Сварочный инвертор не включается: Не включается сварочный инвертор – причины
Содержание
Не включается сварочный инвертор – причины
Чем сварочные инверторы лучше трансформаторных источников сварки. В чем может быть причина невозможности включить сварочный инвертор. Можно ли восстановить оборудование самостоятельно. Куда обратиться для ремонта.
Для проведения сварочных работ сегодня особенно востребованы источники питания электрической дуги инверторного типа – сварочные инверторы. Данные аппараты, по сравнению с трансформаторами, более компактные, потребляют меньше электроэнергии, могут подключаться к бытовой электросети 220 В, с высоким КПД, удобные в использовании. Однако, как и любая сварочная техника, требуют своевременного и правильного обслуживания. Без него работают нестабильно и преждевременно выходят из строя.
Одна из неисправностей, с которыми может столкнуться владелец сварочного оборудования, – инвертор не включается, отсутствует сварочный ток. Как быть в таком случае, реально ли найти и устранить неисправность самостоятельно?
Причины поломки инвертора для сварки
Вчера сварочный аппарат работал исправно, а сегодня просто не включается?
Возможные причины:
- Выход из строя трансформаторного блока, замыкание в цепи;
- Сработало защитное отключение из-за пробоев конденсаторов;
- Перестала функционировать система охлаждения;
- Неисправность в микросхеме.


Для начала следует убедиться в стабильности электросети, в том, что ток подается аппарату, питающий кабель не поврежден.
Если с сетью все в порядке, кабель не поврежден, чтобы определить неисправность, потребуется диагностика всех узлов и деталей аппарата. Для полной проверки цепи, обмоток трансформатора, конденсаторов, выпрямителя, блока охлаждения, управления, основной платы понадобится мультиметр, генератор сигналов, осциллограф.
Инверторный аппарат достаточно сложно устроен. Он предполагает микросхему. Собственно, для ее проверки и требуется осциллограф с генератором сигналов.
Без опыта и знаний, специальных инструментов для диагностики самостоятельный ремонт сварочного инвертора осуществить, мягко скажем, будет проблематично. Одно дело – устранить проблему прилипания электрода и нестабильной сварки, выставив правильно ток. Или решить проблему перегрева и самопроизвольного отключения, очистив вентиляционную решетку на корпусе от пыли, грязи, соблюдая продолжительность включения или при необходимости заменив вентилятор охлаждения. Совсем другое – решить проблему выхода из строя преобразователей, трансформатора, конденсатора или основной платы. Здесь уже без помощи специалистов не обойтись.
Совсем другое – решить проблему выхода из строя преобразователей, трансформатора, конденсатора или основной платы. Здесь уже без помощи специалистов не обойтись.
Можно ли восстановить оборудование? Куда обратиться?
Будь то причина невозможности включить аппарат в поломке трансформатора, конденсаторов, неисправностях микросхемы, — все составляющие инверторного источника сварочного тока заменяемые, реально восстановить оборудование при поломке любой сложности.
Для этого следует обратиться в сервисный центр, который специализируется именно на сварочных аппаратах. Это не проблема. Есть сервисы, которые берут на себя даже доставку оборудования, то, что нужно починить и которое уже готово к работе.
Сегодня ремонт сварочных инверторов в Москве возможен с бесплатной диагностикой, срочный, в день обращения или на следующие сутки. С гарантией качества.
Вам не только быстро, с высокой точностью и бесплатно обнаружат неисправность, выполнят ремонт на высоком качественном уровне, но и дадут рекомендации по обслуживанию и дальнейшему беспроблемному использованию аппарата.
В специализированном сервисном центре возможно восстановление сварочных инверторов всех типов – бытовых, профессиональных, для обычной ручной дуговой сварки или в среде защитного газа, мультифункциональных сварочных машин.
Что мне делать: мой сварочный инвертор не включается? | Часто задаваемые вопросы
Читайте также
Как обеспечить правильную сварку полуавтоматом без использования газа?
Как правильно выполнять сварочные швы методом ММА сварки? Какие они бывают?
Промышленный сварочный аппарат – как выбрать?
2
Что мне делать: мой сварочный инвертор не включается?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях. Как и любое другое, это оборудование
Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и
инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами,
обеспечивающими двойное преобразование тока питания, поэтому
определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания. В этом случае проверяют наличие напряжения
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата. -
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается.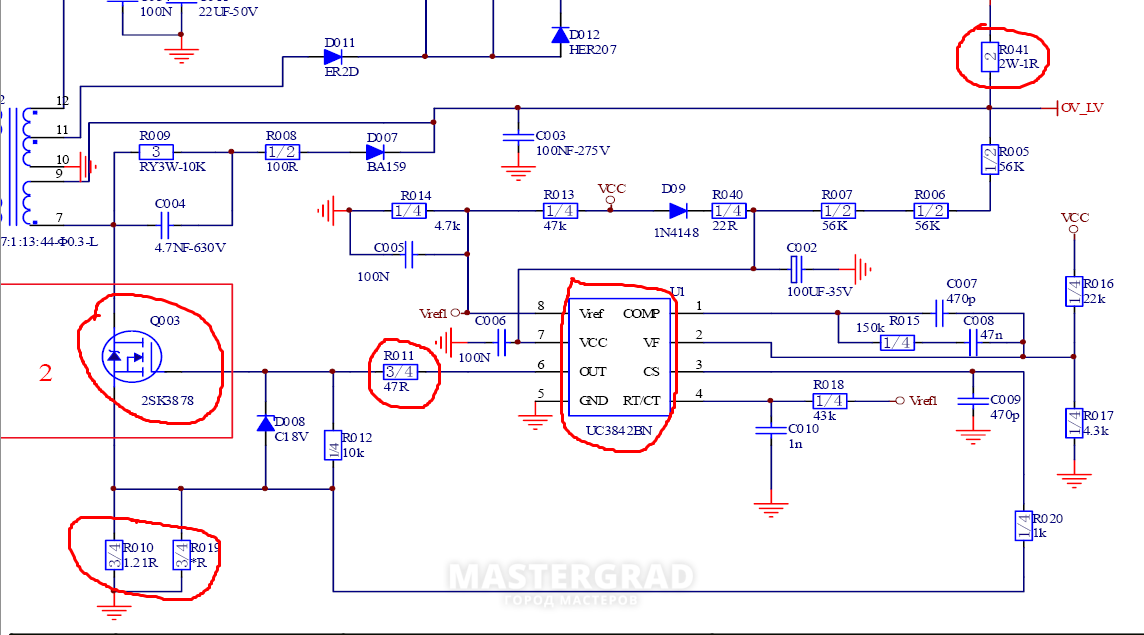 Причиной
Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы. -
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.
-
Почему сварочный аппарат — трансформатор или инвертор — сам
отключается? Самопроизвольное выключение может быть вызвано
замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор,
полуавтомат, помогут специалисты сервисного центра, имеющие в
распоряжении современное диагностическое оборудование и инструмент.
Только мастера с большим опытом смогут полностью восстановить
работоспособность аппаратов и значительно продлить их рабочий
период.
Неисправности и способы ремонта инверторных сварочных аппаратов своими руками
Инверторные сварочные аппараты завоевывают все большую популярность среди сварщиков благодаря своим компактным размерам, небольшому весу и приемлемой цене. Как и любое другое оборудование, эти устройства могут выйти из строя из-за неправильной эксплуатации или из-за конструктивных недостатков. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
Содержание
- 1 Сварное инверторное устройство
- 2 Как работает инвертор
- 3 Причины расщеплений инверторов
- 4 Особенности ремонта
- 5 Основные неисправности и их диагностики
- 5.1. Устройство не включает
- и их диагностика
- 5.1. Устройство не включает
- и их диагностика
- 5.
 1. Устройство не включает
1. Устройство не включает - . 5.2 Нестабильность сварочной дуги или брызги
- 5.3 Сварочный ток не регулируется
- 5.4 Большой расход электроэнергии
- 5.5 Электрод прилипает к металлу.
- 5.6 Горит перегрев
- 5.
Устройство сварочного инвертора
В зависимости от моделей сварочные инверторы работают как от бытовой электросети (220 В), так и от трехфазной (380 В). Единственное, что необходимо учитывать при подключении устройства к бытовой сети, это его энергопотребление. Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямитель . Этот узел, состоящий из диодного моста, ставится на входе всей электрической цепи устройства. Это переменное напряжение, подаваемое из сети. Для уменьшения нагрева выпрямителя к нему присоединен радиатор.
 Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь.
Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь. - Фильтр конденсатора . Он подключен параллельно диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В и емкость 470 мкФ на каждый конденсатор.
- Фильтр подавления помех . Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
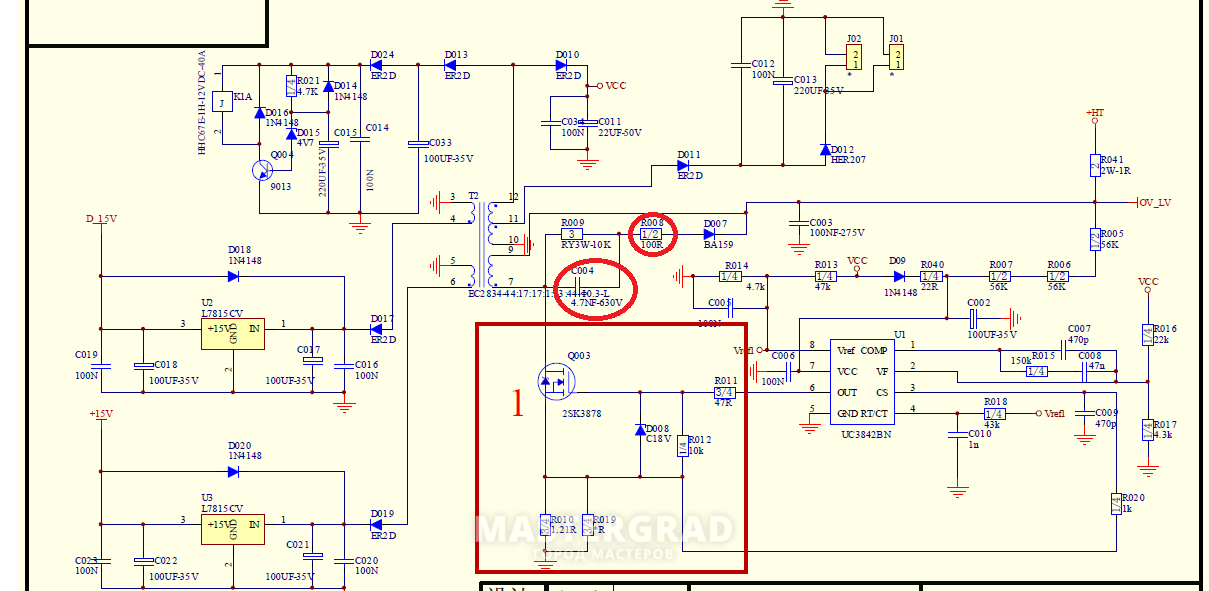
- Инвертор . Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полномостовые. Ниже представлена схема полумостового преобразователя, имеющего 2 транзисторных ключа на базе приборов серии MOSFET или IGBT, которые чаще всего можно увидеть на инверторных устройствах средней ценовой категории.
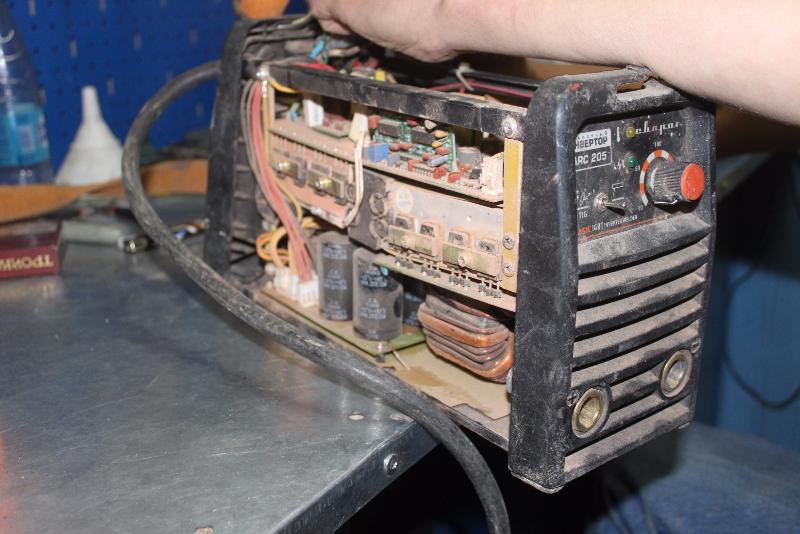 Схема полного мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие.
Схема полного мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие.Так же, как и диоды, транзисторы монтируются на радиаторы для лучшего отвода тепла от них. Для защиты транзисторного блока от скачков напряжения перед ним установлен RC-фильтр.
- Высокочастотный трансформатор . Он устанавливается после инвертора и снижает высокочастотное напряжение до 60-70 В. За счет включения в конструкцию этого модуля ферритового магнитопровода стало возможным уменьшить вес и уменьшить размеры трансформатора, а также снизить потери мощности и повысить КПД оборудования в целом. Например, вес трансформатора, имеющего железный магнитопровод и способного обеспечить ток силой 160 А, будет около 18 кг. А вот трансформатор с ферритовым магнитопроводом при тех же токовых характеристиках будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель.
 Состоит из моста, который состоит из специальных диодов, с большой скоростью реагирующих на ток высокой частоты (открытие, закрытие и восстановление занимает около 50 наносекунд), на что обычные диоды не способны. Мост оборудован радиаторами для предотвращения его перегрева. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
Состоит из моста, который состоит из специальных диодов, с большой скоростью реагирующих на ток высокой частоты (открытие, закрытие и восстановление занимает около 50 наносекунд), на что обычные диоды не способны. Мост оборудован радиаторами для предотвращения его перегрева. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления. - Плата управления . Всеми операциями инвертора управляет микропроцессор, который получает информацию и управляет работой аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению подбираются идеальные параметры тока для сварки различных видов. металлов. Кроме того, электронное управление экономит энергию, обеспечивая точно рассчитанные и дозированные нагрузки.
- Реле плавного пуска . Чтобы диоды выпрямителя от большого тока заряженных конденсаторов не сгорели во время пуска инвертора, используется реле плавного пуска.
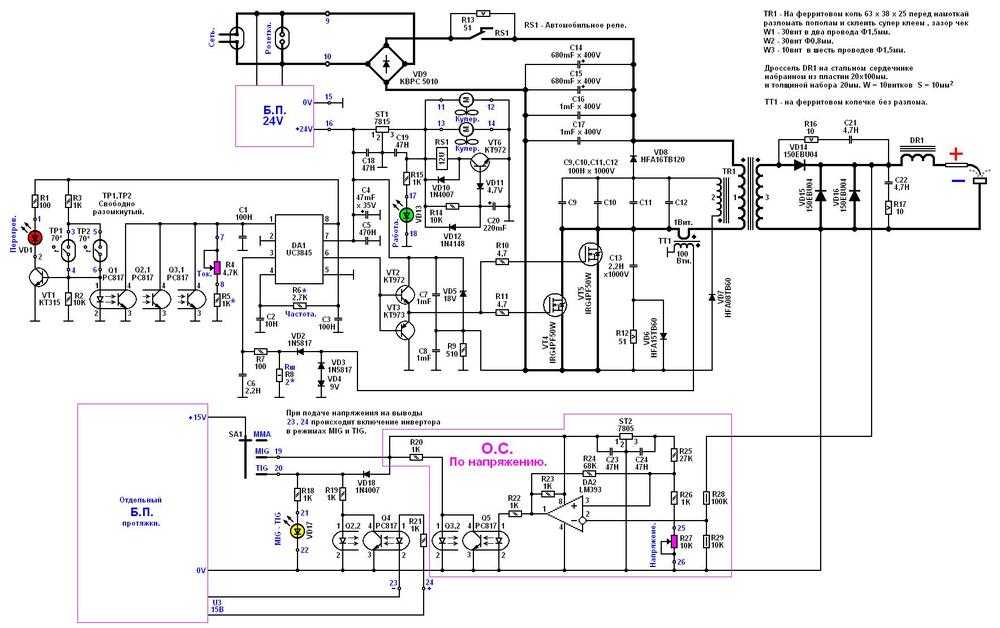
Принцип работы инвертора
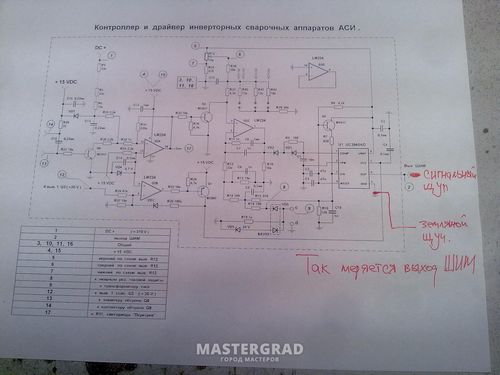
Ниже представлена схема, наглядно показывающая принцип работы сварочного инвертора.
Итак, принцип работы этого модуля сварочного аппарата следующий. Первичный выпрямитель инвертора получает напряжение от бытовой электросети или от генераторов, бензиновых или дизельных. Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается на к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.
Причины поломок инвертора
Современные инверторы, особенно выполненные на основе модуля IGBT, достаточно требовательны к правилам эксплуатации.
 Это объясняется тем, что при работе агрегата его внутренние модули выделяют много тепла . Хотя для отвода тепла от блоков питания и электронных плат используются как радиаторы, так и вентилятор, иногда этих мер бывает недостаточно, особенно в недорогих блоках. Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
Это объясняется тем, что при работе агрегата его внутренние модули выделяют много тепла . Хотя для отвода тепла от блоков питания и электронных плат используются как радиаторы, так и вентилятор, иногда этих мер бывает недостаточно, особенно в недорогих блоках. Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.Это правило обычно называется «Вовремя» (PV), которое измеряется в процентах. При несоблюдении ПВ происходит перегрев основных узлов аппарата и выход их из строя. Если такое случилось с новым блоком, то данная поломка не подлежит гарантийному ремонту.
Также при работе инверторного сварочного аппарата в запыленных помещениях пыль скапливается на его радиаторах и препятствует нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических компонентов. Если избавиться от присутствия пыли в воздухе невозможно, часто приходится вскрывать корпус инвертора и очищать все компоненты аппарата от скопившейся грязи.

Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Сбои возникают из-за конденсата на нагреваемой плате управления, в результате чего происходит короткое замыкание между деталями электронного модуля.
Особенности ремонта
Отличительной чертой инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. . Кроме того, могут выйти из строя диодные мосты, транзисторные блоки, трансформаторы и другие части электрической цепи устройства. Чтобы провести диагностику своими руками, необходимо иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышеизложенного становится понятно, что, не имея необходимых навыков и знаний, не рекомендуется приступать к ремонту аппарата, особенно электроники. В противном случае он может быть полностью выведен из строя, а ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Неисправности основных блоков и их диагностика
Как уже было сказано, инверторы выходят из строя из-за воздействия на «жизненно важные» блоки устройства внешних факторов. Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.
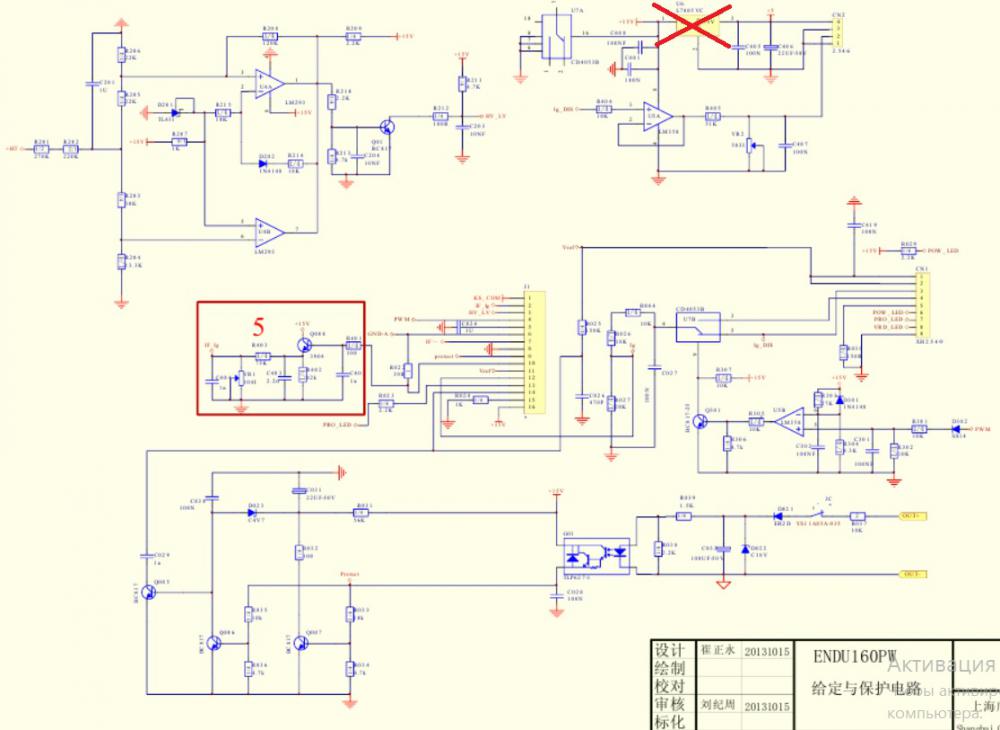
Устройство не включается
Очень часто эта поломка вызвана неисправностью сетевого кабеля аппарата. Поэтому нужно предварительно снять крышку с блока и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно проблема кроется в дежурном источнике питания устройства. Техника ремонта «дежурки» на примере инвертора марки «Ресант» показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание
Эта неисправность может быть вызвана неправильной настройкой тока для электрода определенного диаметра.

Совет! Если на упаковке к электродам нет рекомендуемых значений тока, то его можно рассчитать по следующей формуле: на каждый миллиметр оборудования должен приходиться сварочный ток в пределах 20-40 А.
Вы следует также учитывать скорость сварки . Чем он меньше, тем меньшее значение тока должно быть установлено на панели управления установки. Помимо силы тока, которая соответствует диаметру добавки, вы можете воспользоваться таблицей ниже.
Сварочный ток не регулируется
Если сварочный ток не регулируется, причиной может быть выход из строя регулятора или обрыв подсоединенных к нему проводов. Необходимо снять корпус блока и проверить надежность соединения проводников, а также при необходимости прозвонить регулятор мультиметром. Если с ним все в порядке, то эта поломка может быть вызвана коротким замыканием в дросселе или выходом из строя трансформатора вторичной обмотки, что нужно будет проверить мультиметром. При обнаружении неисправности в этих модулях их необходимо заменить или перемотать к специалисту.

Большое энергопотребление
Чрезмерное энергопотребление, даже если устройство не нагружено, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.
Электрод прилипает к металлу.
Это происходит при падении сетевого напряжения . Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется подобрать и отрегулировать режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если устройство подключено к удлинителю с малым сечением провода (менее 2,5 мм 2 ).
Часто падение напряжения, вызывающее залипание электрода, происходит при использовании удлинителя сети слишком большого размера. В этом случае проблема решается подключением инвертора к генератору.
Горит перегрев
Горящий индикатор указывает на перегрев основных модулей агрегата.
 Также устройство может самопроизвольно отключаться, что свидетельствует о срабатывании тепловой защиты . Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.
Также устройство может самопроизвольно отключаться, что свидетельствует о срабатывании тепловой защиты . Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.На самом деле различных поломок и причин их вызывающих может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, какой алгоритм используется для диагностики сварочного инвертора в поисках неисправности. Как диагностируется устройство, вы можете узнать, посмотрев следующее обучающее видео.
Что делать, если ваш сварочный аппарат не дает искры? >> Быстрые и простые шаги
Возникновение искры является ключевым показателем того, что образовалась электрическая дуга, и вы можете успешно соединить два куска металла вместе. В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва.
 Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.Что делать, если ваш сварочный аппарат не дает искры:
№ причины. what to do when your welder won’t spark 1 clean metal contact areas 2 check work lead clamp 3 adjust wiring connection 4 проверьте полярность - Убедитесь, что металлические контактные поверхности чистые
- Проверьте расположение зажима рабочего кабеля
- Отрегулируйте подключение проводки к сварочному аппарату и в нем
- Проверьте полярность (отрицательная и положительная конфигурация проводов) , как проблемы с подключением к заготовке, так и с самим сварочным аппаратом.
 Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.Содержание
Почему ваш сварочный аппарат не дает искры и что делать
Если ваш сварочный аппарат не дает искры, вам сначала нужно посмотреть на условия сварки и окружающую среду, чтобы найти самые простые способы устранения неполадок. Если ваш сварочный аппарат по-прежнему не дает искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 наиболее распространенных причин, по которым ваш сварочный аппарат не дает искры:
- Места металлических соединений грязные или чистые
- Зажим рабочего провода неправильно подсоединен
- Проволока неисправна или заржавела
- Требуется регулировка натяжения сварочного ролика
- Необходимо проверить полярность соединений из них легко исправить.
 Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.1. Области соединения нуждаются в очистке
Одна из наиболее распространенных причин, по которой ваш сварочный аппарат не дает искры, заключается в том, что точки соединения между сварочным аппаратом и металлическими деталями грязные. Это означает, что как заготовка, в которой вы хотите сформировать дугу, так и точка соединения зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать этому соединению с голым металлом, и их необходимо удалить, чтобы предотвратить помехи от дуги и сварочной искры:
- Грязь и мусор : Сотрите всю грязь с металлических деталей перед использованием, чтобы обеспечить надлежащее соединение между заготовкой и областью зажима.
- Ржавчина и коррозия: Ржавчина может быть отличным профилактическим средством для создания искры на металлической детали.
 Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность. - Краски и эмали: Эти покрытия особенно часто используются при работе с автомобильными деталями. Вы захотите удалить это покрытие как с заготовки, так и с зажимных соединений, чтобы обеспечить прочную электрическую цепь. Можно использовать наждачную бумагу и угловую шлифовальную машину, чтобы снять металл до голого металла. Можно также использовать средства для удаления тепла и краски, в том числе ацетон, но перед сваркой они должны быть очищены и высушены.
Покрытия на металле не только потенциально предотвращают искру, но если вы можете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки.
 Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.2. Зажим рабочего провода подсоединен неправильно
Убедившись, что поверхность зажима рабочего провода очищена от любого мусора, ржавчины или покрытия, его также необходимо проверить на правильность соединения. Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, проходящую через детали и сварочный аппарат, не поражая оператора электрическим током.
Цепь должна быть «заземлена», чтобы электричество могло искрить и создавать дугу на заготовке . Заземление относится к защите операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасностей. Провод электрода соединяет аппарат с электрододержателем во время сварки, а зажим рабочего провода подключается к заготовке для обеспечения безопасного замыкания.
Изображение предоставлено: Weldclass
Вам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения.
 Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.3. Сварочная проволока неисправна или заржавела
Как и рабочая поверхность, сама сварочная проволока должна быть чистой и в хорошем состоянии. Если он ржавый или неисправный, вы не сможете получить искру. Чтобы устранить эту проблему, вам нужно проверить сам провод. Если он кажется грязным или ржавым, вам нужно будет протереть его или использовать новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность проволоки покрыта ржавчиной, ее трудно восстановить. Сварочная проволока продается в рулонах и может быть легко заменена без потери материала. Вы можете попытаться сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Подумайте о том, чтобы хранить сварочный аппарат и проволоку в пакете, чтобы защитить их от влаги, которая приводит к ржавчине.
 Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.4. Требуется регулировка натяжения приводного ролика сварки
При сварке МИГ необходима постоянная подача проволоки через горелку. Эти движения контролируются приводными роликами с различной скоростью. Если вы не получаете искру, возможно, что натяжение этих приводных роликов в сварочном аппарате отключено. Вы можете столкнуться с проблемами, когда натяжение слишком тугое и слишком слабое.
- Если натяжение приводного ролика слишком сильное , машина подвергается повышенным нагрузкам и может привести к повреждению проводки и машины.
- Если они слишком ослаблены, ролики не смогут должным образом подавать проволоку или обеспечивать постоянство.
Изображение предоставлено: mig-welding.co.uk
Натяжение влияет на скорость подачи проволоки, которая зависит от вашего применения. Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и после изгиба он будет постоянно образовывать кольца.
Вы можете увидеть как отрегулировать натяжение приводного ролика в видео ниже. Натяжение сварочного аппарата можно регулировать с помощью пронумерованных ручек.
5. Проверьте подключение и конфигурацию полярности
Последняя область, на которую следует обратить внимание, если сварочный аппарат не дает искры, — это ваша полярность. Полярность — это электрическая цепь, созданная для сварки с соединением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
Вы можете поменять местами эти два соединения, чтобы создать искру, но наиболее важным элементом является обеспечение того, чтобы проводка для обоих была плотно соединена внутри самого сварочного аппарата.
 Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.Аппараты с отрицательным электродом постоянного тока используются для сварки TIG, а аппараты с положительным электродом постоянного тока предназначены для дуговой сварки и сварки MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда ваш сварочный аппарат не дает искры
Устранение неполадок вашего сварочного аппарата путем содержания металлических поверхностей в чистоте и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и заготовок позволит вам поймать эту искру, чтобы начать свои проекты.
Искра имеет решающее значение для создания дуги и подтверждает надлежащий поток электричества от машины к металлу для последовательной и стабильной работы.

