Токарный станок 1 а 616 характеристики: 1А616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
технические характеристики, область применения, отзывы, паспорт
Обработка металлов резанием применяется не только на промышленных предприятиях, но и в частных цехах. Для резки используются металлообрабатывающие токарные станки. Один из них – универсальный токарно-винторезный станок 1616 стал выпускаться в серийном варианте начиная с 1949 года на заводе СВСЗ (Средне-волжский станкостроительный завод).
История создания
Это – образец удачного и надежного оборудования для спецобработки металла, который востребован не только в нашей стране, но и за рубежом. Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
- Нормальной точности (непосредственно1616).
- Повышенной точности – 1616 П.
В дальнейшем модель была усовершенствована до серии 16Б16. С 90-х годов завод выпускает токарное оборудование «SAMAT» на основе модели 1616. Сейчас токарный станок 1616 снят с производства, выпускаются более современные модели. Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Детальное описание корпуса
Основные узлы токарного станка 1616:
- Чугунная станина с диагональными ребрами жесткости и двумя направляющими. Передняя, усиленная направляющая предназначена для перемещения суппорта, задняя – для перемещения задней бабки. Станина болтовыми соединениями укреплена на чугунных тумбах.
- Коробка скоростей (передняя шпиндельная бабка с блоком повышения шага и переборным устройством).
- Задняя бабка с перемещаемой пинолю и рукояткой закрепления положения.
- Коробка подач, обеспечивающая перемещение резца на суппорте относительно вращающейся заготовки.
- Фартук закрытого типа с блоком шестерен передачи момента.
- Подвижной суппорт для перемещения резца вдоль, поперек и под углом к оси шпинделя.
- Люнеты – специальные приспособления для облегчения работы токаря с длинными заготовками и повышения точности обработки детали.

- Электрический шкаф,.
- Два трехфазных электродвигателя на 380 Вольт.
- Электронасос для обеспечения подачи охлаждающей жидкостью (мощность 4,0 кВт, 1430 об/мин, 220/380 В).
- Лампа освещения 36 В.
- Две опорные тумбы (задняя и передняя).
- Система охлаждения, повышающая прочностные характеристики режущего инструмента и качества обрабатываемой поверхности.
- Коробка переключения скоростей, заключенная в чугунный корпус с герметично закрывающейся крышкой. Устанавливается на станине слева и крепится болтами.
В комплектацию входит поддон, находящийся между станиной и тумбами (для сбора стружки и жидкости, идущей из контура охлаждения).
Габариты рабочего пространства
Расположение органов управления
К органам управления токарного станка 1616 относятся:
- Рукоятки.
- Маховики.
- Суппорт
- Гайка крепления задней бабки, винт для ее поперечного перемещения.
- Трехфазный асинхронный электродвигатель.

Функции рукояток и маховиков как органов управления:
- Включение и выключение фрикционных муфт.
- Регулирование скорости движения шпинделя, установка его оборотов, кратных множителей для каждого режима.
- Изменение направления рабочей подачи.
- Регулирование характеристик резьбы (скорость, величина подачи и шаг).
- Изменение направления подач.
- Включение и выключение перебора.
- Включение ходового винта.
- Запуск поперечной и продольной подачи суппорта.
- Закрепление пиноли задней бабки.
- Пуск станка с реверсирования шпинделя.
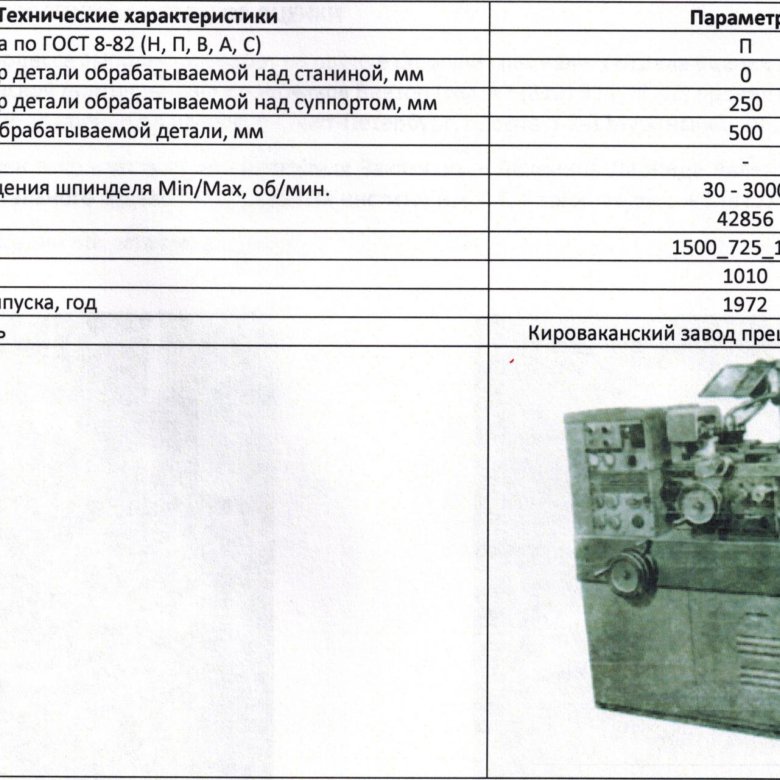
Технические характеристики
Паспорт токарный станок 1а616
Согласно данным в паспорте, прилагаемом к токарному станку этой модификации, он имеет следующие общие технические характеристики.
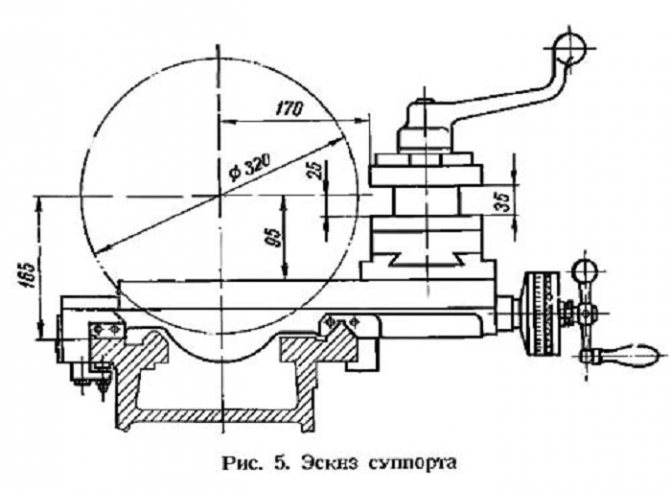
Благодаря подобной конструкции, суппорт металлообрабатывающего оборудования может перемещаться по следующим направлениям:
- поперек по винтовой передаче.
 В движение механизм можно привести только вручную. При этом величина преодолеваемого расстояния не превышает 195 мм;
В движение механизм можно привести только вручную. При этом величина преодолеваемого расстояния не превышает 195 мм; - передвижение суппорта вдоль обеспечивается как винтовой, так и валиковой передачей. Максимальное расстояние, на которое может перемещаться суппорт в этом направлении составляет не больше 670 мм.
Паспорт суппорта 1а616
Конструктив металлообрабатывающего станка делает возможным осуществление своевременной и быстрой замены зубчатых передач на специализированные конструктивные элементы. Эта незаменимая функция позволяет нарезать резьбу очень высокой точности и с маленьким шагом.
При выполнении резьбы высокой точности возможно включение ходового винта агрегата напрямую, а коробки передач в обход. Такое действие также предусмотрено конструктивными и техническими данными самого токарного оборудования.
В случае нанесения обычной резьбы метрического, дюймового или модульного типа проделывать вышеописанную операцию замены конструктивных рабочих элементов не требуется.
Сферы применения
Токарный станок 1616 и его модификации разработаны для обработки небольших деталей. Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Основные виды работ на токарном станке 1616:
- Вытачивание наружных и внутренних цилиндрических и конических поверхностей различной сложности и конфигурации.
- Точение торцов заготовок.
- Обточка конических фасонных поверхностей.
- Нарезание метрической, модульной, дюймовой резьбы резцом.
- Нарезание метрической, дюймовой резьбы метчиком и плашкой.
- Рифление поверхностей.
- Прорезание канавок.
- Сверление, зенкерования и развертывание отверстий.
Также можно выполнять обработку деталей посредством вращения заготовки относительно режущего инструмента. На токарном станке 1616 можно обрабатывать не только металлические, но и заготовки из других материалов.
Операции выполняются твердосплавными насадками и приспособлениями из быстрорежущих инструментальных металлов.
Принцип работы токарного станка 1616 можно представить в виде следующего алгоритма:
- Фиксация заготовки в патроне станка или между его центрами.
- Закрепление резцов в резцедержателе на суппорте.
- Закрепление соответствующего инструмента (для сверления, расточки, нарезания внутренней резьбы) в пиноли задней бабки.
- Обработка заготовки за счет комбинирования двух движений – поступательного перемещения режущего инструмента и вращения детали. За счет этих движений можно обрабатывать детали цилиндрической, конической и фасонной конфигурации, винтовых поверхностей и торцов.
Станок токарно-винторезный 1А616
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно винторезный станок 1А616.
Классификация оборудования
Для облегчения ориентации в большом количестве агрегатов разного предназначения разработана десятичная система. Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Выполняемые операций и использующиеся режущие инструменты, определяют девять групп станков. Первая цифра в названии определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые.
Последние цифры, указывает технические характеристики, высоту центров в см, (а) говорит о том, что в станке улучшены параметры, по сравнению с первым выпуском. У токарно винторезного станка 1А616 технические характеристики претерпели изменения на основании эксплуатационных данных.
Документация
В документацию на токарный станок 1616 входят:
- Паспорт.
- Назначение и область применения.
- Распаковка и транспортировка.
- Фундамент станка, монтаж и установка.
- Подготовка к первоначальному пуску.
- Описание основных узлов.
- Смазка.
- Первоначальный пуск.
- Указания по технике безопасности.
- Настройка.
- Регулирование.
- Ведомость комплектации.
К работе на токарном станке 1616не допускается персонал без соответствующей квалификации. Правила эксплуатации необходимо соблюдать как во время пусконаладочных работ, так и во время постоянно проводимых операций:
- Проверяется уровень масла, при необходимости производится его долив.
- Во время проведения постоянных работ с охлаждением, в систему заливается соответствующий состав и проверяется наличие накопительного поддона.
- Производится контрольный осмотр силовых ка кабелей, соединение с источником питания.
- Выполняется визуальный осмотр узлов, нужного оснащения.
Во время работы соблюдаются правила техники безопасности:
- Нельзя во время работы токарного станка 1616 касаться рукоятей, находящихся на КП и задней бабке.
- Во время обработки деталей следует обязательно использовать защитную экранную сетку.

- При обработке центрированных деталей с хомутами надо использовать специальный патрон с защитным ободом.
- Дверцы станка во время обработки заготовки должны быть плотно прикрыты.
Паспорт
Формат файла DjVu
Особенности ремонта
Токарный станок 1к62д
Особенности разборки и замены элементов есть практически у всех узлов станка 1А616. Чтобы не ошибиться — следует проводить работы, внимательно изучив чертежи, которые содержит инструкция по эксплуатации оборудования. Также, много информации по проведению отдельных операций ремонта можно найти на специальных ресурсах.
Для производства сложных работ, например, замены кулачковой муфты — следует четко следовать инструкции, приведенной в документации к оборудованию. Здесь есть все данные, касающиеся ремонта, позволяющие отрегулировать подшипник или настроить работу целого функционального узла станка.
Как снять патрон
Некоторые работы достаточно просты. В частности, снятие патрона. Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Как снять планшайбу
Снять планшайбу сложно. Она очень плотно накручивается на шестеренчатый вал передней бабки, масса детали достаточно велика, поэтому вручную провернуть соединение — практически невозможно. Опыт разборки без применения специальных приспособлений показал эффективность следующих вариантов, которые потребуют задействования шестерней коробки передач.
- Развести кулачки патрона, поместить между ними лом или более тонкий пруток металла. Провернуть шпиндель так, чтобы рычаг расположился в удобном для опускания с силой положении чуть выше головы. Включить коробку шестерен передачи на минимальные обороты и включить перебор. При начале вращения — резко потянуть пруток вниз. Данная операция потенциально опасна, как получением травмы, так и повреждением элементов коробки.
- Зажать в патроне шестигранник с надетым на него накидным ключом или металлический пруток поперек оси. Провернуть шпиндель так, чтобы конец рычага опирался на заднюю направляющую станины. Переключить КПП на малые обороты, обратное вращение и включить привод. Чтобы не повредить поверхность направляющей — рекомендуется подложить под рычаг доску или другой демпфер.
Данные способы применяются при ручной разборке. Однако для проведения ремонтов такого рода — рекомендуется пригласить профессионалов со специальным оборудованием.
Ремонт коробки скоростей
В случае корректировки натяжения приводных ремней производится ремонт коробки скоростей. Для этого отвинчиваются крепежные винты, делается регулировка соответствующей гайкой для каждого шкива, после чего — крепежные элементы устанавливаются на место.
Не представляет сложности и замена клиновидных ремней двенадцатиступенчатой КПП. Для этого частично демонтируется система смазки. Снимают колпак, фланец, винты и трубки подачи. После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
Отзывы пользователей
Роман, Москва: Работаю на токарном станке 1616 более 10 лет. Отмечаю высокую точность обработки, больших проблем с ним не возникало. Василий, Екатеринбург: Справляется вполне с большими объемами. На токарном станке 1616 работаем вдвоем. Оба прошли обучение, нареканий к станку нет. Можно выполнять сложные задания по обточке, не только гайки и болты. Александр, Волгоград: Токарный станок 1616 заслуживает уважения как ветеран металлообрабатывающего оборудования. Я его купил далеко не новым, пришлось восстанавливать. Сейчас работает как часы, служит отлично, нареканий нет.
Токарно-винторезный станок 460х1500 Vario (аналог токарного станка 16К20, 1А616, 1К62, 1В62Г)
- Главная
- Каталог
- Токарные станки
- Токарно-винторезные станки
Гарантия до 24 месяцев
Сервис обслуживание
Доставка от 3 дней по России
Лизинг на оборудование
- Описание
- Характеристики
- Комплектация
Токарно-винторезный станок 460х1500 Vario (аналог токарного станка 16К20, 1А616, 1К62, 1В62Г).
 Современный, универсальный токарный станок – прост в использовании, имеет цифровой дисплей для 3-осей. Используется в производстве технического обслуживания и ремонта.
Современный, универсальный токарный станок – прост в использовании, имеет цифровой дисплей для 3-осей. Используется в производстве технического обслуживания и ремонта.- Различные возможности использования в общем машиностроении, серийном производстве и в учебных целях;
- Съемный мостик обеспечивает обработку элементов большого диаметра;
- Современные подшипники с шарикоподшипниковой основной;
- Центральная система переключения подач, резьбоуказатель;
- Точность скорости оборотов и подачи;
- Стабильная станина, стойкая к искажениям, чрезвычайно устойчивая к вибрациям.
Характеристика
Значение Диаметр обточки над станиной
460 мм
Диаметр обточки над суппортом
274 мм
Диаметр обточки над мостиком
690 мм
Длина обточки над мостиком
300 мм
Длина обточки
1500 мм
Станина
Закалённая индуктивно
Ширина станины
300 мм
Диаметр токарного патрона
250 мм
Диаметр отверстия шпинделя
80 мм
Зажим/конус шпинделя
D1-6 DIN 55029
Частота вращения шпинделя
25-1700 об/мин
Максимальный размер инструмента
25 x 25 мм
Продольная подача
0,031 — 1,7 мм/об
Поперечная подача
0,014 — 0,784 мм/об
Метрическая резьба
1 — 14 мм (41 rodz.
 )
)Дюймовая резьба
2-112 G1 (60) Диаметр пиноли задней бабки
60 мм
Ход пиноли задней бабки
130 мм
Конус шпинделя задней бабки
MT 4
Мощность главного двигателя
5,5 кВт
Мощность насоса СОЖ
0,09 кВт
Габаритные размеры
2750 мм x 1080 мм x 1370 мм
Вес
2020 кг
Стандартное оснащение:
- Цифровая индикация для 3-осей;
- Vario – бесступенчатое переключение скорости;
- 3-кулачковый токарный патрон 315 мм;
- 4-кулачковый токарный патрон 400 мм
- Неподвижный люнет 130 мм;
- Неподвижный люнет 260 мм;
- Переходная втулка;
- Ускоренная подача суппорта;
- Педаль тормоза безопасности;
- Защита от стружки по всей длине токарного станка;
- Галогенное освещение 24V;
- Резьбоуказатель;
- Комплект инструментов.

Отправить
Передавая информацию сайту Вы принимаете условия Политики защиты персональной информации
Моделирование статических и динамических характеристик станины токарного станка с ЧПУ CK61125 на основе МКЭ Академическая исследовательская работа по теме «Материаловедение»
Доступно на сайте www.sciencedirect.com
ScienceDirect Procedia
Engineering
ELSEVIER Procedia Engineering 47 17 — 496 =
www.elsevier.com/locate/procedia
13-й Всемирный конгресс по производству и менеджменту, GCMM 2016
Моделирование статических и динамических характеристик для ЧПУ CK61125
Станина токарного станка на базе FEM
Hongping Yang*a,b, Rongzhen Zhaob, Weiqian Lic, Cheng Yanga, Li Zhena
aТяньшуйский педагогический университет, Школа мехатроники и автомобилестроения, Тяньшуй, 741000, Китай b Ланьчжоуский технологический университет , Школа механики и электронной техники, Ланьчжоу, 730070, Китай cTianshui Spark Machine Tool Co. Ltd, Тяньшуй, 741025, Китай
Ltd, Тяньшуй, 741025, Китай
Аннотация
Характеристики станины токарного станка напрямую влияют на точность обработки. Во-первых, на основе метода конечных элементов моделируются статическая и динамическая конструкции токарного станка с ЧПУ CK61125. Результаты показывают, что максимальное напряжение составляет 100,98 МПа, максимальная деформация 0,615 мкм/мм, максимальная деформация 0,1455 мм. Во-вторых, модальный анализируется на основе метода анализа конечных элементов, результаты показывают, что резонансная частота первого порядка составляет 271,63 Гц, резонансная частота второго порядка составляет 290,41 Гц, резонансная частота третьего порядка составляет 305,88 Гц.
© 2017 Авторы. Опубликовано ElsevierLtd. Это статья в открытом доступе под лицензией CC BY-NC-ND (http://creativecommons.org/licenses/by-nc-nd/4.0/).
Рецензирование под ответственность оргкомитета 13-го Всемирного конгресса по производству и менеджменту Ключевые слова: станина токарного станка; статический; динамичный; ФЭМ.
1. Введение
Станок является основным производственным оборудованием, а станок с числовым программным управлением (ЧПУ) имеет высокоточное, высокоэффективное автоматизированное производственное оборудование. Он широко используется в автомобильной, авиационной, аэрокосмической, морской, железнодорожной, ветровой, гидроэнергетике и других областях. В связи с растущим спросом на сложные прецизионные детали станки с ЧПУ стали развиваться в направлении повышения эффективности, надежности и точности [1-2].
Динамические и статические характеристики станины токарного станка оказывают большое влияние на производительность станка. Структурные характеристики станины связаны с точностью и качеством обработки станка, а также со стабильностью работы станка. Поэтому дизайнер должен изучить динамические и статические характеристики кровати.
CrossMar]
* Автор, ответственный за переписку. Тел.: +0-938-836-2793. Электронный адрес: [email protected].
1877-7058 © 2017 Авторы. Опубликовано Elsevier Ltd. Это статья в открытом доступе по лицензии CC BY-NC-ND (http://creativecommons.org/licenses/by-nc-nd/4.0/).
Опубликовано Elsevier Ltd. Это статья в открытом доступе по лицензии CC BY-NC-ND (http://creativecommons.org/licenses/by-nc-nd/4.0/).
Рецензирование под ответственностью организационного комитета 13-го Всемирного конгресса по производству и менеджменту doi:10.1016/j.proeng.2017.01.171
С развитием компьютерных технологий и методов анализа реализуется цифровое производство постепенно к информационным технологиям и технологиям производства[3-6]. Среди этих методов метод конечно-элементного анализа является передовым и эффективным методом проектирования, поскольку метод конечно-элементного анализа может легко и точно определить напряжение, распределение, деформацию, напряжение. И внутреннее напряжение компонентов может быть рассчитано. Это делает проектирование структуры более целенаправленным. Тялор[7] основал теорию качества, сверлильный станок взял за основу конечно-элементное моделирование. Результат анализа достоверный. Однако из-за игнорирования влияния жесткости соединения и коэффициента демпфирования динамические характеристики станка не соответствовали действительности. Цзян[8-9] предложена математическая модель для моделирования метода конструкции соединения станка с использованием анализа методом конечных элементов. Шпиндель станка к положению и количеству соединений станков с ЧПУ оптимизирован. Yeh [10-11] установил метод конечных элементов для подвижной станины фрезерного станка, станины станка, рамы головки и колонны. И модальный анализ был сделан для каждой части. Он [12] смоделировал твердотельную модель станины CA6140 с помощью программного обеспечения UG, затем твердотельная модель была импортирована в программное обеспечение ANSYS для обработки ее модального анализа. Расстояние, толщина и структура ребер рассматривались как переменные конструкции. Было установлено соответствие между собственной частотой и жесткостью кровати и получены оптимальные результаты. Ван [13], на основе принципа динамической оптимизации конструкции и метода анализа переменных метода конечных элементов анализируются динамические характеристики конструкции станины прецизионных станков.
Цзян[8-9] предложена математическая модель для моделирования метода конструкции соединения станка с использованием анализа методом конечных элементов. Шпиндель станка к положению и количеству соединений станков с ЧПУ оптимизирован. Yeh [10-11] установил метод конечных элементов для подвижной станины фрезерного станка, станины станка, рамы головки и колонны. И модальный анализ был сделан для каждой части. Он [12] смоделировал твердотельную модель станины CA6140 с помощью программного обеспечения UG, затем твердотельная модель была импортирована в программное обеспечение ANSYS для обработки ее модального анализа. Расстояние, толщина и структура ребер рассматривались как переменные конструкции. Было установлено соответствие между собственной частотой и жесткостью кровати и получены оптимальные результаты. Ван [13], на основе принципа динамической оптимизации конструкции и метода анализа переменных метода конечных элементов анализируются динамические характеристики конструкции станины прецизионных станков. На основе результатов анализа метаструктуры предложены две схемы структурной оптимизации строения пласта. Abuthakeer [14] заключается в улучшении жесткости, собственной частоты и демпфирующей способности станины станка с использованием композитного материала, содержащего сварную сталь и полимербетон. Разработана и изготовлена станина станка из сэндвич-конструкций и полимербетона. Модальный и статический анализы проводились численно и экспериментально для определения модальных частот, коэффициента демпфирования, деформации и деформации.
На основе результатов анализа метаструктуры предложены две схемы структурной оптимизации строения пласта. Abuthakeer [14] заключается в улучшении жесткости, собственной частоты и демпфирующей способности станины станка с использованием композитного материала, содержащего сварную сталь и полимербетон. Разработана и изготовлена станина станка из сэндвич-конструкций и полимербетона. Модальный и статический анализы проводились численно и экспериментально для определения модальных частот, коэффициента демпфирования, деформации и деформации.
В этой статье, в качестве объекта исследования горизонтального токарного станка с ЧПУ CK61125, блок станины станка с ЧПУ моделируется и анализируется на основе метода анализа конечных элементов при глубоком анализе структуры и рабочих характеристик станины токарного станка. Рассчитаны рабочие напряжения, деформации и модальные параметры станины станка.
2. Принцип анализа статических и динамических характеристик
Статическое и динамическое моделирование конечных элементов станины токарного станка представляет собой цифровую модель конечных элементов, которая может отражать инженерную практику посредством анализа ее производительности. Основные идеи: разбить непрерывную структуру на конечное число единиц и задать в каждой единице конечное число узлов, сделать континуум только в узле, соединенном с множеством сборочной единицы, выбрать значение узла как основная неизвестная величина, чтобы принять приблизительную функцию интерполяции в каждой единице, чтобы представить распределение функции полузащитника единицы, используя принцип механики, такой как принцип вариации и принцип виртуальной работы, для решения уравнения конечных элементов неизвестного узла, которое будет непрерывной областью бесконечных степеней свободы в ограниченную степень свободы задач дискретной предметной области.
Основные идеи: разбить непрерывную структуру на конечное число единиц и задать в каждой единице конечное число узлов, сделать континуум только в узле, соединенном с множеством сборочной единицы, выбрать значение узла как основная неизвестная величина, чтобы принять приблизительную функцию интерполяции в каждой единице, чтобы представить распределение функции полузащитника единицы, используя принцип механики, такой как принцип вариации и принцип виртуальной работы, для решения уравнения конечных элементов неизвестного узла, которое будет непрерывной областью бесконечных степеней свободы в ограниченную степень свободы задач дискретной предметной области.
2.1. Анализ статических характеристик
Используется принцип механики упругости, упругое тело под действием внешней силы, в любой точке напряжение, деформация, деформация соответственно равны:
M= x ° y ° z T xy T yz T zx f (1 )
=\uv wf
Isx e y e z 7xy 7 yz 7 zxj
(2) (3)
Для изотропного линейно-упругого материала отношение между вектором напряжения и деформации равно:
M=[D]M
где, [D] — матрица упругости, ее значение полностью зависит от модуля упругости материалов станины токарного станка E и коэффициента Пуассона /u, его выражение: 9)
Используя принцип виртуального смещения, внешняя сила, приложенная к работе, совершаемой при виртуальном перемещении, равна виртуальному напряжению, совершаемому при работе, соответствующему напряжению при виртуальном перемещении. Предполагая, что матрица виртуальных деформаций
Предполагая, что матрица виртуальных деформаций
равна {5} , связь между виртуальной деформацией конечного элемента {e} и виртуальным смещением будет следующей:
Kf [D][B]dV {F}e
JfeF {.}dy = \fY
J[ltf [D][B]dV Me = {5f {fy
[k]e me ={f)e [k]e =fBF [D][B]dV
(9) (10)
Для расчета каждого узла элемента, соответствующего матрице нагрузки конструкции и матрице жесткости, можно получить уравнение баланса интегрального узла.
K ]M={F}
Через граничные условия внешнего смещения можно получить перемещение узла конструкции. И тогда, при известном смещении узла элемента, можно рассчитать соответствующее значение напряжения и деформации узла.
2.2. Анализ динамических характеристик
Модальный анализ является основой динамического анализа. Модальность может быть получена путем анализа собственной частоты системы, режима вибрации, собственной частоты и режима вибрации. Если упругая система имеет несколько свобод, мы можем вывести уравнение ее движения, используя принцип динамической нагрузки и виртуальной работы. Тогда мы можем получить уравнение динамического равновесия шпинделя
Тогда мы можем получить уравнение динамического равновесия шпинделя
по силе элемента, поверхностной силе, вектору сосредоточенной силы (t)}:
[M Mt)} + [cM)}+[/iM)}={F(t )} (12)
Где — смещение конструкции шпинделя, — общая скорость конструкции станины, {.*(/)} — общее ускорение конструкции станины
. Матрица жесткости станины токарного станка, матрица масс и матрица демпфирования имеют вид [K], [M] и [C] соответственно.
В процессе модального анализа взятие (t)} является нулевой матрицей. Поскольку конструкционное демпфирование мало,
структура собственной частоты и вида влияния пренебрежимо малы, что можно получить по структуре уравнения незатухающих свободных колебаний:
[M ]{*(* )}+[K Mt )}= 0 (13)
При свободных колебаниях каждая массовая частица находится в состоянии простых гармонических колебаний. если jx0 (t)} — узел матрицы амплитуд
, co — частота, соответствующая режиму вибрации. Тогда смещение каждого узла может быть выражено как:
{x(t)}={xo (t)}cos (cot) (14)
Следовательно, однородное уравнение может быть получено как:
|k ]- ®2 [M ]X-Xo(t)} = 0 (15)
Когда станина токарного станка находится в свободном колебании, амплитуда всех узлов не равна нулю, определитель коэффициента должен быть равен нулю. Таким образом, получается уравнение модальной частоты станины токарного станка:
Таким образом, получается уравнение модальной частоты станины токарного станка:
|[K]-©2 [M 0 (16)
Таким образом, можно получить токарную станину каждого порядка собственной частоты колебаний и основных форм.
3. Параметры конструкции станины станка
Взяв в качестве объекта исследования горизонтальный станок станка с ЧПУ CK61125, конструкции станины показаны на рис. 1. Материал станины станка — HT250. Его модуль упругости 140 ГПа, удельный вес 0,25, плотность материала 7890 кг-м-3, предел текучести 240 МПа.
Станина токарного станка нагружается шпиндельной системой, силами резания и др. Его нагружение показано на рис. 1. Величина давления поверхностей B, D, E, F, G, H, I составляет 0,0139.МПа, 0,022 МПа, 0,0218 МПа, 0,0305 МПа, 0,0253 МПа, 0,0428 МПа, 0,0428 МПа соответственно. Величина момента поверхности C, J составляет 14,9 кН-м, 2,68 кН-м соответственно.
H Фиксированная опора
■ Давление: 7.2e-002 MPs
| Момент: 14946E* 007 NMM
■ ПРЕДОСТАВЛЕНИЕ: 0,114 МПа
■ Давление 2: 0,113 МПа
■ Давление 3: 0,158 МПа ч.
B Момент 2: 6,78e+006 Н мм
Рис. 1. Нагрузки станины станка. 4. Моделирование и анализ статических, динамических характеристик станины станка
4.1. Анализ результатов моделирования статических характеристик
В соответствии с ситуацией обработки станков анализируются напряжения и деформации станины, как показано на рис.
Рис. 2. Расчетный контур станины токарного станка. (а) контур напряжений; (б) контур деформации; (в) контур деформации
Из рис. 2 (а) видно, что максимальное напряжение станины токарного станка составляет 80,49М-м-м. По рис. 2 (в) видно, что наибольшая деформация станины под нагрузкой составляет 0,1455 мм.
4.2. Модальный анализ станины токарного станка
Модальный — это присущие вибрационные характеристики конструкции объекта. Это один из основных параметров объекта при проектировании конструкции с динамической нагрузкой. Каждый модальный порядок имеет свою собственную частоту и модальный режим вибрации. Модальный анализ результатов каждого порядка является важной основой для проектирования конструкции и позволяет избежать повреждений под действием резонанса динамической нагрузки.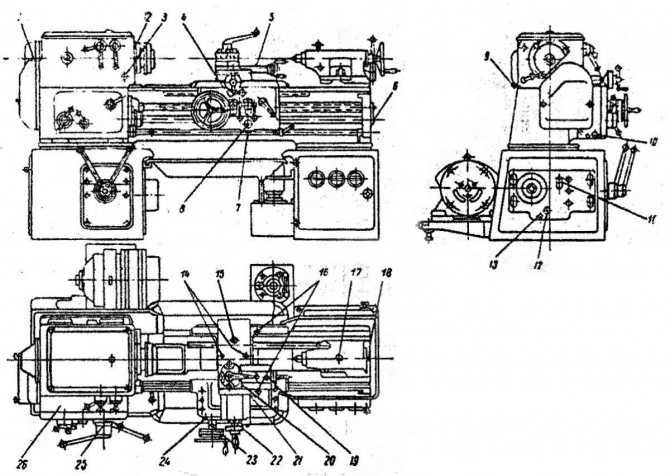 В то же время режим вибрации может судить о слабости механических частей в работе и может оптимизировать конструкцию механических частей. Таким образом, модальный анализ является важным содержанием при проектировании станков.
В то же время режим вибрации может судить о слабости механических частей в работе и может оптимизировать конструкцию механических частей. Таким образом, модальный анализ является важным содержанием при проектировании станков.
В этой статье представлены результаты модального расчета станины токарного станка с использованием метода подпространства. Его собственные частоты четырех порядков и форма вибрации получены, как показано в таблице 1 и на рис. 3.
Таблица 1. Результаты модального слоя.
Модальный заказ 1 -й заказ 2 -й заказ 3 -й заказ 4 -й заказ
Частота (Гц) 271,63 290,41 305,88 342,13
3 Общая деформация
Тип: общая частота деформации: 271,63 Гц Блок: ММ
DC «II__
3 DCC« II__
3 DCC «II__
3 DCC« II__
3 DC ».
b Общая деформация
Тип: Общая частота деформации: 290,41 Гц Единица: мм
C Общая деформация
Тип: Суммарная деформация Частота: 305,88 Гц Единица мм
(J Общая деформация
Частота: 3 Гц. Единица измерения мм
Единица измерения мм
Рис. Для деталей станины станка с ЧПУ CK61125 напряжение, деформация, деформация и мода проанализированы на основе FEM, напряжение и деформация показаны на параметрах конструкции станины станка и модальной частоте, что обеспечит надежные теоретические параметры станка, методы моделирования и анализа
Благодарности
Это исследование частично поддерживается Национальным фондом естественных наук Китая (№ 51565053), Фондом естественных наук провинции Ганьсу (№ 1506 RJZE113), Фондом научных исследований Департамента образования провинции Ганьсу (№ 2015A). -134) и Национальные программы инновационного предпринимательства студентов колледжей Китая (№ 201610739001).
Ссылки
[1] HR Cao, ZJ He, Динамическое моделирование и система обновления модели между станком и его шпинделем, Журнал машиностроения, 13 (2012) 88-94.
[2] В. Ганьоль, Б.К. Бузгарроу, П. Рэй, К. Барра, Прогнозирование стабильности высокоскоростных шпинделей на основе модели, Международный журнал механических инструментов и производства, 47 (2007) 1176-1186.
[3] Ю.Л. Jia, Анализ статических и динамических характеристик шпинделя станка для обработки глубоких отверстий T2120 и оптимизация проектирования, Тайюань, Северный университет Китая, 2015.
[4] O. Maeda, Y.Z. Цао, Ю. Алтинтас, Экспертная система проектирования шпинделей, Международный журнал станкостроения и производства, 3 (2005) 537-548.
[5] А. Тедрик, Н. Майкл, Анализ подшипников качения, пятое издание, Передовые концепции технологии подшипников, Нью-Йорк: Taylor & Francis Group, 2006.
[6] А.А. Мохаммед, А.А. Эшаркави, Влияние осевой предварительной нагрузки радиально-упорных шарикоподшипников на динамику системы шпинделя планировочной машины, Journalof Materials Processing Technology, 136 (2003) 48-59.
[7] М.П. Россов, Э. Тайлор, Метод конечных элементов для оптимального проектирования листов переменной толщины, Журнал AIAA, 11 (19).73) 1566-1569.
[8] T. Jiang, M. Ciredast, Виртуальная сборка с использованием методов виртуальной реальности, Computer-Aided Design, 29 (1997) 575-584.
[9] Б. Лиа, Дж. Хонг, З. Ван, В. Ву, Ю. Чен, Оптимальная конструкция станины станка путем идентификации топологии несущей нагрузки с критерием распределения веса, 45-я конференция CIRP по производственным системам, Procedia CIRP , 3(2012) 626-631.
[10] Т.П. Йе, Дж. М. Вэнс, Применение методов виртуальной реальности к проектированию структурных форм на основе чувствительности, Журнал механического проектирования, Сделка ASME, 120 (1998) 619-621.
[11]М. Мори, М. Фудзисима, Ю. Инамасу, Ю. Ода, Исследование повышения энергоэффективности станков, Производственные технологии, 60 (2011) 145-148.
[12] HJ He, J. Mei, L.X. Ма, Проектирование и оптимизация станины машины CA6140, Журнал Чунцинского технологического университета (естественные науки), 29 (2015) 1674-8425.
[13] F.Q. Ван, З. Ю. Руи, К. Л. Лей, К. Ву, Станина станка на основе блочной структуры. Структурно-динамический анализ и оптимизация точности, Journal of Machine Design, 29.(2012) 93-96.
[14] С.С. Абутакер, П.В. Моханрам, Г. Моханкумар, Улучшение статических и динамических характеристик станины обычного станка с числовым программным управлением с гибридной сварной сталью, Американский журнал прикладных наук, 8 (2011) 610-616.
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Проверить сейчас Machineseeker — Приложение !
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.
 com является официальным спонсором:
com является официальным спонсором:
Популярные подержанные машины:
Топ 200
-1к
-2к
-3k
-4k
-5к
-6к
-7к
-8k
-9к
-10к
-11к
-12к
-13к
-14k
-15к
-16к
-17к
-18k
-19к
-20к
-21k
-22k
-23k
-24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .
