T плавления меди: Температура плавления меди – при какой температуре плавится медь
Содержание
Медь в Брянске — характеристики, расшифровка
- Медно-никелевый сплав (22)
- Медь (13)
- Сплав меди жаропрочный (19)
- Сплав медно-фосфористый (2)
| Цвет: золотисто-розовый пластичный металл | Теплопроводность: 55,5-58 МСм/м |
| Удельный вес меди: 8,93 г/cм3 | Плотность меди: 8,93х103 кг/м3 |
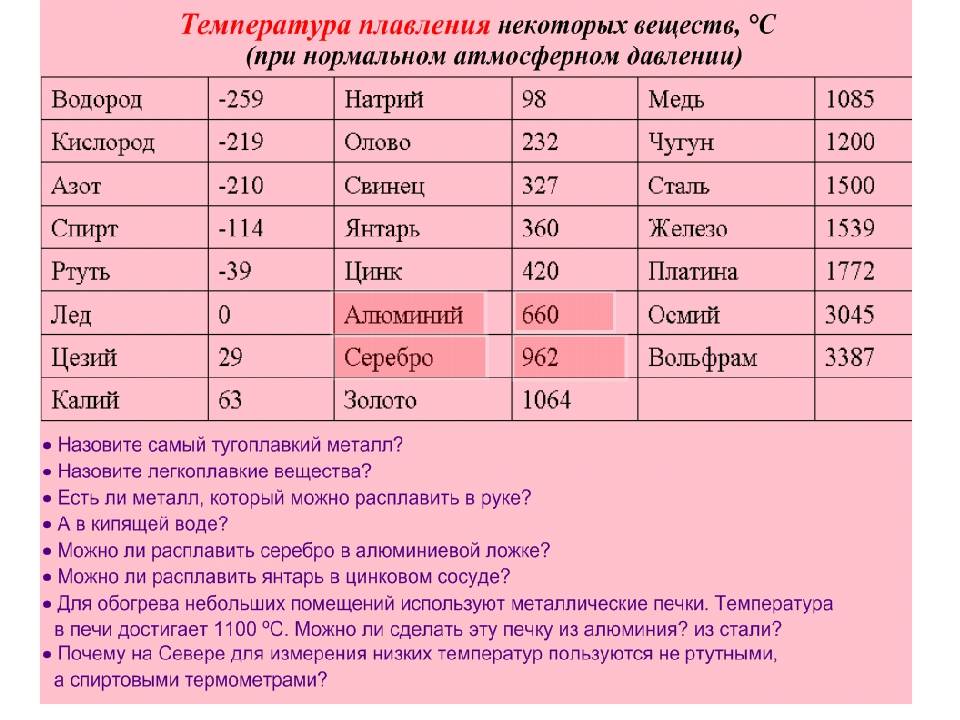
| Удельная теплоемкость меди: 0,094 кал/град | Температура плавления меди: 1083 °C |
| Удельная теплота плавления меди: 42 кал/г | Температура кипения меди: 2600 °C |
| Коэффициент линейного расширения меди: (при 20 °C) — 16,7 *106(1/град) | Удельное сопротивление меди (при 20 °C): 0,0167 Ом*мм2/м |
Получение меди: В зависимости от добавок к меди получают сплавы с различными свойствами (высокопрочные, антифрикционные, химически стойкие и др. ). Широкое применение для изготовления полуфабрикатов и фасонного литья получили сплавы меди с цинком, оловом, алюминием, бериллием, свинцом, никелем и марганцем.
). Широкое применение для изготовления полуфабрикатов и фасонного литья получили сплавы меди с цинком, оловом, алюминием, бериллием, свинцом, никелем и марганцем.
Плавка меди может производиться во всех плавильных печах, применяемых для приготовления медных сплавов.
Независимо от типа плавильной печи плавка меди ведется под слоем древесного угля. Печи перед загрузкой шихты нагревают до температуры 900—1000° С. На дно плавильной печи засыпают хорошо прокаленный древесный уголь в количестве, достаточном, чтобы покрыть поверхность металла после расплавления, затем загружают медь, отходы и засыпают сверху древесным углем. Процесс плавления должен вестись интенсивно.
После расплавления медь нагревают до заданной температуры и проводят раскисление в два приема: предварительное и окончательное.
Первое осуществляется непосредственно в плавильных печах, а второе — в ковшах перед разливкой расплава.
Предварительное раскисление меди производят фосфористой медью, а окончательное раскисление рекомендуется производить оловом или цинком.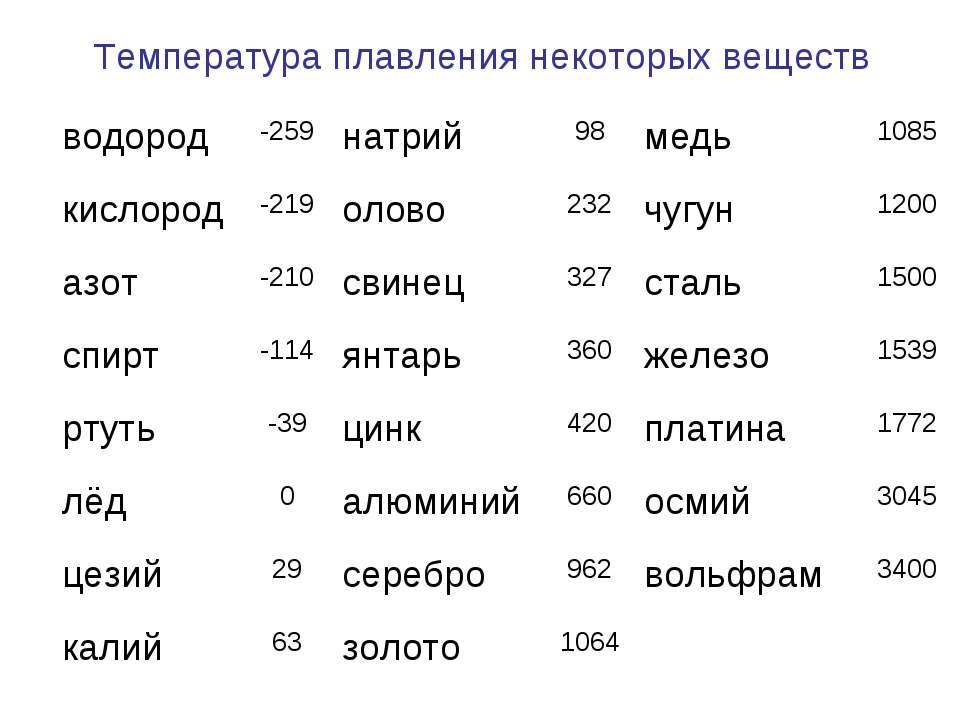 Остатки олова и цинка в меди менее вредно влияют на ее свойства, чем остатки фосфора, алюминия и других раскислителей.
Остатки олова и цинка в меди менее вредно влияют на ее свойства, чем остатки фосфора, алюминия и других раскислителей.
После окончательного раскисления медь быстро разливают по изложницам.
Медноникелевые сплавы (копель, константан, мельхиор, нейзильбер) преимущественно плавят в электрических индукционных печах без магнитопровода с основной футеровкой и очень редко плавят в топливных печах. Плавку ведут под слоем флюса, состоящего из плавикового шпата, битого стекла и извести. Древесный уголь может применяться только при плавке медноникелевых сплавов с низким содержанием никеля. Порядок ведения плавки следующий: в расплавленную и раскисленную (фосфористой медью) медь после удаления шлака вводят крупные отходы сплава и чистый никель (при температуре 1450—1500°С), а в последнюю очередь загружают мелкие отходы, стружку и т. п. Марганец вводят в. чистом виде, в виде лигатуры медь — марганец или в виде ферромарганца. Окончательным раскислителем служит магний, который добавляют в количестве 0,05—0,1% от веса шихты. Температура литья 1300—1350° С. Шихтовые материалы медноникелевых сплавов не должны содержать углерод и серу, так как эти примеси являются вредными для этих сплавов.
Температура литья 1300—1350° С. Шихтовые материалы медноникелевых сплавов не должны содержать углерод и серу, так как эти примеси являются вредными для этих сплавов.
| Краткие обозначения: | ||||
| σв | — временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | — относительная осадка при появлении первой трещины, % | |
| σ0,05 | — предел упругости, МПа | Jк | — предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | — предел текучести условный, МПа | σизг | — предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | — относительное удлинение после разрыва, % | σ-1 | — предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | — предел текучести при сжатии, МПа | J-1 | — предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | — относительный сдвиг, % | n | — количество циклов нагружения | |
| sв | — предел кратковременной прочности, МПа | R и ρ | — удельное электросопротивление, Ом·м | |
| ψ | — относительное сужение, % | E | — модуль упругости нормальный, ГПа | |
| KCU и KCV | — ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | — температура, при которой получены свойства, Град | |
| sT | — предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | — коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | — твердость по Бринеллю | C | — удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] | |
| HV | — твердость по Виккерсу | pn и r | — плотность кг/м3 | |
| HRCэ | — твердость по Роквеллу, шкала С | а | — коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С | |
| HRB | — твердость по Роквеллу, шкала В | σtТ | — предел длительной прочности, МПа | |
| HSD | — твердость по Шору | G | — модуль упругости при сдвиге кручением, ГПа | |
Температура — плавление — медь
Cтраница 1
Температура плавления меди 1 083 С; для использования в качестве припоя требует высокого нагрева спаиваемых изделий, поэтому применяется для пайки стали, преимущественно в печах с защитной атмосферой.
[1]
Высокие температура плавления меди и теплопроводность ( почти в 6 раз больше, чем у стали) требуют применения мощных высококонцентрированных источников теплоты при сварке плавлением, режимов сварки с высокой погонной энергией и во многих случаях предварительного и сопутствующего подогрева.
[2]
Заметно снизить температуру плавления меди можно добавкой таких элементов как золото и индий. Медь с золотом образуют непрерывный ряд твердых растворов с минимальной температурой плавления 889 С при 80 % золота.
[3]
При температуре выше температуры плавления меди, особенно при 1500 — 2000 С, наблюдалось сильное вьшотевание и улетучивание меди из образцов.
[4]
| Эскиз футеровки индукционной трехфазной печи с сердечником для плавки алюминия с четырьмя горизонтальными каналами и двумя шахтами.
[5] |
С, тогда как температура плавления меди равна 1083 С. Парообразование цинка приводит к периодическому прекращению тока в каналах печи.
Парообразование цинка приводит к периодическому прекращению тока в каналах печи.
[6]
Температура плавления флюса должна быть ниже температуры плавления меди. Используют легкоплавкие флюсы системы NaF — LiF — CaF2, которые обеспечивают устойчивый процесс, подогрев и плавление кромок на требуемую глубину, хорошее формирование шва и легкое удаление шлаковой корки. Механические свойства металла шва незначительно отличаются от свойств основного металла.
[7]
Температура плавления флюса должна быть ниже температуры плавления меди, используют легкоплавкие флюсы системы NaF — LiF — CaF2, которые обеспечивают: устойчивый процесс, подогрев и плавление кромок на требуемую глубину, хорошее формирование шва и легкое удаление шлаковой корки.
[8]
Температура плавления флюса должна быть ниже температуры плавления меди. Используют легкоплавкие флюсы системы NaF-LiF — CaF2, которые обеспечивают устойчивый процесс, подогрев и плавление кромок на требуемую глубину, хорошее формирование шва и легкое удаление шлаковой корки. Механические свойства металла шва незначительно отличаются от свойств основного металла.
Механические свойства металла шва незначительно отличаются от свойств основного металла.
[9]
С — температура подложки; 7М1080 С — температура плавления меди.
[10]
Гп-20 С — температура подложки; Г 1080 С — температура плавления меди.
[11]
Пластинки керамических сплавов припаивают к державке медью при температуре ( температуре плавления меди 1083 С), безопасной для прочности керамического сплава, не ухудшающей его структуры. Отличные результаты дает пайка медью в атмосфере водорода. Припайка пластинок керамических сплавов может производиться также на электрических контактах сварочных машин.
[12]
Разработаны опытные флюсы из фторидов щелочно-земельных металлов с температурой плавления ниже температуры плавления меди.
[13]
Как изменяется растворимость газов ( водорода, сернистого газа) при температуре плавления меди.
[14]
При обработке меди режущая кромка инструмента из твердого сплава Т15К6 формоустойчива до температуры плавления меди. Так как температура плавления является предельной, можно заключить, что скорость резания при обработке меди с точки зрения формо-устсйчивости режущей кромки неограниченна.
Так как температура плавления является предельной, можно заключить, что скорость резания при обработке меди с точки зрения формо-устсйчивости режущей кромки неограниченна.
[15]
Страницы:
1
2
3
4
Как плавить медную проволоку
8 марта 2023 г. 8 марта 2023 г.
| 23:49
Медная проволока — это универсальный материал, который можно использовать в различных проектах. Являетесь ли вы опытным мастером или новичком в металлообработке, плавка медной проволоки — это безопасный и простой процесс. В этом сообщении в блоге будет рассказано о том, что вам нужно знать о плавке медной проволоки, включая меры предосторожности и соответствующие инструменты, необходимые для работы.
Безопасность превыше всего!
Перед любым проектом, связанным с обогревом, важно поставить свою безопасность на первое место! При работе с теплом обязательно надевайте защитные перчатки и одежду. Кроме того, держите поблизости огнетушитель на случай чрезвычайной ситуации. Вы также должны убедиться, что вы находитесь в хорошо проветриваемом помещении при работе с расплавленной медной проволокой, так как пары могут быть токсичными.
Кроме того, держите поблизости огнетушитель на случай чрезвычайной ситуации. Вы также должны убедиться, что вы находитесь в хорошо проветриваемом помещении при работе с расплавленной медной проволокой, так как пары могут быть токсичными.
Необходимые инструменты
Первым шагом в плавке медной проволоки является сбор необходимых инструментов для работы. Необходимый инструмент – пропановая горелка. Пропановые горелки обеспечивают простой способ плавки металла без использования слишком большого количества энергии или топлива. Вам также понадобятся защитные перчатки, очки и щипцы или плоскогубцы для работы с горячим металлом. Наконец, инвестируйте в печь, если вы планируете плавить большое количество медной проволоки за один раз.
Процесс плавки
После того, как вы собрали материалы и приняли все необходимые меры предосторожности, пришло время начать плавку медной проволоки! Начните с нагревания одного конца медной проволоки пропановой горелкой до тех пор, пока она не раскалится докрасна — это займет около одной минуты или меньше, в зависимости от мощности вашей горелки. Когда огонь нагреется докрасна, отодвиньте пламя от меди примерно на два дюйма и дайте ему остыть, прежде чем добавлять больше тепла. Как только он достаточно остынет, чтобы перестать светиться красным, используйте щипцы или плоскогубцы, чтобы перемещать его, пока он полностью не растает в жидкой форме. У вас могут быть кусочки, которые не полностью расплавятся; их можно легко удалить из расплавленной ванны щипцами или плоскогубцами после полного остывания. Теперь, когда все детали расплавлены и перешли в жидкую форму, вылейте их в заранее изготовленную форму или придайте им форму вручную в соответствии с желаемым дизайном!
Когда огонь нагреется докрасна, отодвиньте пламя от меди примерно на два дюйма и дайте ему остыть, прежде чем добавлять больше тепла. Как только он достаточно остынет, чтобы перестать светиться красным, используйте щипцы или плоскогубцы, чтобы перемещать его, пока он полностью не растает в жидкой форме. У вас могут быть кусочки, которые не полностью расплавятся; их можно легко удалить из расплавленной ванны щипцами или плоскогубцами после полного остывания. Теперь, когда все детали расплавлены и перешли в жидкую форму, вылейте их в заранее изготовленную форму или придайте им форму вручную в соответствии с желаемым дизайном!
Заключение:
Плавка медной проволоки не должна быть пугающей — с надлежащими мерами предосторожности и такими инструментами, как пропановая горелка и защитное снаряжение, каждый может научиться плавить медную проволоку в домашних условиях! Всегда помните о безопасности в первую очередь при работе с теплом и убедитесь, что вы находитесь в хорошо проветриваемом помещении, плавя провода! С практикой приходит совершенство, поэтому не беспокойтесь, если с первой попытки что-то не получится — продолжайте практиковаться, пока не добьетесь нужного результата! Удачи!
Рачана Сингх
Рачана — целеустремленная и амбициозная молодая женщина, сделавшая себе имя в металлургической промышленности. С первых дней работы в отрасли Рачана демонстрировала природный талант к решению проблем и внимательное отношение к деталям. В свободное время она любит читать о последних достижениях в отрасли, а также изучать новые способы внедрения инноваций и улучшения существующих процессов.
С первых дней работы в отрасли Рачана демонстрировала природный талант к решению проблем и внимательное отношение к деталям. В свободное время она любит читать о последних достижениях в отрасли, а также изучать новые способы внедрения инноваций и улучшения существующих процессов.
сантехника — Почему припой не плавится на медной трубе?
спросил
Изменено
2 года, 7 месяцев назад
Просмотрено
7к раз
У меня есть медная труба диаметром 3/4 дюйма на открытом воздухе (задний двор, над землей), и я добавляю пару тройников для разветвления в другом месте. У меня уйма времени, чтобы расплавить припой. Мой следующий шаг заключается в том, чтобы пропустить припой и использовать укус акулы (дорого). Есть идеи, почему это так сложно? Даже если труба, с которой я работаю, удалена из системы (таким образом, внутри абсолютно нет воды), все равно не повезло.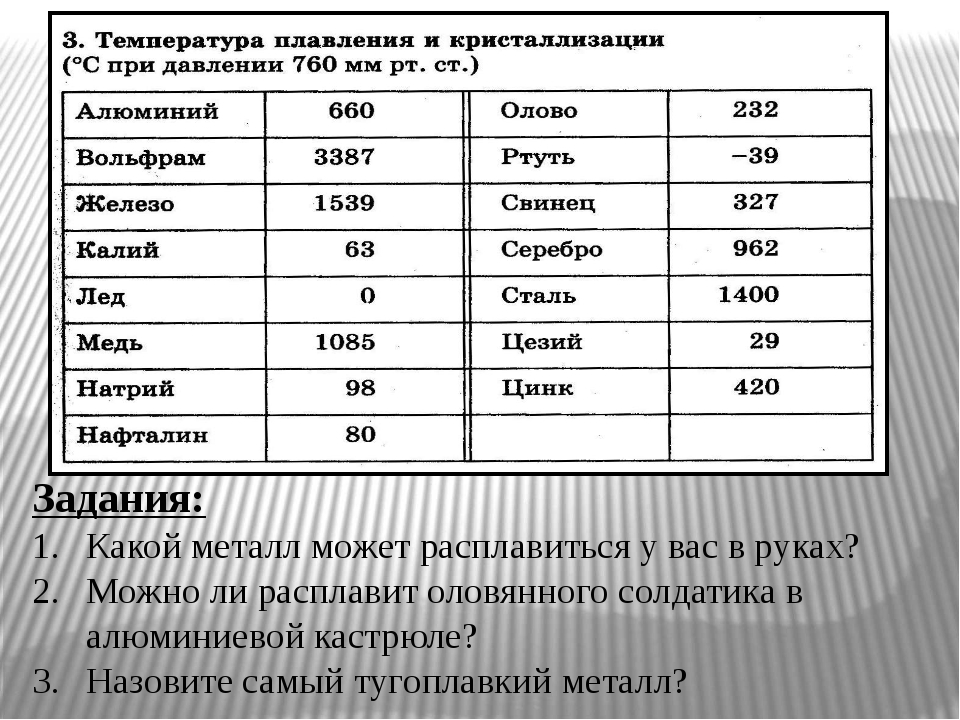
- Я не знаю возраст трубки.
- я использую
- Бензоматический пропан (не мапп).
- Бензоматический бессвинцовый припой для сантехники с содержанием серебра
- Бензоматический водорастворимый флюс для сантехники, не содержащий свинца
- Старые трубы зеленые (окисление), но стыки чищу проволочной щеткой.
- Фитинги абсолютно новые.
Редактировать: Да, я нагреваю соединение трубы и (пытаюсь) нанести припой на противоположную сторону нагрева. Моя первая попытка пайки год назад была успешной, основное отличие заключается в том, что в помещении или на улице.
- сантехника
- наружная
- медь
9
Трубу необходимо чистить, пока она не станет светлой. Проволочная щетка может недостаточно хорошо выполнять эту работу; Я использую наждачную бумагу с тканевой основой (она же наждачная ткань) для работы. Он имеет ширину около 1,5 дюймов и поставляется в рулоне длиной в несколько футов.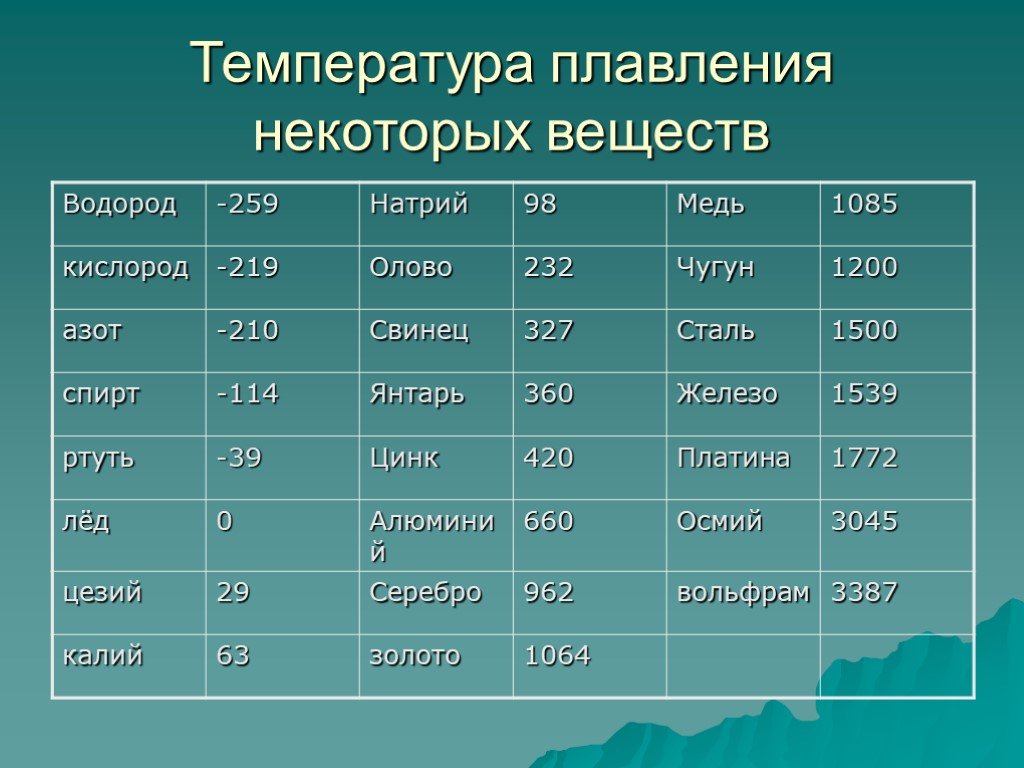 Я не сантехник, но я использую его регулярно — для вашего случайного или одноразового использования подойдет и обычная наждачная бумага на бумажной основе. Может быть, 80 грит или около того.
Я не сантехник, но я использую его регулярно — для вашего случайного или одноразового использования подойдет и обычная наждачная бумага на бумажной основе. Может быть, 80 грит или около того.
Перегрев трубы не менее опасен, чем недогрев трубы. Если он перегреется, возможно, вам придется дать ему остыть, затем отшлифовать его и повторить попытку.
Убедитесь, что гнездо фитинга тоже чистое (а также не перегревалось ранее). Их сложнее хорошо чистить!
Откройте газовый клапан на горелке, чтобы было много пламени. Он должен издавать хороший шум и выбрасывать плотный синий конус пламени длиной примерно 3-4 дюйма.
Мне нравится выпрямлять около 4 дюймов припоя из рулона, наносить флюс на обе части соединения, собирать, а затем удерживать пламя на одном конце трубы, время от времени касаясь кончиком припоя противоположного конца. сторона трубы. Другими словами, держите припой подальше от прямого воздействия пламени. Когда труба станет достаточно горячей, чтобы расплавить припой, уберите пламя и продолжайте наносить капли припоя на соединение. Добавляйте больше тепла только в том случае, если припой перестанет течь до того, как он полностью обернет соединение.
Добавляйте больше тепла только в том случае, если припой перестанет течь до того, как он полностью обернет соединение.
По правде говоря, я никогда не пользовался MAPP. Пропан мне всегда помогал. Хотя головка горелки может иметь значение. Я использую Victor TurboTorch, как показано ниже. Прошло много времени с тех пор, как я наблюдал, как горит горелка Bernzomatic, но я думаю, что TurboTorch дает более широкое/большее пламя. (Изображение предоставлено производителем, www.esabna.com)
2
4 совета для успешной пайки.
- Физически чистый — для меди это ярко-блестящий светло-розовый
цвет, достигаемый с помощью абразивных средств. Даже новые фитинги нуждаются в очистке — они не поставляются в кислородонепроницаемой упаковке. - Химически чистый — флюс.
- Достаточно горячий, чтобы расплавить припой (труба, никогда не подносите пламя непосредственно к припою) — поднесите пламя к соединению и припой к соединению вдали от прямого пламени.
 Когда он начинает мазать, это близко.
Когда он начинает мазать, это близко. - Но не слишком горячо, иначе вы сожжете флюс и окислите медь, после чего вам нужно разобрать его и начать заново с пункта 1.
Теперь вы почти наверняка находитесь в точке 4, если какое-то время безуспешно пытались расплавить припой.
1
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.
