Токарно револьверные станки: Токарно-револьверный станок – виды, устройство, модели
Содержание
Основные функции токарно-револьверных станков
Одной из разновидностей токарно-винторезного станка является токарно-револьверный станок, главным отличием которого считается наличие нескольких инструментов для обработки металла, размещенных в одной головке револьверного типа, с возможностью их смены в процессе работы при помощи поворота головки вокруг своей оси.
Потребность в токарно-револьверных станках появилась с увеличением сложности и интенсивности токарной обработки металлических изделий.
Станок токарно-револьверный современного типа позволяет обрабатывать самые большие заготовки посредством последовательного воздействия на них различных инструментов.
Выделяют следующие виды таких устройств:
- малые с диаметром прута в шпинделе в пределах 25 мм и наибольшим возможным размером заготовки в патроне около 320 мм;
- средние, имеющие диаметр приточного отверстия до 80 мм и размер патрона – 500 мм;
- тяжелые, в которых соответствующие параметры составляют 160 мм и 800 мм.


Перед началом обработки необходимая деталь закрепляется и начинает вращаться на шпиндельной головке. Вместо задней бабки устанавливается револьверная головка, оснащенная различными обрабатывающими металл инструментами – режущими, фрезеровальными, сверлильными и другими, которые размещаются в определенной последовательности. При этом револьверным может быть и поперечный суппорт. Револьверная головка располагается горизонтально или вертикально. Инструменты для обработки сменяются во время поворота револьверной головки вокруг своей оси под определенным фиксированным углом. Это может выполняться, как автоматическим способом с помощью отвода суппорта от обрабатываемой детали, так и вручную оператором.
Последние версии токарно-револьверных станков могут выполнять ряд различных операций над заготовкой, придавая ей окончательный вид и автоматизируя процесс обработки. Кроме того, разработаны токарно-револьверные устройства с ЧПУ, позволяющие управлять работой станка при помощи компьютерных программ. Специальный процессор внутри таких агрегатов дает возможность предварительно настроить количество, очередность и необходимые параметры всех выполняемых операций, а также задать выбор подходящих инструментов.
Специальный процессор внутри таких агрегатов дает возможность предварительно настроить количество, очередность и необходимые параметры всех выполняемых операций, а также задать выбор подходящих инструментов.
Токарно-револьверный станок с ЧПУ включает в себя два составляющий компонента – систему число-программного управления и непосредственно металлообрабатывающее устройство. Для работы станка могут применяться три основных режима – ручной, полуавтоматический и автоматический.
Стоимость токарно-револьверного станка напрямую зависит от его технических возможностей и является довольно высокой. В настоящее время более эффективные токарные полуавтоматы и автоматы понемногу вытесняют токарно-револьверные устройства. По этой причине, сегодня можно приобрести либо станки после консервации, либо подержанные и бывшие в употреблении. В таком варианте цена станка будет определяться его состоянием и функциональностью.
«ПитерМаш» предлагает разнообразные модели токарно-револьверного станка, которые соответствуют самым современным требованиям. Чтобы приобрести станок, обратитесь к представителям нашей компании.
Чтобы приобрести станок, обратитесь к представителям нашей компании.
<< Назад в раздел
Токарно карусельные и револьверные станки.
Токарно карусельные и револьверные станки.
План
1. Назначение и область применение токарно-револьверных станков.
2. Токарно-карусельные станки.
Токарно-револьверные станки
Токарно-револьверные станки применяют в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют продольный суппорт, несущий револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Рис.16. Типы револьверных станков
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента и размер партии детали составляет не менее 10-20 шт. К преимуществам, токарно-револьверных станков по сравнению с токарными относятся возможность сокращения машинного и вспомогательного времени на счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами.
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые и патронные. Обычно станки малого размера прутковые, а среднего размера — как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и станки с горизонтальной осью вращения револьверной головки (рис. 16). Револьверные головки бывают призматические и цилиндрические. Призматические головки (рис. 16, а) обычно имеют вертикальную ось и шесть граней с гнездами. Цилиндрические головки делают с горизонтальной осью вращения (рис, 16, б, в) с расположением горизонтальной оси головки параллельно (рис. 16, б) или перпендикулярно оси шпинделя станка (рис. 16, в).
Движения в револьверных станках. Главным движением в рассматриваемых станках является вращение шпинделя, несущего заготовку; движением подачи-продольное s1, и поперечное s2 перемещения суппортов, несущих режущий инструмент.
В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением головки (рис. 16, б). В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении (рис. 17, а).
Вспомогательными движениями в рассматриваемых станках являются повороты (индексирование) револьверной головки для последовательного ввода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного, суппорта и др.
Токарно-револьверный станок мод. 1А341. Станок является универсальным. На нем можно производить многоинструментную наладку для точения, сверления, растачивания, зенкерования, развертывания, нарезания резьбы и других операций. Особенностью станка является наличие командоаппарата с шестью кулачками, которыми при движении или повороте, револьверной головки действуют на конечные выключатели, управляющие 1 электромагнитными муфтами. Командоаппарат служит для предварительного набора и автоматического управления частотами вращения шпинделя, подачами револьверной головки и периодическим поворотом ее в нужную позицию по заданной программе. Кроме того, станок имеет гидравлический механизм подачи и зажима прутка, копировальную линейку для обработки конических поверхностей и резьбонарезное устройство.
Командоаппарат служит для предварительного набора и автоматического управления частотами вращения шпинделя, подачами револьверной головки и периодическим поворотом ее в нужную позицию по заданной программе. Кроме того, станок имеет гидравлический механизм подачи и зажима прутка, копировальную линейку для обработки конических поверхностей и резьбонарезное устройство.
Техническая характеристика станка
|
1
|
Наибольший диаметр, мм:
прутка………………………………………………………
заготовки в патроне……………………………….
|
40
400
|
|
2
|
Пределы частот вращения шпинделя, об/мин.
|
60 — 2000
|
|
3
|
Пределы подач револьверной головки, мм/об:
Продольных…………………………………………………………………….
Круговых…………………………………………………………………………
|
0,05-1,6
0,03-0,48
|
|
4
|
Число гнезд в револьверной головке ……………………………….
|
16
|
|
5
|
Мощность электродвигателя главного движения, кВт………
|
4,5
|
|
6
|
Частота вращения электродвигателя главного движения, об/мин.
|
1440
|
 ………………….
…………………. …………………………………………………………………………….
…………………………………………………………………………….Рис. 17. Токарно-револьверный станок мод. 1А341
Общий вид станка с органами управления показан на рис. 17. На станине 1 закреплены передняя бабка 4 с механизмом главного движения и коробка подач 2. По продольным направляющим станины может перемещаться револьверный суппорт 6 с револьверной головкой 5. Командоаппарат с барабаном упоров 8 и конечными выключателями имеет общую ось вращения с револьверной головкой. Рукоятками 3 переключают подвижные блоки в коробках скоростей и подач. Штурвалом 10 перемещают по направляющим станины револьверный суппорт. Маховичок 9 служит для ручного поворота револьверной головки. В электрошкафу 7 размещено электрооборудование станка.
Приспособление для нарезания резьбы резцом или гребенкой, установленное на станке, работает следующим образом. От шпинделя 1 (рис. 18) вращение через зубчатые колеса 15—60, 61—62 или 63—64 передается на сменный резьбовой копир 7 с шагом tн Рычаг 1 опускается до упора 4. Вместе с ним опускается, занимая рабочее положение, суппорт 2 с резцом 3 (или гребенкой) и резьбовая губка 5 с грузом 6. Вращающийся резьбовой копир 7 перемещает резьбовую губку, штангу IV и суппорт с инструментом, обеспечивая нарезание резьбы. При передаточном отношении передачи от шпинделя 1 до резьбового копира (вал III) i=1 (в зацеплении колеса 61—62) шаг нарезаемой резьбы равен шагу копира tн, а при передаточном отношении цепи i = 1/2 (в зацеплении колеса 63—64) шаг нарезаемой резьбы равен половине шага копира.
От шпинделя 1 (рис. 18) вращение через зубчатые колеса 15—60, 61—62 или 63—64 передается на сменный резьбовой копир 7 с шагом tн Рычаг 1 опускается до упора 4. Вместе с ним опускается, занимая рабочее положение, суппорт 2 с резцом 3 (или гребенкой) и резьбовая губка 5 с грузом 6. Вращающийся резьбовой копир 7 перемещает резьбовую губку, штангу IV и суппорт с инструментом, обеспечивая нарезание резьбы. При передаточном отношении передачи от шпинделя 1 до резьбового копира (вал III) i=1 (в зацеплении колеса 61—62) шаг нарезаемой резьбы равен шагу копира tн, а при передаточном отношении цепи i = 1/2 (в зацеплении колеса 63—64) шаг нарезаемой резьбы равен половине шага копира.
Рис. 18. Приспособление для нарезания резьбы резцом или гребенкой
18. Приспособление для нарезания резьбы резцом или гребенкой
Продольное перемещение суппорта 2 ограничивается упором (на рисунке не показан) рычага 1. В результате действия упора рычаг и суппорт приподнимаются, губка 5 выходит из контакта с копиром 7, и штанга IV под действием пружины 8 возвращает суппорт в исходное, правое положение. Для повторения прохода следует снова опустить рычаг 1. После каждого прохода надо перемещать резец или гребенку на глубину резания.
Токарно-карусельные станки
Токарно-карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На этих станках можно выполнять почти все токарные операции.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей. Токарно-карусельные станки изготовляют двух типов; одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600 мм обычно одностоечные, а станки с планшайбами большего диаметра — двухстоечные.
Токарно-карусельные станки изготовляют двух типов; одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600 мм обычно одностоечные, а станки с планшайбами большего диаметра — двухстоечные.
Токарно-карусельный станок мод. 1512. Станок универсальный, предназначен для токарной обработки крупных деталей типа корпусов, маховиков и т. п. Общий вид одностоечного токарно-карусельного станка показан на рис. 19. Станина 1 жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы б и бокового суппорта 10 с четырехместным резцедержателем 12. На станине на круговых направляющих расположена планшайба 2 для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных направляющих траверсы может перемещаться вертикальный револьверный суппорт 5 с пятипозиционной револьверной головкой 4. Привод подач револьверного суппорта и бокового суппорта 10 осуществляется от коробок подач 7 и 11.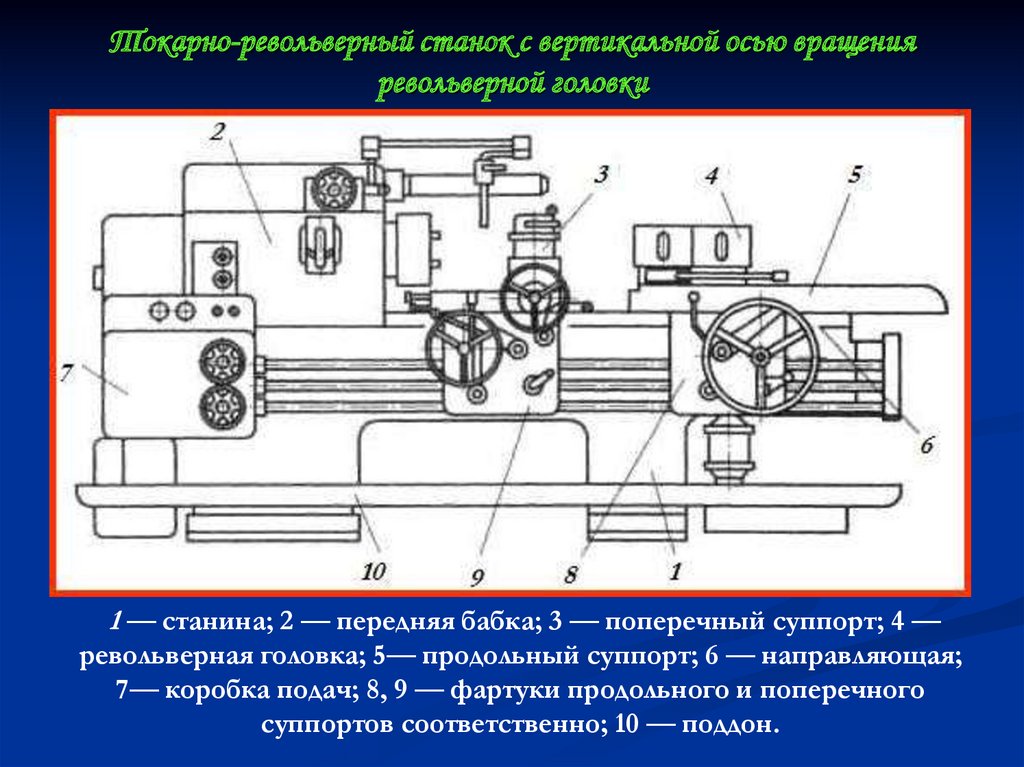 Перемещения револьверного суппорта вручную производят маховичками 8, а бокового суппорта-маховичками 13. Управление станком осуществляется от пульта 3.
Перемещения револьверного суппорта вручную производят маховичками 8, а бокового суппорта-маховичками 13. Управление станком осуществляется от пульта 3.
Кинематическая схема станка приведена на рис. 20.
Главное движение (вращение планшайбы) сообщается от электродвигателя 1 через клиноременную передачу 2—3 на вал 1, затем через коробку скоростей, вал V, конические зубчатые колеса 25—26 и колеса 27—28 передается планшайбе. Коробка скоростей оснащена восемью электромагнитными муфтами, переключение которых позволяет сообщить планшайбе 18 частоты вращения в пределах от 5 до 250 об/мин.
Рис. 19. Токарно-карусельный одностоечный станок
I
Техническая характеристика станка
|
1
|
Диаметр планшайбы, мм.
|
1120
|
|
2
|
Размеры обрабатываемых деталей, мм:
диаметр ……………………………………………………………………………
высота………………………………………………………………………………
|
До 1250
До 1000
|
|
3
|
Число частот вращения планшайбы …………………………………..
|
18
|
|
4
|
Пределы частот вращения планшайбы, об/мин…………………….
|
5-250
|
|
5
|
Число подач суппортов.
|
16
|
|
6
|
Пределы подач суппортов, мм/об ……………………………………….
|
0,07-12,5
|
|
7
|
Мощность электродвигателя главного движения, кВт…..
|
30
|
|
8
|
Частота вращения электродвигателя главного движения, об/мин ……………………………………………………………………………….
|
1460
|
|
9
|
Масса станка, т .
|
16
|
|
10
|
Габаритные размеры станка, мм:
длина……………………………………………………………………………..
ширина ………………………………………………………………………….
|
2750
2975
|
 …………………………………………………….
……………………………………………………. ………………………………………………………
……………………………………………………… …………………………………………………………………
…………………………………………………………………
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые коробки подач с одинаковой кинематикой. Каждая коробка оснащена восемью электромагнитными муфтами, переключение которых дает возможность получить 16 величин подач для обоих суппортов.
Горизонтальная подача револьверного суппорта. От вала VIII планшайбы через передачу 28—27, конические передачи 26—25, 24—23, передачу 29—30 и конические пары колес 31 и 53 движение передается на вал XII коробки подач (показана отдельно наверху слева). От коробки подач вращение получает вал XX механизма суппорта и далее через зубчатые колеса 52 и винтовую пару 65 горизонтальную подачу получает револьверный суппорт.
От коробки подач вращение получает вал XX механизма суппорта и далее через зубчатые колеса 52 и винтовую пару 65 горизонтальную подачу получает револьверный суппорт.
Вертикальная подача револьверного суппорта. От вала VIII планшайбы до вала XXI коробки подач вращение осуществляется по той же цепи; далее через конические зубчатые колеса 55-56, цилиндрическую пару колес 57, коническую пару 58 и винтовую пару 59 движение подачи получает револьверный суппорт.
Горизонтальная подача бокового суппорта. Как и прежде, движение идет от вала VIII планшайбы до вала XII коробки подач, затем через коробку подач на вал XX и далее через зубчатые колеса 39—41 и винтовую пару 42 получает подачу боковой суппорт.
Вертикальная подача бокового суппорта. От вала планшайбы до вала XII коробки подач движение идет по той же цепи, затем через коробку подач вращение получает вал XXI механизма суппорта и через конические зубчатые колеса 35—36 и винтовую пару 43 получает подачу боковой суппорт.
Ускоренное перемещение оба суппорта получают от отдельного электродвигателя 104. Подъем и опускание траверсы осуществляются двумя ходовыми винтами 48—49 от электродвигателя 105.
Поворот револьверной головки вертикального суппорта производится от электродвигателя 106 через зубчатые колеса 60—61—62 и червячную пару 63—64. Ручное перемещение револьверному суппорту сообщают от маховичков 102 и 103, а боковому суппорту — от маховичков 100 и 101.
Рис. 20. Кинематическая схема станка мод. 1512
Рис.21. Двухстоечный токарно-карусельный станок мод. 1525
Двухстоечный токарно-карусельный станок мод. 1525. Двухстоечные токарно-карусельные станки выпускаются мод. 1520, 1Л525, 1525, 1Л532, имеющих унифицированные узлы и отличающихся в основном своими габаритными размерами, массой и размерами, обрабатываемых деталей.
Общий вид токарно-карусельного станка мод. 1525 показан на рис. 21. Станок имеет следующие основные узлы: стол 1, планшайбу 2, стойки 5 и 11, скрепленные между собой балкой 10. По вертикальным направляющим стоек с помощью вертикальных ходовых винтов 6 и 12 от отдельного электродвигателя может перемещаться траверса 8. По ее горизонтальным направляющим могут перемещаться два вертикальных револьверных суппорта 7 и 9. Суппорты приводятся в движение двумя одинаковыми коробками подач 4 и 13. В обычном исполнении станок не имеет бокового суппорта. С подвесной кнопочной станции 3 производят дистанционное управление станком. Маховичками 14 осуществляют ручное перемещение суппортов. Коробки скоростей и подач оснащены электромагнитными муфтами, которые облегчают управление станком и работу суппортов станка по упорам.
Суппорты приводятся в движение двумя одинаковыми коробками подач 4 и 13. В обычном исполнении станок не имеет бокового суппорта. С подвесной кнопочной станции 3 производят дистанционное управление станком. Маховичками 14 осуществляют ручное перемещение суппортов. Коробки скоростей и подач оснащены электромагнитными муфтами, которые облегчают управление станком и работу суппортов станка по упорам.
По особому заказу для станка могут быть поставлены боковой суппорт с коробкой подач; правый вертикальный неповоротный суппорт; приспособление для обработки фасонных поверхностей; приспособление для нарезания резьб; приспособление для работы по упорам.
Техническая характеристика станка
|
1
|
Размеры обрабатываемой детали, мм:
диаметр………………….
высота…………………………………………………………………….
|
2500
1600
|
|
2
|
Число суппортов………………………………………………………………..
|
2
|
|
3
|
Число частот вращения планшайбы …………………………………..
|
18
|
|
4
|
Пределы частот вращения планшайбы, об/мин…………………
|
1,6-80
|
|
5
|
Число подач суппортов .
|
18
|
|
6
|
Пределы подач суппортов, мм/об ……………………………………..
|
0,09-16
|
 ……………………………………………….
………………………………………………. …………………………………………………….
…………………………………………………….
Стол станка. На рис. 22 показана конструкция стола рассматриваемого станка. В корпусе 1 установлен шпиндель 4, верхней и нижней опорами которого служат подшипники 3 и 14, регулируемые гайками 13. На шпинделе установлена планшайба 5, сцентрированная по диаметру D1. Вал 10 с конической шестерней 15 и цилиндрической 8 установлен в корпусе на опорах 9 и 11. Вращение с коробки скоростей передается на планшайбу через шестерни 15, 8 и 2. Осевые нагрузки, действующие на планшайбу, воспринимают плоские направляющие 6 с текстолитовыми накладками. Смазка направляющих и подшипника 3 принудительная, через штуцера 7 и 12. Остальные опоры смазываются стоком масла. Выточка в планшайбе сделана для возможности центрирования приспособлений.
Смазка направляющих и подшипника 3 принудительная, через штуцера 7 и 12. Остальные опоры смазываются стоком масла. Выточка в планшайбе сделана для возможности центрирования приспособлений.
Рис. 22. Стол токарно-карусельного танка
Револьверная головка
— Hellmerich Precision Components
Револьверные головки HELLMERICH или специальные держатели инструментов подходят для использования в высокопроизводительных специальных и универсальных токарных станках. Благодаря высокой точности индексации, прочной конструкции и высокой мощности привода они очень хорошо подходят для использования в промышленных условиях, обеспечивая максимальную производительность при сверлении, фрезеровании и токарной обработке. Револьверные головки наших токарных станков могут быть оснащены комбинацией фиксированных и приводных инструментов, а также могут использоваться для реверсивной и тяжелой обработки.
Наше портфолио включает в себя различные системы со специфическими характеристиками:
1. Токарная револьверная головка с выраженным смещением оси инструментального диска для его привода
Токарная револьверная головка с выраженным смещением оси инструментального диска для его привода
- улучшить доступ к шпинделю заготовки в станке.
- Размер / ширина под ключ / резцедержатель для приводного инструмента
- 20 / 320 мм / VDI 40, BMT 55, CDI 68
- 25 / 380 мм / VDI 50, BMT 65, CDI 80
- 8/12 мест для инструмента, рабочее положение на 2 или 3 / 9 или 10 часов
- Соединение привода инструмента: Радиальное DIN 1809, Осевое DIN 5480
- Радиальное расположение инструмента также подходит для обратной обработки
- Внутренняя подача СОЖ к инструменту в рабочем положении
- диск и корпус могут быть адаптированы к станку
9 0013 правый/левый, с или без привода инструмента
2. Инструментальная револьверная головка с непосредственно встроенным приводом инструмента
- Размер 20, ширина под ключ 340 мм
- держатель инструмента для приводного инструмента VDI 40, BMT 55, CDI 68
- с приводом инструмента или без него
- 8/12 мест для инструмента, рабочее положение на 2 или 3 / 9 или 10 часов
- Муфта привода инструмента: Радиальное DIN 1809, Осевое DIN 5480
- Радиальное расположение инструмента также подходит для обратной обработки
- Внутренняя подача СОЖ к инструменту в рабочем положении
- Высокая скорость инструмента до 12 000 об/мин с максимальной производительностью фрезерования.

- Отдельный компактный двигатель для поворотного привода.
- Встроенный высокопроизводительный двигатель с жидкостным охлаждением для прямого привода инструмента.
- Наибольшее усилие фиксации для эквивалентной обработки в прямом и обратном направлении.
- Гидравлическая блокировка рабочего диска с помощью трехсекционной торцевой передачи.
- Инструментальный диск с коротким коническим креплением и прочным быстроразъемным замком.
- Внутренний подвод СОЖ до 50 бар, устройство подачи СОЖ высокого давления по запросу.
- Отслеживание утечек в инструментальном диске с помощью датчика уровня.
3. Дисковая револьверная головка для интеграции с осями Y для использования на горизонтальных токарных станках с плоской платформой
Токарная револьверная головка
- Размер / ширина под ключ / резцедержатель для приводного инструмента
- 25 / 430 мм / ВДИ 50, ВМТ 75
- 32 / 530 мм / VDI 60, BMT 85
- с приводом инструмента или без него
- 8/12 мест для инструмента, рабочее положение на 3 или 9 часов
- Муфта привода инструмента: радиальная DIN 1809, Осевой DIN 5480
- радиальное расположение инструмента также подходит для обратной обработки
- все распространенные держатели инструментов, такие как VDI, BMT или CDI
- внутренняя подача СОЖ к инструменту в рабочем положении
ось Y
- с линейным измерением система: энкодер на шарико-винтовой передаче, другие системы по запросу
- ход оси Y
- ±125 мм
- ±170 мм
- Наклон ползуна Y < 0,01 мм реверсивный
- предварительная гидравлическая нагрузка
- гидравлический тормоз
- механические концевые упоры с буфером
- интерфейс колонны может быть адаптирован к станку
2 На Trademachines.
 com вы можете найти 221 предложение подержанных Вертикальные револьверные станки на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
com вы можете найти 221 предложение подержанных Вертикальные револьверные станки на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
Предложения 221
Сортировать по Наиболее релевантныеВозрастание ценыСамые новые Ближайшее окончание
Оповещения по электронной почте для «Вертикальные токарно-револьверные станки»
Получайте оповещения по электронной почте о соответствующих предложениях этот поиск. Просто подпишитесь здесь:
- 900 02 UA | 1591 км
VTL SEDIN 1525
Цена по запросу
Вертикальные револьверные станки
BY | 2023 км
EMAG VSC 400
Цена по запросу
Вертикальные револьверные станки
- 9017 4 IT |
2395 км
TOS SKQ 12 NC
Цена по запросу
Вертикальные токарно-револьверные станки 40
Вертикальные револьверные станки — это станки для резки, используемые для производства крупных формованных деталей с осевой симметрией. Это одни из самых больших станков.
Это одни из самых больших станков.
Вертикальные револьверные станки являются самыми большими из доступных станков и требуют очень мощного основания.
Вертикальные револьверные станки — Структура
Как правило, вертикальные револьверные станки требуют массивного цементного фундамента для обеспечения безопасной работы. Вертикальные токарно-револьверные станки состоят из очень устойчивой базовой рамы, на которой установлена вращающаяся пластина . Для питания вращающейся пластины требуется высококачественный и очень мощный электродвигатель. Для обеспечения плавного хода вращающейся пластины и регулирования скорости вращения используется трансмиссия. На поворотном столе имеется зажимное устройство, состоящее не менее чем из трех, но обычно из четырех зажимов. Эти зажимы фиксируют заготовку на месте, которая затем обрабатывается на вращающейся плите. Консольный рычаг прикреплен к боковой колонне, которая используется для направления долота к заготовке.
Вертикальные токарно-револьверные станки используются для особо крупных деталей. Скорость вращения станка обычно не такая высокая, как у обычных токарно-карусельных станков. Вертикальная револьверная головка токарного станка с ЧПУ регулярно обрабатывает заготовки диаметром и высотой до нескольких метров. Из-за их габаритов и медленной скорости вращения обработка заготовок на этом станке занимает очень много времени. Этапы работы над двумя слоями являются общими. Высококачественные вертикальные токарно-револьверные станки имеют несколько консольных рычагов, поэтому они могут обрабатывать до трех областей одновременно.
Благодаря тому, что заготовка находится в положении стоя, на вертикальных револьверных станках можно создавать очень глубокие и сложные внутренние контуры.
Где используются вертикальные токарно-револьверные станки?
Вращающиеся пластины имеют не менее 3 зажимов для фиксации заготовок.
Вертикальные револьверные станки обычно используются для изготовления специальных станков.
