Токарно расточные станки: Расточные станки: устройство, принцип работы, виды
Содержание
модели, технические характеристики, назначение :: SYL.ru
Расточной станок используются для обработки заготовок как в условиях единичного, так и серийного производства. Относится такое оборудование к классу универсального. Качественно обрабатывать изделия с его использованием можно в том числе и без переноса заготовок на какие-либо другие специализированные станки.
Основное назначение
Используются станки этого типа в первую очередь, конечно же, для расточки в заготовках отверстий разного диаметра. Но при необходимости их можно применять также для:
- обточки внешних поверхностей цилиндрических деталей;
- обработки торцов заготовок;
- зенкерования и развертывания отверстий;
- нарезания резьбы;
- фрезерования.
Виды расточных станков
Классифицироваться оборудование этого типа может по нескольким признакам. По сфере применения такие станки могут быть:
- универсальными токарно-расточными;
- специализированными.

Станки второй группы в свою очередь подразделяются на следующие разновидности:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные.
В последнее время очень широкое распространение на предприятиях получили расточные станки с ЧПУ.
Какие рабочие инструменты используются
Операции на таком оборудовании, как расточной станок, таким образом, могут производится самые разные. При обработке деталей на этих агрегатах используются такие режущие инструменты, как:
- сверло;
- резец;
- фреза;
- зенкер;
- метчик и т. д.
При выборе такого оборудования любой разновидности в первую очередь обращают внимание на диаметр шпинделя.
Каким может быть координатно расточной станок
Оборудование этого типа предназначено, прежде всего, для максимально точной обработки заготовок. Коородинатно-расточные станки могут быть:
- одностоечными;
- двухстоечными.
В конструкцию таких станков входят:
- станина;
- стойка;
- стол с салазками;
- расточная головка.

Также в конструкцию такого оборудования включена траверса.
Особенности работы на коородинатно-расточном станке
При использовании оборудования этого типа обрабатываемую заготовку предварительно закрепляют на рабочем столе. Далее в шпинделе устанавливают нужный режущий инструмент. Затем работа выполняется в следующем порядке:
- в зависимости от того, какую высоту имеет обрабатываемая деталь, регулируют траверсу и расточную головку;
- устанавливают шпиндель на заданные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его вида, может выполняться по-разному. На одностоечной модели шпиндель устанавливается должным образом путем перемещения рабочего стола в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол передвигают в продольном направлении;
- расточную головку перемещают в поперечном направлении по траверсе.
Модельный ряд координатно-расточных станков
Выпускают такое оборудование сегодня многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта одностоечная модель имеет размеры стола 630 х 1120 мм и оснащена оптической измерительной системой, дополненной экранным отсчетом. Также этот расточной станок имеет функцию автоматической остановки салазок. Еще одним повышающим удобство в работе дополнением в этой модели является устройство предварительного набора координат.
- 2Д450. Эта модель также имеет размеры стола 630 х 1120. Входящее в ее конструкцию оптическое устройство может отсчитывать как целую, так и дробную части координат.
Могут использоваться на предприятиях, конечно же, и другие координатные расточные станки. Модели 2А450, 2Л450АФ11-01, к примеру, также сегодня очень востребованы.
Горизонтально-расточные станки
Такое оборудование используется на предприятиях и в мастерских также достаточно часто. Основной его отличительной особенностью является то, что шпиндель в нем расположен горизонтально. Основным движением последнего является вращательно-поступательное относительно оси. При этом во время обточки может осуществляться как подача заготовки, так и передвижение самого рабочего инструмента.
При этом во время обточки может осуществляться как подача заготовки, так и передвижение самого рабочего инструмента.
Перемещение шпиндельной бабки на таком оборудовании, как горизонтально-расточной станок, является движением дополнительным.
Какие модели могут использоваться
На рынок сегодня может поставляться оборудование этого типа как обычное универсальное со шпинделем диаметром 110-130 мм, так и тяжелое. Станки последней разновидности обычно дополнительно оснащаются ползуном и подвижной колонной.
Моделей такого оборудования производителями выпускается также множество. К примеру, большой популярностью у потребителей пользуются агрегаты линеек ВФЦ и F.O.R.T.
Горизонтально расточной станок ВФЦ может быть предназначен для обработки заготовок весом до 10 тонн. Применяются такие станки в основном для растачивания деталей из чугуна и стали. Построены эти модели по модульному принципу и имеют поворотный стол.
Станки серии F.O.R.T также представлены на рынке в очень широком ассортименте. Конструкцию они могут иметь классическую с крестообразным столом либо с подвижной колонной. Размеры стола у горизонтально-расточных станков F.O.R.T варьируются от 1250 х 1400 мм до 4000 х 4000 мм. Диаметр шпинделя при этом у них может быть равен 100-260 мм.
Конструкцию они могут иметь классическую с крестообразным столом либо с подвижной колонной. Размеры стола у горизонтально-расточных станков F.O.R.T варьируются от 1250 х 1400 мм до 4000 х 4000 мм. Диаметр шпинделя при этом у них может быть равен 100-260 мм.
Алмазно-расточные станки
Оборудование этой разновидности предназначено в основном для тонкой окончательной обработки заготовок. Инструменты в таких станках, как уже можно судить по их названию, используются либо алмазные, либо твердосплавные. Расточной станок этой разновидности может применяться для обработки заготовок как из стали и чугуна, так и из сплавов цветных металлов, эбонита, текстолита, резины и т. д. В ряде случаев алмазная расточка может заменить даже шлифование.
Резка на таком оборудовании производится со значительной скоростью и при этом небольшой глубиной снятия материала. По расположению шпинделя алмазно-расточные станки могут быть горизонтальными или вертикальными.
Модельный ряд
Этот вид оборудования на рынке представлен не так широко, как горизонтально- и коородинатно-расточные станки. Однако марок подобных агрегатов выпускается сегодня также довольно-таки много. Одной из самых популярных моделей такого оборудования является 2А78. Очень неплохие имеет этот расточной станок технические характеристики. Размеры стола у этой модели равны 500 х 1000. С использованием этого оборудования можно делать отверстия в заготовках диаметром 27-200 мм.
Однако марок подобных агрегатов выпускается сегодня также довольно-таки много. Одной из самых популярных моделей такого оборудования является 2А78. Очень неплохие имеет этот расточной станок технические характеристики. Размеры стола у этой модели равны 500 х 1000. С использованием этого оборудования можно делать отверстия в заготовках диаметром 27-200 мм.
Токарно-расточные станки
Основной особенностью оборудования этой разновидности является очень высокая скорость вращения шпинделя. Токарно-расточной станок может использоваться для обработки как плоских деталей, так и цилиндрических.
При работе на таком оборудовании заготовка крепится на столе. При этом шпиндель совершает вращательно-поступательное движение.
Современной промышленностью выпускаются в том числе и токарно-расточные станки крупногабаритные. Диаметр обточки у такого оборудования может быть равен 4 м. При этом на станке допускается выполнять обработку деталей длиной до 32 м. Наиболее востребованной моделью токарно-расточного станка на данный момент является 2А656РФ11.
Оборудование с ЧПУ
ЧПУ могут дополняться как алмазно-, так и горизонтально-, токарно- или координатно-расточные станки. Современная электроника, конечно же, в разы повышает удобство пользования этим оборудованием. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это позволяет добиться высочайшей точности сверления или резки и максимальной производительности.
Использоваться расточные станки с ЧПУ могут как для черновой, так и для чистовой обработки заготовок. Стоят они, конечно же, намного дороже обычных моделей. Работать на таких станках могут только токари, прошедшие переквалификацию по соответствующей программе.
Горизонтально-расточные станки HB-серия | HNK-CIS.RU
Поставка, пуско-наладка и гарантийное обслуживание станков по металлообработке.
(812) 294-60-33
заказать звонок
Станок серии HB идеален как для прецизионной, так и для силовой обработки при расточных и фрезерных работах. Шпиндельная бабка и стол обеспечивают широкие возможности обработки, а сверхточные сдвоенные шпиндельные подши-пники гарантируют низкую термическую дефо-рмацию и высокую точность обработки.
Шпиндельная бабка и стол обеспечивают широкие возможности обработки, а сверхточные сдвоенные шпиндельные подши-пники гарантируют низкую термическую дефо-рмацию и высокую точность обработки.
Габаритные размеры
Развернуть
- HB-110
- HB-130
- HB-130A
- HB-130P
- HB-130PX
- HB-130S
- HB-130X
- HB-130С
- HB-130СX
- HB-150
Характеристики | HB-110 |
| Cтол продольно,ось X (мм) | 1600 |
| Вертикальное перемещение шпинделя, осьY (мм) | 1500 |
| Перемещение стойки, ось Z (мм) | 1200 |
| Выдвижение шпинделя, ось W (мм) | 500 |
| Диаметр шпинделя(мм) | 110 |
| Обороты шпинделя(мм) | 5~3000 |
| Конус шпинделя | ISO 50 |
Рабочая | 1150×1250 |
| Нагрузка на стол (кг) | 5000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 22/18.5 (30/25) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 25000 |
Характеристики | HB-130 |
| Cтол продольно,ось X (мм) | 3000 |
| Вертикальное перемещение шпинделя, осьY (мм) | 2000 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1600×1800 |
| Нагрузка на стол (кг) | 12000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 38000 |
Характеристики | HB-130A |
| Cтол продольно,ось X (мм) | 3000 |
| Вертикальное перемещение шпинделя, осьY (мм) | 2000 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~4000 |
| Конус шпинделя | ISO 50 |
Рабочая | 1600×1800 |
| Нагрузка на стол (кг) | 12000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 22/30 (30/40) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 38000 |
Характеристики | HB-130P |
| Cтол продольно,ось X (мм) | 3000 |
Вертикальное перемещение | 2000 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1400×3000 |
| Нагрузка на стол (кг) | 12000 |
Точность угловых | 0,001°.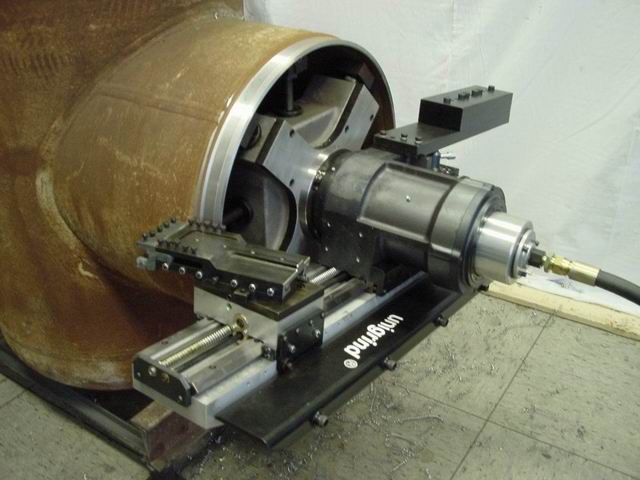 Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 38000 |
Характеристики | HB-130PX |
| Cтол продольно,ось X (мм) | 4000 |
Вертикальное перемещение | 2300 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1600×4000 |
| Нагрузка на стол (кг) | 20000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 47000 |
Характеристики | HB-130S |
| Cтол продольно,ось X (мм) | 2000 |
| Вертикальное перемещение шпинделя, осьY (мм) | 1500 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1400×1600 |
| Нагрузка на стол (кг) | 7000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 28000 |
Характеристики | HB-130X |
| Cтол продольно,ось X (мм) | 3000 (4000) |
| Вертикальное перемещение шпинделя, осьY (мм) | 2000 (2300) |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 2000×2200 |
| Нагрузка на стол (кг) | 15000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 40000 |
Характеристики | HB-130С |
| Cтол продольно,ось X (мм) | 3000 |
Вертикальное перемещение | 2000 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1400×3000 |
| Нагрузка на стол (кг) | 10000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 41000 |
Характеристики | HB-130СX |
| Cтол продольно,ось X (мм) | 4000 |
Вертикальное перемещение | 2300 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1600×4000 |
| Нагрузка на стол (кг) | 15000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 50000 |
Характеристики | HB-150 |
| Cтол продольно,ось X (мм) | 3000 (4000) |
Вертикальное перемещение | 2300 (2500) |
| Перемещение стойки, ось Z (мм) | 1600 |
| Выдвижение шпинделя, ось W (мм) | 1000 |
| Диаметр шпинделя(мм) | 150 |
| Обороты шпинделя(мм) | 5~2000(2500) |
| Конус шпинделя | ISO 50 |
Рабочая | 2000×2200 |
| Нагрузка на стол (кг) | 15000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 45/37 (60/50) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 42000 |
Подробные технические характеристики по запросу
Запросить
Токарно-расточной станок
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советских
Социалистических
Республик
«»948542 (61) Дополнительное к авт. свид-By (22) Заявлено 02. 11. 79 (21) 2843301/25-08 с присоединением заявки ¹ (23) Приоритет
Опубликовано 070882. Бюллетень ¹29
Дата опубликования описания 07.08.82 (51) М. Кл.
В 23 В 5/00
Государственный комитет
СССР по делам изобретений и открытий (53) УДК 621.942.
° 2(088.8) В.Н.Татаренко, Б.В.Лупкин, И.A,ßêóøêèí, В.Д.Куцевич в дс щ ццдр
Х 1 (72) Авторы изобретения и И. Б.Марин
Б.Марин
ТИ.Х НИ ЧНАЯ
ВИБЛИЭ7ИЫА (71) Заявитель (54) TOKAPHO-РАСТОЧНОЙ СТАНОК
Изобретение относится к станкостроению и может быть использовано для одновременной обработки внутренних и внешних контуров преимущественно крупногабаритных корпусных деталей в виде тел вращения с переменным профилем стенки.
Известен токарно-расточной станок, содержащий станину, на направляющих которой расположены передняя бабка со шпинделем и эадняя бабка с полым шпинделем, расточной суппорт, борштанга с резцом которого проходит в полом шпинделе задней бабки (1j.
Недостатком известного станка является то, что его трудно использовать для обточки-расточки крупногабаритных заготовок со ступенчатым профилем внутренней стенки, поскольку переналадка расточной головки на каждый очередной размер вызывает потерю производительности и точности обработки иэ-за остановки привода вращения борштанги и вывода ее иэ полости заготовки. На точность обработки влияет и консольное крепление борштанги. Переналадка возможна только при условии, что ступенчатое отверстие в заготовке будет последовательно сужающимся.
Переналадка возможна только при условии, что ступенчатое отверстие в заготовке будет последовательно сужающимся.
Целью изобретения является расши рение технологических воэможностей, повышение производительности и точности станка.
Цель достигается тем, что станок снабжен фиксатором борштанги и по меньшей мере одним реэцедержателем, установленным на борштанге с воэможностью осевого и радиального перемещений. Фиксатор борштанги выполнен в виде конического центра и шайбы с центрирующим коническим отверстием, эксцентрично закрепленной на борштанге, причем конический центр установлен в шпинделе передней бабки, выполненным полым.
На фиг. 1 изображен станок, общий вид; на фиг, 2 — вид А на фиг. 1, на фиг. 3 — разрез Б-Б на фиг. 2; на фиг. 4 — сечение В-В на фиг. 2, на фиг. 5 — вид Г на фиг. 3.
ToKctpHo-расточной станок содержит станину 1, на главных направляю1 щих 2 которой последовательно установлены подвижные передняя 3 и задняя 4 бабки, расточной суппорт 5.
В передней части станка на дополнительных направляющих б установлен токарный суппорт 7 с резцом. Со сто948542 ! роны задней части станка установлен автооператор 8.
Передняя бабка 3 имеет связанный с главным приводом 9 полый шпиндель
10 с шипами 11. Бабка 3 и главный привод 9 установлены на станине с возможностью совместного управляемого возвратно-поступательного перемещения вдоль направляющих 2 посредством ползуна 12, связанного с приводным ходовым винтом 13.
Задняя бабка 4 также имеет полый шпиндель 14 с шипами 15, установленный (см.фиг.2) в опорах 16 качения в кронштейне 17 и зафиксированный от осевого перемещения накидной гайкой 18. Кронштейн 17 установлен на направляющих 2 с воэможностью перемещения и снабжен винтовыми фиксаторами 19 заданного положения. Расположенный за задней бабкой 4 расточной суппорт 5 содержит корпус 20, установленный на направляющих 2 и связанный приводом 21 возвратнопоступательного перемещения по направляющим 2 ходовым винтом 22. B корпусе 20 с воэможностью возвратнопоступатепьного перемещения в направлении, перпендикулярном направляющим
2, установлен ползун 23, несущий борштангу 24, которая несет по меньшей мере один подвижный вдоль . ее оси резцедвржатель 25 расточного резца 26. В общем случае количество реэцедвржателей 25 выбирают равным или меньшим числа внутренних уступов разного диаметра в заготовке 27, Расточные резцы 26 закреплены в рез.
ее оси резцедвржатель 25 расточного резца 26. В общем случае количество реэцедвржателей 25 выбирают равным или меньшим числа внутренних уступов разного диаметра в заготовке 27, Расточные резцы 26 закреплены в рез.
-цедержатвлях 25, установленных с возможностью радиального перемещений от приводов 28. На свободном конце борштанги 24, расположенной эксцентрично относительно геометрической оси шпинделей 10 и 14, закреплена шайба 29 с центрирующим коническим отверстием, взаимодействующим с пропущенным сквозь полый шпиндель 10 передней бабки 3 коническим центром
30, который установлен в стакане 31 и поджат с нерабочего торца пружиной
32 сжатия. Стакан 31 размещен в подшипниковом узле 33. В рабочем положении шайба 29 и конический центр
30 образуют фиксатор свободного конца борштанги 24, уменьшающий ве прогиб от собственного веса и реакций заготовки 27. йвтоопвратор 8 содержит поворотную T-образную стойку 34, установленную на опоре качения 35, в которую вмонтирован привод поворота, выполненный в виде червячной пары 36.
На каждом плече T-образной стойки
34 подвешены захваты 37 заготовок
27 или деталей после обработки.
Параллельно задней поверхности станка в обв стороны от стойки 34 в зоне действия захватов 37 расположены вернув автооператор 8, зажимают захватом 37, поднимают до предусмотренного программой уровня, и, вновь повернув на 180 Т-образную стойку 34, опускают заготовку 27 в зазор между
35 шпинделями 10 и 14 до заданного уровня. Затем подают вправо полэун 12 до упора шпинделя 10 в заготовку 27 и заготовки в шпиндель 14, освобождают захват 37 и поднимают вго выше уровня зажатой заготовки 27. В полость заготовки 27 приводом 21 вводят борштангу 24 до входа конического центра 30 в отверстие шайбы 29. В момент касания указанных выступа и центра пружина 32 поглощает энергию столкновения. Перемещая ползун 23, борштангу 24 вместе с резцедержателями
25 расточных резцов 26 выводят в заданное программой исходное положение, иэ которого ход каждого резцедержателя вместе с расточными резцами 26 будет достаточен для обработки
45 программы расточки соответствующей ступени внутри заготовки 27. Токарный суппорт 7 также выводят в заданное программой исходное положение, подводят к заготовке 27.
Токарный суппорт 7 также выводят в заданное программой исходное положение, подводят к заготовке 27.
Обточка одновремвнно с расточкой осуществляется в полностью антомати50 ческом режиме в соответствии c npo55 граммой, заложенной в блок 39 программного управления. По командам этого блока включается главный привод 9, вращающий заготовку, приводы перемещения токарного суппорта 7 с
Я),резцом.(не показаны). Одновременно резцедержатель 25 расточного резца
26 перемещается вдоль борштанги, а резцы 26 перемещаются перпендикуляр. но вертикальной плоскости, проходящей через ось борштанги 24, под
65 приспособления для отвода деталей, выполненные в виде скатов 38 (см. фиг.5). Перпендикулярно:задней поверхности станка перед стойкой 34 расположен гравитационный транспор5 твр заготовок 27 с рычажным отсекателвм (на чертеже не показано).
Все управляемые приводы для осуществления движений подключены к единому блоку 39 программного управ0 ления.
Станок работает следующим образом.
На основе теоретического чертежа иэделия с учетом технологических баэ и припусков на обработку известным образом составляют программу обточки и расточки, которую вводят н блок 39 программного управления.
Заднюю бабку 4 устанавливают с учетом длины заготовки в заданное расчетом положение и фиксируют вин20 тами .19 на главных направляющих 2.
Переднюю бабку 3 перемещают в крайнее левов положение. На гравитационный транспортер укладывают запас заготовок 27, одну иэ которых, раз948542 действием приводов 28. Неэначитель- i ная несоосность заготовки 27 и шпинделей 10 и 14, которая может возникнуть при первоначальной установке заготовки, устраняется в процессе обработки. 5
После отработки программы все резцы отводятся в исходное положенйе, опускаются захваты 37, один иэ которых захватывает деталь, а другой очередную заготовку 27 с гравитаци- 10 онного транспортера. После захвата детали ползун 12 отходит влево, освобождая деталь от упора в шпиндель 1О, удерживающий деталь захват
37 поднимает ее над станком, второй захват поднимает очередную заготовку 27 над станком, и Т-образная стойка 34 автооператора 8 поворачивается на 90 . Захват 37, удерживающий деталь, опускается и освобождает деталь, которая скатывается по скатам
Захват 37, удерживающий деталь, опускается и освобождает деталь, которая скатывается по скатам
38 в приемник-накопитель (не показан) . Вслед эа сбросом детали Т-образная стойка 34 автооператора 8 поворачивается в первоначальном направ лении на очередные 90 и происходит о крепление очередной заготовки 27 между шипами 11 и 15 шпинделей 10 и
14, и цикл повторяется.
Такая конструкция токарно-расточного станка обладает более широкими технологическими возможностями, поскольку обеспечивает одновременную обточку-расточку полых крупногабаритных заготовок корпусных деталей с произвольно сложным профилем сте- 35 нок. Одновременно достигается повышение производительности и точности обработки таких заготовок. Дополнительное повышение точности обработ— ки достигается также тем, что сво- 4ц бодный конец борштанги фиксируется, что уменьшает ее прогиб. Дополнительное расширение технологических возможностей станка достигается так- же тем, что каждый держатель расточного резца снабжен приводом возвратно-поступательного перемещения резца в направлении, перпендикулярном оси борштанги, а также вдоль оси борштанги.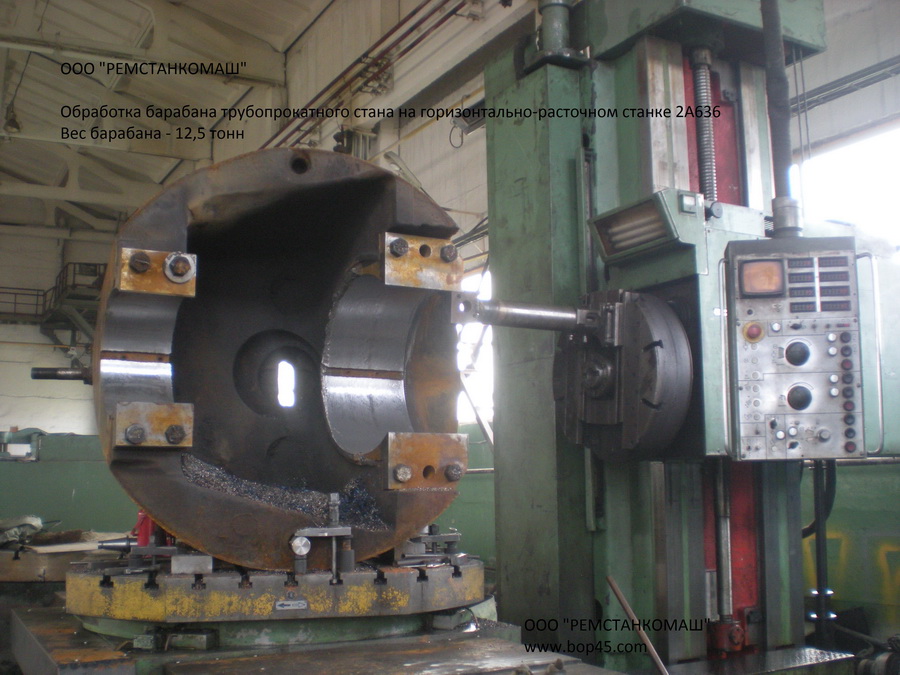
Формула изобретения
1. Токарно-расточной станок, содержащий станину, на направляющих которой расположены передняя бабка со шпинделем и задняя бабка с полым шпинделем, расточной суппорт, борштанга с резцом, которая проходит в полом шпинделе задней бабки, о тл и ч а ю щ и и с ÿ òåì, что, с целью расширения технологических воз можностей, повышения производительности и точности, станок снабжен фиксатором борштанги и по меньшей мере одним резцедержателем, установленным на борштанге с возможностью осевого и радиального перемешений.
2. Станок по п.1, о т л и ч а юшийся тем, что фиксатор борштанги выполнен в виде конического центра и шайбы с центрирующим коническим отверстием, эксцентрично закрепленной на борштанге, причем конический центр установлен в шпинделе перед- ней бабки, который выполнен полым.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
9645761, кл. В 23 B 5/00, 1976.
Алмазно-расточные станки: принцип работы и виды
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок.
 Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением. - Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.
Электрическая схема координатного-расточного станка на примере 2А450МФ
Принцип действия
На момент производства рассматриваемого оборудования учитываются следующие моменты:
- Деталь закрепляется на столе, который, как ранее было отмечено, может передвигаться по установленным направляющим. Этот момент определяет то, что можно проводить получение отверстий растачиванием
- Как практически во всех металлообрабатывающих станках, так и в тех, что могут обрабатывать дерево, есть шпиндель. Стоит учитывать, что шпиндель предназначается для крепления режущего инструмента. У некоторых моделей шпиндель представлен головкой, которая может сменять режущий инструмент согласно заданной программе. За счет этого существенно упрощается процесс. Шпиндель может быть расположен на различных элементах, все зависит от особенностей конкретной модели.
- Расточная головка и траверса также закрепляются оператором на необходимой высоте, которая зависит от размеров детали.

Рассматривая токарно-расточной станок следует уделить внимание тому, что позиционирование шпинделя проводится следующим образом:
- Описание этого оборудования определяет возможность позиционирования путем установки стола благодаря перпендикулярно расположенным относительно друг другу направляющим.
- Устанавливаемая головка может перемещаться по траверсе. Именно поэтому токарно-расточной станок может применяться для получения отверстий на корпусных заготовках весьма больших габаритов.
Основные характеристики
Существует несколько основных вариантов МБС, которые позволяют выполнять работы различного формата. В первую очередь стоит остановиться на том, что различия заключаются в конструкции и типу обрабатываемых материалов. Основные группы:
Основные группы:
- Алмазные.
- Горизонтальные.
- Вертикальные.
- Токарные.
- Координатные.
Координатные модели расточных станков обладают высочайшей точностью обработки самых разнообразных деталей. Наличие оптических, электронных и механических систем контроля качества и настройки позволяет проводить работы на высочайшем уровне. Также каждый элемент оборудования можно смещать, настраивать и передвигать. То есть под каждый отдельный тип работ, делается отдельная настройка.
Все типы станков отличаются наличием современных систем контроля и безопасности. Рабочий, который использует представленные модели оборудования может быть уверенным в том, что его здоровье защищено. Поэтому разбирать, снимать защитные детали ни в коем случае нельзя. Это запрещается техникой безопасности. Если произошла поломка, нужно отправлять оборудование в сервисный центр.
Поэтому разбирать, снимать защитные детали ни в коем случае нельзя. Это запрещается техникой безопасности. Если произошла поломка, нужно отправлять оборудование в сервисный центр.
Сведения о производителе горизонтально-расточного станка 2620В
Производителем горизонтально-расточных станков моделей 2620В Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Алмазно-расточной станок
335043 О П И С А Н И ИЗОБРЕТЕН И К АВТОРСИОМУ СВИДЕТЕЛЬСТВ юз Советск иалистическихРеспублик висимое от авт. свидетельстваявлено 06,Х. 1970 ( 1481584/25-8 М. Кл. В 23 Ь 41/ заявкиприсоединени Комитет по делам изобретений и открытий при Совете Министров СССР,1972, Бюллетень13 публиковано та опубликования описания 15 Х.1972 Авторыизобретен ф. Дубиненко и В. Ш, Казацк явите АЛМАЗНО-РАСТОЧНОЙ СТАНОК 5 Известны алмазно-расточные станки с устройствами для копменсации тепловых деформаций. Однако в них должны быть установлены специальные охлаждающие агрегаты, кроме того, они не учитывают температурных 5 смещений в горизонтальной плоскости стола с установленной на нем обрабатываемой деталью, а также моста со шпиндельной головкой в случае смещения последней относительно вертикальной оси моста. 10Предлагаемый алмазно-расточный станок отличается от известных тем, что мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена с фиксирующим устройством, управляемым сигналами, посту пающими от регистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.Указанные отличия позволяют компенсировать горизонтальные смещения оси обрабаты ваемой детали путем получения разнонаправ ленных и регулируемых переметцений оси шпиндельной головки.
1970 ( 1481584/25-8 М. Кл. В 23 Ь 41/ заявкиприсоединени Комитет по делам изобретений и открытий при Совете Министров СССР,1972, Бюллетень13 публиковано та опубликования описания 15 Х.1972 Авторыизобретен ф. Дубиненко и В. Ш, Казацк явите АЛМАЗНО-РАСТОЧНОЙ СТАНОК 5 Известны алмазно-расточные станки с устройствами для копменсации тепловых деформаций. Однако в них должны быть установлены специальные охлаждающие агрегаты, кроме того, они не учитывают температурных 5 смещений в горизонтальной плоскости стола с установленной на нем обрабатываемой деталью, а также моста со шпиндельной головкой в случае смещения последней относительно вертикальной оси моста. 10Предлагаемый алмазно-расточный станок отличается от известных тем, что мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена с фиксирующим устройством, управляемым сигналами, посту пающими от регистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.Указанные отличия позволяют компенсировать горизонтальные смещения оси обрабаты ваемой детали путем получения разнонаправ ленных и регулируемых переметцений оси шпиндельной головки. На чертеже представлена схема предлагаемого станка, 2 Станок состоит из станины 1, подвижного стола 2, шпиндельной головки 8, установленной на мосту 4 с направляющими скалками 5 (по две с каждой стороны моста).Каждая направляющая скалка 5 входит в 30 упругую гидропластную втулку б, смонтированную в выступах 7 станины 1. На станине 1 мост 4 крепится при помощи фиксирующих устройств, состоящих, например, из четырех гидроцилиндров 8 с,пружинами 9 и поршнями 10 проставок 11 и гидропластных втулок б,Направленные температурные смещения оси шпиндель ной головки осуществляются следующим образом: с пуском станка масло подается в верхние полости двух, например левых, гидроцилиндров 8, в результате чего освобождаются левые направляющие скалки 5 моста 4.Ось шпиндельной головки 8 смещается в горизонтальной плоскости в результате температурных деформаций моста 4 влево в сторону освобожденных направляющих скалок 5, Когда смещение оси шпиндельной головки достигнет установленной величины, датчик, регистрирующий это смещение, подает сигнал на отключение масла от левых цилиндров 8, вследствие чего левые направляющие скалки 5 будут вновь зафиксированы усилиемпружины 9.
На чертеже представлена схема предлагаемого станка, 2 Станок состоит из станины 1, подвижного стола 2, шпиндельной головки 8, установленной на мосту 4 с направляющими скалками 5 (по две с каждой стороны моста).Каждая направляющая скалка 5 входит в 30 упругую гидропластную втулку б, смонтированную в выступах 7 станины 1. На станине 1 мост 4 крепится при помощи фиксирующих устройств, состоящих, например, из четырех гидроцилиндров 8 с,пружинами 9 и поршнями 10 проставок 11 и гидропластных втулок б,Направленные температурные смещения оси шпиндель ной головки осуществляются следующим образом: с пуском станка масло подается в верхние полости двух, например левых, гидроцилиндров 8, в результате чего освобождаются левые направляющие скалки 5 моста 4.Ось шпиндельной головки 8 смещается в горизонтальной плоскости в результате температурных деформаций моста 4 влево в сторону освобожденных направляющих скалок 5, Когда смещение оси шпиндельной головки достигнет установленной величины, датчик, регистрирующий это смещение, подает сигнал на отключение масла от левых цилиндров 8, вследствие чего левые направляющие скалки 5 будут вновь зафиксированы усилиемпружины 9. При необходимости смещения оси шпиндельной головки 8 вправо масло подается к правым гидроцилиндрам 8, произойдет освобождение правых направляющих скалок 5 моста 4, Теперь ось шпиндельной головки 8 будет смещаться вправо вместе с расширяю335043 датчиков, на станине которого установл н мост, несущий шпипдельную головку, отличающийся тем, что, с целью компенсации горизонтальных смещений оси обрабатываемой 5 детали путем получения разнонаправленныхи регулируемых перемещений оси шпиндельной головки, мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена,с фиксирующим устройстзом, 10 управляемым, сигналами, поступающими стрегистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.2. Станок по п. 1, отличающийся тем, что 15 фиксирующее устройство выполнено, например, в виде гидроциливдра с,подпружиненным поршнем и установленной в выступах станины гидропластной втулки, во внутреннее отверстие которой входит направляющая 20 скалка. оставитель Г, Довиа Корректор Т.
При необходимости смещения оси шпиндельной головки 8 вправо масло подается к правым гидроцилиндрам 8, произойдет освобождение правых направляющих скалок 5 моста 4, Теперь ось шпиндельной головки 8 будет смещаться вправо вместе с расширяю335043 датчиков, на станине которого установл н мост, несущий шпипдельную головку, отличающийся тем, что, с целью компенсации горизонтальных смещений оси обрабатываемой 5 детали путем получения разнонаправленныхи регулируемых перемещений оси шпиндельной головки, мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена,с фиксирующим устройстзом, 10 управляемым, сигналами, поступающими стрегистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.2. Станок по п. 1, отличающийся тем, что 15 фиксирующее устройство выполнено, например, в виде гидроциливдра с,подпружиненным поршнем и установленной в выступах станины гидропластной втулки, во внутреннее отверстие которой входит направляющая 20 скалка. оставитель Г, Довиа Корректор Т. Китае Текр урилко ри акт аказ 1401/8 Изд.593 ЦНИИПИ Комитета по делам изобретений Москва, Ж, Раупунова,я, п нп щимся в эту сторону мостом 4, т. е. в процессе работы станка можно смещать ось шпиндельной головки 3 в горизонтальной плоскости относительно первоначального положения вправо и влево на величину, определяемую датчиком и равную смещению оси обрабатываемой детали.В качестве фиксирующих устройств можно применить любое другое известное приспособление. Также ясно, что скалки,в этом случае могут быть выполнены не цилиндрической формы, а их число — другим
Китае Текр урилко ри акт аказ 1401/8 Изд.593 ЦНИИПИ Комитета по делам изобретений Москва, Ж, Раупунова,я, п нп щимся в эту сторону мостом 4, т. е. в процессе работы станка можно смещать ось шпиндельной головки 3 в горизонтальной плоскости относительно первоначального положения вправо и влево на величину, определяемую датчиком и равную смещению оси обрабатываемой детали.В качестве фиксирующих устройств можно применить любое другое известное приспособление. Также ясно, что скалки,в этом случае могут быть выполнены не цилиндрической формы, а их число — другим
Важно только, чтобы мост имел возможность направленного горизонтального перемещения, управляемого с помощью датчиков и фиксирующих устройств.Предмет изобретения1. Алмазно-расточной станок с компенсацией гемпературных смещений по сигналам Тираж 448 Подписноеоткрытий при Совете Министров СССРая наб., д
4/5 Смотреть
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Кинематическая схема горизонтально-расточного станка 2А620
Кинематическая схема горизонтально-расточного станка 2а620
Привод главного движения горизонтально-расточных станков 2А620Ф1
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.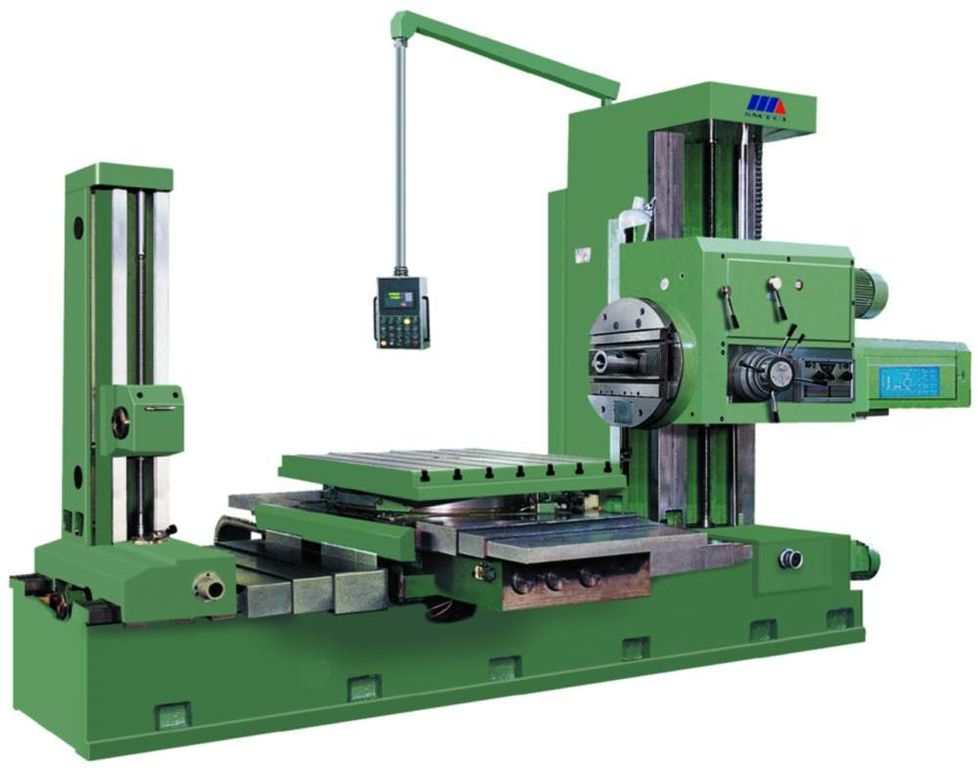
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.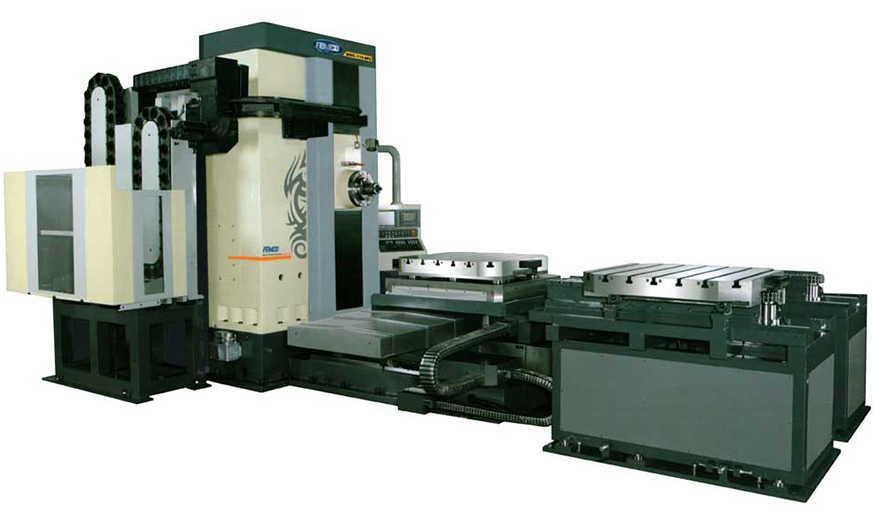
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.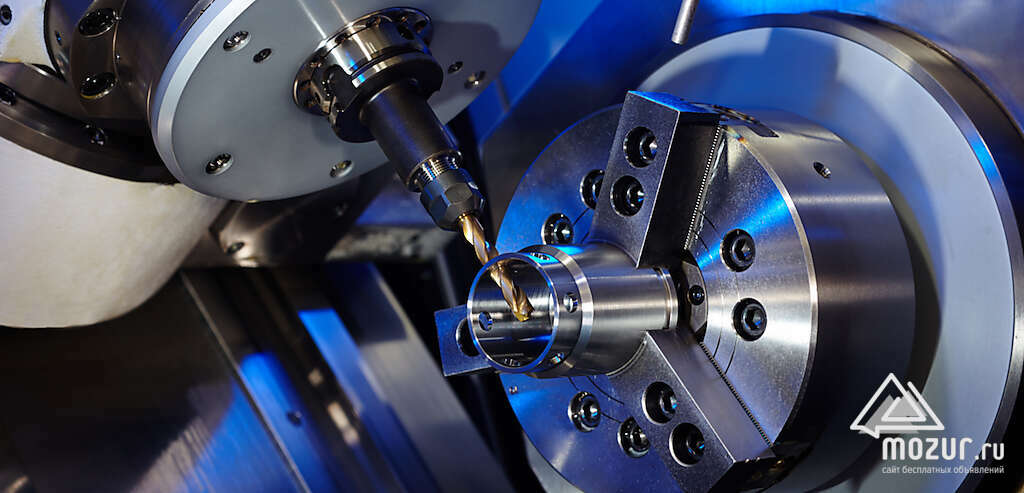
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Что такое расточный станок, устройство и принцип действия
Координатно-расточные машины относятся к категории широкоуниверсального оборудования. Все сложные обработки отверстий при точном соблюдении координат выполняют на этих агрегатах.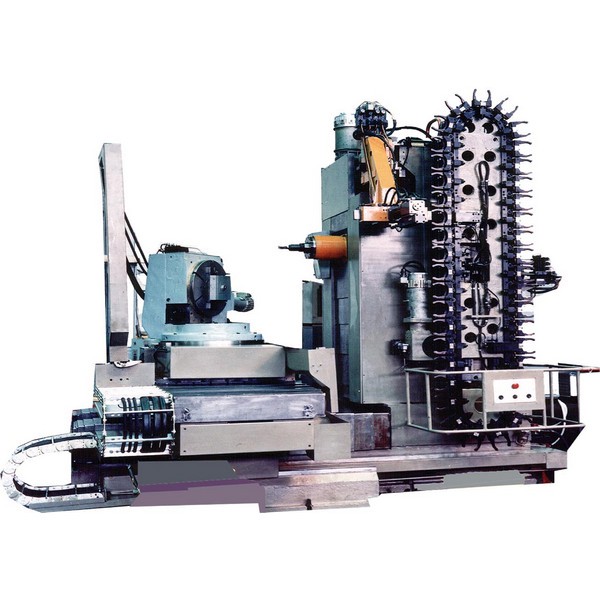 Особенность, присущая всем расточным станкам – наличие у них шпинделя вертикального или горизонтального направления. Последний представляет собой вал, снабженный приспособлением для удержания инструмента режущей группы (сверла, резцы, фрезы, зенкер, метчик), и имеющий возможность перемещаться в линейном направлении по оси.
Особенность, присущая всем расточным станкам – наличие у них шпинделя вертикального или горизонтального направления. Последний представляет собой вал, снабженный приспособлением для удержания инструмента режущей группы (сверла, резцы, фрезы, зенкер, метчик), и имеющий возможность перемещаться в линейном направлении по оси.
Координатный расточный станок для работы с отверстиями конструктивно состоит из:
- Станины.
- Стойки.
- Головки расточной.
- Стола на салазках.
- Траверсы.
Работая с деталью на станке, ее закрепляют на рабочем столе, инструмент для обработки зажимают в головке расточной шпинделя. Ориентируясь на высоту детали, выставляют, затем фиксируют головку. Выполняя перемещение стола в любом из двух взаимно перпендикулярных направлений, добиваются установки шпинделя в точку необходимых координат. При помощи вращения шпинделя закрепленный инструмент обрабатывает заготовку.
Расточные станки: горизонтальные, координатные, алмазные
Расточные станки по классификации ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков) относятся к группе сверлильных станков и делятся на несколько типов:
- горизонтально-расточные станки — применяются для обработки крупногабаритных и массивных заготовок, которые невозможно обрабатывать вращением в небольших производствах и ремонтных цехах;
- координатно-расточные станки – применяются для точного растачивания отверстий, которые имеют взаимозависимость между собой по межцентровому расстоянию и расположены относительно общих баз;
- алмазно-расточные станки – служат для точного растачивания отверстий, канавок, конических поверхностей и т.
 д. в основном для деталей с большой программой выпуска, т.е. в условиях крупносерийного производства алмазным или твердосплавным инструментом.
д. в основном для деталей с большой программой выпуска, т.е. в условиях крупносерийного производства алмазным или твердосплавным инструментом.
Некоторые модели расточных станков оснащаются УЦИ (устройствами цифровой индикацией) и системами ЧПУ (числовым программным управлением). Это помогает повысить производительность и точность.
Горизонтально-расточной станок Координатно-расточной танок Алмазно-расточной станок
Горизонтальные расточные станки
Горизонтально-расточные станки обрабатывают отверстия в корпусных деталях большого размера, которые устанавливаются на стол или плиту. Заготовки устанавливают и закрепляют на столе или плите относительно рабочих органов, после чего координируют положение инструмента. Чем больше габариты и вес заготовки, тем труднее ее установить и перемещать по столу. Если заготовка имеет габариты большие, чем габариты стола, тогда ее устанавливают на плите вне станка.
Режимы резания назначаются в зависимости от материала, вида резания, точности, жесткости и т. п.
п.
Характеристики
Основной характеристикой при выборе горизонтальных расточных станков данного типа является диаметр шпинделя, размеры которого составляют от 80 до 320 мм.
Классификация
Условно горизонтально-расточные станки можно разделить на три группы:
- А – применяются для обработки негабаритных деталей, оборудование этой группы имеют диаметры шпинделя от 80 до 110 мм;
- Б – применяются для обработки средних заготовок, диаметры шпинделя составляют от 150 до 220 мм;
- В – применяются для обработки массивных и крупногабаритных деталей, с диаметром шпинделя до 320 мм и размерами столов от 800×900 до 1600×1800 мм.
Кинематическая схема
На рисунке представлена кинематическая схема горизонтального расточного станка 2620В с максимальным диаметром растачивания 20 мм высокой точности.
Кинематическая схема 2620В
Координатно-расточные станки
Широко применяются в инструментальных и опытных производствах, когда необходимо изготовить детали с высокой точностью. На координатно-расточных станках можно выполнять операции:
- сверления,
- растачивания,
- фрезерования,
- растачивание фасонных поверхностей: 2D-контуров и 3D-поверхностей,
- шлифование,
- нарезание резьбы,
- измерение линейных и угловых размеров.
- На видео происходит проверка на точность:
Классификация
В зависимости от расположения основных узлов оборудование можно классифицировать на:
- одностоечные с вертикальным расположением шпинделя;
- одностоечные с горизонтальным расположением шпинделя;
- двухстоечные с вертикальным расположением шпинделя;
- двухстоечные с вертикальным и горизонтальным расположением шпинделя.

Преимуществами одностоечных станков являются наличие дополнительного пространства, что позволяет легко устанавливать заготовки, приспособления и инструмент. Оборудование с горизонтальным расположением шпинделя характеризуется большей жесткостью – это позволяет обрабатывать глубокие отверстия, применяя дополнительную оснастку. Основной недостаток одностоечных станков – малый ход шпиндельной бабки по длине в вертикальном направлении. Двухстоечные станки обладают большей жесткостью и большим перемещением по длине шпиндельной бабки. Большая жесткость сказывается в лучшую сторону на точности обрабработки.
Минусам двухстоячной компоновки является более худший обзор установленной заготовки.
Разнообразие расточного оборудования
Но не только координатные станки имеют свои особенности, но и другие типы расточного оборудования имеют индивидуальные технические характеристики. Сюда можно отнести и скорость, которая является повышенной, и процедуры, совершающие режущие действия, и небольшие подачи. Все типы станков делятся по своим характеристикам на одношпиндельные и многошпиндельные. Могут они быть и горизонтальными и вертикальными, а также односторонние или же двухсторонние. Алмазные станки можно встретить на различных комбинатах, основное направление которых создание изделий для авиации, автомобилей и сельского хозяйства. Такое оборудование работает только с теми изделиями, которые обрабатываются лишь только при помощи специальных режущих предметов, которые имеют твердосплавные и высокоточные характеристики. Они позволяют разрезать самые разные детали: цилиндрические блоки, двигательные гильзы, необходимые для транспортных средств, блочные головки и шатуны.
Все типы станков делятся по своим характеристикам на одношпиндельные и многошпиндельные. Могут они быть и горизонтальными и вертикальными, а также односторонние или же двухсторонние. Алмазные станки можно встретить на различных комбинатах, основное направление которых создание изделий для авиации, автомобилей и сельского хозяйства. Такое оборудование работает только с теми изделиями, которые обрабатываются лишь только при помощи специальных режущих предметов, которые имеют твердосплавные и высокоточные характеристики. Они позволяют разрезать самые разные детали: цилиндрические блоки, двигательные гильзы, необходимые для транспортных средств, блочные головки и шатуны.
Горизонтальные токарные станки являются разновидностями уже известного координатного оборудования. Они различаются движением и расположением шпинделя. Довольно редко используется в настоящее время расточное оборудование.
Координатно-расточной станок: виды, технические характеристики
Узнать, что собой представляют координатно-расточные станки, и какие бывают виды, а также их технические характеристики, поможет предоставленная ниже информация.
В первую очередь стоит отметить, что они являются многофункциональным оборудованием, что позволяет производить достаточное количество операций, которые выполняются с высочайшей точностью. Кроме этого, можно делать несколько действий на одном и том же станке для одной детали. Это очень удобно, когда речь идет о больших деталях в машиностроении.
- Краткое описание
- Главные характеристики
- Как сделать к.р. станок своими руками?
Краткое описание
Координатно-расточные станки широко используются в промышленности для обрабатывания необходимых деталей, как единичных экземпляров, так и в масштабном выпуске. Благодаря своей многофункциональности на них можно совершать такие операции, как:
- растачивание отверстий;
- обточка внешних поверхностей цилиндрической формы;
- разного рода сверления, обозначенные чертежами;
- также на них можно делать зенкерование;
- кроме этого, есть возможность проводить фрезеровочные работы;
- нарезания резьбы.

Хочется отметить, что одним из старых предприятий, что когда-то занималось изготовлением подобных агрегатов, считается Московский завод координатно-расточных станков. Он был сформирован еще 1942 году и на нем изготавливались станки для разных отраслей.
Благодаря высокой квалификации сотрудников МЗКРС это предприятие было одним из основных производителей подобных агрегатов советского государства. За время работы Московский завод координатно-расточных станков изготовил несколько поколений такого оборудования с применением ЧПУ. Но в начале 90-х годов он был признан банкротом, что стало предпосылкой к прекращению своего существования.
В эти же годы Куйбышевский завод координатно-расточных станков ЗАО «Стан-Самара» также перестал существовать, а на той же территории были открыты несколько небольших станкостроительных организаций, что занимаются также их ремонтом и усовершенствованием.
Но, к сожалению, на сегодняшний день производство осуществляется только несколькими предприятиями в таких странах, как Тайвань, Япония и в некоторых государствах Европы. Все это оборудование помимо ручного управления оснащены современными стойками с числительным программным управлением, в том числе это касается и тайваньских производителей.
Все это оборудование помимо ручного управления оснащены современными стойками с числительным программным управлением, в том числе это касается и тайваньских производителей.
Чтобы приобрести такие агрегаты стоит посетить официальный сайт предприятия, где есть возможность просмотреть технические характеристики, там же указывается и цена оборудования. Для того чтобы быть уверенным в качестве приобретенной продукции лучше всего приобретать ее у официального производителя. В этом случае цена будет намного ниже, чем в специализированных магазинах.
Главные характеристики
Основанный еще при СССР завод производил несколько моделей К.Р станков для промышленности. Среди них имеются такие, как:
- Координатно-расточный станок 2431 – его основное назначение сводится к совершению чистовых операций, используя элементы деталей, что не превышают 250 кг. и которые могут делать точнейшее обрабатывание отверстий и их поверхностей. Такой агрегат предназначен для часовой, радиотехнической, а также приборостроительной промышленности.

- Координатно-расточной станок 2а450 – данный агрегат дозволяет совершать обрабатывания отверстий, где указанные размеры между ними расположены в прямоугольной системе координат. На нем же делается проверка межцентровых дистанций и линейных величин. Координатно-расточный станок 2а450 имеет свои преимущества, к ним относится тот факт, что установленное на нем счетное устройство способно высчитывать не только целые, а и дробные размеры координат.
- 2д450 координатно-расточной станок – осуществляет такие же действие, что и предыдущий тип оборудования с учетом того, что он оснащен маневренными столешницами, позволяющие обрабатывать детали с наклонными и взаимно перпендикулярными отверстиями, и делать протачивание торцовых плоскостей. При этом расточный станок 2д450 может обрабатывать рабочую деталь весом до 600кг.
- Координатно-расточной станок 2421 – это одностоечный агрегат, обладающий высочайшей точностью, а также имеет оптическую систему отсчета. Он используется в приборостроение, где элементы деталей могут достигать весом до 150 кг.
 Кроме этого, координатно-расточный станок 2421 имеет дополнительное оснащение, к которым относятся и иные устройства, в их числе имеется режущий инструмент, что существенно повышает его функциональность.
Кроме этого, координатно-расточный станок 2421 имеет дополнительное оснащение, к которым относятся и иные устройства, в их числе имеется режущий инструмент, что существенно повышает его функциональность. - Координатно-расточной станок 2в440а – с помощью данного оборудования проводится сверления отверстий в диаметре до 40 мм. Кроме, проверочных функций линейных размеров и межцентровых расстояний можно совершать фрезеровочные работы не большой сложности.
- Координатно-расточной станок 2е440а – помимо расточки на этом агрегате можно совершать сверление и фрезеровку в легкой форме. Координатно-расточной станок 2е440а в своем комплекте имеет прямоугольный стол, что способен двигаться, как в продольном, так и в поперечном направлении и регулируется вручную.
- Координатно-расточной станок с ЧПУ – оборудование данного типа позволяет обрабатывать детали, осуществлять штамповку, делать пресс-формы, что требуют особой точности в мелкосерийном и в производстве крупных партий изделий.
 Благодаря тому, что координатно-расточной станок с ЧПУ имеет в распоряжении универсальный маневренный стол, входящий в комплект, обработка элементов производится под любим углом независимо от плоскости стола.
Благодаря тому, что координатно-расточной станок с ЧПУ имеет в распоряжении универсальный маневренный стол, входящий в комплект, обработка элементов производится под любим углом независимо от плоскости стола. - К.Р. станок 2а430 представляет собой оборудование, что имеет крестообразный стол, а также индуктивно-измерительную систему, что оснащена винтовыми проходными датчиками. Кроме этого, такие расточные станки укомплектованы приспособлением для изначального ввода координатных значений и автоматической остановкой стола в обозначенном положении.
- К этой серии также относится и расточной станок МОД – он имеет отличия от своих аналогов раздельным приводом стола и салазок. Кроме этого, стол передвигается по горизонтальной направляющей станины, одна из них плоская, а вторая V-образная. Что касается установки расстояний, то они выполняются при помощи оптической системы, что состоит из стеклянных линеек. В данном случае, линейка стола составляет 1000 делений, а линейка салазок всего 630.
 Задаваемый параметр размеров проектируется на монитор экрана, увеличивая масштаб в 75 раз.
Задаваемый параметр размеров проектируется на монитор экрана, увеличивая масштаб в 75 раз. - К особо точным относится и К.Р станок 2411, используемый в качестве механической обработки отверстий, что пропорционально расположены относительно осей, где размеры задаются в прямоугольной системе координат.
Видео: координатно-расточной станок 2431сф10.
Как сделать к.р. станок своими руками?
На сегодняшний день достаточно несложно купить подобного рода агрегаты, но цена их достаточно большая. Поэтому всегда можно попробовать сделать его в домашних условиях, но для этого необходимо предварительно знакомиться с конструкцией, и, конечно же, освоить досконально принцип работы и чертежи.
В первую очередь следует учитывать то, что для координатно-расточного станка требуется устойчивая поверхностная площадка, поскольку в процессе работы совершается высокая вибрация, что является недопустимой для совершения точных работ. Кроме этого, также нужно знать, какие детали потребуются для его сборки. К ним относится:
Кроме этого, также нужно знать, какие детали потребуются для его сборки. К ним относится:
- Одним из основных элементов является станина, которая должна быть прочная и устойчивая.
- Шпиндель может располагаться вертикально и горизонтально относительно, осуществляющего движения осевой подачи.
- Расточные головки применяются в зависимости соответствия диаметра расточки.
- Рабочий стол с салазками.
- Что касается режущих инструментов, то расточные резцы должны взаимно передвигаться вместе с изделиями в прямоугольных и полярных координатах.
Поскольку станина, это костяк агрегата, то на ней должны располагаться Т-образный и две плоские направляющие, по которым будет происходить перемещение салазок. Кроме этого, необходимо чтобы на станине был размещен пульт управления, а также механизм, где будут задаваться координаты.
На задней части станины также должна располагаться стойка опорной конструкции, на которой размещена коробка переключения скоростей, блок направляющих, кожух клиноременной передачи.
На рабочую столешницу устанавливается обрабатываемая деталь, где в ходе движения по направлению к оси Х, если совершается движение стола по продольным направляющим. Относительно салазок, то они осуществляют непосредственно движение стола и самой заготовки по направлению к оси У, когда движение салазок идет по поперечной направляющей станины.
Обозначенный параметр замеров величины передвижения салазок и стола делается с помощью оптических устройств, а также прецизионных стеклянных линеек, что имеют 1000 делений, которые соответствуют одному миллиметру.
В зависимости от совершаемых работ на него следует установить соответствующие приспособления и инструменты, это, например, для растачивания отверстий и сверления, фрезерования, также резьбонарезывания, и, конечно же, линейной разметки. Благодаря тому, что данное оборудование имеет много разных вспомогательных инструментов, это дает возможность сэкономить на покупке дополнительного оборудования.
Republished by Blog Post Promoter
Непревзойденные горизонтально-расточные станки DOOSAN серии DBC — Токарные и фрезерные станки c ЧПУ в Украине
Горизонтально-расточные станки и обрабатывающие центры заслужили репутацию надежного и производительного металлообрабатывающего оборудования практически во всех отраслях промышленности.
Такая компоновка горизонтального высокоточного шпинделя и поворотного стола сочетает в себе три важнейших параметра: точность обработки, высочайшую мощность и непревзойденную универсальность в применении.
Линейка станков DOOSAN серии DBC включает девять типоразмеров, отличающихся габаритами поворотного стола и шпинделя, а также мощностью силовых элементов и максимально допустимым весом заготовки. Такая номенклатура горизонтально-расточных станков, а также возможность оснащать шпиндель выдвижной пинолью, многопозиционным надежным магазином с автоматической сменой инструмента, поворотной головой или расточной план-шайбой — позволяют выбрать максимально эффективное оборудование для задачи каждого Клиента.
Эти преимущества, в сочетании с лучшей в стране технологической и сервисной поддержкой, позволили компании DOOSAN внедрить на машиностроительных предприятиях Украины более 70% из всех импортированных за последние 10 лет обрабатывающих центров с горизонтальной компоновкой шпинделя.
Когда нужен горизонтально-расточной станок?
Если вы создаете или обрабатываете большие и тяжелые детали, вам может понадобиться горизонтально-расточной станок. Они намного крупнее, чем обычные горизонтальные обрабатывающие центры, и предназначены для высокопроизводительного точного растачивания и фрезерования без использования длинных инструментов.
Это означает, что габариты и прочность горизонтально-расточных станков как раз нацелены на обработку крупных изделий, а серия DBC от DOOSAN является лучшим выбором с точки зрения надежности и стоимости оборудования.
Узнать подробнее
В каких отраслях промышленности нужны горизонтально-расточные станки?
Особенность и сильная сторона таких станков DOOSAN – в гибкости линейки DBC. Станки отлично подходят для самых разных отраслей. Применяются в нефтегазовой сфере, в ветроэнергетике, для производства изделий из железнодорожной, горнодобывающей и строительной отраслей. Открытая конструкция горизонтально-расточных станков позволяет легко загружать и выгружать тяжелые и габаритные детали.
Шпиндель с шестеренчатым приводом заключен в массивный корпус, что позволяет с легкостью обрабатывать изделия в тяжелых условиях
Впечатляющие характеристики всех девяти моделей
Чем характеризуется серия DBC? — В зависимости от того, какую из девяти моделей вы выберете:
- диаметр расточного шпинделя от 110 мм до 250 мм
- мощность шпинделя увеличена с 21 до 45 кВт
- крутящий момент в диапазоне от 1100 Н⸱м до 3900 Н⸱м
- размеры поворотного стола от 1400×1600 мм до 2000×2200 мм
- грузоподъемность от 7 000 до 25 000 кг
- инструментальный магазин на 40, 60 или 90 позиций
- датчики абсолютного положения X, Y и Z (что улучшает позиционирование и повторяемость)
- возможность работы с разнообразной оснасткой (например, державки с большим вылетом, индексируемые угловые головки, высокоточные расточные приспособления и т.п.)
Стойка ЧПУ FANUC
Какая модель DBC лучше всего подходит для вашего производства?
Хороший вопрос.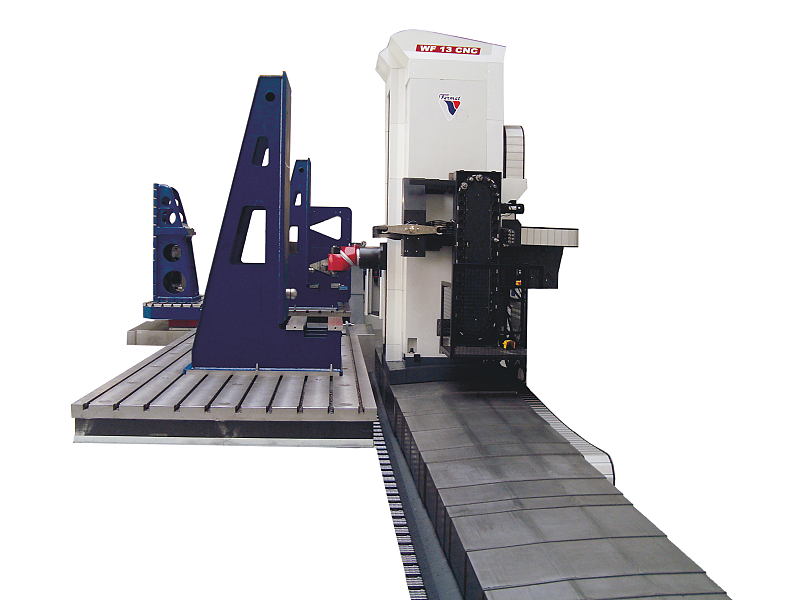 Выбор из девяти моделей велик, но два конкретных станка серии DBC особенно впечатляют сочетанием размеров, возможностей и стоимости.
Выбор из девяти моделей велик, но два конкретных станка серии DBC особенно впечатляют сочетанием размеров, возможностей и стоимости.
Во-первых, это DBC 110, самая компактная и экономичная модель в линейке DOOSAN. Это интеллектуальный горизонтально-расточной станок уже в базовой комплектации по привлекательной цене. Открытая конструкция обеспечивает большое разнообразие концепций и вариантов механической обработки. Особенности: 25 кВт-ный двухскоростной шпиндель с редуктором, который вращается со скоростью 3000 об/мин, устройство смены инструмента с сервоприводом на 40 позиций. Перемещение по осям X/Y/Z составляет 2000/1500/1200 мм. Стойка ЧПУ FANUC 32iB и система охлаждения шпинделя — входят в стандартную комплектацию.
Компания Doosan Machine Tools десятилетиями совершенствует линейку горизонтально-расточных станков, прислушиваясь к мнению рынка и клиентов. Недавно выпущенный, еще более компактный DBC 110S — тому подтверждение.
Станок DOOSAN DBC 110S
Во-вторых, это модель DBC 130L, горизонтально-расточной станок с габаритами, достаточными для удовлетворения большинства потребностей промышленного рынка Украины. Благодаря стабильности и впечатляющему функционалу он станет отличным помощником в широком спектре машиностроительных задач на долгое время. 45 кВт-ный шпиндель с трехступенчатым редуктором, который вращается со скоростью 2500 об/мин, и магазин для смены инструмента на 90 позиций. Перемещение по осям X / Y / Z составляет 4000/2500/2000 мм, стойка FANUC 31iB и охлаждение шпинделя также входят в стандартную комплектацию.
Благодаря стабильности и впечатляющему функционалу он станет отличным помощником в широком спектре машиностроительных задач на долгое время. 45 кВт-ный шпиндель с трехступенчатым редуктором, который вращается со скоростью 2500 об/мин, и магазин для смены инструмента на 90 позиций. Перемещение по осям X / Y / Z составляет 4000/2500/2000 мм, стойка FANUC 31iB и охлаждение шпинделя также входят в стандартную комплектацию.
Станок DBC130 ll
Важно: горизонтально–фрезерные ОЦ компании DOOSAN уже многие годы успешно работают на многих заводах Украины. В случае Вашей заинтересованности в приобретении аналогичного оборудования, специалисты компании организуют посещение украинских промышленных предприятий из разных отраслей промышленности. С целью получения независимых отзывов о качестве оборудования и об уровне сервисной поддержки.
Каждый поставленный компанией ВариТек станок, внедрялся на предприятии Заказчика вместе с технологией и был сдан на тестовой детали по параметрам точности и производительности.
Смотреть отзыв об оборудовании — Завод «Свет шахтера», г. Харьков
Смотреть отзыв об оборудовании — Завод «ТРИЗ», Сумская область
Узнать подробнее о станках серии DBC, как и о других моделях оборудования DOOSAN, можно в офисе компании ВариТек: +380-56-790-8421, [email protected].
Представительство и Сервисный Центр в Украине: Компания «ВариТек».
Компания ВариТек – эксклюзивный дистрибьютор DOOSAN MACHINE TOOLS CO., LTD в Украине более 10 лет.
Лучший сервис станочного оборудования в Украине.
Лучшая выставка станков с ЧПУ — это действующие производственные площадки и независимые отзывы об эксплуатации!
Уважаемые машиностроители! Чтобы выбрать действительно эффективное оборудование и правильного поставщика, недостаточно посетить выставку, оценить параметры станка на бумаге или со слов продавца. Единственный объективный метод выбора — побывать на аналогичном вашему производстве и получить отзывы от коллег, долговременно эксплуатирующих такое же оборудование.

станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
- Ключевые сотрудники:
- Иоганн Георг Бодмер
Сэр Джозеф Уитворт, баронет
Джеймс Нэсмит
Генри Модсли
Джозеф Брама
- Похожие темы:
- шлифовальный станок
расширитель
токарный станок
сверлильный станок
буровая машина
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
станок , любая стационарная машина с механическим приводом, которая используется для формовки деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до нужной формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами.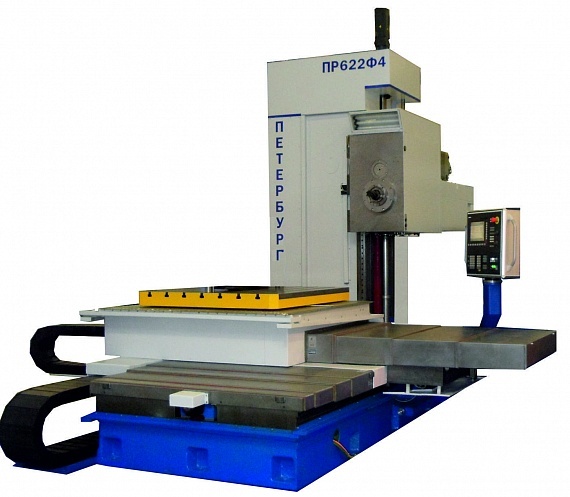 Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке.век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек. В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей.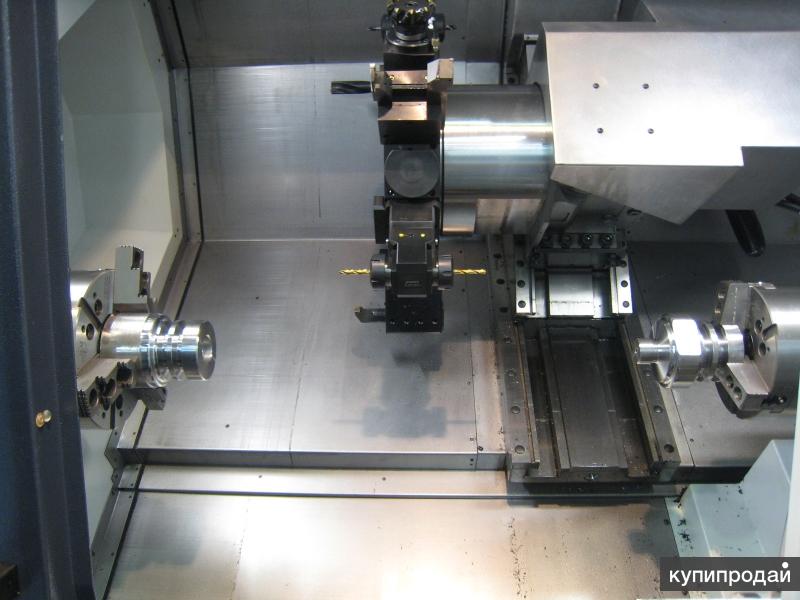 Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Великобритания пыталась сохранить лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков — шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станка
Все станки должны быть оснащены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Металлорежущие инструменты классифицируются как однолезвийные и многолезвийные. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или растачивания. Токарно-расточные работы выполняются на токарных и расточных станках. Многолезвийные режущие инструменты имеют две или более режущие кромки и включают фрезы, сверла и протяжки.
Существует два типа операции; либо инструмент движется по прямой к неподвижной заготовке, как на фрезерном станке, либо заготовка движется к неподвижному инструменту, как на рубанке. Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Знания станкостроения – Растачивание (производство): тип станка, определение станка и туннелепроходческий станок
В механообработке растачивание – это процесс расширения отверстия, которое уже было просверлено, с помощью одноточечного режущего инструмента, такого как как при расточке ствола орудия или цилиндра двигателя.
Растачивание используется для достижения большей точности диаметра отверстия и может использоваться для вырезания конического отверстия. Растачивание можно рассматривать как аналог точения по внутреннему диаметру, при котором режут внешние диаметры.
Сверлильный станок, устройство для получения ровных и точных отверстий в заготовке путем расширения существующих отверстий отверстием, которое может иметь одиночный режущий наконечник из стали, цементированного карбида или алмаза или может представлять собой небольшой шлифовальный круг. Однолезвийные инструменты, зажатые в расточной головке, прикрепленной к вращающемуся шпинделю, перемещаются по окружности к краям существующих отверстий. Диаметр отверстия, выметываемого инструментом, регулируется регулировкой расточной головки.
Фрезы точильные круговые имеют планетарное движение, быстро вращаясь вокруг своих осей, которые в свою очередь медленно вращаются вместе с расточной головкой вокруг оси шпинделя; диаметр отверстия регулируется путем регулировки расстояния между осью колеса и осью шпинделя. Шпиндели расточных станков могут вращаться вокруг вертикальной или горизонтальной оси.
Шпиндели расточных станков могут вращаться вокруг вертикальной или горизонтальной оси.
Сверлильные станки, используемые в инструментальных мастерских, имеют один вертикальный шпиндель и рабочий стол, который можно перемещать горизонтально в двух направлениях, перпендикулярных друг другу, для точного расположения отверстий. На некоторых машинах ошибка интервала составляет менее 0,002 процента. На заводах массового производства распространены специальные расточные станки с несколькими шпинделями.
Расточной станок Тип
Существуют различные типы расточных станков. Расточная оправка может поддерживаться на обоих концах (что работает только в том случае, если существующее отверстие является сквозным) или на одном конце (что работает как для сквозных, так и для глухих отверстий). Lineboring (линейное сверление, линейное сверление) подразумевает первое. Обратное растачивание (обратное растачивание, обратное растачивание) — это процесс просверливания существующего отверстия и последующего растачивания на «тыльной» стороне заготовки (относительно передней бабки станка).
Из-за ограничений конструкции инструмента, налагаемых тем фактом, что заготовка в основном окружает инструмент, расточка по своей природе является несколько более сложной задачей, чем точение, с точки зрения меньшей жесткости держателя инструмента, требований к повышенному заднему углу (ограничение величины опоры, которая может быть приданной режущей кромке), и трудностью контроля получаемой поверхности (размер, форма, шероховатость поверхности). Вот почему расточка рассматривается как самостоятельная область обработки, отдельная от токарной обработки, со своими советами, приемами, проблемами и опытом, несмотря на то, что они в некотором роде идентичны.
Станки бывшие в употреблении
Процесс растачивания может выполняться на различных станках, включая
- станки общего назначения или универсальные, такие как токарные станки (/токарные центры) или фрезерные станки (/обрабатывающие центры)
- станки, предназначенные для растачивания в качестве основной функции, такие как координатно-расточные станки и расточные станки или расточные станки, которые включают в себя вертикально-расточные станки (заготовка вращается вокруг вертикальной оси, в то время как расточная оправка/головка перемещается линейно; по сути, вертикальный токарный станок) и горизонтальные расточные станки (заготовка располагается на столе, а расточная оправка вращается вокруг горизонтальной оси; по сути, это специализированный горизонтально-фрезерный станок).

Туннелепроходческая машина
Туннелепроходческая машина (ТПМ), также известная как «крот», представляет собой машину, используемую для проходки туннелей с круглым поперечным сечением через различные слои почвы и горных пород. Их также можно использовать для микротоннелирования. Они могут быть спроектированы так, чтобы бурить что угодно, от твердой породы до песка. На сегодняшний день диаметр туннеля может варьироваться от одного метра (3,3 фута) (с микро-ТБМ) до 17,6 метра (58 футов). Туннели диаметром менее метра или около того обычно строятся с использованием методов бестраншейного строительства или горизонтально-направленного бурения, а не ТБМ. TBM также могут быть спроектированы для проходки тоннелей некруглой формы, включая U-образные или подковообразные, а также квадратные или прямоугольные тоннели.
Машины для проходки тоннелей используются в качестве альтернативы методам бурения и взрывных работ (D&B) в горных породах и традиционной ручной добыче полезных ископаемых в почве. Преимущество ТБМ заключается в том, что они ограничивают воздействие на окружающий грунт и создают гладкую стенку туннеля. Это значительно снижает стоимость облицовки туннеля и делает их пригодными для использования в сильно урбанизированных районах. Существенным недостатком является первоначальная стоимость. Строительство ТБМ дорого, и их может быть трудно транспортировать. Чем длиннее туннель, тем меньше относительная стоимость туннелепроходческих машин по сравнению с буровзрывными методами. Это связано с тем, что прокладка туннелей с помощью ТБМ намного эффективнее и приводит к сокращению времени завершения при условии, что они работают успешно. Однако буровзрывные работы остаются предпочтительным методом при работе в сильно трещиноватых и расколотых слоях горных пород.
Преимущество ТБМ заключается в том, что они ограничивают воздействие на окружающий грунт и создают гладкую стенку туннеля. Это значительно снижает стоимость облицовки туннеля и делает их пригодными для использования в сильно урбанизированных районах. Существенным недостатком является первоначальная стоимость. Строительство ТБМ дорого, и их может быть трудно транспортировать. Чем длиннее туннель, тем меньше относительная стоимость туннелепроходческих машин по сравнению с буровзрывными методами. Это связано с тем, что прокладка туннелей с помощью ТБМ намного эффективнее и приводит к сокращению времени завершения при условии, что они работают успешно. Однако буровзрывные работы остаются предпочтительным методом при работе в сильно трещиноватых и расколотых слоях горных пород.
Сверлильный станок || Определение, типы, детали, принцип работы и размер
Содержание
Расточный станок
- Расточный станок является одним из самых универсальных станков, в основном используемых для сверления отверстий в больших и тяжелых деталях, которые практически невозможно удержать.
 и вращать на токарном станке или сверлильном станке.
и вращать на токарном станке или сверлильном станке. - Например, рамы двигателей, паровые машины, цилиндры, корпуса машин и т. д.
- Расточные станки бывают самых разных стилей и размеров.
- Использование станка может быть расширено и включать нарезку винтов, точение, планетарное шлифование или нарезание зубчатых колес.
- Режущий инструмент, как правило, одноточечный, изготавливается из быстрорежущей стали M2 и M3 или карбида P10 и P01 .
- Джон Уилкинсон был человеком, который изобрел первый расточный станок в 1775.
Определение сверлильного станка
- Расточной станок A представляет собой станок с возвратно-поступательным движением, который в основном используется для сверления отверстий в крупных и тяжелых деталях.
Типы расточных станков
- Существуют следующие типы расточных станков:-
1. Настольный сверлильный станок
Настольный сверлильный станок
2. Напольный сверлильный станок
3. Прецизионный сверлильный станок
4. Строгальный сверлильный станок
5. Сурачная машина с несколькими типами головки
6. Вертикальная турельская токарная машина Бурильная машина
7. Стандартная вертикальная бурящая машина
8. СВОБОДА. Расточной станок настольного типа
- Расточный станок настольного типа является наиболее распространенным из всех горизонтально-расточных станков.
- Назван так потому, что изделие установлено на регулируемом столе, а подача осуществляется вручную, вдоль или поперек станины станка.
- Станок в основном состоит из станины, опорной стойки передней бабки, концевой опорной стойки, передней бабки, суппорта и стола, а также расточной оправки.
- Этот тип станка может быть пригоден для работ общего назначения, где требуется выполнение других операций, помимо сверления.

2. Напольный сверлильный станок
- Напольный горизонтально-сверлильный станок без стола использует неподвижную плиту пола, на которой Т-образные промежутки даются для проведения работ.
- Опорная стойка передней бабки и концевая опорная стойка и концевая опорная стойка установлены на направляющих, которые установлены под прямым углом к оси шпинделя.
- Предназначен для удержания очень больших и тяжелых заготовок, которые трудно установить и отрегулировать на столе.
3. Прецизионный сверлильный станок
- Прецизионный сверлильный станок использует одноточечные инструменты для быстрой и точной обработки поверхностей.
- Одноточечные инструменты из цементированного карбида и алмаза обрабатываются с очень высокой скоростью резания для получения отверстий точного размера с прекрасной обработкой поверхности.
- Движение подачи может быть задано инструментом или работой.

- Машина может быть горизонтального или вертикального типа.
4. Расточно-строгальный станок
- Он похож на стол, но стол скользит непосредственно по станине, а не по седлу, и совершает возвратно-поступательные движения под прямым углом к шпинделю, подобно рубанку.
- Концевая опорная колонна и опорная колонна передней бабки могут быть смещены к столу или удалены от него, чтобы приспособиться к различной рабочей ширине.
- Этот тип машины подходит для длительной работы.
5. Многоголовочный сверлильный станок
- Этот станок напоминает строгальный станок с двойным корпусом или фрезерный станок .
- Стол поддерживается длинной станиной, на которую он опирается.
- Две вертикальные колонны по разным сторонам кровати, почти по центру кровати.
- Две колонны соединены поперечиной.
- Станок может иметь две, три или четыре передние бабки.

- Этот тип машины можно использовать как в горизонтальном, так и в вертикальном исполнении.
- Операции обработки могут выполняться одновременно на различных рабочих поверхностях.
6. Вертикально-револьверный станок
- Этот вид расточных станков сочетает в себе преимущества вертикально-сверлильного станка и токарно-револьверного станка.
- Вертикально-сверлильный станок меньшего размера известен как вертикальный револьверный токарный станок.
- Он имеет револьверную головку с возможностью индексации, установленную на поперечной направляющей над столом для различных инструментов.
- Станок подходит для растачивания и токарной обработки железнодорожных опорных колес, поршневых колец, заготовок для зубчатых колес и т. д.
7. Стандартный вертикально-сверлильный станок
- Этот вид станков больше по размеру, чем вертикальный револьверный токарный станок, и не имеет револьверной головки.

- Машина снабжена двумя вертикальными головками и парой боковых головок.
- Станок предназначен для растачивания больших, цилиндрических и симметричных заготовок.
8. Вертикально-фрезерный сверлильный станок
- Может создавать горизонтальную плоскую поверхность, производить цилиндрическую точеную поверхность, просверливать внутренние отверстия, выполнять операции обрезки, сужения или формовки, а также создавать внутреннюю или внешнюю конусность поверхности.
- Для обработки плоской горизонтальной поверхности ползун и поперечина фиксируются в желаемом положении, а суппорт подается в поперечном направлении, в то время как заготовка вращается на столе.
Части расточной машины
- Это следующие части расточной машины:-
1. Станина
2. Стол
3. Корпус
4. Поперечная рейка
Поперечная рейка
6. Головка инструмента в сборе
1. Станина
- Станина расточной машины состоит из полой круглой отливки, залитой на полу.
- Верхняя часть кровати обработана, чтобы обеспечить опорную поверхность для стола.
- В нем находится шпиндель и шестерня для вращения стола.
2. Стол
- Поворотный стол представляет собой круглую отливку, установленную на верхней части станины.
- Горизонтальная поверхность стола обработана и снабжена Т-образными пазами или зажимными кулачками для удерживания и зажима заготовки.
- Нижняя сторона стола может быть снабжена зубьями конической шестерни, которые входят в зацепление с ведущей шестерней.
- В больших машинах косозубая шестерня входит в зацепление с шестерней, прикрепленной к нижней стороне стола.
3. Корпус
Корпус
- Корпуса представляют собой два вертикальных элемента, которые поднимаются с двух сторон кровати.
- Имеют ребристую конструкцию для обеспечения жесткости машины.
- Корпуса соединены сверху поперечиной.
- Вертикальная передняя поверхность корпусов точно обработана для формирования направляющих, по которым скользит поперечная рейка.
4. Поперечная рейка
- Поперечная рейка представляет собой горизонтальный элемент прямоугольного литья, установленный на двух передних сторонах корпусов.
- Поперечная рейка может перемещаться вверх и вниз с помощью вращающихся винтов для обеспечения работы на разной высоте.
- Вертикальная передняя поверхность корпуса точно обработана для удерживания и скольжения седла инструментальной головки.
5. Расточные оправки
- Расточная оправка поддерживает фрезу для операций растачивания на работах с большими расстояниями между отверстиями.

- Для коротких отверстий штанга может поддерживаться только на конце шпинделя передней бабки, тогда как для длинных работ штанга поддерживается на конце шпинделя и на подшипниковом блоке стойки.
6. Головка инструмента в сборе
- Включает седло, домкрат и резцедержатель.
- Седло устанавливается на поперечной направляющей и может скользить по ней для создания плоской горизонтальной поверхности с помощью инструмента.
- Поршень, удерживающий резцедержатель, может скользить вверх и вниз в седле перпендикулярно столу для создания цилиндрической поверхности или под углом к поверхности стола для создания конуса.
- Для облегчения работы плунжеры также уравновешены.
Операции скучных машин
1. СКОРОНА
2. Операция формирования
3. Обработка плоская поверхность
4. Операция Boring Boering. поверхность
Операция Boring Boering. поверхность
6. Обрезка и сужение
1. Растачивание
- При этой операции отверстия растачиваются с помощью расточных оправок.
- Несколько отверстий можно расточить одно за другим, изменяя положение заготовки и каждый раз выравнивая ее с расточной оправкой.
- Для просверливания отверстия расточная оправка устанавливается на шпиндель, а фреза настраивается в расточной оправке на требуемый размер, после чего выполняется легкий рез.
- Отверстие измерено, требуемая скорость и подача отрегулированы, резка завершена.
2. Формовка
- Эта операция выполняется поперечным движением суппорта.
3. Обработка плоской поверхности
- Для выполнения этой операции поперечина и ползун фиксируются в нужном положении.
- Затем седло подается крест-накрест, а изделие вращается на столе.

- Глубина резания определяется ползунком.
4. Конусное растачивание
- Конические и конические поверхности обтачиваются поворотом головки инструмента на требуемый угол.
- Когда коническая поверхность, имеющая большой угол прилегания, который находится за пределами диапазона поворотного устройства головки инструмента, поворачивается, к инструменту одновременно применяется комбинированная поперечная и нисходящая подача для нарезания требуемой конусности.
5. Токарная цилиндрическая поверхность
- В этом упражнении седло зажимается для предотвращения любого горизонтального перемещения ползуна, и ползун подается вниз.
- Отверстия большего диаметра растачивают, подавая головку инструмента непосредственно в заготовку, а отверстия меньшего диаметра растачивают с помощью расточной оправки, прикрепленной к головке инструмента.
6. Операция обрезки и вырезания шейки
Операция обрезки и вырезания шейки
- Эта операция аналогична операции формования и также выполняется с помощью поперечного движения суппорта.
Размеры расточных станков
- Размеры расточных станков различаются в зависимости от их конструкции, они могут быть вертикальными или горизонтальными.
Для вертикального
- Размер указывается диаметром его стола или патрона, выраженным в мм.
- Он также может быть указан диаметром поворота самой большой детали, которая может быть размещена в машине.
- Размер вертикально-револьверного станка меняется с 600 до 2000 мм.
- Размеры стандартного вертикально-сверлильного станка достигают 6000 мм.
Для горизонтального
- Размер указывается диаметром шпинделя в мм.
- Ширина шпинделя варьируется от от 75 до 355 мм.

- Чтобы полностью указать другие важные параметры расточной машины, например, мощность двигателя шпинделя в лошадиных силах, высоту колонны, размер стола или размер плиты пола, скорость вращения шпинделя, подачу и длину подачи, требуемую площадь пола, вес станка и так далее также выражаться.
Механизм сверлильного станка
- Механизм сверлильного станка основан на движениях станка настольного типа, которые заключаются в следующем:-
1. Концевой опорный блок и переднюю бабку можно перемещать вниз и вверх.
2. Шпиндель может вращаться с различной скоростью.
3. Шпиндель можно перемещать вручную или вручную для подачи.
4. Седло и стол можно перемещать вручную или механически.
5. Колонны можно перемещать вручную или силой.
- Все эти движения, которые можно выполнять по отдельности или в комбинации.

- Все органы управления размещены в определенном месте машины, и оператор может уделять больше внимания работе, управляя машиной.
Внешняя ссылка
Глава 10: расточные операции и машины.
10.1 Введение
Растачивание, также называемое внутренним точением, используется для увеличения
внутренний диаметр отверстия. Оригинальное отверстие делается дрелью, или его
может быть сквозное отверстие в отливке. Скука достигает трех целей:
Калибровка: Растачивание доводит отверстие до нужного размера и отделки. А
сверло или развертку можно использовать только в том случае, если желаемый размер
«стандарт» или если специальные инструменты заточены. Сверлильный инструмент может
работать с любым диаметром, и это даст требуемую отделку, регулируя
скорость, подача и радиус носа. Прецизионные отверстия можно расточить с помощью
микрорегулируемые расточные оправки.
Прямолинейность: Растачивание выпрямит исходную просверленную или отлитую
отверстие. Сверла, особенно длинные, могут отклоняться от центра и резать
Сверла, особенно длинные, могут отклоняться от центра и резать
под небольшим углом из-за эксцентричных сил на сверле, иногда
твердые участки в материале или неравномерная заточка сверла. с сердечником
отверстия в отливках почти никогда не бывают совершенно прямыми. Буровой инструмент
при перемещении прямо по направляющим с подачей каретки исправит
эти ошибки.
Концентричность: Растачивание сделает отверстие концентричным с
наружный диаметр в пределах точности патрона или
удерживающее устройство. Для лучшей концентричности поворот внешней
диаметра и растачивание внутреннего диаметра выполняется за один
наладка, то есть без перемещения работы между операциями.
Основы токарной обработки, описанные в главах 4 и 5, также применимы к
скучный. Однако при расточке есть ряд ограничений, которые необходимо
учитывать для достижения высокой производительности съема материала
в сочетании с удовлетворительной точностью, чистотой поверхности и стойкостью инструмента.
Поэтому в этой главе ограничения, которые отличают внутренние
токарная обработка с внешней токарной обработки будет рассмотрена более подробно. А
типичная операция сверления показана ниже.
10.2 Расточные операции
Большинство токарных операций, выполняемых при наружном точении,
также можно найти в скучно. При внешней токарной обработке длина
заготовки не влияет на вылет инструмента и размер
держатель инструмента может быть выбран таким образом, чтобы он выдерживал силы и напряжения
которые возникают во время операции. Однако при внутренней токарной обработке или
скучно, выбор инструмента сильно ограничен
диаметр отверстия заготовки и длина.
Общее правило, применимое ко всем видам механической обработки, состоит в том, чтобы свести к минимуму
вылет инструмента для достижения наилучшей стабильности и, таким образом,
точность. При растачивании глубина отверстия определяет вылет.
стабильность повышается при использовании инструмента большего диаметра, но даже
тогда возможности ограничены, так как пространство, разрешенное
необходимо учитывать диаметр отверстия в заготовке
для эвакуации стружки и радиальных перемещений.
Ограничения в отношении устойчивости при сверлении означают, что дополнительные
необходимо уделить внимание планированию и подготовке производства. По
понимание того, как на силы резания влияет геометрия инструмента и
выбранные режимы резания, а также понимание того, как различные типы
расточные оправки и зажим инструмента повлияют на стабильность, отклонение и
вибрация может быть сведена к минимуму.
10.3 Манжетные усилия
При зацеплении тангенциальная сила и радиальная сила резания
будет пытаться оттолкнуть инструмент от заготовки, что приведет к
отклонения.
Тангенциальная сила попытается заставить инструмент двигаться вниз и в сторону
от центральной линии. Из-за искривления внутреннего отверстия
диаметра угол зазора также будет уменьшен. Поэтому с небольшим
отверстия, особенно важно, чтобы задний угол
вставка должна быть достаточной, чтобы избежать контакта между инструментом и стеной
отверстия.
Радиальное отклонение уменьшит глубину резания. В дополнение к
В дополнение к
диаметральная точность изменится, толщина стружки изменится
с различной величиной сил резания. Это вызывает вибрацию,
который передается от режущей кромки к резцедержателю.
стабильность инструмента и зажима будет фактором, определяющим
величина вибрации и то, усиливается она или затухает.
Геометрия пластины: Геометрия пластины имеет решающее значение.
влияние на процесс резки. Положительная вставка имеет положительный передний угол
угол. Угол кромки пластины и задний угол вместе будут
равен менее 90 градусов. Положительный передний угол означает более низкий
тангенциальная сила резания. Однако положительный передний угол получается при
стоимость заднего угла или кромочного угла. Если зазор
угол мал, существует риск истирания между инструментом и
обрабатываемой детали, а трение может вызвать вибрацию. В тех случаях, когда
передний угол большой, а угол кромки маленький, более острая резка
край получается. Острая режущая кромка глубже проникает в материал
легко, но его также легче изменить или повредить краем или другим
неравномерный износ.
Износ кромки означает изменение геометрии пластины,
что приводит к уменьшению угла зазора. Поэтому с финишем
обработка – это требуемая чистота поверхности заготовки, которая
определяет, когда вставку необходимо заменить. Как правило, краевой износ
должен быть между 0,004″ и 0,012″ для чистовой обработки и между
0,012″ и 0,040″ для черновой обработки.
Угол опережения: Угол опережения влияет на осевое и радиальное направления
сил резания. Небольшой угол опережения обеспечивает большую осевую резку.
составляющая силы, в то время как большой угол опережения приводит к большему резанию
усилие в радиальном направлении. Осевая сила резания минимальна.
отрицательное влияние на работу, так как сила направлена вдоль
скучный бар. Следовательно, чтобы избежать вибраций, целесообразно
выбрать небольшой угол опережения, но, поскольку угол опережения также влияет на другие
такие факторы, как толщина стружки и направление схода стружки,
часто приходится идти на компромисс.
Основным недостатком малого угла в плане является то, что режущая
силы распределяются по более короткому участку режущей кромки, чем
с большим углом опережения. Кроме того, режущая кромка подвергается
внезапная загрузка и разгрузка, когда край входит и выходит из
заготовка. Поскольку расточка обычно выполняется в предварительно обработанном отверстии и
обозначается как легкая обработка, малые углы в плане обычно не вызывают
проблема. Обычно рекомендуются углы опережения 15 градусов или меньше.
Однако при угле опережения 15 градусов радиальная сила резания будет
практически в два раза больше силы резания при угле опережения 0 градусов. А
показана типичная расточная оправка со сменными пластинами с углом в плане 0 градусов
на предыдущей странице.
Радиус при вершине: Радиус при вершине пластины также влияет на
распределение сил резания. Чем больше радиус носа, тем больше
радиальная и тангенциальная сила резания- и возникновение вибрации.
Однако это не относится к радиальным силам резания. отклонение
отклонение
инструмента в радиальном направлении вместо этого влияет
соотношение между глубиной резания и размером радиуса вершины.
Если глубина резания меньше радиуса вершины, радиальная резка
силы будут увеличиваться с увеличением глубины резания. Если глубина резания
равен или больше, чем размер радиуса носа, радиальный
отклонение будет определяться углом опережения. Таким образом, это хороший
идея выбрать радиус носа, который несколько меньше, чем режущий
глубина. Таким образом, радиальные силы резания могут быть сведены к минимуму.
используя преимущества максимально возможного радиуса носа,
что приводит к более прочной режущей кромке, лучшему качеству поверхности и более ровной
давление на режущую кромку.
10.4 Стружколомание и удаление стружки
Получение относительно короткой стружки спиралевидной формы является целью
внутренняя токарная обработка. Их легко эвакуировать, и они не помещают такие большие
напряжения на режущей кромке при разрушении стружки. Жесткое нарушение
Жесткое нарушение
щепа — это когда получаются короткие стружки — требует мощности и может
увеличить вибрацию в расточной оправке. Однако это предпочтительнее, чем
наличие длинной стружки, что может затруднить удаление стружки. Чип
на поломку влияет ряд факторов, таких как геометрия пластины,
радиус вершины, угол опережения, глубина резания, подача и скорость резания.
Как правило, уменьшение подачи и/или увеличение скорости резания приводит к более длительному
чипсы. Форма стружколома влияет на радиус стружки,
где любой нарост на кромке или лункообразный износ также могут действовать как стружколом.
направление, в котором текут стружки, и то, как они поворачиваются в
спираль, зависит от угла опережения или комбинации резки
глубина и радиус носа.
Параметры, влияющие на стружкодробление, также влияют на направление
и величина силы резания. Следовательно, необходимо выбрать
сплав и геометрия пластины, которые вместе с выбранной обработкой
параметры, соответствуют требованиям хорошего контроля над стружкодроблением. В то же
В то же
время станок, расточная оправка и зажим инструмента должны обеспечивать достаточную
устойчивость, чтобы противостоять возникающим силам резания.
Во время операций растачивания отвод стружки может быть критическим,
особенно при обработке глубоких отверстий. Центробежная сила выталкивает стружку наружу. При расточке это значит, что стружка остается
в заготовке. Оставшиеся чипы могут быть вдавлены в
обрабатываемой поверхности или заклинить и повредить инструмент. Как и с внутренним
рекомендуется использовать инструменты с внутренней подачей смазочно-охлаждающей жидкости.
Затем стружка будет эффективно вымываться из отверстия. Сжатый
можно использовать воздух вместо смазочно-охлаждающей жидкости и с желобами; в
стружку можно выдуть через шпиндель и собрать в контейнер.
10.5 Жесткость при сверлении
Геометрия деталей может иметь внешние токарные операции, а также
внутренние операции. Внутренняя одноточечная токарная обработка называется
растачивания и может использоваться как для черновой, так и для чистовой обработки
операция. Одноточечные расточные инструменты состоят из круглого вала с одной
Одноточечные расточные инструменты состоят из круглого вала с одной
вставной карман, предназначенный для проникновения в отверстие или полость детали для удаления
внутренний припуск за один или несколько проходов станка.
Ключом к производительности при расточных операциях является
жесткость. Расточные оправки часто требуются для достижения больших расстояний в
части для снятия приклада, как показано ниже. Отсюда и жесткость
операция обработки скомпрометирована, потому что диаметр инструмента
ограничен размером отверстия и необходимостью дополнительного зазора для эвакуации
чипсы. Практические пределы вылета стальных расточных оправок в четыре раза
диаметр их хвостовика. Когда вылет инструмента превышает этот предел,
скорость съема металла при операции растачивания значительно снижена
из-за отсутствия жесткости и повышенной возможности вибрации.
Отклонение расточной оправки: Величина отклонения расточной оправки
зависит от материала стержня, диаметра, вылета и размера
радиальные и тангенциальные силы резания. Отклонение борштанги может быть
Отклонение борштанги может быть
рассчитаны, но такие расчеты выходят за рамки нашей предполагаемой области здесь.
Увеличение диаметра инструмента для создания повышенного момента
инерции может противодействовать этому отклонению. Выбираем буровую штангу из
материал с более высоким коэффициентом упругости также может
противодействовать отклонению. Так как сталь имеет более низкий коэффициент упругости
чем твердосплавные, расточные оправки из цементированного карбида лучше подходят для больших
нависает.
Компенсация отклонения: Даже при лучшем зажиме инструмента некоторые
вибрация будет иметь место при бурении. Радиальное отклонение влияет на
диаметр обработки. Тангенциальное отклонение означает, что кончик пластины
перемещается вниз от центральной линии. В обоих случаях
на величину и направление сил резания влияют изменения
взаимосвязь между толщиной стружки и геометрией пластины.
Если известна точная величина отклонения наконечника вставки в
заранее, то проблемы можно избежать. Позиционирование наконечника вставки
Позиционирование наконечника вставки
расстояние выше осевой линии, вставка под действием
тангенциальное усилие, займет правильное положение во время обработки. В
таким же образом, установив станок на большую глубину резания
чем желаемая глубина резания компенсирует радиальное отклонение.
Когда начинается резка, радиальная сила резания уменьшает глубину резания.
Даже если приблизительное отклонение можно рассчитать, практическое
результат будет несколько другим, потому что зажим никогда не
абсолютно жесткая и потому невозможно рассчитать нарезку
именно силой.
Зажим расточной оправки: минимальная подвижность в фиксированном
конец расточной оправки приведет к отклонению инструмента. Самый лучший
Стабильность достигается за счет держателя, полностью закрывающего стержень. В качестве
как показано на рисунке выше, этот тип держателя доступен в двух
стили: жесткий или фланцевый стержень (а) или разделенный блок, который
зажимы при затяжке (b). При жестко закрепленном стержне стержень либо
предварительно усаживается в держатель и/или приваривается. При фланцевом креплении
При фланцевом креплении
обычно используется фланец со сквозным отверстием. Фланец обычно приклеивается
на хвостовик стержня на расстоянии, которое дает требуемую
свес. Затем стержень подается в держатель и зажимается с помощью
винтовым соединением или за счет удерживания в револьверной головке.
Менее эффективными являются те методы зажима инструмента, при которых винт
зажимы на стержне. Эта форма обычно вызывает вибрацию и не
рекомендуемые. Прежде всего, этот метод нельзя использовать для зажима
стержни из цементированного карбида. Твердый сплав более хрупок, чем сталь.
трещины будут возникать в результате вибрации, что, в свою очередь, может привести к
поломка.
10.6 Расточные оправки
Расточные оправки изготавливаются в самых разных стилях. Одноточечный
расточные оправки легко затачиваются, но их трудно отрегулировать при использовании
в револьверных и автоматических токарных станках и обрабатывающих центрах, если они не
удерживается в регулируемом держателе. (См. иллюстрации ниже.)
(См. иллюстрации ниже.)
Более дорогие расточные оправки снабжены легко регулируемыми
вставки. Эти стержни изготавливаются в стандартных размерах, с диапазоном
От 1/4″ до 1/2″ в диаметре. Точная регулировка включена в
с шагом 0,001 дюйма или, в некоторых случаях, 0,0001 дюйма. Они есть
стандартный до 6 дюймов в диаметре. Расточная оправка с регулировкой
показано ниже.
Во многих случаях может оказаться выгодным заказать специальные стержни с двумя или
более предустановленных диаметров, установленных на правильном расстоянии друг от друга. Эти специальные
бары стоят дороже и обычно используются только при больших количествах.
их использование экономично. Иногда это может быть единственным способом удержать
требуемые допуски и концентричность.
Другие специальные расточные оправки, иногда называемые расточной головкой,
разработан со сменными картриджами.
Типы расточных оправок: расточные оправки доступны из стали, цельные
карбид и сталь, армированная карбидом. Способность сопротивляться отклонению
Способность сопротивляться отклонению
увеличивается по мере увеличения коэффициента эластичности. Поскольку
коэффициент упругости карбида в три раза больше, чем у
стальные, твердосплавные стержни предпочтительны для больших вылетов. Недостаток
Карбида является его плохая способность выдерживать растягивающее напряжение. За
стержни, армированные карбидом, втулки из карбида предварительно напряжены, чтобы предотвратить
растягивающие напряжения.
Расточные оправки могут быть оборудованы каналами для внутреннего охлаждения, которые
предпочтительнее для внутренней токарной обработки. Внутренний подвод СОЖ обеспечивает
эффективное охлаждение режущей кромки, а также лучшее стружкодробление и
эвакуация стружки. Таким образом достигается более длительный срок службы инструмента и качество
проблемы, которые часто возникают из-за застревания стружки, избегаются.
Выбор расточной оправки: при планировании производства это очень важно
свести к минимуму силы резания и создать условия, при которых наибольшая
возможная стабильность достигается так, что инструмент может выдержать
стрессы, которые возникают всегда. Длина и диаметр борштанги
Длина и диаметр борштанги
будет иметь большое значение для стабильности инструмента. Поскольку
Внешний вид изделия является решающим фактором при выборе
минимальный вылет и максимальный диаметр инструмента, который можно использовать,
важно выбрать инструмент, параметры зажима инструмента и режимы резания, которые
минимизировать, насколько это возможно, силы резания, возникающие во время
операция.
Для получения наилучших результатов необходимо следовать следующим рекомендациям.
возможная стабильность:
* Выберите максимально возможный диаметр прутка, но в то же время
убедитесь, что имеется достаточно места для эвакуации стружки.
* Выбирайте минимально возможный выступ, но в то же время
убедитесь, что длина стержня позволяет рекомендуемый зажим
длины, которые должны быть достигнуты.
* Следует использовать угол опережения 0 градусов. Угол опережения должен,
ни при каких обстоятельствах не должна превышать 15 градусов.
* Сменные пластины должны иметь положительный передний угол, что приводит к
меньшие силы резания.
* Твердый сплав должен быть прочнее, чем для наружного точения
для того, чтобы выдерживать нагрузки, которым подвергается вставка при стружке.
возникают заедания и вибрации.
* Выберите радиус вершины меньше глубины резания.
Современные расточные оправки разработаны с учетом требований
это должно применяться, потому что операция выполняется внутри, а
размеры инструмента определяются глубиной отверстия и отверстием
диаметр. Пластина с положительной передней геометрией требует меньше материала
достигается деформация и низкие силы резания. Инструмент должен предлагать
хорошая стабильность, чтобы противостоять возникающим силам резания, а также
максимально уменьшить прогиб и вибрацию. Из-за космоса
требования, удовлетворительный контроль над стружкодроблением и хорошая доступность также
свойства большее значение, чем при наружном точении.
10.7 Расточные станки
Сверлильные операции могут выполняться на станках, отличных от расточных,
таких как токарные станки, фрезерные станки и обрабатывающие центры. Типичная скука
Типичная скука
операция, выполняемая на токарном станке, показана выше. Постоянный отдых
Используется для поддержки обрабатываемой детали.
Расточные станки, как и большинство других станков, можно классифицировать
как горизонтальное, так и вертикальное.
10.7.1 Горизонтальные дерзкие машины (HBM)
HBM предназначен для обработки деталей среднего и очень большого размера, но
эти части обычно имеют несколько прямоугольную форму, хотя они могут
быть асимметричным или неправильным. Имеющиеся режущие инструменты только ограничивают
размер резки, жесткость шпинделя и доступная мощность.
HBM настольного типа, как показано выше, построен на тех же принципах
как фрезерные станки с горизонтальным шпинделем. Основание и колонна
скреплены между собой, и колонка не двигается. Столы тяжелые,
ребристые отливки, которые могут выдерживать нагрузки до 20 000 фунтов.
Размер HBM: Основной размер HBM – это диаметр
шпиндель. Настольные станки обычно имеют шпиндели от 3 дюймов до
Диаметр 6 дюймов. Большие размеры будут передавать больше мощности и, в равной степени,
Большие размеры будут передавать больше мощности и, в равной степени,
важно, шпиндель не будет провисать или отклоняться так сильно при использовании
тяжелый режущий инструмент в выдвинутом состоянии. Размер дополнительно уточняется
размер стола. Хотя у каждой машины есть «стандартный» размер
стол, можно заказать специальные размеры. Основные части
горизонтально-сверлильный станок показан ниже.
Закрепление: Закрепление с помощью зажимов, болтов или приспособлений,
так же, как и с другими машинами. Поворотные столы позволяют обрабатывать все четыре
грани прямоугольной детали или вырезы под различными углами на детали любой формы.
Поворотные столы размером до 72 дюймов квадратного или круглого сечения используются для больших объемов работ.
большая, довольно плоская деталь должна быть обработана, используется угловая пластина.
заготовка крепится болтами или зажимается на угловой пластине так, чтобы
«плоская» грань обращена к шпинделю.
Режущие инструменты: Режущие инструменты удерживаются во вращающемся шпинделе
коническое отверстие и дышло. Чтобы ускорить процесс смены инструмента,
Чтобы ускорить процесс смены инструмента,
выполняется одно или оба из двух действий:
* Дышло (которое плотно втягивает конический держатель инструмента в
отверстие шпинделя) может приводиться в действие электродвигателем. Таким образом, держатель туго затягивается или
выгнали очень быстро.
* Используется быстросменный инструмент. Базовый держатель закреплен в
шпиндель. Он имеет конус, в котором инструменты могут быть закреплены на четверть
пол-оборота стопорного кольца. Таким образом, оператор может изменить пресет
инструменты за 10-30 секунд.
Державки и, в частности, быстросменные державки будут
обсуждается в главах о фрезеровании.
Скорости и подачи: Скорости и подачи охватывают широкий диапазон из-за
широкий выбор фрез, которые можно использовать на HBM. Скорости от 15
до 1500 об/мин и скорости подачи от 0,1 до 401 PM обычно используются.
Горизонтально-сверлильный станок напольного типа (НВМ): Напольный станок НВМ
используется для особо высоких или длинных заготовок. Стандарт»
Стандарт»
72-дюймовая взлетно-посадочная полоса может быть изготовлена практически любой длины, необходимой для специальных работ.
Длина 20 футов используется сегодня. Высота столбца, т.
обычно от 60 до 72 дюймов, можно заказать в два раза больше
высота, если этого требует работа.
Стол HBM: стол отделен от расточной машины, хотя и
конечно же крепится к полу. Он может быть прикручен к взлетно-посадочной полосе.
Вся колонна и основание колонны перемещаются влево и вправо (ось X)
по специальным путям на взлетно-посадочной полосе. Взлетно-посадочная полоса должна быть тщательно выровнена
и выравнивается при первой установке, а затем проверяется через определенные промежутки времени.
машина используется.
Передняя бабка HBM: переднюю бабку можно точно перемещать вверх и вниз
столбец (ось Y). Шпиндель диаметром от 6 до 10 дюймов.
вращается для обработки. Он перемещается внутрь и наружу (ось Z) до
48″ для растачивания, сверления, настройки глубины фрезерования,
и т. д. Как и в настольном HBM, диаметр шпинделя и размер стола
д. Как и в настольном HBM, диаметр шпинделя и размер стола
указать размер машины.
Режущие инструменты: Режущие инструменты те же, что и на
станок настольного типа. Закрепление также такое же, и угловые пластины
часто используемый.
10.7.2 Вертикально-сверлильные станки [VBM]
Вертикально-сверлильный станок можно описать следующим образом:
представляет собой токарный станок, повернутый вверх дном, бабка которого опирается на пол. Этот
станок нужен, потому что даже самые большие моторные токарные станки не справятся
работа намного больше 24 дюймов в диаметре. Показан вертикально-сверлильный станок
ниже.
Сегодня VBM часто называют токарно-карусельными станками.
Если к этому имени добавить облицовку, оно довольно хорошо описывает основную
использования этой машины. Как и любой токарный станок, эти станки могут производить только
круглые разрезы, а также облицовочные и контурные разрезы.
10.7.3 Координатно-расточные станки
Координатно-расточные станки
представляют собой вертикально-расточные станки с высокой точностью.
подшипники. Они доступны в различных размерах и используются в основном в инструментах.
помещения для обработки шаблонов и приспособлений. Более универсальный численно
управляемые машины в настоящее время заменяют многие координатно-сверлильные станки.
СВЯЗАННАЯ СТАТЬЯ: Удаление металла
Материалы для режущих инструментов
Методы удаления металла
Обрабатываемость металлов
Одноточечная обработка
Токарные инструменты и операции
Методы токарной обработки и станки
Нарезание канавок и резьб
Формование и строгание
Процессы изготовления отверстий
Учения и буровые работы
Методы бурения и машины
Буровые работы и машины
Развёртывание и нарезание резьбы
Многоточечная обработка
Фрезы и операции
Методы фрезерования и машины
Протяжки и протяжка
Пилы и пиление
Абразивные процессы
Шлифовальные круги и операции
Методы измельчения и машины
Притирка и хонингование
Джордж Шнайдер-младший CmfgE
Почетный профессор
Инженерные технологии
Технологический университет Лоуренса
Бывший председатель
Детройт Глава 1
Общество инженеров-технологов
Бывший президент
Международный исполнительный совет
Общество инженеров по твердосплавным инструментам и инструментам
Lawrence Tech. -www.ltu.edu
-www.ltu.edu
Прентис Холл-www.prenhall.com
Как это работает — Буровое оборудование для луговых собачек
Буровое оборудование для луговых собачек
Сверлить со всеми машинами для луговых собачек очень просто. Главное, что нужно помнить, это то, что вам нужна правильная настройка. Посмотрите видео, внимательно прочитайте инструкцию, поймите, для чего предназначено оборудование, и вы сможете легко и успешно пробурить скважину.
Просто выкопайте небольшую траншею, выровняйте буровую штангу в траншее и подключите источник жидкости к машине. Затем установите буровую штангу и пилотное долото и включите воду.
Запустите вращение долота и продвиньте машину вперед. Добавляйте буровую штангу, пока не выйдете в намеченную точку. Затем снимите пилотное долото, замените его расширителем нужного размера и проверните через пилотное отверстие.
Угробить ракеты
Ракеты могут оказаться где угодно, но только не там, куда вы их нацелите, включая середину дороги. Почвенные условия диктуют, можно ли их использовать вообще. Ракеты могут застрять или вообще потеряться вместе со значительными вложениями, которые приводят вас к принятию важного решения. Выкопайте и разорвите то, что вы пытались не тревожить в первую очередь, или оставьте это там и купите другое. Этого не произойдет с машиной для луговых собачек. Наши машины будут работать в самых разных почвенных условиях и просто по расчетной точности намного лучше.
Почвенные условия диктуют, можно ли их использовать вообще. Ракеты могут застрять или вообще потеряться вместе со значительными вложениями, которые приводят вас к принятию важного решения. Выкопайте и разорвите то, что вы пытались не тревожить в первую очередь, или оставьте это там и купите другое. Этого не произойдет с машиной для луговых собачек. Наши машины будут работать в самых разных почвенных условиях и просто по расчетной точности намного лучше.
Посмотрите видео и см. полное руководство в руководстве.
Как это работает?
Все сверлильные станки для луговых собачек работают, вращая пилотное сверло с твердосплавным наконечником, чтобы просверлить начальное «пилотное» отверстие. Настройка зависит от модели используемого станка, но все они предназначены для бурения прямолинейных отверстий. Вода используется для промывки скважины при резке долота.
Если первоначальное отверстие необходимо увеличить, задний расширитель соответствующего размера может быть вытянут обратно через отверстие, вырезаемое таким же образом, как и пилотное долото.
Вы должны развернуть до нужного размера только один раз. Другими словами, если вам нужно 10-дюймовое отверстие, вы должны просверлить пилотное отверстие, а затем расширить отверстие с помощью 10-дюймового расширителя. Некоторые клиенты считают, что штабелирование расширителей на одной и той же бурильной колонне помогает ускорить резку или смешивать более качественный раствор, поэтому они могут, например, иметь расширители диаметром 4″, 8″ и 10″, сложенные вместе в одном процессе расширения. Почвенные условия могут определять, поможет или помешает штабелирование процессу. Небольшой опыт использования различных методов будет бесценным.
Сколько воды требуется?
2-дюймовая направляющая скважина длиной 40 футов обычно занимает от 30 до 50 галлонов в оптимальных условиях. Эта вода должна подаваться под давлением около 40-50 фунтов на квадратный дюйм или при стандартном давлении и расходе городской воды. Машины стандартно поставляются с соединением для садового шланга, но при необходимости могут быть оснащены другими соединениями или легко адаптируются в полевых условиях.
Сколько времени это займет?
Время, необходимое для завершения бурения, во многом зависит от состояния почвы. Тем не менее, в хороших условиях на изготовление того же отверстия размером 2″ x 40 футов уйдет не более 20–30 минут, в зависимости от модели. Примерно столько же времени потребуется для задней развертки 4″ – 6″. Вы можете добавить примерно 20% ко времени, необходимому для рассверливания отверстия, на каждые 2″ шага, которые вы увеличиваете в готовом размере отверстия. Это эмпирические оценки в хороших условиях.
Разве это не мешает?
Не так много, как можно было ожидать. Вода соединяется с субстратом, образуя суспензию. Эта суспензия обычно остается у входа в отверстие. Любой дополнительный сток воды можно сдержать, выкопав небольшой отстойник и либо позволив ему впитаться в землю, либо откачав его. Шлам, который остается в отверстии, служит смазкой при вставке кожуха, кабеля, трубы или канала.
Наши машины поворачивают долото с правильным сочетанием скорости и мощности. Мощности, достаточной для бурения в самых сложных условиях, и достаточной скорости, чтобы тщательно смешать воду и почву с получением надлежащего навоза.
Мощности, достаточной для бурения в самых сложных условиях, и достаточной скорости, чтобы тщательно смешать воду и почву с получением надлежащего навоза.
Будет ли он пробить скалу?
Да, сверла с твердосплавными наконечниками и обратные развертки позволяют станку выполнять бурение в самых тяжелых условиях. Хотя есть много разных пород. Время бурения зависит от твердости породы.
В моем районе много песка. Могу ли я по-прежнему скучать с Луговой собачкой без обвалов?
Да, можно. Простую воду можно заменить смесью бентонитовой глины (бурового раствора). Этот буровой раствор поможет стабилизировать скважину в гранулированных грунтах. Из-за природы песка и его более крупных частиц он не имеет большого сцепления. Вода может легко попасть между частицами и утяжелить песок, вызывая обрушение отверстия. Бентонит работает, изолируя песок, чтобы он не впитывал воду и не утяжелялся. Бентонитовая глина представляет собой природный грунт. Он должен быть тщательно перемешан с водой в резервуаре, но не обязательно должен быть особенно тяжелым раствором для бурения. Смесь, немного более густая, чем вода, может перекачиваться стандартным центробежным насосом и достаточна для герметизации при бурении.
Он должен быть тщательно перемешан с водой в резервуаре, но не обязательно должен быть особенно тяжелым раствором для бурения. Смесь, немного более густая, чем вода, может перекачиваться стандартным центробежным насосом и достаточна для герметизации при бурении.
Как насчет действительно липкой глины ?
Глина может быть особенно сложной для любой расточной машины. Почва может плохо смешиваться с водой, чтобы легко выйти из отверстия, или глина, окружающая отверстие, может набухнуть
и сжать буровой стержень. К счастью, есть простые решения. Наши долота вращаются с оптимальной скоростью, чтобы разрезать глину для наилучшего смешивания с водой, чтобы, когда это возможно, образовать надлежащую суспензию. Есть все еще некоторые глины, которые сопротивляются этому сдвигу и могут нуждаться в небольшой помощи. Введение относительно недорогих глинистых ингибиторов
действует как своего рода моющее средство, которое позволяет частицам глины отделяться. Ингибиторы также предотвращают поглощение воды, что предотвращает набухание.
Ингибиторы также предотвращают поглощение воды, что предотвращает набухание.
Эти ингибиторы глины можно вводить в систему водоснабжения несколькими способами.
Решения для обработки: сверление и растачивание
Блог
9 июля 2020 г.
Сверление и растачивание иногда путают, но эти два процесса используются для разных целей. Процесс сверления создает отверстие в заготовке, а процесс растачивания увеличивает уже существующее отверстие. Сверление может использоваться для создания более жестких допусков и более качественной обработки просверленных отверстий.
Что такое бурение?
При сверлении используется сверло, которое быстро вращается при движении через заготовку, эффективно срезая твердый материал и создавая круглое отверстие. Сверла доступны в широком диапазоне размеров для облегчения отверстий разных размеров. Производители оборудования для режущего инструмента постоянно находятся в состоянии исследований и разработок, чтобы предоставить своим клиентам наиболее экономически эффективное решение. Важно работать с технически подкованными продавцами инструментов, чтобы вы всегда были в авангарде того, что доступно.
Важно работать с технически подкованными продавцами инструментов, чтобы вы всегда были в авангарде того, что доступно.
Сверла являются многогранными инструментами, что означает, что они имеют как минимум две режущие кромки. Таким образом, процесс сверления достаточно эффективен и особенно полезен для увеличения осевой длины отверстия. Глубина и диаметр отверстия напрямую зависят от размера сверла.
Важно отметить, что неправильная эвакуация стружки может стать проблемой в этом процессе, особенно на станках вертикального типа при сверлении более глубоких отверстий. В большинстве случаев эту проблему решает охлаждающая жидкость под высоким давлением. Машинисты должны использовать правильную стратегию обработки для надлежащего удаления стружки, а не продолжать сверлить без паузы.
Процесс сверления универсален и может использоваться для создания отверстий различного диаметра и глубины. В зависимости от имеющегося оборудования, слесари могут сверлить, используя:
- Горизонтальные или вертикально-фрезерные станки
- Обрабатывающие центры
- Сверлильные станки
- Ручной инструмент
Что такое глубокое бурение?
Сверление глубоких отверстий — это специальный процесс сверления, при котором создаются отверстия с отношением глубины к диаметру 10:1 или более. Этот производственный процесс выполняется с использованием специализированных станков или систем для глубокого сверления, которые предназначены для эффективного удаления стружки и подачи СОЖ под высоким давлением. Например, этот процесс обычно используется для создания стволов для огнестрельного оружия, хотя существует множество других применений в разных отраслях. В Concorde у нас есть портативная система глубокого сверления, которую можно переместить на одну из трех машин, предназначенных для глубокого сверления. Это позволяет нам быстро выполнять услуги по глубокому бурению.
Этот производственный процесс выполняется с использованием специализированных станков или систем для глубокого сверления, которые предназначены для эффективного удаления стружки и подачи СОЖ под высоким давлением. Например, этот процесс обычно используется для создания стволов для огнестрельного оружия, хотя существует множество других применений в разных отраслях. В Concorde у нас есть портативная система глубокого сверления, которую можно переместить на одну из трех машин, предназначенных для глубокого сверления. Это позволяет нам быстро выполнять услуги по глубокому бурению.
<Узнайте, что отличает операции обработки крупных деталей от стандартной обработки.>
Что такое расточка?
Сверление — это основной процесс, используемый для создания отверстия, а сверление — это вторичный процесс, который может увеличить или закончить уже существующее отверстие. Поскольку размер начального отверстия полностью зависит от сверла, расточка может быть жизненно важным шагом в создании отверстия, близкого к требуемым допускам.
Существует два основных типа операций растачивания: черновая и чистовая. При черновой обработке отверстие увеличивается за счет удаления значительной части металла для подготовки отверстия к чистовой обработке. Этот процесс лучше всего подходит для допусков IT9или больше. И наоборот, чистовая обработка — это более точный процесс, в котором используется малая глубина резания для улучшения чистоты поверхности и точности позиционирования отверстия. Этот процесс помогает достичь жестких допусков IT6-IT9.
В отличие от сверл, расточные оправки являются одноточечными инструментами и способны создавать точные отверстия. Операции контурного растачивания позволяют точно производить конические отверстия, а также отверстия с дополнительными функциями, такими как радиусы и фаски. Поскольку в процессе растачивания не происходит сквозного сверления сплошного материала, эвакуация стружки редко является проблемой. Таким образом, расточные оправки могут непрерывно подаваться в заготовку без особого риска забивания.
В то время как для некоторых операций требуется специальное оборудование, такое как координатно-расточные станки и расточные станки, расточку обычно можно выполнять с помощью более универсального обрабатывающего оборудования, такого как фрезы и обрабатывающие центры.
Услуги по сверлению и растачиванию от Concorde Precision Machining
Имея более чем 40-летний опыт работы в отрасли, компания Concorde Precision Machining предоставляет профессиональные услуги по механической обработке крупных деталей для самых разных отраслей. Наши возможности включают в себя:
- Расточка по контуру – расточная система DiAndrea
- Глубокое сверление – система эжекторного бурения (диаметр до 7 дюймов, макс. глубина 70 дюймов)
- Сверление и фрезерование большого диаметра
Наши передовые возможности обработки позволяют производить высококачественные компоненты, на которые можно положиться. Чтобы узнать, как наши предложения могут помочь вашему следующему проекту, свяжитесь с нами сегодня.
