Токарный станок 16б: 16Б16КП Станок токарно-винторезный повышенной точности с автоматической коробкой передач. Паспорт, схемы, характеристики, описание
Содержание
16Б20П Станок токарно-винторезный повышенной точности. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16Б20п
Производитель универсальных токарных станков 16Б20п — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 — станок токарно-винторезный универсальный, Ø 400
- 1К62 — станок токарно-винторезный универсальный, Ø 400
- 1К62Б — станок токарно-винторезный повышенной точности универсальный, Ø 400
- 1К282 — станок токарный восьмишпиндельный вертикальный, Ø 250
- 1К620 — станок токарно-винторезный универсальный с вариатором, Ø 400
- 1К625 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 16А20Ф3 — станок токарный с ЧПУ, Ø 400
- 16Б20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20 — станок токарно-винторезный универсальный Ø 400
- 16К20ВФ1 — станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400
- 16К20М — станок токарно-винторезный механизированный, Ø 400
- 16К20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20ПФ1 — станок токарно-винторезный повышенной точностии с УЦИ, Ø 400
- 16К20Ф3 — станок токарный с ЧПУ, Ø 400
- 16К20Ф3С32 — станок токарный с ЧПУ, Ø 400
- 16К20Т1 — станок токарный с оперативным управлением, Ø 500
- 16К25 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 162 — станок токарно-винторезный универсальный, Ø 420
- 1622 — станок токарно-винторезный универсальный, Ø 120
- 1730 — станок токарный многорезцовый копировальный полуатомат, Ø 410
- ДИП-40 (1Д64) — станок токарно-винторезный универсальный, Ø 800
- ДИП-50 (1Д65) — станок токарно-винторезный универсальный, Ø 1000
- ДИП-200 — станок токарно-винторезный универсальный, Ø 400
- ДИП-300 — станок токарно-винторезный универсальный, Ø 630
- ДИП-400 — станок токарно-винторезный универсальный, Ø 800
- ДИП-500 — станок токарно-винторезный универсальный, Ø 1000
- МК6046, МК6047, МК6048 — станок токарно-винторезный универсальный, Ø 500
- МК6056, МК6057, МК6058 — станок токарно-винторезный универсальный, Ø 500
- МК-3002 — станок токарный настольный, Ø 220
16Б20П Станок токарно-винторезный повышенной точности универсальный.
 Назначение и область применения
Назначение и область применения
Токарно-винторезный станок повышенной точности 16Б20П разработан в 1965 году. Станок 16Б20П спроектирован на базе модели 1К62 и был заменен более совершенной моделью 16К20. Станок 16Б20П выпускался недолго и стал переходной моделью между двумя сериями станков: 1к62 и 16к20. Многие технические решения, впервые внедренные на этой модели, применяются по сей день в современных токарно-винторезных универсальных станках, например, коробка подач 16Б20П.070.000, фартук 16Б20П.061.000 стали стандартом для всех последующих моделей этой серии.
Токарно-винторезный станок 16Б20П предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка
16Б20П
Жесткая коробчатой формы станина станка 16Б20П с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка П. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Особо нужно учесть, что станок модели 16Б20П является моделью повышенной точности, и во избежание потери точности не следует использовать его для черновой обработки.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.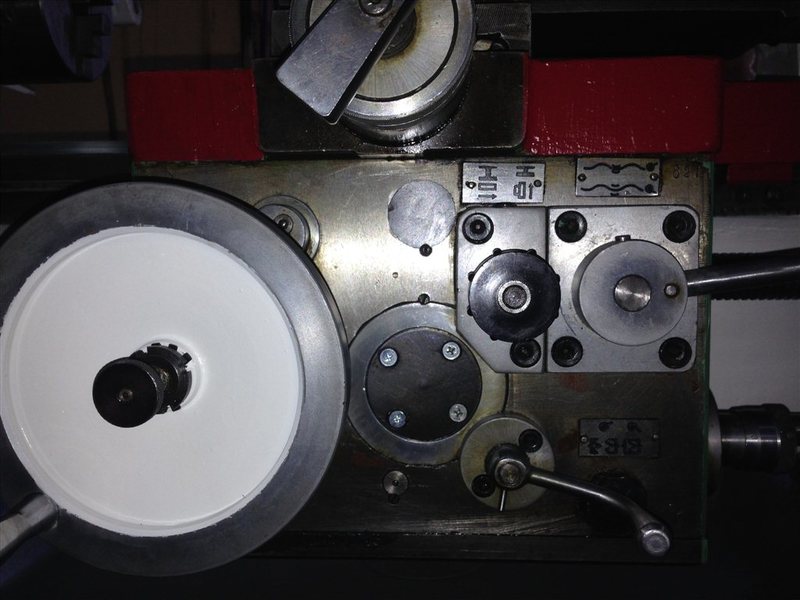 В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6048, МК6056, МК6057, МК6758.
Габариты рабочего пространства токарного станка 16Б20П. Эскиз суппорта
Габарит рабочего пространства токарного станка 16Б20п
Чертеж шпинделя токарно-винторезного станка 16Б20П.
Чертеж шпинделя токарно-винторезного станка 16Б20п
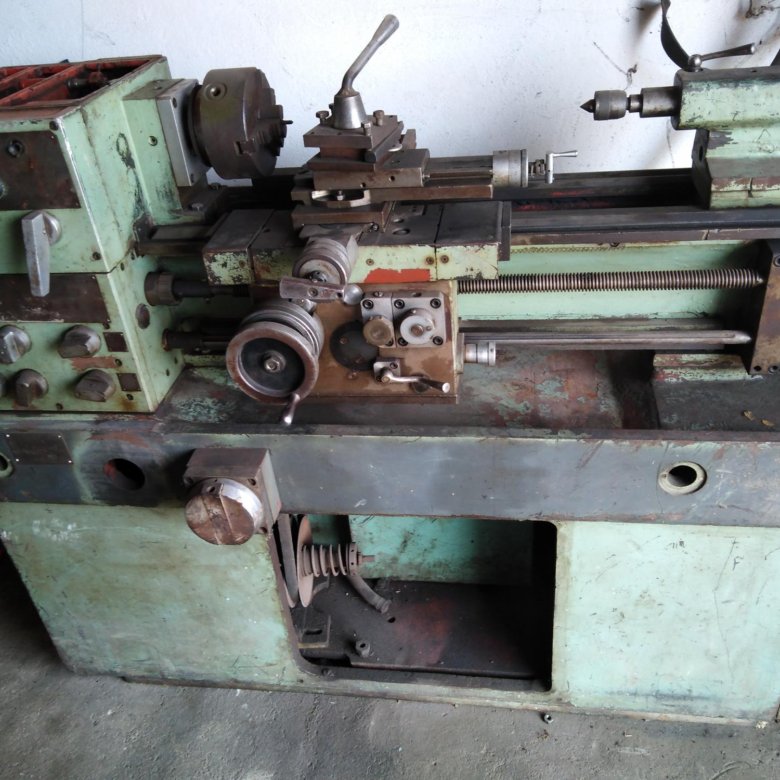
Общий вид токарно-винторезного станка 16Б20П
Фото токарно-винторезного станка 16Б20п
Расположение органов управления токарно-винторезным станком 16Б20П
Расположение органов управления токарно-винторезным станком 16Б20п
Расположение органов управления токарно-винторезного станка 16Б20П.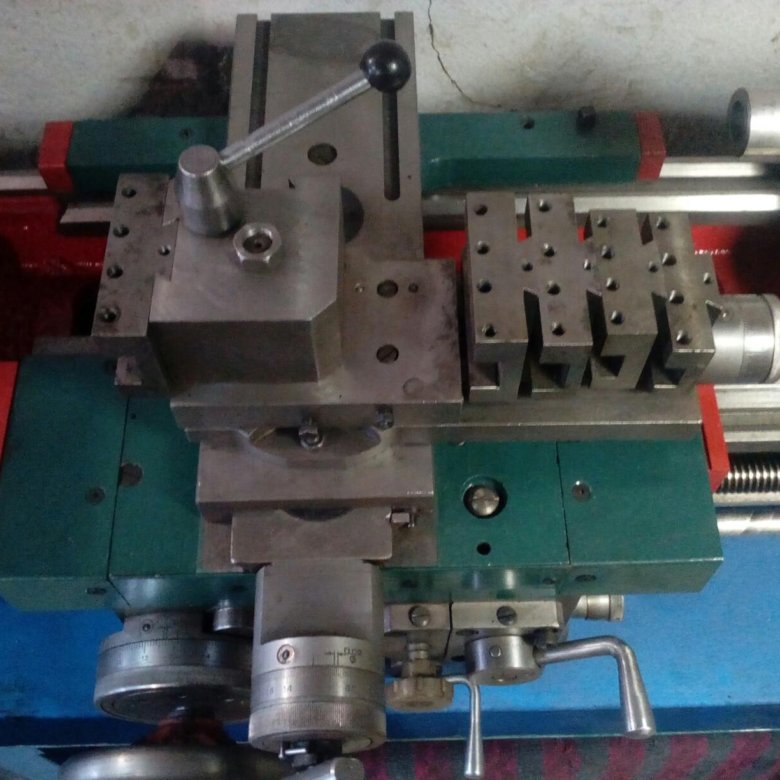 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления токарно-винторезного станка 16Б20П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага и деления на многозаходные резьбы
- Рукоятка установки правой или левой резьбы
- Рукоятка выбора типа резьбы и вида работы (нарезание резьбы или подача)
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки величины подачи или резьбы
- Маховичок ручного продольного перемещения каретки суппорта
- Рукоятка включения и выключения гайки ходового винта
- Маховичок зажима лимба продольной подачи
- Кнопка вывода реечной шестерни из зацепления при нарезании резьб
- Рукоятка поперечного перемещения суппорта
- Кнопка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка зажима от проворота ходового винта для перемещения верхнего суппорта (резцовых салазок)
- Рукоятка подачи верхнего суппорта (резцовых салазок)
- Рукоятка поворота, индексации и зажима резцовой головки
- Рукоятка включения, останова и реверса шпинделя
- Мнемоническая рукоятка суппортной группы
- Кнопка ускоренного перемещения фартука и суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на направляющих станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения ходового винта напрямую
- Выключатель сети питания
- Кнопка включения электродвигателя на I скорость
- Кнопка включения электродвигателя на II скорость
- Кнопочная станция пуска и останова главного электродвигателя
- Выключатель подачи и резьбы
- Выключатель насоса СОЖ
- Амперметр главного электродвигателя
- Стоп станка
- Толчок
- Левая рукоятка включения, останова и реверса шпинделя
Перечень составных частей токарно-винторезного станка 16Б20П
- Станина РМЦ 1400 мм — 16Б20П-010
- Станина РМЦ 1000 мм — 16Б20П-011
- Станина РМЦ 710 мм — 16Б20П-012
- Ножка левая — 16Б20П-013
- Ножка правая — 16Б20П-014
- Шпиндельная бабка — 16Б20П-020 (опоры подшипников «Гамет»)
- Коробка скоростей — 16Б20П-024
- Задняя бабка — 16Б20П-030
- Суппорт с механической подачей — 16Б20П-040
- Суппорт без механической подачи — 16Б20П-044 (только для станка с РМЦ 1400 мм)
- Резцедержатель — 16Б20П-043
- Каретка с механической подачей — 16Б20П-050
- Каретка без механической подачи — 16Б20П-051 (только для станка с РМЦ 1400 мм)
- Фартук — 16Б20П-060
- Коробка подач — 16Б20П-070
- Коробка передач — 16Б20П-080
- Таблица настройки сменных шестерен (гитары) — 16Б20П-081
- Патрон поводковый — 16Б20П-090
- Фланец переходной к трех-кулачковому патрону Ø250 мм — 16Б20П-095
- Инструмент
- Привод быстрого хода
- Ходовой винт РМЦ 1400 мм — 16Б20П-152
- Ходовой винт РМЦ 1000 мм — 16Б20П-153
- Ходовой винт РМЦ 710 мм — 16Б20П-154
- Шкивы главного привода — 16Б20П-160 (только для станка с РМЦ 710 и 1400, Nшп = 16.
 .1600)
.1600) - Шкивы главного привода — 16Б20П-161 (только для станка с РМЦ 1400, Nшп = 12,5..1250)
- Шкивы главного привода — 16Б20П-162 (только для станка с Nшп = 20..2000)
- Шкивы главного привода — 16Б20П-163 (только для станка с РМЦ 1000, с Nшп = 16..1600)
- Электрооборудование — 16Б20П-180
- Таблица чисел оборотов и подач — 16Б20П-225 (для станка с Nшп = 16..1600)
- Таблица чисел оборотов и подач — 16Б20П-226 (для станка с РМЦ 1400, Nшп = 12,5..1250)
- Таблица чисел оборотов и подач — 16Б20П-227 (для станка с Nшп = 20..2000)
- Смазка централизованная — 16Б20П-240
- Охлаждение — 16Б20П-250
- Охлаждение — 16Б20П-261
- Лимбы и механизм отключения рукоятки переднего винта — 16Б20П-52
- Левая рукоятка управления шпинделем — 16Б20П-071
Схема кинематическая токарно-винторезного станка 16Б20П
Кинематическая схема токарно-винторезного станка 16Б20п
Схема кинематическая токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Движение на шпиндель передается в следующей последовательности:
- Двухскоростной электродвигатель 695 / 1400 об/мин. Скорость электродвигателя выбирается кнопками
- Плоскоременная передача на коробку скоростей
- Коробка скоростей на 6 чисел оборотов
- Плоскоременная передача на шпиндельную бабку
Установка чисел оборотов шпинделя в шпиндельной бабке производится рукояткой 1, которая перемещает блоки 18-19-21-25-26.
Описание конструкции токарно-винторезного станка 16Б20П
Станина
Станина станка литая, в нише правого торца установлен электродвигатель ускоренных ходов. Станина установлена на две пустотелые тумбы. В левой размещен электродвигатель главного привода, в правой — размещен электронасос охлаждения с эмульсионным баком и электронасос смазки с баком.
В левой размещен электродвигатель главного привода, в правой — размещен электронасос охлаждения с эмульсионным баком и электронасос смазки с баком.
Передняя (шпиндельная) бабка токарно-винторезного станка 16Б20П
Регулировка положения оси шпинделя относительно направляющих станины производится установочными винтами.
В шпиндельной бабке размещены:
- Звено увеличения шага с передаточным отношением 1:1, 1:4, 1:16
- Шпиндельный узел
- Зубчатый механизм для нарезания правых и левых резьб
Шпиндельный узел смонтирован на специальных конусно-роликовых подшипниках типа «Гамет» (Gamet Bearings — Английская фирма изготовитель прецизионных подшипников для оборудования).
Коробка скоростей на 6 чисел оборотов шпинделя вынесена из шиндельной бабки и крепится внутри левой тумбы станка.
В коробке скоростей находится:
- Зубчатый механизм (редуктор)
- Пусковая и тормозная электромагнитные муфты
- Механизм селективного управления коробкой
Механизм главного дижения токарно-винторезного станка 16Б20п
Механизм главного дижения токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач
Коробка подач монтируется в левой части станины.
Механизм коробки подач со сменными шестернями гитары дают возможность нарезать весь основной ряд резьб, предусмотренный ГОСТом.
С помощью звена увеличения шага можно получить резьбы с шагом увеличенным в 4 и 16 раз
При специальной настройке гитары нарезаются мелкие резьбы с шагом от 0,2 мм.
Выбор подачи производится тремя рукоятками, смонтированными на коробке.
- Левой рукояткой (6) выбирается резьба из основного ряда
- Правая рукоятка (7) перемещает зубчатые колеса множительного механизма
- Средняя рукоятка (5) выбирает тип резьб и работ
В правой части коробки вмонтирована обгонная муфта для получения ускоренных перемещений каретки и суппорта.
Механизм подач токарно-винторезного станка 16Б20п
Механизм подач токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Настройка станка 16Б20п для нарезания резьб (таблица резьб)
Настройка станка 16Б20п для нарезания резьб (таблица резьб). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фартук
Фартук снабжен четырьмя мелкозубчатыми муфтами, которые обеспечивают прямой и обратный ход каретки и суппорта в прямом и обратном направлениях
Управление перемещениями каретки и нижней части суппорта производится мнемонической рукояткой.
При работе по упорам или случайных перегрузках предохранительное устройство фартука, непосредственно воздействуюя на механизм управления, переводит мелкозубчатые муфты в нейтральное положение.
Шариковое блокировочное устройство исключает одновременное включение маточной гайки и продольного и поперечного перемещений.
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины (каретка) и поперечное — по направляющим каретки.
Верхний суппорт с резцедержкой также имеет механическое перемещение для обточки коротких конусов (длина образующей конуса не более 140 мм.
Схема электрическая принципиальная токарного станка 16Б20П
Электрическая схема токарно-винторезного станка 16Б20п
Схема электрическая токарно-винторезного станка 16Б20П. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Производители токарных станков в России
Технические характеристики токарного станка 16Б20П
| Наименование параметра | 16Б20П | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 1000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса детали, обрабатываемой в центрах, кг | 460. .1300 .1300 | |
| Наибольшая масса детали, обрабатываемой в патроне, кг | 200 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении (в зависимости от комплекта шкивов главного двигателя), об/мин | 16..1600 12,5..1250 100..2000 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 930 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 250 | 300 |
| Скорость быстрых продольных перемещений, м/мин | 4,0 | 3,8 |
| Скорость быстрых поперечных перемещений, м/мин | 2,0 | 1,9 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025. .1,4 .1,4 |
| Количество подач продольных/ поперечных | 22/24 | 22/24 |
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,25 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,25 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Шкала угла поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 200 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 5 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 4,1/ 6,6 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,6 | 0,12 |
| Электродвигатель привода насоса смазки, кВт | 0,27 | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2595 х 1405 х 1115 | 2795 х 1190 х 1500 |
| Масса станка, кг | 2050 | 3010 |
* указана цена восстановленного станка, (т. к. эти модели станков больше не производятся)
к. эти модели станков больше не производятся)
- Станок токарно-винторезный повышенной точности 16Б20п. Руководство по уходу и обслуживанию, 1965
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы:
Полезные ссылки по теме. Дополнительная информация
Токарный станок 16Б16КП: технические характеристики, схемы
Токарный станок 16Б16КП: технические характеристики, схемы
Токарный
Техпараметры, назначение и сфера использования токарного станка 16б16кп, узлы и устройства, габариты рабочей области, правила безопасности.
Содержание
Технические характеристики оборудования
Габариты и вес машины
Назначение и область применения
Габариты рабочего пространства
Конструктивные узлы и механизмы станка
Кинематическая схема
Схема электрическая
Коробка скоростей
Шпиндельная бабка
Задняя бабка
Суппорт
Станина станка
Фартук
Техника безопасности
Заключение
Токарный станок марки 16б16кп служит для исполнения токарных работ финишного этапа с разными изделиями. Его изготовителем является Средневолжский завод в г. Куйбышев. Станок выпущен в 1987 году.
Его изготовителем является Средневолжский завод в г. Куйбышев. Станок выпущен в 1987 году.
Помимо этого, винторезная машина может производить все основные типы резьбы. Ее достоинством является высокая степень надежности и устойчивость к колебаниям температур. Машина нередко поставлялась в государства с тропическим климатом, где пользовалась большим успехом.
Технические характеристики оборудования
Винторезная машина имеет широкий спектр техособенностей:
- мощность электрического мотора обеспечивает функционирование привода основного хода и достигает 7,5 кВт. А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;
- предельная длина обтачиваемой заготовки – 1,46 метра, а предельные размеры изделия, закрепляемые в центрах машины, 1,5 метра;
- автоматическая коробка передач;
- нарезка резьбы проходит с помощью выбора работником шага, устанавливающимся им исходя из вида заготовки;
- максимальное сечение обтачиваемой над станиной заготовки не должно быть более 40 сантиметров, а над суппортом – 21 сантиметра;
- количество обращений шпиндельного устройства в прямом движении – от 25 до 2500 об.
 /мин., а в реверсивном – от 25 до 1250 оборотов в мин.;
/мин., а в реверсивном – от 25 до 1250 оборотов в мин.; - в прямом движении шпиндельное устройство обладает 21 степенью скорости, а в реверсивном – 18;
- привод машины – от 2-скоростного электромотора вместе с коробкой скоростей и переборкой, программирующей 12 степеней частот оборотов шпиндельного механизма в любом из 2 диапазонов;
- поперечные подачи варьируются от 0,025 до 1,4 мм, а продольные – от 0,05 до 2,8 мм на вращение;
- диапазон передвижения суппорта по винту составляет 75 сантиметров (вдоль) и 22 сантиметров (поперёк). Максимальный отрезок его передвижения по валику – 50 сантиметров;
- подшипники качения создают жесткую и высокоточную опору;
- направляющие кареток и пары качения винтов обладают импульсивной автосмазкой;
- привод подач обеспечивает бесступенчатую регулировку подач;
- загруз и выгрузка деталей осуществляется вручную.
Данные технические параметры дают возможность машине пользоваться популярностью даже через 50 лет с даты её выпуска. Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Габариты и вес машины
Винторезная машина имеет небольшие размеры и вес для станка с подобным функционалом:
- ширина – 1110 миллиметров;
- высота – 1505 миллиметров;
- длина – 2270 миллиметров;
- масса – 2 тонны.
Назначение и область применения
Станок 16б16кп предназначается для исполнения разных токарных работ в центрах, цангах или в 3 или 4-кулачковом патроне, для нарезки разной резьбы плашкой либо метчиком. Непохоже на большинство иных марок, подобная машина предназначается для более тщательного обтачивания, в связи с чем его не рекомендуется применять в черновую. Обычно он устанавливается в небольших мастерских по ремонту. После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
Обычно он устанавливается в небольших мастерских по ремонту. После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
Габариты рабочего пространства
Конструктивные узлы и механизмы станка
Машина имеет ряд основных узлов:
- Суппорт.
- Коробка подач.
- Коробка передач.
- Бабка задняя.
- Основная станина.
- Фартук.
Механизмы:
- защитные детали. Имеется механизм защиты работника и агрегатных узлов от стружки, образующейся при исполнении работ. Это существенно увеличивает степень безопасности и время службы машины;
- в винторезную машину внедрен механизм, отвечающий за изменение передач. Это значительно увеличило функциональную надежность винторезного станка;
- электрическое оборудование. Основными деталями электросистемы являются 4 асинхронных электромотора винторезной машины с различными мощностями. Почти все элементы расположены в особом шкафу;
- токарная машина имеет продольные отключающие упоры, защитное устройство от излишних нагрузок, механизм блокирования подач во всех направлениях.

Кинематическая схема
Просмотр изображения в полном размере
Схема электрическая
Посмотреть изображение в полном размере
Коробка скоростей
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Шпиндельная бабка
Узел запускается коробкой скоростей ременной передачей и приемочным шкивом 7 с уплотнением 4. Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Прочное фиксирование рукояточной оси, предотвращающей проворачивание, обеспечивает подпружиненный шарик, располагающийся на задней стенке корпуса станины машины в стакане. Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:
Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:
- резьбу с повышенным шагом в 4 и 16 раз;
- правые и левые резьбы;
- многозаходные резьбы при работе с переборками 1:4 и 1:16 с количеством заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую — с количеством заходов 2, 3, 4, 6, 12.
Задняя бабка
Она соединена со станиной ручкой. Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Важно! Предельный ход пиноли составляет 120 миллиметров. Винт 9 движется от маховика 2.
Суппорт
Узел даёт возможность фиксировать инструмент, производить его передвижение в разных направлениях от механического привода или вручную. Продольные салазки фиксируются на тумбе с применением особого винта. Поперечная ползушка и салазка снабжены ограничителями хода в оба направления. При передвижении устройства до упора происходит срабатывание системы отключения узла.
Станина станка
Монтируется на 1 тумбе. Данный узел представлен литой коробкой из чугуна с поперечными ребрами в виде буквы «П» — снабжён 2 плоскими и 2 направляющими в форме призм, претерпевшими температурную обработку и шлифование. В нише правого торца узла размещается электрический мотор убыстренных ходов салазки. На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
Фартук
У фартука есть 4 пары сцепных муфт, дающих возможность производить прямое и реверсивное движение суппорта и салазки. Управление движением салазки и нижней частью суппорта производится ручкой, направление запуска которой соответствует направлению их движению. Пуск быстрых передвижений суппорта в 4 направлениях позволяет осуществить добавочное нажимание кнопки IB, которая расположена в ручке. При этом происходит запуск электрического мотора ускоренных ходов, который путём ременной передачи посылает движение ходовому валу.
Смазывание деталей узла делается внедренным в крышку поршневым насосом. В узле установлен блокиратор, предотвращающий совместный пуск подач маточной гайки и суппорта. В нём также установлено специальное защищающее устройство, предохраняющее от перегрузки и рассчитанный на наибольший показатель усилия отключения (6000 ± 500)H. При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.
- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры; не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.
- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».
- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.

- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.
- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.
- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.
- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.

Заключение
Большинство людей, работавших с данной токарной машиной, хорошо отзываются о ней. Отмечается надежность, легкость в использовании станка, множество функций. Но и акцентируют на моральном устаревании станка и его главнейших узлов, со временем становящееся ощутимее. Тем не менее, на станок есть по-прежнему высокий рыночный спрос, и он продолжает служить для изготовления высококачественных изделий.
Загрузка…
Поделиться
Самые комментируемые записи
Особенности токарного станка по дереву с копиром
Оборудование типа токарных станков по дереву с копиром для изготовления множества деталей в серийном производстве. Как сделать копир своими руками.
Технические параметры токарного станка 1К62
Выпускаемый тяжелой промышленностью, токарный станок модели 1К62 давно знаком специалистам по обработке металлов как надежный и простой в обращении агрегат.
Прямо сейчас смотрят
Токарный
Об устройстве станка с ЧПУ и его основных узлах
Знание устройства станка ЧПУ и его основных узлов позволит быстро включиться в работу с агрегатом, устранить неполадки, или объяснить мастеру суть проблемы.
Токарный
Описание и преимущества профессии токаря ЧПУ
Труд токаря – сложная, творческая и ответственная работа. Токарь ЧПУ может из куска материала создать точное, прочное и полезное изделие.
Токарно-винторезный станок 16Б16КП — Всё для чайников
- Подробности
- Категория: Токарные станки
Станок предназначен для выполнения операций токарной обработки нормальной точности.
Высокая точность и чистота обработки обеспечиваются точностью изготовления всех базовых деталей и тщательностью сборки станка, применением в качестве опор шпинделя высокоточных подшипников, балансировкой всех быстровращающихся деталей станка, широким диапазоном скоростей резания с бесступенчатым регулированием.
Отсчет продольных и поперечных перемещений резца ведется по лимбам или индикаторным упорам, установленным на каретке и станине станка.
Станок имеет ускоренный ход каретки и суппорта в продольном и поперечном направлениях.
Управление рабочими и ускоренными перемещениями каретки и суппорта осуществляется одной рукояткой, удобно расположенной на фартуке.
Станок комплектуется четырехпозиционным резцедержателем и резцедержателем с механизмом быстрого отвода резца при нарезании резьб.
Частота вращения шпинделя устанавливается рукояткой, расположенной на фартуке. Ее можно изменять при вращении шпинделя.
В шпиндельной бабке имеются два перебора 1:4 и 1:16.
Использование комплектного тиристорного электропривода в приводе главного движения станка позволяет подбирать оптимальный режим обработки деталей.
При выполнении отделочной обработки движение от шпинделя коробке подач передается ременной передачей, что способствует плавной работе станка при высокой частоте вращения шпинделя и длительному сохранению точности сменных колес.
Станок имеет современную архитектурную форму, удобен в управлении и обслуживании.
Класс точности станка Н по ГОСТ 8—71.
Обозначение:
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
Б – поколение станка (А, Б, В, Д, К, Л, М)
1 – высота центров над станиной 175 мм
6
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Скачать документацию
Кинематическая схема
Коробка скоростей
Коробка скоростей (устанавливается на станки 16Б16, 16Б16П, 16Г16, 16Л20Ф1, 16Л20ПФ1, I6Л20, 16Л20П) на шесть ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта б .
Механизм коробки скоростей приводится в движение от двухскоростного электродвигателя через зубчатую ременную передачу.
Шкив 16, связанный со шлицевой ступицей 15, передает вращение валу 14, свободно проходящему через вал-гильзу 20.
Вал 14 связан с дисками приводной электромагнитной муфты 25, при включении которой движение с вала 14 передается связанному с ней валу-гильзе 20, через полумуфту 24. Коробка скоростей позволяет получить шесть различных скоростей на выходном шкиве 13. Далее движение через зубчатую ременную передачу передается на шкив шпиндельной бабки.
Все зубчатые колеса 7-11, 18, 19, 22 коробки скоростей изготовлены из легированных сталей и подвергнуты термической обработке с последующей шлифовкой профиля зубьев.
С выходным валом 4 коробки скоростей связана обеспечивающая надежное и быстрое торможение станка тормозная электромагнитная муфта 3 с ходовым винтом 12.
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насоса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
Шпиндельная бабка
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вращающейся на двух радиально-упорных подшипниках 3, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка от приемного шкива через муфту-шестерню 5 получает 12 скоростей вращения напрямую; 12 скоростей с перебором 1:4 через зубчатые колеса 5, 8, 16, 15; 12 скоростей с перебором 1:16 через зубчатые колеса 5, 8, 11, 10, 13, 14, 16, 15.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненный шариком, расположенный в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель 17 станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72, обеспечивает быструю смену планшайбы и надежное ее крепление.
Суппорт
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта с помощью винта 18 может быть закреплена в любом месте станины.
Фартук
Фартук имеет четыре пары кулачковых муфт I , 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H. При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.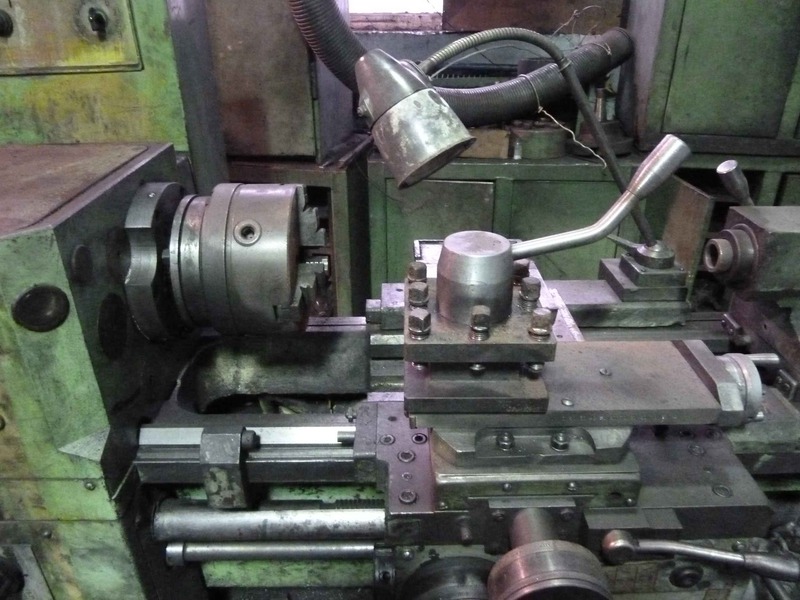
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Задняя бабка
Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис.12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажина рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по пригашенным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХОД ПИНОЛИ — 120 мм. Винт 9 перемещается от маховичка 2.
Коробка подач
Коробка подач состоит из зубчатых колес 1-14, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливался поворотом рукояток 3 и 36 , расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 , назначение которой — отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков. Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 2.5, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
Коробка передач
Коробка передач представлена и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40/73 73/64 , а для нарезания модульной и питчевой резьб — с передаточным отношением 60/73 * 86/36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Электрическая схема
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей М1, М2, МЗ и М4.
Коробка скоростей главного привода станков 16B16, 16Б16П, 16Л20, 16Л20П и 16Г16 имеет две электромагнитные муфты, которыми осуществляются пуск и торможение шпинделя станка.
Коробка скоростей станков 16Б16К, 16Б16КП, 1620К, 16Г16К, 16Л20КП имеет семь электромагнитных муфт, с помощью которых осуществляются переключение скоростей, пуск и торможение шпинделя станка.
Для управления включением и остановом шпинделя станка имеются две рукоятки: правая переключателя S 8 и левая переключателя S 9.
Реверс шпинделя станка осуществляется за счет реверса электродвигателя М1 главного привода.
Скачать документацию
Стоматологические токарные станки Redwing по самым низким доступным ценам
Стоматологические токарные станки: манипулятор Стоматологический токарный станок Red Wing, модель 16B-1 с устройством смены патрона для меньшего размера
Стоматологический токарный станок Red Wing /Токарный станок
[su_spoiler title=”More Info” style=»fancy» icon=»arrow»]Патрон/чейнджер на 16 устанавливается на заводе с правой стороны токарного станка Red Wing с низкой базой 26A. Эта комбинация обеспечивает максимальную эффективность смены патрона как на низких, так и на высоких скоростях токарного станка. Замена боров, оправок и патронов с 1/4″ на 3/32″ без остановки станка. 18 3/4″ в длину x 8″ в ширину и 8 1/8″ в высоту. 16B-1 Устройство смены патрона № 16, установленное на токарном станке с высокой станиной 26″ (высота вала 16″)
Эта комбинация обеспечивает максимальную эффективность смены патрона как на низких, так и на высоких скоростях токарного станка. Замена боров, оправок и патронов с 1/4″ на 3/32″ без остановки станка. 18 3/4″ в длину x 8″ в ширину и 8 1/8″ в высоту. 16B-1 Устройство смены патрона № 16, установленное на токарном станке с высокой станиной 26″ (высота вала 16″)
Пункт: 16B-1
Описание: Токарный станок с красным крылом с Чаком Чандер
Цена: $ 1040
TATHE WAPS
[/SU_SPOILER] [SU_DIVIDE Модель 16B Чак/чейнджер с токарным станком
[su_spoiler title=”More Info” style=”fancy” icon=”arrow”]Патрон/чейнджер 16 устанавливается на заводе с правой стороны низкой базы 26A, Red Wing Токарный станок. Эта комбинация обеспечивает максимальную эффективность смены патрона как на низких, так и на высоких скоростях токарного станка. Замена боров, оправок и патронов с 1/4″ на 3/32″ без остановки станка. 18 3/4″ в длину x 8″ в ширину и 8 1/8″ в высоту. 16B-1 Устройство смены патрона № 16, установленное на токарном станке с высокой станиной 26″ (высота вала 16″)
16B-1 Устройство смены патрона № 16, установленное на токарном станке с высокой станиной 26″ (высота вала 16″)
Пункт: 16B
Описание: Токарный станок с красным крылом с Чаком Чандер
Цена:
Talece Chaud
[/su_spoiler] [SU_DIVIDE – 1/4 л.с.
Полный 1/4 л.с., 1725/3450 об/мин, двухскоростной полировальный станок с высотой вала 6 дюймов [15,2 см] (115 В/60 Гц).
[su_spoiler title=”More Info” style=»fancy» icon=»arrow»]Двухскоростной полировальный станок мощностью 1/4 л. ). Высота вала 26 (6 дюймов) [15,2 см] позволит техническому специалисту использовать полировальные круги большего диаметра для пемзы и операций сухой полировки. Это устройство может поставляться с прямыми валами 1/2 дюйма [1,3 см], если указано.
Доступны версии 115 В/50 Гц 26A, 220 В/50 Гц 26E и 220 В/60 Гц 26C за дополнительную плату.
Разработанный и изготовленный для использования в качестве токарно-полировального станка, его конические валы подходят для стандартных стоматологических конических патронов.
Пункт: 26
Описание: Red Wing Tale
Цена: долл. США
Токарные патроны
[/su_spoiler] [SU_Divider]
Модель 26a — 1/4 hp — $
Модель 26a — 1/4 hp — $
Модель 26a — 1/4 hp — $
Модель 26a — 10003
Модель 26a –4.
Модель 26AS — для двигателя с прямыми валами 1/2 дюйма 9 долларов США.0008
Токарный станок мощностью 1/4 л.с., 1725/3450 об/мин для использования на лабораторном столе (115 В/60 Гц). Высота стержня 4 1/2 дюйма [11,4 см] позволяет технику легко использовать его, положив руки на столешницу.
[su_spoiler title=”Подробнее” style=”fancy” icon=”arrow”]Разработанный и изготовленный для использования в качестве токарно-полировального станка, его конические валы подходят для стандартных стоматологических конических патронов. Полный токарный станок мощностью 1/4 л.с., 1725/3450 об/мин для использования на лабораторном столе (115 В/60 Гц). Высота стержня 4 1/2 дюйма [11,4 см] позволяет технику легко использовать его, положив руки на столешницу. Поставляемый со стандартными стоматологическими коническими валами, каждый токарный станок включает в себя правое и левое устройство для снятия патрона, которое упрощает снятие стандартных стоматологических патронов. Модель 26A рассчитана на годы надежной службы при использовании для таких операций, как полировка и шлифовка. Это устройство может поставляться с прямыми валами 1/2 дюйма [1,3 см], если указано. Доступны версии 115 В/50 Гц, 220/50 Гц и 220/60 Гц за дополнительную плату.
Полный токарный станок мощностью 1/4 л.с., 1725/3450 об/мин для использования на лабораторном столе (115 В/60 Гц). Высота стержня 4 1/2 дюйма [11,4 см] позволяет технику легко использовать его, положив руки на столешницу. Поставляемый со стандартными стоматологическими коническими валами, каждый токарный станок включает в себя правое и левое устройство для снятия патрона, которое упрощает снятие стандартных стоматологических патронов. Модель 26A рассчитана на годы надежной службы при использовании для таких операций, как полировка и шлифовка. Это устройство может поставляться с прямыми валами 1/2 дюйма [1,3 см], если указано. Доступны версии 115 В/50 Гц, 220/50 Гц и 220/60 Гц за дополнительную плату.
Артикул: 26A
Описание: Токарный станок Red Wing
Цена: $
ПРИМЕЧАНИЕ: Укажите № 26AS для двигателей с прямыми валами 1/2 дюйма [1,3 см]. Транспортировочный вес: 39 фунтов [17,7 кг] Размеры устройства: 15 1/2 дюйма в длину x 7 7/8 дюйма в ширину x 7 1/4 дюйма в высоту [39 см x 20 см x 18 см]
Токарные патроны
[/su_spoiler] [su_divider]
Токарные патроны
[/su_spoiler][su_divider]
Токарные патроны
[/su_spoiler][su_divider]
Токарные патроны
[/su_spoiler][su_divider]
Стоматологический токарный станок Baldor Модель 340 – 1/4 HP
Станок для тяжелых условий эксплуатации за годы надежной полировки.
[su_spoiler title=”Подробнее” style=”fancy” icon=»стрелка»]Модель 340
Мощный полировальный станок мощностью 1/4 л.с. Особенности:
- Влагостойкие медные обмотки
- Полностью закрытая конструкция
- Резиновые ножки Внесены в список UL и CSA 3 года гарантии 8-футовый, 3-жильный шнур
Характеристики: 340
Каталожный номер: 340
Номер спецификации: L34-24W24
Мощность: 1/4-0,06 Напряжение: 115 Гц: 60 Фаза: 1 А: 2,9/20 об/мин: 8060
Изоляция: Baldor Тип: 3424S
Максимальный размер колеса: нет данных Подшипники: 6203
Номер механической спецификации: L4LY0024
Номер электрической спецификации: L4WGW024
UL Перечисленные: №
CSA Сертифицировано: Да
Tathe Chucks
[/su_spoiler] [su_divider]
Baldor Dental Rate Модель 353T — 1/4 HP
Hable Late. за годы надежной службы
за годы надежной службы
[su_spoiler title=»Подробнее» style=»fancy» icon=»стрелка»]
Особенности:
- Обмотки медные влагостойкие
- Полностью закрытая конструкция
- Резиновые ножки Внесены в список UL и CSA
- 3 года гарантии
- 8-футовый трехжильный шнур
- Технические характеристики: 353T
- Каталожный номер: 353T
- Номер спецификации: L35-150-156
- Мощность: 1/4-0,06
- Напряжение: 115 Гц: 60
- Фаза: 1 А: 3/1,5
- об/мин: 3450/1725
- Изоляция: B Baldor
- Тип: Колесо 3520Q Max
- Размер: нет данных Подшипники: 6203
- Номер механической спецификации: L5LY0150
- Номер электрических спецификаций: L5WG0156
- Перечислено UL: №
- Сертификация CSA: Да
Токарные патроны
[/su_spoiler] [SU_DIVIDER]
Baldor Dental Tale Модель 359T — 1/2 HP
Тяжелая рабочая полиронка. Подробнее» стиль = «причудливый» значок = «стрелка»]
Подробнее» стиль = «причудливый» значок = «стрелка»]
Особенности:
- Влагостойкие медные обмотки
- Полностью закрытая конструкция
- Резиновые ножки
- Внесен в список UL и CSA
- 3 года гарантии
- 8 футов, 3-жильный шнур
- Технические характеристики: 353T
- Каталожный номер: 359T
- Номер спецификации: L35-166-158
- Мощность: 1/2
- Напряжение: 115
- Герц: 60
- Фаза: 1
- Ампер: 4,7
- Об/мин: 33450
- Изоляция: нет данных
- Балдор Тип: 35220s
- Максимальный размер колеса: нет данных
- Подшипники: 6203
- Номер механической спецификации: L5LY0166
- Номер электрической спецификации: L5WG0158
- Зарегистрировано UL: Да
- Сертификация CSA: Да
Токарные патроны
[/su_spoiler] [su_divider]
Baldor Dental Tale Модель 380T — 1/3 HP
Показан с Chuck Changer (проданный разделенным)
. за годы надежной службы
за годы надежной службы
[su_spoiler title=”Подробнее” style=”fancy” icon=”стрелка”]
Характеристики:
- Влагостойкие медные обмотки
- Полностью закрытая конструкция
- Резиновые ножки Внесены в список UL и CSA
- 3 года гарантии
- 8-футовый, 3-жильный шнур
- Технические характеристики: 380T
- Каталожный номер: 380T
- Номер спецификации: L35-242-160
- Мощность: 1/3-0,17
- Напряжение: 115
- Герц: 60
- Фаза: 1 А: 3,3/2,1
- Об/мин: 3450/1725
- Изоляция: В
- Тип Baldor: 3528L
- Максимальный размер колеса: нет данных
- Подшипники: 6203
- Номер механической спецификации: L5LY0242
- Номер электрической спецификации: L5WG0160
- Зарегистрировано UL: Да
- Сертификация CSA: Да
Токарные патроны
[/su_spoiler] [su_divider]
Baldor Dental Rothe с Chuck Changer Модель 380WCT — 1/3 HP
ТЕПЕР = «Подробнее» стиль = «причудливый» значок = «стрелка»]
Особенности:
- Влагостойкие медные обмотки
- Полностью закрытая конструкция
- Резиновые ножки Внесены в список UL и CSA
- 3 года гарантии
- 8 футов, 3-жильный шнур
- Технические характеристики: 380T
- Каталожный номер: 380WCT
- Номер спецификации: L35-243-160
- Мощность: 1/3-0,17
- Напряжение: 115 Гц: 60
- Фаза: 1 А: 3,3/2,1
- Об/мин: 3450/1725
- Изоляция: В
- Тип Baldor: 3528L
- Максимальный размер колеса: нет данных
- Подшипники: 6203
- Номер механической спецификации: L5LY0243
- Номер электрической спецификации: L5WG0160
- Перечислено UL: №
- Сертификация CSA: Да
Токарные патроны
[/su_spoiler][su_divider]
Стоматологическая продукция и стоматологическое лабораторное оборудование
Мы, компания US Dental Depot Inc, стремимся предлагать профессиональные услуги и предоставлять дополнительные бренды высококачественной продукции по конкурентоспособным ценам. Мы являемся дилерами более 65 ведущих производителей стоматологической продукции по всему миру.
Мы являемся дилерами более 65 ведущих производителей стоматологической продукции по всему миру.
Мы намерены построить прочные отношения с нашими клиентами, создавая полную уверенность как в наших знаниях, так и в круглосуточной сети поддержки. Быть ценным клиентом US Dental Depot Inc всегда было беспрецедентным опытом. Нашим главным приоритетом всегда было относиться к нашим клиентам с уважением и индивидуальным вниманием, которых они заслуживают. Делаем покупку расходных материалов и оборудования легкой и быстрой, что отличает нас от всех других конкурентов. Для наших клиентов мы заботимся о любых особых требованиях к доставке или объединении заказов от разных поставщиков в одну партию. Наш инвентарь, эффективный отдел закупок и возможности оптовых закупок позволяют нам предоставлять продукцию по лучшим ценам и в надежные сроки. Все, что мы делаем, направлено на обслуживание наших клиентов. Мы достигаем нашей цели стать надежным советником и консультантом, предлагая нашим клиентам инструменты и опыт для ведения их бизнеса наиболее эффективным и прибыльным способом.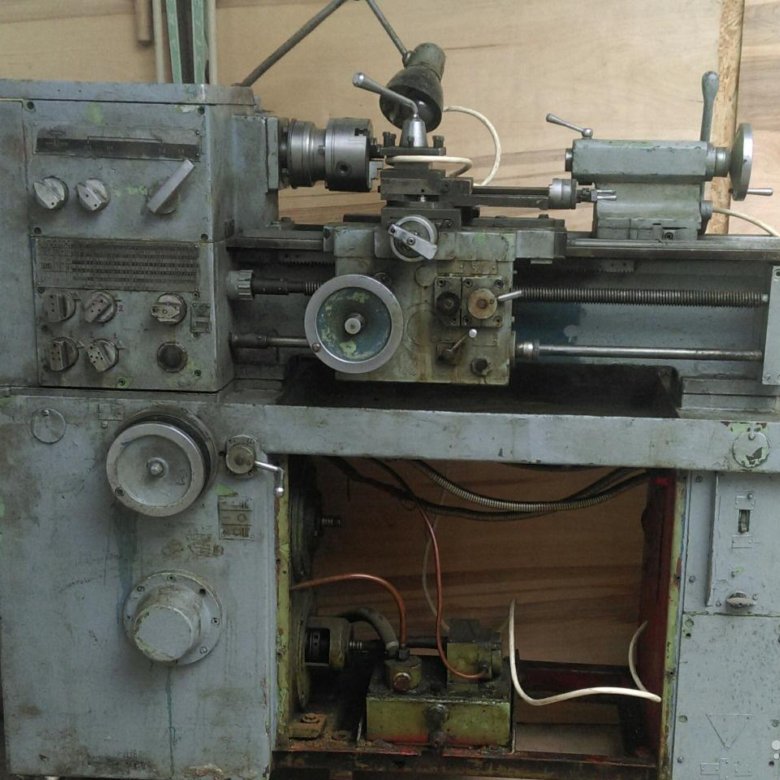 Наш интернет-магазин на веб-сайте предоставляет клиентам US Dental Depot возможности прямого заказа, просмотра и подтверждения заказа в режиме реального времени. Кроме того, веб-сайт US Dental Depot Inc предлагает онлайн-каталог с изображениями продуктов, ценной информацией об уходе за инструментами, руководствами по эксплуатации, объявлениями о новых продуктах и многим другим. В e по-прежнему привержены обслуживанию наших клиентов, партнеров-поставщиков, инвесторов, общества и команды US Dental Depot Inc и твердо верят, что наши лучшие годы еще впереди.
Наш интернет-магазин на веб-сайте предоставляет клиентам US Dental Depot возможности прямого заказа, просмотра и подтверждения заказа в режиме реального времени. Кроме того, веб-сайт US Dental Depot Inc предлагает онлайн-каталог с изображениями продуктов, ценной информацией об уходе за инструментами, руководствами по эксплуатации, объявлениями о новых продуктах и многим другим. В e по-прежнему привержены обслуживанию наших клиентов, партнеров-поставщиков, инвесторов, общества и команды US Dental Depot Inc и твердо верят, что наши лучшие годы еще впереди.
Чистый рост бизнеса составляет 60% в год с момента его появления на рынке.
НАША ПОЛИТИКА
ПОЛИТИКА ВОЗВРАТА
DENTAL DEPOT: Если вы недовольны своей покупкой, вы всегда можете вернуть ее в течение 7 рабочих дней с момента получения. . (Стоимость доставки не включена в возмещение, и Клиент оплачивает доставку обратно в наш офис). Товар должен быть возвращен в комплекте, неиспользованным и в оригинальной упаковке/состоянии. Должен содержать руководство по продукту, все аксессуары и документацию для вашего возмещения, замены, если он был дефектным, или кредита на вашем счету. 908:30 Во всех случаях будет взиматься плата в размере 15% за пополнение запасов или переупаковку (кроме случаев, когда посылка была отклонена и так и не была получена). Дополнительные расходы могут взиматься за продукты, возвращенные с повреждениями и/или отсутствующими предметами, такими как руководства и аксессуары.
Должен содержать руководство по продукту, все аксессуары и документацию для вашего возмещения, замены, если он был дефектным, или кредита на вашем счету. 908:30 Во всех случаях будет взиматься плата в размере 15% за пополнение запасов или переупаковку (кроме случаев, когда посылка была отклонена и так и не была получена). Дополнительные расходы могут взиматься за продукты, возвращенные с повреждениями и/или отсутствующими предметами, такими как руководства и аксессуары.
Всегда звоните заранее, чтобы получить RMA #, в противном случае посылки могут быть отклонены при входе на склад.
Для производителей США
Возврат должен быть разрешен производителем в течение 7 дней с даты получения покупателем. Пожалуйста, позвоните нам, чтобы узнать о политике производителя (разрешение на возврат материалов) и других спецификациях по возврату. RMA будет включать инструкции по возврату вашего продукта. После того, как производитель примет товар в новом состоянии в соответствии с этой политикой, покупная цена будет зачислена на кредитную карту, использованную для первоначальной покупки, за вычетом расходов на доставку и за вычетом комиссии за пополнение запасов в размере 15–30% в зависимости от политики производителя. Продукты должны быть получены в течение 10 дней после выдачи RMA. US DENTAL DEPOT взимает административный сбор в размере 7,5% за возврат, если эквивалентная покупка не сделана у того же производителя или поставщика. НЕ ВОЗВРАЩАЙТЕ ТОВАРЫ В НАС DENTAL DEPOT Inc. ТОВАРЫ, ОТПРАВЛЕННЫЕ В НАС DENTAL DEPOT Inc БЕЗ RMA, БУДУТ ОТКЛОНЕНЫ И БУДУТ ВОЗВРАЩЕНЫ КЛИЕНТУ ЗА СЧЕТ КЛИЕНТА. ВСЕ ВОЗВРАТЫ ДОЛЖНЫ НАПРАВЛЯТЬСЯ НАПРЯМУЮ ПРОИЗВОДИТЕЛЮ, ЕСЛИ US DENTAL DEPOT Inc. НЕ ВЫДАЕТ ОФИЦИАЛЬНОЕ RMA.
Продукты должны быть получены в течение 10 дней после выдачи RMA. US DENTAL DEPOT взимает административный сбор в размере 7,5% за возврат, если эквивалентная покупка не сделана у того же производителя или поставщика. НЕ ВОЗВРАЩАЙТЕ ТОВАРЫ В НАС DENTAL DEPOT Inc. ТОВАРЫ, ОТПРАВЛЕННЫЕ В НАС DENTAL DEPOT Inc БЕЗ RMA, БУДУТ ОТКЛОНЕНЫ И БУДУТ ВОЗВРАЩЕНЫ КЛИЕНТУ ЗА СЧЕТ КЛИЕНТА. ВСЕ ВОЗВРАТЫ ДОЛЖНЫ НАПРАВЛЯТЬСЯ НАПРЯМУЮ ПРОИЗВОДИТЕЛЮ, ЕСЛИ US DENTAL DEPOT Inc. НЕ ВЫДАЕТ ОФИЦИАЛЬНОЕ RMA.
Полный возврат будет предоставлен в течение 14-30 дней для всех заказов, отмененных до отгрузки продукции. За исключением запасных частей и импортных товаров по СПЕЦИАЛЬНОМУ ЗАКАЗУ
Все товары должны иметь серийный номер неповрежденным, разборчивым и без царапин
ПРЕТЕНЗИИ И ДЕФЕКТНЫЕ ПРОДУКТЫ: Все претензии по полученным товарам, которые не соответствуют первоначальной покупке заказ должен быть сделан в течение 7 рабочих дней с момента получения товара. Все товары проверены на качество и упакованы в идеальном состоянии с цифровыми фотографиями в момент закрытия коробки/заказа. Экспедитор берет на себя полную ответственность за безопасную доставку всех товаров после того, как они покинут пункт отгрузки EXWORK. Все претензии должны быть задокументированы и немедленно переданы перевозчику. О скрытых повреждениях необходимо сообщить грузовому перевозчику сразу же после обнаружения с запросом на осмотр. Дефектные продукты могут быть возвращены только в обмен на точно такой же продукт, или, по усмотрению Us Dental Depot Inc, стоимость покупки будет зачислена на кредитную карту, использованную для первоначальной покупки (или, если возможно, через PayPal). Неисправные товары могут быть возвращены только в течение 14 дней с даты отгрузки товара со склада (независимо от того, когда вы фактически получили товар). Производитель отремонтирует или заменит любую неисправную деталь бесплатно, если не указано иное. Us Dental Depot Inc не несет ответственности за оплату труда или стоимость доставки к производителю и обратно. Us Dental Depot Inc не покрывает ущерб, возникший в результате дефектного оборудования, неправильной установки, неправильного использования или несчастных случаев, произошедших при транспортировке и погрузочно-разгрузочных работах.
Экспедитор берет на себя полную ответственность за безопасную доставку всех товаров после того, как они покинут пункт отгрузки EXWORK. Все претензии должны быть задокументированы и немедленно переданы перевозчику. О скрытых повреждениях необходимо сообщить грузовому перевозчику сразу же после обнаружения с запросом на осмотр. Дефектные продукты могут быть возвращены только в обмен на точно такой же продукт, или, по усмотрению Us Dental Depot Inc, стоимость покупки будет зачислена на кредитную карту, использованную для первоначальной покупки (или, если возможно, через PayPal). Неисправные товары могут быть возвращены только в течение 14 дней с даты отгрузки товара со склада (независимо от того, когда вы фактически получили товар). Производитель отремонтирует или заменит любую неисправную деталь бесплатно, если не указано иное. Us Dental Depot Inc не несет ответственности за оплату труда или стоимость доставки к производителю и обратно. Us Dental Depot Inc не покрывает ущерб, возникший в результате дефектного оборудования, неправильной установки, неправильного использования или несчастных случаев, произошедших при транспортировке и погрузочно-разгрузочных работах. Все претензии к перевозчику должны предъявляться в момент получения поврежденных предметов покупателем, как указано в счете-фактуре. Претензия является ответственностью клиента. ПРИМЕЧАНИЕ. Us Dental Depot Inc оставляет за собой право изменять эту политику без предварительного уведомления.
Все претензии к перевозчику должны предъявляться в момент получения поврежденных предметов покупателем, как указано в счете-фактуре. Претензия является ответственностью клиента. ПРИМЕЧАНИЕ. Us Dental Depot Inc оставляет за собой право изменять эту политику без предварительного уведомления.
Особые заказы и исключения : Следующие специальные, изготовленные по индивидуальному заказу или регулируемые государством предметы не подлежат возврату:
Открытые наконечники, малое оборудование и оборудование, заказанное по индивидуальному заказу
Открытые расходные материалы
Изделия по специальному заказу
Персонализированные и/или отпечатанные предметы возврату не подлежат
Контролируемые наркотики
Опасные предметы: возврату не подлежат.
Продукты с истекшим сроком годности
Некоторые товары, не подлежащие повторной продаже
Гарантийная политика
Гарантийные претензии и дефектные продукты:
ECCO & PEGASUS LINES
Willy Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will Will.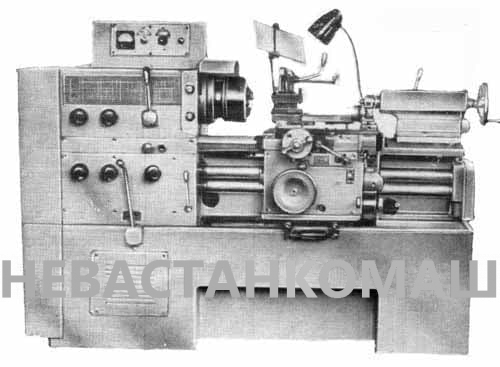
Не включать затраты на оплату труда.
Все претензии в отношении полученных товаров, не соответствующих первоначальному заказу на покупку, должны быть поданы в течение 4 рабочих дней с момента получения товаров. Пожалуйста, верните все товары, проверенные и упакованные в идеальном состоянии.
Экспедитор берет на себя полную ответственность за безопасную доставку всех товаров после того, как они покинут пункт отгрузки EXWORK. Все претензии должны быть задокументированы и немедленно переданы перевозчику. О скрытых повреждениях необходимо сообщить грузовому перевозчику сразу же после обнаружения с запросом на осмотр.
Неисправные продукты могут быть возвращены в обмен на точно такой же продукт или, по усмотрению Us Dental Depot Inc, стоимость покупки будет зачислена на кредитную карту, использованную для первоначальной покупки
Неисправные товары могут быть возвращены только в течение 14 дней с даты отгрузки товара со склада (независимо от того, когда вы фактически получили товар).
Производитель бесплатно отремонтирует или заменит любую неисправную деталь, если не указано иное.
Us Dental Depot Inc не несет ответственности за оплату труда или стоимость доставки от производителя и обратно.
В случае международных клиентов: стоимость доставки обратно в США, затраты на импорт и доставку обратно покупателю b оплачивает покупатель, за исключением случаев, когда покупатель размещает новый заказ на ту же стоимость возвращенного продукта. В этом последнем случае Us Dental Depot возместит расходы по доставке покупателю, за исключением пошлин, налогов или специальных условий доставки товаров.
Us Dental Depot Inc не покрывает ущерб, возникший в результате дефектного оборудования, неправильной установки, неправильного использования или несчастных случаев, произошедших при транспортировке и обработке. Все претензии к перевозчику должны предъявляться в момент получения поврежденных предметов покупателем, как указано в счете-фактуре. Претензия является ответственностью клиента.
ПРИМЕЧАНИЕ. Компания Us Dental Depot Inc оставляет за собой право изменять эту политику без предварительного уведомления.
Специальные заказы и исключения:
Следующие специальные, изготовленные по индивидуальному заказу или регулируемые государством предметы не подлежат возврату:
Открытые наконечники, небольшое оборудование и оборудование, изготовленное по индивидуальному заказу
Открытые расходные материалы, такие как перчатки, из соображений безопасности
Предметы специального заказа
Индивидуальные и/или отпечатанные товары не подлежат возврату
Контролируемые препараты
Опасные товары: возврату не подлежат
Просроченные товары
Некоторые товары, не подлежащие повторной продаже
ГАРАНТИИ
— На всю продукцию распространяется гарантия производителей, хотя в большинстве случаев гарантийные обязательства могут быть оформлены через наши офисы.
— Электрооборудование идентифицируется серийными номерами для последующего контроля.
— Гарантии на продукты линейки Ecco / Shark / Proline и линейки, импортированные/представленные на эксклюзивных правах компанией Us Dental Depot Inc. в качестве основного импортера, предоставляются Us Dental Depot Inc. .
— Доставка всегда застрахована на 100 % стоимости товара у экспедитора, который берет на себя 100 % ответственности за безопасную доставку всех товаров
— Гарантия не распространяется на неправильное использование, небрежное обращение или ремонт неуполномоченным обслуживающим персоналом.
НАШЕ ЗАЯВЛЕНИЕ О КОНТРОЛЕ КАЧЕСТВА
US Dental Depot гарантирует, что вы получите подлинные, неподдельные и одобренные FDA продукты, на которые распространяются соответствующие гарантии и страхование ответственности.
HANDLER Токарные станки и двигатели — Apex on Tech Inc.
16B CHUK/CHAGER С ТОКАРНЫМ СТАНОКОМ
- Модель 16B представляет собой патрон/чейнджер, установленный на заводе с правой стороны токарного станка Red Wing с низкой базой 26A.

- Эта комбинация обеспечивает максимальную эффективность смены патрона как на низких, так и на высоких скоростях токарного станка.
- Движение рукоятки активации позволяет технику менять боры, оправки и патроны с 1/4” [6,4 мм] на 3/32” [2,4 мм] без остановки станка.
- Эта комбинация окупит себя за сэкономленное время, а также обеспечит превосходную концентричность для точных, профессиональных результатов при работе с устройствами для финишной обработки.
- Все патроны и принадлежности для обслуживания включены.
- 115 В/60 Гц.
- Также доступны версии 230 В/50 Гц, 230 В/60 Гц и 115 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 41 фунт [18,6 кг]
- Размеры устройства: 18 1/4” Д x 8” Ш x 7 3/4” В [45см x 20см x 19см]
- Доступен в 1/3 HP – Модель 16СБ
16B-1 УСТРОЙСТВО ЗАМЕНЫ ПАТРОНА
- УСТРОЙСТВО ЗАМЕНЫ ПАТРОНА 16B-1
Модель 16B-1 представляет собой 16-зажимное устройство смены патронов, устанавливаемое на заводе с правой стороны токарного станка Red Wing High Base модели 26.
- 16B-1 позволит техническому специалисту использовать шлифовальные круги и абразивы большего диаметра, обеспечивая при этом точность и скорость взаимозаменяемости боров 3/32” [2,4 мм] и 1/4” [6,4 мм], оправок и принадлежностей для патрона. во время движения станка.
- Эта комбинация окупит себя за сэкономленное время, а также обеспечит превосходную концентричность для точных, профессиональных результатов при работе с устройствами для финишной обработки.
- Включены все патроны и принадлежности для обслуживания.
- 115 В/60 Гц. Также
- доступны для 230 В/50 Гц, 230 В/60 Гц и 115 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 45 фунтов [20,4 кг]
- Размеры блока: 18 дюймов Ш x 8 дюймов Г x 9 1/4 дюйма [45 см x 20,3 см x 23 см]
26 ТОКАРНЫЙ СТАНОК RED WING
- Двухскоростной полировальный токарный станок мощностью 1/4 л.с., 1725/3450 об/мин, с высотой вала 6 дюймов [15,2 см].
- Разработанный и изготовленный для использования в качестве токарно-полировального станка, его конический вал подходит для стандартных стоматологических конических патронов.

- Включает съемник для левого и правого патрона, облегчающий снятие патрона.
- Высота стержня 26 (6 дюймов) [15,2 см] позволит техническому специалисту использовать полировальные круги большего диаметра для операций пемзы и сухой полировки.
- Модель 26 рассчитана на долгие годы службы при полировке и шлифовке. 115В/60Гц.
- Также доступны версии 230 В/50 Гц, 230 В/60 Гц и 115 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 41 фунт [18,6 кг]
- Размеры устройства: 15 1/2” Д x 8” Ш x 9 1/4” В [39 см x 20 см x 23 см]
26A RED WING LATHE
- Двухскоростной токарный станок мощностью 1/4 л.с., 1725/3450 об/мин для использования на лабораторном столе. Высота стержня 4 1/2 дюйма [11,4 см] позволяет технику легко использовать его, положив руки на столешницу.
- Стандартные стоматологические конические стержни, не требующие технического обслуживания. Каждый из них включает в себя правый и левый съемник патрона для легкого снятия стандартных стоматологических патронов.

- Патроны и принадлежности заказываются отдельно.
- Модель 26A рассчитана на годы надежной службы при использовании для таких операций, как полировка и шлифовка.
- 115 В/60 Гц.
- Также доступны версии 230 В/50 Гц, 230 В/60 Гц и 115 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 39 фунтов [17,7 кг]
- Размеры устройства: 15 1/2 дюйма (Д) x 8 дюймов (Ш) x 7 3/4 дюйма (В) [39 см x 20 см x 20 см]
26-TS ДВУХСКОРОСТНОЙ ВЫСОКОСКОРОСТНОЙ ТОКАРНЫЙ СТАНОК
- Двухскоростной токарный станок мощностью 1/4 л.с., 1725/3450 об/мин с высоким основанием для использования на лабораторном столе.
- Высота вала 6 дюймов [15,2 см] позволяет использовать полировальные круги большего размера.
- Стандартные стоматологические конические валы, не требующие технического обслуживания, включают один 7L и один 7R, левый и правый конические шпиндели для полировальных кругов.
- 26-TS рассчитан на долгие годы надежной службы при использовании для таких операций, как полировка и шлифовка.

- 115 В/60 Гц. Также
- доступны для 230 В/50 Гц, 230 В/60 Гц и 115 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 41 фунт [18,2 кг]. Блок
- Размеры: 15 1/2” Д x 8” Ш x 9 1/4” В [39 см x 20 см x 23 см]
26A-KIT КОМПЛЕКТ ДЛЯ ДВУХСКОРОСТНОГО ТОКАРНОГО СТАНКА
- Двухскоростной токарный станок мощностью 1/4 л.с., 1725/3450 об/мин с низким основанием для использования на лабораторном столе. Высота стержня 4 1/2 дюйма [11,4 см] позволяет технику легко использовать его, положив руки на столешницу.
- Стандартные конические стержни для стоматологии, не требующие технического обслуживания, включают один шпиндель 7L с левой стороны для полировальных кругов и один прецизионный патрон #18 Atlas с правой стороны, который может удерживать боры и оправки с хвостовиком до 1/4″.
- Комплект 26A-KIT рассчитан на долгие годы надежной службы при использовании для таких операций, как полировка и шлифовка.
- 115 В/60 Гц.
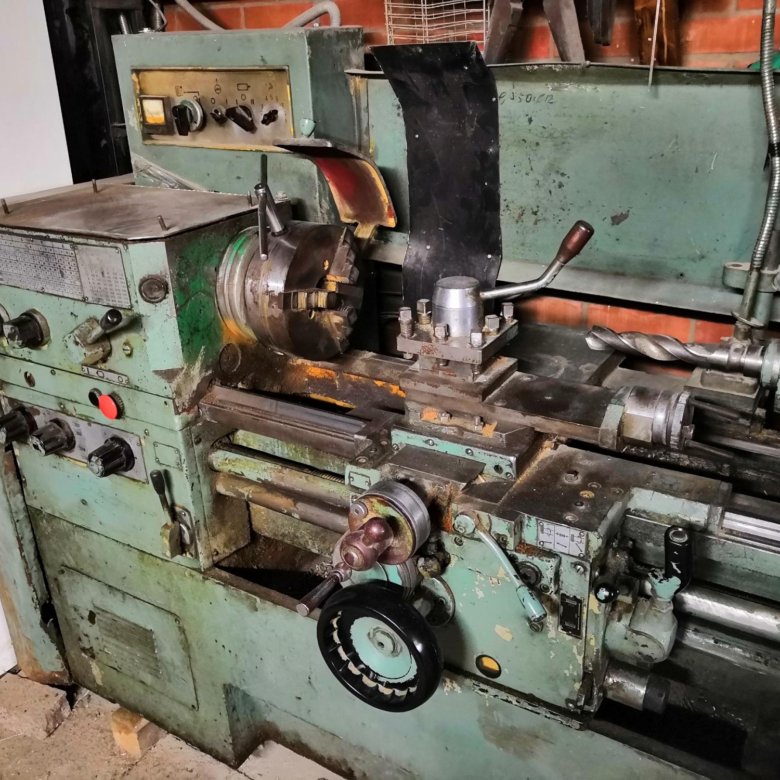 Также
Также - доступны для 230 В/50 Гц, 230 В/60 Гц и 115 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 41 фунт [18,2 кг]. Блок
- Размеры: 15 1/2” Д x 8” Ш x 7 3/4” В [39 см x 20 см x 20 см]
26A-TS ДВУХСКОРОСТНОЙ ТОКАРНЫЙ СТАНОК С НИЗКОЙ БАЗОЙ
- Двухскоростной токарный станок мощностью 1/4 л.
- Высота стержня 4 1/2 дюйма [11,4 см] позволяет техническому специалисту легко использовать его, положив руки на столешницу.
- Стандартные стоматологические конические валы, не требующие технического обслуживания, включают один 7L и один 7R, левый и правый конические шпиндели для полировальных кругов.
- 26A-TS рассчитан на долгие годы надежной службы при использовании для таких операций, как полировка и шлифовка.
- 115 В/60 Гц.
- Также доступны модели 230 В/50 Гц, 230 В/60 Гц и 115 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 40 фунтов [18,2 кг].
- Размеры устройства: 15 1/2” Д x 8” Ш x 7 3/4” В [39 см x 20 см x 20 см]
ОДНОСКОРОСТНОЙ ТОКАРНЫЙ СТАНОК НА 29A
- Мощный однофазный односкоростной настольный двигатель Red Wing мощностью 3/4 л.

- Вал высотой 6 дюймов поставляется с правым и левым шпинделями 1/2 дюйма.
- 115 В/60 Гц.
- Также доступен для 230 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 42 фунта [19,1 кг].
30A 3/4 HP ОДНОСКОРОСТНОЙ НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК
- Мощный 3/4 HP Red Wing, однофазный, односкоростной настольный двигатель, 3450 об/мин, 115 В/60 Гц с одинарным прямым валом 5/8”.
- Вал высотой 6 дюймов поставляется с правым и левым шпинделями 1/2 дюйма.
- 115 В/60 Гц.
- Также доступен для 230 В/50 Гц за дополнительную плату.
- Транспортировочный вес: 36 фунтов [16,4 кг].
704 БАРАБАННАЯ ШЛИФОВАЛЬНАЯ МАШИНА SANI-GRINDER
- Барабанная шлифовальная машина Sani-Grinder, модель 704 для придания формы, шлифовки и полировки ортопедических приспособлений.
- Низкая скорость позволяет формировать и обтачивать пластмассы, пеноматериалы и кожу, а высокая скорость обеспечивает полировку и более быструю обточку ортопедических приспособлений, а также ортопедических и других материалов.

