сварки: стыковую, шовную и точечную. В зависимости от того, каким методом располагаются электроды по отношению к рабочим деталям, сварка может относиться либо к одностороннему типу, либо к двухстороннему. Без данной технологии сварки не удастся обойтись в случае, если делаются крестообразные и стыковые соединения конструкций на основе стали и железобетона, соединяются различные участки труб на основе стали, а также спаиваются медные и алюминиевые провода.
В качестве основных параметров данного процесса необходимо рассматривать ток, а также период, за который он протекает, продолжительность нажатия и его усилие. Ориентируясь на технические показатели тока, сварку можно разделить на мягкую и жесткую. Различать также можно и категории данного вида сварки: стыковую, шовную и точечную. В зависимости от того, каким методом располагаются электроды по отношению к рабочим деталям, сварка может относиться либо к одностороннему типу, либо к двухстороннему. Без данной технологии сварки не удастся обойтись в случае, если делаются крестообразные и стыковые соединения конструкций на основе стали и железобетона, соединяются различные участки труб на основе стали, а также спаиваются медные и алюминиевые провода.
Конечно, нередко в процессе используется машина точечной сварки. Интересно, что данное устройство вполне может быть изготовлено собственными руками. Конечно, эффективная работа при помощи такого агрегата может вестись исключительно с небольшими деталями; листами металла, толщина которых не превышает одного миллиметра; проволокой и прутками, диаметр которых не превышает 4 миллиметров. Машина предполагает наличие механической и электрической частей. В процессе сборки максимум внимания необходимо уделять качеству всех соединений, чтобы избежать возможных потерь на участках переходных сопротивлений контактов.
Машина предполагает наличие механической и электрической частей. В процессе сборки максимум внимания необходимо уделять качеству всех соединений, чтобы избежать возможных потерь на участках переходных сопротивлений контактов.
Как правило, контактная точечная сварка актуальна в том случае, если имеется необходимость в соединении листов металла, которые располагаются внахлест. Непосредственно места соединения отмечаются в тех точках, которые находятся на минимальном отдалении друг от друга. Заготовки, которые полностью готовы к процессу сварки, необходимо прижать электродами, чтобы через них начал проходить ток. Благодаря тому, что поверхность деталей отличается шероховатостью, площадь контакта оказывается ограниченной. Получается, что процесс основан на том, что по огромному числу каналов минимальной площади начинает активно двигаться ток. Разогрев данных каналов проходит с большей интенсивностью, нежели нагрев остальной площади, благодаря чему центральная точка контакта плавится. Сильный нагрев металлической поверхности увеличивает показатель пластичности, способствует деформации и удалению абсолютно всех неровностей.
Сильный нагрев металлической поверхности увеличивает показатель пластичности, способствует деформации и удалению абсолютно всех неровностей.
Интересно, что контактная сварка ведется как с расплавлением металлической поверхности, так и без него. Стыковой тип сварки, который предполагает плавление стыка, можно отнести к сварке сопротивления, а с оплавлением – сваркой при помощи оплавления. Для того чтобы добиться равномерного нагрева по всей площади сечения при сварке сопротивлением, необходимо идеально подготовить плоскости заготовок. Практика дает возможность убедиться в том, что сварка, основанная на оплавлении, значительно эффективнее, нежели вариант сварки, основанный на сопротивлении. Она дает возможность избежать процесса подготовки, помогает вести соединение разнородных металлических деталей со значительной площадью, а также заготовок сложной конфигурации.
Давление, без которого контактная точечная сварка неосуществима, дает возможность сделать плавящийся металл значительно плотнее, благодаря чему сварной шов оказывается в разы более прочным. Конечно, для достижения качественного результата, после того, как ток отключен, давление необходимо поддерживать на прежнем значении, либо повышенном до того, как завершится процесс кристаллизации.
Конечно, для достижения качественного результата, после того, как ток отключен, давление необходимо поддерживать на прежнем значении, либо повышенном до того, как завершится процесс кристаллизации.
Если принять во внимание то, какой уровень мощности имеет машина контактной сварки, каково давление, а также электропроводность свариваемых металлических поверхностей, можно четко определить необходимый рабочий режим. Время, в течение которого происходит нагрев, может варьироваться в значительном диапазоне показателей. Значительная продолжительность нагрева говорит о том, что время охлаждения также следует значительно увеличить, чтобы избежать появления на сварном шве трещин. Такой метод сварки принято называть мягким, актуальность его состоит в том, что он идеально подходит тем материалам, которые склонны к закалке, то есть для сталей с высоким процентом содержания углерода. Стали аустенитного типа предполагают использование исключительно жесткого режима сварки, при котором поверхности гарантированно не перегреются. Опасность перегрева кроется в том, что он может стать причиной структурных нарушений, из-за которых снизятся показатели устойчивости к ржавчине.
Опасность перегрева кроется в том, что он может стать причиной структурных нарушений, из-за которых снизятся показатели устойчивости к ржавчине.
Идеальная сварка — Fronius
Учить больше
Подробнее о TIG DynamicWire
Учить больше
Учить больше
Учить больше
Подробнее об iWave
Новости о сварке
iWave: инновационный продукт «3 в 1» от технологического лидера
Источник тока TIG позволяет получать идеальные сварные швы на всех свариваемых материалах. Он также обладает многопроцессорной способностью и имеет множество инновационных функций.
Он также обладает многопроцессорной способностью и имеет множество инновационных функций.
Сварка ВИГ холодной проволокой – умно и просто
Компоненты ВИГ холодной проволокой уже доступны для Fronius iWave. Благодаря новому запатентованному сварочному комплексу TIG DynamicWire даже любители могут с легкостью выполнять идеальные сварные швы TIG.
Сварка соединяет металлы, промышленность и людей
Мы стремимся производить больше, чем просто сварочные системы , поэтому мы являемся лидером инноваций в области дуговой сварки и постоянно совершенствуем сварочные процессы.
В дополнение к технологии сварки для роботов мы предлагаем решения для ручной дуговой сварки в среде защитных газов , для процессов сварки MIG/MAG, TIG и MMA . Мы также внедряем автоматизированные комплексные решения для сварки , адаптированные к требованиям клиентов в области автоматизации сварки.
Мы также внедряем автоматизированные комплексные решения для сварки , адаптированные к требованиям клиентов в области автоматизации сварки.
Ведь сварка создает связи — между металлами, между отраслями и между людьми. Связанные дугой, страстью, бит сварки .
Посмотреть все сварочное оборудование
Сварочное оборудование и решения для сварки
Ручное сварочное оборудование
Решения для роботизированной сварки
Мир сварки
ЧТО ТАКОЕ МИГ/МАГ СВАРКА?
Сварка MIG/MAG также называется дуговой сваркой в среде защитного газа. Различают сварку металлов в среде инертного газа (MIG) и сварку металлов в среде активных газов (MAG).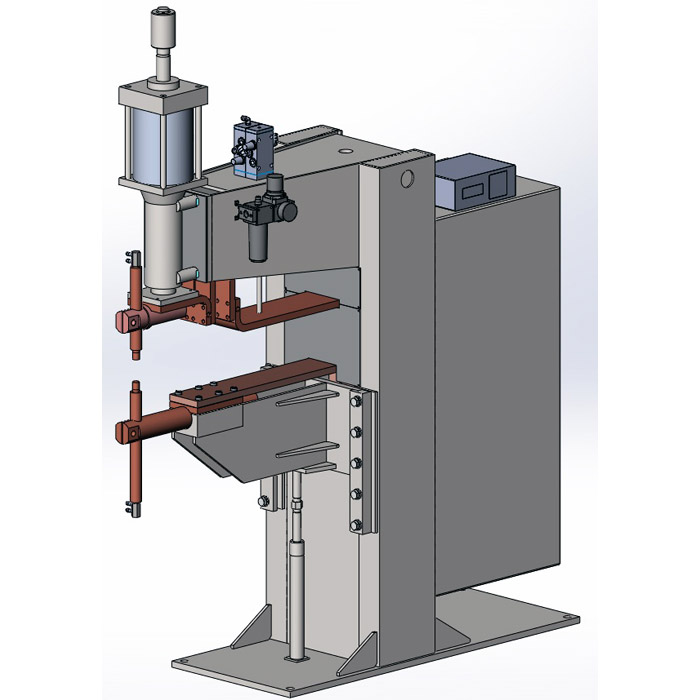 MIG/MAG в настоящее время является наиболее часто используемым процессом сварки и обеспечивает особенно высокую скорость сварки. Он может использоваться ручным, механизированным или роботизированным способом.
MIG/MAG в настоящее время является наиболее часто используемым процессом сварки и обеспечивает особенно высокую скорость сварки. Он может использоваться ручным, механизированным или роботизированным способом.
Узнать больше
ЧТО ТАКОЕ СВАРКА TIG?
Сварка вольфрамовым электродом в среде инертного газа (сварка ВИГ) представляет собой процесс сварки в среде защитного газа и является одним из процессов сварки плавлением. Он используется везде, где требуется оптимальное качество сварных швов без брызг. Сварка ВИГ подходит, помимо прочего, для нержавеющих сталей, алюминиевых и никелевых сплавов, а также для тонколистового металла из алюминия и нержавеющей стали. Он используется в строительстве трубопроводов и контейнеров, в строительстве порталов и в аэрокосмической промышленности.
Узнать больше
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.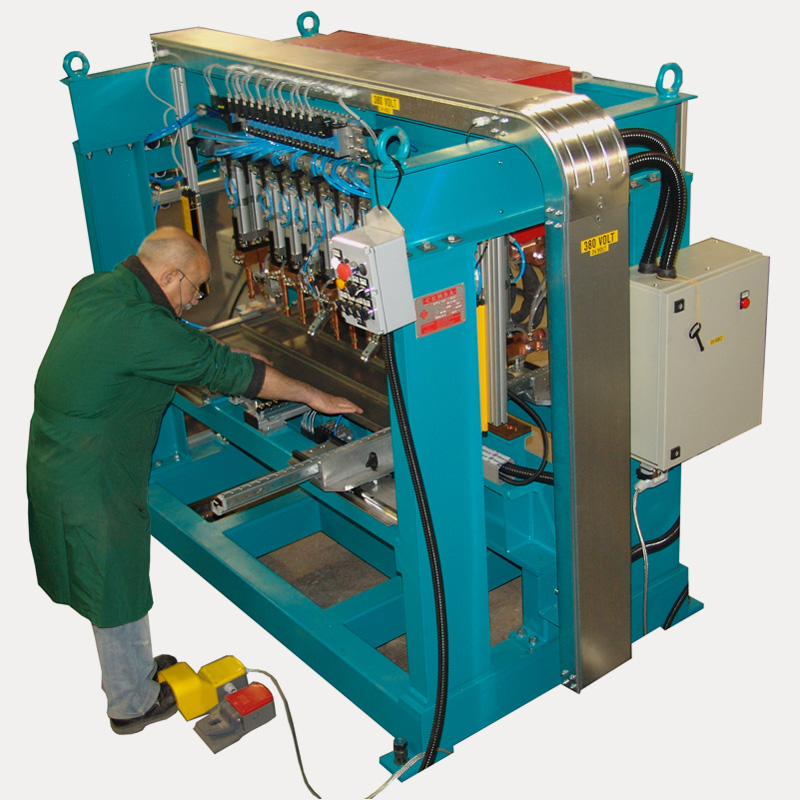
СОВЕРШЕННЫЕ СВАРОЧНЫЕ ФАКТЫ
91
Коэффициент экспорта в %
1028
Действующие патенты
72
Многолетний опыт
Ведущий поставщик аппаратов для сварки MIG
ПОВЫШАЙТЕ МОЩНОСТЬ В ВАШЕЙ СВАРКЕ MIG
Правило сварки
Сварочные аппараты MIG от CK Supply
CK Supply представляет только ведущих производителей сварочного оборудования и технологий. Мы отвечаем за все продаваемое нами оборудование и предлагаем послепродажную поддержку запчастей, ремонт, техническую помощь и расходные материалы.
Привод от двигателя, 110 В, 220 В, питание от батареи, двойное напряжение
Вам это нужно, мы получили.
Что такое сварка MIG?
Сварка металлов в среде инертного газа (MIG), также известная как дуговая сварка металлов в среде защитного газа, использует электрический ток для плавления и плавления металла.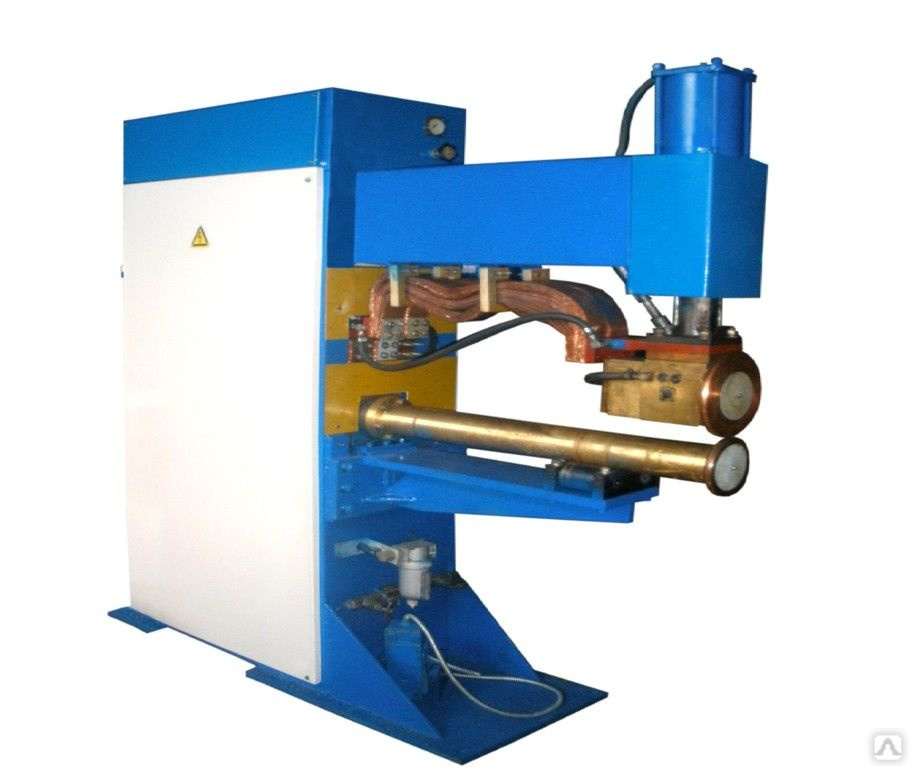 В этом процессе между плавящейся сварочной проволокой и металлом заготовки образуется электрическая дуга. Контактный наконечник передает электрический ток и направляет провод.
В этом процессе между плавящейся сварочной проволокой и металлом заготовки образуется электрическая дуга. Контактный наконечник передает электрический ток и направляет провод.
Вместе с проволокой через сварочный пистолет подается защитный газ. Защитные газы защищают сварной шов от загрязнений и деформаций, а при постоянной подаче проволоки нагретые металлы заготовок плавятся и соединяются внутри радиуса сварочной ванны. Свариваемый металл можно манипулировать различными способами в зависимости от навыков техника. Этот универсальный сварочный процесс может использовать источник постоянного или переменного тока. Сварка MIG предпочтительнее из-за ее адаптируемости, скорости и относительной простоты формирования сварных соединений.
Оснастите свой сварочный аппарат лучшими принадлежностями
В наших розничных магазинах можно купить все необходимое для качественной работы. У нас есть широкий выбор горелок MIG, шпульных пистолетов, сварочных масок, наконечников, перчаток, проволоки и многого другого, подкрепленного нашим опытом, который поможет вам выбрать правильное направление.
Не уверены в своих навыках сварки?
Нет проблем! CK Supply предлагает БЕСПЛАТНЫЕ MIG семинары по сварке для всех, кто покупает машину в наших магазинах. Занятия рассчитаны на несколько уровней опыта и помогут вам быстро освоить новое оборудование.
Арендуйте или купите, CK Supply на вашей стороне
Независимо от того, нужна ли вам машина на один день или несколько инструментов на пару месяцев, CK Supply предлагает самую удобную программу аренды и самый большой парк сварочных аппаратов, доступных для покупки. Мы часто обновляем запасы, чтобы гарантировать, что вы получите современное и надежное арендное оборудование от ведущих производителей в отрасли. По мере того, как мы обновляем наш инвентарь, у вас есть возможность приобрести бывшее в употреблении оборудование по сниженным ценам. У вас также есть преимущества сохранения оригинальной гарантии производителя, если она остается. Кроме того, мы предлагаем бесплатный курс обучения сварке, который позволит вам и вашей команде быстро освоиться после покупки.
