Сверло для станка токарного станка: Сверла для станков
Содержание
Сверла для станков
Главная / ЧПУ станок / Металлорежущий инструмент / Сверла для станков
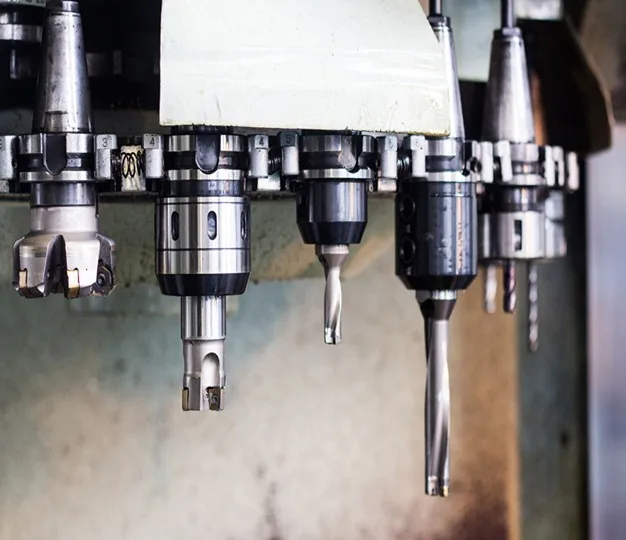
На сверлильных и расточных станках с ЧПУ используются различные сверла для станков. В зависимости от материала режущей части все эти инструменты делятся на быстрорежущие и твердосплавные, в зависимости от конструкции — на цельные и сборные, в зависимости от выполняемых операций — на обычные и комбинированные.
Спиральные быстрорежущие сверла для станков могут иметь цилиндрический или конический хвостовик. Спиральные быстрорежущие сверла с цилиндрическим хвостовиком выпускаются короткими, средними и длинными. Причем все эти сверла бывают с поводком и без поводка. Спиральные быстрорежущие сверла с коническим хвостовиком выпускаются сверхкороткими и удлиненными. Спиральные быстрорежущие сверла с цилиндрическим хвостовиком предназначены для сверления отверстий диаметром от 1 до 20 мм, а с коническим хвостовиком — свыше 5 мм.
Сборные перовые сверла для станков наиболее эффективны при сверлении отверстий диаметром свыше 25-30 мм. По сравнению со стандартными спиральными сверлами они имеют ряд преимуществ, основным из которых является более низкая стоимость эксплуатации в расчете на единицу длины отверстия.
По сравнению со стандартными спиральными сверлами они имеют ряд преимуществ, основным из которых является более низкая стоимость эксплуатации в расчете на единицу длины отверстия.
Спиральные комбинированные ступенчатые сверла для станков используют для обработки отверстий под резьбу. Применение таких сверл на станках с ЧПУ обеспечивает совмещение сверления и рассверливания, а в ряде случаев и исключение предварительного центрования, благодаря чему сокращаются потери времени на вспомогательные перемещения рабочих органов станка и смену инструмента.
Сверла по металлу — каталог
Сверла к/х
- Сталь Р6М5
- Сверла HORTZ
- ГОСТ 10903-77
С коническим хвостовиком
купить
Новинка
Сверла ц/х
- Сталь Р6М5, Р6М5К5
- Сверла HORTZ
- ГОСТ 10902
С цилиндрическим хвостовиком
купить
Новинка
Сверла центровочные
- Сталь Р6М5, Р6М5К5
- Сверла HORTZ
- ГОСТ 14952-75
Сверла БПК А
купить
Новинка
Твердосплавные
- Спиральные 3D сверла
- Покрытие AlTiN-nano
- Gesac
Сверла цельные
купить
Новинка
Техническая информация о сверлах по металлу
Какое сверло выбрать при биении
Как погасить вибрации в процессе сверления
Держатели с регулируемым биением, выполняют регулировку, не влияя на зажим инструмента
Сверло по закаленному металлу
Как сверлить закаленный металл
Главное: твердость металла, режущий инструмент, характеристики сверлильного станка
Выбор сверла для станков
Сверла из быстрорежущей стали
Массовое производство сверл разного диаметра на высокопроизводительном станке с ЧПУ
Производство сверл
Выпуск сверла для станков
Универсальное оборудование позволяет выпускать широкий ассортимент инструментов для сверления
Сверла для станка: как влияет длина и диаметр на успех в работе?
Выбор инструмента для сверления
Глубина отверстия, допуск и местоположение будут определять тип необходимого сверла для станка
Сверла по металлу: как купить и не ошибиться при выборе
Подготовка к качественному сверлению
Ключевые факторы при выборе сверла: допуск отверстия, надежная фиксация сверла
Сверление отверстий в металле оптимальным способом
Сверление твердосплавным сверлом
Как улучшить качественные технические характеристики отверстия при сверлении
Как выбрать сверло твердосплавное по металлу
Самый распространенный инструмент
Углы, спирали, покрытие сверла имеют огромное значение для процесса сверления
Сверление отверстий в металле, советы профессионалов
Качество закладывается в начале процесса
В результате работ отверстия должны получиться правильного диаметра и там, где они необходимы
Cверла для сверлильного станка чпу нового типа
Увеличение стойкости инструмента
Высокопроизводительного сверла с цельной головкой из поликристаллического алмаза
Сверла для станков с внутренними каналами Y-образной формы
Сверла для оптимальной подачи СОЖ
Повышение интенсивности и равномерности охлаждения зоны резания для чпу станков
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Сверление и рассверливание отверстий на токарном станке | Токарная обработка
Сверло, одно из наиболее популярных токарных приспособлений, чаще всего его применяют для изготовления различных отверстий во всевозможных металлических заготовках. Для применения в различных операциях существуют разные виды сверл.
Для применения в различных операциях существуют разные виды сверл.
В процессе сверления на токарном станке сверло вращается вдоль оси металлической заготовки, получая вращательное движение и движение додачи сверху.
Все сверла состоят из нескольких частей, каждая отдельная часть несет в себе определенный функционал. Основа — рабочая часть, цилиндрическая шейка и хвостовик для крепления на токарном станке.
На рабочей части сверла располагаются две винтовые канавки, они служат для отвода металлической стружки из рабочего отверстия. Хвостовик сверла может быть цилиндрической или конической формы, в зависимости от диаметра сверла. Винтовые канавки на рабочей части образуют два зуба сверла, двигаясь по хвостовику, они затачивают заднюю поверхность. Каждый зуб имеет тонкую ленточку, она нужна для центрирования сверла в отверстии.
Заточку сверл производят на специальных или же универсальных токарных станках, при наличии специального точильного оборудования. Правильная заточка имеет высокую важность, если сверло заточено неправильно, результат его работы будет неточным, велика вероятность поломки сверла.
Для крепления сверла в станке используют различные инструменты, сверла с цилиндрическим хвостом крепят при помощи цанговых патронов, а сверла с коническим хвостовиком ставят в коническое отверстие задней бабки.
При работе с различными отверстиями применяют различные технологии и приспособления. Так при сверлении отверстий, длина которых больше диаметра, сверло периодически выводят из отверстия, не прекращая вращения. Делают это чтобы охладить режущую кромку и удалить стружку из спиральных канавок.
Для сверления сквозных отверстий, чтобы избежать поломки весь процесс заканчивают при минимальной подаче, и выводят сверло из вращающейся детали.
При работе с глухими отверстиями момент прекращения сверления определяют по специальной шкале, которая располагается на шпинделе задней бабки.
Сверление отверстий малого диаметра проводят в один прием, а для отверстий больше 30 мм, применяют два подхода, рассверливая сначала отверстие диаметром 15-20 мм и после увеличивая его до необходимой величины.
Для ступенчатого отверстия наиболее производительным методом считается обработка отверстия сначала сверлом большего диаметра, а затем доработка более тонким сверлом. На массовых производствах, для ступенчатых отверстий используют специальные комбинированные сверла, которые позволяют увеличить скорость и производительность без потери качества.
Процесс сверления и рассверливания производят на токарных станках, как с ручной, так и с механической подачей. Скорость резанья при сверлении отверстий зависит от материала заготовки. Для рассверливания деталей подходит та же скорость резания, что и для сверления.
ЦЕНТРОВАНИЕ
Для обработки металлических деталей валов чаще всего применяют центра, базой для установки которых служат различные центровые отверстия токарного станка.
В процессе токарной обработки деталь опирается на центр основания конической поверхности, с углом вершины в 60 градусов. Для тяжелых деталей применяют угол наклона 75-90 градусов. Для улучшения качества обработки и для ее облегчения цилиндрическое отверстие заполняют смазкой.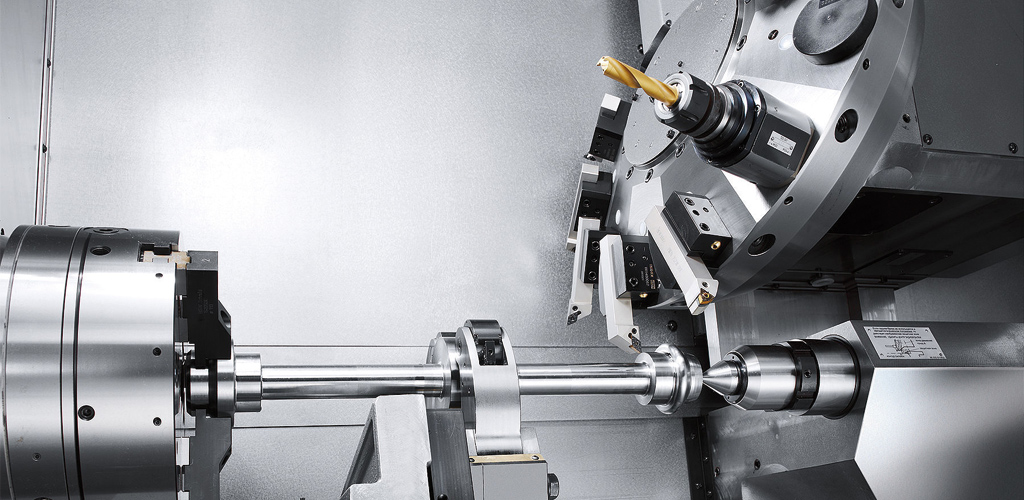
При подготовке центровых отверстий применяют сверление и зенкование или же применяют специальные комбинированные сверла.
Большую важность имеет верное расположение центрового отверстия на торце металлической детали. Если отверстие не совпадает с геометрическим центром торцового сечения детали, то после обработки на поверхности останутся не обработанные участки.
Для разметки центрового отверстия используют специальный инструмент, которым наносят углубления на самой заготовке. При разметке на глаз или при помощи разметочного циркуля возможны значительные неточности. Для повышения точности используют центроискатель, его накладывают на торец заготовки и прокладывают риску при помощи линейки. Далее поворачивают центроискатель и прокладывают еще риску, точка пересечения двух рисок и будет центром детали.
Производят центрование металлических деталей и на специальном центровочном или токарном станке. На центровочных станках имеется специальное приспособление, в которых заготовка центруется с одной или сразу с двух сторон, в зависимости от оснащенности станка. В токарном станке центрование производят двумя способами: закрепляя в отверстии шпинделя при помощи патрона, или же в шпинделе станка может быть закреплено само центровочное сверло, тогда заготовку токарь держит в руках или придерживают ее люнетом.
В токарном станке центрование производят двумя способами: закрепляя в отверстии шпинделя при помощи патрона, или же в шпинделе станка может быть закреплено само центровочное сверло, тогда заготовку токарь держит в руках или придерживают ее люнетом.
Зенкование и развертывание
Для повышения чистоты и точности обработки используют зенкера и развертки.
Зенкер – разновидность режущего инструмента, его используют для доработки отверстий после сверления. По своему устройству зенкер очень похож на сверло, он так же имеет рабочее основание, хвостовик и шейку. Но вместо 2 зубов у зенкера их может быть 3 или 4, и отсутствует перемычка. Рабочая часть включает в себя режущий и калибрующий участки, она выполняет часть резания, а калибрующая часть отвечает за получение необходимого диаметра.
Для отверстий 25-80 мм, применяют цельные, насадные зенкера. Припуск, который оставляют для зенкования после сверления от 0,5 до 2 мм. Скорость зенкования выбирают исходя из характеристик металла детали.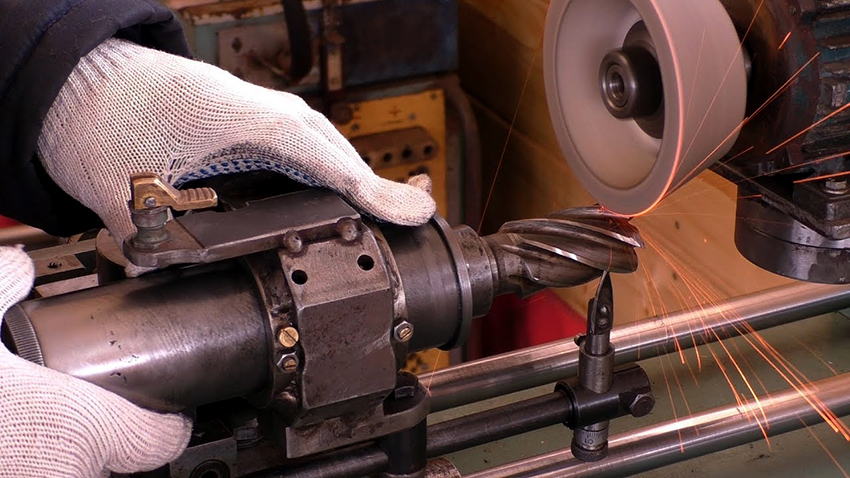
Развертка – режущий инструмент, по конструкции развертка напоминает сверло или зенкер, но в отличие от них имеет большее количество зубьев от 6 до 12, развертка снимает гораздо меньший припуск.
Рабочая часть развертки, как и у зенкера, состоит из режущей и калибрующей.
Для повышения чистоты поверхности и исключения так называемой огранки зубья разверток выполняются с неравномерным шагом.
В зависимости от диаметра отверстия применяют развертки различной конструкции. Отверстия диаметрами до 32 мм обрабатывают машинными развертками с цилиндрическим или коническим хвостовиком. Отверстия диаметрами от 25 до 100 мм развертывают надсадными развертками (насаживаемыми на оправку). Разверткой невозможно исправить направление. Ось направляется при предварительной обработке отверстия. Для возможности так называемого самоустанавливания в отверстии развертку крепят в специальных патронах, компенсирующих перекос или несовпадение оси инструмента и обрабатываемого отверстия.
Все цельные развертки имеют общий недостаток: вследствие износа их диаметральный размер уменьшается, и инструмент выходит из строя. Поэтому часто применяют регулируемые развертки, зубья которых допускают регулировку по диаметру в определенных пределах.
Припуск под развертывание назначают в зависимости от размера обрабатываемого отверстия в пределах 0,15—0,30 мм на диаметр.
Качество обработки во многом зависит от правильного выбора охлаждающей жидкости. Обычно при развёртывании в качестве охлаждающей жидкости применяют эмульсию или осерненное минеральное масло (сульфофрезол), а также растительные масла. Чугун, бронзу и латунь чаще всего обрабатывают без охлаждения.
При развертывании отверстий необходимо следить за состоянием торцовой поверхности. Если торец детали не перпендикулярен ее оси, то не все зубья развёртки будут работать и развертка не получит правильного направления.
Зенкер затачивают на универсально-заточном станке по задней поверхности. Его укрепляют на оправке, установленной в приспособлении, и подводят к кругу.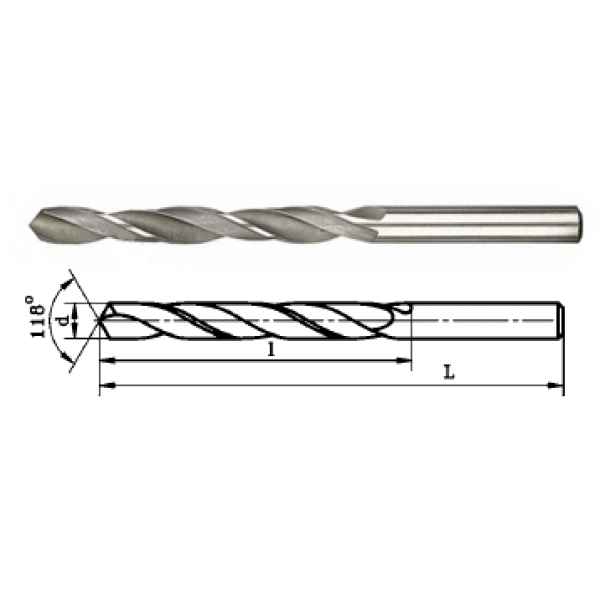 Передвижной упор фиксирует положение зуба зенкера, опираясь о переднюю его поверхность. Затачивание производится по всей режущей части зенкера.
Передвижной упор фиксирует положение зуба зенкера, опираясь о переднюю его поверхность. Затачивание производится по всей режущей части зенкера.
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ | |
| СВЕРЛЕНИЕ НА СТАНОКЕ | |
| В. Райан 2003 — 2021 | |
| PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОЧИЙ ЛИСТ ДЛЯ ПЕЧАТИ | |
ИСПОЛЬЗОВАНИЕ ЗАДНЕЙ БАБКИ ДЛЯ СВЕРЛЕНИЯ | |
| Задняя бабка токарного станка может использоваться для сверления, |
| Обычная отправная точка для сверления с центром |
| Если на токарном станке необходимо обработать длинный кусок материала, то центр сверло используется для изготовления отверстия на одном конце.  Это позволяет пробурить Это позволяет пробуритьконец должен поддерживаться центром задней бабки. |
| После того, как центральное сверло сделало отверстие, |
| При бурении очень важно использовать растворимое масло в качестве охлаждающей жидкости. Его следует постоянно подавать на сверло, чтобы оно оставалось прохладным.  Этот Этотпоможет предотвратить заедание и перегрев. Перегрев приведет к затуплению сверло быстро. | |
| ТИПОВАЯ ЗАДНЯЯ БАБКА С ПАТРОНОМ | |
| Конус Морзе — это стандартная система для установки сверлильных патронов и других насадок на шпиндель задней бабки токарного станка. | |
| Это трение, создаваемое коническим хвостовиком сверла / сверлильного патрона в шпинделе, которое надежно удерживает его в нужном положении. | |
| АССОРТИМЕНТ ПРИСОЕДИНЕНИЙ ЗАДНЕЙ БАБКИ | |
| СВЕРЛЕНИЕ ОТВЕРСТИЙ БОЛЬШОГО ДИАМЕТРА НА СТАНОКЕ | |
При сверлении отверстий большого диаметра используется сверло с конусом Морзе. Он подойдет либо прямо к шпинделю токарного станка, либо к адаптеру, а затем к шпинделю задней бабки. Он подойдет либо прямо к шпинделю токарного станка, либо к адаптеру, а затем к шпинделю задней бабки. При сверлении больших отверстий этапы следующие: Сверление центральным сверлом, за которым следует серия сверл с увеличением диаметра, что привело к использованию размеров сверл с конусом Морзе. | |
Используя диаграммы, объясните | |
НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И | |
| |
 Сверлильный патрон имеет морзе
Сверлильный патрон имеет морзеБуровые работы
Буровые работы
Ваш номер посетителя с 30. 03.02
03.02
Copyright 2000 Frank J. Hoose, Jr. Home
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Особенности Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Операции: Сверление Сверление Облицовка
Накатка
Нажатие Threading Turning
Сверление: Сверление
Операции Подготовка к бурению СОЖ Центр
Сверление Сверление отверстия Измерение глубины сверления Deep
и глухие отверстия
Если вы еще этого не сделали, прочтите Отказ от ответственности
и страницы безопасности, прежде чем продолжить
- Отказ от ответственности
- Безопасность токарного станка
Выравнивание между передней и задней бабками
токарный станок позволяет сверлить отверстия, которые точно центрированы в цилиндрической части
запас. Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было
Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было
не слишком хорошо получается.
Перед тем, как просверлить конец заготовки, следует
сначала повернитесь лицом к концу, как описано в разделе операций по обращению с лицом.
Следующий шаг — просверлить отверстие с помощью центрирующего сверла — жесткого короткого сверла с
короткий совет. Если вы попытаетесь просверлить отверстие без предварительного сверления центра, сверло
почти наверняка отклоняются от центра, создавая отверстие, которое слишком велико и смещено. Мы
ненавижу это!
Центровочные сверла бывают разных размеров, например #00, #0, #1 —
№ 5 и т. д. Вы можете приобрести наборы № 1– № 5 менее чем за 5 долларов США по распродаже у нескольких поставщиков.
Подготовка к сверлению
Перед сверлением необходимо убедиться, что сверлильный патрон
прочно сидит в задней бабке. С оправкой патрона, свободно вставленной в заднюю бабку
С оправкой патрона, свободно вставленной в заднюю бабку
отверстия, проверните заднюю бабку примерно на 1/2 дюйма. Зафиксируйте заднюю бабку в направляющих, затем
твердо задвиньте патрон к задней бабке, чтобы прочно зафиксировать оправку в пазе Морзе.
конусность задней бабки. (Патрон снимается с задней бабки путем проворачивания задней бабки
тараньте назад, пока вал не будет выбит).
Выберите центрирующее сверло диаметром, аналогичным диаметру
отверстие, которое вы собираетесь сверлить. Вставьте центрирующее сверло в кулачки патрона задней бабки.
и затягивайте патрон до тех пор, пока кулачки не начнут захватывать сверло. Поскольку целью является
сделайте сверло как можно более жестким, вы не хотите, чтобы оно выходил очень далеко от кончика
челюсти. Поверните сверло, чтобы оно встало на место, и удалите металлическую стружку или другой мусор, который может
предотвратить правильную посадку сверла. Теперь затяните патрон. Хорошей практикой является использование 2
или 3 отверстия для ключа патрона, чтобы обеспечить равномерную затяжку (но все три может оказаться невозможным
достичь, учитывая тесные рамки 7×10).
Сдвиньте заднюю бабку по направляющим до конца
центральное сверло находится примерно на 1/4 дюйма от конца заготовки и затяните заднюю бабку.
зажимная гайка. Рычаг блокировки плунжера задней бабки должен быть плотно прижат — недостаточно, чтобы
препятствовать движению ползуна, но достаточно для того, чтобы ползун был максимально жестким.
СОЖ
Если я не работаю с латунью, я почти всегда использую
жидкость при бурении. Особенно это помогает при работе с алюминием, который имеет тенденцию цепляться за сверло.
для обеспечения ровного и точного отверстия. Я использую смазочно-охлаждающую жидкость марки Tap Magic, но есть
доступны несколько других отличных брендов.
Вам нужно всего несколько капель за раз, поэтому
длиться долго. Я использую небольшую бутылочку с игольчатым наконечником, чтобы нанести жидкость на работу.
Бутылка изначально содержала легкое масло и была приобретена в Home Depot.
Центральное сверление
Включите токарный станок и установите скорость около 600 об/мин. Использовать
рукоятку задней бабки, чтобы медленно продвигать сверло в конец заготовки и продолжать
до тех пор, пока коническая часть центрирующего сверла не войдет примерно на 3/4 пути в
заготовка. Это все, что вам нужно сделать с центрирующим сверлом, поскольку его цель
просто сделать стартовое отверстие для обычной дрели. Выверните центральное сверло и остановите
токарный станок.
Сверление отверстия
Ослабьте зажимную гайку задней бабки и сдвиньте заднюю бабку назад
до конца путей. Выньте центральное сверло из патрона и вставьте обычное сверло.
и затяните его в патроне. Сдвиньте заднюю бабку, пока кончик сверла не
1/4 дюйма от заготовки, а затем зафиксируйте заднюю бабку. Нанесите несколько капель
Нанесите несколько капель
Смазочно-охлаждающая жидкость на кончике сверла, затем запустите токарный станок и просверлите заготовку.
как и прежде, от 400 до 600 об/мин.
После продвижения сверла примерно в два раза по его диаметру верните его
из отверстия и с помощью щетки удалите металлическую стружку с наконечника сверла. Добавить
еще несколько капель смазочно-охлаждающей жидкости, если необходимо, затем продолжите сверление, поддерживая сверло задним ходом.
для удаления стружки примерно через каждые 2 диаметра глубины.
Измерение глубины сверления
Если только вы полностью не просверлите достаточно короткий
заготовке, как правило, вам понадобится способ измерения глубины отверстия, чтобы вы могли
остановиться на нужной глубине. Одна из первых принадлежностей, которую я сделал на токарном станке, — это простая
глубиномер — просто небольшой латунный цилиндр со стопорным винтом, который скользит по заготовке.
буровой штанги 1/16 дюйма длиной около 3 дюймов. Это очень удобно для проверки глубины
отверстия. Вы можете использовать правило магазина, чтобы установить латунный ползунок на желаемую глубину, а затем заблокировать
он на месте с маленьким установочным винтом.
Другим способом измерения глубины является использование градуированной шкалы.
маркировка на стволе задней бабки. Однако их не так просто увидеть.
Если вам нужна настоящая точность, Варминт Эл придумал отличный
идея установить 1-дюймовый циферблат
индикатор на задней бабке. Наконечник ДИ касается пластиковой пластины, установленной
на штоке задней бабки. DI крепится болтами к отверстию 1/4-20, просверленному сбоку и с резьбой.
задней бабки. Если вы сделаете этот мод на своем токарном станке, снимите шток с задней бабки.
перед тем, как просверлить монтажное отверстие для DI, чтобы избежать сверления плунжера.
Сверление глубоких отверстий, глухих отверстий
и большие отверстия
В мире металлоконструкций «глубокая» дыра — это любая
отверстие более чем в 3 раза больше диаметра сверла. Глухая дыра — это та, в которой ты не
просверливание заготовки насквозь; то есть нижний конец закрыт. критический
Суть при сверлении таких отверстий заключается в том, чтобы часто полностью выдвигать сверло из отверстия.
чтобы стружка вылетела из отверстия. Вам нужно повторять это каждый раз
вы продвигаете сверло примерно в два раза по его диаметру. Несоблюдение этой процедуры
приведет к тому, что стружка застрянет в отверстии, приварится к сверлу и создаст отверстие с
неровный и грубый диаметр. Смазочно-охлаждающая жидкость также поможет предотвратить прилипание стружки к
сверло или стороны отверстия.
Большие отверстия соотносятся с размером машины и для
на мини-токарном станке я считаю отверстие больше 3/8 дюйма «большим».