Токарный расточной резец для сквозных отверстий: Резец расточной для сквозных отверстий ГОСТ 18882–73 – купить в Москве
Содержание
Резцы токарные расточные для сквозных отверстий
Резец расточной для сквозных отверстий 12х12х100х35 Т5К10 (ЧИЗ) ИР-499
В наличии
116,40 грн
Производитель: Черниговский инструментальный завод
Размер державки
12х12х100
Марка сплава
Т5К10
Обозначение
ИР-499
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х12х170 ВК8 2140-0056
New
В наличии
72,00 грн
Производитель: Инструмент производства СССР
Размер державки
16х12х170
Марка сплава
ВК8
Обозначение
2140-0056
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х12х170 Т5К10 2140-0081
New
В наличии
72,00 грн
Производитель: Инструмент производства СССР
Размер державки
16х12х170
Марка сплава
Т5К10
Обозначение
2140-0081
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х16х140х35 ВК8 (ЧИЗ) 2140-0003
В наличии
133,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
16х16х140
Марка сплава
ВК8
Обозначение
2140-0003
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х16х140х35 Т15К6 (ЧИЗ) 2140-0003(23)
В наличии
133,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
16х16х140
Марка сплава
Т15К6
Обозначение
2140-0003(23)
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х16х140х35 Т5К10 (ЧИЗ) 2140-0003
В наличии
133,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
16х16х140
Марка сплава
Т5К10
Обозначение
2140-0003
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х16х170х60 ВК8 (ЧИЗ) 2140-0004(24)
В наличии
136,80 грн
Производитель: Черниговский инструментальный завод
Размер державки
16х16х170
Марка сплава
ВК8
Обозначение
2140-0004(24)
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х16х170х60 Т15К6 (Одесса) 2140-0004
В наличии
84,00 грн
Размер державки
16х16х170
Марка сплава
Т15К6
Обозначение
2140-0004
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х16х170х60 Т15К6 (ЧИЗ) 2140-0004(24)
В наличии
136,80 грн
Производитель: Черниговский инструментальный завод
Размер державки
16х16х170
Марка сплава
Т15К6
Обозначение
2140-0004(24)
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 16х16х170х60 Т5К10 (ЧИЗ) 2140-0004(24)
В наличии
136,80 грн
Производитель: Черниговский инструментальный завод
Размер державки
16х16х170
Марка сплава
Т5К10
Обозначение
2140-0004(24)
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х16х200 ВК8 (ЧИЗ) 2140-0057(82)
В наличии
148,80 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х16х200
Марка сплава
ВК8
Обозначение
2140-0057
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х16х200 Т15К6 (ЧИЗ) 2140-0057(82)
В наличии
148,80 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х16х200
Марка сплава
Т15К6
Обозначение
2140-0057
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х16х200 Т5К10 (ЧИЗ) 2140-0057(82)
В наличии
148,80 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х16х200
Марка сплава
Т5К10
Обозначение
2140-0057
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х20х170х70 ВК8 (ЧИЗ) 2140-0006
В наличии
171,60 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х20х170
Марка сплава
ВК8
Обозначение
2140-0006
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х20х170х70 Т15К6 (ЧИЗ) 2140-0006
В наличии
171,60 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х20х170
Марка сплава
Т15К6
Обозначение
2140-0006
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х20х170х70 Т5К10 (ЧИЗ) 2140-0006
В наличии
171,60 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х20х170
Марка сплава
Т5К10
Обозначение
2140-0006
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х20х200х80 ВК8 (ЧИЗ) 2140-0008
В наличии
193,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х20х200
Марка сплава
ВК8
Обозначение
2140-0008
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х20х200х80 Т15К6 (Одесса) 2140-0008
В наличии
120,00 грн
Размер державки
20х20х200
Марка сплава
Т15К6
Обозначение
2140-0008
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х20х200х80 Т15К6 (ЧИЗ) 2140-0008(28)
В наличии
193,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х20х200
Марка сплава
Т15К6
Обозначение
2140-0008
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 20х20х200х80 Т5К10 (ЧИЗ) 2140-0008(28)
В наличии
193,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
20х20х200
Марка сплава
Т5К10
Обозначение
2140-0008
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х16х200 ВК8 (ЧИЗ) Р-1389(1390)
В наличии
144,00 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х16х200
Марка сплава
ВК8
Обозначение
Р-1389(1390)
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х16х200 Т15К6 (ЧИЗ) Р-1389(1390)
В наличии
144,00 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х16х200
Марка сплава
Т15К6
Обозначение
Р-1389(1390)
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х16х200 Т5К10 (ЧИЗ) Р-1389(1390)
В наличии
144,00 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х16х200
Марка сплава
Т5К10
Обозначение
Р-1389(1390)
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х20х240 ВК8 (Артемовск) 2140-0058
В наличии
180,00 грн
Производитель: Инструмент производства СССР
Размер державки
25х20х240
Марка сплава
ВК8
Обозначение
2140-0058
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х20х240 ВК8 (ЧИЗ) 2140-0058
В наличии
231,60 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х20х240
Марка сплава
ВК8
Обозначение
2140-0058
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х20х240 Т15К6 (ЧИЗ) 2140-0058
В наличии
231,60 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х20х240
Марка сплава
Т15К6
Обозначение
2140-0058
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х20х240 Т5К10 (ЧИЗ) 2140-0058
В наличии
231,60 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х20х240
Марка сплава
Т5К10
Обозначение
2140-0058
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х20х240х120 Т15К6 (СИиТО) 2140-0058
В наличии
135,60 грн
Производитель: ГЗСИиТО
Размер державки
25х20х240
Марка сплава
Т15К6
Обозначение
2140-0058
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х25х200х70 ВК8 (СИиТО) 2140-0009
В наличии
162,00 грн
Производитель: ГЗСИиТО
Размер державки
25х25х200
Марка сплава
ВК8
Обозначение
2140-0009
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х25х200х70 ВК8 (ЧИЗ) 2140-0009
В наличии
260,40 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х25х200
Марка сплава
ВК8
Обозначение
2140-0009
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х25х200х70 Т15К6 (СИиТО) 2140-0009
В наличии
162,00 грн
Производитель: ГЗСИиТО
Размер державки
25х25х200
Марка сплава
Т15К6
Обозначение
2140-0009
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х25х200х70 Т15К6 (ЧИЗ) 2140-0009
В наличии
260,40 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х25х200
Марка сплава
Т15К6
Обозначение
2140-0009
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х25х200х70 Т5К10 (ЧИЗ) 2140-0009(29)
В наличии
260,40 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х25х200
Марка сплава
Т5К10
Обозначение
2140-0009
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х25х240х100 ВК8 (ЧИЗ) 2140-0010
В наличии
283,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х25х240
Марка сплава
ВК8
Обозначение
2140-0010
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х25х240х100 Т15К6 (ЧИЗ) 2140-0010(30)
В наличии
283,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х25х240
Марка сплава
Т15К6
Обозначение
2140-0010
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х25х240х100 Т5К10 (ЧИЗ) 2140-0010(30)
В наличии
283,20 грн
Производитель: Черниговский инструментальный завод
Размер державки
25х25х240
Марка сплава
Т5К10
Обозначение
2140-0010
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 32х25х280 ВК8 (ЧИЗ) 2140-0059
В наличии
396,00 грн
Производитель: Черниговский инструментальный завод
Размер державки
32х25х280
Марка сплава
ВК8
Обозначение
2140-0059
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 32х25х280 Т15К6 (ЧИЗ) 2140-0059
В наличии
396,00 грн
Производитель: Черниговский инструментальный завод
Размер державки
32х25х280
Марка сплава
Т15К6
Обозначение
2140-0059
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 32х25х280 Т5К10 (ЧИЗ) 2140-0059
В наличии
396,00 грн
Производитель: Черниговский инструментальный завод
Размер державки
32х25х280
Марка сплава
Т5К10
Обозначение
2140-0059
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 25х20х240х120 ВК8 (СИиТО) 2140-0058
Нет в наличии
144,00 грн
Производитель: ГЗСИиТО
Размер державки
25х20х240
Марка сплава
ВК8
Обозначение
2140-0058
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Резец расточной для сквозных отверстий 40х32х300 Т5К10 (ЧИЗ) 2140-0060
Нет в наличии
1 048,80 грн
Производитель: Черниговский инструментальный завод
Размер державки
40х32х300
Марка сплава
Т5К10
Обозначение
2140-0060
ГОСТ
18882-73
Резец токарный расточной для сквозных отверстий с пластиной из твердого сплава ГОСТ 18882-73
Предназначен:
— для растачивания сквозных отверстий различного диаметра в направлении оси вращения
Подробнее о товаре
Расточные резцы.
 Справочник
Справочник
- Главная /
- Справочник /
- Расточные резцы
Исполнение 1 | Исполнение 2 | ||||||||||
| h | b | L | Р | n | l | h | b | L | Р | n | l |
| 16 | 16 | 120 | 25 | 3,5 | 8 | 16 | 12 | 170 | 80/td> | 6 | 12 |
| 140 | 40 | ||||||||||
| 35 | 4,5 | ||||||||||
| 170 | 60 | ||||||||||
| 20 | 20 | 140 | 40 | 5,5 | 10 | 20 | 16 | 200 | 100 | 8 | 14 |
| 170 | 70 | ||||||||||
| 50 | 6,0 | 12 | |||||||||
| 200 | 80 | ||||||||||
| 25 | 25 | 200 | 70 | 8,0 | 14 | 25 32 | 20 25 | 240 280 | 120 160 | 10 12 | 18 22 |
| 240 | 100 | ||||||||||
Примечание: Для резцов исполнений 1 и 2 R = 1 мм.
Токарные расточные резцы с углом в плане j = 95° ГОСТ 18883-83
Исполнение 1 | Исполнение 2 | ||||||||||
| h | b | L | Р | n | l | h | b | L | Р | n | l |
| 16 | 16 | 120 | 25 | 3,5 | 8 | 16 | 12 | 170 | 80 | 6 | 12 |
| 140 | 30 | ||||||||||
| 40 | 4,5 | ||||||||||
| 170 | 60 | ||||||||||
| 20 | 20 | 140 | 40 | 6 | 10 | 20 | 16 | 200 | 100 | 8 | 16 |
| 170 | 70 | 12 | |||||||||
| 50 | |||||||||||
| 200 | 80 | ||||||||||
| 25 | 25 | 200 | 70 | 8,0 | 16 | 25 32 | 20 25 | 240 280 | 120 160 | 10 12 | 20 25 |
| 240 | 100 | ||||||||||
Примечание.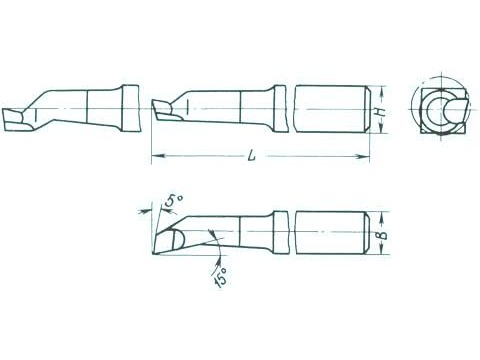 Для резцов исполнений 1 и 2 R = 1 мм.
Для резцов исполнений 1 и 2 R = 1 мм.
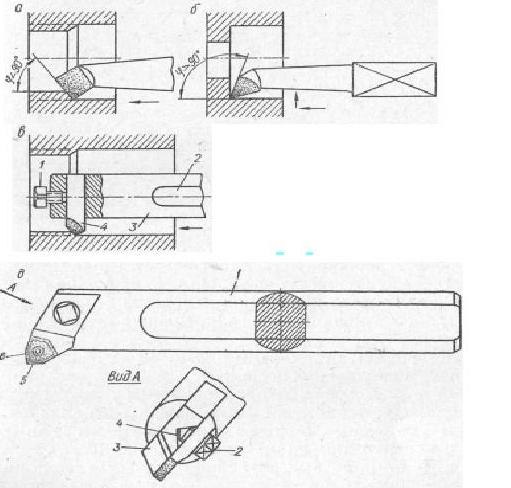
Расточные державочные резцы из твёрдого сплава ГОСТ 9795-83
| Схема обработки при косом креплении резцов | Схема обработки при прямом креплении резцов |
Расточные державочные резцы с главным углом в плане j = 60° для прямого крепления. Тип 1.
| Н | В | L | n | |
| 10 | 10 | 32; 40; 50 | 5 | |
| 12 | 12 | 40; 50; 63; | 5 | |
| 16 | 16 | 63; 80 | 6 | |
| 20 | 20 | 70; 80; 100 | 7 | |
| 25 | 25 | 100; 127 | 7 |
Расточные державочные упорные резцы с углом в плане j = 90° для прямого крепления.
 Тип 2.
Тип 2.
| Н | В | L | |
| 6 | 6 | 20; 25; 32 | |
| 8 | 8 | ||
| 10 | 10 | 10 | |
| 12 | 12 | 40; 50 | |
| 16 | 16 | 63, 80 | |
| 6 | 6 | 25 | |
| 8 | 8 | 25; 32; 40 | |
| 10 | 10 | 32; 40; 50 | |
| 12 | 12 | 40; 50; 63 | |
| 16 | 16 | 63; 80 | |
| 20 | 20 | 80; 100 | |
| 25 | 25 | 100; 125 | |
| 32 | 32 | 125; 140 | |
| 40 | 40 | 160; 180 |
Расточные державочные резцы для косого крепления.
 Тип 3.
Тип 3.
| 6 | 6 | 25; 32 | 3,5 | |
| 8 | 8 | 25; 32; 40 | 5,0 | |
| 10 | 10 | 32; 40; 50 | 7,0 | |
| 12 | 12 | 40; 50; 63 | 7,0 | |
| 16 | 16 | 63; 80 | 9,0 |
Расточные державочные резцы для косого крепления. Тип 4.
| 8 | 8 | 25; 32; 40 | 3,5 | |
| 10 | 10 | 32; 40; 50 | 5,0 | |
| 12 | 12 | 40; 50; 63 | 5,0 | |
| 16 | 16 | 63; 80 | 8,0 | |
| 20 | 20 | 80; 100> | 8,0 | |
| 25 | 25 | 100; 125 | 11,0 | |
| 32 | 32 | 140; 160 | 14,0 | |
| 40 | 40 | 180; 200 | 18,0 |
ГОСТ 18882-73 Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий.
 Конструкция и размеры
Конструкция и размеры
ГОСТ 18882-73
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ
С ПЛАСТИНАМИ ИЗ
ТВЕРДОГО СПЛАВА
ДЛЯ ОБРАБОТКИ
СКВОЗНЫХ ОТВЕРСТИЙ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РЕЗЦЫ ТОКАРНЫЕ РАСТОЧНЫЕ С ПЛАСТИНАМИ
Конструкция и размеры
Carbide-tipped
|
ГОСТ
Взамен ГОСТ
МН 613-64;
МН 5205-64;
МН 5206-64;
МН 615-64;
МН 5209-64;
МН 5210-64
|
Постановлением
Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г.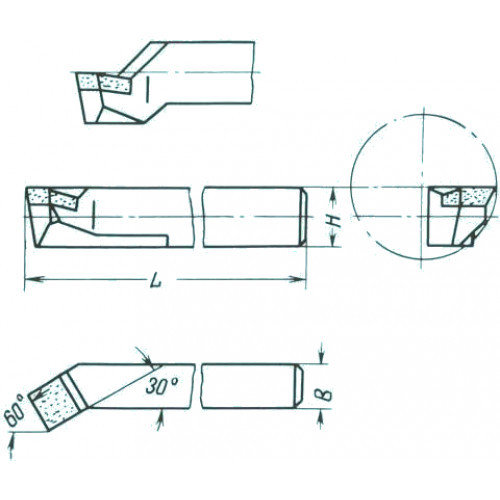 №
№
1429 дата введения установлена
01.07.74
Ограничение срока действия
снято Постановлением Госстандарта СССР от 12.02.81 № 655
1 . Настоящий стандарт распространяется на токарные
расточные резцы общего назначения с напаянными пластинами из твердого сплава
для обработки сквозных отверстий.
(Измененная редакция, Изм. №
1).
2 . Резцы должны изготовляться двух типов:
1 — расточные с утлом j = 60°;
2 — расточные виброустойчивые.
3 . Конструкция и основные размеры резцов должны
соответствовать указанным на черт. 1 , 2 и в табл. 1 , 2 .
Черт. 1
Таблица 1
Размеры в мм
|
Резцы
|
Исполнение
|
Сечение резца h ´ b
|
L
|
l
|
d
|
т
|
Форма пластин по ГОСТ 25395-90
|
Диаметр наименьшего растачиваемого отверстия D
| ||||||
|
угол врезки пластины 10°
|
угол врезки пластины 0 °
|
Угол врезки пластин
| ||||||||||||
|
Обозначение
|
Применяемость
|
Обозначение
|
Применяемость
|
10°
|
0°
| |||||||||
|
2140-0056
|
|
2140-0081
|
|
2
|
16 ´ 12
|
170
|
80
|
—
|
6,0
|
01
|
Угол врезки
|
61
|
Угол врезки
|
40
|
|
2140-0001
|
|
2140-0021
|
|
1
|
16 ´ 16
|
120
|
25
|
8
|
3,5
|
01
|
14
| |||
|
2140-0002
|
|
2140-0022
|
|
140
|
40
| |||||||||
|
2140-0003
|
|
2140-0023
|
|
35
|
10
|
4,5
|
18
| |||||||
|
2140-0004
|
|
2140-0024
|
|
170
|
60
| |||||||||
|
2140-0057
|
|
2140-0082
|
|
2
|
20 ´ 16
|
200
|
100
|
—
|
8,0
|
02
|
62
|
55
| ||
|
2140-0005
|
|
2140-0025
|
|
1
|
20 ´ 20
|
140
|
40
|
12
|
5,5
|
01
|
61
|
21
| ||
|
2140-0006
|
|
2140-0026
|
|
170
|
70
| |||||||||
|
2140-0007
|
|
2140-0027
|
|
50
|
14
|
6,0
|
27
| |||||||
|
2140-0008
|
|
2140-0028
|
|
200
|
80
| |||||||||
|
2140-0058
|
|
2140-0083
|
|
2
|
25 ´ 20
|
240
|
120
|
—
|
10,0
|
02
|
62
|
70
| ||
|
2140-0009
|
|
2140-0029
|
|
1
|
25 ´ 25
|
200
|
70
|
19
|
8,0
|
34
| ||||
|
2140-0010
|
|
2140-0030
|
|
240
|
100
| |||||||||
|
2140-0059
|
|
2140-0084
|
|
2
|
32 ´ 25
|
280
|
160
|
—
|
12,0
|
80
| ||||
|
2140-0060
|
|
2140-0085
|
|
40 ´ 32
|
300
|
180
|
—
|
16,0
|
110
| |||||
Пример
условного обозначения
резца типа 1 , исполнения
1, сечением h ´
b = 16 ´
16 мм, длиной l = 25 мм, с углом врезки пластины в стержень 10°, с
пластиной из твердого сплава марки ВК4:
Резец 2140—0001 ВК4 ГОСТ 18882—73
Черт. 2
2
Таблица 2
Размеры в мм
|
Обозначение резцов
|
Применяемость
|
Исполнение
|
Сечение резца h ´ b
|
L
|
l
|
d
|
т
|
Тип пластин по ГОСТ 25395-90
|
Диаметр наименьшего растачиваемого отверстия D
|
|
2140-0071
|
|
2
|
16 ´ 12
|
170
|
18
|
—
|
6,0
|
61
|
40
|
|
2140-0251
|
|
1
|
16 ´ 16
|
120
|
25
|
8
|
3,5
|
01
|
14
|
|
2140-0252
|
|
140
|
40
| ||||||
|
2140-0041
|
|
35
|
10
|
4,5
|
18
| ||||
|
2140-0042
|
|
170
|
60
| ||||||
|
2140-0072
|
|
2
|
20 ´ 16
|
200
|
20
|
—
|
8,0
|
62
|
55
|
|
2140-0043
|
|
1
|
20 ´ 20
|
140
|
40
|
12
|
5,5
|
61
|
21
|
|
2140-0044
|
|
170
|
70
| ||||||
|
2140-0045
|
|
50
|
14
|
6,0
|
27
| ||||
|
2140-0046
|
|
200
|
80
| ||||||
|
2140-0073
|
|
2
|
25 ´ 20
|
240
|
25
|
—
|
10,0
|
62
|
70
|
|
2140-0047
|
|
1
|
25 ´ 25
|
200
|
70
|
19
|
8,0
|
34
| |
|
2140-0048
|
|
240
|
100
| ||||||
|
2140-0074
|
|
2
|
32 ´ 25
|
280
|
30
|
—
|
12,0
|
80
| |
|
2140-0075
|
|
40 ´ 32
|
300
|
40
|
—
|
16,0
|
110
|
Пример условного обозначения резца типа 2, исполнения 1 , сечением h ´ b = 16 ´ 16 мм, l = 60 мм, с пластиной из твердого
сплава марки ВК6:
Резец 2140—0042 ВК6 ГОСТ 18882—73
(Измененная редакция, Изм. №
№
2).
4 . Для резцов типа 1 угол врезки пластины в стержень
для обработки чугуна и других хрупких материалов — 10°, для обработки стали и
других вязких материалов — 0°.
(Измененная редакция, Изм. №
1).
5 . Величина радиусов скруглений и фасок, не указанные
в настоящем стандарте, принимаются по технологическим соображениям.
6 . Элементы конструкций и геометрические параметры
резцов указаны в приложении.
7 . Форма заточки передней поверхности и доводка
режущей части указаны в приложении 2 к ГОСТ 18877-73 .
8 . Технические требования — по ГОСТ 5688-61 .
9 . (Исключен, Изм. № 2).
Рекомендуемое
1 . Элементы конструкций и геометрические параметры
резцов указаны на черт. 1 — 6 и в табл. 1
— 4 .
Черт. 1
Черт. 2
2
Таблица 1
Размеры в
мм
|
Сечение резца h ´ b
|
l 1
|
d 1
|
а
|
n
|
h 1
|
h 2
|
h 3
|
h 4
|
Обозначение пластин по ГОСТ 25395-90
| |||
|
Угол врезки пластин
|
Угол врезки пластин
| |||||||||||
|
10 °
|
0°
|
10 °
|
0°
|
10 °
|
0°
| |||||||
|
16 ´ 16
|
15
|
9,5
|
8
|
3,8
|
4,4
|
3,4
|
—
|
6,4
|
4
|
01331
| ||
|
30
| ||||||||||||
|
23
|
12,0
|
8
|
5,0
|
—
|
8,0
|
5
| ||||||
|
48
| ||||||||||||
|
20 ´ 20
|
26
|
15,0
|
10
|
4,5
|
5,2
|
5,4
|
5,6
|
—
|
9,6
|
6
|
01351
|
61351
|
|
56
| ||||||||||||
|
34
|
17,0
|
12
|
6,2
|
7,1
|
6,0
|
6,2
|
8,7
|
11,2
|
7
|
01371
|
61371
| |
|
64
| ||||||||||||
|
25 ´ 25
|
49
|
24,0
|
14
|
9,7
|
10,9
|
9,0
|
9,2
|
12,2
|
15,2
|
9
|
02251
|
62251
|
|
79
| ||||||||||||
Черт. 3
3
Черт. 4
Таблица 2
Размеры в мм
|
Сечение резца h ´ b
|
а
|
n
|
h 1
|
h 2
|
h 3
|
K
|
Обозначение пластин по ГОСТ 25395-90
| |||||
|
Угол врезки пластин
|
Угол врезки пластины
|
Угол врезки пластин
| ||||||||||
|
10 °
|
0°
|
10°
|
0°
|
10°
|
0°
|
10 °
|
0°
|
10 °
|
0°
| |||
|
16 ´ 12
|
12
|
6,2
|
7,1
|
10,8
|
11,0
|
13,5
|
10
|
10
|
10
|
01372
|
61372
| |
|
20 ´ 16
|
14
|
9,7
|
10,9
|
13,8
|
14,0
|
17,0
|
12
|
14
|
13
|
02252
|
62252
| |
|
25 ´ 20
|
18
|
13,7
|
14,9
|
18,8
|
19,0
|
22,0
|
16
|
19
|
18
|
02272
|
62272
| |
|
32 ´ 25
|
22
|
15,3
|
16,7
|
24,7
|
25,0
|
28,5
|
20
|
21
|
20
|
02312
|
62312
| |
|
40 ´ 32
|
25
|
16,4
|
18,2
|
29,6
|
30,0
|
34,8
|
35,0
|
28
|
22
|
21
|
02352
|
62352
|
Черт.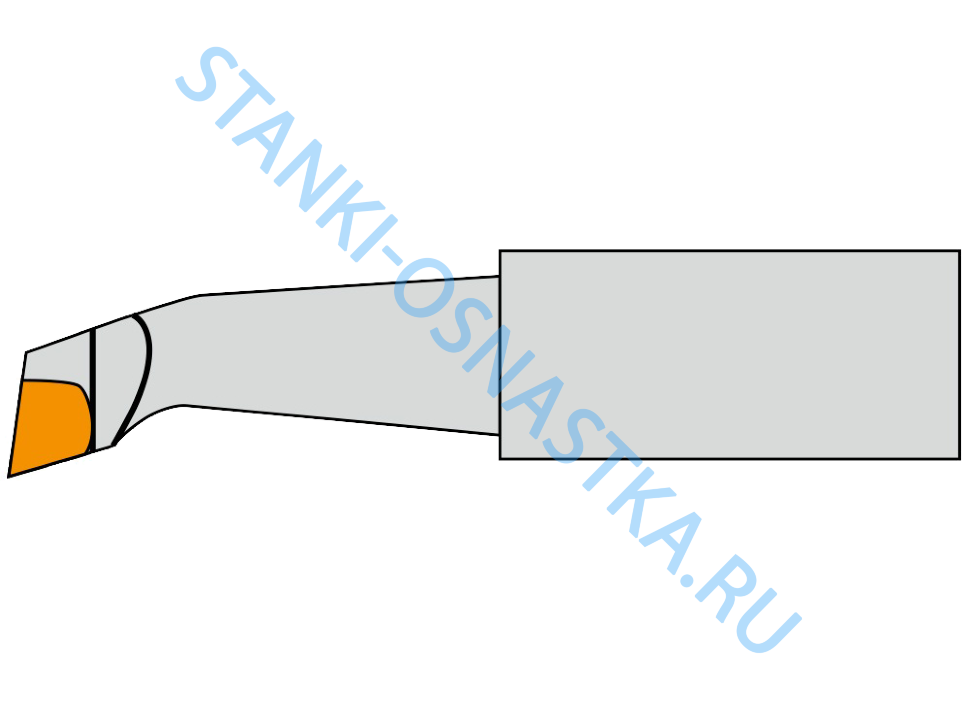 5
5
Таблица 3
Размеры в
мм
|
Сечение резца h ´ b
|
l 1
|
l2
|
d 1
|
а
|
n
|
h 1
|
h2
|
h 3
|
r
|
А
|
Обозначение пластин по ГОСТ 25395-90
|
|
16 ´ 16
|
12
|
10
|
12
|
8
|
4,4
|
3,5
|
—
|
6,5
|
6,5
|
1,5
|
01331
|
|
26
|
24
| ||||||||||
|
23
|
21
|
12
|
8
|
6,5
|
6,5
|
3,0
| |||||
|
48
|
46
| ||||||||||
|
20 ´ 20
|
26
|
24
|
15
|
10
|
5,2
|
5,0
|
9,0
|
9,0
|
2,5
|
61351
| |
|
56
|
54
| ||||||||||
|
34
|
28
|
17
|
12
|
7,0
|
6,0
|
8,5
|
11,0
|
11,0
|
2,0
|
61371
| |
|
64
|
58
| ||||||||||
|
25 ´ 25
|
49
|
40
|
24
|
14
|
10,9
|
8,0
|
11,0
|
14,0
|
14,0
|
3,5
|
62251
|
|
79
|
70
|
Черт. 6
6
Таблица 4
Размеры в
мм
|
Сечение резца h ´ b
|
а
|
n
|
h 1
|
h 2
|
h 3
|
h 4
|
h 5
|
Обозначение пластин по ГОСТ 25395-90
|
|
16 ´ 12
|
12
|
7,0
|
8,0
|
10,5
|
7
|
8,0
|
5,0
|
61372
|
|
20 ´ 16
|
14
|
10,9
|
9,0
|
12,0
|
8
|
10,0
|
5,0
|
62252
|
|
25 ´ 20
|
18
|
14,8
|
13,0
|
16,0
|
10
|
12,5
|
6,5
|
62272
|
|
32 ´ 25
|
22
|
16,6
|
17,0
|
20,5
|
14
|
16,0
|
8,0
|
62312
|
|
40 ´ 32
|
25
|
18,2
|
20,0
|
25,0
|
18
|
20,0
|
10,0
|
62352
|
ПРИЛОЖЕНИЕ . (Измененная редакция, Изм. № 1, 2).
(Измененная редакция, Изм. № 1, 2).
Резец канавочный токарный: виды, размеры, материал, классификация
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.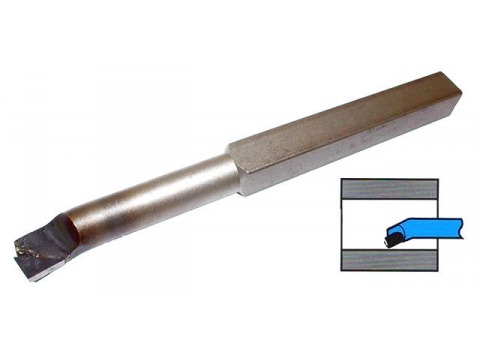
Виды отрезных резцов
Отрезной резец – петушок назван так в силу своеобразия геометрии после заточки. Впервые петушковый токарный резец применил И.К. Евсеев, суть его рационализаторского предложения заключалась в уменьшении ширины стружки по сравнению с шириной реза. Стружка не сможет подклинить – уменьшается вероятность разрушения режущей кромки. Операция выполняется быстрее, не требуется увеличение скорости вращения шпинделя. При установке режущей кромкой вниз стружка падает на станину и не требует активного вмешательства оператора.
ВК8 – твердый сплав (карбида вольфрама 92%, кобальта 8%) применяется как покрытие для инструментов, режущих камень, металл, гранит. ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
Подбирая отрезной резец по металлу, нужно учитывать ряд факторов:
- материал, который необходимо обрабатывать;
- интенсивность работ;
- специфику обработки заготовки;
- степень износа токарного оборудования.

Инструментами из быстрорежущей стали нельзя обрабатывать каленые заготовки и сталь с большим коэффициентом вязкости – рабочие поверхности быстро выкрошатся и восстановить их будет проблематично, а стоимость новых высока. Для работы на станках с ЧПУ лучшим выбором станут твердосплавные резцы, хорошо переносящие температурные нагрузки, которые практически всегда будут присутствовать в цикле обработки. При работе на старом изношенном оборудовании с большими люфтами и биениями лучше применять сборные резцы, их проще затачивать и менять.
3 Подрезной резец, проходной, фасонный и другие – для каких работ используются?
Проходные резцы оптимальны для обточки наружных протяженных конических и цилиндрических поверхностей. Такой инструмент может быть:
- Отогнутым: данный вид резца подходит для снятия фасок, подрезки торцов заготовок, его можно применять при поперечной и продольной подачах. Различают два типа данных резцов – чистовые и черновые. Первые обеспечивают чистую поверхность изделия, прошедшего обработку.
 Их используют тогда, когда стоит задача получить максимально гладкую заготовку.
Их используют тогда, когда стоит задача получить максимально гладкую заготовку. - Прямым: изготавливается из твердосплавных напаянных пластин в соответствии с Государственным стандартом 1973 года 18878.
- Упорным: рекомендован для точения изделий с малой жесткостью. Резец проходной упорный обычно используется для подрезки буртиков и обточки ступенчатых поверхностей.
Для обработки торцов на проход и обточки плоскостей, которые расположены перпендикулярно вращательной оси, применяют подрезной резец, который функционирует с поперечной подачей. А вот для обработки отверстий предназначается расточной инструмент, который без труда растачивает до необходимого диаметра внутренние отверстия детали. Он позволяет на высоком качественном уровне получать не только сквозные, но и глухие отверстия (они по степени точности намного выше чем те, которые получаются когда используются различные виды сверл).
Обрабатываемые при помощи расточного инструмента отверстия должны быть по своим поперечным размерам больше, чем используемые резцы. А длина растачиваемого отверстия должна быть меньше по сравнению с вылетом резца. Стружку крупного сечения такие резцы снимать не могут, так как они склонны к ощутимым вибрациям из-за своей недостаточной жесткости. В целом данный инструмент используется не в таких благоприятных условиях, как применяемые для наружной обточки проходные резцы.
А длина растачиваемого отверстия должна быть меньше по сравнению с вылетом резца. Стружку крупного сечения такие резцы снимать не могут, так как они склонны к ощутимым вибрациям из-за своей недостаточной жесткости. В целом данный инструмент используется не в таких благоприятных условиях, как применяемые для наружной обточки проходные резцы.
Отрезной инструмент дает возможность создавать в теле заготовки канавки, а также производить обрезание детали по требуемым размерам. Подобные резцы изготавливают с головкой, которая по своей ширине меньше тела инструмента, также она характеризуется небольшой толщиной. Задача же токарных резьбовых резцов, как понятно из их названия, нарезать на внутренних и наружных поверхностях заданной резьбы. Они могут отличаться один от одного своей конструкцией, благодаря чему получается дюймовая либо метрическая резьба.
Незаменимым является фасонный резец, который обеспечивает возможность работать с изделиями, имеющими сложную конфигурацию. Их создают для конкретной заготовки, по этой причине они применяются исключительно в массовом и крупносерийном производстве. Фасонный инструмент обладает повышенной производительностью и гарантирует уникальную точность геометрических величин изделия, а также идентичность его формы. Резцы фасонного типа могут быть по своей форме:
- призматическими;
- стержневыми;
- круглыми.
Правила выбора
Первое, на что следует ориентироваться при выборе канавочного токарного инструмента, – это чертеж готового изделия, на котором указаны как размеры и форма канавок, так и допуски на точность их геометрических параметров. Естественно, оказывает влияние на выбор резца и его геометрических параметров материал, из которого выполнена заготовка.
Резец для наружных канавок
При формировании канавок на деталях небольшого размера особенно важно выдерживать небольшую силу резания, что позволяет минимизировать деформации, возникающие в процессе обработки. Обеспечивает соблюдение этого требования острая заточка канавочного инструмента, которая, тем не менее, может привести к его поломке, если неправильно подобран материал твердосплавной пластины и режимы резания – скорость вращения заготовки и величина подачи
При выборе канавочного резца также следует учитывать форму его режущей кромки, которая может быть прямолинейной и заточенной с небольшим радиусом. Естественно, не следует выбирать изделие с криволинейной заточкой режущей кромки, если дно канавки, согласно предоставленному чертежу, должно быть прямым.
Резец для внутренних канавок
Геометрия и размеры резцов канавочного типа
Поскольку резцы канавочного типа испытывают значительную нагрузку в процессе выполнения обработки, что определяет повышенные требования к их жесткости, их изготавливают с напаиваемыми твердосплавными пластинами, характеристики которых оговариваются в ГОСТе 2209-82. Требования же к самому резцу, как сказано выше, приведены в ГОСТе 18874-73.
Основная особенность геометрии резцов канавочного типа состоит в том, что форма их режущей части должна точно соответствовать форме канавки, которую планируется получить с их помощью. Канавки, создаваемые на поверхности заготовки, как правило, имеют небольшую ширину. Соответственно, режущая часть инструмента, с помощью которого их формируют, тоже достаточно узкая, что делает ее очень уязвимой к механическим повреждениям. Кроме того, рабочая головка с каждой боковой стороны имеет сужение по направлению к державке (на 1–2 градуса). Такое сужение боковых сторон режущей части необходимо для того, чтобы уменьшить их трение о стенки формируемой канавки.
Геометрические параметры канавочного резца
Чтобы повысить прочность режущей головки канавочного токарного инструмента, ее высоту делают значительно больше, чем ширину. Для этого также необходимы небольшой передний угол и заточка режущей кромки с небольшим радиусом (криволинейная). Оптимальными величинами углов резания для резцов канавочного типа являются 15–250 (передний), 8–120 (задний).
Ширину рабочей части канавочного инструмента, которая, согласно требованиям ГОСТа 18874-73, может варьироваться в широком диапазоне, выбирают в зависимости от того, какой ширины канавку необходимо сформировать на наружной или внутренней поверхности обрабатываемой заготовки.
Особенности токарной обработки с использованием канавочного резца
Технологический цикл токарных работ имеет свою специфику, которая зависит от станочного парка, обрабатываемых материалов и сложности производимых деталей. Работа начинается с анализа эскиза детали и разбиения на элементарные операции с использованием одной оснастки. При большом количестве однотипных деталей имеет смысл выполнять одну операцию сразу для всех, не меняя при этом инструмент. Например, необходимо произвести выборку в торце десятка заготовок: устанавливается резец для торцевых канавок, инструмент налаживается под заданные размеры и производится проходка всех деталей.
Скорость обработки канавок резцом напрямую зависит от возможностей оборудования: на малых оборотах нет возможности обрабатывать каленые заготовки или получить фасонную поверхность. Шпиндель с люфтом приводит к биению заготовки, в итоге не удается соблюсти заданные параметры и допуски. В самом неприятном варианте деталь может заклинить и сломать головку резца или травмировать оператора. Во многих производственных цехах стоят станки, выпущенные в СССР и давно выработавшие свои ресурсы, соблюсти жесткие допуски на них очень сложно – подающие суппорты просто не могут обеспечить штатные 0. 07-0.2 мм/об подачи. На таких станках оптимально использование канавочных резцов составной конструкции с режущими пластинами, которые сравнительно легко менять и точить.
В общем случае проходку глубоких канавок осуществляют с использованием обдирочных (черновых) и чистовых (получистовых) инструментов. Сначала делают рез черновыми, оставляя порядка 0.5 мм до заданных размеров, остаток снимают чистовым инструментом. В случае очень жестких допусков применяются резцы тонкого точения, обработка наружной поверхности ведется радиальными резцами, когда инструмент стоит перпендикулярно оси точения. Для станков, работающих в автоматическом или полуавтоматическом режиме, характерно применение тангенциальных резцов, суппорт подачи двигается параллельно оси заготовки, в таком режиме можно добиться высокой чистоты поверхности.
Советы по выбору качественных резцов при покупке
Чтобы правильно выбрать резцы для того или иного конкретного случая, надо опираться на следующие важные параметры:
Какой металл подвергается обработке чаще всего? Какие операции выполняются на оборудовании?
Важно заранее расставить приоритеты, между износоустойчивостью, эффективностью обработок и качеством изделий.
Если токарь только начинает работать, то ему достаточно приобрести инструмент трёх видов:
- Расточные SDQCR.
- Нейтральные наружного типа
- Проходные, для обработки торцов. SDACR.
Наборы с резцами токаря актуальны, если эксплуатация планируется долгосрочная. Преимущество – комплекты со сменными пластинами. Необходимость в покупке новых державок отпадает, достаточно менять расходные составляющие.
Что касается производителей, то вот несколько названий, заслуживающих внимания:
- Калибр.
- СиТО.
- Proma из Чехии.
- Hoffman Garant из Германии.
Первые два производителя – российские. Актуальным будет приобретение специальной заточной машинки. Тогда при износе резцов самостоятельное возвращение работоспособности не доставит хлопот. Не нужно тратить время, ожидая мастеров.
Два круга абразивного свойства, поддержка охлаждающей системы становятся важными компонентами для современных агрегатов по заточке, шлифованию. Один диск – из карбида кремния, другой – на основе электрокорунда. Часть резца спереди обрабатывают первой, после неё идут поверхности сзади и дополнение. Цель – получение ровной кромки, способной разрезать материалы.
Резцы по дереву для токарного станка: назначение и конструкция элементов
Главным предназначением токарных резцов по дереву является ручная обработка вращающейся в специальном станке детали. Используемый для этих целей токарный станок предназначен для придания телу вращения. Деревянные заготовки, имеющие изначально округлую форму, с помощью двух фиксаторов устанавливаются на токарном станке. Один фиксатор соединен с электромотором, что приводит деталь в движение.
От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации
Важно! Со стороны мотора фиксация обязательно должна быть жесткой, чтобы вращательные движения не происходили в холостую. Резцы, которые закрепляются на вращающем механизме, выполняют обработку тела вращения
В зависимости от прочности, формы и остроты резца формируются следы на деревянной заготовке. Это также определяет форму обрабатываемой детали
Резцы, которые закрепляются на вращающем механизме, выполняют обработку тела вращения. В зависимости от прочности, формы и остроты резца формируются следы на деревянной заготовке. Это также определяет форму обрабатываемой детали.
Конструкция резца токарного станка состоит из рабочей металлической части и деревянной ручки. Рабочий элемент условно состоит из лезвия, тела и хвостовика. Лезвие состоит из переднего, заднего и заостренного угла. Величина угла заострения зависит от материала заготовки. Чаще всего мастера для работы с древесиной используют острые углы. Тело является основной частью, за которую нерабочей рукой токарь удерживает резец на подлокотнике станка. Хвостовик представляет собой зауженную часть, в которую переходит тело инструмента. Именно на нем крепится ручка токарного резца.
Конструкция ручки состоит из основы и шейки. Основа является большей частью ручки, за которую токарь держится рукой. Шейка представлена маленькой цилиндрической частью с металлическим крепежным кольцом. Она предназначена для предотвращения растрескивания ручки во время набивания ее на хвостовик рабочей части.
Токарные резцы по дереву состоят из заднего, заострённого и переднего угла
2 Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой.
 Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы. - Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
2.1 Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Резцы со сменными головками
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.
Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.
Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
Проходные упорные
Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
Основное назначение инструмента
Этот режущий инструмент применяется в машиностроении на самых разных станках: фрезерных; строгальных; долбёжных; токарных.
С помощью этого инструмента происходит обработка самых разных деталей, с определённой точностью. Чтобы получить изделие нужной формы, с детали снимается несколько слоёв металла. Для этого его прочно закрепляют в резцедержателе.
Рабочая поверхность инструмента имеет очень острую кромку, напоминающую клин. Он врезается в заготовку, деформирует её наружную поверхность. В результате она начинает скалываться. Передняя поверхность инструмента сдвигает её, превращая в стружку.
Поступательное движение продолжается, процесс скалывания не останавливается, продолжается образование стружки. Её внешний вид сильно зависит от нескольких факторов:
- Скорость вращения детали.
- Подача.
- СОЖ.
В зависимости от вида операции, оснастка подразделяется на несколько типов:
- Токарная.
- Долбёжная.
- Строгальная.
Для перемещения заготовки совместно с инструментом в горизонтальном направлении, устанавливается строгальный резец. Если резание происходит вертикально, пользуются долбёжным приспособлением. Оба приспособления работают по одному принципу. Они отличаются от аналогичной токарной оснастки, так как на этом станке процесс резания происходит непрерывно. Когда выполняется строгание или долбление, врезание происходит только во время рабочего хода.
Согласно технологическому процессу, обработка заготовки может иметь несколько операций:
- Черновую.
- Получистовую. Резец имеет режущую пластину с закруглённой режущей кромкой. В результате улучшается шероховатость поверхности.
- Чистовую.
- Тонкое точение.
Обработка глухих отверстий
Очень часто встречаются конструкции, где детали не имеют сквозных отверстий. Чтобы их расточить, применяется специальный, расточной резец для глухих отверстий. Все типы такого инструмента стандартизованы. В ГОСТе можно посмотреть размеры резца, а также его конструкцию.
Когда приходится обрабатывать глухие отверстия, устанавливается режущая пластина в виде треугольника. Для удобства работы, рабочая часть державки имеет небольшой изгиб. По диаметру отверстия, подбирается соответствующий габарит державки.
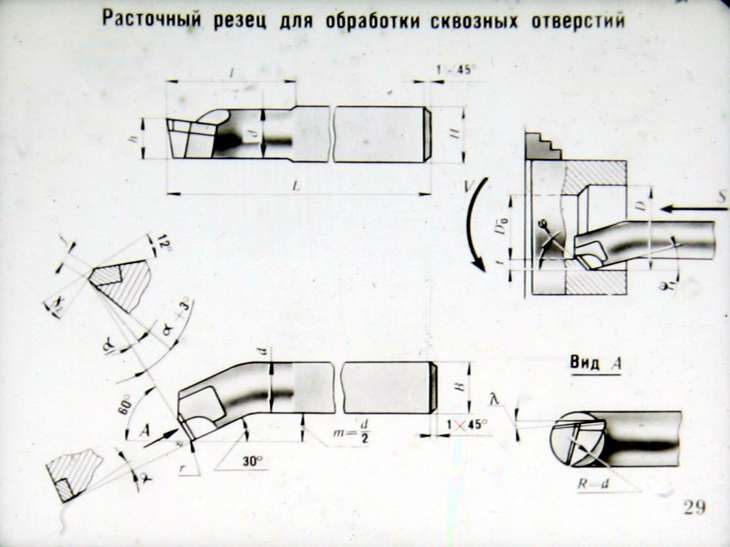
Растачивание сквозных отверстий
Чтобы использовать изогнутый резец, в детали предварительно сверлят отверстие. Его глубина находится в прямой зависимости от размера державки. Чем она длиннее, тем больше глубина отверстия. Толщина слоя снимаемого металла, при такой обработке примерно равна величине загиба режущей части.
Расточной инструмент для работы на токарном станке
Токарная обработка деталей считается одной из важнейших операции машиностроения. При помощи расточного инструмента выполняется обработка глухих или сквозных отверстий.
Использование расточного инструмента даёт возможность получить высокую точность обработки и отличную шероховатость поверхности. Расточные операции выполняются только в определённых ситуациях:
- Когда сверление не даёт точных размеров и нужной чистоты поверхности.
- Отсутствует нужный инструмент для получения требуемого диаметра.
- Необходимо получить прямолинейное отверстие с точным расположением оси. Диаметр обрабатываемого отверстия намного больше стандартного размера сверла.
- Очень маленькая длина отверстия.
Для обработки цветных металлов, пластмассы и других лёгких материалов, применяют резцы, для изготовления которых используется инструментальная сталь. Если в рабочую головку установлена твердосплавная пластина, используют прочную нержавеющую сталь.
Во время работы режущая часть начинает изнашиваться, происходит выкрашивание твердосплавной пластины. Резцы приходится перетачивать.
Вращающаяся расточная головка и оправки Kennametal®
Фильтры
:relevance:obsoleteFacet:false:allCategoriesKMT:596
162460
Фильтры
Посмотреть фильтры в
Метрика
Дюйм
Обновить поисковый запрос
Показать устаревшие продукты
Основные фильтры
Материал заготовки
Материал заготовки
П
п
Стали
(137) 92 УТС
(137)
М
М
Нержавеющая сталь
(137)
К
К
Чугун
(132)
Н
Н
Цветные материалы
(132)
N1
N1Кованый алюминий
(132)
Н2
N2Алюминиевые сплавы с низким содержанием кремния и сплавы магния
Si <12,2%
(132)
N3
N3Алюминиевые сплавы с высоким содержанием кремния
Si >12,2%
(132)
N4
N4Медь, латунь, цинк на основе индекса обрабатываемости в диапазоне 70-100
(132)
N5
N5Нейлон, пластмассы, каучуки, фенольные смолы, смолы, стекловолокно
(132)
N6
N6Углеродные, графитовые композиты, углепластик
(132)
N7
N7ММС
(132)
92 УТС
(137)
ч
ЧАС
Закаленные материалы
(130)
ч2
h2Закаленные материалы
44-48 HRc
(130)
ч3
h3Закаленные материалы
48-55 HRc
(130)
ч4
h4Закаленные материалы
56-60 HRc
(130)
ч5
h5Закаленные материалы
>60 HRC
(130)
Приложения
Приложения
Чистовая обработка глухих и поперечных отверстий
Чистовая обработка глухих и поперечных отверстий
(71)
Чистовая обработка глухих отверстий
Отделка глухих отверстий
(133)
Резка в нескольких направлениях
Резка в нескольких направлениях
(12)
Чистовая обработка сквозных и поперечных отверстий
Чистовая обработка сквозных и поперечных отверстий
(71)
Чистовая обработка сквозных отверстий
Обработка сквозных отверстий
(133)
Условия резки
Условия резки
Сильно прерванный монтаж
Сильно прерванный монтаж
(88)
Слегка прерванный монтаж
Слегка прерванный монтаж
(95)
Гладкий рез
Гладкий срез
(95)
Различная глубина резания
Различная глубина резания
(95)
выбор диапазона
знак равно
≥
≤
Диапазон
Угол режущей кромки инструмента
Угол режущей кромки инструмента
90,0
90,0
(59)
91,0
91,0
(8)
92,0
92,0
(23)
93,0
93,0
(1)
95,0
95,0
(4)
Угол режущей кромки инструмента Мин.
инструментРежущая кромкаУгол
Введите значение
90,0 (59)
91,0 (8)
92,0 (23)
93,0 (1)
95,0 (4)
к
Макс. угол режущей кромки инструмента
Угол режущей кромки инструмента
90,0 (59)
91,0 (8)
92,0 (23)
93,0 (1)
95,0 (4)
Стиль соединения
Стиль соединения
Расточная оправка E-BORE
Расточная оправка E-BORE
(21)
Выемка свистка 2 спереди
Свисток выемка 2 спереди
(12)
выбор диапазона
знак равно
≥
≤
Диапазон
Количество режущих кромок на пластину
Количество режущих кромок на пластину
1,0
1,0
(28)
2.
02.0
(28)
3.0
3.0
(5)
4.0
4.0
(26)
Количество режущих кромок на пластину мин.
режущие кромки за вставку
Введите значение
1,0 (28)
2,0 (28)
3,0 (5)
4,0 (26)
к
Количество режущих кромок на пластину макс.
Количество режущих кромок на пластину
1,0 (28)
2,0 (28)
3,0 (5)
4,0 (26)
Возможность внутренней подачи СОЖ
Возможность внутренней подачи СОЖ
- Д
(169)
Угловая конфигурация
выбор диапазона
≈
≥
≤
Диапазон
Угловой радиус
Угловой радиус
0,002
0,002 дюйма
(40)
0,004
0,004 дюйма
(135)
0,007
0,007 дюйма
(2)
0,008
0,008 дюйма
(130)
0,015
0,015 дюйма
(2)
0,016
0,016 дюйма
(130)
0,031
0,031 дюйма
(130)
0,047
0,047 дюйма
(10)
0,063
0,063 дюйма
(3)
Минимальный угловой радиус
уголРадиус_I
Введите значение
0,002 дюйма (40)
0,004 дюйма (135)
0,007 дюйма (2)
0,008 дюйма (130)
0,015 дюйма (2)
0,016 дюйма (130)
0,031 дюйма (130)
0,047 дюйма (10)
0,063 дюйма (3)
к
Угловой радиус макс.
Угловой радиус
0,002 дюйма (40)
0,004 дюйма (135)
0,007 дюйма (2)
0,008 дюйма (130)
0,015 дюйма (2)
0,016 дюйма (130)
0,031 дюйма (130)
0,047 дюйма (10)
0,063 дюйма (3)
выбор диапазона
≈
≥
≤
Диапазон
Угловой радиус
Угловой радиус
0,05
0,05 мм
(40)
0,1
0,1 мм
(135)
0,176
0,176 мм
(2)
0,2
0,2 мм
(130)
0,375
0,375 мм
(2)
0,4
0,4 мм
(130)
0,8
0,8 мм
(130)
1.
2011201 мм
(10)
1,6
1,6 мм
(3)
Угловой радиус мин.
уголРадиус_M
Введите значение
0,05 мм (40)
0,1 мм (135)
0,176 мм (2)
0,2 мм (130)
0,375 мм (2)
0,4 мм (130)
0,8 мм (130)
1201 мм (10)
1,6 мм (3)
к
Угловой радиус макс.
Угловой радиус
0,05 мм (40)
0,1 мм (135)
0,176 мм (2)
0,2 мм (130)
0,375 мм (2)
0,4 мм (130)
0,8 мм (130)
1201 мм (10)
1,6 мм (3)
выбор диапазона
знак равно
≥
≤
Диапазон
Угловая фаска
Угловая фаска
0,0
0,0 мм
(63)
Угловая фаска мин.
уголChamfer_M
Введите значение
0,0 мм (63)
к
Угловая фаска Макс.
Угловая фаска
0,0 мм (63)
выбор диапазона
знак равно
≥
≤
Диапазон
Угловая фаска
Угловая фаска
0,0
0,0 дюйма
(63)
Угловая фаска мин.
уголChamfer_I
Введите значение
0,0 дюйма (63)
к
Угловая фаска Макс.
Угловая фаска
0,0 дюйма (63)
Применение
Минимальная глубина резания
Минимальная глубина резания
Минимальная подача
Минимальная подача
Состояние бурения
Состояние бурения
Слегка прерванный монтаж
Слегка прерванный монтаж
(1)
Гладкий рез
Гладкий срез
(1)
Различная глубина резания
Различная глубина резания
(1)
Класс режущего инструмента
Класс режущего инструмента
Рука инструмента
Рука инструмента
Р
р
(33)
Вставка стеклоочистителя
Вставка стеклоочистителя
Н
Н
(33)
Д
Д
(26)
выбор диапазона
знак равно
≥
≤
Диапазон
Минимальный диаметр осевой канавки
Минимальный диаметр осевой канавки
2.
02,0 мм
(1)
4.0
4,0 мм
(1)
6.0
6,0 мм
(4)
8.0
8,0 мм
(2)
8,5
8,5 мм
(2)
10,0
10,0 мм
(4)
11,0
11,0 мм
(2)
12,0
12,0 мм
(3)
13,5
13,5 мм
(2)
14,0
14,0 мм
(4)
15,0
15,0 мм
(1)
16,0
16,0 мм
(4)
19,0
190,0 мм
(1)
19,5
19,5 мм
(1)
20,0
20,0 мм
(1)
22,0
22,0 мм
(1)
22,5
22,5 мм
(1)
24,5
24,5 мм
(1)
25,0
25,0 мм
(3)
25,5
25,5 мм
(2)
29,0
290,0 мм
(2)
29,5
29,5 мм
(2)
33,5
33,5 мм
(1)
34,0
34,0 мм
(2)
36,0
36,0 мм
(2)
40,0
40,0 мм
(1)
40,5
40,5 мм
(1)
42,0
42,0 мм
(1)
43,0
43,0 мм
(2)
45,5
45,5 мм
(1)
47,0
47,0 мм
(1)
49,0
49,0 мм
(1)
50,0
50,0 мм
(1)
52,0
52,0 мм
(2)
53,0
53,0 мм
(1)
56,5
56,5 мм
(1)
60,0
60,0 мм
(2)
61,0
61,0 мм
(1)
65,0
65,0 мм
(3)
68,0
68,0 мм
(1)
76,0
76,0 мм
(1)
82,0
82,0 мм
(1)
97,0
97,0 мм
(1)
100,0
100,0 мм
(2)
103,5
103,5 мм
(1)
110,0
110,0 мм
(1)
125,0
125,0 мм
(1)
138,0
138,0 мм
(3)
200,0
200,0 мм
(2)
Минимальный диаметр осевой канавки Мин.
осевойGrooveDiaMin_M
Введите значение
2,0 мм (1)
4,0 мм (1)
6,0 мм (4)
8,0 мм (2)
8,5 мм (2)
10,0 мм (4)
11,0 мм (2)
12,0 мм (3)
13,5 мм (2)
14,0 мм (4)
15,0 мм (1)
16,0 мм (4)
190,0 мм (1)
19,5 мм (1)
20,0 мм (1)
22,0 мм (1)
22,5 мм (1)
24,5 мм (1)
25,0 мм (3)
25,5 мм (2)
29,0 мм (2)
29,5 мм (2)
33,5 мм (1)
34,0 мм (2)
36,0 мм (2)
40,0 мм (1)
40,5 мм (1)
42,0 мм (1)
43,0 мм (2)
45,5 мм (1)
47,0 мм (1)
49,0 мм (1)
50,0 мм (1)
52,0 мм (2)
53,0 мм (1)
56,5 мм (1)
60,0 мм (2)
61,0 мм (1)
65,0 мм (3)
68,0 мм (1)
76,0 мм (1)
82,0 мм (1)
97,0 мм (1)
100,0 мм (2)
103,5 мм (1)
110,0 мм (1)
125,0 мм (1)
138,0 мм (3)
200,0 мм (2)
к
Минимальный диаметр осевой канавки Макс.
Минимальный диаметр осевой канавки
2,0 мм (1)
4,0 мм (1)
6,0 мм (4)
8,0 мм (2)
8,5 мм (2)
10,0 мм (4)
11,0 мм (2)
12,0 мм (3)
13,5 мм (2)
14,0 мм (4)
15,0 мм (1)
16,0 мм (4)
190,0 мм (1)
19,5 мм (1)
20,0 мм (1)
22,0 мм (1)
22,5 мм (1)
24,5 мм (1)
25,0 мм (3)
25,5 мм (2)
29,0 мм (2)
29,5 мм (2)
33,5 мм (1)
34,0 мм (2)
36,0 мм (2)
40,0 мм (1)
40,5 мм (1)
42,0 мм (1)
43,0 мм (2)
45,5 мм (1)
47,0 мм (1)
49,0 мм (1)
50,0 мм (1)
52,0 мм (2)
53,0 мм (1)
56,5 мм (1)
60,0 мм (2)
61,0 мм (1)
65,0 мм (3)
68,0 мм (1)
76,0 мм (1)
82,0 мм (1)
97,0 мм (1)
100,0 мм (2)
103,5 мм (1)
110,0 мм (1)
125,0 мм (1)
138,0 мм (3)
200,0 мм (2)
выбор диапазона
знак равно
≥
≤
Диапазон
Минимальный диаметр осевой канавки
Минимальный диаметр осевой канавки
0,079
0,079 дюйма
(1)
0,157
0,157 дюйма
(1)
0,237
0,237 дюйма
(4)
0,315
0,315 дюйма
(2)
0,335
0,335 дюйма
(2)
0,394
0,394 дюйма
(4)
0,433
0,433 дюйма
(2)
0,473
0,473 дюйма
(3)
0,531
0,531 дюйма
(2)
0,551
0,551 дюйма
(4)
0,591
0,591 дюйм
(1)
0,63
0,63 дюйма
(4)
0,748
0,748 дюйма
(1)
0,768
0,768 дюйма
(1)
0,787
0,787 дюйма
(1)
0,866
0,866 дюйма
(1)
0,886
0,886 дюйма
(1)
0,965
0,965 дюйма
(1)
0,984
0,984 дюйма
(3)
1,004
1,004 дюйма
(2)
1,143
1,143 дюйма
(2)
1,161
1,161 дюйма
(2)
1,319
1,319 дюйма
(1)
1,339
1,339 дюйма
(2)
1,417
1,417 дюйма
(2)
1,575
1,575 дюйма
(1)
1,594
1,594 дюйма
(1)
1,655
1,655 дюйма
(1)
1,693
1,693 дюйма
(2)
1,792
1,792 дюйма
(1)
1,85
1,85 дюйма
(1)
1,929
1,929 дюйма
(1)
1,969
1,969 дюйма
(1)
2,047
2,047 дюйма
(2)
2,087
2,087 дюйма
(1)
2,224
2,224 дюйма
(1)
2,362
2,362 дюйма
(2)
2.
4022,402 дюйма
(1)
2,559
2,559 дюйма
(3)
2,677
2,677 дюйма
(1)
2,992
2,992 дюйма
(1)
3.
2283,228 дюйма
(1)
3.819
3,819 дюйма
(1)
3,938
3,938 дюйма
(2)
4.075
4,075 дюйма
(1)
4.
3314,331 дюйма
(1)
4.921
4,921 дюйма
(1)
5.433
5,433 дюйма
(3)
7,875
7,875 дюйма
(2)
Минимальный диаметр осевой канавки Мин.
осевойGrooveDiaMin_I
Введите значение
0,079 дюйма (1)
0,157 дюйма (1)
0,237 дюйма (4)
0,315 дюйма (2)
0,335 дюйма (2)
0,394 дюйма (4)
0,433 дюйма (2)
0,473 дюйма (3)
0,531 дюйма (2)
0,551 дюйма (4)
0,591 дюйма (1)
0,63 дюйма (4)
0,748 дюйма (1)
0,768 дюйма (1)
0,787 дюйма (1)
0,866 дюйма (1)
0,886 дюйма (1)
0,965 дюйма (1)
0,984 дюйма (3)
1,004 дюйма (2)
1,143 дюйма (2)
1,161 дюйма (2)
1,319 дюйма (1)
1,339 дюйма (2)
1,417 дюйма (2)
1,575 дюйма (1)
1,594 дюйма (1)
1,655 дюйма (1)
1,693 дюйма (2)
1,792 дюйма (1)
1,85 дюйма (1)
1,929 дюйма (1)
1,969 дюйма (1)
2,047 дюйма (2)
2,087 дюйма (1)
2,224 дюйма (1)
2,362 дюйма (2)
2,402 дюйма (1)
2,559 дюйма (3)
2,677 дюйма (1)
2,992 дюйма (1)
3,228 дюйма (1)
3,819 дюйма (1)
3,938 дюйма (2)
4,075 дюйма (1)
4,331 дюйма (1)
4. 921 дюйм (1)
5,433 дюйма (3)
7,875 дюйма (2)
к
Минимальный диаметр осевой канавки Макс.
Минимальный диаметр осевой канавки
0,079 дюйма (1)
0,157 дюйма (1)
0,237 дюйма (4)
0,315 дюйма (2)
0,335 дюйма (2)
0,394 дюйма (4)
0,433 дюйма (2)
0,473 дюйма (3)
0,531 дюйма (2)
0,551 дюйма (4)
0,591 дюйм (1)
0,63 дюйма (4)
0,748 дюйма (1)
0,768 дюйма (1)
0,787 дюйма (1)
0,866 дюйма (1)
0,886 дюйма (1)
0,965 дюйма (1)
0,984 дюйма (3)
1,004 дюйма (2)
1,143 дюйма (2)
1,161 дюйма (2)
1,319 дюйма (1)
1,339 дюйма (2)
1,417 дюйма (2)
1,575 дюйма (1)
1,594 дюйма (1)
1,655 дюйма (1)
1,693 дюйма (2)
1,792 дюйма (1)
1,85 дюйма (1)
1,929 дюймов (1)
1,969 дюйма (1)
2,047 дюйма (2)
2,087 дюйма (1)
2,224 дюйма (1)
2,362 дюйма (2)
2,402 дюйма (1)
2,559 дюйма (3)
2,677 дюйма (1)
2,992 дюйма (1)
3,228 дюйма (1)
3,819 дюйма (1)
3,938 дюйма (2)
4,075 дюйма (1)
4,331 дюйма (1)
4,921 дюйма (1)
5,433 дюйма (3)
7,875 дюйма (2)
выбор диапазона
знак равно
≥
≤
Диапазон
Максимальный диаметр осевой канавки
Максимальный диаметр осевой канавки
Максимальный диаметр осевой канавки Мин.
осевая канавкаDiaMax_I
Введите значение
0,276 дюйма (1)
0,315 дюйма (2)
0,354 дюйма (1)
0,374 дюйма (1)
0,394 дюйма (2)
0,453 дюйма (1)
0,473 дюйма (5)
0,551 дюйма (4)
0,572 дюйма (1)
0,63 дюйма (4)
0,65 дюйма (1)
0,669 дюйма (1)
0,768 дюйма (1)
0,787 дюйма (4)
0,886 дюйма (1)
0,906 дюйма (1)
0,984 дюйма (1)
1,004 дюйма (1)
1,024 дюйма (1)
1,181 дюйма (2)
1,319 дюйма (1)
1,457 дюйма (2)
1,614 дюйма (1)
1,713 дюйма (1)
1,732 дюйма (1)
2,087 дюйма (1)
2,126 дюйма (1)
2,283 дюйма (1)
2,559в 1)
2,598 дюйма (2)
3,031 дюйма (1)
3,269 дюйма (1)
3,938 дюйма (1)
4,016 дюйма (1)
4,055 дюйма (1)
5,118 дюйма (1)
5,984 дюйма (1)
8,071 дюйма (2)
40,158 дюйма (2)
к
Максимальный диаметр осевой канавки Макс.
Максимальный диаметр осевой канавки
0,276 дюйма (1)
0,315 дюйма (2)
0,354 дюйма (1)
0,374 дюйма (1)
0,394 дюйма (2)
0,453 дюйма (1)
0,473 дюйма (5)
0,551 дюйма (4)
0,572 дюйма (1)
0,63 дюйма (4)
0,65 дюйма (1)
0,669 дюйма (1)
0,768 дюйма (1)
0,787 дюйма (4)
0,886 дюйма (1)
0,906 дюйма (1)
0,984 дюйма (1)
1,004 дюйма (1)
1,024 дюйма (1)
1,181 дюйма (2)
1,319 дюйма (1)
1,457 дюйма (2)
1,614 дюйма (1)
1,713 дюйма (1)
1,732 дюйма (1)
2,087 дюйма (1)
2,126 дюйма (1)
2,283 дюйма (1)
2,559в 1)
2,598 дюйма (2)
3,031 дюйма (1)
3,269 дюйма (1)
3,938 дюйма (1)
4,016 дюйма (1)
4,055 дюйма (1)
5,118 дюйма (1)
5,984 дюйма (1)
8,071 дюйма (2)
40,158 дюйма (2)
выбор диапазона
знак равно
≥
≤
Диапазон
Максимальный диаметр осевой канавки
Максимальный диаметр осевой канавки
Максимальный диаметр осевой канавки Мин.
осевая канавкаDiaMax_M
Введите значение
7,0 мм (1)
8,0 мм (2)
90,0 мм (1)
9,5 мм (1)
10,0 мм (2)
11,5 мм (1)
12,0 мм (5)
14,0 мм (4)
14,5 мм (1)
16,0 мм (4)
16,5 мм (1)
17,0 мм (1)
19,5 мм (1)
20,0 мм (4)
22,5 мм (1)
23,0 мм (1)
25,0 мм (1)
25,5 мм (1)
26,0 мм (1)
30,0 мм (2)
33,5 мм (1)
37,0 мм (2)
41,0 мм (1)
43,5 мм (1)
44,0 мм (1)
53,0 мм (1)
54,0 мм (1)
58,0 мм (1)
65,0 мм (1)
66,0 мм (2)
77,0 мм (1)
83,0 мм (1)
100,0 мм (1)
102,0 мм (1)
103,0 мм (1)
130,0 мм (1)
152,0 мм (1)
205,0 мм (2)
1020,0 мм (2)
к
Максимальный диаметр осевой канавки Макс.
Максимальный диаметр осевой канавки
7,0 мм (1)
8,0 мм (2)
90,0 мм (1)
9,5 мм (1)
10,0 мм (2)
11,5 мм (1)
12,0 мм (5)
14,0 мм (4)
14,5 мм (1)
16,0 мм (4)
16,5 мм (1)
17,0 мм (1)
19,5 мм (1)
20,0 мм (4)
22,5 мм (1)
23,0 мм (1)
25,0 мм (1)
25,5 мм (1)
26,0 мм (1)
30,0 мм (2)
33,5 мм (1)
37,0 мм (2)
41,0 мм (1)
43,5 мм (1)
44,0 мм (1)
53,0 мм (1)
54,0 мм (1)
58,0 мм (1)
65,0 мм (1)
66,0 мм (2)
77,0 мм (1)
83,0 мм (1)
100,0 мм (1)
102,0 мм (1)
103,0 мм (1)
130,0 мм (1)
152,0 мм (1)
205,0 мм (2)
1020,0 мм (2)
Направление резки
Направление резки
Б
Б
(2)
Э
Е
(31)
Стиль переднего угла
Стиль переднего угла
ОТРИЦАТЕЛЬНЫЙ НОЛЬ
ОТРИЦАТЕЛЬНЫЙ НОЛЬ
(21)
НЕЙТРАЛЬ (НОЛЬ)
НЕЙТРАЛЬНО (НОЛЬ)
(11)
выбор диапазона
знак равно
≥
≤
Диапазон
Максимальная глубина скважины
Максимальная глубина скважины
0,562
0,562 дюйма
(1)
0,787
0,787 дюйма
(1)
0,803
0,803 дюйма
(1)
0,854
0,854 дюйма
(1)
0,906
0,906 дюйма
(1)
1,041
1,041 дюйма
(1)
1.
1021,102 дюйма
(1)
1.104
1,104 дюйма
(1)
1,181
1,181 дюйма
(1)
1.201
1,201 дюйма
(1)
1,28
1,28 дюйма
(1)
1,298
1,298 дюйма
(1)
1,338
1,338 дюйма
(1)
1,415
1,415 дюйма
(1)
1,516
1,516 дюйма
(1)
1,573
1,573 дюйма
(1)
1,574
1,574 дюйма
(1)
1,693
1,693 дюйма
(1)
1,695
1,695 дюйма
(1)
1,907
1,907 дюйма
(1)
2,165
2,165 дюйма
(2)
2,277
2,277 дюйма
(1)
2,362
2,362 дюйма
(2)
2,757
2,757 дюйма
(2)
2,953
2,953 дюйма
(2)
3,543
3,543 дюйма
(2)
3,938
3,938 дюйма
(1)
4.
7244,724 дюйма
(1)
Максимальная глубина отверстия Мин.
maxBoreDepth_I
Введите значение
0,562 дюйма (1)
0,787 дюйма (1)
0,803 дюйма (1)
0,854 дюйма (1)
0,906 дюйма (1)
1,041 дюйма (1)
1,102 дюйма (1)
1,104 дюйма (1)
1,181 дюйма (1)
1,201 дюйма (1)
1,28 дюйма (1)
1,298 дюймов (1)
1,338 дюйма (1)
1,415 дюйма (1)
1,516 дюйма (1)
1,573 дюйма (1)
1,574 дюйма (1)
1,693 дюйма (1)
1,695 дюйма (1)
1,907 дюйма (1)
2,165 дюйма (2)
2,277 дюйма (1)
2,362 дюйма (2)
2,757 дюйма (2)
2,953 дюйма (2)
3,543 дюйма (2)
3,938 дюйма (1)
4,724 дюйма (1)
к
Максимальная глубина отверстия Макс.
Максимальная глубина скважины
0,562 дюйма (1)
0,787 дюйма (1)
0,803 дюйма (1)
0,854 дюйма (1)
0,906 в (1)
1,041 дюйма (1)
1,102 дюйма (1)
1,104 дюйма (1)
1,181 дюйма (1)
1,201 дюйма (1)
1,28 дюйма (1)
1,298 дюйма (1)
1,338 дюйма (1)
1,415 дюйма (1)
1,516 дюйма (1)
1,573 дюйма (1)
1,574 дюйма (1)
1,693 дюйма (1)
1,695 дюйма (1)
1,907 дюйма (1)
2,165 дюйма (2)
2,277 дюйма (1)
2,362 дюйма (2)
2,757 дюйма (2)
2,953 дюйма (2)
3,543 дюйма (2)
3,938 дюйма (1)
4,724 дюйма (1)
выбор диапазона
знак равно
≥
≤
Диапазон
Максимальная глубина скважины
Максимальная глубина скважины
14.
27514,275 мм
(1)
20,0
20,0 мм
(1)
20.401
20 401 мм
(1)
21.701
21 701 мм
(1)
23,0
23,0 мм
(1)
26.
45126,451 мм
(1)
28,0
28,0 мм
(1)
28.05
28,05 мм
(1)
30,0
30,0 мм
(1)
30,5
30,5 мм
(1)
32,5
32,5 мм
(1)
32,975
32,975 мм
(1)
33,975
33,975 мм
(1)
35,95
35,95 мм
(1)
38,5
38,5 мм
(1)
39,95
39,95 мм
(1)
39,975
39,975 мм
(1)
43,0
43,0 мм
(1)
43.
05143,051 мм
(1)
48.426
48,426 мм
(1)
55,0
55,0 мм
(2)
57.825
57,825 мм
(1)
60,0
60,0 мм
(2)
70,0
70,0 мм
(2)
75,0
75,0 мм
(2)
90,0
90,0 мм
(2)
100,0
100,0 мм
(1)
120,0
120,0 мм
(1)
Максимальная глубина отверстия Мин.
maxBoreDepth_M
Введите значение
14,275 мм (1)
20,0 мм (1)
20 401 мм (1)
21 701 мм (1)
23,0 мм (1)
26,451 мм (1)
28,0 мм (1)
28,05 мм (1)
30,0 мм (1)
30,5 мм (1)
32,5 мм (1)
32,975 мм (1)
33,975 мм (1)
35,95 мм (1)
38,5 мм (1)
39,95 мм (1)
39,975 мм (1)
43,0 мм (1)
43,051 мм (1)
48,426 мм (1)
55,0 мм (2)
57,825 мм (1)
60,0 мм (2)
70,0 мм (2)
75,0 мм (2)
90,0 мм (2)
100,0 мм (1)
120,0 мм (1)
к
Максимальная глубина отверстия Макс.
Максимальная глубина скважины
14,275 мм (1)
20,0 мм (1)
20 401 мм (1)
21 701 мм (1)
23,0 мм (1)
26,451 мм (1)
28,0 мм (1)
28,05 мм (1)
30,0 мм (1)
30,5 мм (1)
32,5 мм (1)
32,975 мм (1)
33,975 мм (1)
35,95 мм (1)
38,5 мм (1)
39,95 мм (1)
39,975 мм (1)
43,0 мм (1)
43,051 мм (1)
48,426 мм (1)
55,0 мм (2)
57,825 мм (1)
60,0 мм (2)
70,0 мм (2)
75,0 мм (2)
90,0 мм (2)
100,0 мм (1)
120,0 мм (1)
Материал расточной оправки
Материал расточной оправки
С
С
(25)
Передняя часть
Вставить фигуру
Вставить фигуру
C-АЛМАЗНЫЙ/РОМБИЧЕСКИЙ 80
C-АЛМАЗНЫЙ/РОМБИЧЕСКИЙ 80
(86)
Т-ТРЕУГОЛЬНИК 60
Т-ТРЕУГОЛЬНИК 60
(2)
W-ТРИГОН 80
W-ТРИГОН 80
(4)
Х-ТРИГОН 82
X-ТРИГОН 82
(1)
Размер картриджа
Размер картриджа
1А.
1А.
(1)
1Б.
1Б.
(1)
1С.
1С.
(1)
1Д.
1Д.
(1)
1Э.
1Э.
(1)
1F.
1эт.
(1)
1л.
1л.
(1)
1 год
1 год
(1)
2А.
2А.
(1)
2Б.
2Б.
(1)
2С.
2С.
(1)
2Д.
2D.
(1)
2Э.
2Э.
(1)
2эт.
2F.
(1)
2л.
2л.
(3)
2 года
2 года
(1)
3А.
3А.
(1)
3Б.
3Б.
(1)
3С.
3С.
(1)
3Д.
3D.
(1)
3Э.
3Э.
(1)
3F.
3F.
(2)
3л.
3л.
(1)
3Х
3X
(1)
3 года
3 года
(1)
выбор диапазона
знак равно
≥
≤
Диапазон
Максимальная глубина резания
Максимальная глубина резания
0,138
0,138 дюйма
(1)
0,157
0,157 дюйма
(2)
0,177
0,177 дюйма
(1)
0,187
0,187 дюйма
(1)
0,197
0,197 дюйма
(2)
0,226
0,226 дюйма
(1)
0,237
0,237 дюйма
(5)
0,276
0,276 дюйма
(4)
0,286
0,286 дюйма
(1)
0,315
0,315 дюйма
(4)
0,325
0,325 дюйма
(1)
0,335
0,335 дюйма
(1)
0,384
0,384 дюйма
(1)
0,394
0,394 дюйма
(4)
0,443
0,443 дюйма
(1)
0,492
0,492 дюйма
(1)
0,502
0,502 дюйма
(1)
0,591
0,591 дюйма
(1)
Максимальная глубина резания Мин.
maxCuttingDepth_I
Введите значение
0,138 дюйма (1)
0,157 дюйма (2)
0,177 дюйма (1)
0,187 дюйма (1)
0,197 дюймов (2)
0,226 дюйма (1)
0,237 дюйма (5)
0,276 дюйма (4)
0,286 дюйма (1)
0,315 дюйма (4)
0,325 дюйма (1)
0,335 дюйма (1)
0,384 дюйма (1)
0,394 дюйма (4)
0,443 дюйма (1)
0,492 дюйма (1)
0,502 дюйма (1)
0,591 дюйма (1)
к
Максимальная глубина резания Макс.
Максимальная глубина резания
0,138 дюйма (1)
0,157 дюйма (2)
0,177 дюйма (1)
0,187 дюйма (1)
0,197 дюймов (2)
0,226 дюйма (1)
0,237 дюйма (5)
0,276 дюйма (4)
0,286 дюйма (1)
0,315 дюйма (4)
0,325 дюйма (1)
0,335 дюйма (1)
0,384 дюйма (1)
0,394 дюйма (4)
0,443 дюйма (1)
0,492 дюйма (1)
0,502 дюйма (1)
0,591 дюйма (1)
выбор диапазона
знак равно
≥
≤
Диапазон
Максимальная глубина резания
Максимальная глубина резания
3,5
3,5 мм
(1)
4.
04,0 мм
(2)
4,5
4,5 мм
(1)
4,75
4,75 мм
(1)
5.0
5,0 мм
(2)
5,75
5,75 мм
(1)
6.
06,0 мм
(5)
7,0
7,0 мм
(4)
7,25
7,25 мм
(1)
8.0
8,0 мм
(4)
8,25
8,25 мм
(1)
8,5
8,5 мм
(1)
9,75
9,75 мм
(1)
10,0
10,0 мм
(4)
11.
2511,25 мм
(1)
12,5
12,5 мм
(1)
12,75
12,75 мм
(1)
15,0
15,0 мм
(1)
Максимальная глубина резания Мин.
maxCuttingDepth_M
Введите значение
3,5 мм (1)
4,0 мм (2)
4,5 мм (1)
4,75 мм (1)
5,0 мм (2)
5,75 мм (1)
6,0 мм (5)
7,0 мм (4)
7,25 мм (1)
8,0 мм (4)
8,25 мм (1)
8,5 мм (1)
90,75 мм (1)
10,0 мм (4)
11,25 мм (1)
12,5 мм (1)
12,75 мм (1)
15,0 мм (1)
к
Максимальная глубина резания Макс.
Максимальная глубина резания
3,5 мм (1)
4,0 мм (2)
4,5 мм (1)
4,75 мм (1)
5,0 мм (2)
5,75 мм (1)
6,0 мм (5)
7,0 мм (4)
7,25 мм (1)
8,0 мм (4)
8,25 мм (1)
8,5 мм (1)
90,75 мм (1)
10,0 мм (4)
11,25 мм (1)
12,5 мм (1)
12,75 мм (1)
15,0 мм (1)
Длина датчика
Длина датчика
0,492
0,492 дюйма
(1)
0,576
0,576 дюйма
(1)
0,63
0,63 дюйма
(3)
0,886
0,886 дюйма
(1)
1,161
1,161 дюйма
(1)
1,181
1,181 дюйма
(1)
1,28
1,28 дюйма
(1)
1,571
1,571 дюйма
(2)
1,575
1,575 дюйма
(3)
1,581
1,581 дюйма
(1)
1,614
1,614 дюйма
(2)
1,673
1,673 дюйма
(1)
1,772
1,772 дюйма
(1)
1,827
1,827 дюйма
(1)
1,891
1,891 дюйма
(1)
1,969
1,969 дюйма
(6)
2,035
2,035 дюйма
(1)
2,307
2,307 дюйма
(1)
2,358
2,358 дюйма
(1)
2,362
2,362 дюйма
(5)
2,368
2,368 дюйма
(1)
2,677
2,677 дюйма
(1)
2,753
2,753 дюйма
(1)
2,757
2,757 дюйма
(5)
2,835
2,835 дюйма
(2)
2,953
2,953 дюйма
(3)
2,992
2,992 дюйма
(2)
3,15
3,15 дюйма
(1)
3.
2283,228 дюйма
(1)
3.307
3,307 дюйма
(1)
3,346
3,346 дюйма
(5)
3,362
3,362 дюйма
(1)
3,386
3,386 дюйма
(3)
3,543
3,543 дюйма
(2)
3.
7013,701 дюйма
(1)
3,758
3,758 дюйма
(1)
3,938
3,938 дюйма
(8)
4.016
4,016 дюйма
(2)
4.
0944,094 дюйма
(2)
4.331
4,331 дюйма
(5)
4.488
4,488 дюйма
(1)
4,567
4,567 дюйма
(1)
4.
7244,724 дюйма
(1)
4,898
4,898 дюйма
(1)
5.118
5,118 дюйма
(2)
5.236
5,236 дюйма
(1)
5.
4335,433 дюйма
(2)
5.827
5,827 дюйма
(1)
5,984
5,984 дюйма
(1)
6.299
6,299 дюйма
(1)
Длина датчика
Длина датчика
100
100 мм
(8)
50
50 мм
(6)
110
110 мм
(5)
60
60 мм
(5)
70
70 мм
(5)
85
85 мм
(5)
16
16 мм
(3)
40
40 мм
(3)
75
75 мм
(3)
86
86 мм
(3)
102
102 мм
(2)
104
104 мм
(2)
130
130 мм
(2)
138
138 мм
(2)
41
41 мм
(2)
72
72 мм
(2)
76
76 мм
(2)
90
90 мм
(2)
114
114 мм
(1)
116
116 мм
(1)
120
120 мм
(1)
133
133 мм
(1)
148
148 мм
(1)
152
152 мм
(1)
160
160 мм
(1)
30
30 мм
(1)
45
45 мм
(1)
48
48 мм
(1)
68
68 мм
(1)
80
80 мм
(1)
82
82 мм
(1)
84
84 мм
(1)
94
94 мм
(1)
12,5
12,5 мм
(1)
14.
60114 601 мм
(1)
22,5
22,5 мм
(1)
29,5
29,5 мм
(1)
32,5
32,5 мм
(1)
39.
90139,901 мм
(2)
40.151
40,151 мм
(1)
42,5
42,5 мм
(1)
46.401
46 401 мм
(1)
51,7
51,7 мм
(1)
58,6
58,6 мм
(1)
59.
90159,901 мм
(1)
60.151
60,151 мм
(1)
69,9
69,9 мм
(1)
85,4
85,4 мм
(1)
95,45
95,45 мм
(1)
124,4
124,4 мм
(1)
Вставить геометрию
выбор диапазона
знак равно
≥
≤
Диапазон
Вставьте размер микросхемы
Вставьте размер микросхемы
3,975
3,975 мм
(1)
Минимальный размер вставки IC
вставкаIcSize_M
Введите значение
3,975 мм (1)
к
Макс. размер вставки IC
Вставьте размер микросхемы
3,975 мм (1)
выбор диапазона
знак равно
≥
≤
Диапазон
Вставьте размер микросхемы
Вставьте размер микросхемы
0,156
0,156 дюйма
(1)
Минимальный размер вставки IC
вставкаIcSize_I
Введите значение
0,156 дюйма (1)
к
Макс. размер вставки IC
Вставьте размер микросхемы
0,156 дюйма (1)
выбор диапазона
знак равно
≥
≤
Диапазон
Длина режущей кромки
Длина режущей кромки
3,45
3,45 мм
(1)
Минимальная длина режущей кромки
cutEdgeLength_M
Введите значение
3,45 мм (1)
к
Максимальная длина режущей кромки
Длина режущей кромки
3,45 мм (1)
выбор диапазона
знак равно
≥
≤
Диапазон
Длина режущей кромки
Длина режущей кромки
0,136
0,136 дюйма
(1)
Минимальная длина режущей кромки
cutEdgeLength_I
Введите значение
0,136 дюйма (1)
к
Максимальная длина режущей кромки
Длина режущей кромки
0,136 дюйма (1)
Материал режущего инструмента
Материал режущего инструмента
Б Ч
Б Ч
(90)
Б Л
Б Л
(90)
С Н
С Н
(32)
Д П
Д П
(90)
Х Т
ЧТ
(90)
В Ш
В Ш
(90)
Класс допуска
Класс допуска
г
грамм
(1)
Серверная часть
Тип соединения
Тип соединения
Размер системы
Размер системы
БТ40
БТ40
(2)
БТ50
BT50
(4)
CV40
CV40
(2)
CV50
CV50
(4)
ДВ40
ДВ40
(2)
ДВ50
ДВ50
(4)
ХСК100А
ХСК100А
(5)
ХСК63А
HSK63A
(21)
КМ32ТС
КМ32ТС
(4)
КМ40ТС
КМ40ТС
(6)
км50
км50
(2)
КМ50ТС
КМ50ТС
(11)
км63
КМ63
(2)
КМ63ТС
КМ63ТС
(3)
КМ63ХМЗ
КМ63ХМЗ
(1)
км80
км80
(1)
КМ80ТС
КМ80ТС
(5)
КР32
КР32
(11)
КР50
KR50
(6)
КР63
КР63
(3)
КР80
КР80
(3)
выбор диапазона
знак равно
≥
≤
Диапазон
Задний диаметр
Задний диаметр
10,0
10,0 мм
(5)
16,0
16,0 мм
(28)
Минимальный диаметр задней части
бэкэндDiameter_M
Введите значение
10,0 мм (5)
16,0 мм (28)
к
Макс. задний диаметр
Задний диаметр
10,0 мм (5)
16,0 мм (28)
выбор диапазона
знак равно
≥
≤
Диапазон
Задний диаметр
Задний диаметр
0,394
0,394 дюйма
(5)
0,63
0,63 дюйма
(28)
Минимальный диаметр задней части
бэкэндDiameter_I
Введите значение
0,394 дюйма (5)
0,63 дюйма (28)
к
Макс. задний диаметр
Задний диаметр
0,394 дюйма (5)
0,63 дюйма (28)
Нет фильтров, соответствующих «»
Токарно-расточный станок | john f’s Workshop
перейти на домашнюю страницу
перейти на страницу выше этой
Введение
Растачивание можно использовать для изготовления отверстий, которые обязательно будут прямыми и диаметр отверстия которых будет одинаковым от начала до конца . Обычно необходимо, чтобы диаметр отверстия был определенного размера. Обычная работа, которая часто выполняется расточкой, — это изготовление отверстия цилиндра в блоке цилиндров.
Отверстия, подобные этому, можно было бы закончить, расширив до нужного размера, но более крупные развертки дороги, а необходимый размер всегда отличается, даже если только на небольшую величину, от доступного развертки.
Обычно растачиваемая деталь тем или иным образом удерживается на шпинделе токарного станка. Инструмент, используемый для сверления, обычно устанавливается на седло.
Чтобы отверстие было прямым, важно, чтобы ось шпинделя была параллельна станине станка. Также важно, чтобы инструмент двигался параллельно станине станка. Лучший способ сделать это так, чтобы движение инструмента происходило за счет движения седла, а не верхнего ползуна.
Растачивание – удерживание заготовки
Часто при растачивании заготовка не обязательно круглая. Это означает, что он не сбалансирован. В этом случае его необходимо либо сбалансировать с помощью какого-либо противовеса, либо шпиндель должен вращаться достаточно медленно, чтобы предотвратить любую вибрацию.
Заготовку можно удерживать любым из следующих способов:
Зажим на планшайбе
рис. Рассверливание с закреплением заготовки на планшайбе
Планшайба с угловой пластиной
рис. расточка с заготовкой, закрепленной на угловой пластине, установленной на планшайбе
Планшайба с блоком Китса
Токарный станок – блок Китса
рис. В блоке Китса возможно просверлить более одного отверстия, и они будут «идеально» параллельны первому, при условии, что настройки на угловой пластине или блоке Китса не изменены.
В этом случае заготовка не сбалансирована. Хотя может показаться, что сбалансировать заготовку легко, на практике это часто не так. В этом случае доступного места на лицевой панели было совершенно недостаточно, чтобы выдержать необходимый вес, даже если бы оно было доступно.
Тем не менее, эту заготовку было вполне практично обрабатывать, просто поворачивая ее достаточно медленно.
Трехкулачковый патрон
Всегда можно предположить, что трехкулачковый патрон не будет удерживать круглую заготовку концентрично оси шпинделя. Но если отверстие просверлено по центру, просверлено и расточено, то его ось будет концентрической. Если внешняя часть заготовки повернута, то любая часть этой повернутой поверхности будет концентричной с расточенным отверстием.
Четырехкулачковый патрон
Четырехкулачковый патрон можно использовать для удержания многих заготовок неправильной формы, например, блока цилиндров.
Если растачивается более одного отверстия и отверстия должны быть параллельны, то необходимо, чтобы на заготовке были как минимум две плоские поверхности, которые гарантируют, что при перемещении заготовки ее ось останется параллельной оси шпинделя.
Расточной инструмент
Из-за характера растачивания расточный инструмент часто представляет собой просто круглый стержень и обычно называется расточным стержнем. Хотя часть инструмента, входящая в заготовку, может быть круглой, удерживаемая часть часто имеет квадратную форму для облегчения зажима.
Расточные оправки могут иметь любую из следующих форм:
Пруток, изготовленный из цельного куска быстрорежущей стали
Поскольку HSS трудно шлифовать, этот тип инструмента часто подходит только для инструментов меньшего размера. В показанном примере видно, что большая часть HSS была удалена. Это означает, что этот тип часто подходит только для инструментов, которые довольно малы по длине и диаметру отверстия.
рис. расточная оправка, отшлифованная из цельного куска быстрорежущей стали
6027 кованая цельная расточная оправка из быстрорежущей стали
рис. материал с помощью стержня под очень небольшим углом.
Рис. Рассверливание стержнем из быстрорежущей стали под небольшим углом
На этой фотографии угол сильно преувеличен, чтобы его было видно
Пруток из цельного куска твердого сплава
рис.
Преимущество твердосплавной расточной оправки заключается в том, что твердосплавная оправка более жесткая, чем стальная оправка тех же размеров.
Стержень с приваренным или твердосплавным элементом из быстрорежущей стали
рис. Буровая оправка с припаянным наконечником из быстрорежущей стали
рис. или твердосплавная вставка
рис. расточная оправка с куском быстрорежущей стали
Очень часто необходимо, чтобы кусок быстрорежущей стали не торчал из задней части расточной оправки, поэтому сбор очень маленьких кусочков может быть полезен.
Поскольку борштанга должна быть достаточно длинной, чтобы на нее можно было установить резьбовой штифт для удержания сверла из быстрорежущей стали, часто быстрорежущая сталь не будет находиться в самом конце инструмента, при этом диаметр должен быть минимальным.
рис проблема с быстрорежущей сталью
рис расточная оправка с твердосплавной вставкой
цельная твердосплавная расточная оправка с твердосплавными вставками
Геометрия расточной фрезы
Принципы геометрии режущей кромки для растачивания те же, что и при токарной обработке. Но есть еще две проблемы. Во-первых, невозможно увидеть, где происходит резка. Во-вторых, инструмент не должен ударять по той стороне отверстия, где режущая кромка находится иначе, чем по режущей кромке, а задняя часть инструмента не должна ударять по другой стороне отверстия.
Во время сверления расточной фрезой можно резать либо на конце, либо на боку, либо на обоих концах. В любом случае важно, чтобы режущая кромка находилась на центральной высоте токарного станка.
Как и для всех режущих инструментов, важно, чтобы режущая кромка имела достаточный зазор относительно заготовки в точке, где происходит резание.
При резке внешней поверхности, если зазор на режущей кромке правильный, то нет риска зацепления режущей кромки в другом месте.
Рис. Задний угол при наружном точении
При растачивании, т. е. внутреннем точении, важно, чтобы, кроме режущей кромки, ни одна часть лицевой поверхности режущего инструмента вообще не касалась заготовки в любой момент во время операции растачивания .
Рис. Задний угол при расточке
Этих проблем легко избежать при растачивании больших отверстий, но при расточке маленьких отверстий геометрия фрезы становится критической. Как правило, становится практически невозможно просверлить отверстия диаметром менее 6 мм. Вместо этого их часто можно просверлить и развернуть.
MEW № 53 p60 – некоторая информация о растачивании – геометрия расточного инструмента – Philip Amos
Как держать инструмент
находятся под прямым углом к станине токарного станка, расточная оправка должна быть установлена так, чтобы она лежала параллельно станине станка.
Рис. обычная установка токарного резца
5062 Колчестерский способ удержания инструмента параллельно станине
Рис. установка расточной оправки
Во-вторых, в то время как большинство резцедержателей имеют квадратные хвостовики, расточная оправка часто бывает круглой. Часто эти круглые расточные оправки имеют лыски, поэтому их можно удерживать в обычном держателе инструмента. Однако лучше держать их в рукаве. На рукаве всегда есть разрез. При использовании прорезь должна быть сбоку, как показано на рисунке.
Рис. Расточная оправка во втулке
Как минимум расточная оправка или расточная оправка с втулкой должна быть зажата в двух максимально удаленных друг от друга точках. Если бы стержень был бесконечно жестким, этого было бы достаточно, но поскольку он может изгибаться между этими точками, лучше всего зажать его там, где это возможно.
Длина удерживаемой части расточной оправки должна быть не менее чем в три раза больше ее диаметра.
Вылет расточной оправки должен быть как можно короче, чтобы можно было выполнять работу. Рекомендуется, чтобы стальная расточная оправка не выдвигалась более чем в четыре раза на ее диаметр. Твердосплавный инструмент не должен расширяться более чем в шесть раз по своему диаметру. Но если кто-то готов удалять металл достаточно медленно, можно управлять более высокими коэффициентами.
В общем, всегда следует использовать расточные оправки максимально возможного диаметра. Однако важно, чтобы образовавшаяся стружка могла выйти наружу. Это особая проблема, если отверстие глухое.
Использование расточной головки в задней бабке
Во всех приведенных выше примерах расточная оправка удерживается на верхних салазках. Диаметр растачиваемого отверстия задается перемещением инструмента с помощью поперечного суппорта.
Альтернативным методом является использование расточной головки, используемой на фрезерном станке. Это установлено в задней бабке. Это работает, потому что диаметр просверливаемого отверстия можно установить, регулируя фрезу в расточной головке.
Конечно, это будет работать только в том случае, если конусы одинаковые или их можно сделать одинаковыми, например, с помощью втулки.
Одной из проблем этого метода является то, что автоматическая подача фрезы невозможна – это нужно делать вручную.
Рассверливание отверстий
Если отверстие должно быть просверлено в куске твердого материала, его необходимо сначала просверлить, чтобы в него мог попасть буровой инструмент. Обычно начинают с просверливания максимально возможного отверстия, чтобы свести к минимуму количество отверстий, которые необходимо рассверлить. Но, с другой стороны, нужно быть абсолютно уверенным, что сверло оставит что-то для сверления в каждой отдельной точке на поверхности отверстия.
Если цилиндр необходимо расточить в отливке, в которой уже есть какое-то отверстие, то его можно просверлить специально предназначенным для этого сверлом – корончатым сверлом. Иначе придется скучать. В этом случае начинаем растачивать с самой большой расточной оправки, которая свободно поместится в это отверстие.
Изготовление отверстий нужного размера
Растачивание может обеспечить такую же хорошую отделку, как и развертка, но точно определить размер отверстия гораздо сложнее. Частично проблема заключается в том, что, поскольку расточная оправка может согнуться под давлением, если будет сделан большой рез, размер будет отличаться от размера, если бы рез был очень легким.
Это означает, что перед измерением отверстия для данной настройки фрезы отверстие должно быть просверлено не менее двух раз, а лучше трижды, без перемещения инструмента. В этом легко убедиться, сделав один разрез, а затем вытащив инструмент, он на выходе вырежет спираль.
Для чистового пропила стоит резать три раза, чтобы получить отверстие нужного размера и с наилучшей отделкой.
При растачивании глухих отверстий необходимо следить за тем, чтобы инструмент не блокировался скопившейся стружкой.
Просверливание отверстий нужной длины
Единственный способ убедиться, что отверстие пробурено на одинаковую глубину при каждом проходе, — это использовать упор. Если фреза зайдет слишком далеко, это может вызвать малейшее движение режущей кромки, которое может повлиять на последующие проходы.
Процесс растачивания
Если заготовка сдвинется во время этого процесса, работа может быть испорчена. Убедитесь, что работа надежно закреплена.
Обработайте поверхность по мере необходимости.
Центровочное сверло
Дрель с маленьким сверлом.
Сверло с самым большим доступным сверлом, оставляющим достаточно металла для растачивания или развертывания.
Если в заготовке уже есть отверстие, единственный способ выровнять отверстие — рассверлить его. А затем, возможно, пересмотреть его.
Растачивание – измерение отверстия
Рассверливаемое отверстие можно измерить с помощью телескопического щупа. Это представляется наиболее точным способом без покупки очень дорогого оборудования. Датчик должен быть помещен в отверстие. Его следует наклонить, а затем плотно закрутить, а затем вытянуть прямо, пока он не окажется под прямым углом к отверстию. Затем его кладут под углом и вынимают из канала ствола. Затем его можно измерить с помощью микрометра.
Конечно, было бы неплохо иметь возможность повернуть поршень, расточить цилиндр и, вуаля, поршень идеально подходит.
На практике проще сначала изготовить цилиндр, а затем изготовить поршень, подходящий к нему, чем сделать поршень и использовать его для изготовления цилиндра, подходящего для него.
Всегда существует риск того, что цилиндр станет слишком большим, и с этим ничего нельзя поделать.
Если сначала изготавливается цилиндр, то для него изготавливается крюк. Если поршень станет меньше по размеру, его легко сделать другим.
Но есть еще одно преимущество: чтобы получить действительно хорошую посадку, легче отрегулировать размер второй детали, изготовленной с помощью наждачной бумаги для удаления очень небольшого количества металла. Сделать это на внешней поверхности, т. е. поршне, гораздо легче, чем на внутренней, т. е. цилиндре. Также трудно увеличить размер цилиндра равномерно на небольшую величину, но легче сделать это на поршне.
Изготовление отверстий с плоским дном
Для выполнения точных отверстий часто используется расточная оправка. Эти отверстия часто проходят через всю заготовку. Однако бывают случаи, когда отверстие, сделанное таким или любым другим способом, должно иметь плоское дно. Единственный способ получить достаточно плоское дно — это использовать упор, чтобы каждый проход при растачивании был одинаковой глубины. Однако при каждом срабатывании упора будут небольшие отклонения из-за разного давления.
Если дно действительно плоское, то упор нужно сдвинуть вправо на несколько сотых, чтобы отверстие было немного короче, а затем борштангу переместить на нужную глубину. Затем он режет от центра нижней части отверстия наружу к боковой части цилиндра.
Например, для сверления большого отверстия используется большое сверло. Низ имеет V-образную форму. Сверлильный брус можно использовать, чтобы сгладить это. Но для обработки снизу отверстия в сторону требуется расточная оправка диаметром менее половины диаметра отверстия.
Растачивание при движении токарного станка в обратном направлении
Одна из проблем растачивания, которая не происходит при наружном точении, заключается в том, что часто трудно увидеть, что происходит. Один из способов обойти это — запустить токарный станок в обратном направлении. Для этого важно, чтобы, если для удержания заготовки используется какой-либо винтовой механизм, он не раскручивался, если токарный станок работал в обратном направлении.
Также необходимо использовать инструмент, противоположный обычному инструменту.
fig правосторонний борштанга
fig правый борштанга в использовании
(употребление «правильного» здесь может быть спорным)
седельное растачивание
также возможно просверлить отверстие, установив заготовку на поперечном слайде. Расточная оправка устанавливается между центрами. Для этого требуется расточная оправка с фрезой посередине.
рис. Расточная оправка для седельного растачивания
Диаметр получаемого отверстия определяется установкой режущей кромки на расточной оправке. Сложность настройки этого по сравнению с другими методами сделает большинство других методов более привлекательными.
Размер отверстия зависит от положения куска быстрорежущей стали в стержне. Перемещение поперечного суппорта перемещает положение отверстия в одном направлении. Положение отверстия в вертикальном направлении зависит от положения, в котором удерживается заготовка.
MEW № 40 P27 Седельное скулование — Bob Loader
Нравится:0001
Растачивание — это токарная операция, которая позволяет машинисту увеличить уже существующее отверстие путем многократного внутреннего растачивания. Он имеет ряд преимуществ по сравнению с традиционными методами чистовой обработки отверстий:
- Возможность экономичного изготовления отверстий за пределами стандартных размеров сверла
- Создание более точных отверстий и, следовательно, более жестких допусков
- Более высокое качество обработки
- возможность создавать несколько размеров внутри самого отверстия
Твердосплавные расточные оправки, такие как те, что предлагает Micro 100, имеют несколько стандартных размеров, обеспечивающих базовую функциональность инструмента при удалении материала из внутреннего отверстия. К ним относятся:
Минимальный диаметр отверстия (D1) : Минимальный диаметр отверстия, при котором режущий конец инструмента полностью входит внутрь без контакта с противоположными сторонами
Максимальная глубина отверстия (L2) : Максимальная глубина что инструмент может проникнуть внутрь отверстия без контакта с частью хвостовика
Диаметр хвостовика (D2) : Диаметр части инструмента, находящейся в контакте с державкой
Общая длина (L1) : Общая длина инструмента наконечник инструмента и осевая линия хвостовика
Micro100 продолжает устанавливать стандарты для расточных оправок, приобретайте их сегодня.
Выбор инструмента
Чтобы свести к минимуму отклонение инструмента и, следовательно, риск отказа инструмента, важно выбрать инструмент с максимальной глубиной отверстия, которая лишь немного превышает длину, которую он предназначен для резки. Также выгодно увеличить диаметр расточной оправки и хвостовика, так как это повысит жесткость инструмента. Это должно быть сбалансировано с оставлением достаточного места для эвакуации стружки. Этот баланс в конечном итоге сводится к скучному материалу. Для более твердого материала с более низкой скоростью подачи и глубиной резания может не потребоваться столько места для эвакуации стружки, но может потребоваться более крупный и жесткий инструмент. И наоборот, более мягкий материал с более агрессивными рабочими параметрами потребует больше места для эвакуации стружки, но может не требовать такой жесткости инструмента.
Геометрия
Кроме того, они имеют ряд различных геометрических характеристик, чтобы адекватно справляться с тремя типами сил, действующих на инструмент во время этого процесса обработки. Во время стандартной операции растачивания наибольшая из этих сил является тангенциальной, за ней следует подача (иногда называемая осевой) и, наконец, радиальная. Тангенциальная сила действует перпендикулярно передней поверхности и отталкивает инструмент от центральной линии. Сила подачи не вызывает отклонения, а толкает инструмент назад и действует параллельно центральной линии. Радиальная сила толкает инструмент к центру отверстия.
Определение геометрических характеристик расточной оправки:
Радиус вершины : округлость точки резания инструмента
Боковой зазор (радиальный зазор) : Угол, измеряющий наклон вершины относительно оси, центральная линия инструмента
Торцевой зазор (осевой зазор) : Угол, измеряющий наклон торца относительно оси, идущей перпендикулярно центральной линии инструмента
Передний угол : Угол, измеряющий боковой наклон боковой поверхности инструмента
Задний передний угол : Угол, измеряющий степень наклона задней поверхности относительно центральной линии заготовки
Боковой задний угол : Угол, измеряющий, насколько нижняя грань наклонена от заготовки
Задний задний угол : Угол, измеряющий наклон торцевой грани относительно линии, проходящей перпендикулярно центральной оси инструмента
Влияние геометрических элементов на операции резания:
Радиус при вершине : Большой радиус при вершине обеспечивает больший контакт с заготовкой, продлевая срок службы инструмента и режущей кромки, а также улучшая качество обработки. Однако слишком большой радиус приведет к вибрациям, так как инструмент больше подвержен воздействию тангенциальных и радиальных сил резания.
Другим способом, которым эта функция влияет на режущее действие, является определение того, какая часть режущей кромки подвергается воздействию тангенциальной силы. Величина этого эффекта во многом зависит от подачи и глубины резания. Различные комбинации глубины резания и угла при вершине приведут к тому, что тангенциальная сила будет подвергаться воздействию тангенциальной силы либо на более короткие, либо на более длинные участки режущей кромки. Общий эффект заключается в степени износа кромки. Если только небольшая часть режущей кромки подвергается воздействию большой силы, она будет изнашиваться быстрее, чем если бы той же силе подвергалась более длинная часть кромки. Это явление также происходит при увеличении и уменьшении угла концевой режущей кромки.
Угол торцевой режущей кромки : Основное назначение угла торцевой режущей кромки — обеспечение зазора при резке в положительном направлении Z (движение в отверстие). Этот зазор позволяет радиусу вершины быть основной точкой контакта между инструментом и заготовкой. Увеличение угла концевой режущей кромки в положительном направлении снижает прочность наконечника, но также уменьшает усилие подачи. Это еще одна ситуация, когда необходимо найти баланс между прочностью наконечника и снижением силы резания. Также важно отметить, что угол может потребоваться изменить в зависимости от типа выполняемого бурения.
Передний боковой угол : Угол при вершине — это один из геометрических размеров, который определяет, какая часть режущей кромки подвергается воздействию тангенциальной силы, а боковой передний угол определяет, насколько эта сила перераспределяется в радиальную силу. Положительный передний угол означает меньшую тангенциальную силу резания, поскольку допускает большее срезающее действие. Однако этот угол не может быть слишком большим, поскольку он ставит под угрозу целостность режущей кромки, оставляя меньше материала для угла вершины и бокового заднего угла.
Задний передний угол : Иногда называемый верхним передним углом, задний передний угол цельнотвердосплавных расточных оправок отшлифован, чтобы помочь контролировать поток стружки, срезаемой на концевой части инструмента. Этот элемент не может иметь слишком острый положительный угол, так как это снижает прочность инструмента.
Боковые и торцевые задние углы : Как и концевые углы режущей кромки, основное назначение боковых и концевых задних углов заключается в обеспечении зазора, чтобы нережущая часть инструмента не терлась о заготовку. Если углы слишком малы, существует риск истирания между инструментом и заготовкой. Это трение приводит к повышенному износу инструмента, вибрации и плохому качеству поверхности. Угловые измерения обычно находятся в диапазоне от 0° до 20°.
Краткая информация о геометрии расточных оправок
Расточные оправки имеют несколько габаритных размеров, которые позволяют выполнять растачивание отверстий без вдавливания держателя инструмента в заготовку или мгновенной поломки инструмента при контакте. Цельные твердосплавные расточные оправки имеют множество углов, которые по-разному комбинируются для распределения 3 типов сил резания, чтобы в полной мере использовать преимущества инструмента. Для достижения максимальной производительности инструмента требуется сочетание правильного выбора инструмента с соответствующей скоростью подачи, глубиной резания и числом оборотов в минуту. Эти факторы зависят от размера отверстия, количества материала, который необходимо удалить, и механических свойств заготовки.
Роберт Кивер (инженер по разработке продуктов)
В качестве члена группы разработки новых продуктов Harvey Performance Company Роберт выработал стратегию внедрения новых продуктов в каждый новый каталог, выпущенный коллекцией брендов Harvey Performance Company.
Смещенная расточная головка – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
- Определите смещение расточной головки
- Объясните, как правильно настроить поворотный стол.
Смещенное расточное приспособление — это приспособление, которое подходит к шпинделю фрезерного станка и позволяет получить более качественную обработку большинства просверленных отверстий и большую точность диаметра. Смещенная расточная головка используется для создания большого отверстия, когда допуск не позволяет использовать сверло или нет достаточно большого сверла или развертки. Смещенная расточная головка может использоваться для увеличения отверстия или в некоторых случаях для регулировки осевой линии отверстия.
Перед началом работы убедитесь, что все установочные винты затянуты. Убедитесь, что смещенная расточная головка имеет зазор, чтобы входить в отверстие при растачивании. Удалите шестигранный ключ перед тем, как повернуть фрезу. Дважды проверьте скорость мельницы перед работой.
Рис. 1. Смещенная расточная головка
На рис. 1 показана смещенная расточная головка. Обратите внимание, что расточная оправка может быть отрегулирована по оси под прямым углом. Эта функция позволяет точно позиционировать буровую фрезу для сверления отверстий различного диаметра.
Эта регулировка более удобна, чем регулировка фрезы в держателе расточной оправки или замена расточной оправки. Еще одним преимуществом расточной головки со смещением является тот факт, что градуированное микрометрическое кольцо позволяет точно перемещать инструмент на заданную величину, обычно с шагом (0,001) без использования циферблатного индикатора или другого измерительного устройства.
A Расточные головки состоят из трех основных компонентов:
- корпус расточной головки
- держатель прутка/держатель вставки
- винт со шкалой
Корпус расточной головки имеет черное оксидное покрытие для предотвращения ржавчины. Держатель стержня или держатель вставки (№ 1) покрыт матовым хромом для повышения износостойкости. Винт со шкалой (#3) прецизионно отшлифован, чтобы обеспечить точное перемещение держателя стержня/держателя вставки в направляющей типа «ласточкин хвост». Натяжение клинка установлено на заводе. Два регулировочных винта (#5) не следует ослаблять для регулировки размера. Эти винты предназначены только для регулировки давления клинка и заполнены красным воском для предотвращения случайной регулировки. Стопорный винт (#6) — единственный винт, используемый для изменения размера расточной головки.
Для регулировки диаметра стандартной расточной головки Allied Criterion:
1. Ослабьте стопорный винт (#6).
2. Поверните винт со шкалой (#3) по часовой стрелке, чтобы увеличить диаметр, и против часовой стрелки, чтобы уменьшить диаметр.
3. Затяните стопорный винт (#6). Регулировка стандартных расточных головок
- Установите и тщательно выровняйте заготовку параллельно ходу стола.
2. Совместите центр шпинделя фрезерного станка с контрольной точкой на заготовке.
3. Отметьте место отверстия с помощью центрирующего сверла или установочного инструмента.
4. Просверлите отверстие диаметром более ½ дюйма. Убедитесь, что смещенная расточная головка имеет зазор для установки в отверстие при сверлении.
5. Установите головку во фрезерный станок.
6. Установите борштангу и затяните установочный винт, ослабьте стопорный винт и отрегулируйте борштангу по краю отверстия.
7. Еще раз проверьте рабочее выравнивание, а также выравнивание шпинделя с контрольной точкой, чтобы убедиться, что он не сместился. Если очевидна какая-либо ошибка, перед обработкой необходимо повторить процедуру 6.
8. Отрегулируйте скорость фрезерного станка в зависимости от размера отверстия и материала.
9. Включите червячную подачу на мельнице. Поднесите перо к материалу. Потяните ручку, чтобы включить силовую подачу. Достигнув нужной глубины, отведите руку назад, чтобы отключить подачу, а затем выключите фрезер. Извлеките буровую головку из отверстия.
10. Обработать отверстие до требуемого размера.
ПРИМЕЧАНИЕ. Повторяйте процедуры 6–9, пока не будет достигнут желаемый размер отверстия.
Поворотный стол можно использовать для изготовления дуг и окружностей. Например, круглый Т-образный паз в поворотном основании для тисков можно сделать с помощью поворотного стола. Поворотные столы также можно использовать для индексации, когда заготовка должна поворачиваться на точную величину между операциями. Изготовить шестерни можно на фрезерном станке с помощью поворотного стола. Разделительные пластины облегчают индексацию с помощью поворотного стола.
Поворотные столы чаще всего монтируются «плашмя», при этом стол вращается вокруг вертикальной оси в той же плоскости, что и фреза вертикально-фрезерного станка. В качестве альтернативы можно установить поворотный стол на его конец (или установить его «плашмя» на пластину, расположенную под углом 90°), чтобы он вращался вокруг горизонтальной оси. В этой конфигурации также можно использовать заднюю бабку, таким образом удерживая заготовку «между центрами».
Когда стол установлен на вспомогательном столе, заготовка точно центрируется по оси поворотного стола, которая, в свою очередь, центрируется по оси режущего инструмента. Таким образом, все три оси соосны. С этого момента вспомогательный стол можно сместить в направлении X или Y, чтобы установить фрезу на нужное расстояние от центра заготовки. Это позволяет выполнять концентрические операции обработки на заготовке. Размещение заготовки эксцентрично на заданном расстоянии от центра позволяет вырезать более сложные кривые. Как и в случае с другими установками на вертикальной фрезе, операция фрезерования может заключаться либо в сверлении ряда концентрических и, возможно, равноудаленных отверстий, либо в торцевом или торцевом фрезеровании круглых или полукруглых форм и контуров.
Можно использовать поворотный стол:
- Для обработки лысок под ключ на болте
- Для сверления равноотстоящих отверстий на круглом фланце
- Для вырезания круглой детали с выступающим хвостовиком
- Для создания отверстий большого диаметра фрезерованием по круговой траектории на небольших фрезерных станках, не имеющих мощности для вращения больших спиральных сверл (>0,500″/>13 мм)
- Для фрезерования спирали
- Для резки сложных кривых (при правильной настройке)
- Для резки прямых линий под любым углом
- Для резки дуг
- С добавлением составного стола поверх поворотного стола пользователь может перемещать центр вращения в любое место на обрабатываемой детали. Это позволяет разрезать дугу в любом месте детали.
- Для резки круглых деталей
При использовании поворотного стола на фрезерном станке, будь то фрезерование дуги или сверление отверстий по некоторому круговому шаблону, необходимо выполнить две вещи, чтобы установить заготовку. Во-первых, заготовка должна быть отцентрована на поворотном столе. Во-вторых, поворотный стол должен быть отцентрован под шпинделем. Затем стол фрезерного станка можно переместить на подходящее расстояние, и можно начинать резку.
Сначала можно центрировать стол под шпинделем, указав отверстие в центре стола. Затем можно было установить заготовку на стол и обозначить заготовку. При таком подходе есть две проблемы. Во-первых, вы предполагаете, что дыра в столе правильная и находится по центру. Это может быть или не быть правдой. Во-вторых, этот подход чреват своего рода накоплением ошибок, поскольку вы измеряете по двум разным элементам (отверстие поворотного стола и какой-то элемент на заготовке). Сначала отцентрируйте заготовку на поворотном столе, а затем отцентрируйте поворотный стол под шпинделем.
Для центрирования заготовки на поворотном столе вращайте поворотный стол и следите за отклонением указателя индикатора. Отрегулируйте положение фрезерного стола (X и Y) по мере необходимости, пока игла не перестанет отклоняться.
Вы набираете значение на поворотном столе, помещая циферблатный индикатор в патрон или цангу шпинделя, который затем вращается вручную так, чтобы кончик индикатора соприкасался с отверстием поворотного стола. Если ваш станок можно отключить от передачи, это поможет сделать так, чтобы шпиндель свободно качался. Очевидно, что использовать сверлильный патрон проще, чем цангу, так что у вас есть то, что вы можете легко повернуть. Выполните регулировку с помощью маховиков седла и стола.
После того, как вы определили центр (индикатор будет показывать то же самое, что и при вращении шпинделя, рекомендуется установить оба циферблата на «0», вместо того, чтобы отмечать какое-то случайное место. Убедитесь, что вы правильно установили люфт , а также. Установите показания циферблата в положительном направлении, чтобы было легко подсчитывать любые изменения, и вам никогда не приходилось помнить, какой способ вы выбрали для установки люфта. Я также всегда отмечаю стол и седло восковым карандашом, поэтому я знать, где находится центр. Это говорит вам, когда прекратить поворачивать ручку, когда вокруг появляется «0», если вы хотите вернуть стол обратно в центр, чтобы загрузить другую деталь.0003
После того, как вы определили центр стола, установили циферблаты и заблокировали стол и седло, у вас обычно есть какая-то функция с вашей стороны, которую вы хотите центрировать. В некоторых случаях это может быть отверстие, в других — внешний край круглой детали. В подобных случаях обычно используют один и тот же индикатор и поворачивают его внутри отверстия или по периметру детали. Периметр может потребовать, чтобы вы обошли зажимы, что обычно можно выполнить, используя перо, чтобы переместить индикатор вверх достаточно далеко, чтобы очистить их. Когда вы набираете детали к уже найденному столу, вы постукиваете по детали вокруг, вы не делаете регулировок с помощью седла или рукояток стола. Постучите по детали после того, как вы слегка прижали зажимы, чтобы она не двигалась рывками. Таким образом, вы можете добиться практически идеального расположения, настолько близко, насколько машина способна работать.
После того, как заготовка отцентрирована на поворотном столе, вы поворачиваете шпиндель вручную так, чтобы кончик индикатора прошел внутрь отверстия. Отрегулируйте положение фрезерного стола по мере необходимости, пока не будет замечено отклонение иглы.
Как центрировать шпиндель по центру поворотного стола. Вот некоторые из методов, которые можно использовать.
Следуйте следующей процедуре:
1. Совместите вертикальную головку со столом станка.
2. Установите поворотный стол на стол фрезерного станка.
3. Вставьте контрольную заглушку в центральное отверстие поворотного стола.
4. Установите циферблатный индикатор на шпиндель фрезерного станка.
5. Когда циферблатный индикатор только что вышел за верхнюю часть контрольной заглушки, вручную поверните шпиндель станка и приблизительно совместите заглушку со шпинделем.
6. Доведите циферблатный индикатор до диаметра плунжера и вручную поверните шпиндель.
7. Отрегулируйте стол станка с помощью рукояток продольной (X) и поперечной (Y) подачи до тех пор, пока циферблатный индикатор не зарегистрирует движение.
8. Заблокируйте стол и седло фрезерного станка и еще раз проверьте выравнивание.
9. При необходимости отрегулируйте.
 Грубое положение  Изготовил кусок латуни диаметром 3/8″ и поставил на нем точку под углом 60 градусов. Он должен входить в держатели концевых фрез. Этот метод весьма полезен для различных операций настройки.
| |
 Визуальное положение  Для выполнения визуальной позиции.
| |
|  Укажите  Чтобы получить действительно точный результат, наберите указание в поворотной таблице. На фото кажется, что кончик индикатора висит в пространстве, но на самом деле он касается задней части отверстия в поворотном столе. Затем я поворачиваю стол на 360 градусов, наблюдая за максимальным отклонением индикатора. Затем вращайте шпиндель 90 градусов влево и 90 градусов вправо. Истинный центр будет на полпути между двумя показаниями. Для окончательной регулировки для центрирования на той же стороне зазора, которая будет использоваться при резке. Таким образом, если резак перемещается от центра вправо, то при регулировке центра необходимо, чтобы резак двигался в том же направлении. Если на неправильной стороне люфт, то хорошо бы перекомпенсировать и начать заново теперь с правильной стороны.
|
 Шаблон для линейки Для размещения шаблона или заготовки на поворотном столе. Я начинаю с начальной грубой линии.
| |
 Укажите шаблон  Центрирование шаблона или заготовки по центру поворотного стола. Для этого вращайте поворотный стол и регулируйте заготовку до тех пор, пока я не добьюсь постоянного биения по всему периметру.
|
Часто необходимо выполнить операцию поворотного стола на нескольких одинаковых заготовках, каждая из которых имеет отверстие в центре. Для быстрого выравнивания каждой заготовки можно изготовить специальную заглушку, подходящую к центральному отверстию заготовки и отверстию в поворотном столе. После того, как шпиндель станка выровнен с поворотным столом, каждую последующую деталь можно быстро и точно выровнять, поместив ее на заглушку.
Если имеется всего несколько деталей, что не оправдывает изготовление специальной заглушки, или если заготовка не имеет сквозного отверстия, можно использовать следующий метод центрирования заготовки на поворотном столе.
1. Совместите поворотный стол со шпинделем головки вертикального фрезерного станка.
2. Слегка зажмите заготовку на поворотном столе в центре. Не перемещайте рукоятки продольной (X) или поперечной (Y) подачи.
3. Отсоедините червячный механизм поворотного стола.
4. Установите циферблатный индикатор на шпиндель или стол фрезерного станка, в зависимости от обрабатываемой детали.
5. Приложите циферблатный индикатор к отображаемой поверхности и вручную поверните поворотный стол.
6. Стержнем из мягкого металла постучите по заготовке (в сторону от движения индикатора) до тех пор, пока индикатор не перестанет фиксировать движение при полном обороте поворотного стола.
7. Плотно зажмите заготовку и еще раз проверьте точность установки.
Для фрезерования конца заготовки до определенного радиуса или для обработки круглых пазов определенного радиуса необходимо выполнить следующую процедуру , описанную ниже.
1. Выровняйте вертикально-фрезерный станок под углом 90* к столу.
2. Установите циферблатный индикатор на шпиндель фрезерного станка.
3. Установите поворотный стол на стол фрезерного станка.
4. Отцентрируйте поворотный стол по шпинделю станка, используя пробку в столе и циферблатный индикатор на шпинделе.
5. Установите шкалу продольной (X) и поперечной подачи (Y) на ноль.
6. Установите заготовку на поворотный стол, совместив центр радиальных вырезов с центром стола. Для этого можно использовать специальную беседку. Другой метод заключается в выравнивании центра радиального реза с помощью вибратора, установленного на шпинделе станка.
7. Переместите либо поперечную, либо продольную подачу (в зависимости от того, что удобнее) на величину, равную требуемому радиусу.
8. Заблокируйте стол и седло.
9. Установите соответствующую концевую фрезу.
10. Установите правильную скорость (об/мин).
11. Поверните заготовку с помощью маховика подачи поворотного стола в начальную точку реза.
12. Установите глубину резания и обработайте радиус до размера, указанного на чертеже, используя ручную или механическую подачу.
1. Когда используется смещенная расточная головка?
2. Назовите три основных компонента расточных головок.
3. Почему стопорный винт затягивается после регулировки салазок инструмента.
4. Почему на направляющей инструмента есть несколько отверстий для крепления расточных инструментов?
5. От чего зависит скорость резания при растачивании?
6. Для каких целей можно использовать поворотный стол?
7. Для чего предназначено отверстие в центре поворотного стола?
8. Кратко опишите, как можно центрировать поворотный стол с помощью вертикального шпинделя фрезерного станка.
9. Кратко опишите, как одна заготовка центрируется на поворотном столе.
10. Объясните, как можно вырезать большой радиус с помощью поворотного стола.
Эта глава была взята из следующих источников.
- Процедуры нарезания резьбы получены из документа «Бурение и нарезание резьбы» Университета Айдахо, CC:BY-SA 3.0.
- Tramming получено из Tramming Mill Head Университета Айдахо, CC: BY-SA 3.0.
- Циферблатный индикатор (фото) получен из Dial Gauge by Wikimedia, CC:BY-SA 3.0.
- Процедуры фрезерного станка , взятые из «Инструментов машиностроения» Массачусетского технологического института, CC:BY-NC-SA 4.0.
- Поворотный стол получен из Поворотного стола Университета Айдахо, CC:BY-SA 3.0.
Товары для обработки отверстий — сверла, расточные инструменты, развертки
Дом
> Сверление
Приложения
Материал заготовки
Покрытие
Диаметр резки
Размер седла вставки
Угловой радиус
Количество индексов
Адаптация стороны машины
Вставьте руку
Начало темы
- 1 (3)
- 2 (32)
- 4 (224)
Длина до диам. Соотношение
Полезная длина
Код размера картриджа
Семейство продуктов
Категории продуктов
Инструменты для зенковки
Глубокая скважина (BTA и обычная)
бурение
Прецизионное растачивание и развертывание
Пятнистость и гравировка
Категории товаров
Инструменты для зенковки
Глубокая скважина (BTA и обычная)
бурение
Прецизионное растачивание и развертывание
Пятнистость и гравировка
Приложения
Материал заготовки
Покрытие
Диаметр резки
Размер седла вставки
Угловой радиус
Количество индексов
Адаптация стороны машины
Вставить руку
Начало темы
- 1 (3)
- 2 (32)
- 4 (224)
Длина до диам. Соотношение
Полезная длина
Код размера картриджа
Семейство продуктов
Могул-стержни — Для расточки по внутреннему диаметру|NTK РЕЖУЩИЕ ИНСТРУМЕНТЫ
Могул-стержни — Для растачивания по внутреннему диаметру|NTK РЕЖУЩИЕ ИНСТРУМЕНТЫ | Свеча зажигания NGK Co., Ltd.
Решает распространенные проблемы, связанные с операциями внутреннего растачивания
Стержни и пластины высокой жесткости, отводящие стружку от детали
Уникальная конструкция расточной оправки значительно повышает жесткость в сочетании со стружколомами, которые контролируют направление эвакуации стружки во время операции растачивания.
Видео о продукте
(метрическая версия)
Характеристики
- Держатель, предназначенный для обеспечения жесткости и устранения вибраций
- Стружколомы F1, F05, FG, разработанные для обработки глухих отверстий, чтобы направлять стружку назад и из отверстия, чтобы предотвратить скопление стружки
- Подача СОЖ через расточные оправки для эвакуации стружки
Инструментальное приложение
Швейцарские токарные станки с ЧПУ ID расточные операции
Диапазон регулирования стружколома
Условия резания
Прокрутите таблицу →
| Марка с покрытием | Материал | Тип операции | Величина выступа | Скорость резания (SFM) | Подача (ПИС) | DOC (дюйм) |
|---|---|---|---|---|---|---|
| СТ4 | Нержавеющая сталь | Внутреннее растачивание Внутреннее растачивание Обратное точение | Стальной хвостовик ~5D Твердосплавный хвостовик ~7D | 130 — 600 | . 0008 — .005 | .004 — .080 |
| QM3 | Легированная сталь / углеродистая сталь / закаленный материал | 150 — 500 | ||||
| DM4/DT4 | Труднообрабатываемый материал / титановый сплав / жаропрочные сплавы | 130 — 330 | ||||
| ТМ4/ЗМ3 | Цветной металл / алюминий / пластик / общего назначения | 150 — 500 |
Выступ державки
- [ Условия резания ]
- Материал: Легированная сталь・Нержавеющая сталь 260 SFM .002 — .004 IPR .004 — .020 DOC WET
Удаление стружки в обратном направлении
Стружколомы типа F направляют стружку назад и наружу из отверстия
* Используйте правостороннюю пластину с правосторонней расточной оправкой
Особенности стружколомов FG/F05/F1
- [ Пример режимов резания ]
- Материал: SCM415 диаметр детали φ. 472 260 SFM Глубина отверстия: 0,787 мокрый
- [ Используемые инструменты ]
- Держатель: S10K-STUPR11D12-OH Вставка: TPGh321
*При использовании стружколомов FG, F1, F05 используйте правостороннюю пластину с правосторонней расточной оправкой.
Стружколом
Прокрутите таблицу →
- [ Условия резания ]
- Материал: SCM435 270 SFM .002 IPR .010 DOC диаметр детали: φ.39 Внешняя подача СОЖ Величина вылета державки: L/D = 4 Глубина обработки: 0,79″
- [ Используемые инструменты ]
- Держатель: S08H-STUPR09Тип D10-OH (минимальный диаметр отверстия φ.39″) Диаметр хвостовика: φ.315 Пластина: TPGH0
Тип
Тематическое исследование
| Детали клапана | |
|---|---|
| |
| |
| |
| |
| |
| |
| Могуловые стержни + TM4 FGbreaker | 1500 шт. |
| Продукт конкурента | 700 шт. |
Стойкость инструмента конкурента была нестабильной из-за стружкообразования.
Могуловый стержень NTK и пластина со стружколомом FG эвакуировали стружку из отверстия, что привело к увеличению стойкости инструмента в 2,1 раза.
| Втулка | |
|---|---|
| |
| |
| |
| |
| |
| |
| Могуловые стержни + TM4 F1 Breaker | 900 шт.  |