Температура плавки латуни: Как расплавить латунь в домашних условиях: плавление латуни дома
Содержание
Температура плавлення латуні і плавка в домашніх умовах | vseznayko.com.ua
Металообробка
Липень 7, 2020
Такий параметр, як температура плавлення латуні, є важливим у багатьох ситуаціях. Пояснюється це тим, що даний метал, основу якого складає мідь, дуже активно використовується для виробництва продукції різного призначення. Знаючи температуру плавлення даного металу, можна навіть в домашніх умовах виготовляти з нього не тільки предмети інтер’єру, але і елементи різних конструкцій.
Максимально можливе подрібнення металу — одна з головних умов плавки латуні в домашніх умовах
Характеристики та сфери застосування латуні
Серед безлічі різновидів латуні найбільшого поширення набули два її типу — подвійна і багатокомпонентна. Основним елементом, що визначає характеристики даного сплаву, є цинк, який може бути присутнім в ньому в кількості від 5 до 45%. Крім цинку, в складі латуні в залежності від її марки можуть бути присутніми марганець, залізо, нікель і свинець, які також впливають на її властивості.
Прості латуні — хімічний склад і застосування (натисніть для збільшення)
Латунь, як і інший мідний сплав — бронза, активно використовується в різних галузях промисловості. Крім того, з латуні виготовляють елементи меблевих конструкцій і предмети інтер’єру. Основною технологічною операцією, що дозволяє надати виробу з латуні необхідну конфігурацію, є лиття, яке, як уже говорилося вище, можна виконати і в домашніх умовах. Природно, щоб провести таку операцію, необхідно знати, при якій температурі латунь плавиться.
Режими обробки простих і свинцевих латуней (натисніть для збільшення)
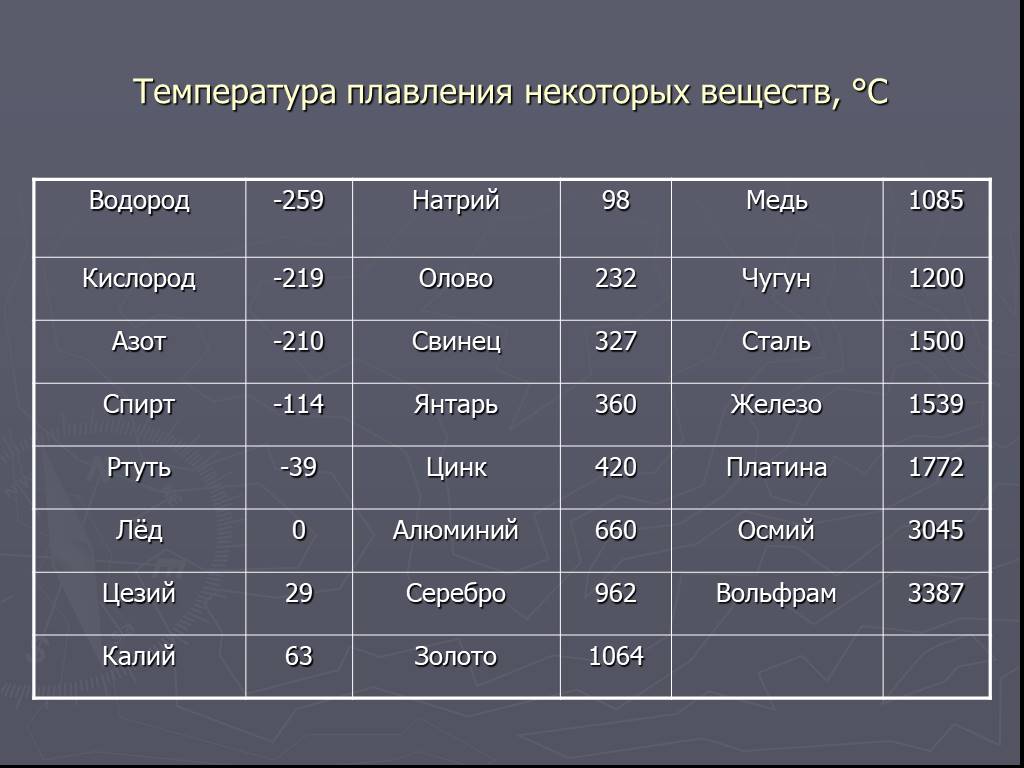
Залежно від хімічного складу латуні температура її плавлення може перебувати в інтервалі 880-950 °. Основним елементом, який впливає на даний параметр, є цинк: чим його більше в складі латуні, тим при меншій температурі її можна розплавити.
Плавка — не єдина технологічна операція, якої добре піддається латунь. Як і бронза, цей сплав можна піддавати різним видам механічної обробки. Більш того, для з’єднання латунних деталей можна використовувати зварювання. На плинність латуні в розплавленому стані, що особливо важливо враховувати при виконанні лиття, негативно впливають такі хімічні елементи в її складі, як свинець і вісмут.
Більш того, для з’єднання латунних деталей можна використовувати зварювання. На плинність латуні в розплавленому стані, що особливо важливо враховувати при виконанні лиття, негативно впливають такі хімічні елементи в її складі, як свинець і вісмут.
Складнолегіровані латуні — хімічний склад і застосування (натисніть для збільшення)
Латунь, як і бронза, яка також відноситься до категорії сплавів, виконаних на основі міді, — кольоровий метал, що багато в чому і визначає сфери її застосування. Вироби з латуні, що має жовто-золотистий колір, відрізняються високими декоративними характеристиками, але для того щоб згодом вони не чорніли від взаємодії з навколишнім повітрям, їх необхідно покривати захисними складами.
Як і бронза, латунь має високу стійкість до корозії, що дозволяє успішно застосовувати даний сплав для виробництва предметів, які експлуатуються в умовах підвищеної вологості. Широкому поширенню виробів з латуні в різних галузях промисловості сприяє і те, що вона володіє хорошими антифрикційними властивостями.
Одна з переваг даного сплаву, що особливо важливо при виконанні лиття, є його низька схильність до ліквації.
Освоївши техніку лиття латуні, можна створювати справжні шедеври
Вироби із сплавів, виконаних на основі міді, до числа яких належить латунь, широко використовуються не тільки в промисловості, але і в побуті. У зв’язку з цим інформація про те, як плавити такий метал, яка у нього температура плавлення і як правильно виконувати з нього лиття, може виявитися корисною в багатьох ситуаціях.
Що потрібно для лиття
Знаючи про те, як плавлять латунь, можна не тільки виконувати ремонт латунних виробів, але і в домашніх умовах виготовляти їх. Щоб на практиці зайнятися литвом латуні або бронзи, слід підготувати відповідне обладнання, частина якого можна виготовити своїми руками. Крім того, слід враховувати, що не всі марки латуні і бронзи мають гарну плинністю, що значно ускладнює їх лиття.
Для того щоб розплавити латунь або бронзу, які відрізняються досить високою температурою плавлення, буде потрібно спеціальна піч. Багато домашні майстри самостійно виготовляють такі печі, що працюють по індукційному принципом. В якості основи подібного нагрівального пристосування можна використовувати вогнетривку цеглу. Елементи цегляного каркаса з’єднуються між собою за допомогою спеціального розчину, здатного витримувати високу температуру.
Багато домашні майстри самостійно виготовляють такі печі, що працюють по індукційному принципом. В якості основи подібного нагрівального пристосування можна використовувати вогнетривку цеглу. Елементи цегляного каркаса з’єднуються між собою за допомогою спеціального розчину, здатного витримувати високу температуру.
Саморобна плавильна піч з посиленим металевим каркасом
Ємність, в якій буде виконуватися саме плавлення (чаша), може бути також виготовлена ??в домашніх умовах. Як матеріал для неї підійдуть графіт або шамотна цегла. Більш кращим матеріалом для виготовлення тигля, за визнанням багатьох фахівців, є шамотна цегла. Такий матеріал відрізняється довговічністю і дозволяє виконати значно більшу кількість плавок, ніж посудину з графіту.
Тигель з вогнетривкої глини, обмазаний рідким склом з тальком
Найважливішим елементом печі, в якій латунь або бронзу можна піддати плавлення, є нагрівальний елемент. Звичайно, можна виконувати нагрів тигля і за допомогою вугілля, але більшою ефективністю і зручністю використання мають печі, нагрів в яких здійснюється за допомогою індукційного принципу. Для того щоб зробити і ефективно використовувати нагрівальний пристрій такого типу, вам буде потрібно джерело струму, потужність якого становить близько 20-25 кВт.
Для того щоб зробити і ефективно використовувати нагрівальний пристрій такого типу, вам буде потрібно джерело струму, потужність якого становить близько 20-25 кВт.
Плавка латуні вимагає застосування такої речовини, як бура, яка додається в сплав для поліпшення його характеристик. З огляду на той факт, що вам доведеться працювати з металом, який має дуже високу температуру, треба передбачити всі заходи безпеки. Однією з таких заходів, яка дозволяє мінімізувати ризик загоряння різних предметів, розташованих в безпосередній близькості з плавильної піччю, є використання азбестового листа, яким потрібно застелити ділянку підлоги.
Для виготовлення нагрівальних елементів печі знадобиться товста нихромовая дріт і керамічні трубки
Для вилучення тигля з розплавленої латунню необхідні спеціальні щипці з довгими ручками, а всі роботи, пов’язані з впливом високої температури, слід виконувати в щільних рукавичках і захисних окулярах. Оскільки при плавці з латуні починає виділятися цинк, пари якого шкідливі для здоров’я, в місці виконання лиття потрібно передбачити хорошу вентиляцію.
У домашніх умовах можна виконувати не тільки плавку, але також і зварювання (паяння) латуні. Для виконання цієї технологічної операції, за допомогою якої можна повернути до життя поламані вироби з даних сплавів, вам будуть потрібні газовий пальник і спеціальний припій, основу якого складає технічне срібло. Такий припой, як і флюс, спеціально призначений для пайки кольорових металів, можна придбати в готовому вигляді або зробити його самостійно, використовуючи для цього технічне срібло і мідь.
Після того як все обладнання і необхідні інструменти підготовлені, можна приступати безпосередньо до лиття латуні.
процес плавки
Для того щоб латунь швидше перейшла в рідкий стан, краще поміщати її в тигель в подрібненому вигляді. Слід мати на увазі: чим менше будуть такі шматки, поміщені в тигель, тим швидше почнеться процес плавлення.
Слід мати на увазі: чим менше будуть такі шматки, поміщені в тигель, тим швидше почнеться процес плавлення.
Після того як ви наповніть тигель подрібненим металом, необхідно встановити посудину в піч і почати її нагрівання до температури плавлення латуні. Якщо для плавки латуні ви використовуєте заводську муфельну піч, то стежити за процесами, що протікають в тиглі, можна через спеціальне віконце. У тому випадку, якщо ви самостійно виготовили піч найпростішої конструкції, вам знадобиться кришка з вогнетривкого матеріалу, якій буде закриватися ємність для плавлення латуні.
Плавку в компактній грубці заводського виготовлення можна виробляти прямо на кухні
Тигель витягується з печі тільки тоді, коли весь метал, який в нього поміщений, повністю розплавився. Для виймання ємності з латунню слід користуватися спеціальними щипцями і робити це максимально акуратно. На поверхні латуні, підданої плавлення, завжди присутній плівка, яку в обов’язковому порядку треба прибрати. Виконати таку операцію зовсім нескладно, якщо взяти для цього звичайну сталеву дріт.
Виконати таку операцію зовсім нескладно, якщо взяти для цього звичайну сталеву дріт.
Для лиття вироби з латуні ви повинні підготувати форму, завдяки якій метал, переходячи з рідкого розплавленого стану в твердий, прийме необхідні обриси. Заливка латуні в таку форму виконується тільки після того, як видалена плівка, про яку говорилося вище. Потім вам залишиться тільки дочекатися, коли латунь, залита в форму, повністю перейде в твердий стан і охолоне.
Заливка форм латунним розплавом
У домашніх умовах можна використовувати і більш спрощений варіант плавильної печі, застосовуючи в якості нагрівальних елементів газовий пальник. Піддати латунь плавлення таким чином можна, надійно закріпивши газовий пальник під посудину для плавки в вертикальному положенні. При цьому важливо стежити за тим, щоб полум’я, яке видає пальник, рівномірно охоплювало всю нижню частину посудини.
Процес плавки піде швидше, якщо використовувати другу пальник
Використовуючи таке просте пристосування, слід мати на увазі, що латунь, яка буде плавитися в тиглі, піддається значному окислення. Щоб мінімізувати наслідки цього процесу, який негативно відбивається на характеристиках сплаву, можна використовувати звичайний деревне вугілля.
Щоб мінімізувати наслідки цього процесу, який негативно відбивається на характеристиках сплаву, можна використовувати звичайний деревне вугілля.
Таким чином, існує кілька способів, що дозволяють ефективно розплавити латунь в домашніх умовах. Вибираючи один з них в залежності від своїх уподобань та фінансових можливостей, ви зможете виготовляти з латуні методом лиття вироби різного призначення.
Post Views:
915
|
Плавка и разливка медных сплавов Категория: Литейное производство Плавка и разливка медных сплавов Медные сплавы, к которым относятся оловянные и безоловянные бронзы и латуни, выплавляют в основном в электрических дуговых и индукционных печах и реже в пламенных, работающих на жидком топливе. Так как почти все элементы, входящие в состав медных сплавов, легко окисляются, процесс плавки ведется форсированно, при этом принимаются меры к защите сплавов с поверхности (защитными или покровными флюсами), а отдельные легкоокисляемые элементы применяются в виде лигатур. 1. Шихтовые материалы Шихтовыми материалами для медных сплавов могут быть свежие (чистые) металлы, вторичные сплавы, оборотный сплав, а также различные лигатуры, поставляемые промышленностью или собственного приготовления. Для раскисления сплавов применяют фосфористую медь в виде плиток массой около 12 кг по ГОСТ 4515—78, которые перед употреблением разбивают на мелкие куски. Лигатуры — это сплавы двух или нескольких элементов, которые присаживают к сплавам. Применение их обусловлено тем, что отдельные тугоплавкие компоненты сплава имеют более высокую температуру плавления, чем допускаемый перегрев сплава. Температуры плавления лигатур и металла, к которому их присаживают, должны быть близкими, и в то же время лигатуры должны иметь высокое содержание тугоплавкого элемента. 2. Расчёт шихты Для получения сплава возможны различные сочетания шихтовых материалов. Шихта может состоять из одних свежих металлов, из свежих металлов или вторичных сплавов с добавлением лигатур, из оборотного сплава с добавлением свежих металлов и лигатур, из одного оборотного сплава или из одних вторичных сплавов. Обычно применяют шихту, состоящую из 50—60% свежих металлов, 25—35% оборотного сплава и 10—12% покупного лома, или плавку ведут на вторичных сплавах. При расчете шихты учитывают угар различных элементов сплава, величина которого зависит от характера элементов, чистоты шихты и типа плавильной печи. Рассмотрим пример расчета шихты для выплавки бронзы марки БрОЗЦ7С5Н1. При изготовлении сплавов для менее ответственных отливок с целью экономии чистых металлов могут применяться только вторичные сплавы — паспортные бронзы марки БрОЗЦ8С4Н1. 3. Технология плавки медных сплавов Плавка в тигельных печах. Для плавки медных сплавов используются самые разнообразные тигельные печи. Рис. 1. Электрическая печь типа ДМК: Плавка в электрических печах. Электрические печи для плавки медных сплавов подразделяются на дуговые и индукционные. Плавка в электродуговых печах. Для плавки применяют электродуговые печи с косвенным нагревом, т. е. такие, У которых электрическая дуга образуется между двумя горизон-альными графитовыми электродами. Печь ДМК (рис. 1) имеет вид барабана с загрузочным кном, отверстиями для электродов и желобом для слива сплава. Кожух печи футеруется динасовым или шамотным кирпичом. Плавка начинается с подготовительных работ: тщательной очистки печи от остатков предыдущей плавки, проверки исправности механизмов и подачи воды к водоохлаждаемым уплотнителям. После этого футеровку прогревают до температуры 700—800 °С, выводят из печи электроды и на дно ее насыпают несколько лопат сухого прокаленного древесного угля, затем загружают предварительно подогретые до 150—200 °С шихтовые материалы: сначала мелочь, литники, скрап и сверху — крупные куски. Шихта должна располагаться не ближе чем в 50 мм от электродов и не должна мешать их свободному перемещению вдоль печи. После установки электродов закрывают загрузочное окно и возбуждают электрическую дугу, что осуществляется сближением электродов и быстрым удалением одного из них на небольшое расстояние с помощью ручного штурвала механизма их перемещения. Процесс расплавления шихты ведется интенсивно. По истечении 20—30 мин включают реверсивный механизм покачивания печи вначале на 25—30°, потом постепенно доводят покачивание до 90°, а после расплавления всей шихты —до 160°. Это позволяет избежать местного перегрева сплава и способствует лучшему перемешиванию его. Сплав раскисляют, присаживают легкоплавкие добавки, рафинируют, подогревают до требуемой температуры и выпускают из печи. Плавка в индукционных печах. Для плавки медных -сплавов применяют индукционные печи со стальным сердечником и без сердечника. Индукционная печь со стальным сердечником, схематический разрез которой показан на рис. 2, представляет собой трансформатор, первичной обмоткой которого служит медная катушка, насаженная на сердечник из пластин электротехнической стали толщиной 0,35—0,5 мм. Вторичной обмоткой является кольцо Жидкого сплава, находящегося в плавильном канале. Переменный ток промышленной частоты, проходя через первичную обмотку, создает вокруг нее магнитный поток, замыкающийся через магнитны» стальной сердечник трансформатора, и индуктирует ток в сплаве, находящемся в кольцевых каналах. Рис. 2. Схема индукционной печи со стальным сердечником: Особенность плавки в индукционных печах заключается в том что жидкий сплав, заполняющий каналы, должен оставаться в печи и после выпуска плавки для образования замкнутой электрической цепи при последующей плавке. В связи с этим в индукционных печах затруднен переход к плавке нового сплава. В этом случае необходимо слить весь сплав из каналов и сделать одну-две промывные плавки сплава неответственного назначения. После заполнения кольцевых каналов и «болота» (слой жидкого сплава толщиной 30—50 мм, находящийся над каналами) жидким сплавом и разогрева печи загружают предварительно подогретую шихту: сначала медь, а после ее расплавления — оборотный и вторичные сплавы. Плавка в индукционных тигельных печах. В последние годы для плавки сплавов на медной основе — бронз и латуней — стали применять индукционные тигельные печи типа ИЛТ. Угар металла в этих печах не превышает 0,5—1%. 4. Особенности плавки и разливки медных сплавов При плавке медных сплавов в состав шихты обычно входит красная электролитическая медь, которую расплавляют и раскисляют фосфористой медью до загрузки в печь остальных составляющих шихты. Плавка меди должна происходить очень быстро под слоем хорошо просушенного и прокаленного древесного угля. Печь перед загрузкой меди надо хорошо разогреть. Качество раскисления можно проверить по технологической пробе: залитый и охлажденный брусок при загибе не должен давать трещин в месте изгиба. Плавка оловянной бронзы. В разогретую печь загружают часть вторичных и оборотного сплавов и покрывают слоем сухого древесного угля, который после расплавления шихты должен покрыть ровным слоем всю поверхность жидкого сплава. По мере расплавления первоначальной порции шихты в печь вводят частями или полностью остаток шихты, подогретой до температуры 150—200 °С. Из применяемых для под-шихтовки свежих металлов медь и никель загружают в печь одновременно с первой порцией шихты, а цинк, свинец и олово вводят непосредственно в ванну к концу плавки для уменьшения их угара. После расплавления всей шихты и достижения требуемой температуры сплав раскисляют фосфористой медью в количестве 0,2% от массы шихты и покрывают хорошо просушенным флюсом, состоящим из 60% кальцинированной соды, 33% плавикового шпата и 7% буры. Расход флюса составляет 2—3% от массы шихты. Затем сплав нагревают до температуры 1250—1300 °С и 20—30 мин выдерживают под флюсом, периодически перемешивая его. После этого счищают образовавшийся шлак и выпускают сплав в ковш для разливки в формы. Плавка латуней. Рассмотрим технологию плавки кремнистой латуни марки ЛКС80-3-3. При плавке шихты из свежих металлов сначала расплавляют медь и раскисляют ее фосфористой медью, затем вводят меднокрем-нистую лигатуру, цинк и свинец. Если шихта содержит оборотный сплав этой же марки, то его загружают вместе с медью в том случае, когда масса свежих металлов не превышает 30—40% от массы всей шихты. При большом количестве свежих металлов оборотный сплав загружают после расплавления меди и введения остальных элементов. Учитывая склонность этого сплава к поглощению газов, плавку необходимо форсировать, сохраняя нейтральную или слегка окисленную атмосферу в печи. В качестве флюса можно применять битое стекло и буру. Для дегазации сплав нагревают до температуры 1150—1160 °С и выдерживают при этой температуре 10—15 мин. Выделяющиеся при выдержке пары цинка механически увлекают за собой растворенные газы и удаляют их из жидкого сплава. Для компенсации повышенного угара цинка при выдержке сплава перед его заливкой в печь вводят дополнительное количество цинка. После окончания выдержки сплав охлаждают до температуры 1050—1100 °С и проверяют (путем взятия пробы) содержание в нем газов. При избыточном количестве газов в сплаве происходит «рост» пробы в стаканчике. В этом случае производят «замораживание» сплава путем охлаждения его до температуры затвердевания и затем быстро нагревают до температуры разливки. В конце плавки берут пробу для химического анализа, а также технологическую пробу, которая позволяет определить по излому качество сплава и содержание в нем газов; пробу сравнивают с эталонами. Для получения высококачественных медных сплавов необходим тщательный контроль за соблюдением правил подготовки исходных материалов и проведения процесса плавки. Особое внимание надо уделять контролю температуры жидкого сплава как в процессе самой плавки, так и при выпуске его из печи и разливке. Обычно для измерения температуры сплава применяют термопары погружения с защитными чехлами из жароупорной стали. Термопары в сочетании с аппаратурой автоматического действия могут самостоятельно регулировать температурный режим в печах или же путем световой или звуковой сигнализации привлекать внимание рабочего к нарушению температурного режима. Ввиду того что медные сплавы имеют склонность к поглощению газов и окислению, при заливке форм необходимо поддерживать небольшую высоту струи, не прерывать ее и не допускать разбрызгивания сплава. Разливку производят через носок ручных и крановых ковшей, подобных тем, которые применяют при разливке чугуна. Реклама:Читать далее:Плавка и разливка алюминиевых сплавов
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 При небольших объемах производства иногда используются тигельные печи.
При небольших объемах производства иногда используются тигельные печи.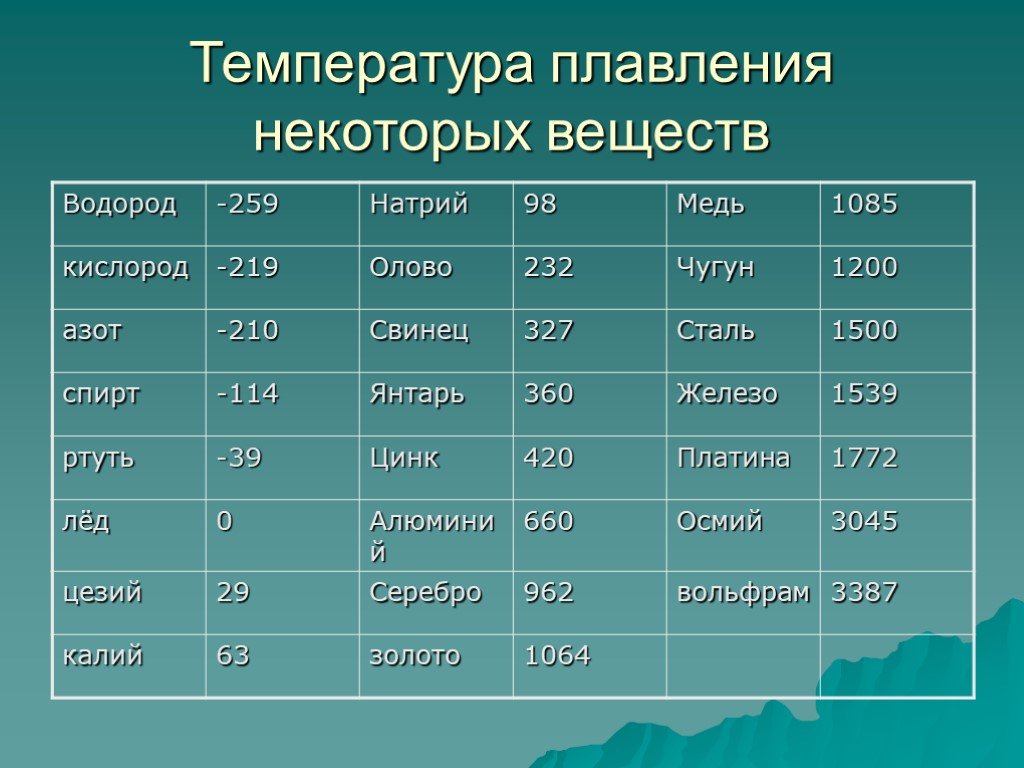
 При небольших объемах плавки они обеспечивают высокое качество сплава, так как в них отсутствует непосредственный контакт сплава с продуктами горения, а поверхность зеркала металла очень мала. Для плавки применяют графитовые или корундовые тигли.
При небольших объемах плавки они обеспечивают высокое качество сплава, так как в них отсутствует непосредственный контакт сплава с продуктами горения, а поверхность зеркала металла очень мала. Для плавки применяют графитовые или корундовые тигли. На торцы кожуха насажены зубчатые ободы, сцепленные с зубчатыми колесами, которые дают возможность покачивать печь в процессе плавки, благодаря чему обеспечивается получение однородного по составу и равномерно нагретого сплава.
На торцы кожуха насажены зубчатые ободы, сцепленные с зубчатыми колесами, которые дают возможность покачивать печь в процессе плавки, благодаря чему обеспечивается получение однородного по составу и равномерно нагретого сплава.
 Заполняющий каналы сплав сообщается с ванной жидкого сплава и отдает ему тепло за чет циркуляции, создаваемой разностью температур сплава по высоте печи.
Заполняющий каналы сплав сообщается с ванной жидкого сплава и отдает ему тепло за чет циркуляции, создаваемой разностью температур сплава по высоте печи. При расплавлении всей шихты производят раскисление, с поверхности удаляют шлак и вводят легко-окисляемые элементы. При сливе готового сплава необходимо оставить его в каналах и над ними слоем в 30—50 мм.
При расплавлении всей шихты производят раскисление, с поверхности удаляют шлак и вводят легко-окисляемые элементы. При сливе готового сплава необходимо оставить его в каналах и над ними слоем в 30—50 мм.



Все, что вам нужно знать о температурах плавления металлов
31 мая 2021 г. 31 мая 2021 г.
31 мая 2021 г.
| 10:29
Металлы ценятся за способность выживать в суровых условиях. Тяжелые нагрузки, непрерывная цикличность, большая интенсивность, щелочные условия и даже экстремальные температуры — все это факторы, которые следует учитывать. Печи, дизельные двигатели, поршневые двигатели, искровые форсунки, высокоскоростные машины и выхлопные системы — все они подвергаются воздействию условий, которые могут расплавить некоторые металлы. При выборе металла высокого назначения необходимо учитывать различные температурные точки, причем температура плавления металла является одной из наиболее значимых.
Просмотрите весь наш список продуктов Просмотрите весь наш список продуктов
Какова температура плавления металлов?
Температура плавления металла, также известная как точка плавления, представляет собой температуру, при которой он начинает переходить из твердого состояния в жидкое. Твердое и жидкое состояния металла находятся в равновесии при температуре плавления. Если эта температура достигнута, то к металлу можно подводить тепло бесконечно долго без повышения общей температуры. Дополнительное тепло может помочь увеличить нагрев металла до тех пор, пока он полностью не перейдет в жидкий процесс.
Твердое и жидкое состояния металла находятся в равновесии при температуре плавления. Если эта температура достигнута, то к металлу можно подводить тепло бесконечно долго без повышения общей температуры. Дополнительное тепло может помочь увеличить нагрев металла до тех пор, пока он полностью не перейдет в жидкий процесс.
Какое значение имеет температура плавления металла?
Существует множество значимых значений, которых достигает металл при нагреве в процессе металлообработки или в результате его использования, но одним из основных значений является температура плавления металла.
Потеря части, которая произойдет, когда металл превысит свою температуру плавления, является одной из причин, почему температура плавления так значительна. Разрушение металла происходит до достижения точки плавления, но как только металл приближается к пику плавления и начинает плавиться, он больше не служит своему предназначению.
Например, когда элемент печи начинает плавиться, печь больше не может работать, если этот компонент необходим. Когда топливная форсунка реактивного двигателя расплавляется, отверстия забиваются, и двигатель становится неработоспособным. Необходимо помнить, что другие формы потери металла, такие как трещины, вызванные ползучестью, возникают задолго до достижения температуры плавления, и исследования влияния различных температур, которым будет подвергаться металл, должны быть проведены заранее. .
Когда топливная форсунка реактивного двигателя расплавляется, отверстия забиваются, и двигатель становится неработоспособным. Необходимо помнить, что другие формы потери металла, такие как трещины, вызванные ползучестью, возникают задолго до достижения температуры плавления, и исследования влияния различных температур, которым будет подвергаться металл, должны быть проведены заранее. .
Дело в том, что температура плавления металла очень важна, потому что металлы поддаются формованию, пока они расплавлены. Металлы нагревают до температуры замерзания в различных технологических процессах. Металлы должны быть жидкими для плавления, сварки плавлением и литья. При выполнении производственного процесса, в котором металл будет нагреваться, важно знать температуру, при которой это будет происходить, чтобы можно было выбрать правильные материалы для используемого оборудования. Сварочный пистолет должен выдерживать атмосферный нагрев электрического тока и расплавленного металла.
Температура плавления обычных металлов
- Алюминий: 660°C или 1220°F
- Латунь: 930°C или 1710°F
- Золото: 1063°C или 1945°F
- Серебро: 961°C или 1762°F
- Углеродистая сталь: 1425-1540°C или 2597-2800°F
- Нержавеющая сталь: 1375 – 1530°C или 2500-2785°F
- Инконель: 1390-1425°C или 2540-2600°F
- Чугун: 1204°C или 2200°F
- Свинец: 328°C или 622°F
- Молибден: 2620°C или 4748°F
- Никель: 1453°C или 2647°F
- Алюминий Бронза: 1027-1038°C или 1881-1900°F
- Хром: 1860°C или 3380°F
- Медь: 1084°C или 1983°F
- Платина: 1770°C или 3218°F
- Вольфрам: 3400°C или 6152°F
- Цинк: 420°C или 787°F
- Титан: 1670°C (3038°F)
Просмотрите весь наш список продуктов Просмотрите весь наш список продуктов
Piping Mart
Pipingmart — это портал B2B, специализирующийся на промышленных, металлических и трубопроводных продуктах. Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Сравнение температур плавления сплавов с составляющими их металлами
Сравнение температур плавления сплавов с составляющими их металлами
0 Комментарий
admin
Просмотры сообщений:
549
Сплав представляет собой смесь двух или более химических элементов, один из которых должен быть металлом. Различные вещества в контролируемых количествах добавляются к металлу для образования сплавов с желаемыми свойствами. Примеры сплавов, таких как нержавеющая сталь, бронза и латунь, применяются в различных областях, включая строительство, автомобилестроение, медицину и аэрокосмическую промышленность.
Давайте продолжим обсуждение сплавов и их свойств, и эта статья начнется со сравнения точек плавления сплавов с точками плавления составляющих их металлов.
2. Температура плавления и интервал плавления
Температура плавления является важной характеристикой сплавов и металлов. Это температура, при которой вещество переходит из твердого состояния в жидкое. При этой температуре твердое состояние и жидкое состояние сосуществуют в равновесии.
В отличие от чистых металлов, у большинства сплавов есть диапазон плавления, а не точка плавления, в течение которой вещество испытывает плавный переход между твердым состоянием и жидким состоянием. Ниже приводится дальнейшее объяснение процесса плавления материала сплава:
- Сплавы начинают плавиться при температуре солидуса, и вещество частично жидкое, а частично твердое.
- Завершают плавку при температуре ликвидуса.
- Существуют особые случаи, когда некоторые сплавы изменяют свое состояние при одной единственной температуре, которая называется эвтектической температурой.
- Чем шире диапазон плавления, тем более нечистым является вещество.

Давление окружающей среды влияет как на температуру плавления, так и на диапазон плавления.
3. Диаграммы температуры плавления соединения
Давайте подробно обсудим точки плавления сплавов, используя следующие диаграммы.
[1]
Эти две диаграммы температуры плавления показывают диапазон плавления соединения (смесь металла A и металла B).
- Крайняя левая часть графика показывает, где существует только чистый металл A, а крайняя правая сторона показывает, где существует чистый металл B.
- Линия на диаграмме — яркое проявление перехода твердое тело — жидкое. Температура плавления снижается по мере того, как смесь становится нечистой. Самая низкая точка плавления находится в середине графика.
- Точка пересечения называется точкой эвтектики. Некоторые системы не имеют точек эвтектики. У некоторых их несколько.
- Однако реальная ситуация немного отличается. Прежде чем температура достигнет эвтектических точек, металл В уже начал плавиться, и в этой точке можно было найти и А, и В.

- Другой вывод, который можно сделать, состоит в том, что точка эвтектики сплава обычно ниже, чем точка плавления чистого металла составляющих его элементов.
4. Температура плавления сплава ниже – почему?
Большинство сплавов имеют более низкую температуру плавления по сравнению с металлами, из которых они состоят, потому что их атомы имеют более правильное расположение и более прочные связи. Вы сможете лучше понять это явление, узнав о процессе плавления.
В начале атомы кристаллических материалов, таких как металлы, имеют трехмерное расположение, а именно кристаллическую решетку. Они удерживаются вместе сильными силами решетки. Эти частицы поглощают больше энергии и движутся сильнее. Наконец, прочная кристаллическая структура разрушается, и твердый материал плавится. Чем больше энергии требуется, тем выше температура плавления. Ниже приведены данные по нескольким температурам плавления металлов и сплавов:
Таблица 1 Температура плавления некоторых металлов и сплавов
| Элемент | Температура плавления (°C) | Температура плавления (°F) |
| Алюминий | 660,32 | 1220,58 |
| Медь | 1084,62 | 1984,32 |
| Железо | 1538 | 2800 |
| Никель | 1453 | 2651 |
| Серебро | 961,78 | 1763,2 |
| Олово | 231,93 | 449,47 |
| Титан | 1668 | 3034 |
| Цирконий | 1855 | 3371 |
| Алюминиево-железный сплав | 1153 | 2107 |
| Алюминиево-никелевый сплав | 1385 | 2525 |
| Латунь, красная | 990 – 1025 | 1810 – 1880 |
| Латунь, желтая | 905 – 932 | 1660 – 1710 |
| Бронза, алюминий | 1027 – 1038 | 1881 – 1900 |
| Медно-никелевый сплав | 1060-1240 | 1940-2264 |
| Железо, литье | 1204 | 2200 |
| Железо кованое | 1482 | 2700 |
Примечание. Металлы указаны в синих ячейках, а сплавы — в серых.
Металлы указаны в синих ячейках, а сплавы — в серых.
5. Другие различия между сплавами и металлами
Сплавы отличаются от составляющих их металлов в следующих аспектах:
- Сплавы прочнее составляющих их металлов.
Хрупкие чистые металлы объединяются в более твердые и прочные сплавы. Бронза (88% меди и 12% олова) прочнее меди. Он легче плавится и легче отливается.
- Сплавы обладают лучшей коррозионной стойкостью, чем входящие в их состав металлы.
Чистые металлы более подвержены коррозии. Так сплавы создаются для борьбы с коррозией. Процентное содержание алюминия, железа и никеля в алюминиевой бронзе составляет от 6% до 12%. Алюминиевая бронза обладает высокой коррозионной стойкостью, поэтому это отличный вариант для изготовления таких устройств, как насосы и клапаны, подверженные воздействию агрессивных жидкостей.
6. Заключение
Сплавы представляют собой смесь металлов и других веществ, приобретающих желаемые качества, такие как ударная вязкость, долговечность и коррозионная стойкость.