Токарная обработка деталей: Основные сведения о токарной обработке :: ТОЧМЕХ
Содержание
Особенности и разновидности обработки на токарном станке
Когда с металлической заготовки для получения требуемой формы на специальном станке срезают лишний слой, речь идет о токарной обработке металлов. Механическая обработка деталей производится квалифицированными токарями в заводских условиях. Главным движением, способствующим нанесению резьбы, снятию фасок, выполнению канавок является вращение. При этом мастер использует целый ряд вспомогательных инструментов. Подробнее разберем, что такое токарная обработка металлов, какие существуют виды обработки.
Токарные станки
Заводское оборудование выпускаются разных типов. Модели различаются структурной составляющей, числом выполняемых операций, степенью автоматизации. Станки бывают винторезными, револьверными, карусельными, лоботокарными, с автоматическим, полуавтоматическим и программным управлением. Наиболее распространенный тип станков — токарно-винторезный. Это универсальный вид металлообрабатывающего оборудования.
Виды токарной обработки
Обработка металла токарем — сложный процесс. Для получения качественных токарных изделий необходимо высококлассное оборудование и режущие инструменты. От резцов и свёрл зависит точность обработки, соответствие готовых деталей чертежам.
Традиционные виды токарной обработки металлов:
- металлообработка заготовок цилиндрической формы;
- металлообработка заготовок конической формы;
- обработка торцов и уступов;
- нарезка пазов и канавок;
- расточка отверстий, сверление;
- выполнение резьбы внешней и внутренней.
Это стандартные операции, быстрее и лучше всего выполняемые на станках с ЧПУ.
При обработке цилиндрических заготовок основной процесс занимает планомерное снятие с поверхности слоев металла резцами. Регулировка толщины и скорости прохода зависит от марки стали (или другого металла). Таким способом вытачивают валы, крепежные элементы, цилиндрические детали различной конфигурации.
Принцип одновременной обработки поверхностей в вертикальной и горизонтальной плоскости характерен для заготовок конической формы. Режущий инструмент подается одновременно в двух направлениях: продольном и поперечном. Преимущества использования станков: высокая скорость производства, точное соответствие заявленным размерам, возможность дополнительной обработки кромки, нарезки фасок.
Режущий инструмент подается одновременно в двух направлениях: продольном и поперечном. Преимущества использования станков: высокая скорость производства, точное соответствие заявленным размерам, возможность дополнительной обработки кромки, нарезки фасок.
При помощи резцов проходного типа происходит обработка торцевой части заготовок. Будущая деталь зажимается, подвергается центровке, оператор настраивает скорость вращения. Для выполнения простой операции подходят станки с ручным управлением.
Нарезка канавок, пазов осуществляется при помощи отрезных резцов. Для фиксации длинных деталей в центральной части используют станочное приспособление люнет. Опорное устройство позволяет избежать прогиба, исключает порчу резца, гарантирует точность выполнения операций.
Выполнение отверстий на станке возможно по центру заготовок конической и цилиндрической формы. После сверления мастер выполняет расточку внутренней и внешней поверхности. К стандартным операциям относится нарезание левой и правой резьбы, развертывание отверстий для соблюдения точных размеров и получения более гладкой поверхности.
Инструменты металлообработки
Резцы разного типа используются как основной инструмент металлообработки. С их помощью выполняется черновая обдирка, снятие тонких слоев металла, резка в размер, расточка, развертывание отверстий. Для каждой операции инструмент выбирают по типу обрабатываемого металла и углу разворота резца. За стандартный принимается угол разворота 30°-40°. Если изготавливается деталь маленького размера или металл слишком мягкий, то угол разворота может доходить до 90°.
Виды стружки
Стружкой называют элемент, получаемый путем срезания припуска. Припуск — слой металла, удаляемый с заготовки. Вид стружки зависит от степени твердости материала и особенностей токарной обработки деталей.
- Стружка элементная. Называется также стружкой скалывания. Образуется, если оператор работает с заготовками из твердых материалов (сталь). Выглядит как множество коротких элементов, чаще всего не связанных между собой.
- Ступенчатая. Образуется, если обрабатывать детали из сплавов средней твердости, используя при этом среднюю скорость вращения станка.
 С одной стороны, поверхность гладкая, с другой с зазубринами.
С одной стороны, поверхность гладкая, с другой с зазубринами. - Сливная стружка спиральной формы. Выходит при большой скорости вращения. Образуется из податливых материалов: меди, олова, свинца, мягких марок стали. Выглядит как длинная гладкая спираль.
- Сливная стружка ленточной формы. Получается при тех же условиях, что и предыдущая стружка. Выглядит как длинная лента с гладкой поверхностью.
- Стружка надлома. Получается при работе с чугуном. Выглядит как отдельные фрагменты в форме крупинок.
Стружка часто выбрасывается с большой силой. По технике безопасности токарь должен работать в защитных очках.
Профессиональное применение технологии токарной обработки позволяет производить запчасти с требуемыми характеристиками. Готовая продукция широко применяется в сферах машиностроения, энергетики, автомобилестроения, промышленности.
Услуги по токарной обработке металлов оказывает научно-производственная компания «ТехСистема». Это предприятие замкнутого цикла с конструкторским и технологическим отделами, парком современных станков, которое оперативно реализует собственные и сторонние проекты.
Токарная обработка металла — РИНКОМ
Токарная обработка металла — РИНКОМ
Главная
Статьи
Токарная обработка металла
Токарная обработка металла
18 января 2022
Гирин Кирилл
Токарная обработка — самая распространенная технология изготовления различных деталей и изделий, при которой с заготовок снимаются слои металла различной величины. Этот процесс выполняется на специальных станках.
В этой статье мы расскажем обо всех особенностях токарной обработки металла. Вы узнаете:
- на каких станках происходит токарная обработка металла;
-
какие изделия изготавливают по этой технологии; -
какие операции выполняются; -
какие инструменты для этого используют; -
какие особенности имеет токарная обработка металла; -
как предупредить возникновение брака.
Обработка металла на токарных станках
Токарные станки применяют для единичного, мелкосерийного, серийного и массового производства следующих деталей и изделий.
Фотография №1: токарная обработка металла
Виды токарной обработки металла
Существуют следующие виды токарных станков.
-
Токарно-винторезные. Самая распространенная группа токарных станков. На обрабатывают тела вращения для: -
формирования конусных поверхностей; -
нарезания резьбы; -
обработки наружных цилиндрических поверхностей; -
сверления, зенкерования и развертывания отверстий; -
накатывания рифлений; -
обработки торцов и уступов; -
обработки канавок; -
отрезных операций; -
нарезания наружных и внутренних резьб.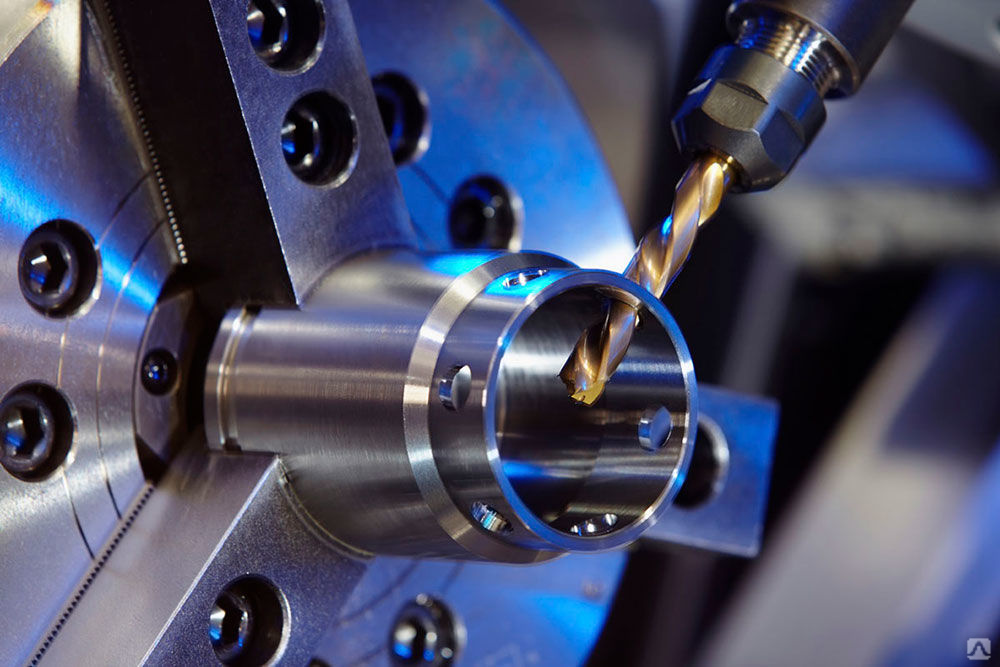
Изображение №1: основные виды токарной обработки металла
-
Токарно-карусельные. Станки для обработки заготовок больших диаметров. -
Токарно-револьверные. Станки для обработки прутков, поковок и отливок. -
Лоботокарные. Устройства предназначенные для обработки шкивов, колес, полуфабрикатов шестерен, фланцев, звездочек и пр.
Фотография №2: токарно-винторезный станок
Технология токарной обработки металла
Основной принцип технологии токарной обработки металла заключается в следующем: подаваемый инструмент врезается режущей кромкой в поверхность заготовки. Последняя снимает слой металла преобразуя в стружку.
Выделяют 4 вида стружки.
-
Ступенчатая. Формируется при обработке заготовок из алюминиевых сплавов и сталей умеренной твердости на средних скоростях.
-
Стружка надлома. Формируется при токарной обработке материалов с невысокой пластичностью. -
Элементная. Стружка образуется при токарной обработке твердых и маловязких металлов. -
Слитая. Стружка, формируемая при скоростной токарной обработке заготовок из мягких материалов. К ним относятся мягкая сталь, свинец, олово, медь, сплавы на их а также полимеры.
Изображение №2: виды стружки, формирующейся при токарной обработке металла
Основной инструмент для обработки металла на токарных станках
Для обработки металла на токарных станках используются различные виды резцов.
Фотография №3: прямые проходные токарные резцы
Фотография №4: резьбовой резец для нарезания наружной резьбы
Резцы, для нарезания внутренних резьб имеют изогнутую форму.
Фотография №5: резьбовые резцы для нарезания внутренних резьб
Фотография №6: отрезные токарные резцы
Фотография №7: расточные резцы, предназначенные для обработки глухих отверстий
Фотография №8: расточные резцы, предназначенные для обработки сквозных отверстий
Фотография №9: отогнутый подрезной резец
Фотография №10: упорный проходной резец
Фотография №11: отогнутые проходные токарные резцы
Выбор ключевых параметров токарной обработки металла
Главные параметры токарной обработки металла — скорость вращения шпинделя и подача. Расскажем о критериях выбора режимов.
-
Скорость вращения шпинделя. При черновой токарной обработке металла устанавливают низкую скорость вращения шпинделя, а при чистовой — высокую. -
Подача. При черновой обработке подача больше, при чистовой — меньше.
При черновой обработке подача больше, при чистовой — меньше.
Как предотвратить брак при токарной обработке металла и устранить последствия ошибок?
При токарной обработке металла могут возникать следующие виды брака.
-
Шероховатость полученной поверхности не отвечает требованиям, указанным в чертеже. -
Обточенная поверхность приобрела овальную форму. -
Поверхность получила конический профиль. -
В результате токарной обработки была изготовлена деталь с неправильными габаритами. -
Часть поверхности не была обработана.
Рассмотрим вышеперечисленные виды брака подробнее.
Шероховатость полученной поверхности не отвечает требованиям, указанным в чертеже
Это происходит по следующим причинам.
-
Задана слишком большая подача. -
Дрожание заготовки и износа подшипников шпинделя или неправильной фиксации. -
Между отдельными частями суппорта увеличился зазор. -
Резец закреплен недостаточно надежно. -
Инструмент имеет малый радиус при вершине режущей кромки. -
Резец плохо заточен. -
Материал детали слишком вязкий. -
Резец имеет неправильные геометрические параметры.
Перечисленные виды брака часто устраняют путем снятия тонких слоев металла.
Обточенная поверхность приобрела овальную форму
Заготовка может приобрести овальную форму из-за биения шпинделя по трем причинам.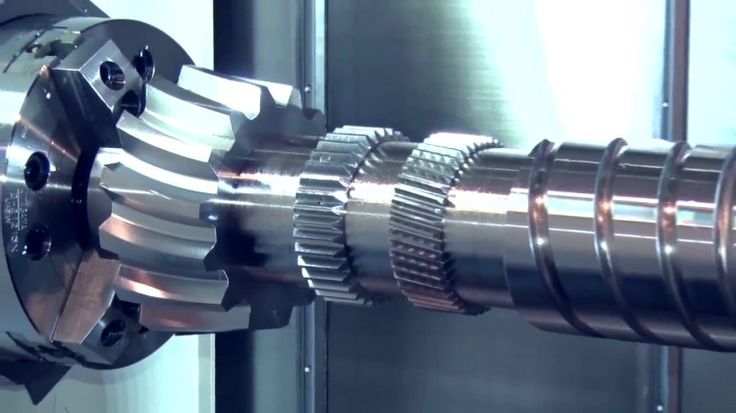
-
Неравномерная выработка подшипников. -
Неравномерный износ шеек шпинделя. -
Попадание мелкой стружки или грязи в коническое отверстие шпинделя.
В ряде случаев наблюдается смещение оси заготовки относительно оси шпинделя. В результате величина радиального биения превышает радиальный припуск. Обработке подвергаются не все секторы окружности.
Обозначенные проблемы решаются при:
-
регулярных поверках станков; -
своевременных ремонтах оборудования; -
очистке передних центров и конических отверстий.
Рекомендуется регулярная проверка правильности установки заготовки в патроне. Мастер обращает внимание на радиальное и торцевое направление. Это снижает риск биения, обеспечивает высокое качество обработки.
Это снижает риск биения, обеспечивает высокое качество обработки.
Поверхность получила конический профиль
Дефект возникает при смещении заднего центра относительно переднего. Причина проблемы — попадание мелкой стружки или грязи в заднее отверстие пиноли. Для устранения этой причины брака нужно:
-
правильно установить задний центр; -
очистить центр и коническое отверстие пиноли; -
переместить корпус задней бабки на ее плите (при необходимости).
Для карусельных станков и станков без задней бабки следует устранить отклонение линейного перемещения инструментального суппорта вдоль оси шпинделя.
В результате токарной обработки была изготовлена деталь с неправильными габаритами
Габариты полученной детали чаще всего не соответствуют заданным из-за:
Если диаметр детали получился меньше требуемого, то брак не исправить. В противном случае снимают слои металла нужной толщины.
В противном случае снимают слои металла нужной толщины.
Часть поверхности не была обработана
Этот вид брака возникает по следующим причинам.
-
Неправильные начальные размеры заготовок. -
Недостаточный припуск на обработку. -
Плохая правка заготовки. -
Неправильная установка. -
Плохая выверка. -
Неточное расположение центровых отверстий. -
Смещение задних центров.
Обычно такой брак исправить не удается. Чтобы его избежать:
-
следите за расположением отверстий; -
всегда проверяйте правильность установки задних центров; -
удостоверяйтесь в том, что заготовка надежно установлена; -
устанавливайте нужные величины припусков; -
измеряйте заготовки перед обработкой; -
тщательно их правьте пред закреплением в станках.
Охрана труда при выполнении токарных работ
-
При работе надевайте защитные очки и вставляйте противошумовые вкладыши. -
Включайте сжатый воздух только при контакте инструмента с заготовками. -
Не включайте сжатый воздух, если привод не работает. -
Перед началом работы убедитесь в исправности:
Используйте сжатый воздух для удаления стружки только в том случае, если этого требует технологическая документация.
Не удаляйте стружку руками и не выдувайте ее. Используйте специальные крючки и магниты.
Чтобы избежать поломки инструмента и вырыва заготовки:
-
перед остановкой станка выключите подачу; -
удалите резец от детали; -
остановите шпиндель.
При включении станка:
Не стойте на линии отлета стружки. Находиться нужно с правой стороны от суппорта.
Используйте правильно заточенный инструмент.
Все поверхности очищайте от масла и грязи.
При подготовке к токарной обработке металла удостоверьтесь в надежности крепления:
-
патрона;
Где купить инструменты для токарной обработки металла
Резцы и иные инструменты для токарной обработки металла можно купить в нашем магазине. Мы предлагаем качественную продукцию отечественного и зарубежного производства, реализуем широкий спектр сопутствующих товаров.
Для ознакомления с ассортиментом изделий посетите соответствующий раздел сайта.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 марта 2023
Режущий инструмент по металлу
9 января 2023
Нарезание резьбы метчиком
19 декабря 2022
Виды отверток
11 октября 2022
Токарные патроны
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Токарная обработка с ЧПУ | Токарный станок с ЧПУ с приводным инструментом для нестандартных деталей
Спинка
Материалы
Материалы по услугам
Литье под давлениемОбработка с ЧПУ3D-печатьЛистовой металл
Материалы по типам
Пластмассы, металлы, эластомеры
Связанные ссылки 23 Полное руководство по обработке с ЧПУ
Наше загружаемое руководство предлагает советы по оптимизации ваш дизайн для обработки, допуски и соображения по резьбе, выбор правильного материала для ваших деталей и многое другое.
Скачать
Ресурсы
Советы по дизайну
Наборы инструментов
Руководства и отчеты о тенденциях
Тематические исследования
Вспомогательные средства дизайна
Вебинары и выставкиБлог
Видео
Часто задаваемые вопросы
Педагоги и студенты
ГлоссарийОтрасли
Медицинский
Аэрокосмическая промышленность
Автомобильный
Бытовая электроника
Промышленное оборудованиеО нас
Кто мы
Почему Протолабс?
Фабрики х Сеть
Платформа цифровых котировок
Исследования и разработки
Награда за крутую идею
Устойчивое развитие и социальное воздействиеКарьера
Инвесторы
Места
Нажимать
Приобретение
ПартнерствоСвязаться с нами
Proto Labs, Inc.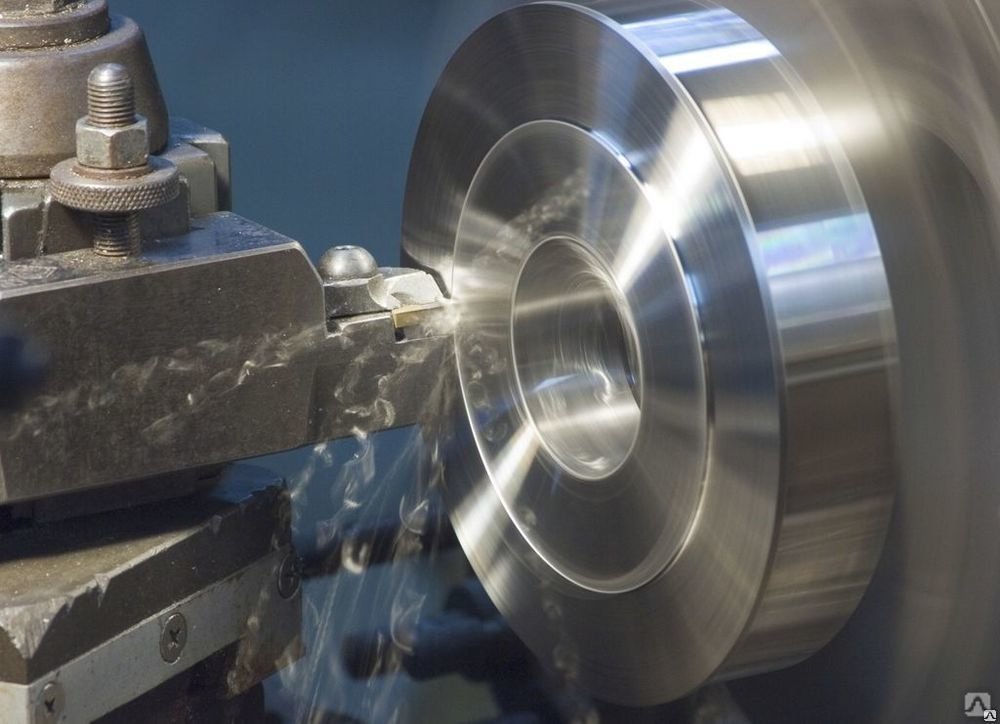
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
СШАФ: 877.479.3680
7 E: 9263.4 почта защищена]Цифровые фабрики x
Партнерская сетьНаши цифровые фабрики производят мелкие детали за несколько дней, в то время как наша цифровая сеть партнеров-производителей на основе концентраторов открывает передовые возможности и оптовые цены при больших количествах.
Узнать больше
Получить предложениеВойти
Получите качественные точеные детали для быстрого прототипирования и конечного производства. Сроки изготовления от 1 дня.
Загрузить деталь
Сертификаты
ISO 9001:2015 | AS9100D | Зарегистрировано в ITAR
Перейти к разделу
→ Возможности
→ Материалы
→ Поверхностная обработка
→ О токарной обработке с ЧПУ
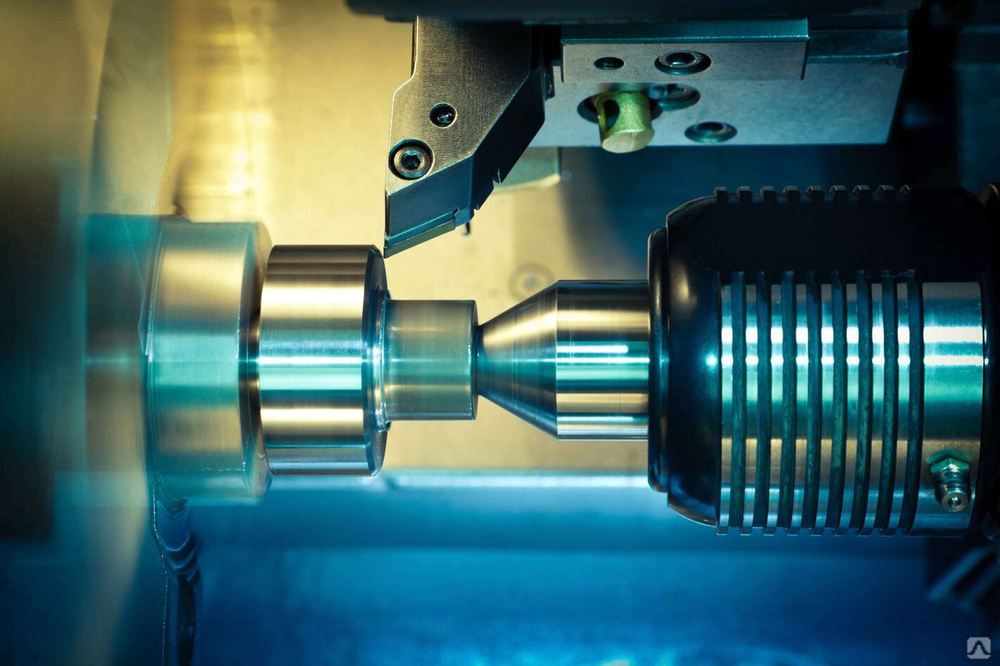
Наш процесс токарной обработки с ЧПУ позволяет производить прототипы и детали для конечного использования по индивидуальному заказу всего за 1 день. Мы используем токарный станок с ЧПУ с приводным инструментом, поэтому можно обрабатывать такие элементы, как осевые и радиальные отверстия, плоские поверхности, канавки и пазы.
Мы используем токарный станок с ЧПУ с приводным инструментом, поэтому можно обрабатывать такие элементы, как осевые и радиальные отверстия, плоские поверхности, канавки и пазы.
Токарная обработка с ЧПУ часто используется для:
- функциональных прототипов и деталей конечного использования
- детали с цилиндрическими элементами
- детали с осевыми и радиальными отверстиями, лысками, канавками и пазами
Если у вас возникли проблемы с получением руководства, щелкните здесь, чтобы загрузить его.
Руководство по проектированию станков с ЧПУ
В этом руководстве по станкостроению с ЧПУ вы узнаете, как создавать эффективные, технологичные металлические и пластмассовые детали для прототипирования и производства.
Соединенные Штаты АмерикиАфганистанАландские островаАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктикаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамские островаБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливия, Многонациональное Государство Бонэйр, Синт-Эстатиус и СабаБуветишаБуразинаБосния и Герцефалия Ocean TerritoryБруней-ДаруссаламБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКанадаКабо-ВердеКаймановы островаЦентральноафриканская РеспубликаЧадЧилиКитайОстров РождестваКокосовые острова (Килинг)КолумбияКоморские островаКонгоКонго, Демократическая Республика Острова КукаКоста-РикаКот-д’ИвуарХорватияКубаКюрасаоКипрЧехияСальвадорДжиминибутиКанадорДоминика ritreaЭстонияЭфиопияФолкленды Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БиссауГайанаГаитиОстров Херд и острова МакдональдСвятой Престол (город-государство Ватикан)ГондурасИранИранияИсламская РеспубликаИндияВенгрияИсландия Остров МэнИзраильИталияЯмайкаЯпонияДжерсиИорданияКазахстанКенияКирибатиКорея, Корейская Народно-Демократическая Республика, Республика КувейтКыргызстанЛаосская Народно-Демократическая РеспубликаЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургМакаоМакедония, Бывшая Югославская Республика МадагаскарМалавиМалайзияМартинМальдивыМалики iusMayotteMexicoМикронезия, Федеративная Государства Молдова, Республика Монако, Монголия, Черногория, Монсеррат, Марокко, Мозамбик, Мьянма, Намибия, Науру, Непал, Нидерланды, Новая Каледония, Новая Зеландия, Никарагуа, Нигер, Нигерия, Ниуэ, Остров Норфолк, Северные Марианские острова, Норвегия, Оман, Пакистан, Палау, Палестина, Государство Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины, Питкэрн, Польша, Португалия, Пуэрто-Рико.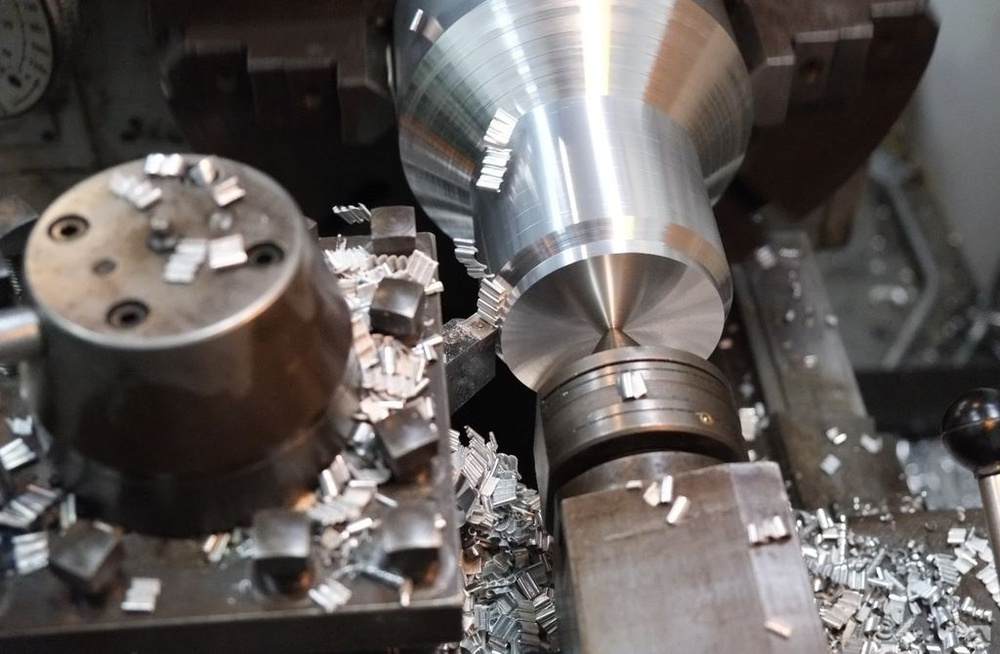 andaСен-БартелемиСент-Хелена, Вознесения и Тристан-да-КуньяСент-Китс и НевисСент-ЛюсияСен-Мартен (французская часть)Сен-Пьер и МикелонСент-Винсент и ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСинт-Мартен ( Голландская часть)СловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Грузия и Южные Сандвичевы островаЮжный СуданИспанияШри-ЛанкаСуданСуриНазваниеШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирийская Арабская РеспубликаТайвань, Китайская провинцияТаджикистанТанзания, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоСоединенные ОстроваУкраинаТурцияТуркменистанАрабскаяТурки и КавалуЭмираты ted Королевство Малые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
andaСен-БартелемиСент-Хелена, Вознесения и Тристан-да-КуньяСент-Китс и НевисСент-ЛюсияСен-Мартен (французская часть)Сен-Пьер и МикелонСент-Винсент и ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСинт-Мартен ( Голландская часть)СловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Грузия и Южные Сандвичевы островаЮжный СуданИспанияШри-ЛанкаСуданСуриНазваниеШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирийская Арабская РеспубликаТайвань, Китайская провинцияТаджикистанТанзания, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоСоединенные ОстроваУкраинаТурцияТуркменистанАрабскаяТурки и КавалуЭмираты ted Королевство Малые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.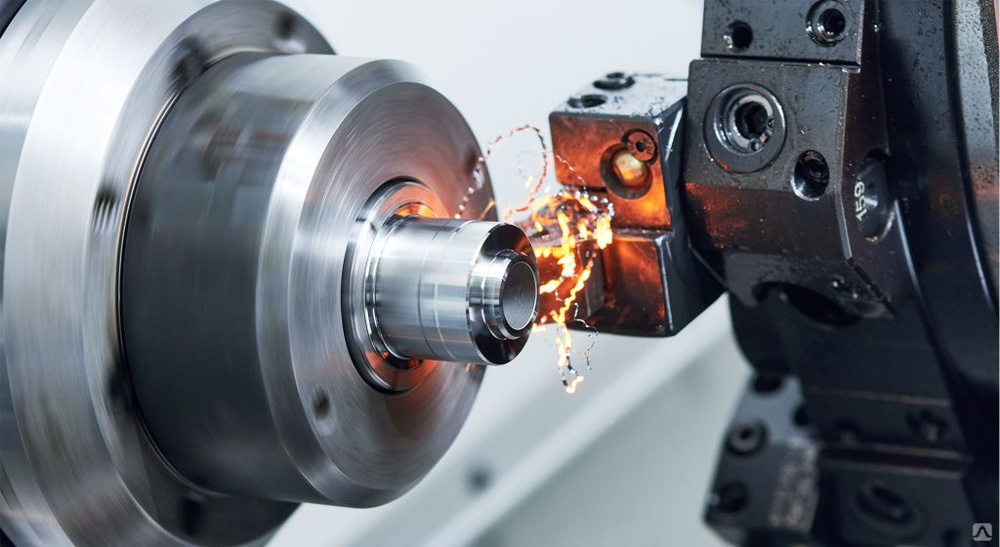
Руководство по проектированию для токарной обработки с ЧПУ
Наши основные рекомендации по токарной обработке с ЧПУ включают важные аспекты проектирования, помогающие улучшить технологичность деталей, улучшить внешний вид и сократить общее время производства.
| США | Метрическая система | ||
| Максимальные размеры | Диаметр | 3,95 дюйма | 100,33 мм |
| Длина | 9 дюймов | 228,6 мм | |
| Минимальные размеры | Диаметр | 0,16 дюйма | 4,07 мм |
| Длина | 0,05 дюйма | 1,27 мм | |
| Толщина стенки | 0,020 дюйма | 0,51 мм | |
| Уголок | 30° | 30° | |
| Допуски | +/- 0,005 дюйма | +/- 0,13 мм | |
Дополнительные примечания к рекомендациям по токарной обработке с ЧПУ
- Мелкие элементы могут быть разрешены, но диаметр в любой области не должен быть меньше 0,030 дюйма (0,76 мм).
- Допускаются острые конические точки; углы должны быть больше 30 градусов. Стенки тоньше 0,020 дюйма (0,5 мм) обычно не выдерживают процесса механической обработки.
Материалы для токарной обработки с ЧПУ
У нас есть широкий ассортимент металлических материалов, подходящих для различных применений деталей и отраслей промышленности. Выберите из алюминия, латуни, низкоуглеродистой стали, нержавеющей стали, стального сплава и титана для токарных деталей.
- Алюминий
- Латунь
- Низкоуглеродистая сталь
- Стальной сплав
- Нержавеющая сталь
- Титан
Варианты отделки поверхности точеных деталей
Токарные детали обычно имеют очень гладкую поверхность. Обработанная поверхность цилиндрических областей, как правило, будет намного более гладкой на токарном станке, чем на фрезерном станке, поэтому учитывайте это при выборе метода обработки для тех деталей, которые подходят для любого метода. Области, вырезанные с помощью приводного инструмента, такие как плоские поверхности и пазы, могут иметь видимые следы инструмента.
Области, вырезанные с помощью приводного инструмента, такие как плоские поверхности и пазы, могут иметь видимые следы инструмента.
При желании металлические детали можно слегка обработать дробеструйной очисткой, чтобы они стали матовыми. Края твердых металлов, таких как сталь и нержавеющая сталь, также могут быть сломаны (удалены заусенцы) с помощью легкой дробеструйной обработки для удаления металлических осколков, а также острых или шероховатых участков.
| Алюминий | Кромки, сломанные с видимыми следами инструментов, края, сломанные легкой дробеструйной обработкой, или острые кромки с видимыми следами инструментов |
|---|---|
| Все остальные металлы | Кромки, сломанные с видимыми следами инструмента или кромки, сломанные легкой дробеструйной обработкой |
Материал: Алюминий
Обработка поверхности: Оборванная кромка
Материал: Алюминий
Обработка поверхности: Дробеструйная обработка
Материал: Алюминий
Обработка поверхности: Острая кромка
Что такое токарная обработка с ЧПУ?
Токарная обработка с ЧПУ — это субтрактивный производственный процесс, при котором металлический стержень вращается, а режущий инструмент удерживается на заготовке для удаления материала и создания конечных деталей. Наши токарные станки с ЧПУ также оснащены приводными инструментами, которые могут обрабатывать плоские элементы и отверстия в заготовке. Также доступна резьба наружного (OD) и внутреннего диаметра (ID).
Наши токарные станки с ЧПУ также оснащены приводными инструментами, которые могут обрабатывать плоские элементы и отверстия в заготовке. Также доступна резьба наружного (OD) и внутреннего диаметра (ID).
Точеные детали могут быть оставлены после механической обработки с видимыми следами инструмента или подвергнуты дробеструйной очистке. Когда цикл завершен, детали проверяются, упаковываются и вскоре после этого отправляются.
Ресурсы
Токарная обработка деталей с цилиндрическими элементами
Для деталей с цилиндрическими элементами лучше всего использовать токарный станок.
Прочтите совет по дизайну
Как снизить затраты на обработку с ЧПУ
Используйте эти рекомендации по конструкции и материалам, чтобы сократить затраты на обработку.
Прочтите совет по дизайну
Что такое обработка с ЧПУ?
Как создавать эффективные, технологичные металлические и пластмассовые детали с помощью конструктивных соображений, выбора материалов и оптимизированных процессов обработки.
Читать руководство
Получите онлайн-предложение и анализ производства уже сегодня.
Узнать цену
Список продуктов
для токарных/токарных станков с ЧПУ и компонентов
Список продуктов для токарных/токарных станков с ЧПУ и компонентов — Dajin Precision
- Главная
- Список продуктов
- Клиентские отрасли
- Аэрокосмическая промышленность
- Автомобиль
- Электроника
- механический
- Медицинские и стоматологические инструменты
- Военные и оборона
- Охота и рыбалка
- Продукция Материалы
- Токарные детали с ЧПУ
- Латунные детали с ЧПУ
- Детали из нержавеющей стали с ЧПУ
- Пластиковые детали с ЧПУ
- Алюминиевые детали с ЧПУ
- Детали из сплава с ЧПУ
- Стальные детали с ЧПУ
- Детали из титана с ЧПУ
- Клиентское приложение
- Приложения
- Соединение трубы
- Соединительное соединение
- Вал серводвигателя
- Трубка из анодированного алюминия
- Свяжитесь с нами
- +86 158 8979 5877
- +86 0755 2102 3457
- +86 0755 2102 3457
- [электронная почта защищена]
- 2F, Блок B, Технологический парк Xinchengtai, Liantang Street, Shangcun Community, Gongming Office, Guangming New Dist.
 , Shenzhen, Guangdong, China (Mainland)
, Shenzhen, Guangdong, China (Mainland)
Dajin Precision, как ведущий производитель деталей для станков с ЧПУ в Китае, всегда может предложить самые выгодные услуги по токарной обработке и токарной обработке с ЧПУ для различных отраслей промышленности! Наша продукция охватывает прецизионные токарные детали из металла и пластика с ЧПУ, детали с ЧПУ, детали для токарных станков с ЧПУ для электроники, автомобильной, механической, аэрокосмической, медицинской, военной и оборонной промышленности! Здесь вы можете ознакомиться с нашим полным списком токарных станков с ЧПУ.
МЫ ХОТИМ ПОЛУЧИТЬ ОТ ВАС
DAJIN предоставляет токарные услуги отличного качества, прецизионные токарные детали, предлагая профессиональные услуги по механической обработке по конкурентоспособной цене и своевременную доставку. Благодаря нашим обширным возможностям обработки мы производим самые сложные детали для прецизионной обработки, охватывающие все отрасли, особенно в массовом производстве в автомобильной промышленности.
