Технология сварки аргоном нержавейки: Сварка нержавейки аргоном: способы, технология
Содержание
Сварка нержавейки аргоном: как правильно варить нержавеющие трубы из стали
12Ноя
Содержание статьи
- Общая информация
- Особенности сварки нержавеющей стали аргоном
- Оборудование и расходные материалы для аргоновой сварки нержавейки
- Подготовка материала
- Соединение тонкого металла
- Соединение труб
- Pulse
- Как правильно варить нержавейку аргоном
- Аргонно-дуговая сварка нержавейки с инородным металлом
- Сварка нержавейки полуавтоматом (MIG)
- TIG
- Сварка аргоном нержавеющих труб
- Технология
- Сварка нержавейки в среде аргона при помощи проводника из вольфрама
- Заключение
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности. Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность.
 По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления. - Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании.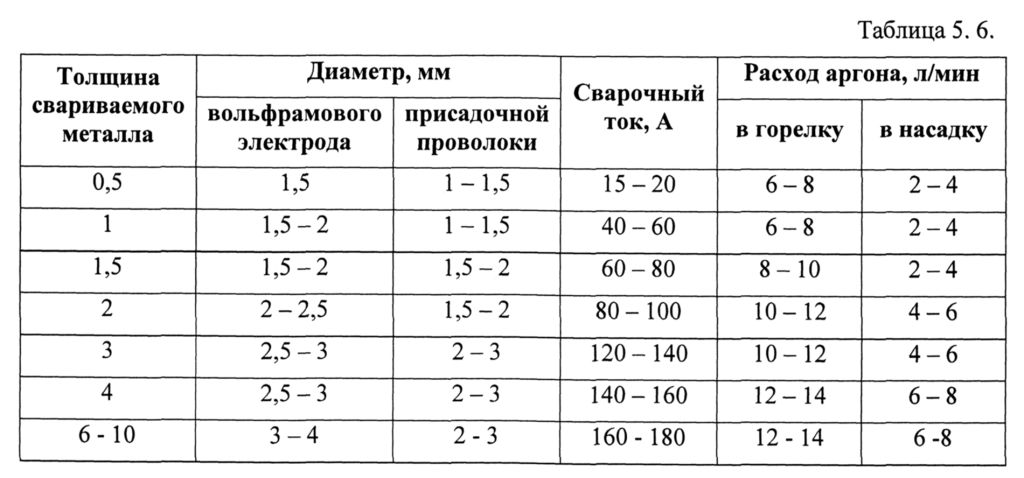 После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
| Сварочная проволока: марка описание | Классификация | Типичный хим. состав наплавленного металла | Механические свойства |
| OK Autrod 347 Si (OK Autrod 16.11)* Коррозионностойкая хромоникелевая сварочная для нержавеющих сталей типа 08X18h20, 12X18H9T, 08X18h20T, (304, 308, 347) и им подобных в среде защитных газов (Ar). Легированная ниобием и кремнием обеспечивает высокую стойкость против межкристаллической коррозии и хорошее качество шва. Широко применяется в машиностроении для нефтехимии и пищевой промышленности, в энергетике и др. Ток = (+). | ER 347 Si / AWS A5.9 G 19 9 Nb Si / EN 12072 Аналог проволок: 06X21H7БТ 06X19Н9Т 01X18Н10 01Х19Н9 | С<0,08 Si 0,8Mn 1,7 Cr 20,0Ni 10,0 Nb 0,6 | Предел текучести 440 МПа Предел прочности 640 МПа Удлинение 37% KSV +20° C 110 Дж -60° C 80 Дж |
OK Autrod 308LSi (OK Autrod 16. 12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает хорошее качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). 12) Коррозионностойкая хромоникелевая сварочная для соединения аустенитных нержавеющих сталей с содержанием хрома ~18% и никеля ~8% типа 03X17h24M2, 03X18h21, 06X18h21, 08X18h20T, 12X18h20T, 304 и т.п. в среде защитных газов (Ar). Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает хорошее качество шва. Применяется в пищевой промышленности, нефтехиммашиностроении для изготовления трубопроводов, емкостей, бойлеров и т.п. Ток = (+). | ER 308LSi / AWS A 5.9 G 19 9 L Si / EN 12072 Аналог проволок: 06X19H9T 01X18h20 01X19H9 | С<0,03 Si 0,8 Mn 1,7 Cr 20,0Ni 10,0 | Предел текучести 370 МПа Предел прочности 620 МПа Удлинение 36% KSV+20° C 110 Дж -60° C 80 Дж -196° C 60 Дж |
OK Autrod 318 Si (OK Autrod 16.31) Сварочная коррозионностойкая для аустенитных нержавеющих сталей (см. аустенитные нержавеющие стали) с содержанием хрома ~19%, никеля ~12% и Mo ~3% в среде защитных газов (Ar). Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование: Наплавленный металл 318 Si обладает высокой коррозионной стойкостью. Легирование:
Применяется в пищевой промышленности, нефтехиммашиностроении. Ток = (+). | G 1912 3 Nb Si / EN 12072 Аналог проволок: 08X19h20M3Б06X20h211M3TB | С<0,08 Si 0,8 Mn 1,7 Cr 19,0 Ni 12,5 Nb 0,6 Mo 2,7 | Предел текучести 460 МПа Предел прочности 615 МПа Удлинение 35% KSV +20° C 100 Дж -60° C 70 Дж |
Соединение тонкого металла
Рекомендуем перед процедурой подложить под детали листовую медь. Она не присоединится к заготовке, но будет выполнять ряд задач:
- защита от деформации шва с обратной стороны;
- поглощение избыточного тепла;
- фиксация, твердая рабочая поверхность.
При сечении в 1 миллиметр актуален 35 А, 36 А, 37 А ток – в таком режиме аргонодуговой сварки для нержавеющей стали следует варить 3 секунды, подача для остывания – 4 с. Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Можно осуществлять процедуру без присадочной проволоки, если детали близко подогнаны.
Соединение трубок
Вне зависимости от того, что это – водопровод, канализация или любой другой путепровод, требуется изолировать фрагмент, почистить его изнутри и снаружи. Процесс будет проходить при заполнении газом внутреннего пространства. Для этого следует вставить трубку в соединительный клапан и смастерить заглушку из старых тряпок, скотча. Наполнение аргона осуществляется с двух сторон. Возможные настройки – 65 Ампер, заварка кратера – 3 с., остывание – 4 с.
Pulse
В обиходе называется импульсным режимом. Отлично подходит для тонкостенных деталей, а если нужно перейти на другой материал, то просто незаменим для алюминиевых сплавов. Достоинство – даже при увеличенной силе тока нельзя получить провал сварочной ванны, то есть у вас не получится на этом месте отверстие. Также функция дает отличные показатели по снижению пористости шва, он получается более однородным.
Таблица соотношений
| Листовой металл мм. | Тип шва | Ток | Электрод мм. | Наполнитель мм. | Сварочная скорость мм./ мин. | Рргон л./мин. | Число проходов | |
| горизонтальное положение | вертикальное положение | |||||||
| 1 (. 039i n) | стыковой | 25-60 | 25-35 | 1.0 | 1.6 | 250-300 | 6 | 1 |
| накладной | 60 | 55 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внешний | 40 | 35 | 1.0 | 1.6 | 250-300 | 6 | 1 | |
| угловой внутренний | 55 | 50 | 1.6 | 1.6 | 250-300 | 6 | 1 | |
| 2 (. 078i n) | стыковой | 80-110 | 75-100 | 1.6-2. 4 4 | 1.6-2.4 | 175-225 | 6 | 1 |
| накладной | 110 | 100 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внешний | 80 | 75 | 1.6-2.4 | 1.6 | 175-225 | 6 | 1 | |
| угловой внутренний | 105 | 95 | 1.6-2.4 | 2.4 | 175-225 | 6 | 1 | |
| 3 (. 012i n) | стыковой | 120-200 | 110-185 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 |
| накладной | 130 | 120 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внешний | 110 | 100 | 2.4-3.2 | 2.4 | 125-175 | 7 | 1 | |
| угловой внутренний | 125 | 115 | 2.4-3.2 | 3.2 | 125-175 | 7 | 1 | |
| 4 (. 16i n) | стыковой | 120-200 | 110-185 | 2. 4-3.2 4-3.2 | 3.2 | 100-150 | 7 | 1 |
| накладной | 185 | 170 | 2.4-3.2 | 2.4 | 100-150 | 7 | 1 | |
| угловой внутренний | 180 | 165 | 2.4-3.2 | 2.4-3.2 | 100-150 | 7 | 1 | |
| 5 (. 2i n) | угловой внешний | 160 | 140 | 3.2-4.0 | 2.4-3.2 | 100-150 | 7 | 1 |
| 6 (. 24i n) | стыковой | 220-275 | 190-230 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 |
| накладной | 250-300 | 210-250 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
| угловой внутренний | 280-320 | 230-280 | 3.2-4.0 | 3.00-4.00 | 150-240 | 7 | 2 | |
Как правильно варить нержавейку аргоном
Есть два варианта – ручная аппаратура с помощью полуавтомата и использованием проводников из вольфрама. Рекомендации для работы:
Рекомендации для работы:
- можно применять и переменный, и постоянный ток;
- вольфрамовый проводник должен быть неплавким;
- газ выдувается из жерла горелки;
- присадку нужно класть самостоятельно на поверхность обработки, это обеспечивает образование шва;
- проволока должна при подаче составлять угол 15-30 градусов к заготовке и 90 – к аппарату;
- движение ровное, без отклонений в стороны;
- продуйте соединение изнутри для обеспечения красивого стыка;
- для розжига дуги используйте графитовую плиту, а не способ касания по заготовке – останутся некрасивые следы;
- подавайте давление еще на протяжении 4-10 секунд после завершения процесса.
При использовании полуавтомата:
- в проволоке должен содержаться никель;
- вместе с инертным составом необходимо пускать часть углекислого, он снижает нагрев кромок;
- могут использоваться различные технологии – импульсная, короткодуговая, струйным переносом.
Аргонно-дуговая сварка нержавейки с инородным металлом
Обычно появляется необходимость присоединить элемент из стали с антикоррозийными свойствами к сплавам с малым количеством углерода в составе. Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
Для этого просто нужно выбрать подходящую присадку, которая содержит никель и хром. Легирующие добавки есть в следующих марках проволоки: Y310, Y310S, Y309, Y309L, Y309Mo. Если необходимо присоединить черный обыкновенный металл, можно воспользоваться одной из техник:
- штучные электроды с обмоткой в режиме ММА;
- вольфрамовые проводники, неплавкие;
- с помощью инертного газа.
Первые два метода менее эффективны. При дуге происходит меньшее заполнение шва кислородом, а значит, и малое окисление. Но если вы решили использовать первую методику, то вам понадобится таблица с подходящими марками электродов:
| Марка | Тип | Материал стержня К | Коэффициент наплавки, r/a. чП | Применение |
| озл-8 | э-07 х20н9 | св-04 х19н9 | 12-14 | хромоникелевые стали, когда к шву не предъявляется жестких требований против межкристаллической коррозии |
| озл-3 | э-10х17 н13с4 | св-15х-18н12с-4тю | 11,5-12,5 | типа 15х18н12с4тю. Аналогично Аналогично |
| зио-8 | э-10х25 н13г2 | св-07х-25н13 | 13,3 | конструкции и трубопроводы из двухслойных составов. Аналогично |
| уонии-13/нж | э-12х13 | in-luna_2012 | 10-12 | ответственные системы из хромистых 08х13, 12х13 |
| озл-22 | э-02х21 н10г2 | св-01х-18н10 | 12-14 | конструкции из х8н10 |
| озл-14а | э-04 х20н9 | св-01 х19н9 | 10-12 | хромоникелевые, когда к металлу шва не предъявляется жестких требований против межкристаллической коррозии |
| озл-36 | э-04 х20н9 | св-01 х19н9 | 13-14 | Аналогично |
| озл-7 | э-08х20 н9г2б | св-01 х19н9 | 11,5-12 | Аналогично |
| цл-11 | э-08х20 н9г2б | св-07х19-н10б | 1-12 | хромоникелевые, когда к металлу шва предъявляются жесткие требования против межкристаллической коррозии |
| цл-9 | э-10х25-н13г2б | св-07 х2513 | 10,5-11,5 | хромоникелевые со стороны легированного слоя двухслойных сталей. Аналогично Аналогично |
| озл-20 | э-02х20-н14г2м2 | св-01х17-н14м2 | 12,5-14,5 | конструкции из 03х16н15м3, 03х17н14м2. Аналогично |
| ниат-1 | э-08х17 н8м2 | св-04 х19н9 | 10-11 | сварка конструкций из хромоникелевых и хромоникелемолибденовых; наиболее пригодны для тонколистового металла |
| эа-400/10у | э-07х19-н11м3г2 | св-01х19-н11м3 | 12 | соединение корпусов энергооборудования и трубопроводов, работающих в контакте с агрессивной средой при температуре до 350° с |
| ха-400/10t | э-07х19-н11м3г2 | св-01х19-н11м3 | 14,5 | Аналогично |
Сварка нержавейки полуавтоматом (MIG)
Она применяется преимущественно на предприятиях, в то время как ручная – при домашнем использовании. Полуавтоматическая установка больше весит, она более массивна, поэтому ее нельзя брать с собой на выезд, если работа этого требует. Особенности конструкции две – нет необходимости в электроде, а проволока подается автоматически, поэтому вторая рука остается свободной, чтобы двигать детали, придерживать их.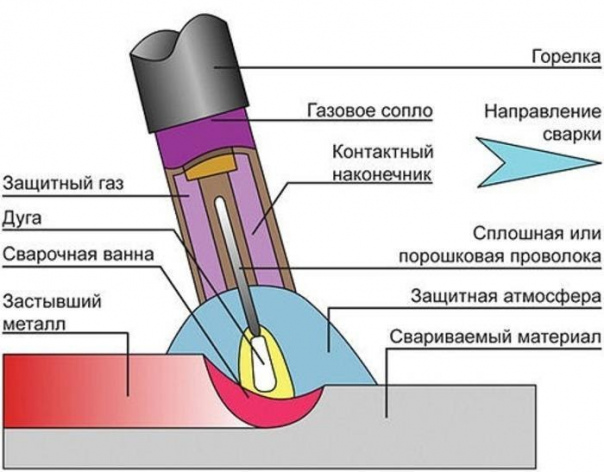 Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
Если образец тонколистовой, то применяется метод короткой дуги. Для более прочных соединений – струйная техника, а использование импульсного режима актуально для новичков. Мы приводим таблицу с параметрами тока и толщины проволоки в зависимости от материала:
| Лист, мм | Проволока, мм | Сила тока, а |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
TIG
Эта аббревиатура переводится с английского языка как «вольфрам и инертный газ», наиболее распространенный – аргон. Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
Мы уже поняли, что использование вольфрамовых неплавких электродов характерно для ручного аппарата. Достоинства:
- сразу образуется очень красивый шов, не требующий зачистки;
- предотвращение пористости;
- присадочная проволока – из того же состава, что и заготовка;
- отсутствие окисления;
- небольшая зона прогрева, поэтому можно не бояться деформаций;
- легкий метод, им могут пользоваться даже новички;
- мало вредных веществ выбрасывается при работе.
Видео об этом
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.

Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварочные работы в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Компания «Рокта» занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
тонкости технологии и основные правила проведения работ
- Главная >
- Блог >
- Аргонная сварка нержавейки: тонкости технологии и основные правила проведения работ
27.08.2022
Сварка
Время чтения: 10 минут
Редакция сайта
VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог.
 Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями. - Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными. - Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки
При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.

- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.

- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.
Технология аргонной сварки неплавящимся электродом из вольфрама
С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Аргонная сварка нержавейки полуавтоматом
Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.

Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение.
 Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Читайте также
Свойства металлов
Белый чугун: структура, разновидности, использование
Подробнее
13.06.2023
Термическая обработка металлов: принципы, преимущества, этапы
Подробнее
06.06.2023
Переработка металла: способы, оборудование, проблемы
Подробнее
31.05.2023
Форсаж дуги: помощник для начинающих сварщиков
Подробнее
29.05.2023
Огнеупорный металл: классификация, свойства, сплавы
Подробнее
26.05.2023
Настройка полуавтомата: выбор оптимальных параметров
Подробнее
25. 05.2023
05.2023
Металлизация: способы и сферы применения
Подробнее
24.05.2023
Анодирование: что это такое, применение, процесс
Подробнее
Аргонная сварка нержавеющей стали
— обзор
13 января 2023 г. 13 января 2023 г.
| 12:32
Если вы ищете надежный метод сварки, аргонная сварка нержавеющей стали — это то, что вам нужно. Этот метод сварки сочетает в себе преимущества газа аргона с преимуществами металла из нержавеющей стали для создания прочных и долговечных сварных швов. Давайте разберем этот процесс и посмотрим, как он работает.
Что такое аргон?
Во-первых, давайте посмотрим на газ аргон. Аргон — это элемент, содержащийся в атмосфере Земли, не имеющий запаха, цвета и нетоксичный. Кроме того, это инертный газ, то есть он не вступает в реакцию с другими веществами, что делает его идеальным для сварки. В сочетании с другими методами, такими как сварка TIG (вольфрам в инертном газе), аргон помогает защитить зону сварки от атмосферных загрязнений, создавая электрическую дугу для нагрева соединяемых металлов.
Что такое нержавеющая сталь?
Нержавеющая сталь представляет собой металлический сплав из железа с содержанием хрома не менее 10,5% по массе. Он обладает высокой коррозионной стойкостью благодаря содержанию хрома и может выдерживать высокие температуры без деформации и растрескивания благодаря высокой прочности на растяжение. Он также обладает отличной формуемостью, что делает его идеальным для изготовления сложных деталей или компонентов, требующих сложных форм или конструкций.
Как работает аргонная сварка нержавеющей стали?
Аргонная сварка нержавеющей стали объединяет эти два материала в один мощный процесс, создавая прочные сварные швы, которые одновременно долговечны и устойчивы к коррозии. Процесс начинается с использования инертного газа, такого как аргон, для создания защитного слоя вокруг зоны сварки с одновременным созданием электрической дуги, посредством которой тепло может подаваться к соединяемым металлам. Затем добавляется присадочный стержень из нержавеющей стали для укрепления и поддержки соединения перед окончательным охлаждением с помощью систем водяного или воздушного охлаждения в зависимости от требований применения.
Заключение:
Аргонная сварка нержавеющей стали — это надежный метод, обеспечивающий прочные и долговечные сварные швы, идеально подходящие для тех случаев, когда коррозионная стойкость и температурная стабильность являются ключевыми факторами успеха. Сочетание газообразного аргона с металлом из нержавеющей стали создает мощный метод создания прочных соединений в любой среде или в любой отрасли. Ищете ли вы дополнительную защиту от ржавчины или вам нужна дополнительная прочность при соединении двух деталей, аргонная сварка нержавеющей стали поможет вам! Более того, владельцы веб-сайтов и новички в SEO могут извлечь выгоду из этой замечательной техники при разработке своих веб-сайтов, гарантируя, что они оптимизируют видимость в Интернете, обеспечивая при этом отличный пользовательский интерфейс!
Палак Кариа
Увлеченный эксперт в области металлургии и блогер. Обладая более чем 5-летним опытом работы в этой области, Палак привносит свои знания и понимание в свое письмо. Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Обсуждая последние тенденции в металлургической промышленности или делясь советами, она стремится помочь другим добиться успеха в металлургической промышленности.
Сварка ВИГ нержавеющей стали? Инвестиции в три области могут помочь
Инвестиции в инверторные источники питания, импульсную технологию и даже в смеси аргон/водород в качестве защитного газа могут обеспечить сварщикам TIG и владельцам цехов, работающих с нержавеющей сталью, краткосрочные и долгосрочные преимущества. Getty Images
Сварка нержавеющей стали с помощью газовой вольфрамовой дуговой сварки (GTAW), также известной как TIG, часто становится делом деликатным.
Вы не хотите слишком сильно нагревать нержавеющую сталь, которая обычно является более чувствительным материалом для работы. В связи с этим очень важны расчеты подводимой теплоты и отопления.
Здесь играет роль скорость перемещения сварного шва. Чем быстрее вы можете двигаться во время сварки нержавеющей стали TIG, тем меньше времени вы тратите на сварку детали, что приводит к меньшему поглощению тепла окружающим материалом.
Инвестиции в небольшие и портативные инверторные источники питания, пульсирующие и даже аргонно-водородные защитные газы могут помочь вам оптимизировать тепловложение, скорость перемещения и проплавление сварного шва, что принесет пользу как сварщикам TIG, так и владельцам мастерских.
Инверторные источники питания и портативность
Для многих работа с нержавеющей сталью означает работу с трубами и трубопроводами на таких объектах, как птицеперерабатывающие заводы, водочные заводы, микропивоваренные заводы, фармацевтические предприятия и другие.
Большая часть работы теперь может выполняться на месте, часто с использованием более крупного сварочного оборудования. В конечном счете, однако, в большинстве приложений вам потребуется отправиться на место работы, где большие трансформаторные машины неудобны из-за требований к входной мощности и логистики мобильности.
«Во-первых, они очень тяжелые, — сказал Эндрю Пфаллер, руководитель сегмента Miller Electric. «Но тогда, если вы найдете власть, у вас есть нужные связи? Нужно ли повторно связывать продукт? Это часто создает проблемы».
«Но тогда, если вы найдете власть, у вас есть нужные связи? Нужно ли повторно связывать продукт? Это часто создает проблемы».
Портативные инверторные источники питания обычно весят менее 50 фунтов — значительно меньше, чем трансформаторная машина. — Размером с коробку для завтрака, — сказал Пфаллер. Большинство из них будут на 150, 160 или 200 ампер, потому что полевые работы обычно можно выполнять с 200 амперами или меньше.
«Как правило, вы можете, как частное лицо, переносить инверторную машину на рабочую площадку самостоятельно, не используя вилочный погрузчик и не прибегая к помощи кого-либо… если вы можете сделать это с одним человеком вместо двух, это будет значительно повлияет на вашу производительность и прибыльность», — сказал он.
Импульсный режим обеспечивает контроль и уменьшает задержку дуги
Наряду с портативностью инверторная технология позволяет использовать импульсы на более высоких частотах. Источник питания на основе трансформатора обычно получает от 10 до 20 импульсов в секунду. Источник питания на основе инвертора может достигать 500 импульсов в секунду; некоторые даже могут достигать 5000 импульсов в секунду.
Источник питания на основе инвертора может достигать 500 импульсов в секунду; некоторые даже могут достигать 5000 импульсов в секунду.
Наряду с портативностью инверторный источник питания позволяет пульсировать на более высоких частотах, что в конечном итоге может дать вам лучший контроль направления и уменьшить задержку дуги. Miller Electric
Пфаллер сказал, что все, что выше 100 импульсов в секунду, даст вам лучший контроль направления.
«Если вы пытаетесь выполнить угловой сварной шов, внутренний угловой шов или соединение T-K-Y, например, в трубах, это позволяет вам направить дугу и сварить там, где вы хотите», — сказал он.
«В санитарно-технических трубопроводах, которые широко используются в пищевой промышленности и производстве напитков, а также в производстве молочных продуктов, все они изготовлены из тонкостенной нержавеющей стали с относительно низким током; у вас не так много силы в дуге от силы тока. Вы должны дополнить это стабильностью дуги, которую обеспечивает пульсация».
Вы должны дополнить это стабильностью дуги, которую обеспечивает пульсация».
Использование генератора импульсов помогает уменьшить «запаздывание дуги», когда сварочная дуга отстает в том месте, куда направлен электрод и где фактически образуется сварочная ванна.
«Возможно, это плохое описание, но это почти как опьянение. Ваш мозг думает об одном, но ваше тело отстает в своей реакции», — сказал Пфаллер. «Материал в этих никелевых сплавах ведет себя одинаково в том смысле, что он медленно реагирует на ваши входные данные.
«Использование генератора импульсов может привести к взбалтыванию лужи, что уменьшает задержку и задержку лужи. Итак, что это значит для кого-то? Это может означать лучшее качество сварки, потому что теперь сварка идет туда, куда они хотят. У них может быть более высокая скорость движения, потому что теперь они не ждут, пока эта лужа нагонит их».
Импульсный режим снижает подвод тепла к сварному шву, что может уменьшить степень деформации. По словам Пфаллера, как правило, стали усаживаются примерно на 10% при затвердевании.
По словам Пфаллера, как правило, стали усаживаются примерно на 10% при затвердевании.
«Если у вас есть сварочное соединение, и вы делаете сварочную ванну намного большего размера, чем необходимо, эта ванна сжимается, а когда она затвердевает, это вызывает чрезмерную деформацию», — сказал он. «Это искажение часто приводит к той или иной форме переделки или процесса выпрямления, которые не учитывались. Компании тратят много времени на исправление или выравнивание деталей после сварки и до того, как они смогут выполнять последующие операции».
Стоит ли попробовать смесь аргона и водорода?
Исторически сварщики TIG использовали аргон в качестве защитного газа при работе с нержавеющей сталью. Однако в некоторых случаях, таких как сварка тонкостенных труб, некоторые производители перешли на смесь водорода с низким процентным содержанием. В этом сценарии от 1% до 2% водорода смешивается с аргоном.
Пфаллер сказал, что он видел растущее использование смеси защитного газа аргон/водород. Эта смесь создает больше тепла для изменения профиля провара.
Эта смесь создает больше тепла для изменения профиля провара.
«Люди, занимающиеся изготовлением сантехнических труб или тонкостенных труб, будут использовать квадратное стыковое соединение, а не делать на трубе скос. Затем они используют защитный газ, смешанный с водородом, и получают дополнительное проникновение, чтобы практически исключить эту подготовку соединения», — сказал он.
Эта смесь должна использоваться только со сплавами из нержавеющей стали, добавил он.
В отличие от гелия, который в настоящее время сталкивается с нехваткой запасов, запасы водорода и аргона не вызывают беспокойства, учитывая их относительное изобилие в атмосфере.
Некоторые предприятия решили смешивать его самостоятельно, сказал Пфаллер. Он предупредил магазины, чтобы они тщательно обдумали это, учитывая воспламеняемость смеси при более высоких концентрациях.
«Те, кто исследует его смешивание, должны принять необходимые меры предосторожности, чтобы убедиться, что они поддерживают очень низкий процент в смеси защитного газа», — сказал он. «Это может создать проблемы с безопасностью и меры предосторожности, которые необходимо соблюдать при самостоятельном смешивании вместо того, чтобы приносить предварительно смешанную смесь от поставщика газа. Это то, в чем их поставщик защитного газа может дать некоторые рекомендации и управление».
«Это может создать проблемы с безопасностью и меры предосторожности, которые необходимо соблюдать при самостоятельном смешивании вместо того, чтобы приносить предварительно смешанную смесь от поставщика газа. Это то, в чем их поставщик защитного газа может дать некоторые рекомендации и управление».
Долгосрочная экономия на эксплуатации
В конечном счете, внесение изменений в эти области принесет больше финансовых выгод, чем стремление сэкономить на расходных материалах или замене чашек горелки TIG, сказал Пфаллер.
Многие люди, с которыми разговаривает Пфаллер, не вносят изменений, потому что на сварку приходится около 10 % операций их мастерских. Если скорость сварки улучшится на 10 %, это составит примерно 1 % экономии в общем объеме операций.
Преимущества, возникающие при переходе на инверторные источники питания и импульсный режим, включают устранение операций, не добавляющих ценности, использование более агрессивного профиля соединения, устранение скосов на трубах и достижение полного проплавления квадратного стыкового соединения.
