Токарно револьверный станок с чпу: Токарно-револьверные станки с ЧПУ — купить в Москве, цена
Содержание
Токарно-револьверный станок с ЧПУ JOA-252 (гидравлика) по цене производителя с доставкой – «TopStanok»
- Описание
-
Характеристики
Хар-ки
- Комплектация
Описание
Greenway JOA-252 представляет собой токарный автомат, произведенный в Тайване, который оснащен револьверной головой, что позволяет осуществлять не только токарные, но и фрезерные и сверлильные операции без переустановки заготовок.
Максимальный диаметр обработки над станиной составляет 600 мм, а максимальная длина обработки варьируется в зависимости от комплектации – 600/900/1200 мм. Мощность главного шпинделя 11 кВт, частота вращения достигает 4000 об/мин. Доступно опциональное увеличение мощности двигателя до 15 кВт.
Cтанина станка Greenway JOA-252 цельнолитая и жесткая, вместе с закаленными направляющими они минимизируют вибрации во время работы, что обеспечивает высокую надежность и точность при длительной обработке деталей. Более того, широкий диапазон и большой ход по осям X и Z гарантируют стабильную обработку и упрощают установку инструмента. Эргономичные габариты токарного автомата Greenway JOA-252 позволяют организовать рабочее пространство, и расположить оборудование не только на крупном предприятии, но и в небольшом цеху или мастерской.
Более того, широкий диапазон и большой ход по осям X и Z гарантируют стабильную обработку и упрощают установку инструмента. Эргономичные габариты токарного автомата Greenway JOA-252 позволяют организовать рабочее пространство, и расположить оборудование не только на крупном предприятии, но и в небольшом цеху или мастерской.
Большое количество дополнительных опций, таких как Ось Y, дают возможность установить на токарном автомате Greenway JOA-252 приводные инструментальные блоки, расширив функционал обработки заготовок. Задняя бабка подойдет для обработки и устойчивой фиксации длинномерных и тяжелых заготовок. Более того, среди дополнительной комплектации имеется шлифовальное устройство и устройство для пескоструйной обработки, чтобы Вы могли произвести финишную обработку детали, повысив тем самым точность и производительность.
Наличие системы ЧПУ сводит к минимуму участие человека в процессе обработки и производства деталей, тем самым налаживает автоматизацию рабочего процесса и повышает производственную мощность.
Видео
Общие характеристики
| Характеристика | JOA-252 | JOA-252SV |
|---|---|---|
|
Диапазон обработки | ||
| Максимальный диаметр обрабатываемого прутка | 350 мм | 350 мм |
| Максимальная длина точения | 600 мм | 600 мм |
|
Главный шпиндель/ противошпиндель | ||
| Частота вращения главного шпинделя | 4 000 об/мин | 4 000 об/мин |
| Мощность главного шпинделя | 11/15 кВт | 11/15 кВт |
Макс. диаметр сквозного отверстия главного шпинделя /противошпинделя диаметр сквозного отверстия главного шпинделя /противошпинделя | 62 мм | 62 мм |
|
Общие | ||
| Длина | 3800 мм | 3800 мм |
| Ширина | 1900 мм | 1900 мм |
| Высота | 2050 мм | 2050 мм |
| Масса | 3700 кг | 3700 кг |
| Размер инструмента для обработки внутреннего диаметра | Ø40 | Ø40 |
| Размер инструмента для обработки наружного диаметра | 口25 | 口25 |
|
Вращающийся инструмент с фасонным профилем для противошпинделя | ||
| Мощность насоса подачи СОЖ | 0,74 кВт | 0,74 кВт |
Стандартная комплектация
-
Педальный переключатель
-
Шпиндель A2-6 8″ 3-кулачковый патрон, включая кулачок из мягкого металла
-
Гидравлическая задняя бабка
-
Инструментальная база для обработки внутреннего диаметра (Ø40)
-
Распорка для инструмента (Верх/Низ)口25
-
Втулка переходная для фрез (Ø40)
-
Устройство охлаждения
-
Электрический конвейерный транспортер стружки
-
Лампа освещения рабочей зоны
-
Набор инструмента для обслуживания станка
-
Блок выравнивания основания
-
Система автоматической смазки
-
Насос СОЖ высокого давления
Дополнительные опции
-
Ручной механизм проверки инструмента
-
Кондиционер
-
Цанговый патрон Ø60
-
Стабилизатор напряжения
-
Сертификация СЕ
-
Устройство автоматической подачи прутка
-
Трансформатор
-
Фильтр масляного тумана
-
Приемник обработанных деталей и конвейерная лента
-
Маслоотделитель
Особенности
ЧПУ Syntec
Контроллер Syntec является полноценным административным центром, позволяющим осуществлять управление станком без подключения к персональному компьютеру. ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
Уловитель деталей
Автоматический рабочий режим с уловителем деталей позволяет экономить производственные расходы.
Цельнолитая высокопрочная станина
Цельнолитая станина из чугуна спроектирована таким образом, что позволяет свести к минимуму вибрации, достигая при этом высокой точности и жесткости. Компактная компановка, позволяет установить станок в ограниченном пространстве.
Применение
Медицина
Автомобильная промышленность
Авиакосмическая промышленность
Приборостроение
Оборонная промышленность
Нефтегазовая отрасль
устройство и назначение, с ЧПУ
В процессе металлообработки задействовано разное оборудование. Отдельную категорию представляют токарно-револьверные станки. По принципу работы они во многом схожи с универсальными агрегатами.
Отдельную категорию представляют токарно-револьверные станки. По принципу работы они во многом схожи с универсальными агрегатами.
Но на револьверных станках можно обрабатывать заготовку с применением нескольких инструментов, при этом токарю не нужно их менять и переустанавливать.
Содержание:
- 1 Общие технические характеристики
- 2 Классификация
- 3 Назначение оборудования
- 4 Устройство
- 4.1 Коробка скоростей
- 4.2 Суппорт
- 4.3 Узел шпинделя
- 5 Принцип работы
- 6 Техника безопасности
- 7 Современные модели с ЧПУ
Общие технические характеристики
Токарно-револьверные станки применяются на предприятиях для серийного производства деталей. Отличительная черта, особенность станков данной группы — наличие револьверной головки для крепления нескольких режущих инструментов. Оборудование выгодно использовать, когда технологический процесс подразумевает неоднократную смену инструмента.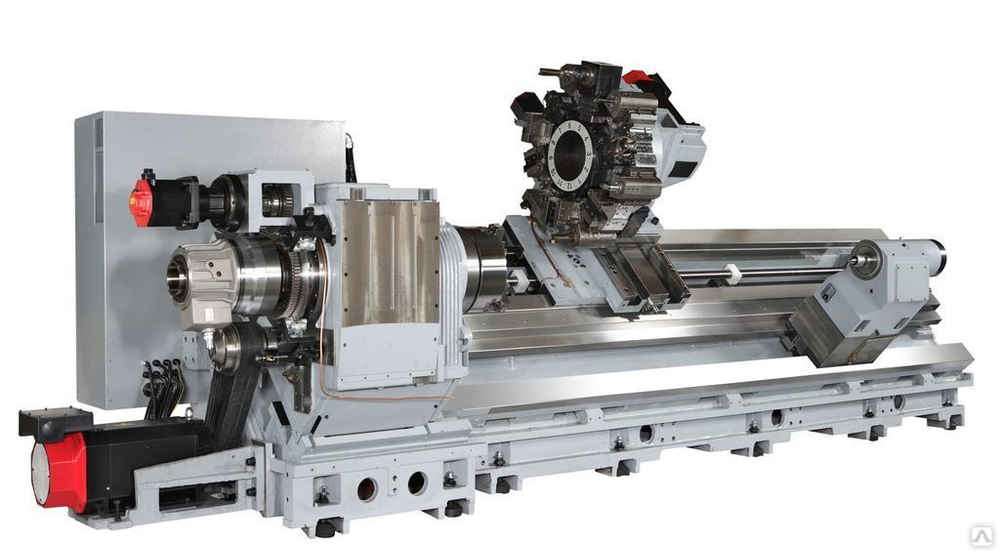
Одновременно можно устанавливать 4 и более инструмента, смена происходит путем поворота револьверной головки. Инструмент устанавливается в необходимой для работы последовательности. За счет этого ускоряется цикл обработки одной детали по сравнению с аналогичным процессом на универсальном токарном станке.
Классификация
Токарно-револьверные агрегаты классифицируются по следующему принципу:
- По количеству режущего инструмента — в среднем головка имеет 6-12 гнезд, но на некоторых современных моделях их число доходит до нескольких десятков.
- Направление револьверной головки — вертикальное, горизонтальное или под углом.
- По типу управления — ручные, полуавтоматы, с ЧПУ.
- По принципу работы — прутковые или для обработки штучных заготовок.
- По типу заготовок — легкие (детали из прутка), средние (обработка прутка и штучных заготовок), тяжелые (работа только со штучными заготовками в патроне).

- По типу привода — ручной или гидравлический.
Назначение оборудования
Универсальные револьверные станки предназначены для обработки прутков до 100 мм в диаметре, а также для изготовления изделий из штучных (литых, штампованных и др.) заготовок диаметром до 630 мм. Какие операции можно выполнять:
- Обтачивание наружных цилиндрических поверхностей.
- Нарезка резьбы метчиками и плашками.
- Обработка торцов.
- Развертывание отверстий для получения нужных параметров.
- Вытачивание канавок.
Справка! При нарезании резьбы резцом вместо него используют круглые, радиальные и тангенциальные гребенки. Они движутся в продольном направлении, скорость подачи равна шагу резьбы.
Возможна обработка сложных фасонных поверхностей. Для этой цели вместо копировальной линейки устанавливается криволинейный шаблон. Для некоторых операций используются фасонные резцы, которые подаются в поперечном направлении.
Работа на токарно-револьверном станке позволяет добиться высокой точности обработки. Также можно точить изделия, которые прошли черновую обработку на другом оборудовании.
Важно!
Станки револьверной группы целесообразно применять в серийном производстве для изготовления крупных партий однотипных изделий.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Важно!
На некоторых моделях предусмотрена замена цанги трехкулачковым патроном.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.
Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.
- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы. В таком случае необходимо применить другую оснастку.
- После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.
Важно!
Работать на токарно-револьверном станке разрешается строго в закрытой аккуратной одежде.
Современные модели с ЧПУ
Обычные станки вытесняются с производства усовершенствованными моделями с программным управлением. Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
На современном производстве актуальны следующие модели оборудования.
1В340Ф30 — оснащен устройством ЧПУ Электроника НЦ-31 и револьверной головкой на 8 инструментов. Позволяет обрабатывать штучные заготовки диаметром не более 20 см, а также изготавливать изделия из прутка диаметром до 4 см.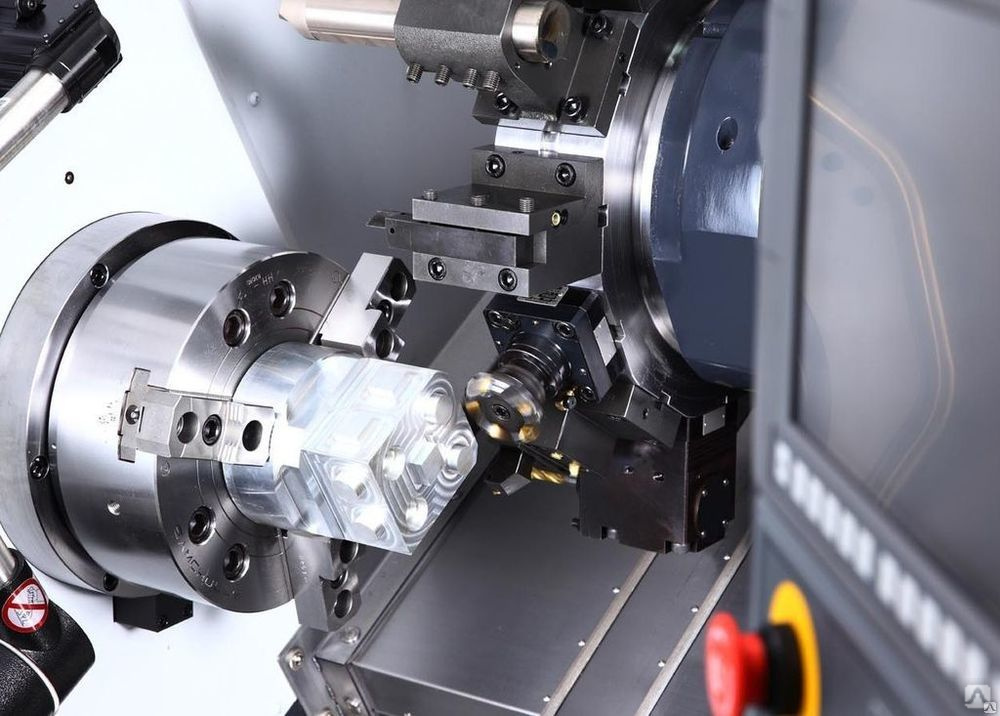
1П426ДФЗ — оснащен двумя револьверными головками. Первая позволяет использовать 8 режущих инструментов, предназначена для обработки наружных поверхностей. Вторая головка предусмотрена для работы с внутренними поверхностями.
ST и DS — серия револьверных станков с ЧПУ американского производства. Универсальные агрегаты, предназначенные для обработки заготовок из разных типов, стали.
Токарно-револьверные станки целесообразно применять в серийном производстве для изготовления больших партий однотипных изделий. Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными станками.
Выполнение некоторых операций (к примеру, нарезка резьбы, точение фасонных поверхностей) требует использования дополнительных приспособлений.
Токарно-револьверный станок
или набор инструментов для ЧПУ? [+Swiss Lathes]
Это одна из многих тем, которая, кажется, вызывает религиозный пыл с одной стороны, а не с другой. Я лично просмотрел несколько сотен онлайн-статей и переписок с нашими клиентами G-Wizard об этом выборе.
Я лично просмотрел несколько сотен онлайн-статей и переписок с нашими клиентами G-Wizard об этом выборе.
Кстати, вот видео по теме, которое быстро освещает основные моменты:
Для более подробного обсуждения продолжайте читать.
Давайте начнем с некоторых определений и основных выводов, к которым я пришел после всех этих разговоров и исследований, а затем углубимся в множество деталей.
Какие токарно-револьверные станки и инструментальная оснастка?
На токарных станках с ручным управлением мы привыкли видеть один инструмент на быстросменном инструментальном посте (QCTP). Это работает, но на ЧПУ мы хотим более высокую производительность. Хотя вы можете установить обычный ручной токарный станок Quick Change Toolpost (QCTP) на токарный станок с ЧПУ, это обычно делается только для токарных станков Toolroom.
Для производственных токарных станков оснастка обычно устанавливается либо на опорную плиту, либо на револьверную головку. По иронии судьбы, на приведенном выше рисунке показаны оба формата в использовании: на каждой инструментальной станции револьверной головки установлена монтажная плита, которая увеличивает количество инструментов, доступных в каждой позиции револьверной головки.
По иронии судьбы, на приведенном выше рисунке показаны оба формата в использовании: на каждой инструментальной станции револьверной головки установлена монтажная плита, которая увеличивает количество инструментов, доступных в каждой позиции револьверной головки.
Чистый набор инструментов — самый простой вариант. В этом режиме инструменты устанавливаются в ряд на суппорте токарного станка. Доступ к инструменту — это вопрос отвода от заготовки вдоль оси шпинделя, чтобы инструменты не ударялись о заготовку, перемещения по оси X до тех пор, пока нужный инструмент не окажется в нужном положении, а затем перемещения вдоль оси Z назад, чтобы начать резку.
Суппорт с установленными инструментами обычно выглядит следующим образом:
На видео показано простое движение смены инструмента, а также скорость смены инструмента. Обратите внимание на два формата инструмента: инструмент для чернового точения делает большой глубокий рез и представляет собой типичную державку для токарных станков с квадратным хвостовиком. В остальной оснастке используется круглый хвостовик с лыской, что более характерно для групповой оснастки. Он более компактен, и иногда вы даже увидите, что на один держатель устанавливаются две вставки, которые используются для разных задач.
В остальной оснастке используется круглый хвостовик с лыской, что более характерно для групповой оснастки. Он более компактен, и иногда вы даже увидите, что на один держатель устанавливаются две вставки, которые используются для разных задач.
А вот револьверный токарный станок в действии:
Этот станок на видео на самом деле имеет 2 револьверные головки и использует одну, чтобы удерживать аккуратную подвижную центральную «заднюю бабку» для точения этой длинной тонкой детали. Вы получаете представление о токарно-револьверном станке. Револьверные токарные станки очень похожи на ротационные устройства смены инструмента, знакомые пользователям фрезерных станков с ЧПУ.
Какой из них лучше?
Существует длинный список плюсов и минусов каждого из них, к которым мы вскоре вернемся, но, как и было обещано, давайте начнем с выводов верхнего уровня:
Выбор набора инструментов или револьверных головок на токарном станке с ЧПУ больше зависит от того, какие детали вы будете изготавливать, чем от чего-либо еще. Gang Tooling очень трудно превзойти для коротких деталей меньшего диаметра, для которых не требуется задняя бабка. Револьверные токарные станки трудно превзойти по универсальности и, конечно же, они необходимы, когда вам нужна задняя бабка.
Gang Tooling очень трудно превзойти для коротких деталей меньшего диаметра, для которых не требуется задняя бабка. Револьверные токарные станки трудно превзойти по универсальности и, конечно же, они необходимы, когда вам нужна задняя бабка.
Просматривая множество статей, которые я исследовал по этой теме, я часто сталкивался с машинистами, которые хотели бы использовать свои групповые токарные станки для всего, но имели револьверные станки для деталей, которые были слишком длинными и тонкими для изготовления на групповом токарном станке.
Swiss Lathes
В некотором смысле это почти означает, что «конкуренция» между Gang и Turret Lathes немного вводит в заблуждение. Возможно, лучшим «соревнованием» были бы групповые токарные станки против швейцарских станков. Швейцарские станки используют направляющую втулку и поворачиваются от конца к передней бабке, так что работа всегда хорошо поддерживается с очень небольшим выступом для отклонения:
В обмен на большую стоимость, сложность и потребность в прутковой бабке дорогой, потому что он должен быть совместим со швейцарской установкой втулки, швейцарский станок может обрабатывать детали, которые были бы слишком длинными и тонкими для токарного станка.
Преимущество группового инструмента №1: Скорость
Давайте начнем с точки зрения компании Gang Tool, почему их станки лучше:
Если деталь можно изготовить на групповом токарном станке, ее можно изготовить быстрее и дешевле, чем на токарно-револьверном станке.
Помните, что некоторые детали просто невозможно изготовить на токарном станке, потому что вы не можете использовать заднюю бабку. потому что задняя бабка мешает. Есть некоторые многоточечные станки с выдвижной задней бабкой, но втягивание задней бабки каждый раз, когда требуется смена инструмента, сводит на нет главное преимущество многоместного токарного станка — сверхбыструю смену инструмента.
Смена инструмента выполняется очень быстро, поскольку для смены инструмента используется движение скольжения и не требуется индексация револьверной головки. Если подумать, типичный револьверный токарный станок должен переместиться в положение смены инструмента, прежде чем он сможет начать вращение нужного инструмента на место. Как только инструмент окажется на месте, он может вернуться в положение резки. Это почти точно такое же количество движений, которое необходимо для смены инструмента группы в худшем случае, но инструмент группы не выполняет индексацию. Он перемещается в положение смены инструмента (разное для каждого инструмента группы) и перемещает следующий инструмент на место, а затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре опорной плиты, и они перемещаются лишь на небольшую часть расстояния до самого дальнего положения смены инструмента, необходимого револьверному токарному станку.
Как только инструмент окажется на месте, он может вернуться в положение резки. Это почти точно такое же количество движений, которое необходимо для смены инструмента группы в худшем случае, но инструмент группы не выполняет индексацию. Он перемещается в положение смены инструмента (разное для каждого инструмента группы) и перемещает следующий инструмент на место, а затем перемещается прямо назад. Наиболее часто используемые инструменты размещаются в центре опорной плиты, и они перемещаются лишь на небольшую часть расстояния до самого дальнего положения смены инструмента, необходимого револьверному токарному станку.
Таким образом, групповой инструмент почти всегда работает быстрее. Вы можете услышать цитаты от станков с инструментами, например: «Станок с многоосевым инструментом может обработать деталь, отрезать ее, устройство подачи прутка продвигает материал, и он входит во вторую деталь, прежде чем револьверный токарный станок сможет закончить вторую операцию».
Преимущество инструментальной оснастки #2: Простота и низкая стоимость
Револьверные головки — это дорогостоящие прецизионные устройства с большим количеством движущихся частей. Инструменты банды минималистичны. Он включает в себя несколько блоков, установленных на поперечных салазках, и все. Сервоприводы нормальной оси токарного станка и ходовые винты выполняют всю работу по смене инструмента. Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки с револьверной головкой. В некоторых случаях магазины покупают двухсекционные токарные станки за то, что стоил бы один причудливый двухшпиндельный револьверный токарный станок, и чувствуют, что они выходят далеко вперед.
Инструменты банды минималистичны. Он включает в себя несколько блоков, установленных на поперечных салазках, и все. Сервоприводы нормальной оси токарного станка и ходовые винты выполняют всю работу по смене инструмента. Это означает, что токарные станки часто могут быть намного дешевле, чем токарные станки с револьверной головкой. В некоторых случаях магазины покупают двухсекционные токарные станки за то, что стоил бы один причудливый двухшпиндельный револьверный токарный станок, и чувствуют, что они выходят далеко вперед.
Если ваша деталь нуждается в инструментах с приводом, например, для навинчивания плоских гаечных ключей на деталь или для просверливания окружности болта на фланце, гораздо дешевле использовать набор инструментов. Пневматические шпиндели, шпиндели с тросовым приводом и электрические шпиндели меньшего размера могут быть введены в эксплуатацию, если токарный станок оснащен индексируемым шпинделем с осью C. Моторизация револьверной головки увеличивает стоимость во многих отношениях из-за трудностей с передачей мощности вращения к позициям инструмента на поворотной револьверной головке. Это также увеличивает размер токарно-револьверного станка, что делает инструмент с вращающейся револьверной головкой непрактичным на небольших токарных станках.
Это также увеличивает размер токарно-револьверного станка, что делает инструмент с вращающейся револьверной головкой непрактичным на небольших токарных станках.
Групповые инструменты, как правило, дешевле, в то время как револьверные инструменты, как правило, дороже, но они могут быть более масштабными и надежными. Некоторые из стандартов инструмента револьверной головки требуют довольно дорогих держателей инструмента, чтобы, помимо прочего, приспособить приводной инструмент. Преимущество № 3: Быстрая установка Это не может быть сделано быстрее, так как это можно сделать в автономном режиме или сохранить в виде собранного блока инструментов для различных работ. Вот блок с 7 установленными инструментами:
Замена блока инструментов выполняется быстро и позволяет поставить на место все инструменты, необходимые для конкретной детали… например, спиральное сверло определенного размера.
Преимущество инструментальной оснастки #4: Точность
Простота и уменьшение количества движущихся частей устраняют накопление допусков и различные виды люфтов (люфтов) в движущихся частях револьверной головки. Проблема точности заключается в достижении правильного положения центральной линии (оси Y) с помощью инструмента. После установки прокладок или специальной втулки, просверленной для спирального сверла, трудно добиться большей точности, и большинство револьверных головок будут менее точными.
Проблема точности заключается в достижении правильного положения центральной линии (оси Y) с помощью инструмента. После установки прокладок или специальной втулки, просверленной для спирального сверла, трудно добиться большей точности, и большинство револьверных головок будут менее точными.
Другим фактором, который дает токарным станкам преимущество в точности, является то, что они используются для перемещения на более короткие расстояния при обработке детали.
Преимущество инструментальной оснастки № 5: Надежность
Это тесно связано с простотой. На групповом токарном станке не так уж много ошибок. Конечно, у револьверной головки есть все точки износа и детали, которые можно сломать, как у токарного станка, а также многое другое. Если вы разбиваете турель, у вас может быть дорогостоящий счет за ремонт, или вам может просто понадобиться перенастроить ее.
Револьверный токарный станок Преимущество №1: Гибкость
Давайте обратимся к револьверным станкам, прежде чем мы начнем думать, что групповые токарные станки — единственный выход. Преимущество турели №1 — гибкость. Вы можете использовать с ним заднюю бабку, которая позволяет делать гораздо более длинные и тонкие детали, чем на токарном станке, хотя есть некоторые хитрости, такие как коробчатые резаки, которые могут помочь токарному станку сделать больше.
Преимущество турели №1 — гибкость. Вы можете использовать с ним заднюю бабку, которая позволяет делать гораздо более длинные и тонкие детали, чем на токарном станке, хотя есть некоторые хитрости, такие как коробчатые резаки, которые могут помочь токарному станку сделать больше.
Помимо длины револьверные головки позволяют изготавливать детали большего диаметра. Если подумать, то при установке многофункционального инструмента требуется зазор, чтобы деталь могла поместиться между любыми двумя инструментами. Это ограничивает диаметр или количество инструментов, которые можно поместить на пластину бандажа. Турель позволяет вам не только съесть свой пирог, но и съесть его, потому что она оставляет место для деталей гораздо большего диаметра.
Токарно-револьверный станок Преимущество №2: Простое программирование
В то время как опытные пользователи токарных станков находят программирование простым, новички, как правило, найдут программирование револьверной головки проще.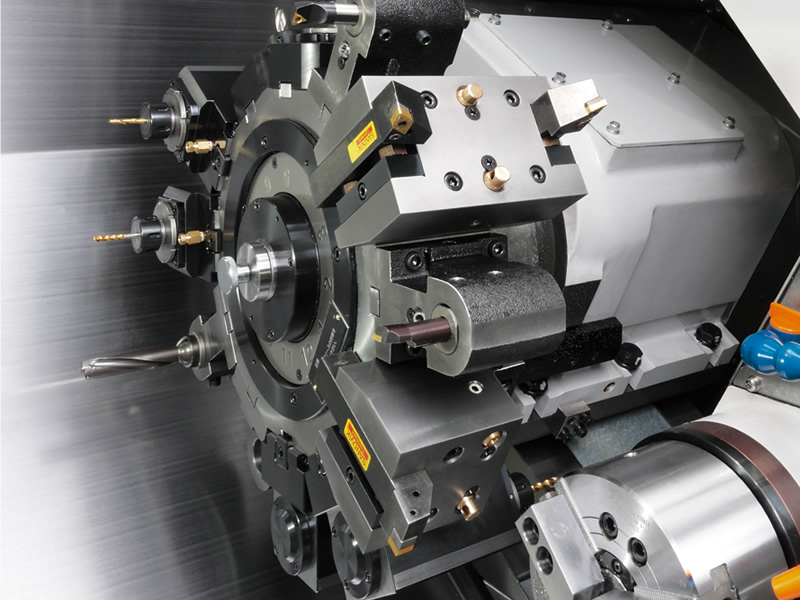 С токарным станком вам придется беспокоиться об очистке детали для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неверное движение, и инструмент врежется в деталь.
С токарным станком вам придется беспокоиться об очистке детали для смены инструмента. Это может быть сложно с различными настройками и диаметрами деталей. Сделайте неверное движение, и инструмент врежется в деталь.
Кроме того, пользователям групп приходится иметь дело как с положительной, так и с отрицательной идеей, поскольку инструменты находятся по обе стороны от заготовки. Пользователям турелей приходится иметь дело только с одним знаком и обычно выбирать положительный, поскольку это проще и интуитивно понятнее. Конечно, более сложные токарные станки будут монтировать как переднюю, так и заднюю револьверную головку, и в этот момент они будут работать как с положительными, так и с отрицательными значениями.
Токарно-револьверный станок Преимущество №3: Дополнительные инструменты
Обратитесь к верхнему правому рисунку в статье, где на каждой станции на револьверной головке установлено несколько инструментов. Эта ситуация была доведена до крайности и будет довольно сложной для программирования, но наличие двух револьверных головок или даже просто размещение держателей групп на нескольких станциях для револьверных головок по-прежнему означает больше инструментов для токарного станка с револьверной головкой. Вот пластина с тремя инструментами, предназначенная для замены держателей инструментов с квадратным хвостовиком 3/4″ или 1″:
Вот пластина с тремя инструментами, предназначенная для замены держателей инструментов с квадратным хвостовиком 3/4″ или 1″:
Foxwood Machine, компания, которая предлагает этот продукт, говорит, что они создали его для машин, которые не вмещали достаточно инструментов или не могли менять инструменты достаточно быстро. Я вижу, что размещение инструментов, необходимых для сверления и нарезания резьбы определенного размера и размера на одном блоке, может также упростить настройку.
Преимущество токарно-револьверного станка № 4: Больше операций, осей и деталей.
Это связано с преимуществом гибкости револьверных головок, но они кажутся хорошо подходящими для более сложных станков с двумя шпинделями и несколькими осями. и другие функции для размещения деталей, которые в противном случае потребовали бы нескольких настроек.
Токарно-револьверный станок Преимущество №5: Лучшее измельчение?
Револьверные головки могут обеспечить лучшее измельчение только потому, что они чаще используются на больших токарных станках. Но машина с двумя револьверными головками также может выполнять трюк с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который сделает пропил 1/8″. Поместите одну по обе стороны от заготовки с помощью двух револьверных головок, чтобы одна немного опережала другую. Теперь вы снимаете 1/4″ с каждым проходом, и два инструмента уравновешивают склонность друг друга к отклонению детали.
Но машина с двумя револьверными головками также может выполнять трюк с использованием двух режущих инструментов одновременно, как показано на видео с револьверной головкой выше. Предположим, у вас есть инструмент, который сделает пропил 1/8″. Поместите одну по обе стороны от заготовки с помощью двух револьверных головок, чтобы одна немного опережала другую. Теперь вы снимаете 1/4″ с каждым проходом, и два инструмента уравновешивают склонность друг друга к отклонению детали.
Это довольно изящный трюк, который действительно может сократить время цикла.
Токарно-револьверные станки тоже умеют работать!
Небольшая пластина в револьверной стойке…
Представьте, что каждая позиция в револьверной головке вашего токарного станка представляет собой небольшую пластину с несколькими инструментами. Вы начинаете видеть возможности?
Ностальгия: револьверные станки старой школы с ручным управлением
Вот какими были револьверные станки до ЧПУ:
Вывод: Это лошади для курсов
Несмотря на то, что у людей есть естественная склонность устраивать соревнование, которое приводит к единственному победителю, в данном случае это «Лошади для курсов». Выбор группового инструмента по сравнению с токарно-револьверным станком лучше всего делать путем тщательного анализа типов деталей, которые необходимо изготовить, и того, какой набор преимуществ получат эти конкретные детали.
Выбор группового инструмента по сравнению с токарно-револьверным станком лучше всего делать путем тщательного анализа типов деталей, которые необходимо изготовить, и того, какой набор преимуществ получат эти конкретные детали.
Если вы не знаете, какие детали вы в конечном итоге будете изготавливать, и не хотите мириться с ограничениями группового инструмента для более коротких деталей меньшего диаметра, вы, вероятно, предпочтете револьверную головку. Если вам нужно максимально простое программирование и меньшая кривая обучения, вам, вероятно, понадобится револьверный токарный станок. С другой стороны, если вам нужно максимально короткое время цикла, чтобы вы могли как можно дешевле обработать как можно больше деталей, изготовленных на токарных станках, обратите внимание на инструментальную оснастку.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, включая:
Револьверная головка токарного станка
Дом инструментов Haas
Фрезерная оправка
Держатели концевых фрез
Держатели насадных фрез
Термоусадочные держатели
Цанговые патроны ER
Фрезерные патроны и цанги
Сверлильные патроны
Вытяжные шпильки
Комплекты зажимных приспособлений для фрезерных станков
Гидравлические фрезерные патроны и цанги
Зажим для мельницы
Тиски с фиксированными губками
Тиски самоцентрирующиеся
Переходные пластины
Челюсти фрезерных тисков
Принадлежности для крепления
Комплекты тисков
Фрезерование
Корпуса фрезерных станков
Фрезерные вставки
Концевые фрезы
Фасочные фрезы и пластины
Сменные корпуса концевых фрез
Шаровые концевые фрезы
Концевые фрезы для снятия фаски
Концевые фрезы для черновой обработки
Шаровые концевые фрезы и пластины со сменными пластинами
Комплекты насадных фрез
Комплекты фрез для снятия фасок
Комплекты концевых фрез со сменными пластинами
Фрезы типа «ласточкин хвост»
Сменные фрезы типа «ласточкин хвост»
Концевые фрезы для гравировки
Заусенцы
Фрезы для шпоночных пазов
Концевые фрезы для скругления углов
Токарный инструмент
Отрезной инструмент
Наборы инструментов для резки
Токарные вставки
Инструменты для нарезки канавок
Инструменты для нарезания канавок и резьбы с малым внутренним диаметром
Резьбовые вставки
Резьбонарезные державки
Державки ID
OD Державки
Токарные пластины из кермета
Пластины для токарной обработки CBN
Пазовые и резьбовые вставки Haas
Пазовые державки Haas для обработки канавок и резьбы
Державки для протяжки
Вставки для протяжки
Токарная оправка
TL и CL Державки
BOT Держатель инструмента
BMT Державка
Приводная державка
Переходные втулки
VDI Инструментальная оправка
Токарный станок
живые центры
Вкладыши шпинделя
Быстросменные цанги
Цанговые патроны для токарных станков
Цанги 5C
Наборы цанг 5C
Расточные кольца для токарных станков
Челюсти токарного станка
Цанги и патроны ER
Цанги ER
Герметичные цанги ER
Цанги для метчиков ER
Наборы цанг ER и аксессуары
Цанговые патроны ER
Цанговые патроны ER с прямым хвостовиком
Быстрозажимные сверлильные патроны с прямым хвостовиком
Сверление отверстий
Твердосплавные сверла
Корпуса сверл со сменными пластинами
Пластины для сверления со сменными пластинами
Модульные корпуса сверл
Модульные буровые головки
Кобальтовые сверла и наборы
Центровочные сверла
Развертки
Наборы сверл со сменными пластинами
Центровочные сверла
Нарезание резьбы
Метчики
Резьбовые вставки
Резьбонарезные державки
Резьбовые фрезы
Трубные метчики
Наборы метчиков для сверления
Управление инструментами
Станки для предварительной настройки инструмента
Термоусадочные машины
Принадлежности для инструментов
Очиститель конуса шпинделя
Магазинный подъемник Haas
Приспособления для резцедержателя
Колеса для удаления заусенцев
Вентиляторы очистки с ЧПУ
Комплекты упаковки
Комплекты вентиляторов для удаления стружки
Наборы режущих инструментов
Комплекты концевых фрез со сменными пластинами
Наборы инструментов для резки
Наборы метчиков для сверления
Наборы сверл со сменными пластинами
Комплекты насадных фрез
Комплекты фрез для снятия фасок
Комплекты зажимных приспособлений для фрезерных станков
Комплекты крепления
Комплекты тисков
Одежда и аксессуары
Аксессуары
Одежда
Хранение и транспортировка
Тележки для инструментов
Измерение и проверка
Набор для измерения из 7 предметов
Комплект 3D-датчика, дюймовый, CT40
Комплект 3D-датчика, метрическая система, SK40/DIN
Комплект 3D-датчика, метрическая система, BT40
Комплект 3D-сенсора, дюймовый, HSK63A
Комплект 3D-датчика, метрическая система, HSK63A
Датчик 3D, дюймы
Датчик 3D, метрическая система
Стилус WIPS, 3 шт. в упаковке
в упаковке
Сменный стилус WIPS
Тестовый стержень шпинделя
Рефрактометр охлаждающей жидкости
Датчик силы зажима
Запасные части Haas Home
Устройство автоматической смены паллет
HMC — Automatic Pallet Changer
VMC — Automatic Pallet Changer
Lathe Turret
Lathe — Turret
Live Tooling
Tool Changer
Side Mount
Umbrella
Chip Управление
Многошнековый
Одношнековый
СОЖ
Вспомогательный фильтр
HPC-300 (токарный станок)
HPC-1000 (Lathe)
Oil Skimmer
Standard Coolant
TSC-300 (Mill)
TSC-1000 (Mill)
Coolant Refill
Loc-Line
Counterbalance
Charge & Discharge Hose
Electrical Cabinet
Fans
Filters
Upgrade Kits
Enclosure
Accessories
Air Nozzle
Decals
Door Bumpers
Lighting
Windows, Gaskets, & Weather Strip
Chip & Coolant Management
Hydraulics
Filters
Gauges
Теплообменник
Шланги
Смазка
Bijur Механическая смазка
Minimum Lubrication
Maintenance
Grease, Oil, & Sealants
Pendant
Floppy Disk & USB
Keypad
Keys
Lens
Gaskets & Seals
Probing
Фрезерный датчик
Устройство предварительной настройки токарного инструмента
Вращающееся устройство
Вращающееся уплотнение и прокладки
Шпиндели
Couplings
Gaskets & Seals
Spindle Motor Drive
Gearbox Drive
Tool Release Piston
Tailstock
Handles
My Machine Info
Machine TypeVERTICALHORIZONTALLATHEROTARYYearModel
My Serial Number
Токарно-револьверный станок
9
9
Предметы
Приводной инструмент
1
1
Предметы
Сопутствующие сервисные документы
_____________________________
{{ если (!videoId) { }}
{{ } еще { }}
{{ если (wistiaId) { }}
{{ } еще { }}
{{ } }}
{{ } }}
Файлы cookie
Чтобы этот сайт работал должным образом, мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки.
