Сварочный инвертор для сварки алюминия аргоном: Сварочные аппараты для алюминия — купить с бесплатной доставкой по России
Содержание
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
В этой статье:
- Сложность сварки алюминия
- Суть полуавтоматической сварки алюминия
- Отличия сварки алюминия полуавтоматом от аргонодугового метода
- Подготовка свариваемого материала
- Требования к оборудованию
- Расходные материалы
- Настройки аппарата
- Процесс сварки алюминия полуавтоматом
Сложность сварки алюминия
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Суть полуавтоматической сварки алюминия
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон. Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:

Кроме производительности, МИГ метод выигрывает по простоте. Все действия выполняются одной рукой. Подача проволоки осуществляется автоматически по выставленным настройкам. Если они верные, шов получится качественным (при правильных движениях горелкой), что облегчает задачу для новичка.
Подготовка свариваемого материала
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Требования к оборудованию
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG — это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет «гулять», дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Это обеспечит равномерную скорость без пробуксовки, проволока не будет «гулять», дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
 Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А.
Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А.
 Но их цена выше.
Но их цена выше.
Расходные материалы
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
Хороший выбор проволоки для алюминия в нашем каталоге.
Настройки аппарата
Перейдем к правильным настройкам полуавтомата для сварки алюминия. К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
|
Толщина металла, мм |
Диаметр проволоки, мм |
Сила тока, А |
|---|---|---|
|
2-3 |
0.8 |
95-110 |
|
4-5 |
1.0 |
130-160 |
|
6-7 |
1.2 |
200-250 |
Если у вас полуавтомат с импульсом, задайте базовый ток на 40% ниже от импульсного. Базовый ток будет поддерживать горение дуги, а импульсный — пробивать оксид и передавать каплю. Частота импульса для сварки алюминия желательна 1-3 Гц в секунду. Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Еще проще настроить полуавтомат для сварки алюминия новичку будет с синергетикой. Синергетическое управление требует указать в меню только:
Все выбирается на дисплее. Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Процесс сварки алюминия полуавтоматом
Установите алюминиевую проволоку в полуавтомат, заправьте конец между роликами, направьте его в канал. Включите протяжку и дождитесь выхода проволоки из горелки. Чтобы она не застряла, временно открутите мундштук.
Установите силу тока и импульс в согласии с толщиной металла (см таблицу выше), откройте баллон с аргоном. Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Источник видео: Рутектор
Сварка полуавтоматом алюминия ведется так:
- Поднесите горелку к месту стыка и удерживайте на расстоянии 3-5 мм от конца проволоки. Само сопло может быть удалено от поверхности до 6-10 мм.
- Нажмите на кнопку горелки.
- После зажигания электрической дуги введите горелку справа налево или от себя, чтобы наложенный шов оставался позади.
- Наклон горелки при сварке алюминия должен быть почти вертикальным — удерживайте отклонение от прямого угла на 10-15 градусов.
- Если алюминий сечением до 3 мм и нет зазора между сторонами, просто ведите горелку ровно по линии стыковки.
 В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
Когда была предварительная подготовка с разделкой кромок, нужна сварка в несколько проходов. Корневой шов тонкий и ведется без поперечных колебаний, а последующий шов нужен для заплавления ширины стыка и образования валика. Используя правильно подобранное сварочное оборудование у Вас получится сваривать алюминий полуавтоматом даже без значительной практики.
Ответы на вопросы: как правильно производить сварку алюминия полуавтоматом
Алюминиевая проволока застревает в канале, что делать?
СкрытьПодробнее
Алюминий более мягкий, чем сталь или нержавейка, поэтому легко поддается изгибам и деформируется. Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Сколько роликов должно быть в подающем механизме для сварки алюминия?
СкрытьПодробнее
Лучше использовать модели с четырьмя роликами. Они увереннее толкают присадочный материал. На двух роликах возможна пробуксовка, а если их затянуть сильнее, проволока начнет заминаться.
Можно ли варить алюминий с углекислотой?
СкрытьПодробнее
Нет. Алюминий является активным металлом и при контакте с окислителем сразу защищается, вырабатывая пленку. Углекислота состоит из углерода и кислорода, поэтому будет вступать в реакцию со сварочной ванной. Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Можно ли полуавтоматом заварить силумин?
СкрытьПодробнее
Силумин — это сплав алюминия с кремнием. Присадка придает металлу прочности и улучшает его литейные свойства. Для сварки силумина полуавтоматом необходима алюминиевая проволока с кремнием, но лучше все же использовать TIG сварку.
Подойдет ли полуавтомат для сварки алюминиевых труб?
СкрытьПодробнее
Если это не герметичная конструкция (теплица, беседка, раскладушка и пр.), то полуавтомат подойдет. Для герметичных стыков лучше использовать аргонодуговую сварку.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Какой аппарат выбрать для сварки алюминия?
Какой аппарат выбрать для сварки алюминия?
`
Главная
Блог
- Какой аппарат выбрать для сварки алюминия?
Многие сварщики в начале своего пути задаются вопросом – какой сварочный аппарат нужен для сварки алюминия? В этой статье мы постараемся дать свои рекомендации по выбору аппарата для сварки алюминия, на что обратить внимание при покупке, а также, обсудим особенности аппаратов TIG и MIG.
Для начала разберем как правильно подобрать аргонодуговой аппарат TIG под ваши рабочие задачи. В TIG сварке чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Преимущества и недостатки сварки TIG
Аргонодуговая сварка — трудная сварка в освоении по причине необходимости одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла. В связи с этим основным недостатком TIG сварки – ее низкая скорость и производительность, и сварщик должен обладать высокими навыками. Но неоспоримым преимуществом такого вида сварки – это высокое качество сварных соединений, аккуратность сварных швов, которые не требуют дальнейшей механической постобработки. А можно ли тиг сваркой варить алюминий? Краткий ответ – можно, но для того, чтобы правильно подобрать аппарат для аргонодуговой сварки нужно иметь в виду несколько важных моментов.
Артикул: 072. 184.105
184.105
Горелка TIG TP 18 SUPER (ОКС 35-50, 2 pin, M12х1, 1/4G, 3/8G) 4м водяное охлаждение TBW1804-03
Агонодуговая горелка TIG TP 18 SUPER с водяным охлаждением и подключением через ОКС 35-50, 2 pin, M12х1, 1/4G, 3/8G рассчитана на работу с током до 400 Ампер. Наличие быстросъемной кнопки на рукоятке для расширения функционала горелки.
Цена:
9 720 р
Артикул: 072.254.120
Горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) 4м водяное охлаждение TBW2501-04
Аргонодуговая горелка TIG TP 25 (M12x1, 1/4G, 3/8G, 2PIN) с водяным охлаждением. Подключение осуществляется через гайку с резьбой M12×1. Подключение через 2 PIN. Два шланга под водяное охлаждение.
Цена:
7 119 р
Какая толщина металла сваривается?
От толщины металла зависит выбираемый сварочный ток, а также наличие режима PULSE. Если вы планируете сваривать металл малой толщины (до 2 мм), вам необходим инвертор с функцией пульсации сварочного тока. В ассортименте оборудования ПТК с этими задачами отлично справятся аппараты ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. В случае, когда аппараты нужны более мобильные и компактные, то стоит обратить внимание на инверторы ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Если вы планируете сваривать металл малой толщины (до 2 мм), вам необходим инвертор с функцией пульсации сварочного тока. В ассортименте оборудования ПТК с этими задачами отлично справятся аппараты ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. В случае, когда аппараты нужны более мобильные и компактные, то стоит обратить внимание на инверторы ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Какой материал вы планируете сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). Частый вопрос, который можно услышать от начинающих сварщиков — а на каком токе варят алюминий тиг сваркой? Так вот, на постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. А на переменном токе сваривают алюминиевые, никелевые и магниевые сплавы. TIG сварка алюминия постоянным током возможна, но является более трудозатратной, сложной, требует большей предварительной подготовки свариваемых материалов и итоговый результат сварки не всегда выходит чистым и таким идеальным, как рассчитывал сварщик.
TIG сварка алюминия постоянным током возможна, но является более трудозатратной, сложной, требует большей предварительной подготовки свариваемых материалов и итоговый результат сварки не всегда выходит чистым и таким идеальным, как рассчитывал сварщик.
Обратите внимание на источники для аргонодуговой сварки ПТК МАСТЕР серии D и ПТК RILON серии GDM, которые поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
Какое охлаждение горелки TIG выбрать?
Горелки TIG могут охлаждаться двумя способами – воздушным или жидкостным. Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Если вам необходимо именно такое охлаждение, то стоит рассмотреть аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Но еще вы можете приобрести любой сварочный аппарат и просто докупить к нему водоохладитель ПТК БЖО (9 л).
Нужна ли педаль для TIG сварки?
Для упрощения процесса аргонодуговой сварки, лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
Основные критерии выбора аппаратов аргонодуговой сварки TIG
Сварочный ток и его характеристики напрямую влияют на процесс сварки и качество соединения сварных швов. Аппараты попроще варят на переменном токе (DC), но есть и более прогрессивные аппараты AC/DC, которые умеют переключаться и варить с постоянным (AC) и переменным током. Разберем особенности таких аппаратов, а также на каком токе возможна сварка алюминия ac или dc.
Аппараты попроще варят на переменном токе (DC), но есть и более прогрессивные аппараты AC/DC, которые умеют переключаться и варить с постоянным (AC) и переменным током. Разберем особенности таких аппаратов, а также на каком токе возможна сварка алюминия ac или dc.
Постоянный ток DC
Если ваша задача сваривать черный металл, нужен хороший провар и красивый шов без обработки, то здесь подойдут аппараты ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT. Эти аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с импульсным режимом, например, ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах позволяет варить тонкие металлы, не перегревая их и не давая ванне остыть, за счет периодического понижения сварочного тока. Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь. С этими аппаратами сварка алюминия tig dc pulse тоже будет проще и аккуратней.
С этими аппаратами сварка алюминия tig dc pulse тоже будет проще и аккуратней.
Повысить качество шва и упросить контроль за рядом параметров в сварочных инверторах поможет настройка сварочного процесса по циклограмме. Точная настройка позволит избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Циклограмма есть в таких аппаратах как ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92 и ПТК RILON TIG 400 P AC/DC DIGITAL.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока. Также, аппараты с переменным током АС хорошо подходят для сварки покрытыми электродами алюминия и ржавого металла, который трудно очистить. Постоянное изменение направления движения электронов способствуют разрушению оксида алюминия и загрязнений (ржавчины) на поверхности изделий.
Также, аппараты с переменным током АС хорошо подходят для сварки покрытыми электродами алюминия и ржавого металла, который трудно очистить. Постоянное изменение направления движения электронов способствуют разрушению оксида алюминия и загрязнений (ржавчины) на поверхности изделий.
Аппарат для сварки алюминия аргоном — какой выбрать? Исходя из всего вышесказанного, мы рекомендуем обратить внимание на аппараты ПТК МАСТЕР TIG 200 P AC/DC D92 и ПТК RILON TIG 200 P AC/DC GDM. Эти инверторы справятся с множеством сварочных задач, а сварка алюминия dc станет легкой и уверенной.
Сварочные аппараты для полуавтоматической сварки MIG
Помимо аппаратов TIG, для сварки алюминия также подходят аппараты для полуавтоматической MIG сварки.
Какой выбрать сварочный полуавтомат для сварки алюминия?
В ассортименте сварочных аппаратов ПТК лучший полуавтомат для сварки алюминия – это ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99. И его обновленная версия с четырехроликовым механизмом подачи проволоки ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99-4. Алюминий довольно капризный материал, так как имеет оксидную пленку, и не каждый полуавтомат подходит для работы с ним. Чтобы проникнуть под оксидную пленку, необходима высокая сила тока, но тогда алюминий начнет плавится. Но с малой величиной тока, оксидную пленку разрушить не получится, что сделает сварной шов слабым и не герметичным. Для решения данной задачи необходимы аппараты, которые способные автоматически менять величину ампер в процессе сварки, тогда станет возможным и качественная сварка алюминия. Такой режим в аппаратах называется импульсный (PULSE).
Алюминий довольно капризный материал, так как имеет оксидную пленку, и не каждый полуавтомат подходит для работы с ним. Чтобы проникнуть под оксидную пленку, необходима высокая сила тока, но тогда алюминий начнет плавится. Но с малой величиной тока, оксидную пленку разрушить не получится, что сделает сварной шов слабым и не герметичным. Для решения данной задачи необходимы аппараты, которые способные автоматически менять величину ампер в процессе сварки, тогда станет возможным и качественная сварка алюминия. Такой режим в аппаратах называется импульсный (PULSE).
Сварочные аппараты ПТК МАСТЕР серии DOUBLE PULSE — с двойным импульсом и синергетическими настройками управления. Основная особенность аппарата заключается в наилучшем качестве сварки алюминия и его сплавов. Поэтому мы так много внимания уделяем именно этим технологиям и процессам, которые помогают улучшить качество сварочных швов и у сварщика была лучшая сварка для алюминия.
Отличительная особенность этих аппаратов — импульсный режим. При сварке MIG в импульсном режиме на кончике сварочной проволоки формируется капля расплавленного металла. Далее, увеличивается сила тока и выталкивает эту каплю в сварочную ванну. Перемещение капли происходит через дугу, по одной капле за импульс. Импульсная сварка алюминия позволяет снизить тепловложение и разбрызгивание металла по сравнению со струйным и крупнокапельным переносом. При сварке алюминия пульсом и его сплавов пульсация тока нужна для пробития оксидной пленки и обеспечения качественной очистки околошовной зоны.
При сварке MIG в импульсном режиме на кончике сварочной проволоки формируется капля расплавленного металла. Далее, увеличивается сила тока и выталкивает эту каплю в сварочную ванну. Перемещение капли происходит через дугу, по одной капле за импульс. Импульсная сварка алюминия позволяет снизить тепловложение и разбрызгивание металла по сравнению со струйным и крупнокапельным переносом. При сварке алюминия пульсом и его сплавов пульсация тока нужна для пробития оксидной пленки и обеспечения качественной очистки околошовной зоны.
Помимо импульсного режима сварки алюминия, в аппарате ПТК МАСТЕР D99 есть функция горячий старт, которая особенно полезна при сварке алюминия. Благодаря этой функции, в начале сварки, когда металл еще холодный, не образовывается наплавленная проволока, то есть, во время поджига дуги, расплавленный металл не наплавляется впустую на кромки, а проваривает кромки в глубину.
Еще один полезный параметр для сварки алюминиевых сплавов – это стартовый сварочный ток. Он позволяет равномерно прогреть свариваемые кромки металла для получения сварочной ванны. При сварке алюминия имеет особое значение, так как там требуется прогрев кромок без лишней наплавки проволоки.
Он позволяет равномерно прогреть свариваемые кромки металла для получения сварочной ванны. При сварке алюминия имеет особое значение, так как там требуется прогрев кромок без лишней наплавки проволоки.
Предлагаем вам наглядно ознакомиться с работой аппарата в наших видеороликах. В них мы подробнее расскажем о полуавтомате для сварки алюминия, какой выбрать режим сварки и варианты его настройки, а также поделимся секретами и особенностями сварки для новичков.
14 декабря 2021
Личный кабинет дилера
ac dc аргон 3 в 1 сварочный аппарат высокочастотный алюминиевый импульсный сварочный аппарат постоянного тока переменного тока
Все функции TIG в одном корпусе
Обычный импульсный TIG
Обычно от 0,2 до 10 PPS.
 Обеспечивает нагревание и охлаждение сварочной ванны и может уменьшить деформацию за счет снижения средней силы тока. Этот эффект нагрева и охлаждения также создает отчетливую рябь на сварном шве. Соотношение между частотой импульсов и скоростью перемещения определяет расстояние между пульсациями. Медленная пульсация также может быть согласована с добавлением присадочного металла и может повысить общий контроль над сварочной ванной.
Обеспечивает нагревание и охлаждение сварочной ванны и может уменьшить деформацию за счет снижения средней силы тока. Этот эффект нагрева и охлаждения также создает отчетливую рябь на сварном шве. Соотношение между частотой импульсов и скоростью перемещения определяет расстояние между пульсациями. Медленная пульсация также может быть согласована с добавлением присадочного металла и может повысить общий контроль над сварочной ванной.Высокоскоростная импульсная сварка TIG
Импульсная сварка TIG со скоростью более 40 импульсов в секунду становится скорее слышимой, чем видимой, что приводит к повышенному перемешиванию сварочной ванны для улучшения микроструктуры после сварки. Импульсная подача сварочного тока на высоких скоростях — между высокой пиковой и низкой фоновой силой тока — также может сжимать и фокусировать дугу. Это приводит к максимальной стабильности дуги, увеличению проникновения и увеличению скорости перемещения.
Мягкая прямоугольная волна
Мягкая прямоугольная волна
Мягкая прямоугольная волна
Мягкая прямоугольная волна
Особенности MIX TIG:
Переменный ток может получить очень хороший зазор, а постоянный ток может получить более глубокое проникновение.

Используя MIX TIG, мы можем получить отличную концентрацию дуги,можно выполнить отличную сварку от тонкого до толстого листа.
1) Красивый внешний вид сварного шва, глубокий провар.
2) Концентрация дуги Excellet..
3) Значительное снижение расхода электрода.
MIX TIG Частота (Гц):
время цикла MIX
TIG за 1 секунду. Регулируемый диапазон: 0,1-10 Гц.
MIX TIG Balance (DC) %:
DC Balance (%) = (tad/Tmix) x 100
Управление частотой
Управляет шириной дуги Управляет шириной конуса дуги.
Увеличение частоты переменного тока обеспечивает более сфокусированную дугу с улучшенным контролем направления.
Примечание. Уменьшение частоты переменного тока смягчает дугу и расширяет сварочную ванну для более широкого сварочного валика.
Регулятор баланса переменного тока
Управляет процессом очистки дуги. Регулировка % EN волны переменного тока регулирует ширину зоны травления, окружающей сварной шов.

Примечание. Установите регулятор баланса переменного тока на адекватное действие очистки дуги по бокам и перед сварочной ванной. Баланс переменного тока должен быть точно настроен в зависимости от того, насколько тяжелыми или толстыми являются оксиды.
Amplitude Control
Регулирует соотношение силы тока EN и EP, чтобы точно контролировать подвод тепла к изделию и электроду.
Сила тока EN регулирует уровень провара, в то время как сила тока EP значительно влияет на действие очистки дуги наряду с контролем баланса переменного тока.
Артикул № ALUTIG-250HD Номинальное входное напряжение 1 фаза ~ 230 В ±15 % Макс. Мощность нагрузки TIG: 7,81 кВА ММА: 8,75 кВА Номинальный рабочий цикл (40℃) 60% ВИГ: 250 А/20 В ММА: 200 А/28 В 100 % TIG: 200 А/18 В ММА: 160 А/26,4 В Диапазон сварочного тока/напряжения TIG: 5 А/10,2 В~250 А/20 В ММА: 20 А/20,8 В~100 А/28 В Напряжение холостого хода 70 В~80 В Коэффициент мощности 0,8 9008 2 Эффективность 80 % TIG Импульсный Пиковый ток 5A~250A TIG; Импульс Частота импульса 0,2–200 Гц TIG; Импульс Длительность импульса (соотношение) 1~100% TIG; AC TIG Диапазон частот переменного тока 20 Гц~250 Гц ВИГ; AC TIG AC Clean Width (AC Balance) +40~-40 TIG; AC TIG AC Clean Ratio (AC Bias) % +30~-50 TIG; MIX TIG MIX Frequency 1 Гц~5 Гц TIG; MIX TIG DC Баланс (%) 20~80 TIG; Ток зажигания дуги 5A~250A TIG; Ток заполнения кратера 5A~250A ТИГ; Время нарастания тока 0,1 с~15 с TIG; Текущее время затухания 0,1 с~15 с TIG; Время предварительной подачи газа 0,1 с~15 с TIG; Время потока газа 0.  1S~15S
1S~15STIG; Время точечной дуги 0,1 с~10 с MMA Forc Force 10A~200A MMA Время горячего пуска 900 81 0,1~3S
ММА Ток горячего пуска 10A~200A Размеры (ДxШxВ) 540x240x480 мм 90 080
Вес 23 кг Блок водяного охлаждения: WC-100 Рабочее напряжение 230 В 50/60 Гц Номинальная мощность 260 Вт Мощность охлаждения 9 0081 1,5 кВт (1 л/мин)
Максимальное давление 0,3 МПа/60 Гц Рекомендуемая охлаждающая жидкость 20%~40% этанол/вода Объем бака 6,5 л 9008 5
Для стандартных принадлежностей
Горелка TIG:TIG-26
Держатель электрода с кабелем 2M
Зажим заземления с кабелем 2MДля дополнительных принадлежностей
BINZEL ABITIG ® GRIP 26
Газ аргон обычный
Тележка: WT-100
Ножная педаль
Блок водяного охлаждения: WC-100
Вопрос: вы фабрика или торговая компания?
A: Мы фабрика с более чем 10-летним опытом производства, и мы обеспечиваем отличное OEM и послепродажное обслуживание.

В: Как я могу оплатить заказ?
A: Мы принимаем платежи T/T, Western Union, Alibaba Trade Assurance. Для заказов на сумму менее 1000 долларов США мы принимаем PayPal для оплаты.
В: Как насчет вашей гарантии?
A: Мы предлагаем 3-летнюю гарантию на весь срок службы продукта и щедрую 1-летнюю гарантию на все покупки, которые начинаются с коносамента.
В: Есть ли у вас сертификат CE?
A: Каждая модель машины имеет сертификат CE.
Q: Как я могу получить предложение?
О: Обычно мы цитируем в течение 24 часов после получения вашего запроса. Если вам срочно нужно узнать цену, отправьте сообщение об управлении торговлей или позвоните нам напрямую
ALUTIG-250HD
Можно ли сваривать алюминий дуговой сваркой? Все, что вам нужно знать
Алюминий — сложный металл для сварки, особенно с помощью электродуговой сварки. Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва.
Можно ли сваривать алюминий дуговой сваркой? Да, перед сваркой дуговым сварочным аппаратом алюминий необходимо очистить и предварительно нагреть. Поскольку использование дуговой сварки с высокой силой тока может деформировать или прожечь алюминий, вы должны установить силу тока на более низкое значение.
Дуговая сварка более распространена, чем любой другой процесс сварки, используемый в мире, но сварку электродом трудно использовать для более мягких и тонких металлов. Независимо от того, какой процесс вы используете, алюминий создает проблемы для всех сварщиков. Алюминий с низкой температурой плавления и высокой теплопроводностью требует большой практики и терпения для сварки.
В отличие от углеродистой стали, алюминий не меняет цвет до достижения точки плавления. Это уникальное свойство затрудняет отслеживание сварочной ванны. Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения.
Содержание
Как сваривать алюминий с помощью дуговой сварки?
Сварка алюминия с помощью дуговой сварки – не простой процесс. Сварщики-любители могут разочароваться в алюминии, когда впервые попытаются сварить его.
Прежде чем вы продолжите читать, вот статья, которую мы написали о 8 причинах, по которым ваши алюминиевые сварные швы черные – как их избежать использования сварочного аппарата на алюминии. В следующем списке показаны шаги, необходимые для сварки алюминия с помощью дуговой сварки.
| Шаг – №. | Требования |
| 1 | Подготовьте рабочее место |
| 2 | Наденьте защитное снаряжение |
| 3 | Подготовка алюминия |
| 4 | Предварительный нагрев алюминия |
| 5 | Сварка алюминия |
| 6 | Очистка сварного шва |
1.
 Подготовка рабочего места
Подготовка рабочего места
Идеальное место для сварки алюминия — на открытом воздухе. В отличие от аппаратов для сварки TIG или MIG, аппарат для дуговой сварки эффективен при скорости ветра до 35 миль в час. Поскольку сварщики электродом используют электрод с флюсовым покрытием, а не защитный газ, слабый ветер не влияет на сварочную ванну дуги.
Если сварка на открытом воздухе невозможна, попробуйте провести сварку в помещении с хорошей вентиляцией. Использование вентиляторов для выдувания дыма из открытого окна будет работать, но вы можете установить вытяжку рядом с рабочим местом для более эффективной вентиляции.
Перед началом сварки убедитесь, что все легковоспламеняющиеся и горючие материалы удалены с места сварки. Поскольку сварочный аппарат работает при высоких температурах, соседняя промасленная тряпка или аэрозольный баллончик могут легко воспламениться.
2. Ношение защитного снаряжения
Дуговая сварка может быть опасной, если не принять меры предосторожности перед началом сварки. Температура дуги может колебаться от 5000°F до более 20000°F.
Температура дуги может колебаться от 5000°F до более 20000°F.
Хотя сварщики-любители редко сталкиваются с высокотемпературными дугами, низкотемпературные дуги достаточно горячие, чтобы расколоть бетон и вызвать ожоги третьей степени. непокрытая кожа.
Огнестойкие перчатки и фартуки необходимы, если вы хотите избежать опасности от брызг расплавленного металла и возможных воспламенений. Сварочные перчатки и фартуки недороги и должны заменяться после частого использования. Это хорошая идея, чтобы купить несколько пар перчаток, если вы много свариваете электродом.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Поскольку вам приходится держать электрод рукой, ваши перчатки изнашиваются быстрее при использовании дуговой сварки.
Маловероятно, что многие сварщики используют электродуговую сварку без шлема, но если они это сделают, то могут навсегда повредить глаза. Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза.
Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза.
Громоздкий респиратор может показаться громоздким под шлемом, но он обеспечивает еще один уровень защиты от ядовитых паров. Хотя это может показаться ненужным для каждого проекта, как только вы привыкнете носить его, ваши легкие скажут вам спасибо.
3. Подготовка алюминия
В отличие от нержавеющей стали, алюминий сильно реагирует на кислород. Металл моментально вступает в реакцию с кислородом и образует на своей поверхности слой оксида алюминия. Оксид алюминия загрязнит сварочную ванну и затормозит процесс нагрева, если его не удалить.
Соскребите оксидированную пленку металлической щеткой или мелкой наждачной бумагой, чтобы удалить покрытие. Эксперты рекомендуют избегать использования механизированных шлифовальных или шлифовальных машин для алюминия.
Если вы используете механические инструменты для удаления оксида алюминия, вы рискуете свернуть часть оксидов в металл .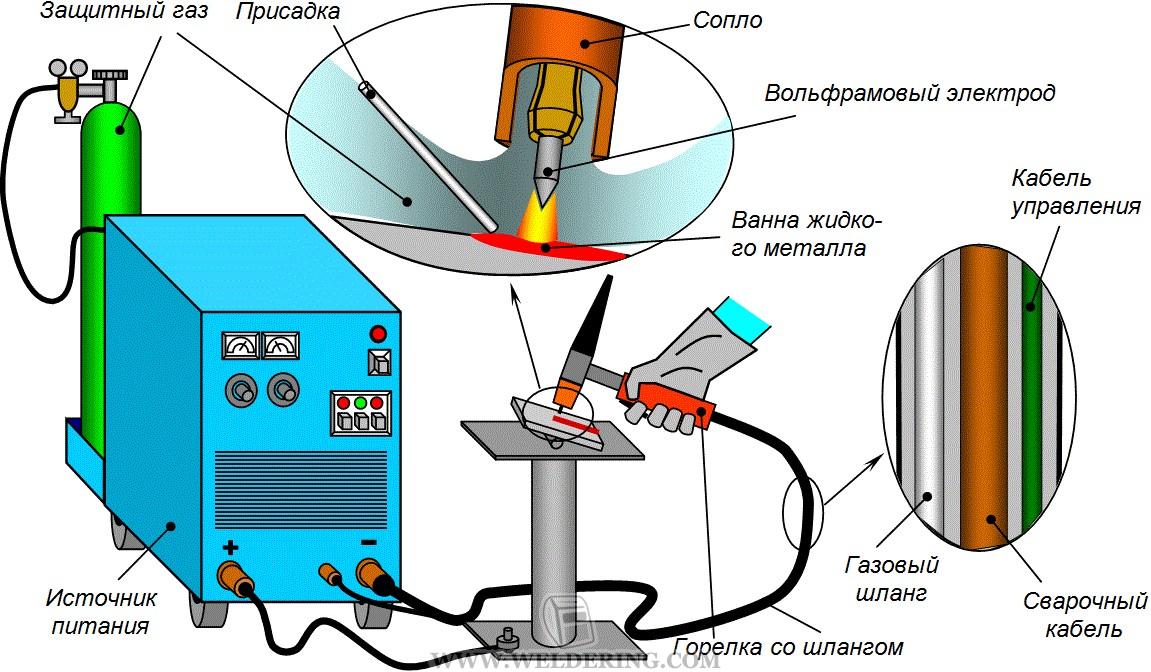 Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла.
Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла.
4. Предварительный нагрев металла
Поскольку алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь, перед зажиганием дуги необходимо предварительно нагреть металл до 400°F. Палочка термометра поможет вам поддерживать температуру ниже 400°F, но вы также можете использовать трюк, предложенный невероятным сварщиком в этом видео.
Хитрость заключается в затемнении алюминия кислородно-ацетиленовой горелкой. Чтобы затемнить алюминий углеродом, настройте горелку на науглероживающее пламя.
После того, как ваша заготовка покроется сажей, отрегулируйте пламя, уменьшив содержание кислорода. Установите горелку на средний уровень и перемещайте ее вокруг алюминия, чтобы нагреть его.
Когда сажа начинает исчезать, ваш алюминий имеет правильную температуру для сварки.
5. Сварка алюминия
Прежде чем зажечь первую дугу на алюминии, помните, что вы работаете не со сталью. По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.
По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.
Флюс от алюминиевого электрода после остывания образует беспорядок. В отличие от шлака от других электродов, алюминиевый шлак представляет собой плотную темно-серую массу, требующую тщательной очистки после сварки.
Настройте машину на 85 ампер и используйте обратную полярность постоянного тока. Это означает, что ваш алюминиевый стержень использует положительный ток (положительный электрод постоянного тока).
Если вы свариваете две детали, образующие угол 90°, вам придется наклонить электрод под углом 45°. Угол стержня всегда будет соответствовать углу, образованному в центре сустава. В этом случае угол сустава составляет половину от 90°.
Поскольку алюминиевый флюс может мешать воспламенению дуги, попробуйте удалить небольшое количество флюса с кончика электрода. Флюс имеет консистенцию, аналогичную соли, и бурно реагирует во время начального зажигания дуги.
Выполните две прихватки на каждом конце деталей. Это предотвращает деформацию концов основных металлов при расширении алюминия от тепла.
Зажгите дугу и используйте высокую скорость перемещения для завершения сварки. В отличие от стали, дугу трудно отследить после первого удара. Алюминий не меняет цвет до того, как достигнет точки плавления, но если вы будете поддерживать постоянную низкую дугу в ванне, ваш сварной шов выдержит.
6. Послесварочная очистка
Прежде чем приступить к удалению шлака, закалите металл, погрузив его в воду. Алюминиевый шлак почти невозможно отколоть, когда он теплый.
С помощью отбойного молотка удалите большую часть шлака и закончите с помощью проволочной щетки. В начале сварного шва может потребоваться большее количество сколов, чем в остальной части сварного шва. Первоначальная бурная реакция флюса с расплавленным алюминием иногда приводит к тому, что вначале сварной шов становится более широким.
Используйте сухую ткань для удаления оставшихся хлопьев шлака.
Сварка алюминия палкой >> Посмотрите видео ниже
Есть ли более простой способ сварки алюминия?
Если у вас есть сварочный аппарат MIG, вы можете добиться большего успеха и сократить время простоя при сварке алюминия. Сварочные аппараты MIG работают при более низких температурах, чем аппараты для сварки электродом, и больше подходят для небольших, более детальных проектов.
Изображение предоставлено: lincolnelectric.com
Отсутствие флюса
Поскольку сварщики MIG используют защитный газ, а не электроды с покрытием, они производят более чистые сварные швы на алюминии. Идеальными защитными газами для MIG-сварки алюминия являются гелий (75%) и аргон (25%).
Без предварительного нагрева
В отличие от дуговой сварки алюминия, вам не нужно предварительно нагревать алюминий перед сваркой MIG. Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия.
Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия.
Связанное чтение: Как сварить алюминий в домашних условиях >> Руководство для начинающих
Меньше очистки
Раздражающий шлак, который необходимо удалить при сварке алюминия методом приклеивания, не является проблемой при использовании сварочного аппарата MIG. Вам придется использовать высокую скорость перемещения, как при сварке электродом, но полученный валик будет более чистым и менее трудоемким в очистке.
Заключительные замечания
Большинство сварщиков согласятся, что сварка алюминия электродом – это скорее рутина, чем удовольствие. С помощью дуговой сварки можно получить прочный и долговечный шов на алюминии, но для этого требуется изрядная практика. Если вы можете справиться со сложной сварочной ванной и обширным процессом очистки, дуговая сварка алюминия может быть для вас.
