Технология плазменной сварки: Плазменная сварка | Рудетранс
Содержание
что это такое, схема, принцип работы, преимущества и отличия от других видов сварки
Плазменная сварка (PAW сварка — Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен — 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой».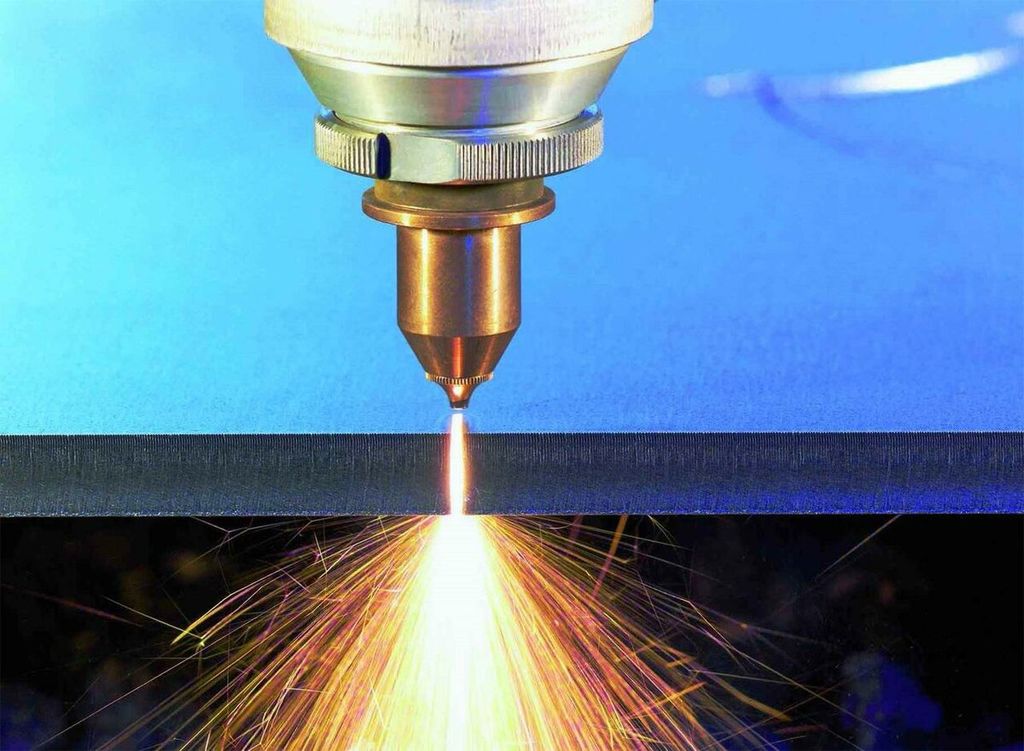 Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае — прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае — прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
Говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка.
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
- Шовная плазменная сварка
- Точечная плазменная сварка
Свариваемые материалы
— нержавеющие стали
— низкоуглеродистые стали
— оцинкованные стали
— титан
— медь, бронза, латунь
— сплавы алюминия (для источника PMI 350AC)
— для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.
 к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы; - малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»
| К статье «Установки для плазменной сварки продольных швов компании SBI, Австрия, их отличия и преимущества» |
Плазменная сварка принцип работы
Плазменная сварка, принцип работы которой описан ниже, применяется для сваривания металлов любой температуры плавления, хотя рекомендовано использовать технологию для работы с тугоплавкими сплавами. Один и тот же аппарат успешно справляется как со свариванием, так и с резкой, поэтому это достаточно универсальный инструмент и технология, благодаря чему она и получила широкое распространения в промышленности и бытовых условиях.
Один и тот же аппарат успешно справляется как со свариванием, так и с резкой, поэтому это достаточно универсальный инструмент и технология, благодаря чему она и получила широкое распространения в промышленности и бытовых условиях.
Принцип работы плазменной сварки основан на локальном разогреве металла потоком плазмы, которая генерируется в плазмотроне. Плазма представляет собой ионизированный газ, который под давлением выбрасывается через сопло плазмотрона. В этом газе содержаться заряженные частицы, которые отличаются способностью проводить электрический ток. Процесс ионизации газа производится непосредственно в плазмотроне под воздействием сжатой электрической дуги высокой мощности.
Температура генерируемой плазмы находится в пределах от 5 000 — 30 000 градусов по шкале Цельсия, чего достаточно, чтобы расплавить любой тугоплавкий металл. Важно отметить, что на «выходе», обычный, бытовой плазменный аппарат способен выдать до 7 000 градусов Цельсия. При соблюдении ряда технологических требований и создании должных условий, с помощью плазмы возможно сваривание металлических и не металлических деталей.
Не смотря на внушительные характеристики, приведенные выше, плазменная сварка, принцип работы которой не сложен, достаточно проста в устройстве и обслуживании. Как упоминалось выше, в этой технологии применяется направленная плазменная дуга, генерируемая подаваемым электрическим током требуемой сил (А). В свою очередь плазменная дуга образуется из так называемой «дежурной» (обычной). Основными характеристиками установки является следующие три качества:
- Минимальный диаметр плазменной струи;
- Высокая мощность;
- Высокие рабочие температуры.
Перечисленные характеристики вносят свои корректировки и в саму конструкцию, что вполне логично (можно читать и наоборот). Для достижения описанных выше характеристик, обязательным образом выполняются следующие условия:
- Интенсивное охлаждение стенок плазмотрона производится непрерывно;
- Используется не плавящийся вольфрамовый электрод, производимый с присадками тория;
- Обязательно организуется защита электрода путем подачи инертного газа (аргона).

Плазменная сварка принцип работы или как с ней работать?
Плазменная сварка принцип работы которой заключается в следующих действиях, имеет высокую производительность и качество сварных соединений. Итак, вот основополагающие принципы сваривания металлов плазменной сваркой:
- сварочный аппарат передает ток в плазмотрон, где возбуждается дуга. Затем подводится газ, образующий плазму. Газ нагревается дугой и ионизируется. Этот газ состоит из заряженных ионов и электронов, а также нейтральных молекул и атомов;
- получается плазма, которая вырывается из горелки со скоростью более 2000 км/ч. Она имеет температуру 100000 С;
- сжатие плазменной дуги происходит устройством плазмотрона, которое охлаждается водой;
- после этого необходимо взять присадочную проволоку, одеть средства защиты и подвести сопло горелки к стыку детали на расстоянии 5 мм. Горелку держать под углом 70<sup>0</sup>;
- поверхность нагревать до расплавления на стыке и образования сварной ванны.
 Для качественной сварки необходимо поддерживать одно расстояние между соплом и стыком детали. Выбрать скорость перемещения горелки такой, при которой не будет происходить выдувания металла. При необходимости используется присадочная проволока.
Для качественной сварки необходимо поддерживать одно расстояние между соплом и стыком детали. Выбрать скорость перемещения горелки такой, при которой не будет происходить выдувания металла. При необходимости используется присадочная проволока.
Такая технология плазменной сварки металла позволяет качественно производить соединение деталей с наименьшими затратами времени, энергии и ресурсов. Процесс практически аналогичен и для использования этой технологии как на производстве, так и в бытовых условиях.
Что такое плазменная сварка? — TWI
Плазменно-дуговая сварка (PAW) представляет собой процесс дуговой сварки, очень похожий на сварку TIG, поскольку дуга образуется между заостренным вольфрамовым электродом и заготовкой. Однако, поместив электрод внутри корпуса горелки, плазменную дугу можно отделить от оболочки защитного газа. Затем плазма пропускается через тонкое медное сопло, которое сужает дугу.
За счет изменения диаметра отверстия и расхода плазмообразующего газа можно получить три режима работы —
Микроплазменная сварка (0,1–15 А)
Микроплазма используется для сварки тонких листов (толщиной до 0,1 мм), а также профилей из проволоки и сетки. Игольчатая жесткая дуга сводит к минимуму отклонение и искажение дуги.
Игольчатая жесткая дуга сводит к минимуму отклонение и искажение дуги.
Сварка на среднем токе (15–200 А)
При использовании в режиме плавления это альтернатива обычной сварке TIG. Преимуществами являются более глубокое проникновение (из-за более высокого потока плазменного газа), большая устойчивость к загрязнению поверхности, включая покрытия (электрод находится внутри корпуса горелки) и лучшая устойчивость к изменениям расстояния между электродом и заготовкой без значительного изменения подводимого тепла.
Сварка с отверстием под ключ (более 100 А)
За счет увеличения сварочного тока и потока плазменного газа создается очень мощный плазменный луч, который может обеспечить полное проникновение в материал, как при лазерной или электронно-лучевой сварке. Во время сварки образуется замочная скважина, которая постепенно прорезает металл, а расплавленная сварочная ванна течет позади, образуя сварной шов под действием сил поверхностного натяжения. Этот процесс можно использовать для сварки более толстых материалов (до 10 мм нержавеющей стали) за один проход.
Плазменная дуга обычно работает с источником питания постоянного тока с постоянной (падающей) характеристикой тока. Поскольку его уникальные рабочие характеристики обусловлены особым расположением горелки и раздельными потоками плазмы и защитного газа, к обычному источнику питания TIG можно добавить консоль управления плазмой. Также доступны специализированные плазменные системы.
Хотя дуга зажигается с помощью ВЧ, сначала она образуется между электродом и плазменным соплом. Эта «пилотная» дуга удерживается в корпусе горелки до тех пор, пока она не потребуется для сварки, а затем переносится на заготовку. Система вспомогательной дуги обеспечивает надежное зажигание дуги, а поскольку вспомогательная дуга поддерживается между сварными швами, это устраняет необходимость повторного зажигания ВЧ, которое может вызвать электрические помехи.
Электрод, используемый для плазменного процесса, изготовлен из вольфрама и 2% тория, а плазменное сопло выполнено из меди. Диаметр отверстия плазменного сопла имеет решающее значение, и слишком малый диаметр отверстия для текущего уровня и расхода плазменного газа приведет к чрезмерной эрозии сопла или даже к плавлению.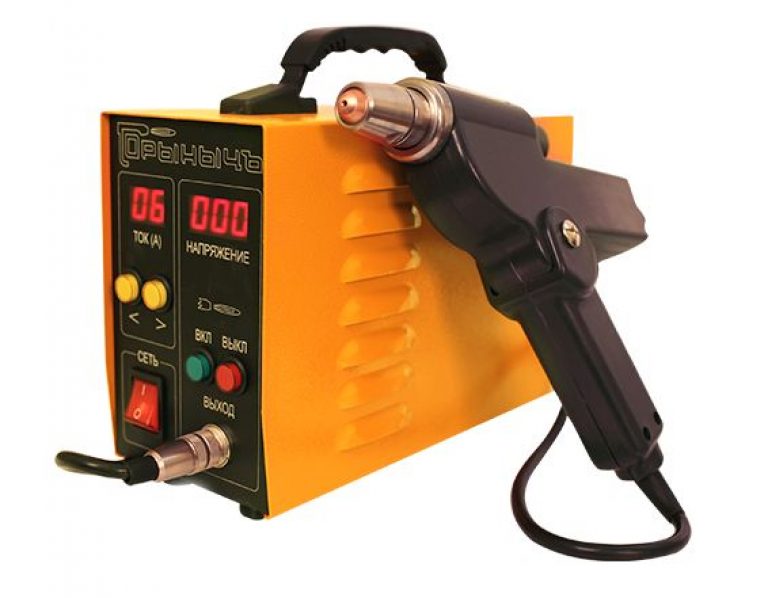
Обычные комбинации газов: аргон в качестве плазмообразующего газа с аргоном или аргоном плюс от 2 до 5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла. Меньшая масса гелия также может затруднить режим замочной скважины. Смеси гелия с аргоном используются в качестве защитного газа для таких материалов, как медь.
Дополнительная информация
Профессия сварщика 18: Оборудование для плазменной сварки.
Что такое плазменная сварка?
Плазменная сварка
используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки. Getty Images
Плазма — это горячий ионизированный газ, состоящий примерно из равного количества положительно заряженных ионов и отрицательно заряженных электронов.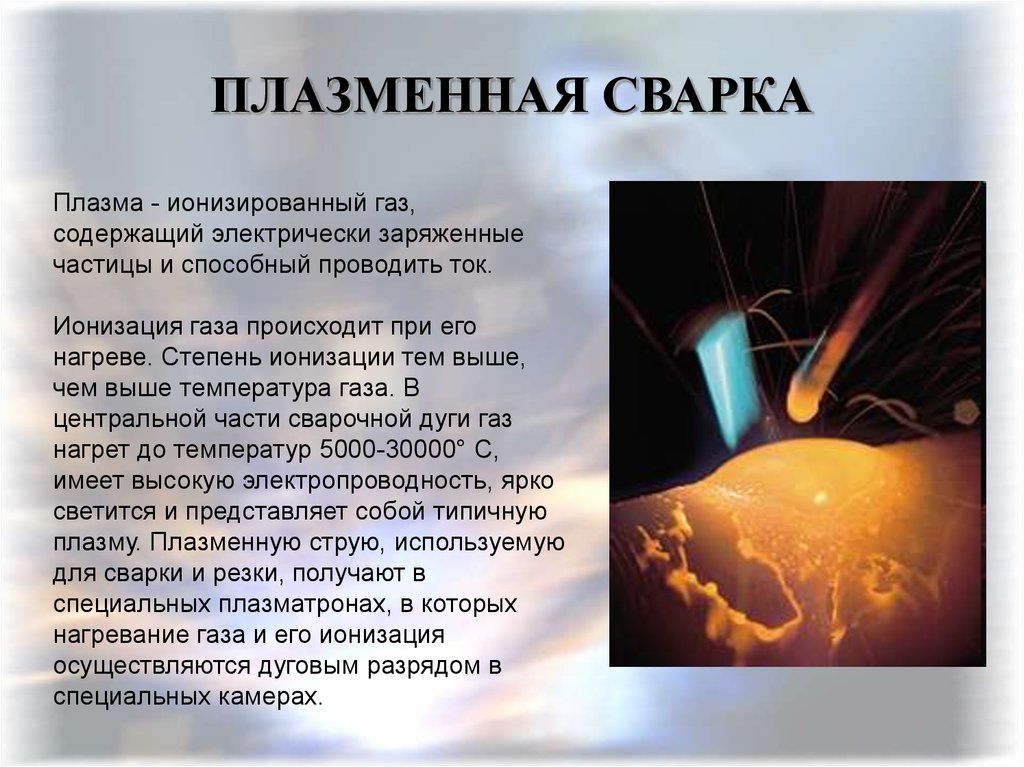 Характеристики плазмы значительно отличаются от характеристик обычных нейтральных газов, поэтому она считается отдельным четвертым состоянием вещества.
Характеристики плазмы значительно отличаются от характеристик обычных нейтральных газов, поэтому она считается отдельным четвертым состоянием вещества.
Проще говоря, плазма — это газ, перегретый до такой степени, что он становится высокопроводящим. В процессах сварки и резки это позволяет передавать электрический ток. Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту.
Плазменная сварка, впервые представленная как процесс сварки в начале 1960-х годов, использовалась в специальных слаботочных приложениях (микроплазма) от 0,5 ампер или ниже, или до 500 приложения для тяжелой промышленности.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о плазменной сварке и о том, чем она отличается от более традиционных, общепринятых процессов.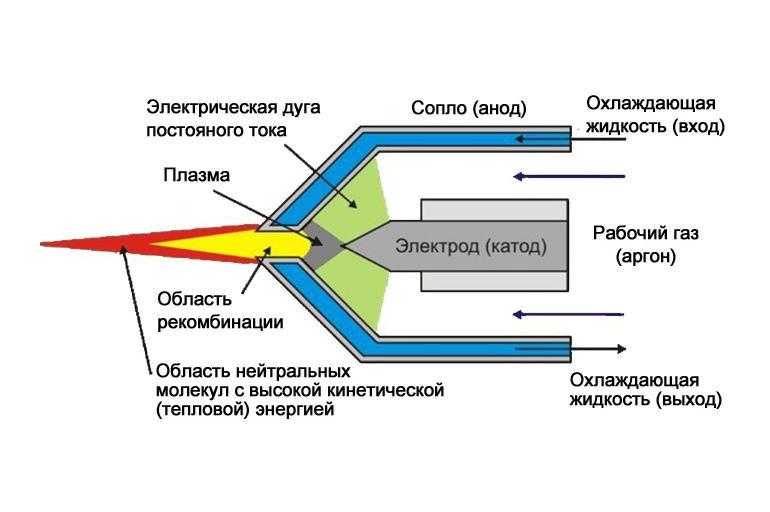
Сфокусированная дуга
Одним из основных преимуществ процесса PAW является сфокусированная дуга, создаваемая через отверстие наконечника. Вы можете увеличить или уменьшить размер отверстия в соответствии с вашими требованиями к силе тока, а также в соответствии с конкретными приложениями. Преимущества сфокусированной дуги включают:
- Глубокое проникновение
- Уменьшение зоны термического влияния
- Высокая скорость перемещения
- Меньше дуги блуждающий
- Точность в автоматизированных/роботизированных приложениях
Эти черты пригодятся при производстве таких вещей, как сосуды под давлением, аэрокосмические компоненты, датчики потока, сварные сильфоны, батареи и медицинские устройства.
Защищенный электрод
В отличие от сварки TIG, когда вольфрамовый электрод подвергается воздействию атмосферы после цикла сварки, в плазменном процессе электрод изолирован внутри камеры горелки и защищен газовым экраном. Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Передача дуги без высокой частоты
Чтобы предотвратить загрязнение во время процесса TIG, необходимо использовать высокую частоту для передачи дуги от электрода к заготовке. В некоторых случаях это создает проблемы во время автоматизированных приложений, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования. Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке больших объемов и кратковременных сварных швов, что увеличивает потребность в остановке процесса для заточки вольфрамового электрода.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
Плазменная сварка, с другой стороны, использует постоянную вспомогательную дугу, что позволяет передавать дугу без высокой частоты. Это устраняет помехи в системе управления и обеспечивает надежную и точную передачу для более длительных производственных циклов.
Arc Control
В дополнение к функциям, доступным на источнике питания для плазменной сварки, таким как управление током, цифровое управление подачей газа (которое поддерживает поток газа в заданных пределах с настройками силы тока) и синхронизация импульсов и точек, горелка для плазменной сварки может помочь вам точно настроить характеристики дуги. К ним относятся следующие:
- Размер отверстия наконечника
- Смещение электрода
- Скорость потока газа
- Возможность работы с несколькими газами
Это обеспечивает большую гибкость для дальнейшего улучшения процесса для многих приложений.
Выбор газа
Для улучшения процесса сварки можно использовать различные газы. Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Плазменный газ аргон в сочетании с защитным газом аргоном/водородом . Повышенное тепловложение от защитного газа снижает поверхностное натяжение материала и позволяет увеличить скорость перемещения.
Плазменный газ аргон/водород в сочетании с защитным газом из чистого аргона. Концентрирует тепло в потоке плазмы для увеличения проникновения (режим замочной скважины).
Скорость перемещения
Сфокусированная дуга и высокая концентрация тепла позволяют достигать более высоких скоростей перемещения в некоторых случаях.
Это можно рассматривать как немедленную выгоду в повторяющихся приложениях, где требуется крупносерийное производство.
Несколько режимов работы
Два режима работы плазменной сварки обычно называются мягкой плазмой и режимом замочная скважина .:quality(80)/images.vogel.de/vogelonline/bdb/595000/595074/original.jpg)
Разница между режимом замочной скважины и режимом мягкой плазмы (не замочной скважины) в основном заключается в настройке расходных материалов и параметров резака. В режиме замочной скважины электрод отодвигается от отверстия наконечника, что позволяет концентрировать тепло от плазменной дуги на меньшей площади. В этом режиме можно настроить параметры и конфигурацию горелки, чтобы позволить потоку плазмы пробивать материалы толщиной до 0,39 дюйма, обеспечивая полное проплавление без необходимости подготовки шва.
В режиме без замочной скважины (мягкая плазма) электрод устанавливается ближе к отверстию наконечника. Это уменьшает фокус дуги, а в сочетании с выбранной силой тока, плазменным газом и скоростью потока вы можете получить все преимущества плазменного процесса без необходимости сварки с полным проплавлением.
Установка для плазменной сварки похожа на обычную сварку TIG, за исключением раздельных плазмы и защитного газа, а также способа передачи тока для включения дуги.
