Токарные станки иж: Ошибка 404. Страница не найдена — Объявления на сайте Авито
Содержание
ИЖ-250П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный, Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУ, Ø 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный, Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный, Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный, Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный, Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный, Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320 - 1711ИФФ3
— станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230 - 1715ИФФ3
— станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320 - 1336м
— станок токарно-револьверный, Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный, Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный, Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности, Ø 250 - ИТ-42
— станок токарный с ЧПУ, Ø 320 - ТП500Ф3, ТП1000Ф3
— станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07.
 .2,17 мм/об
.2,17 мм/об - Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Габариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Общий вид токарно-винторезного станка ИЖ-250П
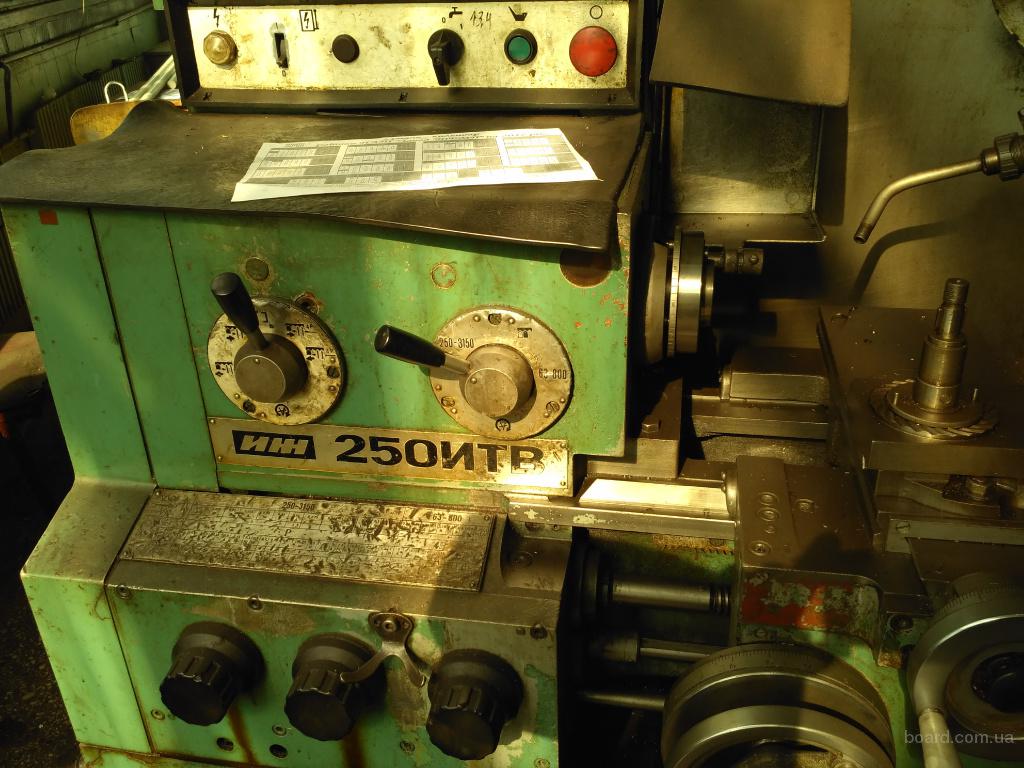
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами
При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.

- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Конструкторские особенности строения
Составные части станка
Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором.
 Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П.
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба.
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станке - Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Токарный станок ИЖ 250 |
- Главная
> Станки > Токарный станок ИЖ 250
Токарный станок ИЖ 250
Токарный станок ИЖ 250 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.
- Токарный станок ИЖ 250 ИТВМФ1 дополнительно оснащен системой цифровой индикации.
- Токарный станок ИЖ 250 ИТВМ.03 с увеличенным межцентровым расстоянием.
- Токарный станок ИЖ 250 ИТПМ предназначен для выполнения менее точных работ.
Токарный станок ИЖ 250 — особенности конструкции
Широкий диапазон чисел оборотов и подач токарного станка ИЖ 250 обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Что соответственно упрощает ведение токарных работ.
Токарный станок ИЖ 250 — высокая жёсткость и точность
Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла токарного станка ИЖ 250 позволяет быстро сменить приводные ремни без разборки узла. Станина токарных станков ИЖ 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла токарного станка ИЖ 250 позволяет быстро сменить приводные ремни без разборки узла. Станина токарных станков ИЖ 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Токарный станок ИЖ 250 — устройство
Привод главного движения токарного станка ИЖ 250 осуществляется от электродвигателя через двенадцатискоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).
Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).
Оснащение токарного станка ИЖ 250 СЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач токарного станка ИЖ 250 обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Токарный станок ИЖ 250 — управление
Фартук закрытого типа токарного станка ИЖ 250 обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
| Технические характеристики: Токарный станок ИЖ 250 | ИТВМ.01 | ИТВМ.03 | ИТВМФ1 | ИТПМ |
| Диаметр обработки над станиной, мм | 240 | |||
| Диаметр обработки над суппортом, мм | 168 | |||
| Расстояние между центрами | 500 | 750 | 500 | 500 |
Макс.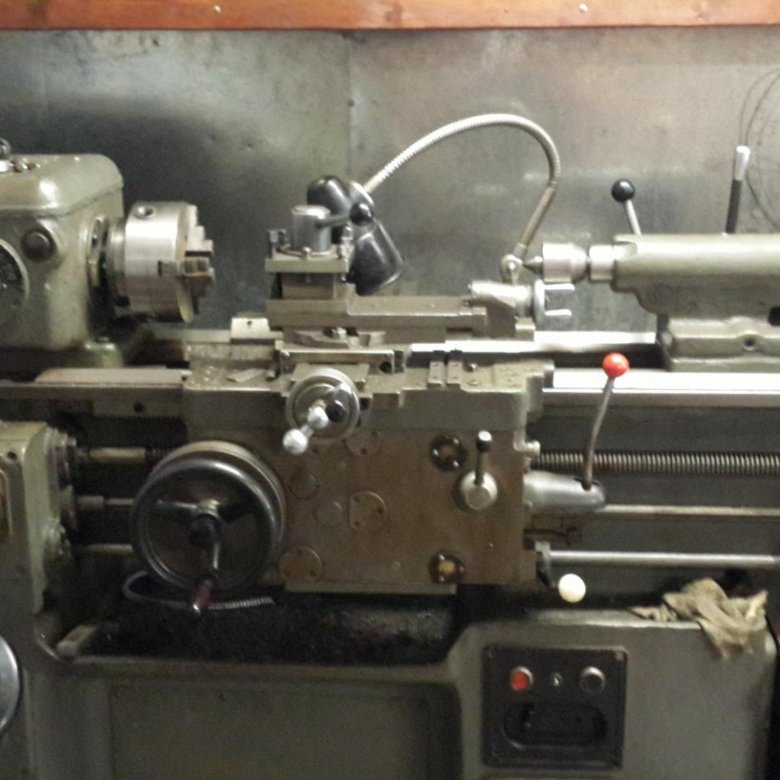 диаметр прутка, обр. в патроне, мм диаметр прутка, обр. в патроне, мм | 24 | |||
| Максимальное сечение резца, мм | 16 х 16 | |||
| Конец шпинделя по ГОСТ 12593-93 | 4 | |||
| Размер внутреннего конуса в шпинделе | Морзе 4 | |||
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 | |||
| Перемещение пиноли, мм | 85 | |||
| Частота вращения шпинделя, мин-1 | 25 — 2 500 | |||
| Продольная подача, мм/об | 0,001 — 1,8 | |||
| Поперечная подача, мм/об | 0,005 — 0,9 | |||
| Шаг нарезаемой резьбы: | ||||
| метрической, мм | 0,2 — 48 | |||
| модульной, модули | 0,2 — 12 | 0,3 — 12 | 0,2 — 12 | 0,3 — 12 |
| дюймовый, ниток на 1» | 24 — 0,5 | |||
| Мощность привода главного движения, кВт | 3 | |||
| Класс точности по ГОСТ 8-82 | В | В | В | П |
| Шероховатость образца изделия, мкм | 0,63 | |||
| Габаритные размеры, не более: | ||||
| Длина, мм | 1 790 | 2 005 | 1 790 | 1 790 |
| Ширина, мм | 810 | 810 | 955 | 810 |
| Высота, мм | 1 400 | 1 400 | 1 580 | 1 400 |
| Масса, кг, не более | 1 180 | 1 040 | 1 290 | 1 180 |
поиск по сайту
Найти:
характеристики и советы о покупке бу
Ижевский машиностроительный завод на протяжении длительного времени своего существования успел выпустить на рынок большое количество моделей оборудования для обработки металлопродукции.
Одной из ключевых моделей такой аппаратуры является ИЖ 250 — токарный станок, которым пользуются и в наши дни. В этой статье мы рассмотрим главные конструктивные особенности, технические характеристики, а также ознакомимся с правильным подбором оборудования.
Назначение
Главной задачей, которую ставит перед собой токарный станок ИЖ 250, является выполнение широкого перечня токарных работ в кулачковых или цанговых патронах. Кроме того, его повсеместно используют для создания модульных, метрических и дюймовых резьб.
На протяжении нескольких десятков лет выпуска этой модели завод старался модернизировать собственную продукцию для решения еще большего спектра задач.
Так, например, модель ИТВМФ1 имеет в своей конструкции систему цифровой индикации. В модели ИТВМ.03 инженеры добились увеличения межцентрового расстояния. Ну а субмодель ИТПМ предназначается для успешного выполнения работ с меньшей степенью точности.
Содержание
- 1 Технические характеристики
- 2 Видео
- 2.
 1 Особенности эксплуатации
1 Особенности эксплуатации - 2.2 Как выглядит станок в наше время?
- 2.3 Другие особенности
- 2.
- 3 Как правильно приобрести?
- 4 Выводы
Технические характеристики
Ниже предлагаем ознакомиться с ключевыми особенностями данного агрегата. Установка может похвастаться особыми характеристиками, которые обуславливаются конструктивными решениями, указанными в списке ниже:
Фото. Токарный станок ИЖ 250
- повышенное число оборотов шпинделя и интервал подач — эти свойства являются прямой гарантией прекрасного качества обработки металлических поверхностей при более высокой производительности процессов;
- когда ходовой винт выполняет резьбу, токарный станок автоматически смазывает его;
- станок останавливается с помощью механизма, расположенного в фартуке. Благодаря этой особенности при токарной обработке оборудование работает по жесткому упору;
- за счет особенности, указанной выше, устройство подачи получает более высокую защиту от потенциальной перегрузки;
- фиксация резцовой головки модели выполнена без зазоров.
 Таким образом, конструкторы добилась повышенной жесткости и точности монтажа;
Таким образом, конструкторы добилась повышенной жесткости и точности монтажа; - контролирование скорости шпинделя ведется по преселективной схеме. Это позволяет заранее подготовить оборудование к последующему запуску на выполнение новых операций, причем сделать это в нужный момент;
- замена приводных ремней выполняется максимально быстро, так как шпиндельный механизм имеет удобную конструкцию;
- установленную коробку передач можно отнести к универсальным механизмам, поскольку для нарезки любой резьбы не надо менять шестерни на гитаре;
- в процессе производства станины используется хромоникелевый чугун. Направляющие закалены методом подачи высокочастотного тока, после чего их шлифуют при производстве.
Обратите внимание! Принцип управления подачами на станках ИЖ-250 базируется на мнемоническом принципе, в котором задействуется один рычаг. Направление движения резцовой головки, установленной на суппорте, осуществляется идентично направлению, в котором станок включается.
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
- отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
- оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.
Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Как правильно приобрести?
Оформить покупку бюджетного станка ИЖ 250 в первоначальном варианте конструкции практически невозможно на первичном рынке. Дело в том, что за многие годы модернизации оборудования конструкторы внесли большое количество мелких и больших изменений в компоновке модели.
Если потенциальному покупателю нужно приобрести оборудование по сравнительно доступной цене, находящееся в нормальном состоянии, рекомендуется купить его на специализированных досках объявлений. Одной из таких площадок является Авито — здесь практически всегда можно найти привлекательные предложения от частных продавцов или производственных предприятий.
При оформлении покупки мы рекомендуем обратить ваше внимание на следующие особенности:
- силовой агрегат должен выдавать максимальные паспортные обороты. Для проверки этого показателя следует подключить станок к трехфазной электросети и провести пробный запуск на всех скоростях. Признаком проблемной работы электрического двигателя является отсутствие возможности достичь максимальных оборотов, а также заметный перегрев корпуса мотора при работе на минимальной нагрузке;
- обязательно проверьте правильность остановки б/у агрегата.
 Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата;
Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата; - перед оформлением покупки следует обратить внимание и на приводные ремни. На их поверхности не должны находиться абразивные продукты, выделяемые в результате износа. Если вы обнаружили стружку, это первый признак того, что ремни придется обязательно заменить на новые. Вторым признаком можно считать повышенную шумность, определяемую по нехарактерному свисту;
- проверьте правильность работы коробки подач. Внутренняя начинка также не должна иметь никаких следов абразива.
Мы не рекомендуем оформлять покупку оборудования по предоплате или наложенному платежу, если продавец не согласился на возврат при обнаружении неисправностей, не указанных в объявлении.
Лучший способ проверки — отправиться к продавцу вместе с опытным токарем и попытаться проверить все режимы работы. Только квалифицированный специалист сможет обнаружить наличие проблем в конструкции механизмов и сбросить цену, либо отказаться от покупки в целом.
Выводы
ИЖ 250 — легендарный станок от ИЖМАШа, который на протяжении нескольких десятилетий все равно остается востребованным на любых производственных предприятиях. Он выпущен как в базовой версии, так и в трех модернизированных вариантах. Конструкция оптимизирована под выполнение работ по токарной обработке металлических деталей, имеющих небольшие размеры. Силовые агрегаты отличаются повышенной производительностью и хорошим ресурсом работы.
Конструкция имеет хорошую защиту от потенциального выхода из строя. Редуктор на 12 скоростей дает возможность оптимизировать временные затраты на обработку, гарантируя при этом экономию электроэнергии. При оформлении покупки следует обязательно обратить внимание на общее визуальное состояние, работу двигателя и коробки подач, а также убедиться в отсутствии абразива на приводных ремнях.
При соблюдении всех требований, изложенных заводом-производителем, токарный станок ИЖ-250 обеспечит беспроблемную обработку металлических изделий на протяжении нескольких десятков лет.
Токарные станки ИЖ-250 в Москве
Токарный станок ИЖ-250 – легендарное детище советского завода ИЖМАШ. Агрегат проектировался для выполнения широкого спектра токарных работ. Интересен тот факт, что машина выпускалась в нескольких модификациях, которые представлены ниже:
- ИТВМФ1 – агрегат, опционально укомплектованный числовыми индикаторами, повышающими удобство работы за станком и точность операций.
- ИТВМ.03 – модель, в которой увеличено межцентровое расстояние для более удобной обработки заготовок нестандартного формата.
- ИТПМ – техника, актуальная при выполнении тех операций, где точность не важна.
Технические характеристики
Ниже предлагаем ознакомиться с ключевыми особенностями данного агрегата. Установка может похвастаться особыми характеристиками, которые обуславливаются конструктивными решениями, указанными в списке ниже:
Фото. Токарный станок ИЖ 250
- повышенное число оборотов шпинделя и интервал подач — эти свойства являются прямой гарантией прекрасного качества обработки металлических поверхностей при более высокой производительности процессов;
- когда ходовой винт выполняет резьбу, токарный станок автоматически смазывает его;
- станок останавливается с помощью механизма, расположенного в фартуке.
 Благодаря этой особенности при токарной обработке оборудование работает по жесткому упору;
Благодаря этой особенности при токарной обработке оборудование работает по жесткому упору; - за счет особенности, указанной выше, устройство подачи получает более высокую защиту от потенциальной перегрузки;
- фиксация резцовой головки модели выполнена без зазоров. Таким образом, конструкторы добилась повышенной жесткости и точности монтажа;
- контролирование скорости шпинделя ведется по преселективной схеме. Это позволяет заранее подготовить оборудование к последующему запуску на выполнение новых операций, причем сделать это в нужный момент;
- замена приводных ремней выполняется максимально быстро, так как шпиндельный механизм имеет удобную конструкцию;
- установленную коробку передач можно отнести к универсальным механизмам, поскольку для нарезки любой резьбы не надо менять шестерни на гитаре;
- в процессе производства станины используется хромоникелевый чугун. Направляющие закалены методом подачи высокочастотного тока, после чего их шлифуют при производстве.

Обратите внимание! Принцип управления подачами на станках ИЖ-250 базируется на мнемоническом принципе, в котором задействуется один рычаг. Направление движения резцовой головки, установленной на суппорте, осуществляется идентично направлению, в котором станок включается.
Специфика агрегата
Конструкцией станка ИЖ 250 предусмотрен обширный диапазон подач и оборотов, что позволяет подобрать наиболее подходящий режим обработки заготовки. Машина может похвастаться наличием преселективной системы управления передачами шпинделя. Эта особенность дает возможность мастеру заранее подготовить включение нужной скорости в процессе работы агрегата. Отдельного внимания заслуживает мнемоническое управление подачами, которое осуществляется перемещением рукояти.
Токарный станок ИЖ укомплектован системой фиксации головки резца, исключающей малейшие зазоры. Это делает работу за станком предельно точной и жесткой, что отражается на качестве работы в целом.
Занимательно то, что в токарном станке ИЖ 250 предусмотрена автоматическая смазка ходового винта в процессе создания резьбы. Особая схема шпиндельного узла в свою очередь обеспечивает оперативную смену ремней, не требующую тщательной разборки всей конструкции. Все это отражается на скорости и качестве выполнения операций.
Некоторые модификации токарного станка ИЖ имеют прочную станину из высокопрочного чугуна, обеспечивающую достойную жесткость при работе. В этих же модификациях предусмотрены закаленные направляющие, которые делают перемещение инструмента максимально удобным. Агрегаты также комплектуются особыми деталями, которые предотвращают чрезмерную нагрузку на основные механизмы подач.
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.

Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
- отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
- оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.

Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Токарный станок ИЖ 250: технические характеристики
Согласно паспорту, устройство обладает следующими характеристиками:
- вес – 1180 кг;
- габариты – 179х81х140 см;
- точность по ГОСТ – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении – 30 см;
- длина болванки в максимальном значении – 50 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,4 см;
- сечение резца в максимальном значении – 1,6х1,6 см;
- передвижение пиноли в максимальном значении – 8,5 см;
- количество оборотов главного вала – 25-2500 об/мин.

Какие задачи решает агрегат?
Устройство представлено в трех модификациях, имеющих некоторые различия:
- Модель ИТВМФ1 – имеет в комплектации индикаторы чисел, обеспечивающие большую точность и удобство проводимых операций.
- Модель ИТВМ03 – расстояние между центрами увеличено для обеспечения удобства работы с нестандартными заготовками.
- Модель ИТПМ – предназначена для работ при повышенных нагрузках на узлы и не обладает повышенной точностью.
Индикация цифрового типа, представленная в модели ИТВФ1, повышает производительность, поскольку при работе не требуется предварительное измерение заготовок и исключаются прочие расчеты, такие как фиксирование в памяти или на бумаге количество оборотов лимба. Кроме того, данная система позволяет компенсировать износ инструментов и неточности механизмов установки, что не требует человеческого контроля.
Нониус, предусмотренный конструкцией, позволяет производить точный отсчет поперечных передвижений до 0,005 мм/об. Осевая и перпендикулярная подачи, широкий спектр доступных для нарезки резьбы величин обеспечиваются коробкой подач. Нарезка резьбы повышенной точности осуществляется благодаря соединению гитары и винта, без задействования коробки подач.
Осевая и перпендикулярная подачи, широкий спектр доступных для нарезки резьбы величин обеспечиваются коробкой подач. Нарезка резьбы повышенной точности осуществляется благодаря соединению гитары и винта, без задействования коробки подач.
Ручные и механические подачи резцедержателя, продольные и поперечные, нарезка резьб под воздействием ходового винта, обеспечивается закрытым фартуком установки. Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Технические характеристики модификаций
Согласно паспорту, модификации установки ИЖ 250 имеют следующие характеристики:
- вес: ИТПМ – 1180 кг; ИТВМ03 – 1040 кг; ИТВМФ1 – 1290 кг;
- габариты: ИТПМ – 179х81х140 см; ИТВМ03 – 200,5х81х140 см; ИТВМФ1 – 179х95,5х158 см;
- точность по ГОСТ: ИТПМ – П; ИТВМ03 – В; ИТВМФ1 – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении: для всех моделей – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении: для всех моделей – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении: для всех моделей – 30 см;
- длина болванки в максимальном значении: для всех моделей – 50 см;
- диаметр обрабатываемого прутка в максимальном значении: для всех моделей – 2,4 см;
- сечение резца в максимальном значении: для всех моделей – 1,6х1,6 см;
- передвижение пиноли в максимальном значении: для всех моделей – 8,5 см;
- количество оборотов главного вала: для всех моделей – 25-2500 об/мин.

Как правильно приобрести?
Оформить покупку бюджетного станка ИЖ 250 в первоначальном варианте конструкции практически невозможно на первичном рынке. Дело в том, что за многие годы модернизации оборудования конструкторы внесли большое количество мелких и больших изменений в компоновке модели.
Если потенциальному покупателю нужно приобрести оборудование по сравнительно доступной цене, находящееся в нормальном состоянии, рекомендуется купить его на специализированных досках объявлений. Одной из таких площадок является Авито — здесь практически всегда можно найти привлекательные предложения от частных продавцов или производственных предприятий.
При оформлении покупки мы рекомендуем обратить ваше внимание на следующие особенности:
- силовой агрегат должен выдавать максимальные паспортные обороты. Для проверки этого показателя следует подключить станок к трехфазной электросети и провести пробный запуск на всех скоростях. Признаком проблемной работы электрического двигателя является отсутствие возможности достичь максимальных оборотов, а также заметный перегрев корпуса мотора при работе на минимальной нагрузке;
- обязательно проверьте правильность остановки б/у агрегата.
 Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата;
Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата; - перед оформлением покупки следует обратить внимание и на приводные ремни. На их поверхности не должны находиться абразивные продукты, выделяемые в результате износа. Если вы обнаружили стружку, это первый признак того, что ремни придется обязательно заменить на новые. Вторым признаком можно считать повышенную шумность, определяемую по нехарактерному свисту;
- проверьте правильность работы коробки подач. Внутренняя начинка также не должна иметь никаких следов абразива.
Мы не рекомендуем оформлять покупку оборудования по предоплате или наложенному платежу, если продавец не согласился на возврат при обнаружении неисправностей, не указанных в объявлении.
Лучший способ проверки — отправиться к продавцу вместе с опытным токарем и попытаться проверить все режимы работы. Только квалифицированный специалист сможет обнаружить наличие проблем в конструкции механизмов и сбросить цену, либо отказаться от покупки в целом.
Выводы
ИЖ 250 — легендарный станок от ИЖМАШа, который на протяжении нескольких десятилетий все равно остается востребованным на любых производственных предприятиях. Он выпущен как в базовой версии, так и в трех модернизированных вариантах. Конструкция оптимизирована под выполнение работ по токарной обработке металлических деталей, имеющих небольшие размеры. Силовые агрегаты отличаются повышенной производительностью и хорошим ресурсом работы.
Конструкция имеет хорошую защиту от потенциального выхода из строя. Редуктор на 12 скоростей дает возможность оптимизировать временные затраты на обработку, гарантируя при этом экономию электроэнергии. При оформлении покупки следует обязательно обратить внимание на общее визуальное состояние, работу двигателя и коробки подач, а также убедиться в отсутствии абразива на приводных ремнях.
При соблюдении всех требований, изложенных заводом-производителем, токарный станок ИЖ-250 обеспечит беспроблемную обработку металлических изделий на протяжении нескольких десятков лет.
Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей,
- ИЖ 250 ИТВМФ1 имел современную индикацию,
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.
Токарный станок иж 250 паспорт
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П
.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)
).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16.
 .2000 об/мин
.2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Технические характеристики токарно-винторезных станков 250-ИТП
| Наименование параметра | 1И611П | 250-ИТП | 250-ИТВ | 250ИТВМ. 01 01 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 260 | 300 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 240 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 168 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 135 | 150 | 150 | 150 |
| Высота резца, мм | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 21 | 18 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 20. .2000 (21) .2000 (21) | 63..3150 (18) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4К | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 180 | 170 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 20 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 2 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач продольных, мм/об | 0,01. .3 (25) .3 (25) | 0,01..1,5 | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач поперечных, мм/об | 0,005..1,5 | 0,005..0,75 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | 5000 (500) | ||
| Количество нарезаемых резьб метрических | 33 | 30 | 30 | 33 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 (33) | 0,2..24 (30) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 21 | 26 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..0,5 (26) | 24..1 (21) | 24..1 (21) | 24. .0,5 (26) .0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 21 | 25 |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..30 (35) | 0,2..6 (21) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | ||
| Цена деления лимба перемещения салазок, мм | 0,05 | 0,02 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные и поперечные | есть | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | ||
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3 (1420) | 3 (1430) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | АОЛ2-32-4 | АИР100S4ПУ3 | ||
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,08 (1390) | 0,09 (2700) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | |||
| Тип станции смазки | С48-12М | С48-12М | ||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,15 (2800) | 0,12 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-25МС | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1770_970_1300 | 1790_810_1400 | ||
| Масса станка, кг | 1120 | 1180 |
Список литературы:
Станок специальный токарный 250ИТП, 250ИТВ, 250ИТВФ1. Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985
Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Токарно-винторезный станок 250ИТВМ
При оснащении цехов по выполнению токарных операций используется токарно-винторезный станок 250ИТВМ, а также широкое применение имеют более современные модификации, изготавливающиеся на этой базе. Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
250ИТВМ.01 Станок токарно-винторезный ( 250ИТВМ )
НАЗНАЧЕНИЕ: Предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.
ОСОБЕННОСТИ:
- Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности;
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент;
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
- Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки;
- Ходовой винт смазывается автоматически при нарезании резьбы;
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
- Станина изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении;
- Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.
 При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение;
При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение; - В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы;
- Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об.;
- Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач;
- Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта;
- Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта.
 Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач;
Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач; - На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
| ПАРАМЕТР | ЗНАЧЕНИЕ |
| Расстояние между центрами, мм. | 500 |
| Максимальный диаметр обработки над станиной, мм. | 240 |
| Максимальный диаметр обработки над суппортом, мм. | 168 |
| Диаметр обрабатываемого прутка, мм. | 24 |
| Конец шпинделя | 4 (по ГОСТ 12593-93) |
| Конус шпинделя | Морзе 4 |
| Центр в пиноли задней бабки | Морзе 3 |
| Ход пиноли, мм. | 85 |
| Частота вращения шпинделя, мин -1 | 25-2500 |
Диапазон продольной подачи, мм. /об. /об. | 0,001 — 1,8 |
| Диапазон поперечной подачи, мм./об. | 0,005 — 0,9 |
| Высота резца, установленного в резцедержателе, мм. | 16 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,2 — 48 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,2 — 12 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 24 — 0,5 |
| Шероховатость образца изделия, Ra | 0,63 |
| Класс точности | В |
| Мощность привода главного движения, кВт | 5.5 |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1790х810х1400 |
| Масса, кг. | 1180 |
КОМПЛЕКТ ПОСТАВКИ:
- патрон 3-х кулачковый
- упор продольный
- центр с конусом Морзе 3
- центр с конусом Морзе 4
- комплект сменных шестерен для нарезания резьб
- комплект ключей
- руководство по эксплуатации
- Быстросменный резцедержатель SWH 3-E, включающего: — эксцентриковая быстросменная головка тип Е; — 3 сменных картриджа 20×100 мм тип D (для резцов с четырёхгранной державкой) для резцедержателя SWH 3-E — 1 сменный картридж 30×100 мм тип Н (для резцов с круглой державкой) для резцедержателя SWH 3-E
Принадлежности к станкам 250 ИТВМ, поставляемые за дополнительную плату:
- Резцедержка задняя
- Планшайба с пазами
- 4-х позиционный резцедержатель
- Центр вращающийся (Морзе 3) для задней бабки
- Упор продольный 4-х позиционный
- Люнет неподвижный (Ø 6…70мм)
- Люнет подвижный (Ø 6…50 мм)
- Опора виброизолируящая ОВ-31М (4 шт.
 )
) - Прецизионный быстросменный сверлильный патрон с коническим хвостовиком Морзе 3, диаметр зажимаемого инструмента 3 – 16 мм.
- Патрон цанговый типа 3911 фирмы BISON (Польша), с посадкой на шпиндель через переходный фланец. Зажим детали при помощи ключа. Комплект цанг диаметром Ø 3-25, шаг 1 мм (или 0,5 мм)
- Цанговый патрон, зажим при помощи рычага. Комплект цанг от 6 до 14 мм.
Технические данные
Токарно-винторезный станок 250ИТВМ разрабатывался с целью обработки небольших по размерам заготовок. Технические характеристики станка полностью обуславливают его сферу применения, паспорт этой установки можно обнаружить в небольших мастерских, школьных классах, приборостроительных цехах.
Скачать паспорт (инструкцию по эксплуатации) станка 250ИТВМ
Модель способна гарантировать высокую точность выполняемых операций, если мастер выполняет финишную подгонку либо получистовую процедуру. При осуществлении грубой технологической обработки механизмы токарного станка подвергаются максимальным нагрузкам, что существенно снижает точность. Решением станет применение для этих работ улучшенной модификации этой серии.
Решением станет применение для этих работ улучшенной модификации этой серии.
Токарный станок ИЖ 250ИТВМ технические характеристики:
- Допустимая длинна заготовки – 500 мм.
- Максимальная величина диаметра обрабатываемого изделия – 240 мм.
- Используемый пруток (располагается в патроне) – до 24 мм.
- Сечение резца – 16х16 мм.
- Конечная часть шпинделя – 4.
- Частота вращения главного привода – 50-2500.
- Показатель точности по ГОСТу – модель относится к классу «В», точность высокая.
- Общий вес конструкции составляет 1180 кг.
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.
Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска. Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Конструкторские особенности строения
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Опции, описания
ОСОБЕННОСТИ КОНСТРУКЦИИ:
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).
- Оснащение станка СЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.

Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот.
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
- Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями.
 Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт. - Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
- Имеется ограничение на мощность электросети. Стандартные 220 В. сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
250ИТВМ Ф2 Станок токарный с оперативной системой управления. Назначение и область применения
Токарный станок 250ИТВМ-Ф2 с оперативной системой управления (ОСУ) предназначен для широкого перечня токарной обработки и позволяет выполнять следующие операции:
Станок 250ИТВМ-Ф2 с оперативной системой управления выполнен на базе станков ИТ-42С
и
250ИТВМ.01
.
Для работы на станках с ОСУ от станочника не требуется такая высокая квалификация, как при работе на универсальных станках, или дополнительных знаний, как для работы на станках с ЧПУ. Диалоговый режим с применением сенсорного экрана позволяет работать у станка оператору с минимальными знаниями, способному разобраться с интерфейсом сотового телефона. Это значительно облегчает проблему поиска и оплаты труда квалифицированных специалистов.
По сравнению с универсальными станками, станки с ОСУ позволяют повысить производительность труда в среднем в 2 раза за счет обработки детали в полу и автоматическом режимах.
Для обработки деталей со сложной геометрией, содержащих конусы, сферические канавки, все виды резьб с постоянным шагом, нет необходимости использовать сложные приспособления и переналаживать станок, что позволяет экономить время и материальные затраты.
Вместо традиционных для универсальных станков коробки подач, фартука, ходового вала применены сервоприводы подач, ШВП, электронные упоры, что значительно повышает точность и надежность станка, снижает эксплуатационные расходы по сравнению с универсальными станками.
Особенности конструкции и принцип работы токарного станка 250ИТВМФ2
Привод главного движения оснащён асинхронным двигателем с частотным преобразователем, соединённым через ремень со шпинделем станка.
Привода подач оснащены серводвигателями, каждый серводвигатель соединён напрямую через муфту с ШВП (шарико-винтовая передача).
Станок также оснащён автоматизированной централизованной системой смазки суппорта и ШВП, смазка подшипников шпинделя — консистентная.
Все станки серии иж 250-ИТВМ возможны к изготовлению с увеличенным расстоянием между центрами, которое составляет 750 мм (модификации 250-ИТВМ.03, 250-ИТВМ.Ф1-03, 250-ИТВМ.Ф2-03).
Фото токарно-винторезного станка 250итвм-ф2
Станина представляет собой цельную литую конструкцию, изготовленную из высококачественного чугуна, имеющую две призматические и две плоские направляющие. Станина обладает высоким уровнем виброгашения и жёсткостью, обеспечивает устойчивость и уменьшение упругих деформаций.
Передняя бабка установлена на станине и базируется на штырь, расположенный в передней части корпуса передней бабки, что позволяет производить выверку оси шпинделя относительно направляющих станины за счет разворота корпуса. Передняя бабка содержит шпиндельный узел, привод датчика резьбы.
Шпиндель смонтирован на комплектных радиально-упорных подшипниках. На конце шпинделя расположены шкив привода датчика для нарезания резьбы и шкив привода главного движения.
На станке установлены высококачественные и надежные японские сервоприводы.
Шлифованная шарико-винтовая передача класса точности С5 обладает большой нагрузочной способностью и обеспечивает высокую точность.
Привод продольных подач обеспечивает передачу движения от серводвигателя через жесткую муфту на ходовой винт ШВП. Фланец корпуса ШВП крепится к кронштейну продольного суппорта. Левая опора и правая опора привода подач крепятся к станине. Винт ШВП защищен резиновым кожухом.
Привод поперечных подач обеспечивает передачу вращения вала серводвигателя через жесткую муфту на ходовой винт ШВП. Корпус ШВП крепится к поперечной каретке.
Суппорт. На суппорте смонтированы: быстросменный резцедержатель, привод поперечных подач, кронштейн для крепления корпуса продольной ШВП и планка с упорами для ограничения в поперечном направлении крайних положений суппорта с помощью конечных выключателей, закрепленных на продольной каретке суппорта.
Задняя бабка устанавливается на плоскую и призматическую направляющие станины и закрепляется через эксцентрик и тягу прижимной планкой. Для усиления зажима задней бабки на станине, при выполнении расточных или тяжелых работ, предусмотрено дополнительное крепление болтом. В пиноль устанавливается вращающийся центр. Пиноль перемещается вручную при помощи маховичка и зажимается в рабочем положении рукояткой.
Для усиления зажима задней бабки на станине, при выполнении расточных или тяжелых работ, предусмотрено дополнительное крепление болтом. В пиноль устанавливается вращающийся центр. Пиноль перемещается вручную при помощи маховичка и зажимается в рабочем положении рукояткой.
Смазка автоматизированная дроссельная. Правильная и регулярная смазка станка имеет большое значение для нормальной его работы и долговечности. Эта система предназначена для дроссельной смазки направляющих суппорта, ШВП, опорных подшипников поперечного привода подач.
Система состоит из смазочной станции с электрическим приводом, двух коллекторов, подводящих трубок, рукавов высокого давления. Смазочная станция закреплена на задней стенке тумбы с правой стороны. Возможна установка смазочной станции внутри тумбы станка. При работе системы масло от смазочной станции поступает одновременно к двум коллекторам и от них через последующие дроссели к точкам смазки. Контроль необходимого давления (определяется опытным путём) осуществляет реле давления.
Оперативная система управления
Оперативная система управления обеспечивает:
- Обработку в ручном режиме с заданием на ОСУ подачи, оборотов, величины перемещения с точностью 1 мкм. Подвод резца с помощью маховичков с точностью 1 мкм.
- Возможность задания обработки детали при помощи пошагового понятного диалогового режима интерфейса с графическим представлением данных и с указанием всех параметров обработки и действий с последующей автоматической реализацией этой последовательности.
- Обработку детали в автоматическом режиме с использованием следующих типовых технологических базовых циклов, основанных на линейной и круговой интерполяции.
- Возможность хранения в памяти готовых циклов обработок и записи их на карту памяти с целью переноса на другой станок.
- Возможность диалоговой работы станка и действий оператора по устранению ошибок.
Оперативная система управления токарного станка 250итвм-ф2
Основные типовые циклы:
- Циклы продольного точения
- Циклы торцевого точения с постоянной скоростью резания
- Циклы точения конических поверхностей с коррекцией на радиус резца
- Циклы нарезания резьб (метрических, дюймовых, питчевых, многозаходных) с выходом в канавку и со сбегом
- Циклы нарезания конических резьб со сбегом, в том числе и многозаходных
- Циклы точения небольших сферических поверхностей с коррекцией на радиус
- Циклы точения канавок Цикл сверления
Стандартная комплектация
- Резцедержатель VTR-VE5 фирмы Vertex с набором кассет, включая:
- Быстросменные кассеты для токарного резца (высота державки резца 20 мм) — 2 шт
- Быстросменная кассета для расточного резца (резец с круглой державкой Ø 30 мм) — 1 шт
- Быстросменная кассета для отрезного резца — 1 шт
- Быстросменная кассета с цилиндрическим отверстием (Ø 30 мм) — 1 шт
- Втулка с конусом Морзе 2 (Ø нар.
 30 мм, для осевого инструмента) — 1 шт
30 мм, для осевого инструмента) — 1 шт
Дополнительная комплектация
- Центр вращающийся (Морзе 3) для задней бабки
- Опора виброизолирующая ОВ-31М (4 шт.)
- Люнет неподвижный (Ø 6…70мм)
- Прецизионный быстросменный сверлильный патрон с коническим хвостовиком Морзе 3, диаметр зажимаемого инструмента 0,3-16 мм
- 4-х кулачковый патрон 4304-160 с независимым перемещением кулачков с посадкой на шпиндель через переходный фланец
- Патрон цанговый типа 3911 с набором цанг 5C BISON (Польша)
- Комплект цанг диаметром Ø 3-25, шаг 1 мм
- Зажим детали при помощи ключа
Обзор универсального токарного станка ИЖ250
Станок ИЖ-250 для токарных работ долго собирался на машиностроительном заводе города Ижевска, применяется на мелких и больших производственных предприятиях. Его производили в нескольких вариациях. Главной задачей является производство обширного списка токарных операций в патронах цангового и кулачкового типа. Также его активно эксплуатируют для осуществления различных видов резьбы.
Его производили в нескольких вариациях. Главной задачей является производство обширного списка токарных операций в патронах цангового и кулачкового типа. Также его активно эксплуатируют для осуществления различных видов резьбы.
Возможности и разновидности
Инженеры «Ижмаша» старались модернизировать оборудование, чтобы охватить больший спектр работ, поэтому выпустили токарный агрегат в 3 вариантах исполнения:
- ИТПМ – специализируется на операциях слабой точности;
- ИТВМФ1 – модель, обладающая цифровыми указателями;
- ИТВМ03 – отличается увеличенным межцентровым промежутком.
Для исполнения токарных операций с увеличенными нагрузками рекомендуется использовать версию станка 250ИТП.
Модель ИТВМФ1, благодаря цифровой индикации, облегчающей токарю его работу по определению геометрических габаритов заготовки, характеризуется повышенной производительностью. Данная модификация обладает еще рядом достоинств:
- отсутствие потребности держать в памяти обороты ломба и считать некоторые параметры;
- компенсация погрешностей при взаимодействии элементов;
- снижение износа режущих комплектующих при эксплуатации.

Все эти процессы происходят автоматически, без участия токаря.
Станок ИЖ-250 позволяет осуществить с высокой точностью резьбу разных типов, поэтому этот агрегат очень востребован именно для такой деятельности.
Технические параметры оборудования
Токарный станок обладает рядом конструкционных особенностей:
- оборудован специальным механизмом, позволяющим производить точение, и одновременно защищать рабочие узлы от перегрузок;
- в процессе работы происходит автоматическая смазка ходового винта;
- скорость движения шпинделя и подачи может меняться в обширном диапазоне;
- для замены ремней шпиндельный узел разбирать не нужно;
- резцовая головка очень точно и прочно зафиксирована, что позволяет добиться высоких точностных показателей резьбы;
- изменение типов резьбы производится благодаря универсальности коробки передач, а не путем замены шестерней.
Корпус станка произведен из прочной разновидности чугуна, а направляющие отшлифованы и закалены с применением высокочастотных токов.
Управление подачей на представленном токарном агрегате осуществляется с использованием ручки и производится по принципу, когда ее движение совпадает с перемещением подающего элемента.
Технические характеристики и конструктивные особенности токарного станка ИЖ-250
Токарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего класса несмотря на то, что выпускается с начала 60-х годов прошлого века.
) обеспечивает высокое качество сборки и долговечность. На базе этой модели разработаны и выпускаются и модифицированные версии. Правильно оценить достоинства станка поможет знание его особенностей и технических возможностей.
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Токарно-винторезный станок 250ИТВМ.01 представляет собой агрегат для выполнения технологических операций. Он используется для точения, одного из основных методов по обработке металлов резанием и преимущественно в промышленных условиях, в рамках производственных предприятий разного масштаба.
Токарный станок модели ИЖ250ИТВМ, благодаря относительно небольшим габаритным размерам занимает немного площади производственного участка. Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
- Для единичного выпуска изделий небольшого размера в условиях приборостроительного или инструментального производства.
- Для получистовой или финишной обработки.
С целью предупреждения последующих нештатных или аварийных ситуаций приобретайте станки после обслуживания/восстановительного ремонта.
Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Оснащение станка УЦИ позволяет:
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
- максимальный диаметр детали при установке над станиной (категория «Диск») – 25 см;
- максимальный диаметр детали, устанавливаемой над суппортом (категория «Вал») – 12,5 см;
- расстояние между точками крепления – 50 см;
- высота расположения центров – 150 мм;
- стандартная мощность электродвигателя – 2400 и 3000 Вт;
- полная масса оборудования – 1500 кг.
Обеспечивается класс точности обработки В по ГОСТ 8–82.
Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.

Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.
Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Конструкция и модификации станка
Внешний вид
Функциональное назначение токарных станков модели ИЖ-250 широкое. С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
Конструкция оборудования стандартная, но имеет ряд особенностей. К ним относятся широкий диапазон переключения передач и подач режущего инструмента, возможность заранее выставить режим работы, который включится в определенный промежуток времени. Для удобства управления предусмотрен мнемонический механизм. Во время формирования резьбы смазка ходового винта выполняется автоматически.
Кроме этого, существует несколько типов модернизации станка, которые отличаются техническими и эксплуатационными качествами, а также комплектацией.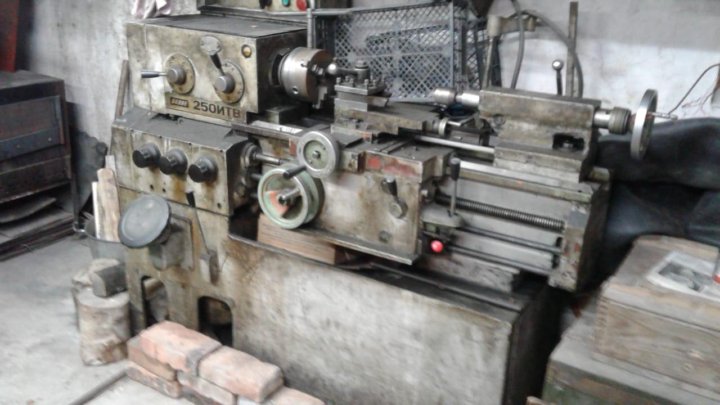
- ИЖ-250ИТВФ1. Оснащен блоком цифровой индикации. С его помощью можно существенно повысить производительность труда, так как рабочий не тратит время на измерение фактических размеров обрабатываемой детали;
- ИЖ-250ИТП. Предназначен для выполнения грубой обработки. Эта модель изготавливается только по особому заказу.
Во всех типах оборудования установлен редуктор с двенадцатью скоростями. Для привода применяются клиновые ремни повышенной надежности. Переключение блока шестерен происходит при смещении дисков, в которых есть отверстия под фиксирующие пальцы.
Повышение точности формирования резьбы осуществляется с помощью механизма-верньера, установленного на станок ИЖ-250. Дополнительно предусмотрена схема соединения гитары с ходовым винтом. Он позволяет повысить точность обработки.
Наибольшую популярность станки этой серии получили для комплектации производственных линий, специализирующихся на приборостроении. Это обусловлено возможностью индивидуальной комплектации и изменением некоторых параметров станка при заказе на заводе-производителе.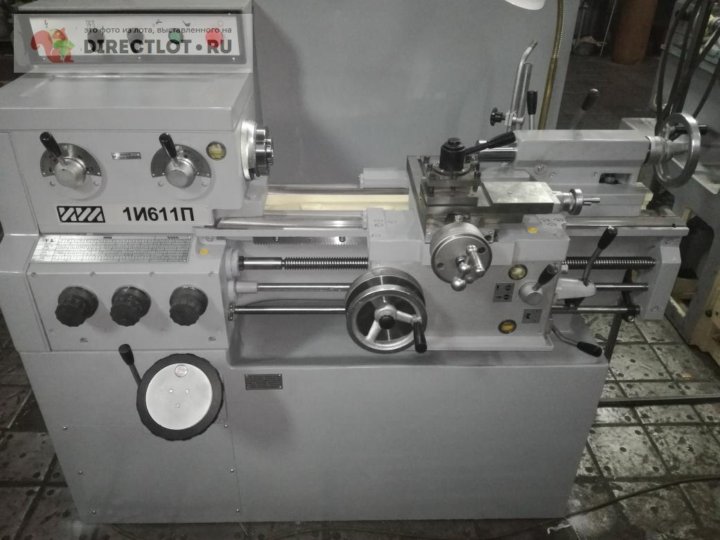
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами
При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.

- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности. Базовая модель практически не претерпела изменений.
Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей,
- ИЖ 250 ИТВМФ1 имел современную индикацию,
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, это безукоризненная точность, универсальность, надежность и безопасность.
Главные отличительные особенности, которые делают его востребованным, это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
К прочтению: Идеи домашнего бизнеса и применяемое для их реализации производственное оборудование
ИЖ-250 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Первоначальный пуск станка
Перед первоначальным пуском станка необходимо:
1) Проверить, наличие масла в редукторе, резервуаре левой тумбы, коробке подач, фартуке.
2) Проверить заземление станка; если станок не заземлен — заземлить.
3) После подключения к сети станок необходимо включить на минимальное число оборотов шпинделя, разогреть его в течение 10..15 минут, затем проверить па холостом ходу работу механизмов станка, масляных насосов и приступить к настройке станка для его работы.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение «1 скорость», замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение «II скорость».
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ «Назад» включается пускатель Н.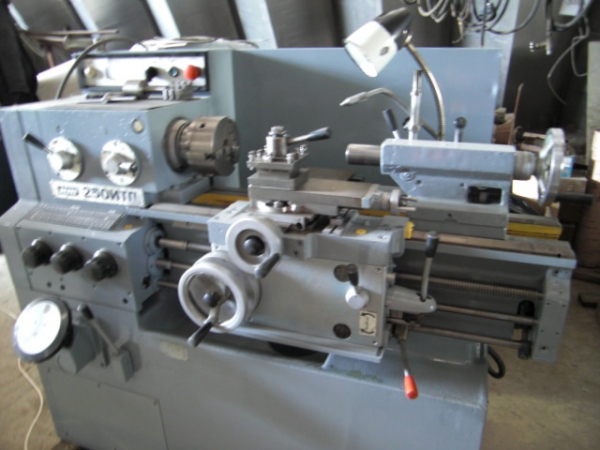
Габариты рабочего пространства токарного станка иж-250
Габариты рабочего пространства токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Станина токарного станка ИЖ-250
Станина токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Гитара
Гитара установлена на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1 : 1. Передаточное отношение шестерен гитары 5:8 соответствует настройке на метрическую резьбу. Передаточное отношение шестерен гитары при нарезании дюймовой резьбы: 60 · 127/ 110 · 96
Настройка шестерен гитары на указанные передаточные отношения достигается за счет зацепления ведущей шестерни гитары поочередно то с одной, то с другой ведомой шестерней двойного блока шестерен гитары.
Для нарезания модульных резьб и резьб при прямом включении ходового винта на гитаре предусмотрена постановка сменных шестерен. В руководстве имеются указания указания по настройке гитары на указанные резьбы.
Сменные шестерни к станку не прикладываются и могут быть изготовлены только по особому зааказу.
Задняя бабка
Задняя бабка (фиг. 14) имеет жесткий корпус. Рукояткой через винтовой механизм она крепится к станине.
Дли более жесткого креплении бабки к станине предусмотрен дополнительный болт. Конструкция бабки позволяет обрабатывать небольшие конуса за счет смешения корпуса (3) относительно поддона (2). Корпус бабки закрепляется в нужном положении винтами (1).
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Иж-250 схема кинематическая токарного станка
Кинематическая схема токарно-винторезного станка ИЖ-250
Схема кинематическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Иж-250 схема расположения подшипников токарного станка
Схема расположения подшипников токарного станка ИЖ-250
Схема расположения подшипников токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Иж-250 токарно-винторезный станок универсальный. назначение, область применения
Универсальный токарно-винторезный станок модели ИЖ-250 имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Коробка подач токарно-винторезного станка иж-250
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Коробка подач получает движение от передней бабки через гитару. Механизм коробки подач, при соответствующей настройке гитары, позволяет получить метрические резьбы с шагом 0,2..6 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 3,1/2, подачи от 0,02 мм до 0,84 мм/об и модульные резьбы с модулями ОТ 0,2 мм до 6 мм. и диапазоном подач 0,07 — 2,17 мм/об.
Механизм коробки подач, при соответствующей настройке гитары, позволяет получить метрические резьбы с шагом 0,2..6 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 3,1/2, подачи от 0,02 мм до 0,84 мм/об и модульные резьбы с модулями ОТ 0,2 мм до 6 мм. и диапазоном подач 0,07 — 2,17 мм/об.
Для получения более точных резьб и коробке подач предусмотрено положение, когда ходовой винт соединяется напрямую с гитарой, минуя механизм подач. При этом нужный шаг резьбы подбирается сменными шестернями гитары.
Выходной вал коробки подач соединяется с ходовым валиком регулируемой предохранительной шариковой муфтой, которая срабатывает при перегрузке в цепи подач.
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт.
 420/ 2800 об/мин напряжение 380 В.
420/ 2800 об/мин напряжение 380 В. - Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в. исп. Ф—3.
- Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.
Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Общий вид токарно-винторезного станка иж-250
Фото токарного станка ИЖ-250
Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250
Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250
Ограждение
Ограждение — служит для защиты токаря от стружки. Оно крепится шарнирно на верхней части суппорта и в случае надобности может быть повернуто к задней части станка, не мешая при этом производить различные наверочные работы.
Оно крепится шарнирно на верхней части суппорта и в случае надобности может быть повернуто к задней части станка, не мешая при этом производить различные наверочные работы.
Освещение
Освещение — на правом конце с задней части каретки на угольнике укреплена осветительная арматура К1; включение лампочки производится тумблером, расположенным на пульте над коробкой подач.
Особенности конструкции токарно-винторезного станка иж-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на три подшипника качения:
- 44. Передний двухрядный роликоподшипник 70×110×30, 3182114, класс точности (А)
- 13. Упорный шарикоподшипник 55×78×16, А8111, класс точности (А)
- 14. Радиально-упорный шарикоподшипник 55×100×21, А46211, класс точности (А)
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения.
Конец шпинделя резьбовой М68×6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2.
 .6 модулей
.6 модулей - Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Охлаждение
Охлаждающая жидкость из резервуара правой тумбы электронасосом типа ПА производительностью 22 л/мин подается к режущему инструменту. Отработанная жидкость поступает в корыто и стекает через сетку обратно в резервуар. Количество охлаждающей жидкости, подводимой к режущему инструменту, регулируется краном на трубопроводе.
Патроны
Станок снабжен трехкулачковым самоцентрирующим патроном Ø 200 ГОСТ 2675—47 и поводковым патроном. Поводковый патрон (фиг. 15) или трехкулачковый патрон навертывается на резьбу шпинделя до упора и удерживается от свинчивания при остановке и реверсе шпинделя двумя предохранительными шайбами 2 с помощью винтов 3 (фиг. 15).
Фланец к трехкулачковому патрону прикладывается с припуском на приточку под посадочное место патрона потребителем.
Передняя бабка токарного станка иж-250
Передняя бабка токарно-винторезного станка ИЖ-250
Передняя бабка токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка устанавливается на станине с левой стороны. Движение на шпиндель бабки передается от редуктора клиновидными ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 10 скоростей через перебор 1 : 10.
Радиальная нагрузка на шпиндель воспринимается передним роликовым 2-х рядным подшипником и задним радиальным. Подшипники устанавливаются в корпусе бабки, перемещение вдоль которой осуществляется регулировкой радиального зазор.)
Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником, смонтированным в задней опоре.
Шпиндель разгружен от радиальных усилий, вызываемых натяжением ремня.
Передний конец шпинделя имеет канавку для предохранителей, предотвращающих самопроизвольное свинчивание патронов при остановке или реверсировании станка.
Перечень органов управления станком иж-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07.
 .2,17 мм/об
.2,17 мм/об - Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении «Вперед».
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.
В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ «Стоп» или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Расположение органов управления токарно-винторезным станком иж-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Органы управления токарно-винторезным станком ИЖ-250. Смотреть в увеличенном масштабе
Регулирование подшипников шпинделя
Регулировка токарного станка ИЖ-250
Регулировка токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Желательно, чтобы регулировку подшипников шпинделя производил всегда один и тот же специалист, т. к. от правильной регулировки зависит точность станка.
Регулировке подвергаются подшипники как правой так и левой опоры (фиг. 18)
Устранение радиального люфта и в прaвой опоре шпинделя производится следующим образом: утопив винт 5, ослабляют гайку 4 и при вывернутом винте 1, поворотом гайки 2 внутреннее кольцо роликоподшипника 3 натягивают на коническую шейку шпинделя, затягивают гайку 4, вывинчивают стопорный винт 5 и ввинчивают стопорный винт 1.
Регулировка подшипников 7 и 8 левой опоры производится при помощи гаек 6.
Регулировка фрикционной муфты и тормоза редуктора (фиг. 21)
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
1. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
2. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Тормоз станка расположен в редукторе и находится на одном валу с фрикционной муфтой. При повороте рукоятки тормоза вилка 14 давит на упорный шарикоподшипник (8109 ГОСТ 6874-54) и перемещает втулку.
Вместе с ней перемещается влево валик 8 и диск 4 — муфта расцепляется. Одновременно при перемещении ВТУЛКИ стакан 11 своим наружным конусом с помощью пружины 10 прижимается к внутреннему конусу шестерни 9 — происходит торможение.
Растормаживание осуществляется пружиной 15. Регулировка зазора между ведущим и ведомым дисками фрикционной муфты производится гайками 17, при завертывании которых кольцо 5 с помощью тяги 16, валика 8 и диска 4 нажимает на диск 6, уменьшая тем самым зазор между ведущими и ведомыми дисками.
Регулировка тормоза осуществляется поворотом вала-шестерни 18. При повороте вала-шестерни 18 вправо происходит вывинчивание шестерик 9 из диска и зазор между шестерней 9 и стаканом 11 уменьшится.
Регулировка холостого хода рукоятки 1 редуктора производится винтом 19 с контргайкой 20. Рукоятка 1 в крайнем левом положении должна иметь небольшой люфт (10..15 мм у конца рукоятки).
Регулировка люфта винта поперечной подачи (см. фиг. 19)
фиг. 19)
Регулировка предохранительной муфты коробки подач (см. фиг. 20)
Редуктор
Редуктор, установленный в левой тумбе, представляет собой четырехосную коробку с приводом от фланцевого двигателя. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение и выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя по инерции после его выключения.
Управление фрикционной муфтой и тормозом осуществляется посредством рукоятки 1 (фиг. 8). При ее повороте вправо вначале должно произойти отключение фрикционной муфты, а затем включение тормоза. Внутри коробки движение идет через валик фрикциона и шестеренчатый механизм к шкиву, установленному на выходном валу редуктора.
Сведения о производителе токарно-винторезного станка иж-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный завод «Ижмаш», основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный, Ø 270
- 1И611ПМФ3 — станок токарный повышенной точности с ЧПУ, Ø 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный, Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный, Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный, Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный, Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250-ИТП (ИЖ 250-ИТП) — станок токарно-винторезный повышенной точности универсальный, Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2 — станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320
- 1711ИФФ3 — станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230
- 1715ИФФ3 — станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320
- 1336м — станок токарно-револьверный, Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальный, Ø 400
- ИЖ-250 — станок токарно-винторезный универсальный, Ø 250
- ИЖ-250П — станок токарно-винторезный повышенной точности, Ø 250
- ИТ-42 — станок токарный с ЧПУ, Ø 320
- ТП500Ф3, ТП1000Ф3 — станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
Смазка станка
Схема смазки токарно-винторезного станка ИЖ-250
Схема смазки токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Регулировка подачи масла осуществляется дросселями (фиг. 17 узел А).
Коробка подач и редуктор смазываются разбрызгиванием масла. Перед пуском станка резервуары коробки подач, редуктора, фартука, а также левой тумбы должны быть наполнены:
Перед пуском станка резервуары коробки подач, редуктора, фартука, а также левой тумбы должны быть наполнены:
- коробка подач — 4 литра
- редуктор — 3 литра
- резервуар левой тумбы — 10 литра
- фартук 0,5 литра.
Смазка механизма фартука осуществляется от плунжерного насоса, установленного в нижней части фартука (фиг. 17 узел Б). Необходимо иметь в виду, что при выключенном реечном зацеплении (при нарезании резьб) насос не работает, ПОЭТОМУ ДЛЯ подачи смазки к ходовому винту надо периодически делать несколько оборотов вручную маховиком продольной подачи.
Все остальные места станка, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
В период эксплуатации необходимо следить за работой масляных насосов и через маслоуказатель за количеством смазочного материала в резервуарах.
Список литературы:
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965Станина
Станина жесткой конструкции с диагональными ребрами, с призматическими направляющими. На верхней части станины расположены 4 направляющие: две внешние — призматические для перемещения каретки суппорта и две внутренние — одна призматическая и одна плоская для передвижения задней бабки.
На задней части левой тумбы установлен шестеренчатый насос с фильтром для смазки. Резервуар для масла расположен в верхней части тумбы.
Резервуар для масла расположен в верхней части тумбы.
В нише правой тумбы смонтировано электрооборудование станка. С задней стороны тумбы на кронштейне укреплен электронасос для охлаждающей жидкости. Резервуаром для жидкости служит полость правой тумбы.
Станки, выпускаемые машиностроительным заводом ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный, Ø 270
- 1И611ПМФ3 — станок токарный повышенной точности с ЧПУ, Ø 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный, Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный, Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный, Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный, Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250-ИТП (ИЖ 250-ИТП) — станок токарно-винторезный повышенной точности универсальный, Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2 — станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320
- 1711ИФФ3 — станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230
- 1715ИФФ3 — станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320
- 1336м — станок токарно-револьверный, Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальный, Ø 400
- ИЖ-250 — станок токарно-винторезный универсальный, Ø 250
- ИЖ-250П — станок токарно-винторезный повышенной точности, Ø 250
- ИТ-42 — станок токарный с ЧПУ, Ø 320
- ТП500Ф3, ТП1000Ф3 — станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
Станок иж 250 итп, 1983 г.в. привожу в порядок. нуждаюсь в ответах на некоторые вопросы.
Здравствуйте!
К великому счастью удалось таки приобрести серьезный станок. Искал конкретно ИЖ-ы (в приоритете, хоть какой-нибудь), или как вариант — 1П611. Смотрел еще варианты, схожие по габаритам и мощности (ОТ-5, 16Б05П).
В наших краях такие станки в продаже выстреливают несколько раз в год. Конкретно ИЖ (в принципе) в продаже появлялся от силы раз 5 за год, по всему Казахстану. (не считая десятков мошеннических объявлений). В Алма-Ате, так вообще только раз. Упустил летом один круглый 611й, как выяснилось он попал в хорошие руки к достойному человеку. Станки «для гаража» разлетаются как горячие пирожки))
Попалась хорошая П-шка, но по соответствующей цене. Не рискнул. Попался один 16Б05П — но с отпескоструенной станиной. Ну Вы поняли….
В итоге мне все-таки перепал станок. ИЖ250ИТП, 83 г.в., «условно комплектный». Станок списан из учебного заведения. Как изъяснялся по этому поводу (происхождения оборудования) кто-то, кто именно не вспомню на ютубе — станок, похоже, работал не столь много, но, за ним не то-чтобы не ухаживали, скорее ему слегка вредили. Из плюсов — только то, что его не красили (хоть за это спасибо).
Станок «условно» комплектный — в комплекте поставки «как есть», (Брал почти в слепую, из другого города на другом конце страны, по Ватсапу — только видео и фото. Хороший знакомый человек в том городе меня подстраховал, в плане «кидалово-не кидалово» — на деле продавец хороший парень, сам по-моему переживал не меньше меня)) ).
Хороший знакомый человек в том городе меня подстраховал, в плане «кидалово-не кидалово» — на деле продавец хороший парень, сам по-моему переживал не меньше меня)) ).
Так вот. Условно комплектный — это все, кроме (согласно паспорта): Станции СОЖ (есть только бак), защитных щитков патрона и суппорта, лампы, сменных шестерен гитары, обратных кулачков, кронштейна для индикатора на поперечку и поводкового патрона. Ключ для болтов резцедержки так-же не приложили. «как есть» — бери или беги))
Бабка, фартук, маслонасос, мотор, шестерни гитары(оказался дюймовый вариант набора), крышки (кроме одной) — все на месте. Бонусом установочные шпильки, патрон сверлильный с хвостом КМ3 (жил в пиноли), пара резцов в держателе (металлолом в общем-то). В недрах обнаружено (в куче грязи) приличное сверло 4.5, обрезки кругляка, и горы грязи. Чекушки не обнаружил.
Станок по бирке 250ИТП, год выпуска 1983й. Модель, как я понимаю — переходная, между 611м и ИТВМ01. Я не шибко разбираюсь в ИЖ-ах, но как удалось понять — основные узлы у него ближе к 611-му, но отличия (я так понял, это уже узлы «от» ИТВМ?) есть:
Высота центров 150мм.
Резцедержка со «спиральной шестерней».
Электрический шкаф за передней бабкой.
Коробка передач с диапазоном 25-2500.
Передняя бабка — верно ли, что «своя» — ?
Я имею в виду, что высота центров отличается от 611го, но шпиндель «длинный», ремни «посередине», отдельного ремня на привод КП — нет.
(У товарища на работе есть доступ к 250ИТВ 88г.в. — на нем уже «другая» бабка, с коротким шпинделем).
Паспорт на него скачал здесь-же (пока станок ехал).
Кстати, насчет доставки — замолвлю слово за JET Logistics — дали самое выгодное предложение по цене — на треть дешевле других, привезли Очень быстро на мой взгляд. За них уже пару раз слыхал положительные отзывы от знакомых и не очень людей. С JET можно работать. Колл-центр перезванивает, если не удалось связаться. Оплата через банкинг работает. На терминале помогли погрузить в пикап. Груз отслеживается на сайте, по изменению статуса приходят СМС сообщения.
Ни в коем случае не реклама, просто может кому пригодится — достойный партнер по логистике.
Так вот — насчет паспорта. В нем (который 250ИТП-ИТВ-ИТВФ1)
— описывается станок, с бабкой под короткий шпиндель и коробкой на диапазон 63-3150.
Соответственно, вопрос: нет ли случаем у кого паспорта на именно мой вариант станка (252ИТП, 83 ГОД), в электронном виде? (паспорта на 611й, и на 611й круглый в т.ч. скачал и изучил.) Буду благодарен
Решено станок отмыть по-человечески, частично подразобрать с целью выявления потенциальных проблем (в процессе). Есть проблемы, вопросы ниже.
У меня к сожалению нет возможности провести 3 фазы (как у всех, основная причина отказа от станка «крупнее»). Есть намерение соединять через ПЧ (частотник). Об этом ниже постараюсь сформулировать вопрос.
Уже выявлено:
Патрон хлам. Это факт. Патрон на планшайбе, она на 3х шпильках. Это вроде как — хорошо ()?
Выработка на продольных есть. Это факт. На сколько сильно — пока не берусь судить.
Отсутствовали винты клина поперечки (выточил на ТВ-шке.) Поперечка потрепана. Насколько — не берусь судить. Клин (уроды) забивали молотком. Край ластохвоста выломан со стороны дальнего болта(вроде как не смертельно).
Насколько — не берусь судить. Клин (уроды) забивали молотком. Край ластохвоста выломан со стороны дальнего болта(вроде как не смертельно).
Был удар в малую продольную (кулачком наверное), да так, что винт там замяло, пришлось бормашиной на месте придать ему форму цилиндра — чтобы выкрутить. Выточил другой. Собрал — ходит.
Над резцедержкой издевались, но вроде — не смертельно. В нее похоже въезжали фрезой. Забоины убрал напильником. Резьбы в порядке, кроме одной, не беда.
Бабка задняя: пиноль снаружи покоцана, но ходит плавно. Конус внутри на ощупь не без проблем. Есть развертка КМ3 — нет уверенности в себе)) Это решим позже.
Передняя бабака — внутри есть ржавчина. Не на шестернях, Боже упаси. На валах привода вилок, на ванночке, на дисках выбора ходов вилок. пока не знаю, как быть. Разбирать н хочется — очкую. Залил солярой..
Масленки. Много таких, по которым по-моему били молотком (зачем?)
Фартук. Тут больше всего вопросов.
Первое — большая шестерня на валу, на котором сидит шестерня рейки задевает (терла всю дорогу, много мелкой пыли) за одну из шестерен привода хода поперечки. Визуально — люфтит в посадке подшипник (только осевой). Еще не разбирался.
Визуально — люфтит в посадке подшипник (только осевой). Еще не разбирался.
Не ясно, исправен ли плунжерный насос — думаю его снять.
Не могу разобрать корпуса маточной гайки. О должном отношении к станку у прежних пользователей мыслей не возникало. Маточная гайка (гайка поперечки тоже) в густом говне пластичной смазке, соответственно — вся в грязи. Нужно ее разобрать и отмыть. Как это сделать? поискал здесь и на ютубе — не нашел. НГашел здесь ьех, кто задавал аналогичный вопрос. Написал. Еще не ответили.
Поддон фартука частично выломан спереди, справа. Масло не течет. Отсутствует часть с канавкой. Насколько это критично?
Заметил, что как и у многих (на видео) звенит лимб продольной — это «болезнь»?))
Изменено 24.01.2022 10:09 пользователем Ртуть
капс лок (БОЛЬШИЕ буквы)
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки.
Кроме того, верхняя часть суппорта, несущая на себе четырехрезцовую головку, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться па 90° в ту и другую сторону.
Осевое усилие поперечного винта воспринимается упорными шариком Лимбы поперечной подачи и подачи верхней части суппорта выполнены с ценой деления 0,05 мм.
Технические характеристики токарно-винторезного станка иж-250
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности, модель ИЖ250.
 Руководство к станку, Ижмаш, 1961
Руководство к станку, Ижмаш, 1961 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
Фартук
Фартук закрытого типа с задней крышкой. Фартук обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб по ходовому винту.
Наличие блокировочного устройства исключает возможность одновременного включения ходового вала и ходового винта. Передача вращения с ходового вала на шестерни фартука производится с помощью конических шестерен. Включение продольной и поперечной подач осуществляется включением муфт с пилообразным зубом.
Реверс подачи осуществляется за счет перемещения конических шестерен, связанных непосредственно с ходовым валом. С левой стороны фартук имеет маховик для ручного перемещения суппорта. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм.
При нарезании резьбы реечная шестерня выводится из зацепления с рейкой перемещением рукоятки, находящейся маховика.
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16.
 .2000 об/мин
.2000 об/мин
Электрооборудование станка
Электрическая схема токарно-винторезного станка ИЖ-250
Схема электрическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Байкал ИЖ-18МХ Однозарядный | Справочник по преследованию
4535домкраты
Известный член
#1
Всерьез подумываю о покупке однозарядного карабина Байкал калибра . 308. Я люблю немецкие Киплауфы, но в ближайшее время не могу позволить себе K3 или K95. Это будет вторая винтовка для использования, когда моя основная винтовка будет в ремонте, или как более легкая винтовка, когда я буду наставлять других сталкеров.
308. Я люблю немецкие Киплауфы, но в ближайшее время не могу позволить себе K3 или K95. Это будет вторая винтовка для использования, когда моя основная винтовка будет в ремонте, или как более легкая винтовка, когда я буду наставлять других сталкеров.
Почитав немного, главная жалоба, похоже, связана с нажатием на спусковой крючок. Кому-нибудь удалось сделать спусковой крючок терпимым?
Кроме того, я в конечном итоге покупаю подержанные вещи, есть ли определенные вещи, на которые нужно обращать внимание?
Есть ли какие-нибудь общие впечатления от этой простой винтовки?
Hornet 6
Известный член
#2
Курок ужасный, играть с ним тоже непросто.
Если б/у, убедитесь, что никто не играл со спусковым крючком, уж точно не покупайте, не попробовав сначала.
(склонен к разрядке при срабатывании предохранителя)
Нейл.
А как же CZ Brno однозарядные, дороже российских, но гораздо дешевле любых других однозарядных.
4535домкраты
Известный член
#3
Шершень 6 сказал:
Спусковой крючок ужасен, играть с ним тоже непросто.
Если б/у, убедитесь, что никто не играл со спусковым крючком, уж точно не покупайте, не попробовав сначала.
(склонен к разрядке при срабатывании предохранителя)Нейл.
А как же CZ Brno однозарядные, дороже российских, но гораздо дешевле любых других однозарядных.
Нажмите, чтобы развернуть…
Я бы взял CZ, но думал, что в Великобритании они встречаются реже, чем куриные зубы, поэтому шансы найти дешевый были близки к нулю.
Пользователь00025
Известный член
#4
Одиночные кадры Брно были очень дорогими, когда я оглядывался на несколько лет назад. Должно быть, 10 лет назад разговор с одним из их представителей стоил тогда около 1600 фунтов стерлингов.
У меня есть киплхауф, который кто-то здесь должен скоро купить. Они потрясающие в использовании, очень легкие, но с довольно большой отдачей в больших калибрах.
Хейм SR20
Известный член
#5
Взгляните на одиночные выстрелы Бергары.
Относительно спускового крючка «Байкал», у них механизм действия дробовика, и приличный оружейник должен быть в состоянии улучшить ситуацию с помощью осторожного использования полировального камня.
4535домкраты
Известный член
#6
К сожалению, в течение нескольких лет у меня не будет много денег, чтобы тратить их на игрушки, и поэтому я не смогу получить в свои руки настоящий киплауф, поэтому смотрю на байкальский ‘Шеплауф’.
Кажется, я могу купить одну новую за 285 фунтов, а подержанную за 200 фунтов у дилера. Несколько дешевых колец и запасной прицел 6×45 у меня завалялись, и я буду готов к работе. Я бы даже продолжил дешевую тему и поставил через нее PPU.
Последнее редактирование:
Мохолап
Известный член
#7
+1 на Бергара BA-13
4535домкраты
Известный член
#8
Хейм SR20 сказал:
Взгляните на одиночные выстрелы Bergara.
Относительно спускового крючка «Байкал», у них механизм действия дробовика, и приличный оружейник должен быть в состоянии улучшить ситуацию с помощью осторожного использования полировального камня.
Нажмите, чтобы развернуть…
Несколько месяцев назад я присматривался к новой винтовке BA13 примерно за 500 фунтов стерлингов, но если бы я мог получить достаточно похожую винтовку за 200 фунтов стерлингов, я бы купил.
Опять же, не так много Ба-13 (деревянный эффект) появляется в продаже СГ в объявлениях (что невероятно хороший знак!!)
Карамоя
Известный член
#9
Ref триггер — у меня был такой, который мне очень нравился. Он стрелял хорошо и казался довольно взрывобезопасным. Но спусковой крючок был грубым, очень грубым. У меня был хороший (хорошо известный) оружейник, который посмотрел на него, и он не смог заставить его быть разумным спусковым крючком, не будучи небезопасным. Он сказал, что это либо тяжелый/разумный/безопасный, либо хороший/небезопасный/громкий огонь. Потребуется полная переработка геометрии спускового крючка. Если кто-то сделал это или думает, что знает как, мне было бы очень интересно об этом узнать! Это дорога, по которой я могу снова пойти в будущем?
Если кто-то сделал это или думает, что знает как, мне было бы очень интересно об этом узнать! Это дорога, по которой я могу снова пойти в будущем?
Вокруг полно старых четырех десятков, чтобы подешевле поэкспериментировать и перестволить, они одного действия.
К
4535домкраты
Известный член
#10
karamoja сказал:
Ref триггер — у меня был такой, который мне очень нравился. Он стрелял хорошо и казался довольно взрывобезопасным. Но спусковой крючок был грубым, очень грубым. У меня был хороший (хорошо известный) оружейник, который посмотрел на него, и он не смог заставить его быть разумным спусковым крючком, не будучи небезопасным.
Он сказал, что это либо тяжелый/разумный/безопасный, либо хороший/небезопасный/громкий огонь. Потребуется полная переработка геометрии спускового крючка. Если кто-то сделал это или думает, что знает как, мне было бы очень интересно об этом узнать! Это дорога, по которой я могу снова пойти в будущем?
Вокруг полно старых четырех десятков, чтобы подешевле поэкспериментировать и перестволить, они одного действия.
KНажмите, чтобы развернуть…
Спасибо. Правда ли, что вы можете заменить древесину на версию 410, которая имеет клетчатую структуру и даже может быть из ореха, а не из бука?
Edinburgh Rifles
Хорошо известный член
#11
у меня есть два, и я чуть не пропустил один, проходящий через Holts в калибре .222
круто, но немного тяжеловат
это сурформа и токарный станок, но он не намного легче
Блок, в котором находится патронник, построен так, чтобы вместить все от .22 Hornet до 45-70 и может быть облегчен
спусковой крючок в порядке на моем
это однозарядная русская винтовка не королева кабинета!
у большинства дробовиков спусковой крючок гораздо хуже, но обычно о них никто не упоминает
4535домкраты
Известный член
#12
Какие типы креплений и колец используют люди? Я предполагаю, что для . 308 стопорный штифт для отдачи является обязательным.
308 стопорный штифт для отдачи является обязательным.
бивень
Известный член
№13
4535jacks сказал:
Какие типы креплений и колец используют люди? Я предполагаю, что для .308 стопорный штифт для отдачи является обязательным.
Нажмите, чтобы развернуть…
У меня есть съемное крепление, подходит для Байкала. Корпус прицела 1 дюйм. Если ты купишь байкал, я тебе продам, если хочешь. У меня была такая же винтовка, и я бы хотел, чтобы она у меня была.
Бивень
4535домкраты
Известный член
№14
бивень сказал:
У меня есть съемное крепление, которое подходит для Байкала. Корпус прицела 1 дюйм. Если ты купишь байкал, я тебе продам, если хочешь. У меня была такая же винтовка, и я бы хотел, чтобы она у меня была.
TuskerНажмите, чтобы развернуть…
Спасибо, только нужно сначала найти подходящую винтовку!
красный мундир
Известный член
№15
Купил Байкал .308 у джентльмена с этого же форума. Он был точно таким, как описано, безупречным и ухоженным. Теперь это мой грузовой пистолет, который я ношу с собой каждый день, когда я делаю свою ловушку.
I самозарядка, так что 170 грн плоского носа при скоростях 30-30 делают его идеальным лесным ружьем. Я не мог позволить себе Bergara, поэтому Baikal идеально подходит для моих нужд, да, спусковой крючок имеет ужасающую ползучесть и ощущение песка, но с практикой это вполне выполнимо без шансов совершить ND!
У меня есть старый Swarovski 4×32 на средних кольцах с сеткой 4a, он взрывобезопасен, точен, легок в переноске и легко стреляет с рук. На самом деле я купил его, чтобы стрелять своими домашними литыми свинцовыми 170-гранными снарядами, и мне нравится хромированный ствол.
Одна довольно привлекательная особенность заключается в том, что я могу снять цевье и ствол и установить один ствол двенадцатого калибра, запасной ствол и цевье, которые у меня есть в моем шкафу, это занимает всего несколько секунд, насколько это универсально!
Мне нравится, подходит к моему стилю жизни, продавать не буду.
бивень
Известный член
№16
4535jacks сказал:
Спасибо, только нужно сначала найти подходящую винтовку!
Нажмите, чтобы развернуть…
У линейки Minsterley есть один для продажи на Guntrader. 200 фунтов стерлингов.
Бивень
бивень
Известный член
# 17
Красный мундир, ты купил его у меня?
Бивень
4535домкраты
Известный член
# 18
бивень сказал:
Модель
Minsterley продается на Guntrader. 200 фунтов стерлингов.
TuskerНажмите, чтобы развернуть…
Я видел это, но я думаю, что я бы предпочел вариант с предвидением, и дульная резьба выглядит длинной, может быть, слишком длинной для моего мода dpt.
Кроме того, новый стоит всего 85 фунтов стерлингов, хотя я предпочитаю более темный цвет Minsterley…….
Колин Дж
Известный член
# 19
У меня есть один на продажу (прибор не входит в комплект). Спусковой крючок максимально усовершенствовал Armalon Ltd, но он все еще не идеален. Для предотвращения соскальзывания креплений прицела был установлен ограничитель отдачи.
Об этих винтовках много не скажешь, они делают то, что написано на жестяной банке!
Вонючка
Известный член
#20
Нет триггера, который нельзя было бы улучшить.
Многие совершают ошибку, обучая зацеплению шептала и/или облегчению пружин, когда все, что требуется, это несколько мелких камней, чтобы мгновенно изменить углы зацепления. Многие шептала напоминают крюк, где спусковой крючок фактически давит на главный курок или пружину бойка.
Надеюсь, ты получишь Байкал. Часто сам соблазнялся
Иж Юпитер 3 – Лимитированная серия Мяу – Reving Fox
23 апреля 2019 г.
Вот еще один проект времен университета и мотокросса. Однажды на местном мероприятии по ретро мотокроссу мы обсуждали, какой винтажный мотоцикл лучше всего превратить в гоночный мотоцикл с коляской. Между всеми мнениями было много смеха по поводу модели Иж Юпитер 3 (1971-1977 гг.), которая считалась худшей моделью, когда-либо созданной компанией ИЖ. Поэтому мы решили оспорить этот факт. Вернулся в нашу империю Moto-Zone и начал строить планы, чтобы доказать, что даже худшая модель может соревноваться на трассе. К счастью, у другого члена Moto-Zone валялся один Jupiter 3, и он его абсолютно ненавидел. Так что мы сделали обмен: я дал работающий байк Jawa 350 (который на самом деле в несколько раз лучше байка) и отвез этот едва работающий мотоцикл обратно в наш маленький клубный гараж в городе. Несколько дней спустя мы нашли раму коляски и другие случайные детали, которые «могут пригодиться» во время сборки, собрали все вместе и включили музыку.
Поэтому мы решили оспорить этот факт. Вернулся в нашу империю Moto-Zone и начал строить планы, чтобы доказать, что даже худшая модель может соревноваться на трассе. К счастью, у другого члена Moto-Zone валялся один Jupiter 3, и он его абсолютно ненавидел. Так что мы сделали обмен: я дал работающий байк Jawa 350 (который на самом деле в несколько раз лучше байка) и отвез этот едва работающий мотоцикл обратно в наш маленький клубный гараж в городе. Несколько дней спустя мы нашли раму коляски и другие случайные детали, которые «могут пригодиться» во время сборки, собрали все вместе и включили музыку.
Немного осторожного возни с молотками, сверлами, шлифовальными машинками, пивом и очень точными измерениями рама начала приобретать форму кроссового мотоцикла с коляской. Будучи молодым, вы не относитесь серьезно к мерам по охране здоровья и безопасности, когда я смотрю на фотографии. Я не думаю, что тогда у нас в гараже лежали какие-то защитные очки. Все работы были сделаны после лекций, так как университет был прямо за углом.
Спустя несколько дней и еще несколько сварных швов мы получили раму, стоящую на ней всеми тремя колесами. Рама коляски была выдвинута назад, чтобы было больше места для человека, передвигающегося в ней. Все крепления и ручки скопированы с моей коляски Урал. Мы так увлеклись, что взяли раму «на прогулку» по центральным улицам города.
Коляска была сорвана с велосипеда гораздо большего размера, просто чтобы его толкать. В то же время мы хотели иметь более прочное колесо на коляске, так как спицы рвутся при поворотах на трассе. Итак, мы пошли в нашу университетскую механическую мастерскую и вежливо попросили пройти в машинный цех. Был щедрый преподаватель, который предложил свою помощь в нашем маленьком проекте колеса коляски. Он сразу же бросился нам на помощь, отрезал несколько труб от старой системы отопления, сварил их и убедился, что наше колесо работает правильно. Все это происходило, пока мы были заняты изучением различных токарных станков и механизмов. Как только мы вернули наш обод, мы поняли, что все колесо весит почти половину коляски. Добавленный вес меньше, чем хотелось бы, при работе двигателя объемом 350 куб. См с коляской. В конце концов нам пришлось вырезать некоторые шипы, но даже тогда во время тест-драйвов они были слишком тяжелыми, и мы избавились от них.
Добавленный вес меньше, чем хотелось бы, при работе двигателя объемом 350 куб. См с коляской. В конце концов нам пришлось вырезать некоторые шипы, но даже тогда во время тест-драйвов они были слишком тяжелыми, и мы избавились от них.
Помимо рамы мы немного повозились и с двигателем. На том этапе мы еще были новичками в двухтактных модификациях двигателей и, я думаю, это была наша первая попытка использовать наши сомнительные знания. В соответствии с нашей обычной практикой мы использовали поршни самого большого увеличенного размера, какие только могли найти (3-й увеличенный размер), новые коленчатые валы, уплотнения, сцепление и все другие обычные детали, которые вы меняете во время ремонта. Мой товарищ сделал портирование цилиндров (в соответствии с Российским справочником по мотокроссу) и заодно чистил поршни, чтобы они были как можно легче. В этих двигателях маховик крепится болтами между двумя отдельными коленчатыми валами, поэтому он также немного потерял в весе. Это дало нам больше отклика двигателя, более высокие обороты и большую вероятность взорвать двигатель, но нам нравилось жить опасно.
Нашей первой попыткой избавиться от аккумуляторной системы зажигания было использование олдскульного магнето от моего мотокроссового мотоцикла Урал. Агрегат был действительно массивным и излишне тяжелым (все-таки советского производства). Тем не менее, нам удалось запустить двигатель после долгих ругательств и пинков стартера. Как видите, мой приятель был ужасно доволен этим достижением. Мы не могли заставить двигатель работать должным образом с этой смесью магнето, и у нас были предстоящие каникулы в университете, поэтому мой счастливый товарищ предложил взять мотоцикл к себе в деревню и немного повозиться.
Работы в деревне как бы продвигались, только в другом стиле. Как вы можете видеть на картинках, различные случайные детали были прикреплены только для того, чтобы служить своей цели. Мы назвали это – Инновационный этап. Нас больше интересовало, как заставить двигатель работать должным образом и посмотреть, как коляска ведет себя в поворотах. Когда мы пробовали несколько оригинальных генераторов переменного тока, у нас продолжали возникать некоторые электрические неполадки, поэтому мы буквально продолжали все испортить в течение недели. Не смог найти приличный воздушный фильтр, поэтому застегнул один из грузовика. На коляске. Одна катушка зажигания взорвалась, поэтому на всякий случай мы застегнули еще две. Тоже на коляске.
Не смог найти приличный воздушный фильтр, поэтому застегнул один из грузовика. На коляске. Одна катушка зажигания взорвалась, поэтому на всякий случай мы застегнули еще две. Тоже на коляске.
В конце концов это чудовище заработало, и оно явно больше не было похоже на наш запланированный кроссовый мотоцикл Hello Kitty Meow Edition Izh Jupiter 3. Мой друг также установил 2 отдельных карбюратора для каждого цилиндра, что дало нам больше мощности, но также удвоило проблемы с запуском мотоцикла. У нас было достаточно времени, чтобы настроить байк в поле (я имею в виду крушить и чинить то, что ломается) и подготовиться к велосипедным мероприятиям.
Несколько недель спустя была неудачная попытка добраться до зимнего байк-шоу, которое проходило всего в 10 км. Достаточно было просто запрыгнуть на него и проехать по полям и лесам, где нет ни людей, ни властей. Выглядит как простая задача, но без заряда аккумулятора, большинство механических и электрических работ связаны кабелями, заедает дроссельная заслонка и шатается передняя вилка, отказавшая на полпути. И на этом, я думаю, закончился наш инновационный этап. У нас был список того, что нужно было изменить в нашем исходном дизайне, и я начал думать о том, чтобы разобрать все на части и восстановить, скажем так, более качественно.
И на этом, я думаю, закончился наш инновационный этап. У нас был список того, что нужно было изменить в нашем исходном дизайне, и я начал думать о том, чтобы разобрать все на части и восстановить, скажем так, более качественно.
Благодаря тому, что ретро-мотокросса стало меньше, было легко найти достойные детали для прокатного снаряжения на наших форумах мотозоны. Что-то, что действительно подходило и было функциональным. Избавился от этого тяжелого колеса коляски, купил компактный топливный бак, сиденье и другой пластик от старого японского мотоцикла для мотокросса, сделал отдельные выхлопные трубы 2T и даже добавил рулевой демпфер от VW Golf. Ничего не болтается и не липнет. Выбрал такую же цветовую гамму, как и мой Урал-кросс, и очень дерзкие стартовые номера. Это была наша зеленая команда по ретрокроссу Moto-Zone. Помню, я так стремился закончить все работы, что не сделал ни одного фото в процессе.
Съездил на первую и последнюю гонку и сумел занять 3-е место! К сожалению, мы не учли количество пыли, попадающей на трассу, и наш маленький воздушный фильтр не справился даже с одним полным кругом. В остальном он выдержал трассу и не сломался. Мы доказали, что худшая модель действительно может конкурировать с двухтактными ретро-мотоциклами более высокого класса, которые раньше были основными моделями для гонок, таких как Иж Планета Спорт. После всего этого веселья у меня появилась еще одна идея снова поднять и перестроить мотоцикл с более легкой рамой и более сложной подвеской. Но на этом проект остановился, так как это был конец университетских лет, и жизнь начала меняться.
В остальном он выдержал трассу и не сломался. Мы доказали, что худшая модель действительно может конкурировать с двухтактными ретро-мотоциклами более высокого класса, которые раньше были основными моделями для гонок, таких как Иж Планета Спорт. После всего этого веселья у меня появилась еще одна идея снова поднять и перестроить мотоцикл с более легкой рамой и более сложной подвеской. Но на этом проект остановился, так как это был конец университетских лет, и жизнь начала меняться.
Нравится:
Нравится Загрузка…
Теги: Иж, Юпитер, Мяу, мотокросс, коляска, двухтактный
ДВОЙНОЙ ИЖ МОДЕЛИСТ
Самый радикальный способ решения проблемы — изготовление самодельных моторов из деталей от серийного мотоцикла. Читателям «М-К» известны такие моторы: ВВ-1 конструкции Руки-и Л. Г. Буянова, двигатель Л. Комарова и В. Федорова, АГ-1 конструкции А. Геращенко.
Здесь мы описываем принципы проектирования и изготовления двухцилиндровых оппозитных двигателей также с максимальным использованием стандартных деталей. Примером может служить двигатель, построенный и испытанный А. Антипиным из села Приютово, Башкирия (Россия).
Примером может служить двигатель, построенный и испытанный А. Антипиным из села Приютово, Башкирия (Россия).
Следует отметить, что в схему двигателя А. Антипина при его разработке в ОКБ «М-К» внесен ряд модернизаций. Их цель — повышение надежности, стремление упростить механическую обработку и исключить некоторые технологические операции. Кроме того, конструктивные изменения значительно повышают точность изготовления основных деталей, что увеличивает срок службы двигателя.
Несомненно, что двухцилиндровый двигатель с оппозитным расположением цилиндров имеет ряд преимуществ перед рядными спарками с двумя одноцилиндровыми, а одноцилиндровые и того больше. Он намного лучше уравновешен, поскольку возвратно-поступательные движения двух поршней встречные, а значит, и моменты сил инерции взаимно уравновешены. Это также повышает надежность и облегчает запуск двигателя. Мелкая проблема в одном из цилиндров не тянет двигатель вниз, и, по крайней мере, всегда есть возможность «дотянуть» до места ремонта. Говорю меньший вес и габариты, простота системы зажигания, а так же хорошие условия продувки обоих цилиндров и вы сделаете вывод: надо брать на «оппозит»!
Говорю меньший вес и габариты, простота системы зажигания, а так же хорошие условия продувки обоих цилиндров и вы сделаете вывод: надо брать на «оппозит»!
Конструкция предлагаемого двигателя (рис. 1, 2) проста. Может быть собран на основе деталей от двигателя мотоцикла ИЖ-П-2, ИЖ-W-3 или ИЖ-56. Для этого двигателя нужно сделать самому только коленвал и картер.
Рис. 2. Схема двигателя:
1 — корпус насоса, 2 — рычаг топливного насоса, 3 к штоку привода насоса, 4 — втулка, 5 — проставка, 6 — крышка маховика, 7 — эксцентриковый топливный насос, 8 — анкер маховика, 9, 33 — магниты якоря 10, 32 — обмотка якоря, 11 — передняя крышка коренного подшипника, 12, 24 — сальники, 13 — передняя половина картера, 14, 23 — коренные вкладыши № 208, 15 — передняя щека коленчатый вал, 16 — коренной передний мост коленчатого вала, 17 — средняя щека коленчатого вала, 18, 30 — шатуны, 19, 29 — ролики нижнего шатунного подшипника, 20, 31 — отверстия под гильзы цилиндров, 21 — задняя щека коленчатого вала 22, 28, пальцы нижнего шатунного подшипника, 25 крышка заднего подшипника коленчатого вала, а 26 — задняя ось — коренной коленчатый вал, 27 — задняя половина картера 34 — гайка крепления кулачка топливный насос.
Рис. 3. Коленчатый вал:
1 — задний мост, 2, 4 — наружные щеки, 3 — средняя щека, 5 — передний мост.
Коленчатый вал (рис. 3) составной. Коренная ось и нижние шатунные пальцы размещаются на ней при сборке. Для всех деталей рекомендуем сталь 18ХМЮА или 40С.
Заготовка коренных полуосей с центральными отверстиями выточены на токарном станке и имеют припуск на дальнейшую обработку 1,0 мм на сторону (за исключением посадочных мест, предназначенных для запрессовки в щеках коленчатого вала — они расточен до номинальных размеров). Три диска — заготовочные щечки коленчатого вала — также имеют припуск на сторону 0,5 мм. Затем их шлифуют на плоскошлифовальном станке и размечают отверстия под коренную ось и пальцы нижних головок шатуна. Отверстие сверлят и долбят до номинальных размеров на планшайбе или в четырехочковом патроне токарного станка. Однако учтите, что сопряжение этих отверстий запрессовывает в них детали, поэтому размеры отверстий должны соответствовать прессовой посадке.
Порядок сборки коленвала следующий. Сначала с помощью винтового пресса в крайние щечки вала посадил коренную ось. Далее половина коленчатого вала монтируется в токарных центрах для обработки щек, конусов и посадочных мест на полуосях до номинального размера. После этого в крайние щеки запрессовываются пальцы нижних головок шатуна, идущие к нижнему шатунному подшипнику, а в центральный привод маховика запрессовываются пальцы нижних головок шатуна. Отверстия в щеках маховика не пробиты, фаски на них не сняты, а для обеспечения входа в них пальцев концы последних закруглены.
Коленчатый вал в сборе устанавливается в токарные центры (шатуны при этом фиксируются) для обработки середины диска маховика до номинального размера. Затем в конусах фрезеруются шпоночные пазы и на концах хвостовиков вала нарезается резьба. Перед установкой шатунов и подшипников в сборе все детали (пальцы нижних головок шатуна, подшипники, шайбы, поршни, кольца, поршневые пальцы) обязательно выбирают по весу: разница между комплектами левого и правого цилиндров не должна превышать 2-3 г. Несоблюдение этого условия неизбежна разбалансировкой двигателя и нежелательными вибрациями при его работе.
Несоблюдение этого условия неизбежна разбалансировкой двигателя и нежелательными вибрациями при его работе.
Картер (рис. 4, 5) представляет собой выточенную на токарно-фрезерных станках отливку из алюминиевого сплава АК-4-1 (можно выплавлять также устаревшие автомобильные поршни). Обработка этой детали специальным оборудованием не требуется. Внутренний диаметр каждой половины (см. рис. 5) картера и посадочных мест подшипников выточен на токарном станке с одинарной установкой. Затем детали соединяют и в них сверлят отверстия под стяжки и посадочную втулку. Далее отверстия запрессовываются втулкой половины картера шпильки термоусадочной, после чего наружная поверхность картера фрезеруется.
Рис. 4. Заготовка половинок картера Схема сборки
Рис. 5. Передняя и задняя части корпуса.
Рис. 6. Запчасти для самодельного двигателя:
1 — крышка заднего основного подшипника, 2 — крышка, передний основной подшипник, 3 — Насос с актуальным камером
БОРИВА Под крышкой картера магнето необходимо установить четырехочковый патрон токарного станка и отцентровать отверстия подшипников. Осталось разметить отверстия под гильзы цилиндров, штифты и перепускное окно и вырезать их на токарно-фрезерных станках.
Осталось разметить отверстия под гильзы цилиндров, штифты и перепускное окно и вырезать их на токарно-фрезерных станках.
Не стоит удивляться, что на чертежах двигателя нет многих размеров: большинство из них зависит от готовых деталей.
На рис. 6 представлены чертежи крышки подшипника и эксцентрика топливного насоса (автомобильный «Запорожец» или лодочный мотор). Использование последнего позволит избавиться от эксцентрикового привода. Кроме того, крышка магнето в этом случае будет изготовлена из любого подходящего материала (например, из стекловолокна). Как известно, топливный насос лодочного мотора работает от разрежения в картере, так что его привода достаточно врезать в картерный штуцер и соединить его с насосом гибким шлангом.
Систему зажигания лучше всего использовать бесконтактную, транзисторную, от мотороллера «Вятка-Электрон». Эта схема хорошо зарекомендовала себя в работе, она стабильна в работе, имеет надежную и мощную искру. Необходим в трамблере на этом двигателе, потому что поршни в нем движутся и вспышка счетчика в цилиндрах происходит одновременно.
Необходим в трамблере на этом двигателе, потому что поршни в нем движутся и вспышка счетчика в цилиндрах происходит одновременно.
Мощность оппозитного мотора около 28 л.с., но ее можно увеличить. Отработанные способы форсирования одноцилиндровых мотоциклетных двигателей класса 350 см3 можно найти в спортивной литературе по подготовке мотоциклов к соревнованиям, но мы считаем полезным кратко коснуться их здесь.
На поршнях необходимо снять лыски (рис. 7). Форму камеры сгорания следует изменить на смещенную полусферическую с вытеснителем (рис. 8) — это улучшит условия продувки, очистки цилиндров от выхлопа и обеспечит более равномерное горение рабочей смеси. Возможны два способа реконструкции камеры сгорания для изготовления цилиндра либо переварка старой камеры из алюминиевого сплава аргонно-дуговой горелкой с последующей обточкой камеры на токарном станке в соответствии с чертежом. Во впускных окнах и цилиндрах удаляются перегородки и увеличиваются их сечения, как показано на рисунке 9. , нижняя часть у них такая же круглица.
, нижняя часть у них такая же круглица.
Рис. 7. Доработка поршня.
Рис. 8. Профиль камеры сгорания.
Рис. 9. Скан обновленного впускного окна.
Рис. 10. Впускной штуцер (конфигурация отверстий соответствует впускному окну).
Впускные патрубки нужно сделать новой конфигурации (рис. 10), они увеличат коэффициент наполнения за счет оптимальной длины. Продолжительность фазы выпуска следует увеличить до 144°, при этом выпускное окно сделать выше 1,5 мм.
Эти операции обычно увеличивают мощность двигателя ИЖ-П-2 с 14,8 до 18,4 л. с. л. с. Таким образом, мощность двухцилиндрового оппозитного двигателя в результате его форсировки увеличится примерно до 36 л.с. тот же уровень сжатия (6,5).
Наиболее подходящим для данного мотора является карбюратор типа К-28 или аналогичный диаметром 27,5 мм.
Топливо должно состоять из бензина с октановым числом не ниже 80 (например, АИ-93) и авиационного масла МС-20 или МС-22, смешанных в обычных пропорциях (1 : 25 по объему).
Следует помнить, что форсированность двигателя неизбежно снижена по сравнению с прототипом, так как ему приходится работать в более тяжелых тепловых условиях с повышенными нагрузками.
Оппозитный двухцилиндровый двигатель может быть выполнен на базе другого мотора мотоцикла М-106, «Восход», «Ява-350» соответственно путем изменения размеров картера, шаровых опор коленчатого вала и т.д.
Некоторые рекомендуют использовать оппозитный двигатель для работы в тандеме с гребным винтом. Всегда помните, что максимальную мощность можно снять только при номинальной частоте вращения коленчатого вала (в нашем случае 5000-5500 об/мин). Поэтому, если винт слишком «тяжелый» в аэродинамическом отношении, двигатель не будет работать на максимальной мощности.
Крутящий момент на винте рекомендуется передавать через редуктор с передаточным числом 1,2—1,5. Это снизит частоту вращения винта до 2500— 3000 об/мин, а линейная скорость концов лопастей винта 0 2000 мм не превысит критических 300 м/с. В этих условиях гребной винт работает с максимальной эффективностью при минимальном скольжении.
Это снизит частоту вращения винта до 2500— 3000 об/мин, а линейная скорость концов лопастей винта 0 2000 мм не превысит критических 300 м/с. В этих условиях гребной винт работает с максимальной эффективностью при минимальном скольжении.
Использование редуктора также исключает нежелательные осевые нагрузки на коленчатый вал двигателя. Учтите, что при работе двигателя в паре с воздушным винтом без редуктора на коренную ось коленчатого вала необходимо установить радиально-упорный шарикоподшипник: штатный радиальный подшипник быстро изнашивается и выходит из строя.
Ф. КИСЕЛЕВ
Русь ИЖ-60/61/62
Русь ИЖ-60/61/62
ИЖ-61 (верхний), ИЖ-60 (нижний)
ХАРАКТЕРИСТИКИ
«Для обучения начинающих стрелков. Удобство стрельбы из различных положений»
Удобство стрельбы из различных положений»
обеспечивается правым рычагом взвода и регулируемой длиной приклада, курок
тянуть или путешествовать. Возможна установка оптического прицела или прицела Red Dot. Безопасное обращение
за счет блокировки рычага взвода и предохранительного устройства.
Версия ИЖ-61 оснащена магазином на 5 пуль….»
Поскольку ИЖ-60/61 загружает пули через магазин или передаточный блок, вместо этого
непосредственно из пальцев, винтовка очень безопасна для юных стрелков.
Проверка точности нового ИЖ-61 (Daver)
Группы 0,33–0,59 дюйма (10 выстрелов) на расстоянии 7 ярдов (6,3 м), нажмите
здесь для деталей.
А
полное исследование ИЖ-61, проведенное Давером на http://www.members.global2000.net/~remling/airguns/AirgunsTopPage.htm
A Процедура разборки , опубликованная JP на http://home.earthlink.net/~jpcraig/airgun/izh61_teardown.html
Мнения некоторых владельцев ИЖ-60/61
ИЖ-61 имеет хороший регулируемый спусковой крючок. Но триггер только из
Но триггер только из
один из многих факторов в уравнении. Более короткая длина
и более легкое дуло ИЖ-61 затрудняет стрельбу из
винтовка точно. На фото ИЖ-61 принадлежащий и
изменен Яном Пеллантом. Заменил заводской прицел на
коллиматорный прицел и добавили дуло для улучшения веса и баланса.
ИЖ-61 с коллиматорным прицелом и дулом (любезно предоставлено Яном
Пеллант)
Прицел простой ИЖ-61
(опубликовано на форуме пневматического оружия 12 марта 2001 г. Грегом Фишером из IP
адрес 169.207.106.4)
ОБЗОР:
ИЖ 60 — забытая российская пневматическая винтовка
Том Гейлорд
Это только сжатый
версия. Полная статья об ИЖ-60 доступна
(вместе с фотографиями) в
«Обзор пневматического оружия №2», который
был опубликован в январе 1998 года. И этот выпуск
доступен для покупки
(12 долларов). Если вы заинтересованы в получении копии, свяжитесь с
Письмо о пневматическом оружии
staff@airgunletter. com
com
[email protected]
http://www.airgunletter.net
http://www.airgunletter.com
ПОДРОБНЕЕ О ИЖ ПНЕВМАТИЧЕСКОЕ РУЖЬЕ
(перепечатано с домашней страницы ИЖ)
Ижевский механический завод — единственное предприятие в России, производящее
воздушное оружие. Более 3 млн пневматических винтовок и 300 тыс. пневматических пистолетов
выпускаются с 1946 года. В 1982 году завод приступил к выпуску топовых
пневматическое оружие, в том числе винтовки Иж-32М и Иж-32БК, предназначенные для стрельбы
по бегущим мишеням и пневматический пистолет Иж-33М, который был заменен на
Иж-46 введен в 1988 году. Стало возможным внедрение топовых пневматических орудий.
благодаря Герману Протопопову, Владимиру Стерхову и Валерию Черепанову,
Ведущие конструкторы-оружейники.
Детская пневматическая винтовка малой мощности ИЖ-60/61
В 1991 году начат выпуск пневматической винтовки Иж-60. Эта винтовка была
Эта винтовка была
по проекту Владимира Стерхова, Георгия Романова и Валерия Черепанова
в виду новичков, особенно подростков. Оригинальное расположение деталей
позволило уменьшить общую длину до 820 мм.
конструкция винтовки позволяет регулировать расстояние между спусковым крючком и
затыльник. Допускается регулировка усилия спуска и длины хода спускового крючка.
слишком. Взведение поршня осуществляется с помощью бокового рычага. Ствол
неподвижна, это позволяет иметь в 2 раза большую точность, чем плинка
модель Иж-38П есть. Эксперты журнала «Визирь» считают Иж-61
быть самой привлекательной моделью среди российских моделей, предлагаемых на международном
рынок. Недавно появилась новая многозарядная версия винтовки Иж-60, получившая название
был создан Иж-61. Эта пружинно-поршневая магазинная винтовка заняла
основные черты от своего прототипа с емкостью магазина 5
Пеллеты типа диаболо.
Дальнейшее совершенствование Иж-60 привело к выпуску винтовки Иж-62.
с максимальной начальной скоростью 200 м/с (у оригинала
Начальная скорость 100-120 м/с. Белорусская оптико-механическая ассоциация
разработал прицел типа Red Point для пневматических винтовок серии Иж-60.
Этот тип прицела позволяет быстро и точно прицеливаться, улучшая кумулятивный эффект.
особенности винтовки на значительный эффект.
Учитывая требования к спортивной стрельбе завод
конструкторы разработали вариант Иж-46 с большей начальной скоростью пули.
до 145 м/с. Увеличение начальной скорости снаряда обеспечивается
СО большой емкости, баллон и более высокая степень сжатия воздуха. затем
появилась подростковая винтовка Иж-65, в которой используется пистолет Иж-43
компрессор. В отличие от винтовки Иж-32, используемой взрослыми, эта винтовка более
компактен и имеет меньшее усилие взвода. В 1993 СО, пистолет
К семейству стрелкового авиационного оружия добавился Иж-67 «Корнет».
Этот пистолет может работать как пистолет двойного действия (в то же время
давая ощущение автоматического пистолета), а также одинарного действия
пистолет. Отсутствие автоматики обеспечивает удобство в обращении, надежную работу
Отсутствие автоматики обеспечивает удобство в обращении, надежную работу
и низкое потребление CO,.
Наконечники ИЖ-60
[ Форум писем о пневматическом оружии ]
Опубликовано Russ Best 17, 19 января99 в 09:18:17:
Для тех из вас, у кого есть доступ к механическому цеху или хотя бы
токарный станок, есть пара вещей, которые вы можете сделать, чтобы немного отжать
больше мощности и прибавьте плавности вашему маленькому «черному русскому». Этот
Информация также должна относиться к ИЖ-61. Эта информация состоит из двух основных
вещи, которые нужно сделать.
1. Изготовление более длинной направляющей пружины.
2. Уплотнение затвора по диаметру казенной части.
Для направляющей вам понадобится стержень из ацеталя (Delrin®). Обработайте диаметр
делринового стержня, чтобы соответствовать внутреннему диаметру пружин, чтобы вы
иметь контакт, но НЕ запрессовывать. Это может быть диаметр около
. 545, но может варьироваться для каждой пружины. Сделайте этот точеный диаметр 2
545, но может варьироваться для каждой пружины. Сделайте этот точеный диаметр 2
3/4 дюйма в длину и радиус конца от 1/16 до 1/8 радиуса.
кусок дельрина вокруг патрона, а в задней части просверлите/расточите
отверстие диаметром 0,475 в дельрине на глубину 2 дюйма. Осторожно
прижмите эту трубчатую деталь к оригинальной направляющей пружины. СОВЕТЫ:
в оставшемся твердом конце (закругленном) просверлите сквозное отверстие 1/16 дюйма, чтобы
захваченный воздух может выйти при нажатии на удлинитель направляющей. ТАКЖЕ: приложение
Домашний суперклей на металлической направляющей поможет сохранить ее
постоянно на месте. Герметизация казенной части. Вам нужно будет удалить
болт, чтобы сделать это правильно. Болт удерживается заглушкой в
конец ствольной коробки, закрепленный сверху винтом с крестообразным шлицем. Один раз
болт снят, самый длинный штифт выбивается пробойником.
Поместите болт в токарный станок торцом болта наружу. Измерьте 1/4 дюйма от
плечо носовой части болта и просверлите канавку в болте примерно
. 010 шире, чем уплотнительное кольцо 003. Обработайте паз так, чтобы диаметр
010 шире, чем уплотнительное кольцо 003. Обработайте паз так, чтобы диаметр
быть от 0,107 до 0,109внутри слота. Зачистить края паза наждаком
тканью, затем наденьте уплотнительное кольцо 003 на болт, пока оно не войдет в канавку.
Соберите длинный штифт в затвор, а затвор обратно в пистолет.
При повторной сборке пистолета нанесите на направляющую, пружину и поршень и уплотнение.
с легким покрытием молибденовой смазкой. Вы даже можете немного разбавить это,
смешивание смазки с пружинным маслом Beeman, так как этот пистолет не реагирует
хорошо для тяжелых смазок. Дополнительным примечанием является то, что вы можете подсунуть никель
в поршень в качестве небольшого лишнего веса, если вы пытаетесь отжать
что последние кадры в секунду скорости от пистолета. Если вы сделаете это, я рекомендую
приклеивание на место — перед этим поверхности должны быть чистыми и обезжиренными
это. Установите пружину после того, как никель окажется внутри. Шайба из подходящего
размер можно заменить. Преимущества заключаются в более плавном цикле и, как правило,
больше нет сопротивления ноги пружины / звена взвода через витки пружины,
из-за более длинной направляющей.
