Своими руками приспособление для изгиба арматуры: Станок для гибки арматуры своими руками: чертежи, видео
Содержание
Как самостоятельно собрать станок гибочный для арматуры
Содержание
- 1 Систематизация арматуры
- 2 Принцип гибки
- 3 Агрегаты и устройства для гибки арматуры
- 4 Гибочный станок собственного производства
- 5 Гибочное устройство из швеллера
- 6 Полезные отличия перед заводскими аналогами
В ходе строительных или хозяйственных работ может потребоваться станок для гибки арматуры. Это приспособление широко применяется в металлопрокате. Приобретение гибочной установки потребует немало денежных средств, что не каждому человеку по карману. Поэтому был придуман ручной самодельный вариант такого устройства для арматурного материала.
Кроме того, изготовлением гибочного устройства, созданным собственноручно, интересуются многие строители, работающие с небольшим количеством металлической арматуры.
Содержание
- Систематизация арматуры
- Принцип гибки
- Агрегаты и устройства для гибки арматуры
- Гибочный станок собственного производства
- Гибочное устройство из швеллера
- Полезные отличия перед заводскими аналогами
Систематизация арматуры
В нашем государстве выпуск арматурного материала контролируется ГОСТ 52544-2006. В соответствии с данным стандартом, арматурой называется металлический прут с определенным сечением, который имеет гладкую поверхность либо профиль. Поперечник профиля варьируется от 4 до 80 мм, а длина может достигать 12 метров.
В соответствии с данным стандартом, арматурой называется металлический прут с определенным сечением, который имеет гладкую поверхность либо профиль. Поперечник профиля варьируется от 4 до 80 мм, а длина может достигать 12 метров.
Строительная арматура применяется для упрочнения железобетонных плит и устройств, требующих наличие металлического прутка.
Арматурному пруту присваивают 6 категорий:
- А1. Эта разновидность прута имеет сечение от 4 до 40 мм. Используется в строительстве в качестве связующего элемента.
- А2. Прутик имеет периодический профиль. Поперечник от 10 до 80 мм.
- А3. Инструмент строительства обладает рифленостью. Диаметр варьируется в значении 6-40 мм. Наиболее востребованная категория и широко применяется в строительном секторе при возведении зданий и сооружений.
- А4. Группа ограничена в зоне применения, так как имеет сечение 10-32 мм. Как правило, используется для работ по сварке.
- А5. Группа повышенной устойчивости. Поверхностный слой – рифленый, а поперечник прутка составляет 6-40 мм.
 Используют в основном в качестве несущих элементов конструкции.
Используют в основном в качестве несущих элементов конструкции. - А6. Категория рабочих прутков. К этой группе металлических материалов подходит любая сварка. Основная область использования – строительство высотных и объемных зданий.
Принцип гибки
Сгибание арматуры – деформация металлического прута под контролем, вследствие чего изменяется ось заготовки. Для больших объемов изготовления используются специальные механические гибочные станки для металлической арматуры, имеющие высокий уровень производительности. Но в бытовых условиях использование подобного оборудования нецелесообразно, поэтому для дома лучше сделать свой инструмент, то есть арматурогиб своими руками.
Порядок работы гибочного станка для арматуры:
- фиксация металлического материала;
- определение точки сгиба. Эта область должна располагаться на опорном ролике.
- искривление прута.
При сгибании металлических прутьев, применяемых для армирования, необходимо знать, как осуществлять процесс гибки, чтобы инструмент строительства не утратил свою прочность.
Основные ошибки, допускаемые при сгибании металлических армированных прутов:
- заостренный угол изгиба.
- в области сгиба делается надрез с помощью болгарки;
- нагревание участка сгиба.
Агрегаты и устройства для гибки арматуры
Строительные технологии постоянно совершенствуются, а с ними и методы обрабатывания металлических поверхностей. Практически все устройства работают одинаково. Существенное различие моделей кроется в конструкционных особенностях и допустимым поперечником сгибаемого прутка.
Каждый гибочный станок, включая самопальный станок для гибки армированного прута, строится по следующему правилу: металлический прут устанавливается между основным и упорным валом, а посредством гибочного ролика — пруток подвергается деформациям под нужным углом. Стоит отметить, что положение для изгиба арматуры осуществляется в разное направление. Радиус изгиба контролируется упорным роликом, в результате чего весь прут не деформируется.
Схема подвижной частиСхема неподвижной части
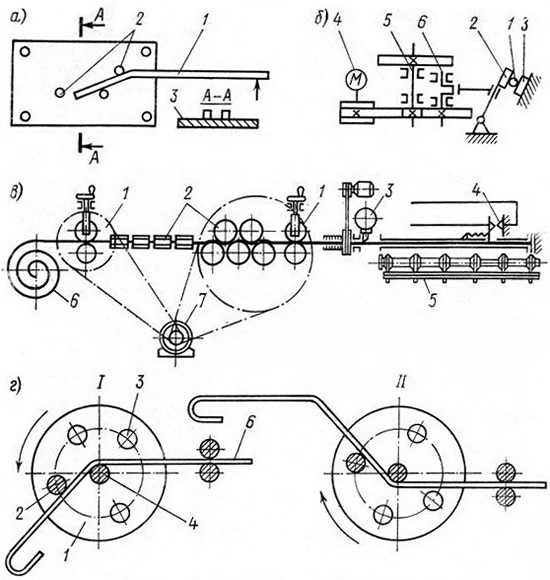
Устройства, предназначенные для сгибания металлического прутка, включая самодельные образцы, подразделяются на два типа – механизированные и ручные станки для гиба арматуры.
Основой «механических» станков служит диск вращения, на котором крепятся пальцы (основной и упорный). Между этими рабочими органами существует свободная область, в которую помещается сгибаемый прут. Он упирается в ролик, который крепко закреплен на корпусе установки. При вращательном движении диска палец изгиба оказывает давление на армированный материал и сгибает его вокруг центрального ролика.
В зависимости от назначения гибочный станок для арматуры группируют следующие виды:
- Легкая категория. Изгиб прутков поперечником от 3 до 20 мм.
- Тяжелая группа. Сечение возделываемых прутков 20-40 мм.
- Сверхтяжелая. Используется инструмент строительства сечением 40-90 мм.
Если возникает потребность изгиба металлического прута под разными угловыми точками, то оптимальным вариантом выбора оборудования будут служить гидравлические устройства. Этот универсальный станок для гибки арматуры позволяет создавать изгиб прута без дефектов. Допустимый угол сгиба подобного оборудования достигает 180 градусов.
Этот универсальный станок для гибки арматуры позволяет создавать изгиб прута без дефектов. Допустимый угол сгиба подобного оборудования достигает 180 градусов.
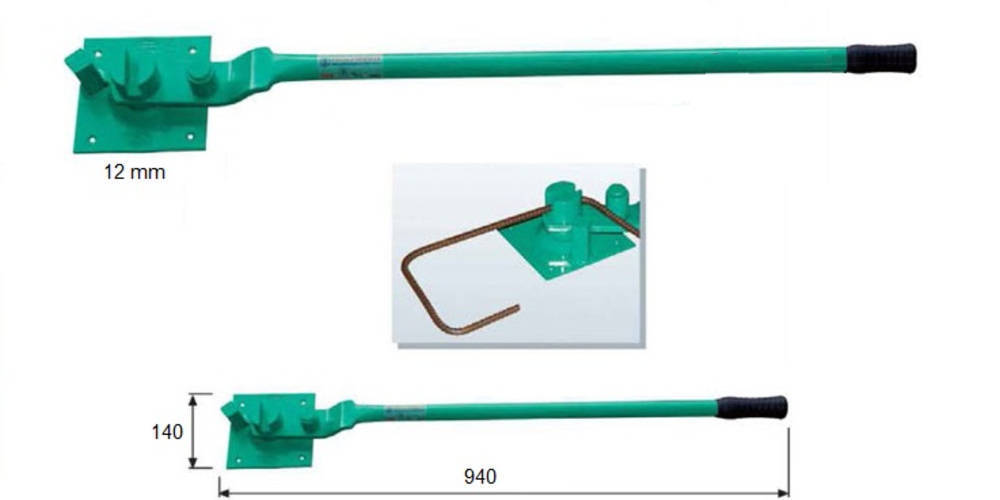
На рынке современного оборудования представлен огромный ассортимент гибочных станков для арматуры, включая образцы переносного типа. Данные приспособления для гибки элементарны в эксплуатации, доступны в цене. Гнутье металлического прута можно осуществлять как посредством специализированного оборудования, так и используя стандартный трубогиб, который монтируется на слесарных столах.
Подобные устройства легко создаются своими руками дома. Однако они имеют некоторые ограничения. Устройства не обладают высокой производительностью и предназначены для прутьев не более 15 мм. Они в основном применяются в малоэтажном частном строительстве.
Выбирая гибщик арматуры, необходимо опираться на два главных аспекта – это допустимый диаметр сгибаемого прута и производительность установки.
Гибочный станок собственного производства
Конструкция подобных установок обладает элементарностью. Поэтому создание подобного оборудования своими руками не считается сложной. Перед изготовлением настоятельно рекомендуется изучить чертежи готовых приспособлений для сгиба арматуры.
Базовым элементом станка считается несущая металлическая опора. К ней посредством сварки крепится уголок либо прут круглого сечения. Если в планах работ предусматривается сгиб толстых металлический прутков (6 — 12 мм), то опорные ножки станины должны намертво быть закреплены на полу.
Если предусматривается создать переносной станок для гибки арматуры, то конструктивные составляющие гибочного станка устанавливаются надежно на массивной плите, которая также должна быть хорошо зафиксирована. Фиксация производится посредством болтов либо специальных штырей при помощи сварочного оборудования.
Еще один вариант самодельного устройства
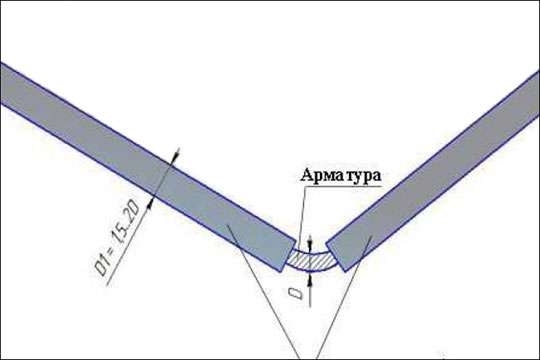
Второстепенным элементом конструкции при создании гибочного оборудования считается поворотная площадка. К ней присоединяют два штыря и рукоять. Центральный и гибочный ролики должны между собой находиться на определенном расстоянии. Этот проем выбирается исходя от допустимого поперечника арматуры, которая будет гнуться на этом самодельном оборудовании. Также следует отступать на несколько сантиметров от края. Подобный прием позволит плавно распределить нагрузку гибочной системы. После окончательного закрепления элементов, по границам заготовки срезается фаска под острым углом в 45 градусов.
К ней присоединяют два штыря и рукоять. Центральный и гибочный ролики должны между собой находиться на определенном расстоянии. Этот проем выбирается исходя от допустимого поперечника арматуры, которая будет гнуться на этом самодельном оборудовании. Также следует отступать на несколько сантиметров от края. Подобный прием позволит плавно распределить нагрузку гибочной системы. После окончательного закрепления элементов, по границам заготовки срезается фаска под острым углом в 45 градусов.
Важно знать, что в строительстве следует уделять особое внимание процессу сваривания изделий. От этой операции очень многое зависит, в том числе и качественные характеристики конструкции. В связи с этим, чтобы качество работ соответствовало высокому уровню, следует гибочное оборудование закрепить в слесарных тисках. По возможности сварочные соединения заменяются болтовыми креплениями. Это необходимо для возможного переноса устройства на новое место монтажа.
Гибочное устройство из швеллера
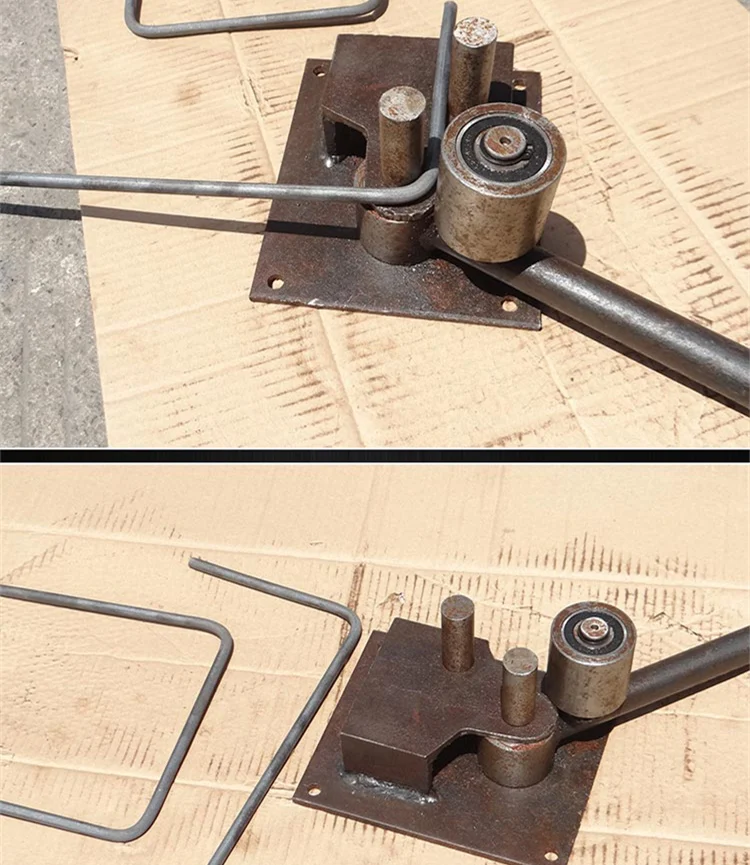
Подобная установка для сгибания арматуры своими руками немного отличается от других станков и принцип ее действия несколько иной. Чтобы зафиксировать арматурную деталь, в системе ставится упорный механизм и металлическое звено, выступающее в роли основного штифта. Далее устанавливается подвижный компонент системы с добавлением специального рычага и осью загиба. Поворотный механизм позволяет сгибать поверхность прутка на нужный угол вокруг металлического фиксатора, помещенного в центре. Конструкция подобной модели станка с легкостью сгибает арматурные детали с большим сечением.
Чтобы зафиксировать арматурную деталь, в системе ставится упорный механизм и металлическое звено, выступающее в роли основного штифта. Далее устанавливается подвижный компонент системы с добавлением специального рычага и осью загиба. Поворотный механизм позволяет сгибать поверхность прутка на нужный угол вокруг металлического фиксатора, помещенного в центре. Конструкция подобной модели станка с легкостью сгибает арматурные детали с большим сечением.
Загибочный механизм арматуры своими руками из швеллера создается быстро, достаточно 2-3 часов свободного времени. Эксплуатация приспособления значительно проще, чем сгибание прутка посредством тисков. Рассмотрим распространенный вариант реализации станка.
На землю устанавливаются 2 металлических опорных основания. К ним посредством сварки присоединяется метровый швеллер. К верхнему участку швеллера крепятся 2 уголка. Это требуется для упора арматуры. Рычагом в конструкции являются две металлические трубы, сваренные между собой под углом в 90 градусов. На звено, расположенное горизонтально, устанавливается удлиняющее устройство. Вертикальный участок остается неизменным, он применяется для прохождения оси. В результате — действие рычага усиливается, поэтому к нему приваривается уголок для фиксации заготовки.
На звено, расположенное горизонтально, устанавливается удлиняющее устройство. Вертикальный участок остается неизменным, он применяется для прохождения оси. В результате — действие рычага усиливается, поэтому к нему приваривается уголок для фиксации заготовки.
Стоит отметить, что уровень уголка и верхний участок станины должны соответствовать. Для создания оси используется прут сечением 30 мм. Чтобы избежать проворачивания оси гнутьем, нижняя зона осевого прута должна иметь квадратную форму. Проем аналогичной формы вырезается и в швеллере.
Полезные отличия перед заводскими аналогами
Устройства для гибки арматуры своими руками обладают рядом достоинств перед стационарными агрегатами заводского происхождения. Среди данных характеристик выделяют: элементарность конструкции в целом нет необходимости больших финансовых вливаний, мобильность, не требуется источник электропитания.
Получается, что затратив несколько часов на станок для арматуры, создается элементарный, но результативный инструмент для домашнего мастера. Используя самодельный станок можно создать требуемый угол изгиба, что дает преимущество даже над механическим образцом установки.
Станок для гибки арматуры своими руками
Станок для гибки арматуры своими руками очень нужный агрегат, который эксплуатируется в процессе различных строительных или реконструкционных работ.
Если Вы являетесь обладателем подобного оборудования, то с легкостью сможете изготавливать различные металлоконструкции несложного исполнения.
Есть случаи, в которых можно не применять специализированные механизмы и машины, однако, зачастую толщина металла настолько значительная, что обойтись только лишь своими силами просто невозможно.
- Принцип работы
- Чертеж
- Станок для гибки арматуры: пошаговая инструкция
Самодельный станок для гибки металлических прутьев не только может придавать металлу нужную форму, но и разрезать их.
Несмотря на непростой конструктив, подобную машину можно спроектировать и выполнить собственноручно. Потребуется готовая техническая документация, приспособления и представление о работе этого механизма.
Принцип работы
Для бытовых нужд самодельное ручное оборудование для гибки арматуры применяют, как правило, для возведения фундамента.
Без использования армирующего сырья сделать надежный фундамент под какую-либо постройку не представляется возможным, следовательно, встает дилемма – каким образом лучше всего выполнить основание, как погнуть существующие прутья?
Сейчас рынок предлагает множество профессиональных аппаратов, однако ценовая политика такого оборудования зачастую неприемлема.
Такие аппараты приобретаются для промышленных масштабов, укомплектования цеховых помещений, строительных компаний. Для бытовых необходимостей вполне будет пригоден экземпляр, который будет собрат собственными силами.
Оборудование для гибки арматуры по типу своего исполнения делятся на два вида:
- Гидравлическое.

- Пневматическое.
Гидравлический аппарат для сгибания металлических прутьев может изгибать полуфабрикаты под различными углами. Пределом работы является угол равный 180 градусам, при этом исключаются сломы и прочие дефекты.
При изготовлении оборудования собственноручно, необходимо твердо следовать своему проекту. Особого внимания заслуживают крепления и их качество (нагрузка на комплектующие бывает высокой).
Поэтому часто на простейших гибочных станках для арматуры можно найти плексигласовую защиту, которую легко можно сделать и самостоятельно.
В случае обладания опытом в конструировании подобных машин, можно выполнить определенную модификацию и оснастить конструкцию переключателем скоростей. Таким образом, обеспечивается полный контроль выполняемых процессов.
Чертеж
Станок для гибки арматуры: пошаговая инструкция
Для правильного изготовления оборудования, необходимо сначала подготовить целый перечень инструментов и приспособлений по каждому этапу.
Понадобится электро- или газосварка. Механизму, которому под силу будет справляться листовым металлом, будет крайне необходима крепкая основа, рабочий орган, тиски и прижимной механизм.
Станок для осуществления гибки прутьев будет иметь в своем конструктиве рычаг, рабочий орган, прижимной механизм и остов, на котором будут размещены полуфабрикаты, форму которых предполагается изменить.
- На основе, на предварительно отмеченной области, выполняется ось для прижимных элементов – с ее помощью будет проще ориентироваться.
- Основание делается «П-образным», оно приваривается за счет сварочных элементов к опорному уголку.
- Выполняется сварка стальных прутьев к рабочему органу, а концы заготовок обязательно должны быть обработаны выполнением фасок.
- Чтобы правильным образом приварить все комплектующие и выполнить проверку углов, устойчивость и надежность всей конструкции, можно сначала применить тиски, а уже потом выполнять сварочные работы.

По возможности используйте болтовые соединения вместо сварочных швов. Так вы обеспечите максимальную унификацию всей конструкции, а также возможность будущей модернизации и ремонта.
Если предпочтение будет отдано сварке сборочных деталей, то перед началом выполнения основной работы, необходимо провести пробное нагружение. В случае, если все проходит в номинальном режиме, то можно использовать аппарат по прямому назначению.
- Это оборудование может быть модернизировано, например, добавить разрезной элемент. Самым простым способом является, используя болгарку, добавить разрезной диск.
- Если оперировать конструктивными терминами, то кроме валков для изгибания, механизм для рубки полуфабрикатов должен быть укомплектован электродвигателем, отрезным лезвием или диском, и станиной, на которой лезвие будет крепиться.
Мощность привода нужно выбрать изначально, до того момента, когда наступит завершающий этап сборки всего оборудования.
- Самодельный аппарат для разрезания обрабатываемых полуфабрикатов также оснащается прижимами, которые делают невозможным отклонение материала от оси обработки.
- В месте, где будет крепиться диск, нужно продумать крепление защитного кожуха, ведь во время проведения работ с металлом, будут возникать искры.
- Работа на самодельном оборудовании проверяется на холостых оборотах. При пробном пуске используйте непрочные металлы.
Видео: как сделать станок для гибки арматуры своими руками — видеоинструкция.
Republished by Blog Post Promoter
2171.00 — Рабочие по арматуре и арматуре
Поместите и закрепите стальные стержни или сетку в бетонных опалубках для армирования бетона. Используйте различные крепежные детали, станки для гибки стержней, паяльную лампу и ручной инструмент. Включает стержневые разрушители.
Включает стержневые разрушители.
Образец зарегистрированных названий должностей:
Полевой слесарь, Установщик утюга, Слесарь, Слесарь, Усиленный слесарь, Родбастер, Родман, Стальной уровень
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, используя Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в My Next Move.
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в My Next Move for Veterans.
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Puede regresar usando el botón Atrás en su navegador, или eligiendo «O*NET OnLine» в эль-меню Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Трудовая деятельность
Обращение с предметами и их перемещение — Использование кистей и рук при перемещении, установке, размещении и перемещении материалов, а также манипулировании вещами.
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников.
Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движений всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклоны и работа с материалами.
Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях.
Осмотр оборудования, конструкций или материалов — Осмотр оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов.
Организация, планирование и расстановка приоритетов в работе — Разработка конкретных целей и планов для расстановки приоритетов, организации и выполнения вашей работы.

Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично.
Координация работы и деятельности других — Привлечение членов группы к совместной работе для выполнения задач.
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем.
Обучение и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других.
Оценка количественных характеристик продуктов, событий или информации — Оценка размеров, расстояний и количеств; или определение времени, затрат, ресурсов или материалов, необходимых для выполнения рабочей деятельности.

Планирование работы и мероприятий — Планирование мероприятий, программ и мероприятий, а также работы других.
Коучинг и развитие других — Выявление потребностей других в развитии и обучение, наставничество или иная помощь другим в улучшении их знаний или навыков.
Развитие и создание команд — Поощрение и укрепление взаимного доверия, уважения и сотрудничества между членами команды.
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам.
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации о материалах, событиях или окружающей среде для обнаружения или оценки проблем.
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (кроме компьютеров или транспортных средств).
Транспортные средства, механизированные устройства или оборудование — Движение, маневрирование, навигация или управление транспортными средствами или механизированным оборудованием, таким как вилочные погрузчики, пассажирские транспортные средства, самолеты или плавсредства.
наверх
Подробная рабочая деятельность
Просмотрите чертежи или спецификации, чтобы определить требования к работе.
Позиционирование конструктивных элементов.
Установить забор или другие барьеры.
Установка металлических компонентов конструкции.
Вырезанные металлические детали для установки.
Установка безопасности или вспомогательного оборудования.
Сварные металлические детали.
Поиск профессий, связанных с несколькими подробными видами деятельности
наверх
Рабочий контекст
На открытом воздухе, под воздействием погодных условий
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или чувствовать их — 12 % ответили «Больше чем в половине случаев».

Ответственность за здоровье и безопасность других — 75% ответили «Очень высокая ответственность».
Носите обычное защитное оборудование или оборудование для обеспечения безопасности, такое как защитная обувь, очки, перчатки, средства защиты органов слуха, каски или спасательные жилеты
Контакты с другими
Давление времени
Очень высокая или низкая температура — 26% ответили «Раз в неделю или чаще, но не каждый день».
Тратьте время на повторяющиеся движения — 46% ответили «Постоянно или почти постоянно».
Подвержены легким ожогам, порезам, укусам или укусам — 23% ответили «Раз в неделю или чаще, но не каждый день».
Личные обсуждения — 68% ответили «Каждый день».
Ответственность за итоги и результаты — 54% ответили «Очень высокая ответственность».
Звуки, уровни шума отвлекают или вызывают дискомфорт — 59% ответили «Каждый день».
Работа с рабочей группой или командой — 33 % ответили «Очень важно».
Проводить время стоя
Проводите время, сгибая или скручивая тело — 46% ответили «Постоянно или почти постоянно».
Координировать или руководить другими — 43 % ответили «Чрезвычайно важно».
Телефон — 50% ответили «Каждый день».
Уровень конкуренции — 20% ответили «Умеренно конкурентоспособный».
Проводите время, гуляя и бегая — 44% ответили «Постоянно или почти постоянно».
Физическая близость — 74% ответили «Умеренно близко (на расстоянии вытянутой руки)».
Воздействие загрязняющих веществ — 19% ответили «Раз в год или чаще, но не каждый месяц».
Воздействие высоких мест — 37% ответили «Раз в неделю или чаще, но не каждый день».
Влияние решений на сотрудников или результаты компании — 35 % ответили «Очень важные результаты».
Носите специализированное защитное или предохранительное оборудование, такое как дыхательный аппарат, привязные ремни, костюмы полной защиты или радиационную защиту — 30% ответили «Каждый день».
Структурированная и неструктурированная работа — 34 % ответили: «Много свободы».
Важность точности или точности — 39% ответили «Очень важно».
Воздействие опасного оборудования — 36% ответили «Каждый день».
Частота принятия решений — 20% ответили «Раз в неделю или чаще, но не каждый день».
Тесное рабочее место, неудобное положение — 38% ответили «Раз в месяц или чаще, но не каждую неделю».

Воздействие опасных условий — 32% ответили «Каждый день».
Проводите время стоя на коленях, приседая, сутулясь или ползая — 36% ответили «Меньше чем в половине случаев».
Последствие ошибки — 30% ответили «Серьезно».
Иметь дело с неприятными или злыми людьми — 32% ответили «Раз в год или чаще, но не каждый месяц».
Свобода принимать решения — 24% ответили «Ограниченная свобода».
Важность повторения одних и тех же задач — 26% ответили «Важно».
В открытом транспортном средстве или оборудовании — 26% ответили «Раз в год или чаще, но не каждый месяц».
к началу страницы
Рабочая зона
- Должность
- Рабочая зона 2: требуется некоторая подготовка
- Образование
- Для этих профессий обычно требуется аттестат о среднем образовании.

- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой. Например, кассиру будет полезен опыт работы непосредственно с общественностью.
- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками. С этими профессиями может быть связана признанная программа ученичества.
- Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)
наверх
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Государственные лицензии
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship.
 gov
gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
вернуться к началу
Навыки
вернуться к началу
Знания
Строительство и строительство — Знание материалов, методов и инструментов, используемых при строительстве или ремонте домов, зданий или других сооружений, таких как шоссе и дороги.
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений.
Администрирование и управление — Знание принципов бизнеса и управления, связанных со стратегическим планированием, распределением ресурсов, моделированием человеческих ресурсов, методами лидерства, производственными методами и координацией людей и ресурсов.
Дизайн — Знание методов проектирования, инструментов и принципов, используемых в производстве точных технических планов, чертежей, чертежей и моделей.
Английский язык — Знание структуры и содержания английского языка, включая значение и правописание слов, правила составления и грамматику.

Инженерия и технологии — Знание практического применения технических наук и технологий. Это включает в себя применение принципов, методов, процедур и оборудования для проектирования и производства различных товаров и услуг.
вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы в этой профессии? Респонденты сказали:
ответил:
Требуется аттестат ниже средней школыответил:
Требуется аттестат о среднем образовании или его эквивалент подробнееответил:
Требуется аттестат о среднем образовании
наверх
Способности
Статическая сила — Способность прилагать максимальную мышечную силу, чтобы поднимать, толкать, тянуть или переносить предметы.
Сила туловища — Способность использовать мышцы живота и нижней части спины для многократной или непрерывной поддержки части тела в течение долгого времени без «отдачи» или утомления.

Многоконечность Координация — Способность координировать две или более конечностей (например, две руки, две ноги или одну ногу и одну руку) в положении сидя, стоя или лежа. Он не включает в себя выполнение действий, когда все тело находится в движении.
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы.
Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении.
Степень гибкости — Способность сгибаться, растягиваться, скручиваться или тянуться своим телом, руками и/или ногами.
Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя).
Выносливость — Способность физически напрягаться в течение длительных периодов времени, не уставая и не задыхаясь.

Точность управления — Способность быстро и многократно регулировать органы управления машиной или транспортным средством в точном положении.
Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы.
Время реакции — Способность быстро реагировать (рукой, пальцем или ногой) на сигнал (звук, свет, изображение) при его появлении.
Динамическая сила — Способность прикладывать мышечную силу неоднократно или непрерывно в течение долгого времени. Это включает в себя мышечную выносливость и устойчивость к мышечной усталости.
Чувствительность к проблемам — Способность сказать, когда что-то не так или может пойти не так. Это не включает в себя решение проблемы, а только признание того, что проблема есть.
Категория Гибкость — Способность генерировать или использовать различные наборы правил для комбинирования или группировки вещей различными способами.

Дедуктивное мышление — Способность применять общие правила к конкретным задачам для получения осмысленных ответов.
Общая координация тела — Способность координировать движения рук, ног и туловища вместе, когда все тело находится в движении.
Общее равновесие тела — Способность сохранять или восстанавливать равновесие тела или оставаться в вертикальном положении в нестабильном положении.
Информация Упорядочение — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, узоры чисел, букв, слов, изображений, математических операций).
Визуализация — Способность представлять, как что-то будет выглядеть после того, как оно будет перемещено или когда его части будут перемещены или переставлены.
наверх
Проценты
Код интереса: RCI
Хотите узнать свои интересы? Воспользуйтесь Профилировщиком интересов O*NET в My Next Move.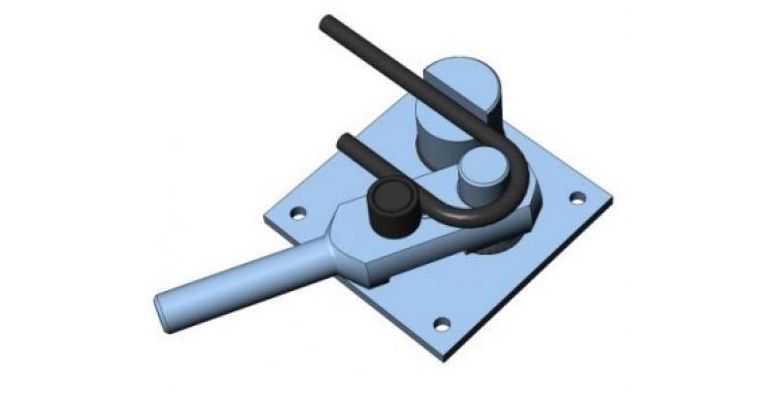
Реалистичный — Работа включает в себя проектирование, строительство или ремонт оборудования, материалов или конструкций, участие в физической активности или работу на открытом воздухе. Реалистичные занятия часто связаны с машиностроением, механикой и электроникой, строительством, деревообработкой, транспортом, эксплуатацией машин, сельским хозяйством, обслуживанием животных, физическим или ручным трудом, спортом или охраной.
Обычный — Работа включает соблюдение процедур и правил для организации информации или данных, как правило, в бизнес-среде. Обычные занятия часто связаны с офисной работой, бухгалтерским учетом, математикой/статистикой, информационными технологиями, финансами или человеческими ресурсами.
Следственная — Работа включает в себя изучение и исследование неживых объектов, живых организмов, болезней или других форм нарушений или поведения человека. Исследовательские профессии часто связаны с физическими, жизненными, медицинскими или социальными науками и могут быть найдены в области гуманитарных наук, математики/статистики, информационных технологий или здравоохранения.

к началу страницы
Рабочие ценности
Поддержка — Профессии, которые соответствуют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников. Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.
Взаимоотношения — Профессии, которые удовлетворяют этой ценности работы, позволяют сотрудникам оказывать услуги другим и работать с коллегами в дружественной неконкурентной среде. Соответствующие потребности — это сотрудники, моральные ценности и социальные услуги.
Условия труда — Профессии, отвечающие этой ценности работы, обеспечивают гарантии занятости и хорошие условия труда. Соответствующими потребностями являются активность, вознаграждение, независимость, безопасность, разнообразие и условия труда.
наверх
Рабочие стили
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач.

Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств.
Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания.
Инициативность — Работа требует готовности брать на себя ответственность и принимать вызовы.
Честность — Работа требует честности и этичности.
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству.
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели.
Настойчивость — Работа требует настойчивости перед лицом препятствий.
Устойчивость к стрессу — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями.

Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач.
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях.
Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем.
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте.
Инновации — Работа требует творческого подхода и альтернативного мышления для разработки новых идей и ответов на профессиональные проблемы.
Забота о других — Работа требует чуткости к нуждам и чувствам других, понимания и помощи на работе.

Социальная ориентация — Работа требует предпочитать работать с другими, а не в одиночку, и быть лично связанным с другими на работе.
вернуться к началу
Тенденции в области заработной платы и занятости
- Медианная заработная плата (2021)
- 23,48 долл. США в час, 48 830 долл. США в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2021)
- 19 500 сотрудников
- Прогнозируемый рост (2021-2031)
Медленнее среднего (от 2% до 3%)
- Прогнозируемые вакансии (2021-2031)
- 1 900
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2021)
Строительство
Источник: Бюро статистики труда, данные о заработной плате за 2021 год.
внешний сайт и прогноз занятости на 2021-2031 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2021–2031 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
вернуться к началу
Вакансии в Интернете
- Вакансии штата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местные вакансии
Почтовый индекс
вернуться к началу
вернуться к началу
вернуться к началу
Препарирование сгибов и отверстий штампов
Рис. 1. При расчете допуска на изгиб используется дополнительный угол изгиба.
1. При расчете допуска на изгиб используется дополнительный угол изгиба.
Примечание редактора: Это первая статья из серии, посвященной основам работы листогибочного пресса. Информация получена из онлайн-программы обучения Fundamentals of Press Brake Operations e-Fab, представленной Стивом Бенсоном из ASMA LLC и доступной в Ассоциации изготовителей и производителей. Материал также
происходит из программы сертификации прецизионных листогибочных прессов FMA, представленной Бенсоном и проводимой в местах по всей стране. Для получения дополнительной информации посетите сайт www.fmanet.org/training или позвоните по телефону 888-39.4-4362. Рисунки предоставлены ASMA LLC, 2952 Doaks Ferry Road N.W., Salem, OR 97304, 503-399-7514, www.asmachronicle.com, смартфон www.asmachronicle.com/mobi.htm.
Дно и чеканка с помощью листогибочного пресса достигли своего расцвета. Но за последние несколько десятилетий воздушное формование стало отраслевым стандартом. Итак, при воздушной формовке, как вы выбираете отверстие в нижней части штампа? Вы выбираете отверстие штампа, которое в 6 раз превышает толщину материала, в 8 раз, в 10 раз или даже в 12 раз?
Чем уже отверстие штампа, тем больше тоннажа потребуется для гибки детали. Если вы новичок или беспокоитесь о превышении пределов тоннажа, вы можете выбрать отверстие, которое в 10–12 раз превышает толщину материала; если вы не беспокоитесь о тоннаже, вы можете получить отверстие матрицы, толщина которого всего в 6 раз больше.
Если вы новичок или беспокоитесь о превышении пределов тоннажа, вы можете выбрать отверстие, которое в 10–12 раз превышает толщину материала; если вы не беспокоитесь о тоннаже, вы можете получить отверстие матрицы, толщина которого всего в 6 раз больше.
Почти каждый листогибочный пресс поставляется с таблицей грузоподъемности, и многие производители инструментов публикуют информацию о максимальной грузоподъемности для каждого производимого ими инструмента. Вы используете формулу для расчета требований к тоннажу для конкретной работы, чтобы убедиться, что вы не толкаете свой станок за пределы предела нагрузки на инструмент, а также того, что указано в пределе нагрузки на поршень производителя листогибочного пресса (см. Тоннаж имеет значение боковая панель).
Важную роль играют размещение инструмента на станине, тип операции гибки и другие факторы.
Но при пневматической формовке листогибочных прессов открытие матрицы не только влияет на доступный тоннаж на фут.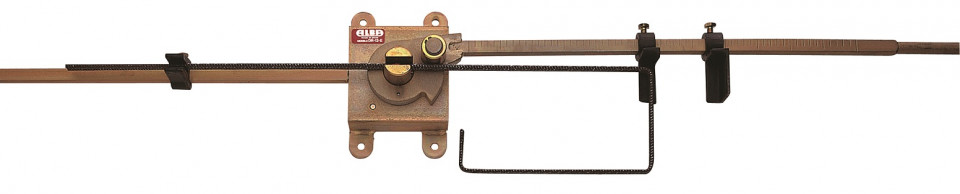 Так какое же идеальное отверстие матрицы — в 6, 8, 10 или 12 раз больше толщины материала? Широко распространено эмпирическое правило, согласно которому 8-кратная толщина материала является идеальным раскрытием штампа. Что ж, это правильно, но только тогда, когда между толщиной материала и желаемой внутренней стороной имеется взаимосвязь один к одному.
Так какое же идеальное отверстие матрицы — в 6, 8, 10 или 12 раз больше толщины материала? Широко распространено эмпирическое правило, согласно которому 8-кратная толщина материала является идеальным раскрытием штампа. Что ж, это правильно, но только тогда, когда между толщиной материала и желаемой внутренней стороной имеется взаимосвязь один к одному.
радиус. Но если вы хотите поставить 3-в. радиуса в материал толщиной 0,036 дюйма, эмпирическое правило 8-кратной толщины материала просто не сработает.
Вот почему. В нижней части профиль пуансона эффективно проштамповывает материал чуть больше, чем толщина материала. При чеканке пуансон так сильно вдавливается в материал, что он утончает материал и фактически перестраивает молекулярную структуру металла, поэтому чеканка в наши дни редко выполняется, по крайней мере, намеренно. Однако при воздушной штамповке отверстие штампа задает радиус
изгиба .
Это становится очевидным, когда вы видите формирование воздуха в действии.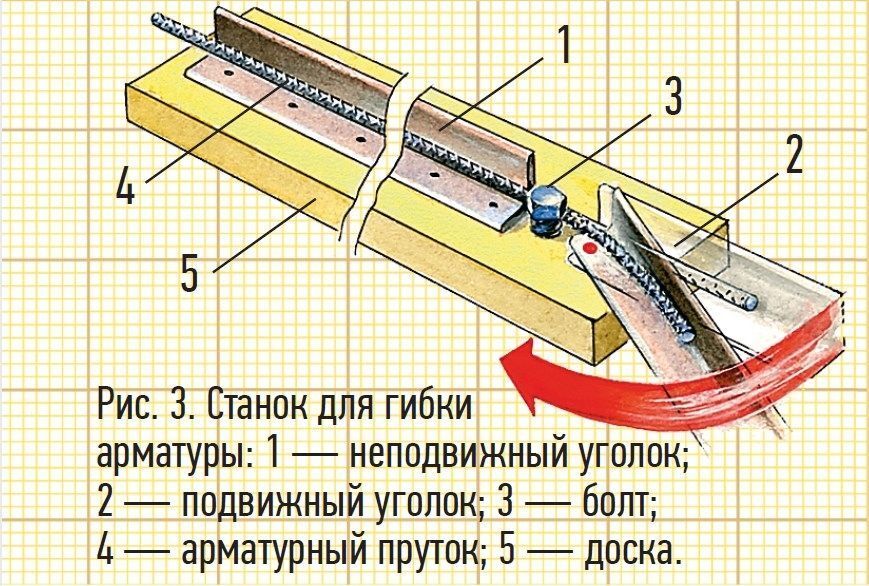 Для воздушной формы пуансон опускается до определенной точки, но, в отличие от дна, заготовка не плотно прилегает к радиусу пуансона; скорее, внутренний радиус рассчитывается в процентах от отверстия штампа. Если вы измените отверстие матрицы, вы измените внутренний радиус изгиба, который вы производите, иногда значительно. Если вы измените внутреннюю
Для воздушной формы пуансон опускается до определенной точки, но, в отличие от дна, заготовка не плотно прилегает к радиусу пуансона; скорее, внутренний радиус рассчитывается в процентах от отверстия штампа. Если вы измените отверстие матрицы, вы измените внутренний радиус изгиба, который вы производите, иногда значительно. Если вы измените внутреннюю
радиус изгиба, вы изменяете величину удлинения материала в пределах каждого изгиба; вычитание изгиба (BD), в свою очередь, изменяет вашу деталь, и тогда вы не сможете сформировать деталь до желаемых размеров.
Правило 20 процентов
Правило 20 процентов показывает, насколько резко небольшие изменения отверстия штампа влияют на результирующий внутренний радиус изгиба. Это правило гласит, что внутренний радиус изгиба детали, формованной воздухом, будет составлять 20 процентов отверстия штампа. В отличие от большинства эмпирических правил в торговле, это не основано на холоднокатаной стали, а вместо этого использует нержавеющую сталь 304 в качестве основы. В холоднокатаной стали от 15 до
В холоднокатаной стали от 15 до
17 процентов, мягкий алюминий (серия 50) от 14 до 16 процентов, нержавеющая сталь 304 от 20 до 22 процентов и горячекатаный травленый и промасленный 12-14 процентов.
Здесь по-прежнему полезно использовать холоднокатаную сталь с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм в качестве базового уровня. Если вы работаете с другим материалом, вы можете умножить растяжение на эту базовую линию. Итак, если ваш металл имеет предел прочности при растяжении 120 000 фунтов на квадратный дюйм, это в два раза превышает предел прочности на растяжение холоднокатаной стали. Таким образом, вы умножаете 15 процентов на 2 и обнаруживаете, что ваш внутренний радиус будет примерно равен 30 процентам площади кубика.
открытие.
Поскольку характеристики сплава могут различаться, правило охватывает диапазон процентов, поэтому вы можете начать со среднего значения и со временем корректировать его по мере необходимости. Предположим, у вас есть три пробных образца холоднокатаной стали 16-го калибра (все с одинаковым направлением волокон) и согните их с помощью пуансона с радиусом 1⁄32 дюйма, используя среднее процентное значение для трех различных отверстий штампа. 0,473 дюйма. открытие может
0,473 дюйма. открытие может
получить внутренний радиус изгиба 0,70 дюйма. A 0,551 дюйма. отверстие дает внутренний радиус изгиба 0,082 дюйма и 0,984 дюйма отверстие может привести к внутреннему радиусу изгиба 0,147 дюйма. Это огромная вариация радиуса, и ширина штампа изменилась примерно на полдюйма .
Рис. 2: Каждый изгиб имеет два внешних уступа (OSSB). Таким образом, чтобы рассчитать вычет изгиба, умножьте OSSB на 2, а затем вычтите допуск изгиба (BA), который представляет собой длину изгиба вдоль нейтральной оси.
Основы определения изгиба
Каждый изгиб удлиняется — его часто называют рост или растяжка , хотя технически точный термин удлиненный. Из-за этого вы должны вычесть определенное количество этого значения из размера плоской заготовки, чтобы при изгибе материала он удлинялся до размера, необходимого для печати. Удлинение происходит потому, что нейтральная ось изгиба смещается в сторону внутреннего радиуса.
Каждый изгиб состоит из угла изгиба и внутреннего радиуса изгиба. Если два сгиба детали имеют одинаковый угол сгиба и внутренний радиус, оба будут иметь одинаковый вычет сгиба. Если другой изгиб детали имеет другую комбинацию угла/внутреннего радиуса, для него потребуется собственный расчет вычета изгиба.
Хотя современные таблицы вычета изгибов относительно точны, старые диаграммы имеют серьезные расхождения. За десятилетия было опубликовано более 100 диаграмм дедукции изгибов, и ни одна из них полностью не согласуется с другой. Допустим, вы ставите 0,063 дюйма. радиус из холоднокатаной стали толщиной 0,060 дюйма. Одна диаграмма может давать вычет изгиба 0,106, другая 0,136 — , то есть разница 0,030.
в . Это может не иметь большого значения, если вы работаете со слабыми допусками и имеете ограниченное количество изгибов. Но в части с несколькими изгибами 0,030 дюйма. дисперсия будет накапливаться, что в конечном итоге сделает невозможным формирование детали для печати.
Правда, клиентам может быть наплевать на внутренний радиус. На печати детали может быть указан определенный радиус, но пока деталь соответствует и работает так, как предполагалось, они, вероятно, не собираются доставать свои измерители радиуса для измерения каждого изгиба. Но если вы определите точный вычет изгиба, необходимый для определенного радиуса, вы эффективно упростите производство и уменьшите количество неотъемлемых
ошибки. Следовательно, ваша пропускная способность увеличивается, и вы намного более продуктивны.
Для начала вам нужно знать, что происходит с листовым металлом, когда он изгибается. При каждом изгибе нейтральная ось материала, при которой материал не сжимается и не расширяется, смещается внутрь к внутреннему радиусу. припуск на изгиб — это длина изгиба, измеренная по нейтральной оси материала.
Здесь вступают в игру геометрия и тригонометрия. Припуск на изгиб = [(0,017453 × внутренний радиус изгиба) + (0,0078 × толщина материала)] × дополнительный угол изгиба . Вы можете вставить значение внутреннего радиуса изгиба в соответствии с правилом 20 процентов. Для угла сгиба используется дополнительный угол (см. Рисунок 1 ). (Эта формула включает коэффициент K и
Вы можете вставить значение внутреннего радиуса изгиба в соответствии с правилом 20 процентов. Для угла сгиба используется дополнительный угол (см. Рисунок 1 ). (Эта формула включает коэффициент K и
другие математические функции, которые будут рассмотрены в следующих статьях этой серии.)
Далее вам необходимо знать отступ изгиба снаружи, который представляет собой расстояние от вершины, где две плоскости изгиба пересекаются на внутренних поверхностях, до точки касания изгиба, где плоский металл переходит в изогнутый металл. Вот формула, которую легко обработать с помощью любого научного калькулятора: Внешний отступ = [тангенс (градус угла изгиба / 2)] × (толщина материала + внутренний
радиус изгиба).
К этому моменту вы знаете наружный отступ и припуск на изгиб. Теперь вы готовы к расчету вычета изгиба: опять же, количество материала, вычитаемого из плоской заготовки для учета удлинения материала при каждом изгибе (см. 9).0912 Фигуры 2 и 3 ).
Вот формула: Вычет изгиба = (2 × Внешний отступ) — Припуск изгиба . Имея в руках вычет изгиба, вы можете определить подходящий размер плоской заготовки и запрограммировать листогибочный пресс так, чтобы пальцы заднего упора приспосабливались к удлинению материала при каждом изгибе.
Основа гибки
Подобные геометрические и тригонометрические расчеты составляют основу работы листогибочного пресса. Конечно, современные средства управления и программное обеспечение могут автоматизировать многие из этих вычислений. Но в вашей производственной карьере такое современное оборудование может быть не всегда доступно. Более того, только потому, что машина старая, не означает, что она не может быть производительной.
Рис. 3: Здесь показаны основы разработки плоских заготовок. Размеры x и y идут к вершине. Чтобы учесть удлинение изгиба, добавьте x и y, а затем вычтите вычет изгиба. Вычет изгиба равен двойному внешнему отступу (OSSB + OSSB) за вычетом припуска на изгиб.
И это только начало. Вам как оператору листогибочного пресса приходится беспокоиться о многих переменных. Какой это изгиб — крутой, радиусный или глубокий? Каково направление зерна? Список можно продолжить. (Примечание редактора: эти и другие темы будут рассмотрены в следующих частях этой серии.)
Самое главное, если вы знаете математику, вы точно знаете, что входит в каждый изгиб. Таблицы и эмпирические правила полезны, но при точном изготовлении металлов вы должны быть точными . Чем больше у вас знаний, тем лучше и продуктивнее вы можете работать.
Тоннаж имеет значение
Когда вы выбираете отверстие для штампа, вы, конечно, по-прежнему изменяете доступный тоннаж. Чтобы убедиться, что приложение не выходит за пределы тоннажа вашей машины или инструмента, вам нужно знать, сколько тоннажа действительно занимает работа.
Вернемся к математике. Обратите внимание, как в следующем уравнении толщина материала возводится в квадрат. Немного большая толщина материала может иметь большое значение для увеличения требуемой грузоподъемности.
Немного большая толщина материала может иметь большое значение для увеличения требуемой грузоподъемности.
[(575 × толщина материала в квадрате)/V ширина штампа]/12 × коэффициенты материала × коэффициенты метода гибки = тонна на дюйм. В этом расчете базовым является воздушная формовка мягкой стали. Другие методы гибки и материалы находятся выше или ниже этой базовой линии.
Существенные факторы
Мягкая сталь, 1,0
Медь, 0,5
Алюминий серии H, 0,5
Серия Т6 алюминий, 1.28
нержавеющая сталь 304, 1,4
Факторы метода
Воздушная формовка, 1,0
Уретановые инструментальные операции, 4,0
Нижний изгиб, 5,0+
Чеканка, 10+
Зная количество тонн на дюйм, вы можете рассчитать тоннаж, необходимый для текущей работы: длина изгиба × тонны на дюйм = общий тоннаж.
Все это коренится в изгибе на 90 градусов в стандартной плашке. Максимальный тоннаж достигается не сразу.
