Своими руками станок для профнастила: Ручной станок для производства профнастила своими руками
Содержание
Какое оборудование используется для производства профнастила
Современное предприятие по производству профнастила должно быть оснащено специальным оборудованием, которое обеспечивает высокую скорость выполнения работы и качество готового материала.
Ручной станок для гибки профнастила
Ручной станок — это устройство, которое не требует внешних источников энергии, а только небольшого помещения или навеса на стройплощадке и двух рабочих. Это хороший вариант для небольшой строительной компании, если для сооружения объекта нужно не очень много изделий из профлиста. Иногда их слишком дорого доставлять на объект, и тогда можно организовать изготовление профнастила прямо на месте — например, делать доборные элементы для кровли.
Состав
- Стоящий на станине гибочный механизм, в состав которого входят шарниры и шестерни, приводящиеся в движение ручными рычагами, а также гибочная матрица и прижимная балка.
- Подающий стол, на который укладывается заготовка.
 Её продвигают к гибочному механизму, в котором она и обрабатывается. Также в комплект входит роликовый нож, разрезающий сталь.
Её продвигают к гибочному механизму, в котором она и обрабатывается. Также в комплект входит роликовый нож, разрезающий сталь. - Принимающий стол и пластина, при помощи которой задаётся нужный угол изгиба и фиксируется остальной лист.
 Её продвигают к гибочному механизму, в котором она и обрабатывается. Также в комплект входит роликовый нож, разрезающий сталь.
Её продвигают к гибочному механизму, в котором она и обрабатывается. Также в комплект входит роликовый нож, разрезающий сталь.За одну рабочую смену производится около 120 листов профнастила (1×2,5м). Станок окупается довольно быстро, особенно если он стоит на строительном объекте и не приходится тратится на доставку профнастила — только на доставку заготовки. В качестве последней служит углеродистая или нержавеющая сталь или же медь/алюминий, потому что материал с полимерным покрытием может потерять эстетичный вид в процессе гибки — для такого нужны специальные, более дорогие станки.
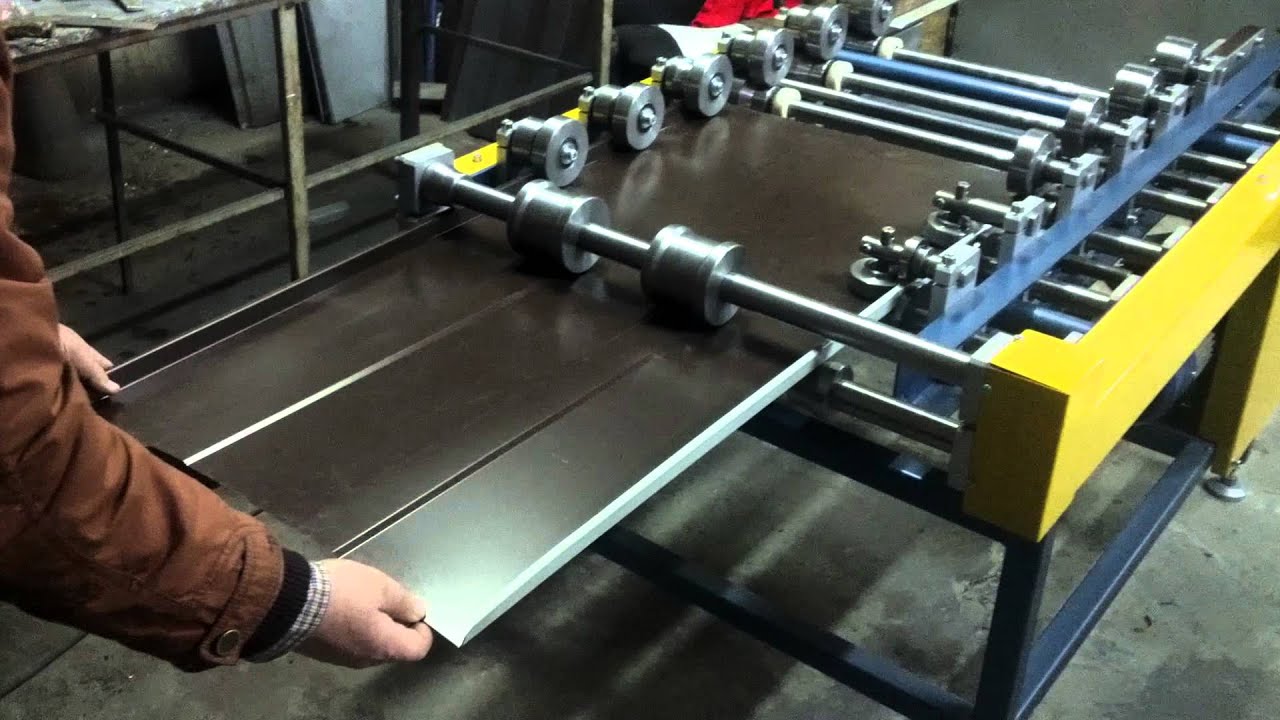
Вот так выглядит работа с ручным станком:
Получаемые листы обычно не больше 2-2,5 метров в длину, потому что иначе может быть неравномерный изгиб профиля. Причина в различной силе сжатия на разных участках прижимной губы.
Процесс производства можно описать как череду таких шагов:
- Лист фиксируют на столе зажимом.
- Стальная балка формирует трапецию либо волну профиля.
- Датчики контроля останавливают процесс изгибания в нужный момент.
- Угол изгиба контролируется при помощи шкалы, как и ход траверсы. Максимально он составляет 150°.
- После изгибания рулон разматывается.
- Процесс повторяется, пока не достигается требуемая длина, после чего лист разрезается.
Автоматическая линия для производства профнастила
Это автоматизированное оборудование с высокой производительностью обрабатывает холоднокатаную сталь и сталь с полимерным покрытием. Если доставка готового профлиста обходится очень дорого, то иногда можно установить на стройплощадке мобильную автоматическую линию. Но для серьёзных масштабов необходима полноценная линия с разными станами. Схема работы линии следующая:
1) подаётся заготовка;
2) происходит подгибка и полоса проката формируется в соответствии с нужными конфигурациями;
3) гильотинные ножницы нарезают лист;
4) продукт готовится к упаковке.
Вот так происходит изготовление профнастила на нашем предприятии:
Состав линии:
1) программный блок, с помощью которого линия включается и выключается, а также задаются рабочие программы, определяющие высоту гофры;
2) разматыватель — это вал, на который лист надевается и удерживается для фиксации к месту профилирования;
3) прокатный станок — главный элемент, на котором и происходит изгиб металла в профлист согласно программе;
4) гильотинные ножницы или проще говоря обрезной пресс, режущий профиль по заданным параметрам;
5) стол приемный — ровная поверхность, размеры которой соответствуют размерам продукции; это место, на котором готовые листы штабелируются и продукция упаковывается для отправки на склад.
Типы прокатки
Существует два типа прокатки:
1) клином или последовательная — вначале прокатывается середина листа, а затем уже катаются крайние гофры;
2) одновременная схема, при которой все гофры профилируемого листа прокатываются в одночасье.
Предпочтительно использовать именно последнюю схему, поскольку в таком случае утяжка будет одинаковая. При последовательной прокатке из-за того, что края и середина прокатываются отдельно, по краям могут появиться ёлочки и перекаты, а при одновременной это исключено.
Преимущества автоматизированных линий
Производство профнастила с автоматизированной линией обеспечивает не только удобство, но и другие преимущества:
- производительность достигает 1000 м² за одну смену, что в разы больше, чем у ручного станка;
- лёгкую эксплуатацию, для которой достаточно одного человека;
- широкий арсенал программ, благодаря которым по спецзаказам можно выпускать любые листы;
- абсолютную геометрию листов;
- гофры, соответствующие требованиям ГОСТ.
Конечно, к помещению, где располагается такая техника, предъявляются довольно строгие требования. Линия стоит дорого, а для каждой марки профнастила нужен отдельный стан, что по силам только серьёзным производителям. Кроме того, можно комплектовать её дополнительным оборудованием, которое упрощает процесс производства.
Кроме того, можно комплектовать её дополнительным оборудованием, которое упрощает процесс производства.
Валики прокатного стана
С разматывателя металлические листы попадает на валики, где они формуются согласно поставленной программе. Форма валиков определяет особенности профиля листа. Они могут быть цельными или же наборными — состоять из нескольких шайб, колец и втулок. Последний вариант даёт возможность быстро менять размеры и форму рельефа или же подбирать необходимый орнамент.
Двухъярусные линии
Двухъярусные линии дают возможность попеременного производства профнастила двух видов (из тонколистовой рулонной стали с оцинкованным или с полимерным покрытием). Возможен вариант производства стенового и кровельного профнастила, а на втором ярусе — металлочерепицы из оцинкованной стали и металла с полимерным/лакокрасочным декоративно-защитным покрытием. Такие линии позволяют сэкономить:
- деньги, потому что нет надобности покупать дополнительный разматыватель и систему автоматики;
- производственную площадь, ведь линии располагаются друг над другом.

Полный комплект оборудования позволяет производить широкий ассортимент продукции с лучшими характеристиками. Если вы выбираете профнастил, сделанный на заводском оборудовании, то можете быть уверенны в его качестве.
Автоматизированная линия двухъярусной конструкции для производства профнастила в действии:
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.
Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.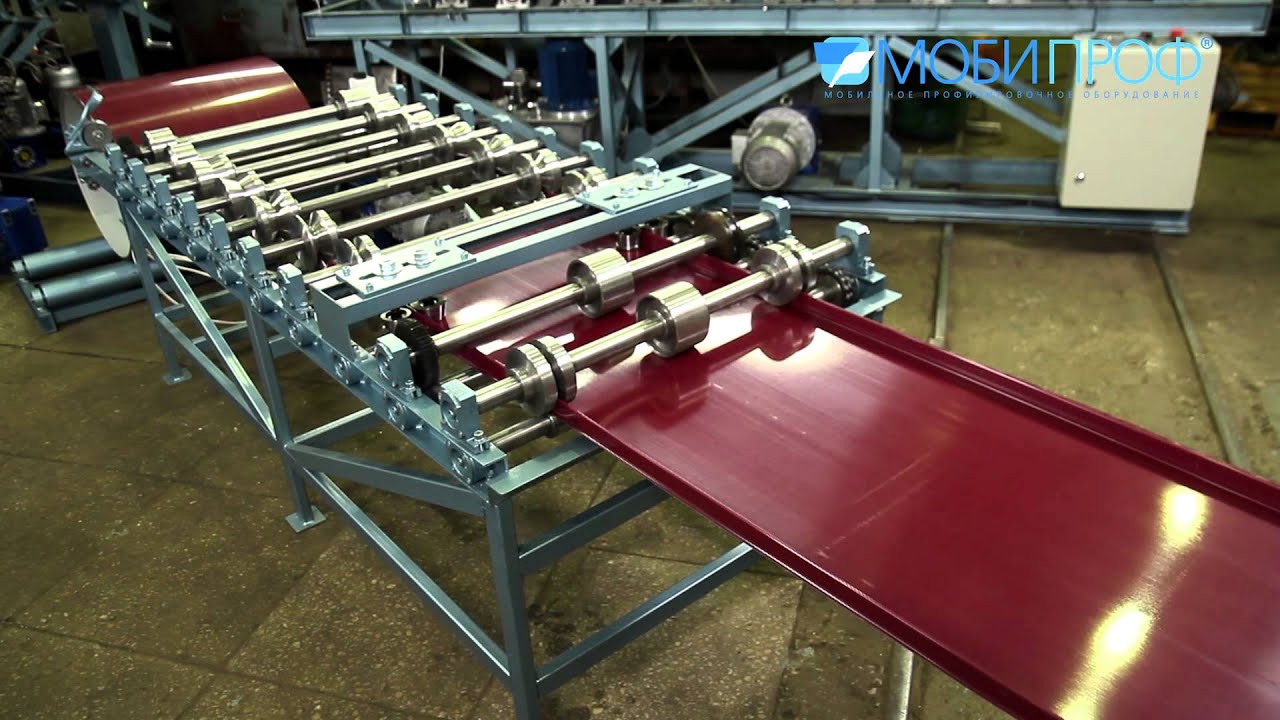
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную.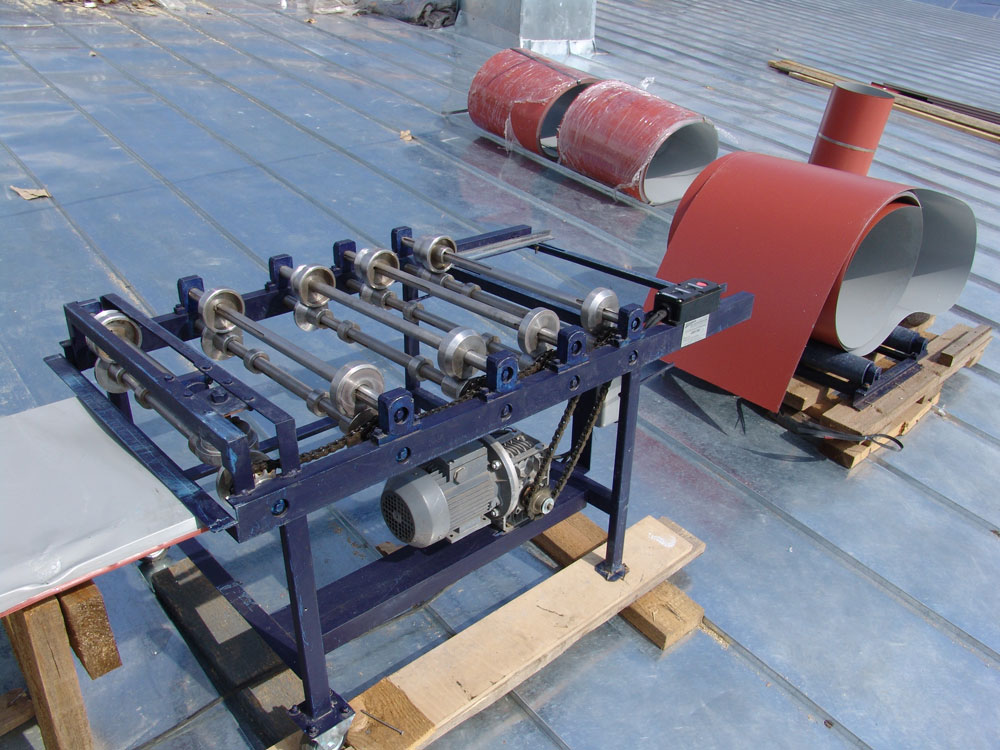 Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.

Преимущества и недостатки
Ручной станок для производства профнастила часто приобретают как небольшие частные компании, так и крупные промышленные холдинги. Такая статистика позволяет полагать, что подобные агрегаты имеют ряд существенных преимуществ. А минусы если и есть, то они с лихвой перекрываются плюсами.
Преимущества
Опытные операторы ручных станков для профлиста отмечают следующие преимущества таких приборов:
- Не нужно подключать агрегат к источнику электроэнергии. Единственный необходимый источник энергии — человек и человеческая сила.
- Для установки системы нужно небольшое помещение или участок на открытом воздухе под навесом от осадков и солнца.
- Для запуска производства нужны усилия всего лишь двух рабочих. При отлаженном цикле управлять станком может один человек.
- Экономическая целесообразность приобретения личного станка для производства профилированных листов для дальнейшего использования компанией.
- Производство можно наладить даже непосредственно на месте дальнейшего использования профлиста. Например, на крупной стройке.
- Станку такого типа практически не требуется какое-то специальное техническое обслуживание. Достаточно регулярной смазки и регулировки при необходимости.
- Относительно низкая цена покупки и эксплуатации. Ручные станки востребованы в Европе. Ведь в европейских странах очень дорогая электроэнергия.
Не случайно даже крупные предприятиям, на которых установлено и автоматизированное оборудование, не отказываются от части и ручных агрегатов.
Недостатки
Несмотря на все преимущества ручных станков для профнастила, есть у них и некоторые недостатки. Минусы следующие:
- Ограниченность итогового профилированного листа по длине. Как правило, максимальная длина — 200-250 сантиметров.
- Исходный материал — только оцинкованная сталь. Для использования других исходников необходимы специальные дополнительные матрицы.

- Одна матрица — один тип профлиста.
Профессионалы из разных стран такие недостатки к критичным не относят.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.

- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях.
 Наличие таких дефектов значительно снижает стоимость готовой продукции.
Наличие таких дефектов значительно снижает стоимость готовой продукции. - Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Фальцовщик для картонных коробок Easy Fold Fixture, приспособление, станок
Напишите нам, чтобы получить предложение, нажав ссылку «Свяжитесь с нами» в верхней части страницы.
Использует ли ваша компания нестандартные или стандартные почтовые ящики, папки, штампованные почтовые ящики, обертки с пятью панелями, переднюю часть рулона, верхние части рулона, поддоны для рулона, коробки для пиццы или другие различные нестандартные коробки, мы можем изготовить экономически эффективные приспособления , или инструменты, которые позволяют складывать коробки вручную за гораздо меньшее время.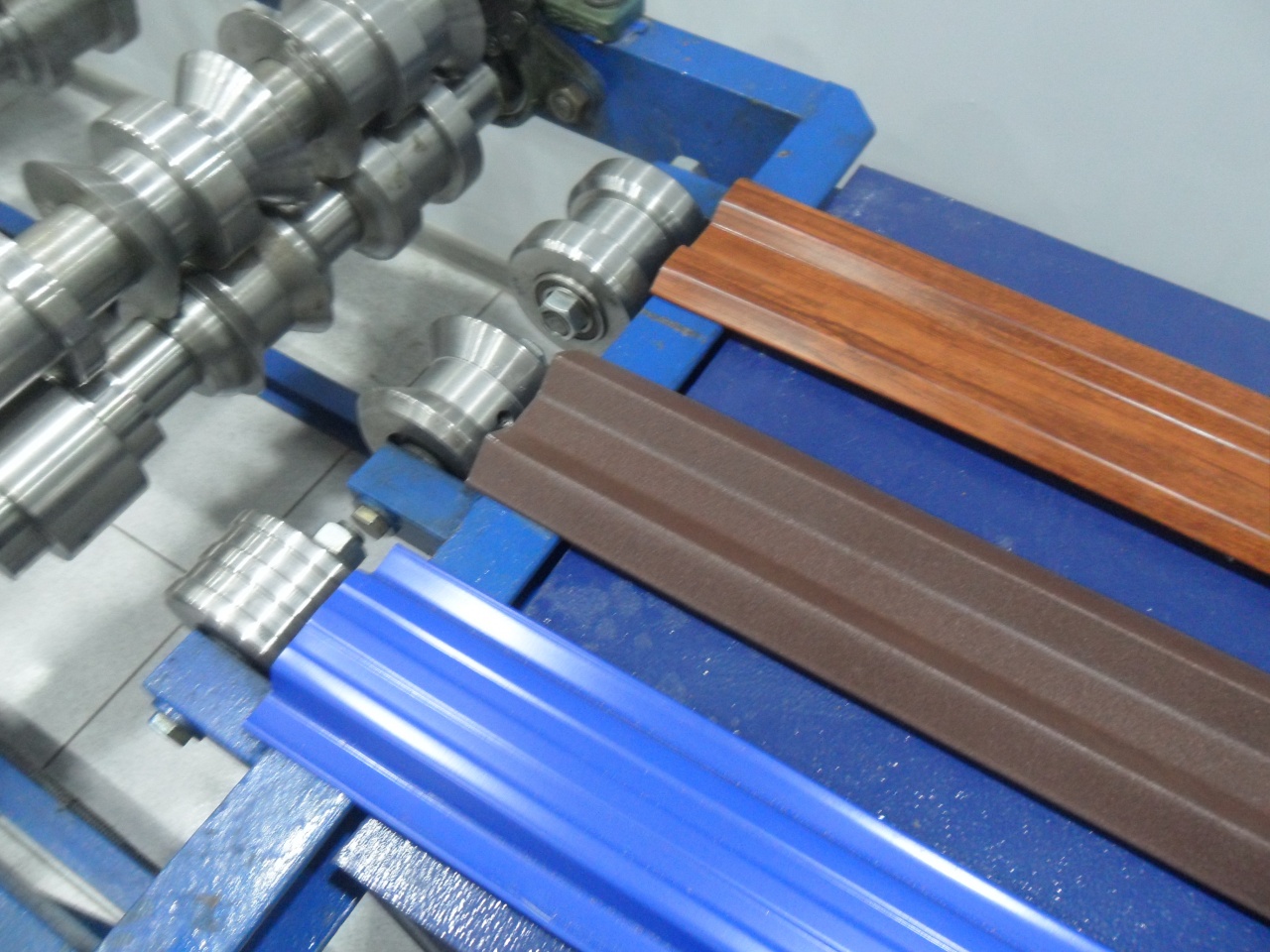 Персонал по упаковке и доставке экономит время, которое можно использовать более продуктивно.
Персонал по упаковке и доставке экономит время, которое можно использовать более продуктивно.
Если вы собираете более 1000 коробок из гофрированного или картонного картона в месяц, вы должны перед собой и своими сотрудниками позволить нам предложить вам приспособление для складывания картонных коробок Easy Fold.
Мы можем предоставить специальные приспособления и приспособления для складывания ящиков, которые значительно ускорят складывание коробок и сделают их более эргономичными. Эти инструменты идеально подходят для вашей стандартной коробки для высечки или коробки в стиле почтовой рассылки. Используя нашу папку для картонных коробок, вы сэкономите более половины времени, затрачиваемого на складывание коробок. Время, которое вы можете потратить на более продуктивные задачи.
В зависимости от размера и сложности приспособления для складывания коробок цена варьируется от 495 долларов США и выше.
*Экономия времени, затрачиваемого на складывание коробок
*Уменьшение травм от повторяющихся движений
*Уменьшение болезненных порезов бумаги
*Повышение эффективности для временных или новых сотрудников
Предложение и покупка: Мы можем предоставить предложение с CAD/линейным чертежом.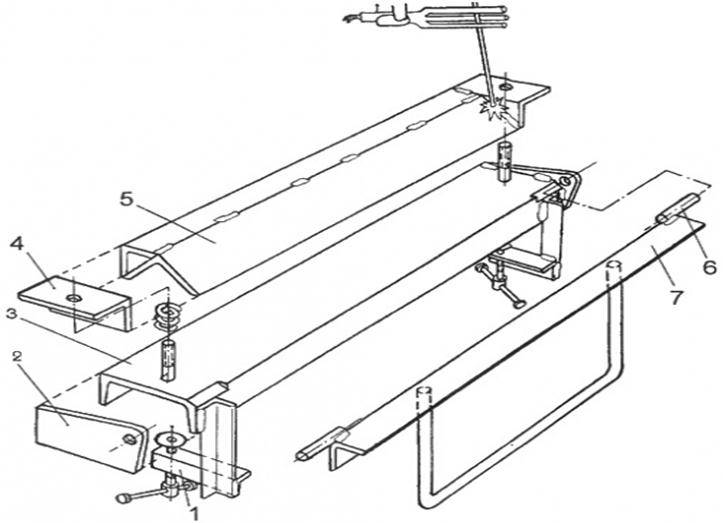 Без чертежа мы можем приблизиться с внутренними размерами и фотографией. Как только вы решите двигаться дальше, нам нужно, чтобы вы прислали нам 5 коробок с образцами для изготовления нестандартных светильников. Наше время выполнения составляет в среднем 5-7 рабочих дней после получения образцов. Мы предоставляем индивидуальное видео после создания приспособления для складывания картонной коробки Easy Fold и перед отправкой.
Без чертежа мы можем приблизиться с внутренними размерами и фотографией. Как только вы решите двигаться дальше, нам нужно, чтобы вы прислали нам 5 коробок с образцами для изготовления нестандартных светильников. Наше время выполнения составляет в среднем 5-7 рабочих дней после получения образцов. Мы предоставляем индивидуальное видео после создания приспособления для складывания картонной коробки Easy Fold и перед отправкой.
Каждое приспособление для складывания коробок изготавливается на заказ? Складное приспособление / приспособление для каждой коробки изготавливается на заказ, чтобы точно соответствовать вашей коробке!
У меня сложная коробка или дисплей, можете ли вы это сделать? Обычно. Мы любим сложные задачи и за годы работы разработали несколько довольно интересных решений.
Эти штуки действительно работают? Да! Наши клиенты восторженно отзываются о том, как это значительно экономит время и усилия персонала, занимающегося складыванием коробок.
Какая цена? Отправьте нам электронное письмо, вы можете сделать это, щелкнув ссылку «Свяжитесь с нами» в верхней части страницы, отправьте нам размеры и изображение коробки, и мы сможем дать вам точное представление о цене. Определенные функции изменят цену, например, поворотное основание, направляющие или другие пользовательские дополнения.
Гарантия? Пожизненная гарантия производителя на материалы и качество изготовления.
Напишите нам, чтобы получить предложение, нажав ссылку «Свяжитесь с нами» в верхней части страницы.
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Сравните
Easy Fold Jig, приспособление, инструмент, машина — упрощает складывание гофрированных почтовых ящиков, лотков, коробок, дисплеев
Сравните
Резка гофрированного картона лезвием ножа Cricut Maker делать пробные разрезы и понимание настроек давления материала в Design Space
Мне нравится создавать вещи из коробок из гофрированного картона.
Почему?
– обильный материал, который обычно бесплатный
– с ним легко работать
– он отлично работает с клеевым пистолетом
– его просто без чувства вины утилизировать, когда ваше творение больше не нужно.
Когда я купил свой Cricut Maker, лезвие ножа еще не было выпущено. В Design Space есть картонная установка для стандартного тонкого лезвия, поэтому я попытался заставить его работать. Я не мог заставить его прорезать весь картон, даже после того, как машина прорезала максимальное количество раз. #сбой
Лезвие для глубокой резки должно было использоваться для более толстых материалов. Я купил его… но он рвал края при каждом разрезе. #fail
Cricut выпустила лезвие ножа, и после проб и ошибок у нас получилось #win !
Я не смог найти никакой информации о том, как резать гофрокартон с помощью лезвия Cricut Maker Knife Blade, поэтому я делюсь результатами многих ( неудачных ) испытаний с остроконечным лезвием и глубоким резом. лезвие с тобой.
лезвие с тобой.
Вы станете экспертом в поиске правильных настроек давления в Design Space и выполнении тестовых вырезов для вашего Cricut Maker!
Эти инструкции и настройки давления предназначены для Cricut Maker и Cricut Maker 3.
* Ссылки на продукты предназначены для вашего удобства при поиске инструментов и материалов, однако они являются партнерскими ссылками.
Как сотрудник Amazon я зарабатываю на соответствующих покупках. *
Cricut перечисляет настройки для других машин на своем сайте; однако , я думаю, что картон, который они имеют в виду, это тонкий крафт-картон, а , а не из прочных коробок, которые я использую.
Результаты: лезвие с острым концом не прорезает, лезвие с глубоким разрезом оставляет неровные края, а лезвие-нож прорезает чисто.
Сначала найдите картон нужной толщины.
ДОЛЖЕН быть менее 3 мм. Выберите кусок картона, который является гладким и сухим; коробка, которая выглядит так, будто ее сбросили с грузовика, будет , а не работа.
Кажется, что чем новее картон, тем лучше он режет. У меня есть куча «хороших» коробок, которые я сохранил, но они, похоже, не так хорошо режут, как новые коробки.
Есть ли у вас в мастерской цифровой штангенциркуль? (Все мои друзья-блогеры так делают! Мы тестируем, тестируем и тестируем, чтобы найти для вас лучшие методы.)
Нет цифрового штангенциркуля? Вот краткое руководство.
Двойной слой гофра? Ни за что; Cricut Maker не будет быть в состоянии сократить его.
Нет. Не сработает. Даже если он был достаточно тонким, двойной гофрокартон рвется на части.
Очень большая коробка? Слишком толстый, чтобы резать.
Это была внешняя упаковочная коробка? Скорее всего, он слишком толстый.
Очень крепкая коробка? Возможно нет.
Вы можете сдвинуть уголок под роликовую планку, чтобы проверить, подходит ли он.
Я был удивлен, что эта коробка работает, потому что это была коробка для доставки Amazon. (Хотя это была коробка меньшего размера. Большие коробки никогда не работают.)
(Хотя это была коробка меньшего размера. Большие коробки никогда не работают.)
Вам нужен цифровой штангенциркуль?
Нажмите здесь, чтобы получить один на Amazon.
Вы также хотите иметь острое лезвие ножа. Они служат довольно долго, особенно если их чистить/затачивать.
Вопрос: Как заточить лезвие ножа Cricut Maker?
Ответ: Можно использовать шарик из алюминиевой фольги.
Вонзить лезвие ножа в мяч примерно 50 раз; наклоняйте лезвие так, чтобы оно входило под разными углами. Я не думал, что это сработает, поэтому не стал делать фотографии «до» и «после»… но на самом деле это сработало очень хорошо. Моя коробка разрезалась намного ровнее после того, как я это сделал!
Пошаговая инструкция по резке гофрированного картона
1) Выбирайте картон с умом.
В долгосрочной перспективе будет проще всего использовать одинаковый картон, поскольку его толщина не изменится. Если вы используете другой тип картона, вам нужно будет снова проверить давление реза и настройки многократного реза.
Если вы используете другой тип картона, вам нужно будет снова проверить давление реза и настройки многократного реза.
В настоящее время я использую коробки для кофе K-cups, которые приходят из Sam’s Club. Они имеют толщину 1,5 мм, и у нас есть стабильные поставки.
Недостаток их в том, что они не очень большие, поэтому я не могу вырезать ими что-то слишком большое.
Загадочные коробки от Cricut отлично работают, и из них можно вырезать большую часть.
2) Обрежьте картон до размера, подходящего для вашего коврика. Cricut рекомендует материал шириной менее 11 дюймов, чтобы ролики можно было отодвинуть в сторону.
3) Создайте две простые фигуры, используя пространство дизайна для пробного выреза, например круг и звезду. Используйте что-нибудь с углами; углы — хороший тест, чтобы убедиться, что он полностью прорезает материал.
4) Приклейте картон к центру фиолетового коврика StrongGrip. (Подсказка: новый зеленый коврик также подойдет для легкого материала, такого как картон, особенно если вы приклеите его со всех сторон! Вы же не хотите, чтобы какие-то маленькие обрезанные кусочки выскочили и заклинили ваш Cricut, поэтому он должен быть липким. )
)
5) Сдвиньте белые ролики в стороны, чтобы они не скользили по картону. (Если вы никогда не двигали их, они могут показаться застрявшими. Прижмите сильнее — вы их не сломаете.)
6) Вставьте лезвие Cricut Knife в слот B.
7) В пространстве дизайна нажмите зеленую кнопку «Создать».
На экране предварительного просмотра расположите фигуры так, чтобы одна была сверху коврика, а другая — снизу.
Расположив их таким образом, вы можете нажать кнопку «Пауза» на вашем Cricut и проверить разрез на полпути.
8) Нажмите кнопку «Продолжить» и выберите материал. Сначала попробуйте вариант «Matboard 1,5 мм». Для моего картона эта настройка идеальна. Прорезает чисто и не врезается в мат .
Вы можете загрузить удобную таблицу материалов, которые можно разрезать с помощью лезвия Cricut Knife, из папки Free Files.
Шпаргалка для печати — это дизайн № 104 — Шпаргалка по настройкам лезвия ножа PDF.
Загрузите и распечатайте его для удобства использования.
9) Загрузите коврик и нажмите кнопку «Вперед!» кнопка. Вы увидите сообщение о том, что время резки больше, чем обычно. Когда он закончит резку (или всякий раз, когда вы решите приостановить его), проверьте, не прорезается ли картон, ДО того, как вы выгрузите коврик.
Совет: Возможно, вы захотите приостановить резку после нескольких проходов, а не на полную, просто для проверки.
➡️ Прорезал, не врезавшись в мат?
Если он полностью прорезает материал – отлично! Запишите этот параметр или количество резов для дальнейшего использования.
➡️
НЕ полностью прорезал картон?
Скорее всего, это произойдет с первой попытки. Ничего страшного — попробуем еще.
Переклейте материал. Переместите тестовую форму в другое место на коврике (на экране предварительного просмотра).
Вы рано остановили разрез? Если это так, дайте ему продолжить резать еще один или два прохода, прежде чем вы его остановите.
Если он обрезал полное количество проходов, попробуйте выбрать опцию «больше давления».
Проверь еще раз!
Если картон по-прежнему не прорезается, выберите другой параметр материала.
При успешном разрезе запишите этот параметр или количество разрезов для дальнейшего использования.
➡️ Он прорезал картон и оставил глубокий порез на коврике?
Слишком большое давление или слишком много проходов.
Попробуйте другую настройку. Настройка «Инструментальная кожа — 1,6 мм» может быть лучше. Он имеет меньшее давление и меньше проходов.
Если резал хорошо, но оставил небольшой след на коврике, вы можете просто попробовать опцию «меньше давления» или нажать кнопку «Пауза» на машине до того, как она завершит все многократные резы ( после шести проходов вместо полных восьми, например.)
Советы по использованию пользовательских настроек давления Cricut
Знаете ли вы, что лезвие Cricut Fine-Point может повторять разрез несколько раз?
Однако максимальное количество раз — девять.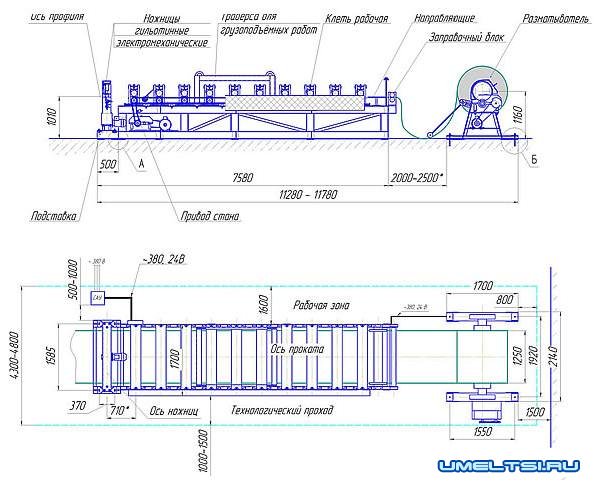 Максимальное давление резки, которое вы можете установить для лезвия Cricut Fine-Point, составляет 350.
Максимальное давление резки, которое вы можете установить для лезвия Cricut Fine-Point, составляет 350.
Этого было недостаточно, чтобы прорезать мой картон, но этого может хватить для вашего. Давай, попробуй!
Нож с острым концом хорошо подходит для резки коробок с хлопьями.
Примечание: Вы НЕ МОЖЕТЕ создавать какие-либо пользовательские настройки материала с помощью лезвия ножа. Вам просто нужно выбрать материал из списка и проверить, будет ли он работать. Вы можете остановить рез раньше, или , резать в другой раз после его завершения , если вы не выгрузите коврик.
зачем Вам резать гофрокартон с помощью cricut maker?
Можно изготавливать детали!!
Когда я шила свой новый костюм на Хэллоуин, я сделала форму платья из клейкой ленты. (Это форма портнихи, но она создана путем обматывания себя клейкой лентой, отрезания клейкой ленты от меня, а затем набивки бумаги внутрь формы клейкой ленты.
