Сварочный инвертор ремонт своими руками: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
Ремонт сварочного инвертора своими руками
В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.
Блок-схема сварочного инвертора
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.

Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор. [attention type=red]Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.[/attention] В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
[blockquote_gray]Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера. Особое внимание следует уделить вариантам прошивки кнопок управления.
Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.[/blockquote_gray]
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях. [attention type=yellow]При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов. [/attention]Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.
Основные причины неисправности
Появление неисправностей сварочного аппарата зависит от разных причин.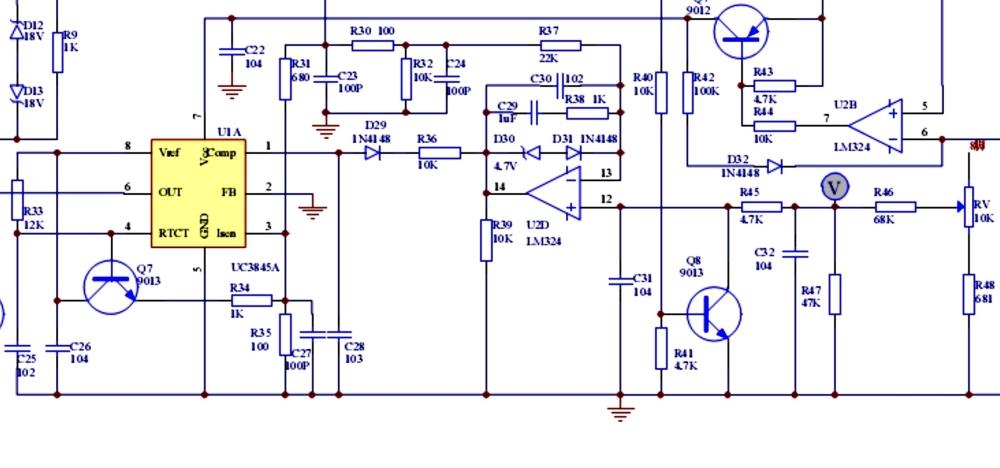 Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.
Ремонт сварочного аппарата инверторного типа своими руками
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
- Часто выходят из строя ключевые транзисторы.

- Необходимо проверять также входной и выходной выпрямители.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки. В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
Обычно на это указывает треснувший корпус и подгоревшие выводы. [attention type=green]При подозрении на неисправность транзистор выпаивается из схемы (как проверить транзистор мультиметром — мы уже знаем). [/attention]При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.
Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора. В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде. Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
[blockquote_gray]Частотный преобразователь для асинхронных двигателей служит для плавного пуска и остановки такого оборудования. Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.
Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.
На основе принципа обратимости можно использовать асинхронный мотор как генератор в домашних условиях. Для этого необходимо оценить уровень эффективности такого преобразования. Любой генератор в определенных условиях требует проверки на работоспособность. Как это сделать — читайте здесь.[/blockquote_gray]
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности. [attention type=red]При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод. [/attention]Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.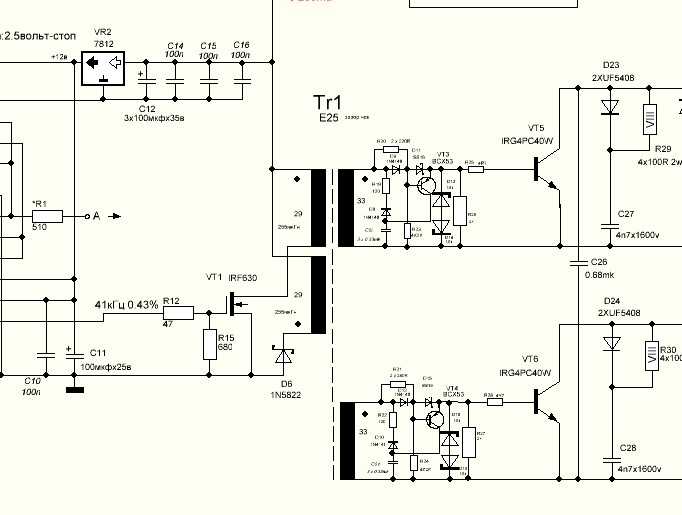
При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.
Видео о ремонте сварочных инверторов
Ремонт сварочных инверторов своими руками
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Плохая работа сварочного аппарата требует вмешательство мастера.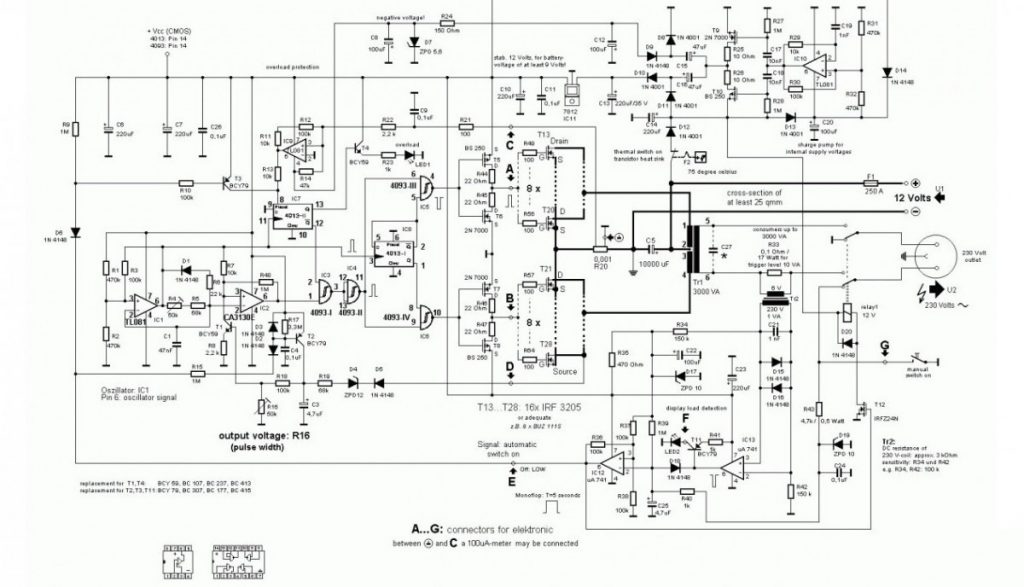 Ремонт сварочных инверторов заключается не только в замене деталей вышедших из строя. Чаще всего
Ремонт сварочных инверторов заключается не только в замене деталей вышедших из строя. Чаще всего
неудовлетворительная работа аппарата заключается в неправильной настройке параметров сварки, не соответствие тока или полярности типу или диаметру сварочного электрода или присадочной проволоки. Чего проще, чем посмотреть на упаковке электрода рекомендованные режимы сварочного тока. Но, как правило, это происходит после неудачи в процессе сварочных работ.
- Неправильно выбранный режим сварки (сила тока) приводит к слабой дуге или разбрызгиванию металла электрода.
- Частое залипание электрода может говорить о слабом напряжении в общей сети. Нестабильность работы инвертора наступает при падении напряжения на 10-15%. Но подобное явление может случиться при следующих факторах: плохой контакт в быстроразъемном соединении вследствие окисления контактов, большое сопротивление удлиняющего кабеля вследствие большой длины или малого сечения.

- Отсутствие дуги при включенном инверторе говорит о плохом контакте зажима кабеля с деталью, но может случиться и обрыв кабеля.
- Отключение напряжения во внешней сети происходит при несоответствии предохранительного автомата по току, требуемому по технологии сварки.
- Срабатывание защиты инвертора по температуре происходит при превышении времени непрерывной сварки. Защита срабатывает при температуре свыше 700-800 градусов. Необходимо сделать паузу для охлаждения.
Подобные настройки и текущий ремонт сварочных инверторов своими руками вполне оправдан. Но не стоит самому лезть в сложную схему инверторного модуля, если знания по работе электронных устройств на уровне курса физики средней школы.
Любой ремонт сварочных инверторов начинается с вскрытия корпуса и внешнего осмотра панелей, плат и электронных деталей. Иногда можно по внешнему виду определить негодную деталь. Входной выпрямительный модуль с мощным мостом редко выходит из строя, но если агрегат вскрыт, то следует его прозвонить.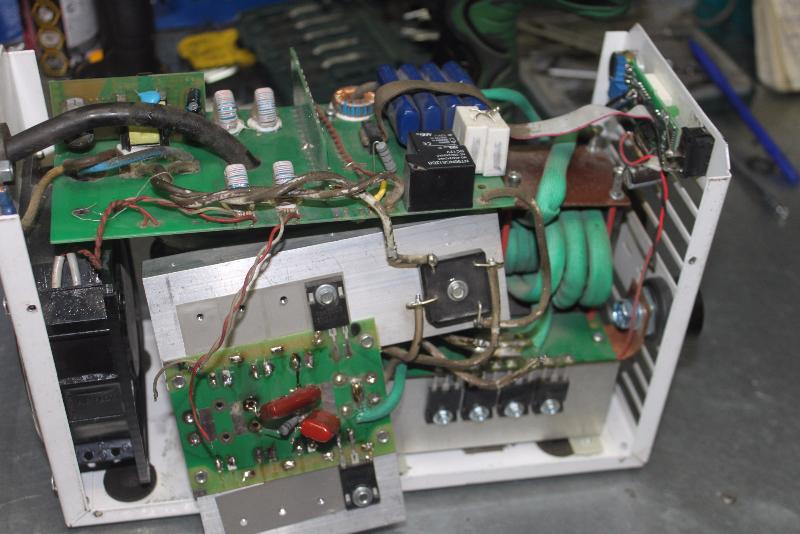
Инверторный модуль с транзисторными ключами наиболее уязвим, в плане поломки. Мощные транзисторы-ключи при выходе из строя имеют лопнувший или вздутый корпус или обгоревшие выводы. То же самое относится и к конденсаторам схемы. В идеальном варианте можно быстро определить сгоревшие детали и заменить их аналогичными. Если это не удается, то необходимо использовать специальное тестирующее оборудования для проверки транзисторов и проверки на проводимость всей схемы. Вот тут, кроме наличия тестирующих приборов и схемы, необходимо разбираться, как работают транзисторы, диоды и конденсаторы.
Если ремонт производится самостоятельно, то, при отсутствии внешних признаков поломки, необходимо собрать аппарат и отнести его в сервисный центр на ремонт. Подобная тактика сэкономит время и деньги. Если при сборке оказались лишние детали, то отдайте их мастеру вместе со сварочным инвертором.
Читайте также
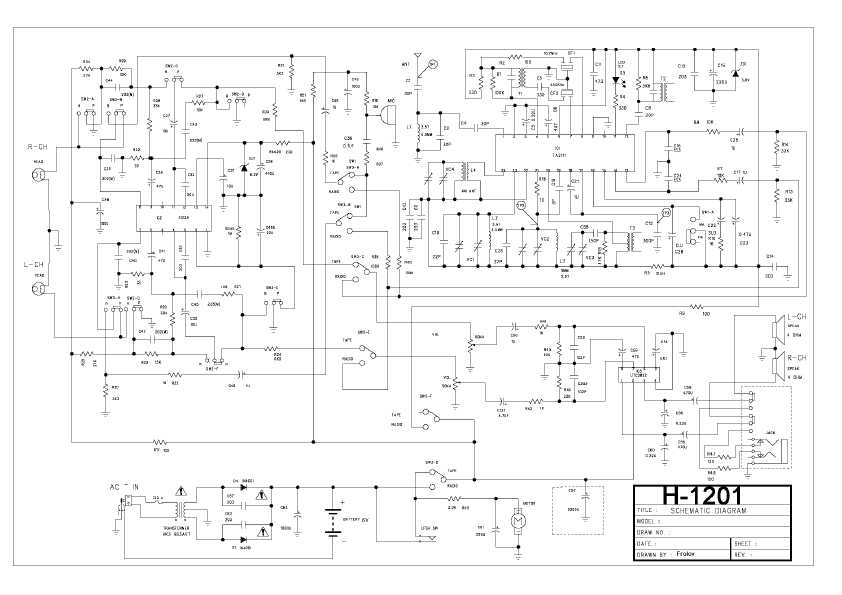
- Принципиальная электрическая схема сварочного инвертора
В статье дается детальное описание принципиальных схем работы сварочных инверторов различных типов.
 …
…
| |||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||
 Обычно достаточно нескольких ударов — глубина от 0,004 до 0,005 дает максимальную силу.
Обычно достаточно нескольких ударов — глубина от 0,004 до 0,005 дает максимальную силу.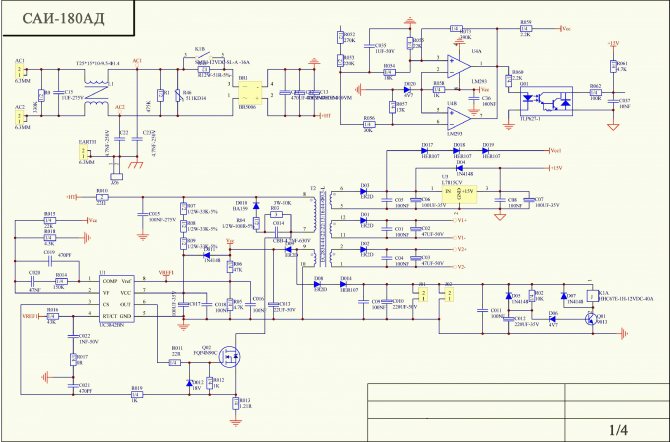 Если вы соединяете два куска совершенно разного размера, вы, конечно, захотите нагреть большую часть большего куска, чтобы они оба достигли рабочей температуры примерно в одно и то же время.
Если вы соединяете два куска совершенно разного размера, вы, конечно, захотите нагреть большую часть большего куска, чтобы они оба достигли рабочей температуры примерно в одно и то же время. Используйте универсальный совет. Для тяжелых предметов вам понадобится кислородно-топливная горелка. Если это так, используйте большой — правильно, большой наконечник с нейтральным пламенем, чтобы равномерно распределить тепло. Нагревайте только средним или внешним конусом пламени. Или используйте свою кухню или походную плиту, чтобы помочь своей пропановой горелке. Ковер из аспестовой бумаги уменьшит потери тепла в прохладный окружающий воздух. Каждый раз, когда вы можете предварительно нагреть большой кусок алюминия, вам будет лучше, потому что вы не «потеряете» тепло в остальную часть отливки.
Используйте универсальный совет. Для тяжелых предметов вам понадобится кислородно-топливная горелка. Если это так, используйте большой — правильно, большой наконечник с нейтральным пламенем, чтобы равномерно распределить тепло. Нагревайте только средним или внешним конусом пламени. Или используйте свою кухню или походную плиту, чтобы помочь своей пропановой горелке. Ковер из аспестовой бумаги уменьшит потери тепла в прохладный окружающий воздух. Каждый раз, когда вы можете предварительно нагреть большой кусок алюминия, вам будет лучше, потому что вы не «потеряете» тепло в остальную часть отливки. Опять же, нагрейте детали, а не «AlumiWeld», и направьте AlumiWeld на пересечение. Пропустите твердый конец стержня AlumiWeld через расплавленный AlumiWeld, чтобы удалить захваченный оксид.
Опять же, нагрейте детали, а не «AlumiWeld», и направьте AlumiWeld на пересечение. Пропустите твердый конец стержня AlumiWeld через расплавленный AlumiWeld, чтобы удалить захваченный оксид.
Сварочный аппарат Руководство покупателя — Центр сварки
Выбор подходящего сварочного аппарата может быть невероятно трудным. Существует так много вариантов для самых разных целей, в том числе:
Существует так много вариантов для самых разных целей, в том числе:
- Что вы свариваете
- Как вы свариваете
- Место сварки
- Насколько развиты ваши навыки
И еще множество соображений.
Но, рассмотрев более дюжины различных сварочных аппаратов, я решил купить сварочный аппарат Forney Easy Weld 261 MIG Welder, который я использую почти для всех своих сварочных проектов. Я считаю, что этот сварочный аппарат является точным балансом между качеством и ценой. В нем есть все функции, которые мне нужны (и вам тоже понадобятся) для выполнения практически любого проекта, плюс он выглядит довольно мило в моем магазине.
Распродажа
2 934 отзыва
Сварочный аппарат Forney Easy Weld 261, 140 FC-i, 120 В, зеленый
- EASY TO USE-140 FC-I MIG использует проволоку с флюсовым сердечником 0,30 мм.
 Он имеет бесконечное напряжение и подачу проволоки…
Он имеет бесконечное напряжение и подачу проволоки… - МОЩНЫЙ — Выходной ток до 140 А, позволяющий сваривать мягкую сталь толщиной до 1/4 дюйма
- ПОРТАТИВНЫЙ СВАРОЧНЫЙ АППАРАТ — Легкий вес 19 фунтов. легко переносится в любую мастерскую, техническое обслуживание, ремонт,…
Вам необходимо изучить все необходимые факторы, связанные с вашими требованиями к сварке. Таким образом, вы сможете понять, как правильно выбрать сварочный аппарат.
Использование подходящего сварочного аппарата может обеспечить хорошую окупаемость инвестиций, сократить затраты на техническое обслуживание и позволить выполнять все виды сварочных работ.
Это руководство поможет вам подобрать оптимальные варианты сварочного аппарата, соответствующие вашим требованиям.
Определите свои требования
Вы должны задать себе несколько вопросов. Один важный вопрос: какие материалы вы будете сваривать в будущем?
Некоторые люди заинтересованы в сварке тонких металлических листов. Они просто хотят соединить металлические листы, и им не нужно изучать передовые методы сварки. Для таких людей подходит сварочный аппарат MIG в диапазоне от 110 до 115 вольт.
Они просто хотят соединить металлические листы, и им не нужно изучать передовые методы сварки. Для таких людей подходит сварочный аппарат MIG в диапазоне от 110 до 115 вольт.
Однако этот аппарат не подходит для более серьезных сварщиков, которые хотят выполнять более сложные проекты. Сварочный аппарат MIG на 110 вольт не подходит для сварки тяжелых предметов. Он также менее универсален. Таким людям, которым необходимо работать с широким спектром материалов, требуется более мощный сварочный аппарат.
Сварочный аппарат на 220 вольт и сварочный аппарат MIG в диапазоне от 175 до 251 вольт являются лучшими вариантами. Но имейте в виду, что более мощным машинам для правильной работы требуется источник питания с более высоким напряжением. Это увеличит стоимость ваших инвестиций.
Сделайте разумный выбор
У начинающих сварщиков может возникнуть соблазн выбрать самый мощный сварочный аппарат или самый дешевый вариант. Тем не менее, вы должны учитывать различные факторы, такие как материалы, портативность и универсальность, прежде чем сделать окончательный выбор.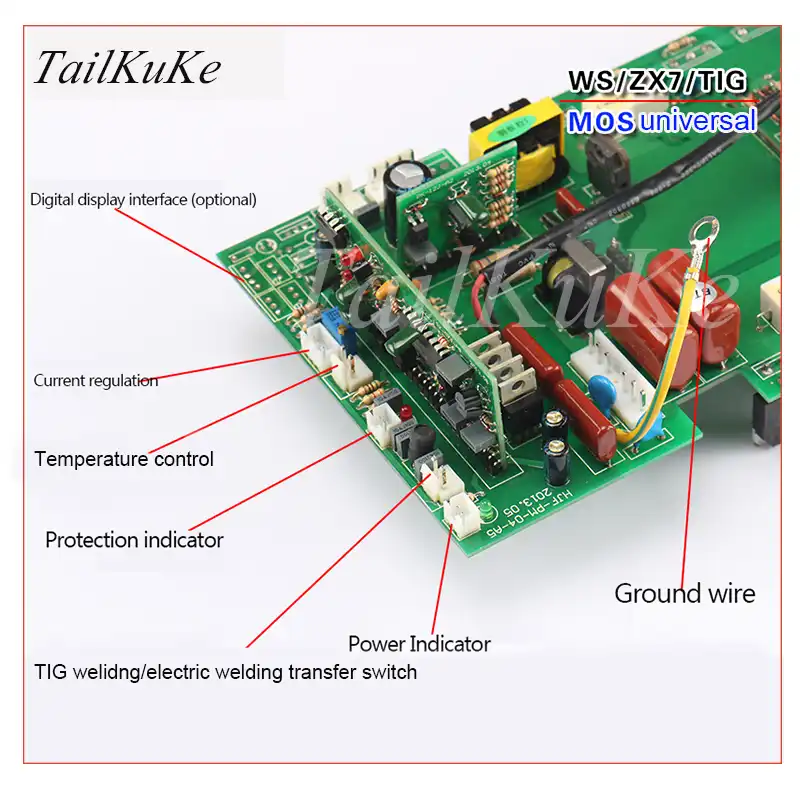
Как говорится, вы получаете то, за что платите. Поэтому при покупке сварочного аппарата рекомендуется проявлять осмотрительность. Если вы новичок в этой области, вы можете не иметь четкого представления о сварочных аппаратах.
Новым пользователям рекомендуется протестировать сварочный аппарат перед принятием решения. Это поможет вам выбрать наиболее подходящий сварочный аппарат и сэкономить деньги и усилия в долгосрочной перспективе.
Вы также должны знать, какой процесс сварки вы, скорее всего, будете придерживаться как в настоящем, так и в будущем. Каждая техника имеет свой набор преимуществ и ограничений. Например, метод сварки MIG довольно универсален и прост в освоении. С другой стороны, метод сварки TIG универсален, обеспечивает наилучшие сварные швы, но его трудно освоить.
Ни один процесс сварки не подходит для всех сценариев. Вы должны знать сильные и слабые стороны каждого сварочного процесса, чтобы понять, какой сварочный аппарат лучше всего подходит для вашей ситуации.
Факторы, которые помогут вам выбрать правильный сварочный аппарат
Для завершения ваших проектов вам необходимо выбрать наиболее подходящий процесс сварки. Вот факторы, которые следует учитывать:
- Тип свариваемого материала (также имеет значение отражающая природа поверхности)
- Толщина материала
- Насколько быстро сварщик должен выполнять работу (может быть значительная разница в скорости между процессами сварки)
- Требуемый сварочный ток и источник сварочного тока
Характеристики, области применения и ограничения наиболее часто используемых сварочных аппаратов перечислены ниже. Это поможет вам определить правильный сварочный аппарат для ваших нужд.
Сварочный аппарат MIG
MIG означает металлический инертный газ. Этот процесс сварки также называется дуговой сваркой металлическим газом или GMAW. Сварка MIG изначально была разработана для соединения алюминия. Но вскоре выяснилось, что он подходит и для стальных сплавов.
При сварке MIG проволочный электрод, намотанный на катушку, автоматически подается с постоянной заданной скоростью. Материал проволоки такой же, как и свариваемый материал. Благодаря дуге электрический ток протекает между проволочным электродом и основным металлом. Свариваемая поверхность покрывается инертным газом для защиты от коррозии.
Сварочные аппараты MIG очень популярны благодаря прекрасному сочетанию универсальности и экономичности. При сопоставимых характеристиках и мощности они стоят меньше, чем аппараты для сварки TIG. Сварочные аппараты MIG относительно просты в использовании. Они подходят и достаточны для широкого спектра сварочных работ.
Сварочная горелка MIG автоматически подает присадочный металл. Таким образом, можно использовать обе руки, чтобы удерживать горелку в устойчивом положении для большей точности и ловкости. Это намного проще, чем сварка TIG, когда присадочный металл управляется одной рукой. Благодаря механизму подачи проволоки сварка MIG может выполняться в четыре раза быстрее, чем сварка TIG.
В процессе сварки MIG используется инертный газ для защиты сварного шва от загрязнений. Таким образом, сварку MIG легче очищать, чем сварку электродом, когда затвердевший защитный слой необходимо снимать со сварного шва.
Сварка MIG подходит для различных материалов, включая алюминий. Он часто используется в автомобильных процессах. Однако для сварки MIG требуется инертный газ и другие материалы, поэтому она может быть дороже, чем сварка электродом.
Одним из основных преимуществ сварки MIG является относительно быстрый процесс. Поэтому он идеально подходит для производственных процессов, которые необходимо выполнять в короткие сроки. Сварка MIG может ускорить производство.
Благодаря функции автоматической подачи и конструкции сварочные аппараты MIG наиболее просты в использовании для новичков. Даже новые операторы сварки могут удобно использовать эти машины для создания прочных и надежных соединений.
Сварка MIG также подходит для соединения тонких листов металла. Он имеет преимущество перед сваркой стержнем, которая не подходит для сварки тонких металлических листов. В отличие от сварки электродами, при сварке MIG отсутствует шлак. Следовательно, сварочная ванна хорошо видна и не требует очистки.
Он имеет преимущество перед сваркой стержнем, которая не подходит для сварки тонких металлических листов. В отличие от сварки электродами, при сварке MIG отсутствует шлак. Следовательно, сварочная ванна хорошо видна и не требует очистки.
Однако, поскольку для сварки MIG требуется постоянная подача инертного газа, это не лучший метод для ветреной погоды на открытом воздухе. Для обработки более толстых металлических профилей необходимо использовать машины с более высоким напряжением.
Сварочные аппараты MIG также позволяют выполнять сварку с различных позиций. Поэтому он подходит для потолочной сварки.
Благодаря простоте использования и универсальности большинство начинающих сварщиков начинают со сварки MIG. Это позволяет им создавать профессионально выглядящие и надежные соединения с небольшой практикой.
Аппарат для сварки ВИГ
С точки зрения эстетики сварка ВИГ на сегодняшний день является лучшим выбором. В процессе сварки TIG используется нереактивный вольфрамовый электрод. Это дает меньшую деформацию в зоне сварки.
Это дает меньшую деформацию в зоне сварки.
Поскольку используется правильное количество наполнителя, опасность разбрызгивания исключена. Поскольку для покрытия сварного шва из атмосферы используется инертный газ, шлак не образуется. В результате получается сварной шов высочайшего качества без дефектов. Хорошо выровненные сварные швы могут создать эстетичный бесшовный фасад.
Поскольку сварка TIG является узкоспециализированной, она требует достаточной подготовки. Таким образом, бюджет сварки TIG должен включать стоимость обучения в дополнение к цене сварочного аппарата TIG.
Для управления сварочным током можно использовать ножную педаль. Для ручной подачи присадочного материала необходимо использовать одну руку, которая отделена от горелки. Это делает сварку TIG более сложной, чем процесс сварки MIG. Сварка MIG намного проще, потому что присадочный металл автоматически подается через сопло.
Сварка ВИГ подходит для широкого спектра металлов. Он также создает прочные и высококачественные сварные швы. Следовательно, многие профессиональные сварщики предпочитают сварку TIG.
Следовательно, многие профессиональные сварщики предпочитают сварку TIG.
Газ аргон обеспечивает дополнительные преимущества. Он не загораживает обзор сварочной ванны, как это делает шлак при электродуговой сварке. Газ аргон можно использовать для металла различной толщины. При сварке TIG не требуется смена газа в зависимости от типа проекта.
Несмотря на высокое качество сварки, скорость сварки TIG довольно низкая. Сварка TIG подходит для стали, нержавеющей стали, алюминия, чугуна и медно-латунных сплавов. Поскольку его можно использовать для такого широкого выбора сплавов, это очень универсальный метод сварки.
Также доступны высококлассные сварочные аппараты TIG с функцией импульса. Это позволяет создавать тонкие сварные швы с относительно небольшими зонами термического влияния. Это делает его очень подходящим для экзотических материалов, например, сплавов титана и магния.
После обучения сварке MIG новые операторы сварки переходят к сварке TIG благодаря ее точности и качеству сварного соединения.
Однако за мелкие детали и прочность суставов приходится платить. Во-первых, вы должны быть готовы платить за обучение, так как это не простой процесс, чтобы научиться самостоятельно. Вы также должны выделить бюджет на покупку дополнительного оборудования. Это включает в себя подачу газа, баллон с инертным газом, горелку TIG, сварочные кабели, источник питания, регуляторы и шланги.
Аппарат для сварки стержнями
Это самый экономичный метод сварки. Однако это также наименее эффективный процесс сварки. Для сварки электродом используется плавящийся электрод, что обеспечивает наиболее простую конструкцию. Отдельно защитный газ не требуется. Электрод покрыт флюсом. Этот материал плавится, образуя шлак, который защищает горячий сварной шов от коррозии. По мере остывания шва шлак затвердевает. Когда сварной шов остынет, твердое защитное покрытие можно снять, чтобы открыть соединение.
Поскольку не требуется отдельный защитный газ, наиболее экономичным методом является сварка электродами. Это также может быть довольно точным, поскольку оператор сварки может использовать обе руки для управления держателем. Сварщик должен направить плавящийся электрод на целевую область, чтобы создать сварочную дугу. Однако начальный удар для создания дуги требует немалого мастерства.
Это также может быть довольно точным, поскольку оператор сварки может использовать обе руки для управления держателем. Сварщик должен направить плавящийся электрод на целевую область, чтобы создать сварочную дугу. Однако начальный удар для создания дуги требует немалого мастерства.
Поскольку для сварки электродами не требуется газовая защита для защиты соединения, она подходит для ветреной наружной среды. Сварка стержнем не боится сильных ветров, так как сварной шов покрыт защитным слоем. Это также менее проблематично по сравнению с другими методами, при которых необходимо сваривать ржавый металл или грязные поверхности. В результате, это популярный выбор для промышленного изготовления и строительных работ, связанных со стальными конструкциями.
Ручная сварка подходит для чугуна, нержавеющей стали и углеродистой стали. Сварочные аппараты для стержневой сварки предпочитают те, кому нужно сваривать с ограниченным бюджетом. Оборудование состоит только из источника питания, рабочего зажима и электрододержателя. Расходуемые электроды для электродуговой сварки очень дешевы. Нет необходимости покупать дорогой инертный газ, так как флюс от электрода создает защитное покрытие на сварном соединении.
Расходуемые электроды для электродуговой сварки очень дешевы. Нет необходимости покупать дорогой инертный газ, так как флюс от электрода создает защитное покрытие на сварном соединении.
Однако сварка электродами имеет и определенные недостатки. Это не лучший выбор для сварки тонких листов. Его также трудно использовать в положении над головой. Также могут быть проблемы с качеством сварного шва, такие как пористость и включения. Сварка электродами также медленнее по сравнению со сваркой MIG. Также требуется определенный навык для соединения определенных сплавов с помощью сварочного аппарата.
Однако при разумном использовании дуговая сварка является экономически выгодным решением. Это хороший вариант для тех, кому необходимо время от времени выполнять сварочные работы или ремонтные работы.
Какие факторы следует учитывать при составлении бюджета на сварочные работы?
У вас уже есть некоторое представление о вашем бюджете на сварочные работы с учетом ваших финансов и неотложных потребностей в сварочных работах.
