Сварочные материалы для сварки под флюсом: Сварка под флюсом: присадочные материалы и флюсы
Содержание
Материалы для сварки под флюсом (SAW)
Canada
México (Mexico)
United States of America (USA)
Antigua and Barbuda
Argentina
Bahamas
Barbados
Belize
Bolivia — Plurinational State of
Brasil (Brazil)
Brasil (Brazil — Condor)
Chile
Colombia
Costa Rica
Cuba
Dominica
Dominican Republic
Ecuador
Grenada
Guatemala
Guyana
Haïti, Ayiti (Haiti)
Honduras
Jamaica
Nicaragua
Panamá
Perú (Peru — Soldexa)
Paraguái (Paraguay)
Saint Kitts and Nevis
Saint Lucia
El Salvador
Suriname
Trinidad and Tobago
Uruguay
Saint Vincent and the Grenadines
Venezuela — Bolivarian Republic of
Andorra (Andorra)
België (Belgium)
Bielaruś, Беларусь (Belarus)
Босна и Херцеговина (Bosnia and Herzegovina)
Bulgariya, България (Bulgaria)
Κύπρος Kıbrıs (Cyprus)
Česko (Czechia)
Crna Gora Црна Гора (Montenegro)
Danmark (Denmark)
Deutschland (Germany)
Eesti (Estonia)
Éire (Ireland)
España (Spain)
France (France)
Hellas Ελλάς (Greece)
Hrvatska (Croatia)
Ísland (Iceland)
Italia (Italy)
Latvija (Latvia)
Lietuva (Lithuania)
Liechtenstein
Lëtezebuerg (Luxembourg)
Magyarország (Hungary)
Malta
Monaca, Múnegu (Monaco)
Netherlands
Norge (Norway)
Österreich (Austria)
Polska (Poland)
Portugal
Republica Moldova (Moldova)
România (Romania)
Россия (Russia)
Северна Македонија (North Macedonia)
Shqipëria (Albania)
Slovenija (Slovenia)
Slovensko (Slovakia)
Srbija Србија (Serbia)
Schweiz (Switzerland)
Suomi (Finland)
Sverige (Sweden)
Türkiye (Turkey)
Ukraїna Україна (Ukraine)
United Kingdom
افغانستانAfghanestan (Afghanistan)
Al-‘Arabiyyah as Sa‘ūdiyyah المملكة العربية السعودية (Saudi Arabia)
Al-’Imārat Al-‘Arabiyyah Al-Muttaḥidah الإمارات العربيّة المتّحدة (United Arab Emirates)
Al-‘Iraq العراق (Iraq)
Al-‘Urdun الأردن (Jordan)
Al-Yaman اليمن (Yemen)
البحرينAl-Bahrayn (Bahrain)
Dawlat ul-Kuwayt دولة الكويت (Kuwait)
Iran (Islamic Republic of)
Israʼiyl إسرائيل, Yisra’el ישראל (Israel)
Lubnān لبنان, Liban (Lebanon)
Qaṭar قطر (Qatar)
Syrian Arab Republic
Türkiye (Turkey)
‘Umān عُمان (Oman)
Al-maɣréb المغرب, Amerruk / Elmeɣrib (Morocco)
Angola (Angola)
As-Sudan السودان (Sudan)
Bénin (Benin)
Botswana
Burkina Faso
Cabo Verde
Cameroun (Cameroon)
Congo
Congo, Democratic Republic of
Côte d’Ivoire
Djibouti
Dzayer (Algeria)
مصرMisr (Egypt)
eSwatini (Eswatini)
Gaana (Ghana)
Gambia
Guinea Ecuatorial (Equatorial Guinea)
Guinea-Bissau
Guinée (Guinea)
Iritriya إرتريا Ertra (Eritrea)
Ityop’ia ኢትዮጵያ (Ethiopia)
Kenya
Lesotho
Liberia
Lībiyā ليبيا (Libya)
Madagasikara (Madagascar)
Malaŵi, Malawi (Malawi)
Mali
Moçambique (Mozambique)
Moris (Mauritius)
Muritan / Agawec, Mūrītānyā موريتانيا (Mauritania)
Namibia
Niger
Nigeria, Nàìjíríà (Nigeria)
République Centrafricaine, Ködörösêse tî Bêafrîka (Central African Republic)
République Gabonaise (Gabon)
Rwanda
Sao Tome and Principe
Sénégal (Senegal)
Seychelles, Sesel (Seychelles)
Sierra Leone
Soomaaliya aş-Şūmāl, الصومال (Somalia)
South Africa
Tanzania, United Republic of
Tchad, تشاد (Chad)
Togo
Tunes, تونس (Tunisia)
Uburundi (Burundi)
Uganda
Western Sahara
Zambia
Zimbabwe
جزر القمر Comores Koromi (Comoros)
Aorōkin M̧ajeļ (Marshall Islands)
Aotearoa (New Zealand)
Australia
Azərbaycan (Azerbaijan)
Bangladesh বাংলাদেশ (Bangladesh)
Belau (Palau)
Brunei Darussalam
Druk Yul, འབྲུག་ཡུལ (Bhutan)
Dhivehi Raajje (Maldives)
Fiji, Viti, फ़िजी (Fiji)
Hayastán (Armenia)
Kampuchea កម្ពុជា (Cambodia)
Kyrgyzstan Кыргызстан (Kyrgyzstan)
India
Indonesia
South Korea
Mǎláixīyà 马来西亚, Malaysia, மலேசியா (Malaysia)
Micronesia (Federated States of)
Mongol Uls Монгол Улс (Mongolia)
Mueang Thai เมืองไทย (Thailand)
Myanma မြန်မာ (Myanmar)
- Продукция и решения
- Сварочные материалы
- Материалы для сварки под флюсом (SAW)
x
x
Loading. .
.
Информация о методе дуговая сварка под флюсом
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Другие методы сварки
Сварка под флюсом является разновидностью дуговой сварки. Особенностью такого вида дуговой сварки является ведение сварочного процесса с использованием специального порошкового сварочного флюса. Сварочная дуга в процессе сварки горит под слоем флюса.
Флюс – это специальное вещество в виде порошка или гранул с положительными характеристиками. Флюс подается прямо в зону сварки толстым слоем и используется для защиты сварочной ванны от попадания воздуха в процессе сварки. В этом смысле порошковый флюс аналогичен использованию для сварки инертного газа, защищающего ванну от кислорода.
Дуговая сварка под флюсом имеет ряд особенностей, выгодно отличающих метод от стандартной дуговой сварки:
- максимальная защита сварочной зоны в процессе работы,
- значительное сокращение потерь электрода и присадочной проволоки,
- практически полное отсутствие брызг металла,
- повышение производительности сварочного процесса,
- снижение чувствительности к появлению оксидов на поверхности металла,
- дополнительная защита операторов от дугового свечения,
- высокое качество шва и улучшенные свойства металла шва благодаря пониженной скорости остывания материала в процессе.
Но при этом сварка с использованием защитного флюса имеет ряд недостатков, которые могут быть существенны при выборе метода:
- повышение общих расходов на сварочный процесс,
- повышение сложности корректировать положение дуги,
- необходимость дополнительной защиты органов дыхания операторов от газов,невозможность визуально контролировать непосредственное место сварки,
- невозможность сварки в любом пространственном положении,
- повышение текучести металла и флюса в процессе работы,
- высокая зависимость качества выполнения работы от сборки сварочных кромок в связи с угрозой вытекания расплавленного флюса или металла с последующим образованием дефектов.

Техника проведения дуговой сварки под флюсом
Дуговая сварка под флюсом выполняется полуавтоматическим или автоматическим способом. Это связано с необходимостью автоматизации процесса подачи сварочной проволоки и флюса. Электродная проволока, используемая в процессе, автоматически вытягивается в дугу специальными роликами автомата. Используемая проволока должна по составу соответствовать свариваемым материалам.
Сварочный ток подводится к проволоке и к изделию. В зависимости от задач может использоваться постоянны или переменный ток прямой или обратной полярности. Сварочные работы следует начинать с тщательной обработки и зачистки свариваемых материалов от краски, ржавчины, пыли и других загрязнений, в том числе с использованием металлической щетки или шлифовального круга при необходимости.
Флюс подается к месту сварки перед дугой. Толщина слоя флюса должна составлять не меньше 40-80мм, а ширина слоя – 40-100мм. Количество флюса зависит от условий сварки и толщины сварочной проволоки.
Из-за высокой температуры от дуги флюс и металл начинают плавиться и испаряться. В результате образуется газовое облако, защищающее дугу и сварочную ванну от попадания воздуха. Расплавленный флюс после гашения дуги остывает и образует шлаковую корку, которая после завершения работ легко отделяется от сварочного шва.
В зависимости от свариваемых материалов и других условий ведения процесса могут использоваться различные виды флюсов. Флюсы делятся на несколько классов и подгрупп:
- по способу производства: плавленые или неплавленые (керамические),
- по химическому составу: оксидные, солевые или смешанные (солеоксидные),
- по активности (скорости окисления): пассивные, малоактивные, активные и высокоактивные,
- по строению гранул: стекловидные, пемзовидные или цементированные.
Область применения сварки под флюсом
Сварка с использованием флюса в первую очередь была разработана для работы с различными видами стали. В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
Флюс используется для соединения вертикальных швов, сваривания труб различного диаметра (в том числе очень больших размеров, а также для сваривания кольцевых швов в других ситуациях. Это позволяет применять дуговую сварку под флюсом в кораблестроении, трубопрокатной промышленности, нефтегазовой отрасли и многих других промышленных сферах.
Расходные материалы для дуговой сварки под флюсом. Часть 1
Поскольку и проволока, и флюс влияют на состав металла сварного шва и, следовательно, на механические свойства, перед инженером-сварщиком стоит задача выбора подходящей комбинации проволоки и флюса для конкретного применения. . В данной статье рассматриваются некоторые характеристики проволок и флюсов. В следующей статье будут рассмотрены технические характеристики.
Сварочная проволока, как правило, имеет состав, соответствующий составу основного металла. Проволока предназначена для сварки углеродистых, низколегированных и высоколегированных сталей, нержавеющих сталей, никеля и медно-никелевых сплавов. Кроме того, дуговая сварка под флюсом может применяться для наплавки коррозионностойких или износостойких покрытий как проволокой, так и плоскими лентами. Проволока может быть сплошной или с металлическим сердечником. Полосы могут быть прокатаны или спечены.
Проволока предназначена для сварки углеродистых, низколегированных и высоколегированных сталей, нержавеющих сталей, никеля и медно-никелевых сплавов. Кроме того, дуговая сварка под флюсом может применяться для наплавки коррозионностойких или износостойких покрытий как проволокой, так и плоскими лентами. Проволока может быть сплошной или с металлическим сердечником. Полосы могут быть прокатаны или спечены.
Диаметр сварочной проволоки варьируется от 1,2 мм (тонкая проволока или двухпроволочная дуга под флюсом) до 6,4 мм, и они могут выдерживать сварочный ток от 150 до 1600 ампер. Проволока для ферритных сталей, как правило, покрыта медью для увеличения срока службы контактного наконечника, улучшения электропроводности и продления срока годности. Проволока из нержавеющей стали и никелевого сплава волочена без покрытия. Проволока поставляется в бухтах весом от 10 до 50 кг, а также может быть получена в больших платных упаковках весом до 500 кг. Лента, используемая для наплавки, поставляется шириной от 15 до 240 мм, но стандартная толщина составляет 0,5 мм. Как и в случае с проволокой, полоса доступна в рулонах разного веса.
Как и в случае с проволокой, полоса доступна в рулонах разного веса.
В то время как проволока относительно проста и предназначена для соответствия составу основного металла и/или механическим свойствам, флюс гораздо сложнее. Функции флюса:
- для облегчения зажигания дуги и стабильности
- для образования шлака, который защитит и придаст форму сварному шву
- для создания газовой защиты для защиты расплавленного присадочного металла, выступающего через дуговой промежуток
- вступает в реакцию со сварочной ванной для получения чистого высококачественного металла шва с заданными свойствами
- для раскисления сварочной ванны
- обеспечивают раскислители
- в некоторых случаях для добавления дополнительных легирующих элементов в сварочную ванну
Флюсы можно разделить на две категории: по способу изготовления (плавленые или агломерированные) или по активности (нейтральные, активные или легирующие). В рамках этих широких групп флюсы могут быть дополнительно классифицированы по их составляющим, кремнезему, оксиду марганца, фториду кальция и т. д. . Индекс рассчитывается путем деления суммы процентов основных составляющих на сумму кислотных составляющих. Оксиды кальция, магния, натрия, калия и марганца, карбонат кальция и фторид кальция являются основными составляющими флюса; диоксид кремния и оксид алюминия кислотные составляющие. Кислотные флюсы имеют индекс основности от 0,5 до 0,8; нейтральные потоки от 0,8 до 1,2; основные флюсы от 1,2 до 2,5 и высокоосновные флюсы от 2,5 до 4,0. Основность флюса оказывает большое влияние на свойства металла сварного шва, в первую очередь на ударную вязкость. Как правило, чем выше основность, тем выше ударная вязкость.
д. . Индекс рассчитывается путем деления суммы процентов основных составляющих на сумму кислотных составляющих. Оксиды кальция, магния, натрия, калия и марганца, карбонат кальция и фторид кальция являются основными составляющими флюса; диоксид кремния и оксид алюминия кислотные составляющие. Кислотные флюсы имеют индекс основности от 0,5 до 0,8; нейтральные потоки от 0,8 до 1,2; основные флюсы от 1,2 до 2,5 и высокоосновные флюсы от 2,5 до 4,0. Основность флюса оказывает большое влияние на свойства металла сварного шва, в первую очередь на ударную вязкость. Как правило, чем выше основность, тем выше ударная вязкость.
Нейтральные флюсы разработаны таким образом, что они практически не влияют на химический анализ металла сварного шва и, следовательно, на механические свойства. Они содержат мало кремнезема, силиката кальция и глинозема и не добавляют значительного количества кремния и марганца в сварной шов.
Кислотные флюсы содержат значительное количество кремнезема, силикатов в форме силиката кальция и/или марганца и оксида марганца. Эти флюсы реагируют со сварочной ванной и повышают содержание кремния и марганца в сварном шве вместе с высоким содержанием кислорода. Результатом этого является плохая ударная вязкость сварного шва, но флюсы выдерживают ржавые поверхности, легко отделяются и обеспечивают хороший внешний вид сварного шва. Они особенно полезны для однопроходной высокоскоростной сварки, такой как угловая сварка стенок с фланцевыми балками.
Эти флюсы реагируют со сварочной ванной и повышают содержание кремния и марганца в сварном шве вместе с высоким содержанием кислорода. Результатом этого является плохая ударная вязкость сварного шва, но флюсы выдерживают ржавые поверхности, легко отделяются и обеспечивают хороший внешний вид сварного шва. Они особенно полезны для однопроходной высокоскоростной сварки, такой как угловая сварка стенок с фланцевыми балками.
Основные флюсы выполняют при дуговой сварке под флюсом почти ту же роль, что и основные покрытия при ручной дуговой сварке металлическим электродом. Они имеют низкое содержание кремнезема и состоят из различных количеств карбоната кальция и/или фторида, глинозема, кальция, оксидов марганца и магния и рутила.
Эта комбинация соединений дает чистый металл сварного шва с низким содержанием серы и кислорода, обладающий ударной вязкостью от хорошей до превосходной. Как правило, чем выше основность, тем выше ударная вязкость. Переход кремния и марганца в металл шва также ограничен. Такие флюсы предпочтительны для сварки высококачественных конструкционных сталей, сосудов под давлением, трубопроводов и морских сооружений, где требуются хорошие свойства при высоких или низких температурах.
Такие флюсы предпочтительны для сварки высококачественных конструкционных сталей, сосудов под давлением, трубопроводов и морских сооружений, где требуются хорошие свойства при высоких или низких температурах.
Плавленые флюсы являются кислыми, нейтральными или слабощелочными и производятся путем смешивания компонентов, плавления их в электрической печи и измельчения полученного затвердевшего шлака с получением флюса со стекловидным внешним видом.
Эти флюсы являются однородными, устойчивыми к впитыванию влаги и механически прочными, поэтому они не разрушаются, но сохраняют требуемый размер частиц. Высокие температуры, необходимые для операции плавления, означают, что некоторые компоненты, особенно раскислители, присутствующие в высокоосновных флюсах, разлагаются и теряются. Это ограничивает диапазон применения этих флюсов для общих строительных работ, где отрицательные рабочие температуры не будут противодействовать.
Агломерированные флюсы могут быть нейтральными, основными или высокоосновными. Их изготавливают из влажной смеси, которую обжаривают, сушат и запекают для достижения низкого содержания влаги. Этот низкотемпературный процесс означает, что сильные раскислители и ферросплавы могут быть включены без потерь. Связующие, используемые в процессе кукурузы, однако, гигроскопичны, поэтому поглощение влаги может стать проблемой в цехе. Может потребоваться прокаливание флюса перед использованием, и если флюс не используется в течение определенного (короткого) периода времени, бункеры для флюса на сварочном оборудовании также должны быть нагреты, чтобы ограничить поглощение влаги во время хранения. Флюс также может подвергаться механическим повреждениям во время рециркуляции, распадаясь с образованием пыли. Хотя малый размер частиц способен пропускать более высокий ток, слишком большое количество мелких частиц во флюсе приведет к тому, что газ будет захвачен между шлаком и сварочной ванной. Это приведет к появлению некрасивых газовых плоских участков или вмятин на поверхности сварного шва.
Их изготавливают из влажной смеси, которую обжаривают, сушат и запекают для достижения низкого содержания влаги. Этот низкотемпературный процесс означает, что сильные раскислители и ферросплавы могут быть включены без потерь. Связующие, используемые в процессе кукурузы, однако, гигроскопичны, поэтому поглощение влаги может стать проблемой в цехе. Может потребоваться прокаливание флюса перед использованием, и если флюс не используется в течение определенного (короткого) периода времени, бункеры для флюса на сварочном оборудовании также должны быть нагреты, чтобы ограничить поглощение влаги во время хранения. Флюс также может подвергаться механическим повреждениям во время рециркуляции, распадаясь с образованием пыли. Хотя малый размер частиц способен пропускать более высокий ток, слишком большое количество мелких частиц во флюсе приведет к тому, что газ будет захвачен между шлаком и сварочной ванной. Это приведет к появлению некрасивых газовых плоских участков или вмятин на поверхности сварного шва.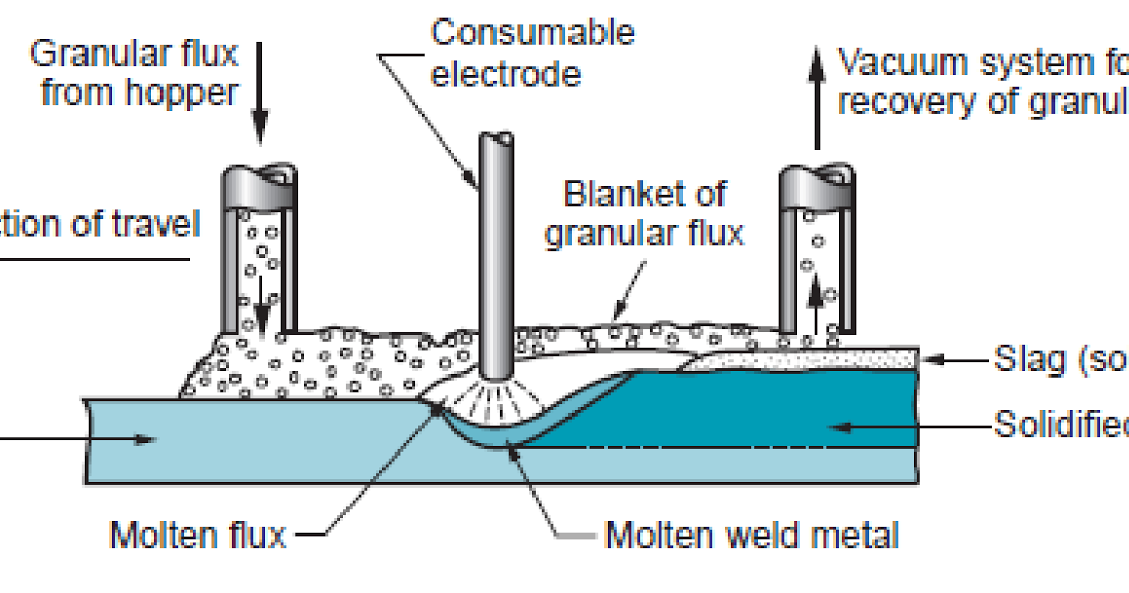 Во избежание этого система рециркуляции должна быть оборудована фильтрами, удаляющими как крупные частицы отделившегося шлака, так и мелкую пыль.
Во избежание этого система рециркуляции должна быть оборудована фильтрами, удаляющими как крупные частицы отделившегося шлака, так и мелкую пыль.
Флюсы поставляются в мешках, обычно пластиковых, весом от 25 до 40 кг и в пластиковых бочках до 250 кг. В последнее время некоторые поставщики упаковывают флюс в герметичные пакеты, также известные как электроды в вакуумной упаковке. Этот метод удобен тем, что флюс можно использовать прямо из мешка с гарантированно низким уровнем содержания водорода и без необходимости выпекания перед использованием.
Эта статья была написана Джин Мазерс .
Часть 2
Часть 3
Выбор расходных материалов для дуговой сварки под флюсом
В отличие от расходных материалов для GMAW, SMAW и FCAW, для которых легко определить требуемую классификацию, а продукт можно выбрать с минимальным вниманием, комбинации флюса и проволоки для дуговой сварки под флюсом (SAW) требуют многоэтапного процесса для определения оптимального выбора.
Необходимо учитывать следующие факторы:
- Это однопроходное или многопроходное приложение?
- Каковы требуемые свойства металла сварного шва с V-образным надрезом по Шарпи (CVN)?
- Будет ли сварное изделие подвергаться термообработке после сварки? Время снятия стресса?
- Является ли сварной шов двухпроходным или однопроходным?
- Предназначен ли сварной шов для работы в кислой среде?
Некоторые производители сварочных материалов предлагают широкий ассортимент флюсов и проволок. Когда вы рассмотрите все возможные перестановки и комбинации флюса и проволоки, может оказаться, что ваша текущая комбинация не оптимальна для вашего приложения.
Выбор сварочного электрода
Для конкретного применения классификация электродов AWS/CSA часто диктуется зарегистрированным инженером, конкретными нормами сварки или, возможно, просто необходимостью соответствия химическому составу основного материала.
Типичным примером является электрод AWS E7018-1 или CSA E4918-1 SMAW, или электроды с флюсовой сердцевиной в среде защитного газа AWS E71T-1 или CSA E491T1-C1A3-CS1.
Классификация флюсовой проволоки под флюсом под флюсом
Электрод под флюсом обычно имеет классификацию AWS, которая определяется составом электрода, поэтому вы можете иметь эквивалентный электрод. Поток SAW сам по себе не может иметь классификацию AWS/CSA, поэтому не существует «эквивалентного потока».
Однако комбинация флюса и проволоки под флюсом под флюсом под флюсом имеет классификацию AWS/CSA. У вас может быть эквивалентная классификация флюса/проволоки.
Следует соблюдать осторожность при выборе флюса/проволоки исключительно по классификации.
Рисунок 1
В целях обсуждения, электроды для открытой дуги аналогичной классификации будут иметь сопоставимые характеристики и механические свойства. Например, разные марки/торговые названия ER70S-6 и B-G 49.Проволока 3 C1 S6 GMAW обычно может использоваться для одного и того же применения.
Например, разные марки/торговые названия ER70S-6 и B-G 49.Проволока 3 C1 S6 GMAW обычно может использоваться для одного и того же применения.
Однако это не относится к флюсам и проволокам под флюсом под флюсом.
Например, Lincoln Electric предлагает более восьми комбинаций флюса и проволоки, которые соответствуют одной и той же классификации F7A2-EM12K. Электрод в этом примере тот же (Lincolnweld L-61), но несколько флюсов дают эту классификацию.
В отличие от нашего примера с электродом для GMAW, характеристики различных комбинаций для SAW могут сильно различаться, несмотря на то, что все они имеют одинаковую классификацию флюса/проволоки.
Активный или нейтральный флюс
Активные флюсы добавляют определенное количество кремния (Si) и марганца (Mn) в наплавленный металл.
Нейтральные флюсы, как следует из названия, вносят относительно небольшое количество Si и Mn.
Поток считается «активным» или «нейтральным» в зависимости от номера нейтральности стены. Это число определяется производителями флюса в ходе серии химических испытаний наплавленного металла.
Это число определяется производителями флюса в ходе серии химических испытаний наплавленного металла.
WN# = 100 (|Δ|Si + |Δ|Mn)
В соответствии с AWS A5.17 поток считается нейтральным, если его WN# меньше или равен 35.
Рисунок 2a
Почему это важно? Общепринято, что активный флюс следует использовать только для однопроходных применений. Причина этого заключается в том, что при многократных проходах содержание Mn может возрасти до уровня, при котором уровни прочности и твердости становятся чрезмерными. Удлиняющие свойства также могут снижаться. Эти условия могут привести к разрушению сварного шва. Эта ситуация может усугубляться чрезмерными уровнями напряжения, поскольку более высокое напряжение может привести к большему попаданию расплава флюса в сварной шов.
Вернемся к нашему примеру с AWS F7A2-EM12K / CSA F49A3-EM12K:
Lincolnweld 761/L-61 имеет высокий показатель нейтральности стенки и считается активным флюсом. Поэтому благодаря относительно высокому содержанию раскислителя (Si/Mn) он отлично подходит для сварки легких загрязнений, таких как ржавчина и прокатная окалина. Эта комбинация, однако, не является хорошим выбором для многопроходной сварки толстолистового металла.
Поэтому благодаря относительно высокому содержанию раскислителя (Si/Mn) он отлично подходит для сварки легких загрязнений, таких как ржавчина и прокатная окалина. Эта комбинация, однако, не является хорошим выбором для многопроходной сварки толстолистового металла.
Lincolnweld 960/L-61 имеет ту же классификацию F7A2-EM12K, что и 761/L-61, но является нейтральным флюсом. Это делает его гораздо лучшим выбором для многопроходной сварки. Однако производительность по прокатной окалине и другим загрязнениям будет не такой хорошей.
Однопроходное или многопроходное приложение является решающим фактором при выборе комбинации флюс/проволока.
V-образный надрез по Шарпи Требование
Температура испытания ударных свойств (температура испытания CVN) указана в классификации флюсовой проволоки.
AWS F7A2-EM12K обозначает температуру испытания CVN -20 градусов по Фаренгейту.
Аналогичный CSA F49A3-EM12K обозначает температуру испытания CVN -30°C.
При выборе комбинации флюс/проволока учитывайте требуемые свойства CVN.
Рисунок 2b
Например, если для применения в сосуде высокого давления требуется значение CVN 20 фут-фунтов. при температуре -60 градусов по Фаренгейту, как при сварке, нам необходимо обеспечить классификацию не ниже F7A6.
Широко используемый электрод Lincolnweld L-61 (EM12K) соответствует классам от F7A0 (0 градусов F CVN) до F7A8 (-80 градусов F CVN). Это значительный диапазон прочности просто за счет изменения флюса, с которым он связан.
Основность флюса
Индекс основности флюса (BI) рассчитывается с использованием различных формул, которые количественно определяют соотношение основных и кислотных компонентов флюса.
Lincoln Electric использует формулу индекса основности Бонишевского:
BI = 0,5(FeO + MnO) + CaO + MgO + Na 2 O + K 2 O + CaF 2 / SiO 2 8 (TiO 2 + ZrO 2 + Al 2 O 3 )
Как правило, более высокий BI дает микроструктуру, которая более способствует надежным свойствам CVN.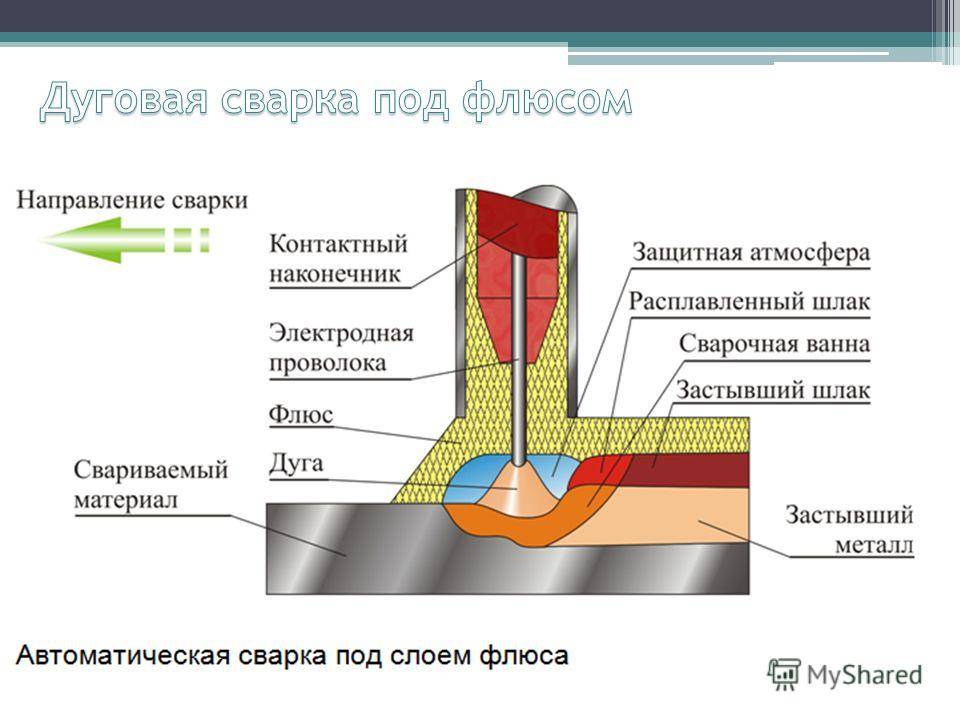 Заметным исключением являются однопроходные или двухпроходные сварные швы.
Заметным исключением являются однопроходные или двухпроходные сварные швы.
Производители флюсов обычно публикуют B.I. их потоков в паспорте материала.
Следует отметить, однако, что флюсы не должны выбираться исключительно на основе BI, и флюсы не должны иметь перекрестных ссылок на основе этого номера.
Термическая обработка после сварки (PWHT)
Вообще говоря, для наплавленного металла из углеродистой стали предел прочности при растяжении (UTS) и предел текучести (YS) после PWHT снижаются.
Это также необходимо учитывать при выборе комбинаций флюс/проволока, поскольку не все из них будут соответствовать тому же уровню прочности, что и при сварке и после снятия напряжения.
Прочность определяется классификацией флюса/проволоки. Буква A в классификации обозначает состояние «после сварки», а P обозначает состояние PWHT.
Обратите внимание, что обычно результаты PWHT выдаются в течение одного часа при определенной температуре, обычно 1150 градусов по Фаренгейту/650 градусов по Цельсию.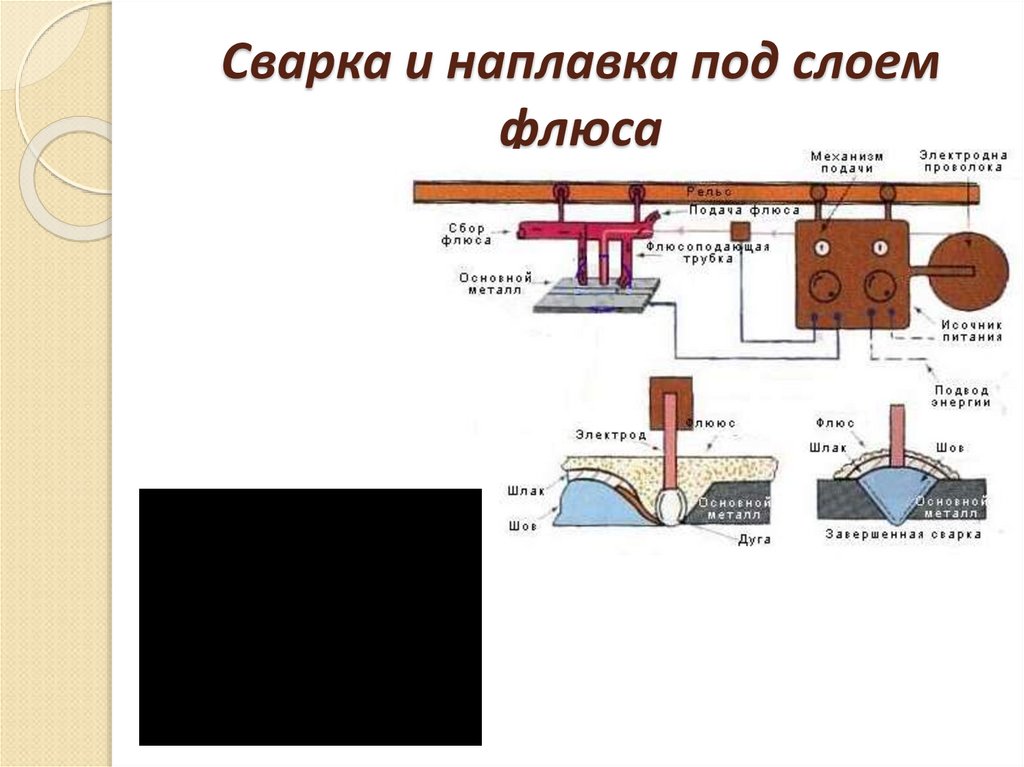 При более длительном времени выдержки и при более высоких температурах уровни прочности будут еще ниже.
При более длительном времени выдержки и при более высоких температурах уровни прочности будут еще ниже.
Например, электроды Lincolnweld 882/Lincolnweld LA-71 классифицируются как F7A6-Eh21K/F7P6-Eh21K. Это указывает на то, что эта комбинация будет соответствовать требованиям для F7 или 70-KSI UTS.
Двухпроходный в сравнении с многопроходным: измельчение зерна
Большинство классификаций определяется с помощью пластин для многопроходного тестирования в соответствии с требованиями CSA и AWS.
Измельчение зерна в результате повторного нагрева происходит, когда последующий проход сварки выполняется поверх предыдущего прохода. Эта более темная зона более мелких зерен может противостоять ударам лучше, чем грубая неочищенная структура зерен.
Как видно на фото (Рисунок 2), двухпроходный шов (по одному проходу с каждой стороны) имеет гораздо менее очищенный металл шва. В результате свойства CVN двухпроходного шва имеют тенденцию быть менее надежными, чем многопроходный шов. Кроме того, разбавление основного материала обычно намного больше при двухпроходном сварном шве.
Кроме того, разбавление основного материала обычно намного больше при двухпроходном сварном шве.
Правило двухпроходной сварки
Не используйте результаты многопроходных испытаний (особенно ударную вязкость) для прогнозирования характеристик комбинации флюс/электрод при двухпроходной сварке и наоборот.
AWS A5.23 Двухпроходная сварка Классификация
Двухпроходная сварка обычно используется на трубных заводах, при сварке панелей на верфях и ветровых башнях.
Если ваше приложение является двухпроходным или однопроходным, вам следует проверить, имеет ли комбинация двухпрогонный сертификат соответствия (COC). Двухпроходные КОК обозначаются добавлением буквы Т после обозначения концентрации.
Например, флюс Lincolnweld WTX-TR с Lincolnweld L-61 имеет многопроходной COC (F7A6-EM12K) и двухпрогонный (F7TA4-EM12K) COC.
Комбинации флюс/проволока должны быть тщательно выбраны для одно- и двухпроходных сварных швов, поскольку подавляющее большинство комбинаций флюс/проволока на рынке могут не подходить для этого применения.
